CHRISTIAM FELIPE SILVA MACIEL
PERDA POR EVAPORAÇÃO NA PULVERIZAÇÃO EM FUNÇÃO DAS CONDIÇÕES PSICROMÉTRICAS DO AR
Dissertação apresentada à Universidade Federal de Viçosa, como parte das exigências do Programa de Pós-Graduação em Engenharia Agrícola, para obtenção do título de Magister Scientiae.
VIÇOSA
MINAS GERAIS – BRASIL
AGRADECIMENTOS
Primeiramente, agradeço a Deus, pela força para concluir mais esta fase da minha vida. Aos meus pais, Ermano (in memoriam) e Dorinha, aos meus irmãos, Zenália, William e
Natália, e aos meus padrinhos, Roque e Graça, pelo apoio, conselhos e incentivos dados durante toda a minha vida.
Ao professor Mauri Martins Teixeira, pela orientação, paciência, ajuda e pelos valiosos ensinamentos a mim passados.
A todos os amigos que conviveram comigo durante estes dois anos, principalmente aos amigos da Mecanização Agrícola e aos da república Jogatina, por terem sido fundamentais em todos os momentos.
À minha linda namorada Sheila, pelo apoio, conselhos, força e carinhos.
Aos professores Haroldo, Sérgio, Cecon e Edney, pelo ensinamento e auxílio na execução deste trabalho.
BIOGRAFIA
Christiam Felipe Silva Maciel, filho de Ermano Peixoto Maciel e Maria das Dores Silva Maciel, nasceu na cidade de Piranga – MG, no dia 20 de dezembro de 1986.
Em março de 2005 ingressou-se no curso de Agronomia da Universidade Federal de Viçosa, vindo a formar em janeiro de 2010. Em março do mesmo ano, mudou-se para a cidade de Loudon – NH, Estados Unidos, para realização de estágio na empresa
SUMÁRIO
RESUMO ... v
ABSTRACT ... vi
Objetivo geral ... vii
Objetivos específicos ... vii
ARTIGO I - CARACTERÍSTICAS TÉCNICAS DAS PONTAS HIDRÁULICAS LD 11002 E MAG-2 RESUMO ... 2
ABSTRACT ... 3
INTRODUÇÃO ... 4
MATERIAL E MÉTODOS ... 6
RESULTADOS E DISCUSSÃO ... 11
CONCLUSÕES ... 22
BIBLIOGRAFIA ... 22
ARTIGO II - EFEITO DO DÉFICIT DE PRESSÃO DE SATURAÇÃO DE VAPOR D'ÁGUA NO AR NO ESPECTRO DE GOTAS PULVERIZADAS RESUMO ... 27
ABSTRACT ... 28
INTRODUÇÃO ... 29
MATERIAL E MÉTODOS ... 31
RESULTADOS E DISCUSSÃO ... 36
CONCLUSÕES ... 42
BIBLIOGRAFIA ... 43
ARTIGO III - EFEITO DO DÉFICIT DE PRESSÃO DE SATURAÇÃO DE VAPOR D'ÁGUA NA EVAPORAÇÃO DO LÍQUIDO PULVERIZADO RESUMO ... 48
ABSTRACT ... 49
INTRODUÇÃO ... 49
MATERIAL E MÉTODOS ... 52
RESULTADOS E DISCUSSÃO ... 58
CONCLUSÕES ... 67
RESUMO
MACIEL, Christiam Felipe Silva, M.Sc., Universidade Federal de Viçosa, julho de 2013, Perda por evaporação na pulverização em função das condições psicrométricas do ar. Orientador: Mauri Martins Teixeira. Coorientadores: Haroldo Carlos Fernandes, Sérgio Zolnier, Paulo Roberto Cecon e Edney Leandro da Vitoria.
