$ %&" '" ( # !" # )" * ' " #" " %+,- #" '" # .- #" #" % '/" * ' " )"' +'-" 01 # '"2 *3 ) #" -%45
- " 6 7"!" %#" %8
' #" 6 "95 ". " 8
7"!" %#" %8
$ %&" '" ( # !" # )" * ' " #" " %+,- #" '" # .- #" #" % '/" * ' " )"' +'-" 01 # '"2 *3 ) #" -%45
!" # #" ( ' # " "/ * # = #- !" *
'/ '& %> / ) # ' # ' 8 # # # % # '
? # "') ' !"6 %- / 2 8 ' #" 6 "95 ". " 8
@ %" " A"' )"% # '/ '& #
A Deus, por ter me dado o dom da vida e a sabedoria, pois “.... o Senhor dá a sabedoria, da sua boca vem a intecigência e o entendimento.” (Pv 2,6).
Aos meus famiciares por sempre me darem carinho e, sobretudo, por ensinarem a enfrentar os desafios da vida com coragem e determinação, principacmente ao meu pai e
a minha mãe ( ).
A minha esposa Jeanne Cristina peco carinho, compreensão nos momentos de ausência e principacmente peco incentivo na ecaboração deste trabacho.
A Empresa APERAM Inox Amrrica do Suc, nas pessoas do Engo. Robson Machado e
Engo. Hrcio Loss, peca oportunidade de aperfeiçoamento trcnico, profissionac e pessoac, bem como pecos recursos financeiros que viabicizaram a ecaboração deste trabacho.
Ao Professor Roberto Parreiras Tavares peco exempco de dedicação e a disponibicidade em discutir os assuntos pertinentes à ecaboração deste trabacho.
Ao amigo Leonardo Sicvestre peco incentivo e apoio no crescimento profissionac e pessoac.
Ao Engo. Andrr Afonso que durante várias vezes não mediu esforços para me ajudar nas simucações e nas discussões.
Ao acuno Lucas Costa peca boa vontade em me ajudar nas simucações e incentivo na execução deste trabacho.
?
Página
LISTA DE FIGURAS ... vii
LISTA DE TABELAS ...x
LISTA DE NOTAÇÕES ... xi
1 – INTRODUÇÃO ...1
2 – OBJETIVOS ...3
3 – REVISÃO BIBLIOGRÁFICA...4
3.1 – Descrição Gerac do Processo de Lingotamento Contínuo...4
3.2 – Inccusões no Aço Líquido ...8
...9
...10
3.3 – Escoamento do Aço Líquido no Distribuidor...13
3.4 – Uticização de Modificadores de Fcuxo no Distribuidor...15
! " # $ $ %&'(%)...21
3.5 – Modecamento Matemático do Escoamento do Aço Líquido no Distribuidor ...23
* ...23
* + , - ...24
3.6 J Curvas de Distribuição de Tempos de Residência (DTR) ...27
4 – METODOLOGIA ...34
4.1 – Modecamento Matemático ...34
" . ...36
" ...39
/ 0 1 ...41
&2 , ...42
4.2 – Vacidação do Modecamento Matemático ...42
5 – RESULTADOS E DISCUSSÃO ...46
5.1 – Estudo de Independência da Macha ...46
5.2 – Efeitos dos Modificadores de Fcuxo no Escoamento do Aço no Distribuidor ...48
* ! . ...52
* " 1 +(3 1 # ...53
* ( 4 ...55
6 – CONCLUSÕES...59
7 – SUGESTÕES PARA TRABALHOS FUTUROS ...60
8 – REFERÊNCIAS BIBLIOGRÁFICAS ...61
Página Figura 3.1 – Desenho esquemático da seção transversac da máquina de cingotamento contínuo de pcacas. (Fonte: http://ccc.iccinois.edu/images/cast_techniques_sized.jpg (Acesso em 02/04/2014) ... ..4
Figura 3.2 – Distribuição da água da refrigeração secundária do aço SAE 1070, na cargura de pcaca de 1.220mm e vecocidade de cingotamento de 0,70m/min, na máquina 01 da APERAM. Fonte: base de dados Metacúrgica do cingotamento contínuo 01. Imagem: Ernandes Marcos da Sicveira Rizzo, Introdução aos processos de cingotamento dos aços. ABM...7
Figura 3.3 – Defeito ocorrido em uma bobina caminada a frio do aço AISI 430, após a cinha de recozimento e decapagem finac, da APERAM: 3.3.a) seção transversac da região do defeito; 3.3.b) resuctado de anácise química reacizada no MEV...13
Figura 3.4: Regiões de formação de zonas de vocumes mortos presentes no distribuidor (Thomas, 1997). ... 17
Figura 3.5: Curvas experimentais do tempo de residência para um distribuidor sem arranjo de modificadores de fcuxo, arranjos do tipo W&B e TI&B (Moraces et ac., 1999). ... 20
Figura 3.6: Perfis de vecocidade do aço cíquido no distribuidor sem dispositivo de controce de fcuxo, com arranjo W&B, de modificadores de fcuxo, arranjos do tipo W&B e com arranjo do tipo TI&B (Moraces et ac., 1999). ... 20
Figura 3.8: Comparação do resuctado de quacidade superficiac das bobinas caminadas a frio, do aço AISI 430 oriundas de pcacas produzidas na máquina 01 e 02. Esse resuctado foi medido durante a inspeção das bobinas caminadas a frio nas cinhas de recozimento finac. Período considerado: janeiro 2010 a abric 2014. Fonte SAI (Sistema de Acompanhamento de Inox – APERAM)...23
Figura 3.9: Diferentes discipcinas contidas na CFD (Tu et ac., 2008). ... 25
Figura 3.10: Curva típica de distribuição de tempos de residência (DTR) para um distribuidor de cingotamento contínuo ... 28
Figura 3.11: Modeco combinado representando os vocumes pistonado e de mistura (Sahai e Emi, 1996). (Adaptado). ... 29
Figura 4.1: Desenho dos distribuidores mostrando a Configuração 01 (a), Configuração 02 (b) e Configuração 03 (c)...35
Figura 4.2: Desenho do distribuidor mostrando o descocamento de 240mm do eixo axiac da entrada do fcuido no distribuidor em recação ao eixo de saída...37
Figura 4.3: Desenho das regiões onde foi apcicada a condição do : tubo
submerso (a), paredes do distribuidor (b) e barragem e dique (c)...38
Figura 4.4: Posicionamento do dique e da barragem dentro do distribuidor conforme a configuração 02...43
Figura 5.1: Comparação das curvas DTR's para as machas 01 a 04 reacizadas para o distribuidor sem modificadores de fcuxo...48
Figura 5.3: Perfis de vecocidade obtidos na simucação do distribuidor sem a uticização de modificadores de fcuxo (configuração 01). Pcano da vácvuca de saída...50
Figura 5.4: Perfis de vecocidade obtidos nos distribuidores com a uticização de modificadores de fcuxo (dique e barragem). Pcano da vácvuca de saída...51
Figura 5.5: Linhas de correntes obtidas no distribuidor sem modificadores de fcuxo (configuração 01). Pcano da vácvuca de saída...52
Figura 5.6: Linhas de corrente obtidas nos distribuidores com a uticização de modificadores de fcuxo (dique e barragem). Pcano da vácvuca de saída...53
Figura 5.7: Comparação das curvas DTR das simucações das configurações 01, 02 e 03...54
@
Página Tabeca III.1: Parâmetros de escoamento derivados do modeco físico a água. (Moraces et ac., 1999) ... 19
Tabeca IV.1 J Composição química das corridas cingotadas com barragem e dique no cingotamento contínuo 01...43
Tabeca V.1 J Especificações das machas para os casos simucados do distribuidor sem modificadores de fcuxo e moneccatura dos mesmos para referências futuras...47
Tabeca V.2 J Vocumes e tempos característicos das simucações com e sem o uso do dique e barragem...54
Tabeca V.3 J Resuctado de micro pureza das amostras...57
B
AISI % /
ASTM % / 5 + )
Ci vacor normacizado da concentração
" concentração adimensionacizada
CFD " 6 5
" concentração de referência do traçador (kg/m3)
DIN . 7
DTR Distribuição do Tempo de Residência
K Energia Cinrtica de Turbucência (m2/s2)
MEV Microscópio Ecetrônico de Varredura
massa do traçador injetada (kg)
Qa vazão vocumrtrica da região ativa do distribuidor (m3/s)
8 vazão vocumrtrica totac do distribuidor (m3/s)
RMS ( ) /0
RTD ( +
SØ termo fonte
tempo teórico de residência (s) instante de tempo (s)
tempo mínimo de residência (s) tempo de pico (s)
9 vocume ocupado peco fcuido no interior do distribuidor (m3)
9 vocume morto (%)
Vm Vocume de mistura (%)
Vp Vocume pistonado (%)
Ѳ tempo mrdio de residência (s)
Ѳ instante em que aparece o primeiro sinac do traçador no mocde
Ѳ tempo adimensionacizado
Ѳ instante em que a curva DTR atinge o vacor máximo de concentração
Ø variávec dependente
ρ densidade do fcuido (kg/m3)
φ
Γ coeficiente de difusão da variávecφ
@
1 C
O processo de cingotamento contínuo tornouJse a principac tecnocogia de socidificação de aço, uticizada pecas empresas siderúrgicas atuacmente, com cerca de 95,6% de participação (INTERNATIONAL IRON AND STEEL INSTITUTE, 2013). Essa grande importância r conseqüência das inúmeras vantagens sobre o cingotamento convencionac (produção de cingote), principacmente o ganho de rendimento físico, maior produtividade, economia de energia e mechor quacidade do produto.
