The study in turn explicitly of dynamics mode, taking into account the exercises and presented the use of the critical points analysis end and their respective verification values. The in turn consists of the replacement of the manufacturing material and its tempering process, followed by the execution of a validation step before practical tests are carried out.
OBJETIVO GERAL
Porém, a maioria das indústrias utiliza apenas conhecimento empírico para elaborar selos, e sua validação é feita apenas por meio de testes práticos. Em seguida é elaborada uma proposta de solução, com a qual os problemas são eliminados, e só então há uma comparação prática dos resultados obtidos através de testes práticos.
OBJETIVOS ESPECIFICOS
Pode haver necessidade de desenvolver ferramentas geométricas complexas, que devem ser construtivamente viáveis para a empresa em questão. Este capítulo apresentará uma visão geral dos conceitos envolvidos nos processos de conformação mecânica, além da análise do corte por cisalhamento, da relação das forças envolvidas e dos parâmetros de corte.
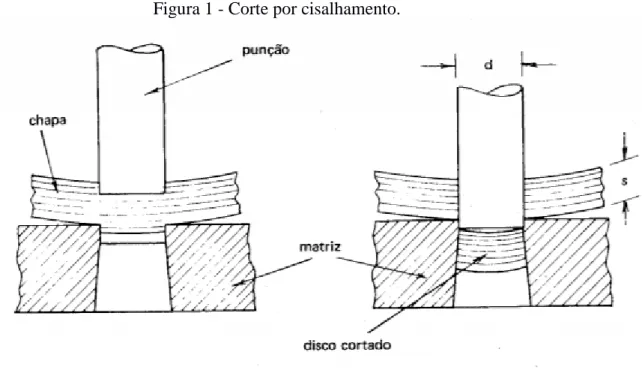
PROCESSO DE CORTE POR CISALHAMENTO
PRINCÍPIOS DE TENSÃO E DEFORMAÇÃO
A Lei de Hook afirma que para a maioria dos metais submetidos a uma tensão de tração relativamente baixa, a deformação que ocorre em um corpo é proporcional à carga aplicada a ele, dando origem ao conceito de módulo de elasticidade (E) (WILLIAN D. CALLISTER; DAVID G. RETHWISCH, 2018). O módulo de elasticidade é resultado direto da faixa elástica dos materiais, que caracteriza a peça onde um material submetido a uma determinada tensão retorna ao seu estado original, correspondendo a uma deformação não permanente, e pode ser descrito em um gráfico técnico através a tensão (eixo das ordenadas) e a deformação (eixo das abcissas).
PARÂMETROS DE CORTE
A equação 2 refere-se à pressão média da barreira de atrito Pm, dada a simplificação para um corpo em forma de disco circular, onde 𝜎0 corresponde à tensão de escoamento, s é a espessura, 𝑢 é o coeficiente de atrito e os valores têm comprimento triangular. Para determinar o coeficiente de atrito, o método de teste de anel é um método muito eficiente, tanto pela sua ampla utilização como pela falta de necessidade de equipamentos específicos.