A perda por evaporação de líquido pulverizado causa ineficiência da aplicação de agrotóxicos, além de causar impacto ambiental e intoxicação de pessoas. Portanto, para garantir uma aplicação de agrotóxicos segura, com máxima eficiência e mínimo impacto ambiental, objetivou-se com este trabalho realizar a caracterização de pontas hidráulicas de pulverização, determinar o espectro de gotas em função das condições psicrométricas do ar, e estimar e modelar a perda de agrotóxicos por evaporação em função das condições psicrométricas do ar. Durante a caracterização da ponta hidráulica foram utilizados dois modelos de pontas para obtenção do perfil e da uniformidade de distribuição, além do espectro de gotas produzido por estas pontas. A simetria de distribuição também foi verificada a partir dos valores do perfil de distribuição. A determinação do espectro de gotas, e a estimativa e modelagem da perda de agrotóxicos por evaporação em função das condições psicrométricas do ar foram realizadas dentro de uma câmara climática para permitir a obtenção de vinte déficits de pressão de
saturação de vapor d’água no ar (DPVar). A determinação do espectro de gotas foi feita
empregando-se o analisador de partículas a laser modelo Spraytech. As pontas hidráulicas LD 11002 e MAG-2 não apresentaram uniformidade de distribuição satisfatória à altura de trabalho recomendada. A ponta LD 11002 apresentou assimetria e esta foi influenciada pela pressão de trabalho. O diâmetro de gotas produzido pelas pontas LD 11002 e MAG-2 reduziu com o aumento da pressão de trabalho. O aumento do DPVar aumentou o DMV, o Dv90, o SPAN e a porcentagem do volume pulverizado
ABSTRACT
MACIEL, Christiam Felipe Silva, M.Sc., Universidade Federal de Viçosa, July of 2013, Pesticides evaporation depending on air psychrometric conditions. Advisor: Mauri Martins Teixeira. Co-advisors: Haroldo Carlos Fernandes, Sérgio Zolnier, Paulo Roberto Cecon and Edney Leandro da Vitoria.
Pesticides loss by evaporation causes inefficiency of spraying, besides causing environmental impacts and intoxications. Thus, to ensure a safe pesticides application, with maximum efficiency and minimum environmental impact, the aim of this work was to characterize the hydraulic spray nozzles, determine the droplet spectrum depending on air psychrometric conditions, and to estimate and to model pesticides evaporation depending on air psychrometric conditions. During the nozzle characterization two models of nozzle were used to obtain the pattern and uniformity of distribution, as well as the droplet spectrum. The symmetry of distribution was also obtained from the data of pattern of distribution. The determination of droplet spectrum, and the estimation and modeling of pesticides evaporation depending on air psychrometric conditions were carried out inside of a climatic chamber to obtain twenty air vapor pressure deficit (VPDair) levels. The determination of droplet spectrum was
performed by the laser particle analyzer model Spraytech. The nozzles LD 11002 and MAG-2 did not have good uniformity of distribution for the boom height specified by the manufacturer. The nozzle LD 11002 showed asymmetry and this was influenced by working pressure. The droplets diameter produced by the nozzles LD 11002 and MAG-2 reduced with increasing the working pressure. Increasing VPDair, increased the VMD,
the Dv90, the SPAN and the percentage of sprayed volume comprised by droplets larger
Objetivo geral
Determinar o espectro de gotas e estimar a perda de agrotóxicos por evaporação em função das condições psicrométricas do ar, visando garantir uma aplicação de agrotóxicos eficaz e eficiente.
Objetivos específicos
1. Avaliar as características técnicas de pontas de pulverização hidráulica; 2. Determinar o espectro de gotas em função das condições psicrométricas do ar;
Artigo I
Características técnicas das pontas hidráulicas LD 11002 e MAG-2
RESUMO
A ponta hidráulica de pulverização é o principal componente da pulverização hidráulica, assim uma eficiente aplicação de agrotóxico somente é possível quando se dispõe de pontas que propiciem distribuição volumétrica satisfatória e espectro de gotas uniforme. Deste modo, objetivou-se com este trabalho realizar a caracterização das pontas hidráulicas de pulverização LD 11002 e MAG-2. O ensaio da determinação do perfil e da uniformidade de distribuição do jorro foi montado em esquema fatorial 2 x 3 x 4, constituído por dois modelos de pontas hidráulicas, três alturas da barra de pulverização e quatro pressões de trabalho, analisados em delineamento inteiramente casualizado, com três repetições para o estudo da uniformidade de distribuição e quinze repetições para o perfil de distribuição. Com os valores do perfil de distribuição foi verificada a simetria de distribuição para a ponta LD 11002. O espectro de gotas foi determinado empregando-se o analisador de partículas a laser modelo Spraytech, e o ensaio foi montado em delineamento inteiramente casualizado, com quatro tratamentos (quatro pressões de trabalho) e com vinte e cinco repetições. As duas pontas não apresentaram distribuição satisfatória à altura de 0,5 m. A ponta LD 11002 apresentou assimetria e esta foi influenciada pela pressão de trabalho. O diâmetro de gotas produzido pelas pontas LD 11002 e MAG-2 reduziu com o aumento da pressão de trabalho.