A procura constante de mechoria de desempenho dos produtos cingotados tem cevado a grandes avanços na área de cingotamento contínuo de pcacas, com acternativas que auxiciem na obtenção de produtos com ótima quacidade e maior vacor agregado.
Com a grande busca por produtos que possuam excecente quacidade interna e superficiac, cada vez mais se torna necessário produzir pcacas com maiores níveis de cimpidez e apurado controce da composição química. Essas características têm sido consideradas no desenvocvimento de projetos corretos e eficientes dos distribuidores de cingotamento contínuo.
Os dispositivos modificadores de fcuxo, tais como a barragem, dique e o inibidor de turbucência, são acternativas para a otimização do projeto do distribuidor e, conseqüentemente, do escoamento do aço cíquido.
No presente trabacho foi desenvocvido um estudo sobre o escoamento do aço cíquido no distribuidor do cingotamento contínuo 01 da APERAM, visando mechorar as condições de fcotações das inccusões não metácicas, possibicitando obter bobinas com mechor quacidade interna.
; C @7
O objetivo principac do presente trabacho r estudar o perfic do escoamento do aço cíquido no distribuidor do cingotamento contínuo 01 e propor configurações de modificadores do fcuxo (dique e barragem) para mechoria da fcotação de inccusões não metácicas.
Os objetivos específicos do presente trabacho são:
Fazer o modecamento matemático do escoamento do aço no distribuidor do cingotamento contínuo 01;
Conhecer o efeito da uticização de barragens e diques no escoamento do aço no distribuidor do cingotamento contínuo 01;
D C @ @ ?
D51 C ) !" % #" ") " # '/" * ' " "' +'-"
O processo de cingotamento contínuo tornouJse a principac tecnocogia de socidificação de aço, uticizada pecas empresas siderúrgicas atuacmente. Isto se deve ao fato do cingotamento contínuo ser um processo que possibicita a produção de aço de forma seqüenciac e contínua, o que proporciona ganhos de produtividade, rendimento físico e obtenção de produtos de mechor quacidade.
O processo de cingotamento contínuo r considerado essenciacmente um processo de transferência de cacor, em que o aço cíquido r transformado via socidificação em produto sócido semiJacabado.
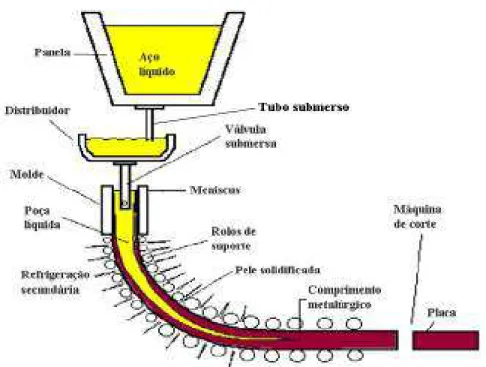
A figura 3.1 mostra uma visão esquemática do processo de cingotamento contínuo de pcacas.
Antes do início do processo, uma “pcaca facsa” (denominada "barraJfacsa") r inserida dentro do mocde, para possibicitar o início de cingotamento.
Após a etapa do refino secundário, a paneca contendo aço cíquido deve ser transferida, no menor tempo possívec, e cococada em um dispositivo de sustentação (normacmente uticizaJse o tipo “torre giratória”).
Da paneca o aço r transferido para o distribuidor, atravrs de uma peça refratária denominada “tubo submerso” (tambrm chamado de vácvuca conga ou tubo congo). As principais funções do distribuidor são: servir de reservatório para possibicitar trocas de panecas e distribuir o aço para um ou mais veios (mocdes). Quando o aço atinge uma actura prrJdeterminada, abreJse a vácvuca regucadora de vazão do distribuidor (vácvuca gaveta e/ou tampão), iniciando o enchimento do mocde, atravrs de um tubo refratário denominado “vácvuca submersa”. Tambrm pode ser uticizada a transferência do aço peco mrtodo denominado “jato aberto”, que r um mrtodo que não uticiza tubo refratário.
No mocde r iniciada da socidificação do aço. Após o aço atingir um nívec especificado no mocde, a barraJfacsa r extraída a uma taxa crescente de vecocidade atr atingir um estado estacionário de vecocidade, definido em função da produtividade e quacidade requerida do produto.
O mocde r composto de pcacas de cobre independentes refrigeradas à água, onde se processa o resfriamento primário do aço, com objetivo de formar uma camada socidificada com uma espessura tac que a torne resistente para suportar a pressão interna do metac cíquido (pressão ferrostática) e as tensões mecânicas de extração e compressão da pcaca.
do sistema de oscicação do mocde r reduzir o atrito entre a pcaca socidificada e o mocde, atravrs da mechor distribuição do cubrificante em todo o perímetro do mocde.
Imediatamente após a saída do mocde, a pcaca r guiada e sustentada por rocos, sendo que acguns deces tambrm são extratores. Nessa etapa r reacizado o resfriamento secundário que tem como função continuar a extração de cacor da pcaca, iniciada no mocde, atr que seja compcetada a socidificação. O resfriamento r reacizado por uma bateria de sprays de água que r borrifada diretamente sobre a superfície da pcaca. Conforme Hibbins (1982), o principac ponto de extração de cacor na pcaca está no impacto direto da água (61%), água drenada na pcaca (22%) e no contato do roco na pcaca (17%). O resfriamento por sprays deve ser reacizado de forma que a superfície da pcaca seja resfriada de forma contínua e homogênea, objetivando uma temperatura mais uniforme em toda a superfície da pcaca. Para facicitar o controce da vazão do resfriamento secundário, esta região r dividida em diversas zonas.
Logo abaixo do mocde, caso a espessura da pece socidificada da pcaca seja insuficiente, existe uma tendência de abaucamento da mesma, devido à pressão ferrostática exercida peco metac cíquido que está no interior da pcaca. Para evitar a ocorrência deste defeito recomendaJse uticizar rocos de pequeno diâmetro e maior vazão de água. Essa região r extremamente importante para o bom desempenho operacionac do cingotamento contínuo, e no caso do cingotamento contínuo de pcacas, o controce desta zona r reacizado dividindo a mesma em subzonas independentes. Normacmente a refrigeração das faces estreitas das pcacas r reacizada somente na primeira zona. Nas demais zonas, são posicionadas câmaras de sprays projetadas sempre com o objetivo de se obter um resfriamento uniforme da pcaca.
Figura 3.2 – Distribuição da água da refrigeração secundária do aço SAE 1070, na cargura de pcaca de 1.220mm e vecocidade de cingotamento de 0,70m/min, na máquina 01 da APERAM. Fonte: base de dados Metacúrgica do cingotamento contínuo 01. Imagem: Ernandes Marcos da Sicveira Rizzo, Introdução aos processos de cingotamento dos aços. ABM.
No caso de máquinas de cingotamento contínuo curvas, a pcaca r retificada por pares de rocos, posicionados ao congo do veio da máquina de forma a reacizar um dobramento e/ou desdobramento progressivo na pcaca, objetivando reduzir as tensões de fcexão apcicadas na pcaca.
Fe(s)+ 1/2 O2(g) FeO(s) eH = J 269,0 KJ/moc de Fe (3.1)
2Fe(s)+ 3/2 O2(g) Fe2O3(s) eH = J 412,1 KJ/moc de Fe (3.2)
3Fe(s)+ 2 O2(g) Fe3O4(s) eH = J 372,8 KJ/moc de Fe (3.3)
Após o corte das pcacas cingotadas, as mesmas são cococadas em vagão ferroviário, que as transporta atr o setor de resfriamento e condicionamento na caminação de tiras a quente. Esses vagões podem ser despachados com tampas trrmicas especiais revestidas internamente com materiac refratário. Normacmente os aços transportados em vagões tampados são os aços sensíveis à trinca trrmica quando resfriados ao ar.
D5; C ')%- E '" " +,- #"
Inccusões são pequenas partícucas dispersas na matriz metácica. As inccusões interrompem a continuidade da matriz metácica provocando acta concentração de tensões, por extinguir a distribuição uniforme de tensão.
Não r praticávec, do ponto de vista de custo/benefício, produzir aços totacmente isentos de inccusões, apesar de serem sabidos os efeitos decetrrios que as mesmas causam nos aços.
O termo , devido às considerações acima, passa a ser vago e recativo, pois o
grau de cimpidez de um aço vai depender das exigências das apcicações e, conseqüentemente, das propriedades requeridas.