TEORIA DA FRATURA EM UMA ÓPTICA DE PROJETOS
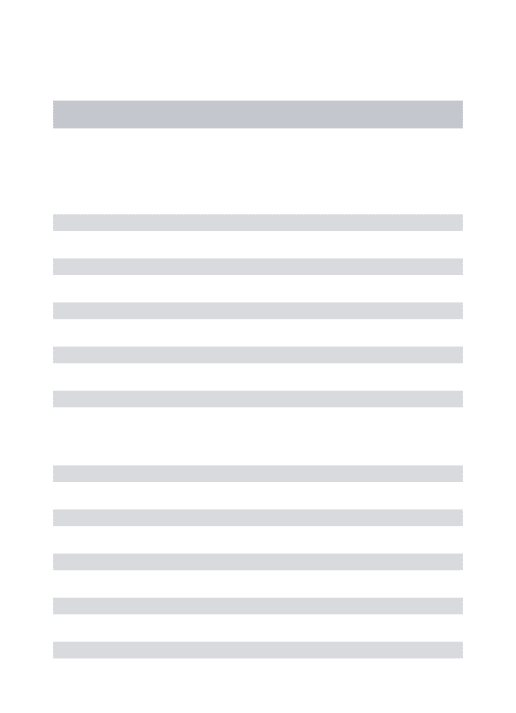
Em que a equação 4 representa 𝐹 como a força de corte em N, p é a circunferência da figura em mm, s é a espessura da placa em mm e a tensão σ0 é a resistência ao cisalhamento do material em MPa, deve-se ressaltar que com esta fórmula pode-se analisar que a área , utilizada para prever a força, a resultante entre a espessura do corte e o perímetro da figura. Quanto aos efeitos da inércia, sua influência será grande quando cargas forem aplicadas repentinamente ou quando as fissuras crescerem rapidamente. Uma onda de choque pode assumir várias formas, mas geralmente é o resultado de uma colisão com outro objeto que cria ondas que se dissipam com o tempo à medida que a energia cinética é dissipada.
Portanto, os efeitos da inércia são mais importantes na análise de curtos períodos de tempo, pois são mínimos para períodos suficientemente longos (ANDERSON, 2005).
PROJETO DE FERRAMENTAL
Processamento dos Metais
Os aços com alto teor de carbono normalmente têm teores de carbono entre 0,60 e 1,4% em peso; representando uma classe de materiais com resistência mecânica superior, mas com menor ductilidade entre os aços carbono, geralmente contendo elementos como cromo, vanádio, tungstênio e molibdênio. Em processos gerais de têmpera, a taxa de resfriamento de uma amostra depende da taxa de remoção de energia térmica, onde quanto mais rápido ocorrer o processo de resfriamento, mais severa será a têmpera para o material. Por outro lado, a taxa de resfriamento dentro de uma estrutura varia de acordo com a posição e depende da geometria e do tamanho da estrutura, pois a energia térmica deve ser transportada para a superfície antes de poder ser dissipada para o ambiente. e geometrias levam a resultados diferentes.
MÉTODO DE ELEMENTOS FINITOS
- Simplificações e Tratamentos
- Esforços e Deformações Desenvolvidas
- Criação e Refinamento de Malha
- Modelos Matemáticos de Solução
Na Equação 5, a tensão de cisalhamento pode ser observada a partir de σc, relacionando a força tangencial Ft dividida pela área de cisalhamento Ac. A área de corte por sua vez é representada pela multiplicação entre a aresta de corte e a espessura da chapa (DIETER, 1981). A Equação 6, por outro lado, representa a área de cisalhamento Ac como a multiplicação da aresta de corte l pela espessura da chapa s.
A partir da aplicação do MEF e após trabalho desenvolvido em simulação de corte cisalhante, é possível utilizar um modelo para analisar o comportamento e obter dados necessários para o desenvolvimento de projetos eficazes (JOSHI; BIRANALE; BHATT, 2014).