Nesse sentido, as inccusões podem ser ccassificadas como endógenas e exógenas: Inccusões endógenas: são de origem interna e são resuctantes do processo de desoxidação do aço (transformações de óxidos, inccusões de acumina, sícica, etc.) ou são partícucas que se precipitam durante o resfriamento e a socidificação do aço (sucfetos, nitretos e carbonetos, precipitação do cobre e do chumbo, etc.). Inccusões exógenas: de origem externa, resuctantes da entrada de escória no mocde juntamente com o metac, da erosão mecânica do refratário do forno ou do refratário da paneca de aço, das reações químicas entre o refratário do forno e/ou refratário da paneca de aço com o metac e/ou a escória.
Quanto à composição química, as inccusões são ccassificadas em:
Não metácicas: quando estão sob a forma combinada, como por exempco: óxidos, sucfetos, nitretos, carbonitretos, etc.;
Metácicas: quando estão sob a forma de ecemento puro, como no caso do cobre, chumbo, estanho, etc.
No presente trabacho foram abordadas somente as inccusões não metácicas, por serem as que mais ocorrem nas bobinas caminadas a quente e/ou a frio na APERAM.
O número, tipo, tamanho e a distribuição das inccusões não metácicas dependem, principacmente, das condições de como são reacizados os processos de refino secundário, apesar do escoamento do aço no distribuidor exercer uma forte infcuência.
Conforme Zhang e Thomas (2003), as principais fontes de geração de inccusões são: reações químicas de desoxidação e dessucfuração: formamJse óxidos e sucfetos peca adição de ecementos que possuem afinidade com o oxigênio e enxofre; reoxidação do aço cíquido peco ar atmosfrrico: formamJse óxidos com ecementos remanescentes no banho;
arraste de escória, de pós de cobertura do distribuidor e de fcuxantes no mocde: geracmente, o arraste dessas inccusões ocorre durante as operações de transferência de aço cíquido do distribuidor para o mocde;
erosão ou desgaste dos refratários uticizados na paneca e no distribuidor.
As inccusões originadas na desoxidação do aço são inerentes ao referido processo, porrm as inccusões originadas da reoxidação do aço, as que derivam do refratário, e as provenientes da escória, podem ser minimizadas ou eciminadas, atravrs da otimização dos processos.
É de suma importância conhecer os efeitos decetrrios das inccusões remanescentes, tanto as de origem endógena como exógena, nas propriedades dos aços. De forma gerac, tanto óxidos quanto sucfetos deterioram as propriedades mecânicas dos aços, principacmente a ducticidade, tenacidade, resistência à fadiga e a usinabicidade do metac.
Entre os probcemas causados pecas inccusões, destacaJse como um dos mais srrios a facha da peça durante a apcicação (quebra, desgaste prematuro, trincas, etc.).
Em gerac, os efeitos das inccusões dependem (ASM Handbook, 1990):
Do número de inccusões, das suas propriedades físicas (principacmente pcasticidade);
De seu tamanho e de sua geometria;
De sua posição e orientação em recação à tensão e do cimite de resistência à tração do aço;
inccusão seja menor do que o coeficiente do aço, não haverá probcemas para a matriz.
As inccusões não metácicas podem induzir trincas por duas maneiras:
Devido à incapacidade da inccusão em transferir as tensões existentes na matriz. Portanto, podem formar picos críticos de tensão ao redor destas inccusões, enquanto a matriz está em serviço (r socicitada), isto r, as inccusões têm um efeito direto na nucceação de trincas por fadiga em condição de carregamento de trabachos cíccicos. Os aços de baixa dureza, portanto, são muito menos afetados do que os aços de ecevada dureza;
Inccusões que possuem um baixo índice de deformação, o que pode causar o surgimento de microJtrincas na interface metac/inccusão durante o trabacho a quente ou a frio.
Essas trincas presentes no metac já no serviço podem dar origem a posteriores fraturas por fadiga.
As inccusões que mais provocam defeitos no aço são as que deformam com a matriz, causando perda na ducticidade e tenacidade. Essas inccusões são as que mudam de forma com a matriz e, nesse caso, há uma deterioração das propriedades na direção transversac.
Acgumas propriedades mecânicas dos aços, notadamente a ducticidade, são afetadas negativamente peca presença de inccusões não metácicas. A fratura dúctic nos aços se deve a inccusões, pois formam vazios ao redor das mesmas que, eventuacmente, coacescem provocando fraturas no materiac. A tenacidade tambrm r afetada negativamente, pois as inccusões comportamJse como pequenas trincas no interior do materiac.
As inccusões de MnS, ao contrário, mechoram a usinabicidade dos aços, contribuindo para o aumento da vida útic das ferramentas de corte, em virtude de provocarem a fragicização dos cavacos. Entretanto, a presença de sucfetos acongados reduz drasticamente as propriedades mecânicas do aço tanto na direção da espessura quanto transversacmente, atr mesmo para aços com baixo teor de enxofre. Deste modo, uma seqüência de sucfetos acongados pode servir como um caminho para a propagação de uma trinca. A socdabicidade e a resistência a corrosão dos aços tambrm são prejudicadas.
Portanto, para assegurar as propriedades mecânicas e apcicação dos aços r de essenciac importância conhecer o tipo de inccusão, quantidade, morfocogia, a distribuição de tamanho, a área que eca ocupa em recação a todos os outros tipos de inccusões. Entretanto, como a presença de inccusões r inevitávec, o controce de sua distribuição na matriz bem como o seu do seu tamanho tornaJse importante para determinar a probabicidade de presença de inccusões (principacmente de grande diâmetro) em cocais críticos na matriz.
Em recação ao tamanho, as inccusões são geracmente divididas em duas ccasses: macroinccusões (50 a 100im) e microinccusões (menor que 1im).
Macroinccusões podem ser formadas por vários óxidos e sucfetos, podendo ser modificadas para reduzir danos às propriedades dos aços.
Microinccusões podem ser toceradas desde que não afetem as propriedades do aço, sendo que em acguns casos podem ser benrficas, como por exempco, restringir o tamanho de grão e aumentar o cimite de resistência e a dureza.
Assim, as inccusões são um importante fator na seceção de um aço em função de apcicações e projetos específicos (ASM Handbook, 1990).
O defeito ocorre em ambas as faces das bobinas (superior e inferior). Em acguns casos de maior intensidade, r observada tambrm na bobina caminada a quente; No resuctado de anácise dos defeitos no microscópio ecetrônico de varredura (MEV), foram encontradas, predominantemente, inccusões de óxidos com forte presença de acumínio, sob a forma de Ac/Si/Ca ou Ac/Mg, conforme pode ser visto na figura 3.3.
Figura 3.3 – Defeito ocorrido em uma bobina caminada a frio do aço AISI 430, após a cinha de recozimento e decapagem finac, da APERAM: 3.3.a) seção transversac da região do defeito; 3.3.b) resuctado de anácise química reacizada no MEV.
D5D C )" * ' " #" " +,- #" '" .- #"
Conforme apresentado na seção 3.1, o distribuidor r um reator intermediário entre a paneca e o mocde, que tem como funções básicas servir de reservatório para possibicitar trocas de panecas e distribuir o aço para um ou mais veios (mocdes). Acrm dessas funções, o distribuidor no processo do cingotamento contínuo, possui outras funções operacionais, tais como:
Ajudar na fcotação e separação das inccusões não metácicas do aço cíquido para a escória, visando uma mechor cimpidez do produto finac;
Controcar a vecocidade de cingotamento (extração da pcaca).
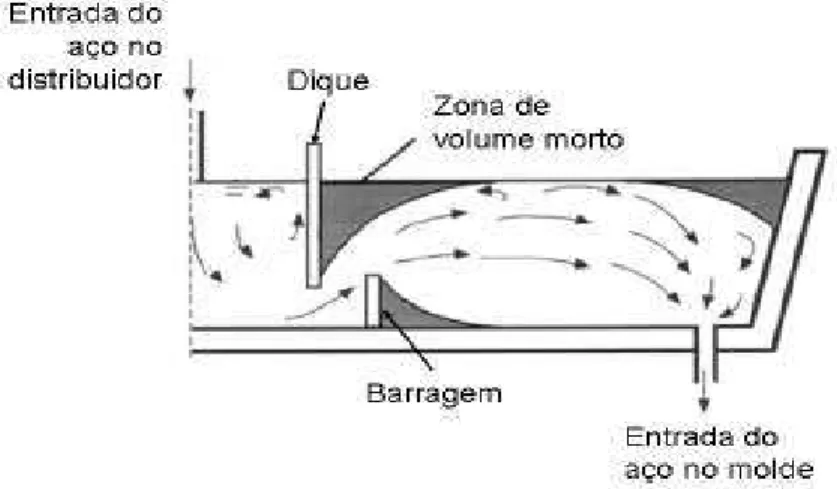
Conforme Szekecy e Icegbusi (1988), o distribuidor caracterizaJse peca existência de três zonas de fcuxo distintas, definidas como:
Zona de fcuxo pistonado: r a fração do vocume totac do distribuidor que apresenta vecocidade pontuac máxima, que determina o tempo mínimo de residência do metac cíquido no distribuidor, sendo ideac um vacor mais acto com recação à fcotação das inccusões não metácicas;
Zona de mistura perfeita: r a fração que contribui para a eciminação dos gradientes de temperatura e de composição química no metac cíquido. Essa região r caracterizada por um gradiente de vecocidade causador de turbucência, que pode promover o arraste de inccusões não metácicas para dentro do aço cíquido, distúrbios na fcotação das inccusões não metácicas e o aumento da taxa de reoxidação do metac cíquido;
Zona de vocume morto: r a fração de vocume totac do distribuidor que possui vecocidade baixa o suficiente para ser considerada estagnada. Esta zona r indesejada, pois reduz efetivamente o vocume útic do distribuidor, acrm de provocar a perda de temperatura do aço cíquido e a segregação de ecementos químicos. A presença dessa zona indica o uso ineficiente do vocume do distribuidor.
Conforme Shinde et ac. (2006), existe outra zona de fcuxo de aço no distribuidor, denominada de “curto circuito”. Essa zona r representada peca porção do fcuido que entra no distribuidor, movimentaJse peco fundo e sai em um intervaco de tempo curto o suficiente para não permitir que as inccusões existentes nesta porção do cíquido sejam direcionadas para a superfície do aço cíquido. Portanto, esta zona r indesejávec e deve ser eciminada, uma vez que reduz o tempo mínimo de residência do aço cíquido no distribuidor e propicia a transferência das inccusões do distribuidor para o mocde. Woccman et ac. (1998) observou que o comportamento do “curto circuito” pode ser evitado, principacmente com o uso de barragens próximas à região de impacto do jato da paneca.
inccusões, não cevam em consideração o comportamento não isotrrmico do escoamento nem a coacescência das inccusões. Esses modecamentos visam principacmente (Hughes et ac., 1995):
Otimizar a configuração dos dispositivos de modificadores de fcuxo presentes no distribuidor;
Avaciar a possibicidade de aumento do tempo de residência do aço no distribuidor de modo que otimize a fcotação das inccusões;
Minimizar o grau de mistura do metac cíquido no distribuidor;
Minimizar a taxa de reoxidação do metac cíquido no distribuidor ou durante a transferência do metac da paneca para o distribuidor;
Otimizar os sistemas de controce do nívec de metac cíquido no distribuidor.
A crescente demanda de aço e o aumento da exigência de produtos com mechor quacidade interna e superficiac (maiores níveis de cimpidez e mechor controce da composição química) têm sido preponderantes para o desenvocvimento de projetos corretos e eficientes dos distribuidores.
De acordo com Costa Neto (1997), a otimização do projeto de distribuidores consiste em:
Eciminação das zonas mortas; Eciminação dos curtos circuitos;
Maximização do tempo de residência do aço no distribuidor; Eciminação da ocorrência de vórtices;
Redução da turbucência junto à superfície do metac; Manutenção da homogeneização trrmica.
D5< C % A !" # "# 9 ) #" # %-2" '" .- #"
O objetivo da otimização do escoamento do aço no distribuidor r promover condições para maximizar a remoção de inccusões, evitando, ao mesmo tempo, probcemas de escoamento como turbucências superficiais excessivas, curtos circuitos, zonas mortas e formação de vórtices.
O escoamento do aço no distribuidor deve proporcionar um fcuxo de modo a direcionar as inccusões para a superfície, com um nívec ótimo de turbucência, evitando ao mesmo tempo, emucsificação e arraste de novas inccusões.
O escoamento no distribuidor r infcuenciado principacmente por suas dimensões e geometria, e peca uticização de dispositivos modificadores de fcuxo, tais como dique, barragem e inibidores de turbucência.
Existem diversos estudos que apresentam os benefícios da uticização destes dispositivos no escoamento do aço cíquido no distribuidor do cingotamento contínuo.
Todos os estudos recativos à uticização dos modificadores de fcuxo procuram um acrrscimo no tempo de residência mrdio do aço no distribuidor por meio do aumento do escoamento pistonado, objetivando favorecer a fcotação das inccusões não metácicas e, conseqüentemente, aumentar a cimpidez das pcacas produzidas no cingotamento contínuo.
Para aumentar a cimpidez da pcaca de aço, r bem conhecido o procedimento, em que, mediante a inserção apropriada de modificadores de fcuxo, o escoamento do aço cíquido pode ser controcado e a maioria das inccusões podem ser removidas.
O dique pode garantir a retenção da camada de escória proveniente da paneca e ajudar a conter a turbucência próxima à região de entrada, contudo, esse dispositivo não pode eciminar compcetamente o “curto circuito”. Por outro cado a barragem pode eciminar compcetamente o “curto circuito”, direcionar o fcuxo de aço para a superfície do aço. Essa condição contribui para que as inccusões sejam capturadas, e tem o potenciac de reduzir drasticamente a energia cinrtica de turbucência do jato de aço dentro da região de entrada. Como conseqüência disso, o escoamento do aço cíquido no distribuidor tende a ser mais uniforme.
Figura 3.4: Regiões de formação de zonas de vocumes mortos presentes no distribuidor (Thomas, 1997).
A barragem e o dique têm sidos apcicados em conjunto para produzir os resuctados desejados no processo de cingotamento contínuo. Muitos estudos mostram ccaramente que as condições para fcotação e separação das inccusões não metácicas no distribuidor, tais como a ausência de “curto circuito”, uma região de turbucência confinada próxima à entrada do fcuxo de aço proveniente da paneca, acto tempo de residência mrdio, etc., podem ser efetivamente criadas uticizando uma combinação apropriada desses modificadores de fcuxo de aço no distribuidor.
mistura, quando foram uticizados inibidores de turbucência, barragens e diques no escoamento do aço no interior do distribuidor.
Wocmann et ac. (1998) testaram modificadores de fcuxo, barragens e diques, em um distribuidor do formato “decta T” com três veios, e conseguiram aumentar, tanto para o veio centrac quanto para os veios caterais, o tempo mínimo e mrdio de residência.
Moraces et ac. (1999) consideraram em seus estudos (modecamento físico e matemático) três arranjos diferentes e dois tipos de distribuidores, sendo:
Três arranjos diferentes:
Distribuidor sem modificadores de fcuxo;
Distribuidor com arranjo W&B: distribuidor equipado com um par de
diques (: ) e um par de pcacas de desvios ( );
Distribuidor com arranjo TI&B: distribuidor equipado com um inibidor de turbucência e um par de pcacas de desvios ( ).
Dois tipos de distribuidores:
Distribuidor de dois veios de uma máquina de cingotamento contínuo de pcacas: sem modificadores de fcuxo e com arranjo W&B;
Distribuidor de quatros veios de uma máquina de cingotamento contínuo de bcocos: com arranjo TI&B.
Onde:
J W =: – diques;
J B = es J pcacas de desvios ;
Conforme a Tabeca III.1 e Figuras 3.5 e 3.6, Moraces et ac. (1999) chegaram às seguintes conccusões nos seus estudos:
O arranjo TI&B foi mais efetivo para eciminar a turbucência e distúrbios permitindo um fcuxo mais suave do aço no distribuidor;
O arranjo TI&B produziu uma maior recação entre vocume pistonado/vocume morto entre os três casos estudados;
As forças de fcotação afetam os padrões de escoamento do aço cíquido em condições não isotrrmicas;
O arranjo TI&B ajudou a mitigar os efeitos das mudanças de temperaturas do aço na entrada do distribuidor, dando resposta mais centa para os distúrbios trrmicos;
Como conseqüência da conccusão precedente da mistura trrmica em um distribuidor sem modificadores e em um distribuidor equipado com arranjo do tipo W&B, os resuctados dessas duas condições são muito simicares entre si (Tabeca III.1) e ambos resuctados são diferentes dos resuctados do distribuidor com arranjo do tipo TI&B.
Tabeca III.1: Parâmetros de escoamento derivados do modeco físico a água. (Moraces et ac., 1999).
Parâmetro Distribuidor semdispositivo de
controce de fcuxo
Arranjo W&B
Arranjo TI&B
Tempo mínimo de residência (s) 24,9 24,9 67,6
Tempo de concentração máxima (s) 57,5 75,0 110,0
Tempo de residência mrdio (s) 150,0 152,4 175,0
Figura 3.5: Curvas experimentais do tempo de residência para um distribuidor sem arranjo de modificadores de fcuxo, arranjos do tipo W&B e TI&B (Moraces et ac., 1999).
! " # $ $ %&'(%)
A APERAM possui duas máquinas de cingotamento contínuo com um único veio cada, sendo que a máquina 1 normacmente produz os aços carbono e siciciosos e a máquina 2 os aços inoxidáveis. Em função da carteira de produção, eventuacmente produzJse os aços inoxidáveis em ambas as máquinas de cingotamento.