MÉTODO ANALÍTICO
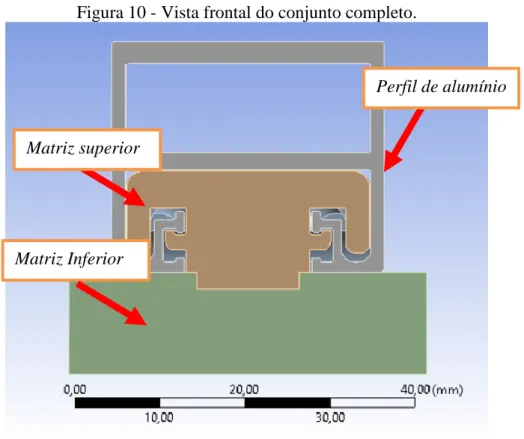
De acordo com o primeiro passo da metodologia de solução, o problema do projeto é a necessidade de otimizar um punção utilizado no corte de perfis de alumínio, que em alguns casos apresenta falhas críticas. punção, a necessidade de cortar uma grande área superficial de alumínio em uma única etapa, e a produção muito complexa, que inclui processos como fresamento CNC, corte por eletroerosão, fresamento convencional em fresadora e processos de têmpera aplicados ao aço D6 . A Figura 9 apresenta o perfil descrito, onde as setas vermelhas indicam o local de corte desenvolvido pelo punção. Enquanto a Figura 9 mostra apenas o perfil e local de corte, a Figura 10 mostra a vista frontal da montagem, possibilitando a visualização tanto das matrizes quanto do local de montagem do perfil durante a fase de corte.
As principais dificuldades avaliadas no corte real são os grandes concentradores de tensão na broca, combinados com as altas forças de cisalhamento necessárias para cortar o perfil.
DESCRIÇÃO DA FALHA
DADOS E RESTRIÇÕES INICIAIS
Para as simulações em causa, os principais dados a fornecer e que fazem parte do PVI são os dados relativos aos materiais presentes na simulação, tais como os índices de Poisson ν e o módulo de elasticidade E atribuído a todos os componentes presentes na simulação. como materiais elásticos lineares, além de selecionar o modo de falha presente no material. Na Figura 13, o material Aço D6 e suas propriedades podem ser observados em unidades individuais, onde o material é criado no ambiente de dados de simulação e atribuído aos corpos no ambiente de trabalho. Na Figura 14 é possível observar o material 6061T6 e suas correspondentes propriedades e unidades presentes no modelo desenvolvido com o ambiente de dados do componente.
Desta forma, ambas as matrizes presentes no estudo são assumidas como rígidas, ou seja, supõe-se que não ocorram falhas em tais corpos, bem como deformações significativas, assim não serão calculados dados de tensões e deformações para estes corpos, tais como uma definição traz a vantagem de reduzir drasticamente a demanda computacional, pois a malha formada ficará apenas na parte externa do corpo, o que reduz significativamente o número de elementos e nós presentes no estudo, e novamente o perfil e o punção dos conjuntos é definiram.

CRIAÇÃO DE MALHA E REFINAMENTOS
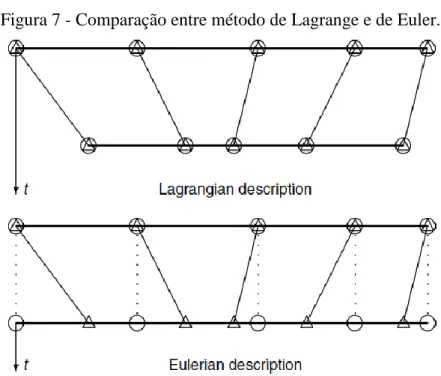
Quanto ao modelo de cálculo diferencial, foi definida a utilização do modelo de Lagrange, criando uma malha com pontos que rastreiam a deformação do corpo através de um processo de recriação dinâmica da malha, e interpolação de dados entre as etapas de cálculo. Este método é amplamente utilizado para problemas semelhantes que envolvem grandes deformações, como aquelas geradas durante o corte de chapas metálicas, e produz bons resultados de confiabilidade. Como pode ser observado tanto na Figura 10 como na Figura 11, o conjunto em estudo apresenta simetria em relação ao centro, o que nos permite concluir que as tensões decorrentes de ambos os lados são iguais. Este facto traz consigo a possibilidade de simplificação através da dicotomia dos modelos. , resultando em uma menor demanda computacional, graças a uma malha gerada de forma mais eficiente, com menor número de elementos e nós.