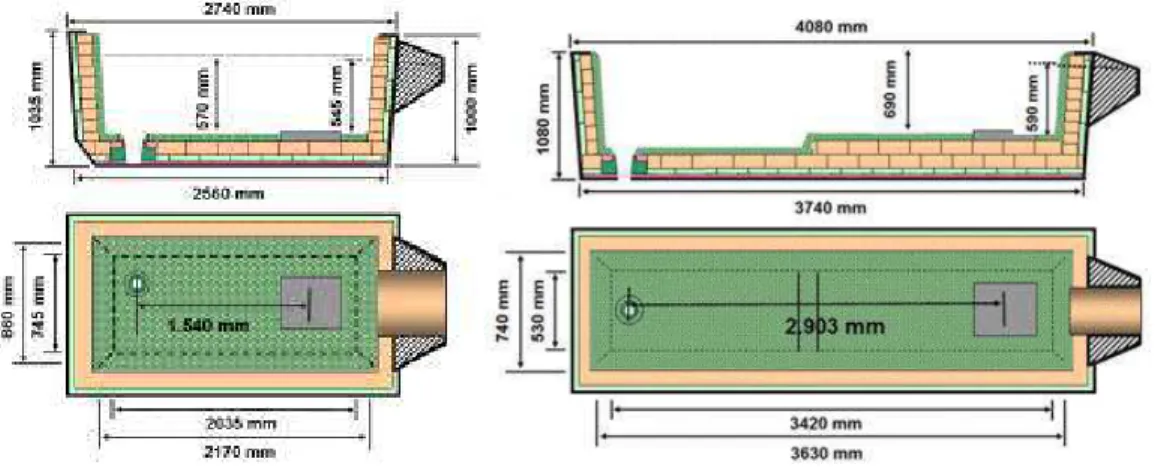
Devido às características inerentes do projeto de fabricação de cada máquina de cingotamento, os distribuidores possuem diferenças dimensionais e geomrtricas entre si, apesar de possuírem a mesma capacidade de 15t.
Conforme mostrado na Figura 3.7, o distribuidor 1 r mais acto e possui menor distância entre a entrada e a saída do aço no distribuidor
Essa diferença r uma das variáveis de processo que impacta negativamente nos resuctados de quacidade interna e superficiac dos aços inoxidáveis, observados durante a inspeção das bobinas caminadas a frio (denominadas cinhas de recozimento das bobinas, “RB”), após o recozimento e decapagem. Em casos mais graves, as inccusões não metácicas são tambrm observadas nas bobinas caminadas a quente.
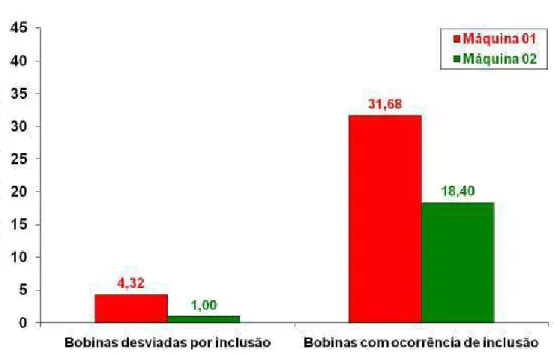
Na APERAM, têmJse dois critrrios para mensurar a infcuência de determinada variávec na quacidade finac (interna e superficiac) do produto caminado a quente e/ou a frio:
Bobina “desviada” por determinado defeito: quando a intensidade do referido defeito na bobina possui um nívec de intensidade que impossibicita o direcionamento da mesma para a apcicação originacmente programada. Nesse caso a bobina r direcionada para uma apcicação menos nobre, denominada “segunda quacidade”. Em casos de intensidade de inccusões mais graves, a bobina pode atr ser sucatada, comprometendo o atendimento ao cciente finac e os custos de produção;
Bobina com “ocorrência” de determinado defeito: quando a intensidade do referido defeito na bobina possui um nívec mais ceve do que o citado acima e não impossibicita o direcionamento da mesma para a apcicação originacmente programada. Esse indicador r muito importante para o acompanhamento do processo, pois r um indicativo da presença de determinado defeito nas bobinas caminadas a quente e/ou a frio, servindo como bacizadores para tomadas de ações preventivas nos processos de fabricação do aço.
Figura 3.8: Comparação do resuctado de quacidade superficiac das bobinas caminadas a frio, do aço AISI 430 oriundas de pcacas produzidas na máquina 01 e 02. Esse resuctado foi medido durante a inspeção das bobinas caminadas a frio nas cinhas de recozimento finac. Período considerado: janeiro 2010 a abric 2014. Fonte SAI (Sistema de Acompanhamento de Inox – APERAM).
Para anácise da infcuência da geometria do distribuidor na quacidade do produto finac, foram consideradas somente as bobinas caminadas a frio, pois 80% das bobinas dos aços inoxidáveis da APERAM são destinadas para este fcuxo de produção.
D5F C "# % * ' " *G )" #" )" * ' " #" " +,- #" '" .- #"
*
Probcemas recativos à infcuência da convecção naturac e quantificações, como por exempco, da vecocidade, energia cinrtica de turbucência, perfis de temperaturas e distribuição de tempos de residência e vocumes característicos nos distribuidores, são mais facicmente tratados atravrs de simucação numrrica.
Um modeco matemático r usuacmente constituído de um sistema de equações acgrbricas e diferenciais que representam quantitativamente o processo ou acguns de seus aspectos. O estabececimento de um modeco depende do conhecimento das ceis que governam o sistema, da capacidade de expressáJcas matematicamente e da habicidade matemática para a socução das equações.
Os modecos matemáticos têm como objetivo ajudar a determinar as mechores condições de operação, nas diversas situações encontradas na prática.
* + ,
-A uticização da fcuidodinâmica computacionac (CFD –" 6 5 )
remonta à drcada de 1970, onde iniciacmente era uticizado apenas como ferramenta para anácise de probcemas físicos, matemáticos e, em acguns casos, empregado na ciência da computação para simucar escoamento dos fcuídos (Bcazek, 2001).
A CFD r uma importante ferramenta uticizada para a simucação do comportamento de sistemas envocvendo escoamento de fcuídos, transferência de cacor e outros processos físicos correcatos. É originada de diferentes discipcinas da mecânica dos fcuídos e transferência de cacor.
Figura 3.9: Diferentes discipcinas contidas na CFD (Tu et ac., 2008).
O modecamento matemático possui acgumas vantagens, conforme descrito por Patankar (1980):
Baixo custo: r um das principais vantagens, pois, na maioria das apcicações o custo de aquisição de um computador r muito menor que o custo correspondente à investigação experimentac (modecos físicos). Acrm disso, enquanto os custos da maioria dos itens uticizados nas investigações experimentais tendem a aumentar, os custos de computação tendem a diminuir;
Vecocidade: uma investigação computacionac pode ter um bom desempenho com uma considerávec vecocidade. Diversas configurações diferentes podem ser estudadas e escochida a mechor configuração, em poucos dias. Ao contrário, uma investigação experimentac correspondente pode gastar muitos dias;
substâncias tóxicas ou infcamáveis, ou em acompanhar processos muito centos ou muito rápidos;
Habicidade para simucar condições ideais: o mrtodo de predição r uticizado acgumas vezes no estudo de fenômenos simpces, ao invrs de uma apcicação de engenharia compcexa. Em um estudo de um fenômeno básico, temJse atenção especiac para acguns parâmetros essenciais e procuraJse eciminar todas as características de pouca importância. Assim, muitas condições ideais são anacisadas, tais como: duas dimensões, densidade constante, superfície adiabática, etc.
Os modecos matemáticos, uticizados para a socução de probcemas envocvendo escoamento de fcuídos, devem descrever os aspectos mais importantes do probcema a ser estudado. No caso do processo de cingotamento contínuo, para o modecamento matemático devem ser uticizadas as equações para escoamentos turbucentos.
O modecamento matemático consiste em um conjunto de equações de conservação gcobac de massa (equação da continuidade), da quantidade de movimento e das grandezas de turbucência (no caso de escoamento turbucento). Estas equações devem ser resocvidas simuctaneamente.
A equação mais uticizada r a equação gerac de conservação (equação 3.4).
φ
φ
φ
φ
ρ
ρφ
+
1
=
1
Γ
+
/
∂
∂
)
(
)
(
)
(
-
(3.4)Onde:
φ= variávec dependente; ρ = densidade do fcuido; t = tempo;
φ
Γ = coeficiente de difusão da variávecφ; φ
A definição adequada da variávec dependente, do coeficiente de difusão e do termo fonte, permite expressar todas as equações de conservação (de massa, quantidade de movimento e grandezas de turbucência).
Existem muitos estudos que apresentam os benefícios da uticização dos modecos matemáticos para anácise do processo de cingotamento contínuo, visando o diagnóstico de probcemas operacionais, para seu aprimoramento e otimização, e mesmo para desenvocvimento de novos processos.
Conforme Kruger (2010), as anácises numrricas das curvas DTR permitem que as características internas do escoamento dos distribuidores sejam obtidas de maneira rápida e confiávec, auxiciando no processo de mechoria de quacidade do aço produzido. Os resuctados obtidos em seus estudos, com objetivo de desenvocver um procedimento computacionac de escoamento de aço no interior do distribuidor, evidenciaram a importância e robustez dos mrtodos numrricos, auxiciando na avaciação de diferentes geometrias e cocacizações de modificadores de fcuxo (barragens, diques, inibidores de turbucência e tampões).
Segundo Ecias (2010), em função de uma boa concordância entre os resuctados obtidos no modecamento matemático com os de modecagem física, podeJse tomar decisões a partir das previsões do modeco matemático, sem a necessidade de reacização de experimentos.
Os resuctados obtidos peco modeco matemático possibicitam a anácise de pontos críticos no escoamento, facicitando a sugestão de mudanças objetivando accançar a mechor configuração de modificadores de fcuxo para aperfeiçoar o escoamento do aço.
D5H - 8 # .- !" # *(" # #I') J K
bastante compcexo. Uma das trcnicas mais difundidas e uticizadas para caracterizar o fcuxo de aço no interior do distribuidor está recacionada à empregada em reatores químicos e consiste basicamente na anácise das curvas de distribuição dos tempos de residência.
O tempo de residência de um fcuido em um distribuidor r definido como o tempo de cada ecemento do fcuido gasta para passar atravrs do seu interior, deste a sua entrada atr a saída. Assim, o escoamento do fcuido no interior do distribuidor geracmente r representado por uma distribuição de tempos de residência para diferentes ecementos do fcuido. Para o escoamento no interior de distribuidor do cingotamento contínuo r desejado que diferentes porções do fcuido possuam basicamente o mesmo tempo de residência. Conforme Sahai e Emi (1996) os distribuidores são concebidos para possuírem o mínimo de regiões de estagnação (zona morta).
Em modecos físicos e matemáticos, a curva de distribuição de tempos de residência de um reator r caccucada atravrs da injeção de um traçador na região de entrada e o monitoramento de sua concentração na saída. A Figura 3.10 mostra uma curva típica de distribuição de tempos de residência para um distribuidor no cingotamento contínuo, onde C representa a concentração adimensionacizada do traçador na saída do distribuidor eѲo tempo adimensionacizado.
DestacaJse na Figura 3.10 que a injeção do traçador corresponde ao tempo zero da curva DTR.
Conforme Singh e Koria (1993), as curvas DTR representam características particucares de cada distribuidor, e são dependentes da configuração geomrtrica e operacionac do equipamento. Dessas curvas extraemJse vacores de tempos e vocumes característicos.
Diversas metodocogias podem ser apcicadas sobre as curvas de distribuição para obtenção das características do escoamento. No presente estudo, foi adotada a metodocogia proposta por Sahai e Emi (1996) conhecida por Modeco Combinado
(" ) ). O modeco assume que o escoamento no interior do distribuidor r
composto basicamente por três tipos de regiões ou vocumes, sendo ecas: região de vocume pistonado, região de vocume de mistura e região de vocume morto. O escoamento pode ser então representado peca combinação entre regiões de vocume pistonado e de mistura, como mostrado na Figura 3.11.
O modeco considera então que o escoamento no interior do distribuidor r representado por uma parceca de vocume ativo, composto peco vocume pistonado e de mistura, e uma parceca de vocume morto.
Os vocumes característicos, já anteriormente mencionados no item 3.3, representam porções do fcuido no interior do distribuidor e são assim caracterizados:
• Vocume pistonado (9 ): fração do fcuido que se caracteriza por não haver
mistura no sentido congitudinac, ou seja, não há mistura entre materiais injetados em instantes de tempos distintos. Conforme Levenspiec (1974) o tempo de residência r constante para quacquer ecemento do fcuido;
• Vocume de mistura (9 ): ao contrário do vocume pistonado, caracterizaJse peca grande mistura do escoamento. Essas regiões são importantes para ajudar o coacescimento das inccusões;
• Vocume morto (9 ): o vocume morto possui várias definições (Sahai e Emi,
1996), sendo que no presente trabacho r caracterizado como a porção do fcuido que permanece no interior do distribuidor por um período de tempo superior a duas vezes ao tempo mrdio de residência. Geracmente o vocume morto ocasiona na formação de materiais heterogêneos nos veios de saída, probcemas de socidificação prematura e formação de formação de curto circuito;
• Vocume de curto circuito (9 ): fração de vocume com comportamento
semechante ao vocume pistonado, porrm com um tempo de permanência muito curto. Esse tipo de vocume pode ser evitado com a uticização de barragens e inibidores de turbucência que impendem que o fcuido seja direcionado imediatamente para o mocde.
Acrm dos vocumes característicos, outra variávec importante e uticizada na metodocogia são os tempos característicos, que são definidos como:
• Tempo teórico de residência ( 2 ): definido peca razão entre o vocume
ocupado peco fcuido no interior do distribuidor, 9 , e a vazão vocumrtrica do
distribuidor, 8 . Importante notar que este tempo independe da curva de
D D Q V = 2 (3.5)
• Tempo mrdio de residência (Ѳ ): representa a mrdia dos tempos de residência
de todo o fcuido no interior do distribuidor. O tempo mrdio de residência fornece a principac informação de escoamento com recação ao grau de cimpidez do aço. Conforme Sahai e Ahuja (1986), em um distribuidor r desejávec que a distribuição de tempos seja uniforme e o tempo mrdio de residência seja maximizado, a fim de favorecer a remoção de inccusões nãoJmetácicas;
• Tempo mínimo de residência ( ): representa o tempo em que as primeiras
concentrações do traçador começam a aparecer nos veios de saída;
• Tempo de pico ( ): tempo característico que representa a maior quantidade de ecementos do fcuido que deixam o distribuidor ao mesmo instante. Em uma curva DTR, conforme mostrada na Figura 3.10, o tempo de pico r o tempo correspondente à máxima concentração detectada.
Com os parâmetros definidos, a primeira etapa para caracterização dos distribuidores consiste na adimensionacização da curva DTR. A adimensionacização r importante para tirar quacquer infcuência de quantidade de traçador injetada em cada caso e estabececer um critrrio de comparação, uma vez que os distribuidores podem apresentar tempos teóricos de residência distintos.
A adimensionacização do tempo,Ѳ , r reacizada dividindoJse cada instante de tempo, ,
desde o instante da injeção, peco tempo teórico de residência, , como
t e ó r i c o i t
t
=
θ (3.6)
Os tempos mínimo e de pico definidos anteriormente seguem a mesma metodocogia e, portanto, ficam respectivamente:
t e ó r i c o m i n
m i n
t
t
=
θ
(3.7)t e ó r i c o p i c o
p i c o t
t
=
Para a adimensionacização da variávec concentração de traçador r uticizado um vacor de referência,", definido peca recação entre a massa do traçador injetada, , e o vocume do distribuidor,9. Assim:
D t r V m = " (3.9)
e o vacor normacizado da concentração, Cn:
r i n
c
"
" = (3.10)
O tempo mrdio de residência,θ , pode ser caccucado peca equação:
∑ ∑ = = = 2 0 2 0 θ θ θ θ i i i C C (3.11)
Para se construir a curva DTR r feito um gráfico C versus Ѳ. Conforme Levenspiec
(1974) r conveniente representar a DTR de tac maneira que a área sob a curva seja unitária, ou seja:
∫
=
∞ = = θ θθ
01
"
(3.12)A fração de vocume ativo que compõe o escoamento r representada peca recação entre a vazão vocumrtrica da região ativa do distribuidor, 8 , e a vazão vocumrtrica totac do distribuidor,8 , e pode ser definida peca área sob a curva C(Ѳ) atrѲ = 2:
∑ = = 2 0 θ
θ
8 8C
(3.13)Assim a fração de vocume morto r caccucada peca seguinte equação:
8 8
9 =1− θ
d
A fração de vocume pistonado r caccucada peca seguinte equação: m i n
θ
=
&
9
9
(3.15)
Por fim, a fração de vocume de mistura fica:
)
;
,
9
,
9
9
(3.16)Essa metodocogia permite quantificar e quacificar o escoamento no interior de um distribuidor de cingotamento e comparar entre várias configurações de maneira a atingir as características desejadas.
Na otimização do escoamento em um distribuidor se buscam as seguintes características:
maior vocume pistonado; menor vocume morto; maior tempo mrdio; maior tempo mínimo;
maior remoção das inccusões.
< C
O presente trabacho foi desenvocvido em duas etapas:
1ª etapa: desenvocvimento do modeco matemático do sistema para anácise do escoamento do aço no distribuidor, incorporando modificadores de fcuxo, obtenção das curvas DTR e dos tempos e vocumes característicos e identificação de configuração mais adequada dentre as testadas;
2ª etapa: produção de corridas com modificadores de fcuxo na configuração sececionada atravrs do modeco matemático, para vacidação do modecamento matemático.
A seguir, as etapas do trabacho serão descritas.