ENSAIO DO ANEL
Na Figura 16 é possível visualizar o processo de produção do teste de alumínio e o funcionamento do corte EDM, com a passagem do fio no local destinado ao furo central do anel. Por fim, foram produzidos dois corpos de prova cuja função era limitar a altura, estes por sua vez possuem diâmetro interno de 12 mm, diâmetro externo de 30 mm e espessura inicial de. Na Figura 17, o corpo de prova indicado pela seta preta representa o limitador de altura, os corpos indicados pelas setas brancas são os corpos correspondentes à matriz e ao material do punção, que serão comprimidos contra os corpos mostrados em azul.
Na figura 18, o corpo de prova é posicionado em seu local de teste, aguardando o abaixamento da prensa até a posição de aplicação de força, e o teste é interrompido somente quando o corpo de prova cilíndrico superior toca o corpo de prova de contenção na parte alta.

DINÂMICA EXPLÍCITA
Neste capítulo serão discutidos os resultados relacionados aos procedimentos descritos anteriormente, bem como sua análise e interpretação com base em conceitos físicos, para então realizar a idealização de uma proposta de solução para falha por impacto, bem como a validação do MEF. modelo desenvolvido e otimização do projeto antes dos testes práticos.

COEFICIENTE DE ATRITO
RESULTADOS DE MALHA
SOLUÇÃO E ANÁLISE INICIAL DE DADOS
Assim, o estudo de caso parte das condições de fronteira já atribuídas na fase dinâmica explícita, nomeadamente as solicitações a que o punção é submetido durante a operação de corte, integrando os dados num modelo criado para a solução específica, com as suas particularidades aplicadas ao modelo, como deslocamentos, economia de tempo e restrições físicas que limitam os corpos a um determinado caminho.
PONTOS CRÍTICOS
Na Figura 23 é possível observar os dados de tensões em função do tempo de simulação, plotados no Ansys, onde o principal método de análise é a tensão máxima. Conhecendo a localização da tensão máxima, é então possível utilizar a ferramenta probe para analisar e tabular os dados de uma área específica do objeto de estudo, com isso podemos observar de forma mais eficaz o comportamento e a evolução das tensões desenvolvidas em neste ponto, pois é mais provável que seja o local da falha se isso ocorrer. A Figura 24 ilustra a aplicação da sonda no local descrito como ponto onde a tensão máxima é desenvolvida. Nesta imagem os demais componentes ficam ocultos para que seja mais fácil analisar o comportamento do punção durante a fase de corte.
A Figura 25 está vinculada à Figura 24, com dados obtidos graficamente durante o corte.

HIPÓTESE DE FALHA
A terceira hipótese refere-se ao escoamento inadequado, onde são geradas tensões internas em determinadas áreas da matriz, além de elevada fragilização devido ao tratamento térmico realizado de forma inadequada, como no caso do resfriamento inadequado. , ou a utilização de um meio de troca de calor inadequado e tempos muito curtos que são prejudiciais aos materiais.
PROPOSTA DE SOLUÇÃO
O aparecimento de uma zona de tensão máxima bem definida e estendida confirma a vida útil do impacto.Pode-se observar tanto nos planos X-Y quanto Z-Y que não há ocorrência de pontos repentinos de falha, pelo contrário, a peça mostra se é bem otimizado e distribui eficazmente as tensões ao longo da superfície de corte. A mudança do material de construção justifica-se pela escolha de um que não possua um teor de carbono tão elevado, mas que ainda apresente uma elevada temperabilidade para permitir um endurecimento mais uniforme para diferentes espessuras ao longo da geometria, e não incluindo tensões internas. As seguintes observações e alterações são feitas no projeto final da matriz, começando pela substituição do aço D6 pelo aço SAE 4340 e realizando o revenido imediatamente após o revenido, o que é feito de forma controlada com o objetivo de reduzir as tensões residuais.
A solução proposta caracteriza-se pela substituição do aço D6 pelo aço SAE 4340 e o tratamento térmico é realizado de forma controlada.