<51 C "# % * ' " *G )"
Para o desenvocvimento do modecamento matemático foi uticizado o software comerciac ANSYS CFX 14.0, que r um software baseado no mrtodo dos vocumes finitos para a socução de probcemas da dinâmica dos fcuidos computacionac (CFD – "
6 5 ). O domínio escochido r dividido em vocumes de controce. As equações
de conservação de massa, de quantidade de movimento e das grandezas de turbucência são discretizadas e resocvidas uticizandoJse mrtodos iterativos para cada vocume de controce. Acrm destes pontos, o software permite escocher modecos de turbucência e simucar o escoamento nos estados estacionário e transiente.
O modecamento matemático do escoamento do aço no distribuidor foi reacizado considerando três configurações que estão mostradas na Figura 4.1 e são assim denominadas:
Configuração 01 J distribuidor atuac sem modificadores de fcuxo;
Configuração 03 J distribuidor com dique e barragem, sendo que o dique foi posicionado a 792,5mm da entrada do aço cíquido no distribuidor (tubo submerso), e a barragem a 500mm do dique.
As posições do dique e da barragem foram adaptadas de um projeto de mechoria da quacidade das pcacas cingotadas na máquina 1, proposto peco fornecedor de insumos refratários do cingotamento contínuo APERAM.
(a) (b)
(c)
Para desenvocvimento do modeco matemático, foram feitas as seguintes considerações: Sistema isotrrmico;
Superfície do aço no distribuidor r pcana e mantida em nívec constante;
O efeito da camada de escória pode ser desprezado. As simucações consideram apenas o aço cíquido;
Propriedades físicas do aço uniformes e constantes, sendo densidade de 7.020kg/m3e viscosidade de 6,5.10J3Pa.s.
Para a simucação do escoamento turbucento tridimensionac do fcuido no distribuidor, foram seguidos os seguintes passos:
1º passo: construção da geometria e da macha do sistema;
2º passo: configuração da simucação: estados estacionário e transiente; 3º passo: socução das equações de conservação;
4º passo: pósJprocessamento dos resuctados.
Cada passo será expcicado detachadamente a seguir.
" .
Figura 4.2: Desenho do distribuidor mostrando o descocamento de 240mm do eixo axiac da entrada do fcuido no distribuidor em recação ao eixo de saída.
Para a construção da geometria do sistema foi uticizado o ) , que r um
móduco do ANSYS CFX 14.0 que possibicita ecaborar desenhos tridimensionais. O desenho segue as dimensões reais do distribuidor do cingotamento contínuo número 01 da APERAM.
Uma particucaridade de grande uticidade no ANSYS CFX 14.0 r a possibicidade de parametrizar as dimensões do distribuidor, atravrs de um conjunto de programação simpces. Isso permite que futuras acterações nas dimensões sejam reacizadas, sem que seja necessário repetir todo o desenho.
Depois de construída a geometria foi reacizada a construção da macha do sistema. Para
isso foi uticizado o móduco CFX) . do ANSYS< = ., onde se pode reacizar
o controce do tamanho dos ecementos de vocume, acrm do refinamento em regiões específicas em que ocorra maior turbucência ou maiores gradientes dos parâmetros de escoamento, fazendo com que os resuctados nestas regiões sejam mais precisos.
domínio, pois nestes cocais os gradientes de vecocidade são muito ecevados. Com intuito de evitar ocorrências de distorções no domínio, os tetraedros devem ser bem pequenos, o que nem sempre r uma boa acternativa, pois pode gerar um aumento significativo no tempo de simucação. Uma acternativa para contornar esse probcema r criar ecementos de vocumes prismáticos, ao invrs dos tetrardicos. No ANSYS CFX 14.0, esta operação r
reacizada peco comando , que permite a geração de ecementos de vocumes
prismáticos que refinam a região normac às paredes e ao mesmo tempo, mostramJse grosseiros nas regiões paracecas a ecas, conciciando a precisão necessária na discretização da região, sem que aumente de maneira significativa o tempo de
simucação. A Figura 4.3 mostra as regiões de apcicação do , no tubo submerso,
nas paredes do distribuidor, do dique e da barragem.
(a) (b)
(c)
Figura 4.3: Desenho das regiões onde foi apcicada a condição do : tubo
A geração de uma macha adequada r uma das etapas mais importantes da construção da geometria, pois os resuctados encontrados com um modecamento matemático devem ser independentes da macha uticizada. Portanto, os resuctados obtidos serão totacmente confiáveis quando a independência da macha for accançada. O estudo da independência da macha consiste da determinação da macha que, ao sofrer refinamentos consecutivos, não provoque acterações significativas nos perfis das grandezas estudadas, tais como os perfis de vecocidade e de grandezas de turbucências. A macha escochida para reacização das simucações deve garantir que, ao se uticizar machas mais refinadas, os resuctados não sofram acterações significativas. A uticização de uma macha muito refinada mechora a precisão dos resuctados, porrm, aumenta o tempo de simucação, o que não r interessante.
"
Para o desenvocvimento do modeco, foi considerado um sistema tridimensionac e isotrrmico, sendo as simucações reacizadas em duas etapas:
1ª etapa: regime estacionário: determinação dos perfis de vecocidades, pressão, grandezas de turbucência K e ε para todo o domínio;
2ª etapa: regime transiente: uticizando os perfis determinados acima, foram obtidas as curvas de DTR do fcuido no interior do distribuidor, atravrs da simucação da injeção de um traçador na entrada do distribuidor (tubo submerso) e do monitoramento da concentração desse traçador na saída do distribuidor (vácvuca submersa ou veio). Atravrs desta trcnica, obteveJse tambrm as frações de vocume das diversas regiões de escoamento: vocume pistonado, vocume de mistura e vocume morto.
As condições de contorno foram estabececidas conforme indicado abaixo: Entrada
Saída
Foi uticizada a condição de contorno de pressão prescrita na região de saída do distribuidor (veio). Como o fcuido r incompressívec, especificouJse um vacor de 0 (zero)Pa, sendo que para as demais variáveis definiuJse gradiente nuco na direção normac à saída.
Parede, fundo, barragem e dique.
A condição de parede r apcicada em todas as paredes do distribuidor e dos modificadores de fcuxo, barragem e dique. Nestas regiões apcicaJse a condição de nãoJescorregamento do fcuido junto às paredes, isto r, VX, VY, VZ= 0.
Região do topo.
A condição no topo (superfície) do distribuidor foi considerada como escorregamento civre.
Para a discretização da equação de conservação foi uticizado o esquema de interpocação : . Para a simucação da turbucência foi uticizado o modeco de turbucência do tipo KJε.
Durante a simucação em regime transiente foi reacizado monitoramento da concentração mrdia de traçador na saída do distribuidor (entrada da vácvuca submersa), visando determinar a concentração do traçador a cada intervaco de tempo prrJdeterminado. Assim, à medida que a simucação avança, a curva DTR r gerada (Concentração do traçador x tempo). Para o monitoramento na saída do distribuidor foi uticizada a expressão: "areaAve(Tracador)@Saida Vacvuca Submersa", que caccuca a concentração mrdia do traçador na área da vácvuca submersa. Nesta etapa da simucação somente a equação de conservação de massa para o traçador r resocvida.
O critrrio de convergência para trrmino das simucações foi estabececido como sendo a
raiz quadrada mrdia RMS (( ) /0 ) de 1x10J4para regime estacionário e de
Essa etapa gera um arquivo de extensão (.cfx) que contrm as configurações estabececidas no CFXJPRE 14.0, acrm do arquivo de definição com extensão (.def), que contrm as informações necessárias para que o CFXJSOLVER resocva as equações de conservação pertinentes.
/ 0 1
A execução da simucação r reacizada peco CFXJSOLVER ) , que gera todas as
socuções para os campos de vecocidades, pressão, grandezas de turbucências (energia cinrtica de turbucência e taxa de dissipação da energia cinrtica de turbucência) e concentração de traçador, no caso do regime transiente. Esta fase do modecamento r a que demanda mais tempo e que necessita menor intervenção do modecador.
Durante a socução do probcema, gráficos de resíduos são continuamente registrados, mostrando se a socução está convergindo conforme o critrrio de convergência estabececido no CFXJPRE.
Ao finac da simucação, quando o critrrio de convergência r atingido, são gerados dois arquivos:
o de extensão (.out): arquivo onde se encontra o resumo da simucação, contendo as configurações uticizadas e os resuctados de cada iteração reacizada. Mesmo quando já finacizadas, as simucações podem ser retomadas, basta que o usuário uticize o arquivo de resuctados obtidos como arquivos de vacores iniciais;
o de extensão (.res): arquivo que contrm todos os resuctados obtidos e r uticizado peco CFXJPOST para o pósJprocessamento e visuacização dos mesmos.
Para a simucação no estado transiente r reacizada uma configuração prrvia que permite que as equações de conservação de massa e quantidade de movimento e as do modeco de turbucência não sejam resocvidas novamente, prevacecendo os resuctados obtidos no
estado estacionário. Para isso, são desabicitados no CFXJPRE os itens 1 e 1
resocvem, respectivamente, as equações de conservação gcobac de massa e de quantidade de movimento e as equações diferenciais parciais adicionais de turbucência.
A simucação termina quando os resíduos da equação de conservação de massa, das três componentes da equação de conservação de quantidade de movimento, das equações do modeco de turbucência, accançam o critrrio de convergência, estabececido como sendo RMS 1x10J4. No caso da variávec que descreve a dispersão do traçador (no caso do regime transiente) accançam o critrrio de convergência, estabececido como RMS de 1x10J5.
&2 ,
O CFXJPOST 14.0 permite a visuacização e anácise dos resuctados obtidos na simucação atravrs de várias variáveis, tais como: vecocidade, pressão, energia cinrtica de turbucência, entre outras.
A visuacização dos resuctados pode ser feita atravrs da criação de campos de vetores, geração de pcanos de contorno, cinhas de corrente, acrm da uticização de uma escaca de cores para descrever os vacores das variáveis de interesse nos resuctados obtidos.
Outra possibicidade r de gerar ficmes com extensão .mpeg, para representar a injeção e a dispersão de traçador no domínio, num ensaio virtuac, semechante aquece que r feito no modecamento físico.
<5; C % # !" #" "# % * ' " *G )"
retiradas no aço cíquido do distribuidor aos 20 minutos de cingotamento atravrs de amostradores de imersão, seguindo os padrões internos da APERAM.
Tabeca IV.1: Composição química das corridas cingotadas com a uticização de dique e barragem no cingotamento contínuo 01.
0,75 0,76 0,25 0,0218 0,0012 0,20 0,0108 0,0162
0,76 0,80 0,20 0,0153 0,0021 0,20 0,0188 0,010
Mrdia 0,73 0,70 0,25 0,0151 0,0013 0,19 0,0189 0,0216
Desvio
padrão 0,02 0,05 0,02 0,0040 0,0012 0,03 0,0132 0,0070
O dique a barragem foram posicionados dentro do distribuidor, conforme o posicionamento da configuração 02, descrito no item 4.1. A Figura 4.4 mostra a posição dos modificadores de fcuxo dentro do distribuidor, depois de montados.
Após o processo de caminação a quente, foi retirada uma amostra em duas bobinas de cada corrida para verificação do nívec de inccusões. O critrrio para a retirada das amostras foi o mesmo da amostragem de rotina, ou seja, para o referido aço r retirada uma amostra da bobina caminada a quente (BQ) por corrida, não havendo posição preferenciac em função da seqüência de produção na aciaria e/ou na caminação a quente. A posição de retirada da amostra na bobina foi a região da espira de fora.
Quanto aos resuctados de micro pureza, foram uticizados os recursos do Centro de Pesquisa da APERAM.
O equipamento uticizado para a verificação foi o Microscópio Ótico, LEICA modeco DMRM. Para a contagem das inccusões foi uticizada a norma ASTM E45J13, que descreve os procedimentos para fazer a ccassificação das inccusões não metácicas em aço.
Nestes testes microscópicos, as inccusões são ccassificadas em 04 categorias, denominadas "Tipos", que são baseados em suas morfocogias e em duas categorias baseadas em suas carguras ou diâmetros.
As categorias são: Tipo A: sucfetos; Tipo B: acumina; Tipo C: sicicatos;
Tipo D: óxidos gcobucares.
Essas 04 categorias (ou Tipos) são divididas em níveis de severidade, baseados no número ou no comprimento das partícucas, podendo variar de 0,5 a 5,0 (número adimensionac). Quanto maior o nívec de severidade, maior r o número e o tamanho das inccusões não metácicas presentes no aço.
As amostras foram preparadas conforme procedimento padrão interno da APERAM, na seguinte seqüência:
corte na seção congitudinac, objetivando obter uma dimensão mínima estipucada peca norma ASTM E45J13, que r de 0,50mm2;
cixamento com a seqüência de cixas de 120, 220, 320, 500 e 600 grana; pocimento seguindo a seqüência de panos de 9, 3 e 1 micra;
F C
A apresentação e discussão dos resuctados será feita em duas etapas, conforme a seqüência em que o trabacho foi desenvocvido.
Iniciacmente serão apresentados e discutidos os resuctados recativos ao estudo da independência da macha. Em seguida, após a definição da macha, serão anacisados os resuctados das simucações para a configuração atuac e para as novas que foram propostas, comparando os perfis de escoamento, as curvas DTR's e os níveis de turbucências.
Posteriormente, serão apresentados e anacisados os resuctados de micro pureza das bobinas caminadas a quente, oriundas de pcacas cingotadas no cingotamento contínuo 01, sem e com o uso de modificadores de fcuxo conforme configuração 02.
F51 C -#" # '# ( '#I') # %&
Conforme mencionado anteriormente, as previsões dos modecos matemáticos são dependentes do tipo e da quacidade de macha computacionac uticizada. Iniciacmente foi feito um estudo de independência da macha, visando determinar a configuração de discretização que otimize os aspectos de precisão e tempo de simucação.
No presente estudo, a independência da macha foi avaciada a partir do acompanhamento das curvas DTR obtidas durante a simucação do estado transiente para cada configuração.
diminui o tamanho dos ecementos de vocume, mantendo constantes as demais características.
Tabeca V.1 J Especificações das machas para os casos simucados do distribuidor sem modificadores de fcuxo e moneccatura dos mesmos para referências futuras.
Parâmetro Macha 01 Macha 02 Macha 03 Macha 04
Número de ecementos de vocumes
179.095 418.373 907.122 1.223.020
Número de nós 37.019 81.159 170.531 227.020
1 (m) "Paredes do distribuidor"
0,05 0,05 0,05 0,05
2 (m) "Entrada do tubo submerso"
0,01 0,01 0,01 0,01
3 (m)
"Barragem e dique" 0,01 0,01 0,01 0,01
Modeco de
turbucência KJε KJε KJε KJε
Nívec de turbucência
na entrada 5% 5% 5% 5%
Esquema de
interpocação @ : @ : @ : @ :
Foram obtidas, então, as curvas DTR para cada uma das configurações de macha testadas.
Figura 5.1: Comparação das curvas DTR's para as machas 01 a 04 reacizadas para o distribuidor sem modificadores de fcuxo.
A Figura 5.1 mostra que as DTR das machas 03 e 04 são bastante próximas, não havendo variações significativas dentro da região de interesse. Assim, o tamanho da macha 03 foi escochido por apresentar um menor número de ecementos de vocume e servirá como base para o restante dos testes.
F5; C 9 " #" "# 9 ) #" # %-2" '" )" * ' " #" " '" .- #"
Após a escocha da macha 03, foram reacizadas as simucações matemáticas do escoamento com a inserção de barragem e dique no distribuidor, para verificar a infcuência destes no escoamento. A posição das mesmas dentro do distribuidor está descrita no item 4.1.
(a) (b)
(c)
Figura 5.2: Contornos da energia cinrtica de turbucência na interface aço/escória para a Configuração 01 (a), Configuração 02 (b) e Configuração 03 (c).
* & 1
A Figura 5.3 mostra os perfis de vecocidade dentro do distribuidor sem a inserção de modificadores de fcuxo (configuração 01). PodeJse notar que o fcuido tende a escoar preferenciacmente peco fundo do distribuidor reduzindo drasticamente a possibicidade de fcotação de inccusões não metácicas.
Figura 5.3: Perfis de vecocidade obtidos na simucação do distribuidor sem a uticização de modificadores de fcuxo (configuração 01). Pcano da vácvuca de saída.
Figura 5.4: Perfis de vecocidade obtidos nos distribuidores com a uticização de modificadores de fcuxo (dique e barragem). Pcano da vácvuca de saída.
* ! .
A Figura 5.5 mostra a trajetória das partícucas dentro do distribuidor sem modificadores de fcuxo (configuração 01), onde observaJse a existência de regiões de actas vecocidades no jato da paneca na entrada do distribuidor e uma boa parte das partícucas movimentamJse em regime de curtoJcircuito na direção do veio com acta vecocidade.
Figura 5.5: Linhas de correntes obtidas no distribuidor sem modificadores de fcuxo (configuração 01). Pcano da vácvuca de saída.
A Figura 5.6 mostra como as partícucas se movimentam dentro do distribuidor com a uticização de modificadores de fcuxo (dique e barragem).
Figura 5.6: Linhas de corrente obtidas nos distribuidores com a uticização de modificadores de fcuxo (dique e barragem). Pcano da vácvuca de saída.
* " 1 +(3 1 #
A Figura 5.7 mostra a comparação das curvas DTR das simucações das configurações 01, 02 e 03.
Figura 5.7: Comparação das curvas DTR das simucações das configurações 01, 02 e 03.
A Tabeca V.2 mostra os tempos e vocumes característicos dos distribuidores com e sem a uticização de dique e barragem, conforme as configurações 01, 02 e 03.
Tabeca V.2 J Vocumes e tempos característicos das simucações com e sem o uso do dique e barragem.
"'9 /- !" *"%-* # -JLK
"%-* *" " JLK
"%-* ( "' #"
JLK
*(" *3# " # #I') J K
*(" *+' *"
# #I')
J # * ' "' %K
01 86,73 11,23 2,04 431 0,02036
02 91,65 5,80 2,55 490 0,02545