Technical characteristics of the spray nozzles LD 11002 and MAG-2
ABSTRACT
The spray nozzle is the main component of the hydraulic spraying, thus an efficient pesticides application is only possible with nozzles that provide satisfactory volumetric distribution and uniform droplet spectrum. Therefore, the aim of this work was to characterize the hydraulic spray nozzles LD 11002 and MAG-2. The experiment to determine the pattern and uniformity of distribution was arranged in a factorial scheme 2 x 3 x 4, composed of two models of nozzles, three boom heights and four working pressures, analyzed in completely randomized design, with three replications for uniformity of distribution and fifteen replications for pattern of distribution. Symmetry of distribution for the nozzle LD 11002 was verified by the data from pattern of distribution. The determination of droplet spectrum was performed by the laser particle analyzer model Spraytech, and the experiment was arranged in a completely randomized design with four treatments (four working pressures) and a total of twenty-five replications. The nozzles LD 11002 and MAG-2 did not have uniform distribution at the height of 0.5 m. The nozzle LD 11002 showed asymmetry and it was influenced by working pressure. The droplets diameter produced by the nozzles LD 11002 and MAG-2 reduced with increasing the working pressure.
INTRODUÇÃO
O objetivo da tecnologia de aplicação é otimizar a deposição de agrotóxicos no alvo com mínimas perdas para o ambiente (MATTHEWS, 2000). Porém, para conseguir a melhor eficiência de aplicação diversos fatores devem ser levados em consideração, desde uma simples ponta hidráulica ao próprio alvo que se deseja atingir com o agrotóxico.
A ponta hidráulica de pulverização é o principal componente da pulverização hidráulica, assim uma eficiente aplicação de agrotóxicos utilizando pulverizadores hidráulicos de barra somente é possível quando se dispõe de pontas de pulverização que propiciem distribuição volumétrica satisfatória e espectro de gotas uniforme (CUNHA
et al., 2007).
A uniformidade de distribuição volumétrica do conjunto de pontas dispostas na barra, depende do perfil de distribuição individual das pontas (ALVARENGA et al.,
2012), já o perfil de distribuição depende da vazão nominal, do ângulo de abertura do jorro e da altura da ponta sobre o alvo (CUNHA; SILVA, 2010; VIANA et al., 2007).
De acordo com a norma europeia EN 12761-2 (2001) o coeficiente de variação não deve exceder 7 % para uma altura da barra e uma pressão de trabalho estabelecidas pelo fabricante, por outro lado, para as outras alturas da barra e pressões especificadas pelo fabricante, o coeficiente não deve exceder 9 %. Porém Boller e Raetano (2011) dizem que é comum as pontas do tipo cone vazio apresentarem coeficiente de variação maior que 30 % ao longo da barra com pontas novas, e isso ocorre uma vez que as pontas de cone vazio apresentam picos de deposição de volume na extremidade do perfil de distribuição, e ao sobrepor jatos adjacentes, estes picos ficam ainda mais elevados, aumentando o coeficiente de variação.
Outro fator que pode ocasionar baixa uniformidade de distribuição volumétrica é a assimetria da distribuição do jorro da ponta hidráulica, que pode resultar em falta ou excesso de cobertura de gotas ao longo da faixa tratada, uma vez que uma distribuição simétrica apresentaria um coeficiente de assimetria igual à zero (VITORIA et al., 2011).
Um fato que costuma ser bastante negligenciado no campo é a condição de conservação em que uma ponta hidráulica se encontra, pois com o tempo de uso esta ponta se desgasta ou mesmo é entupida por alguma partícula e, assim, sua vazão é alterada. Com isso, faz-se necessário conferir se a vazão da ponta está de acordo com o que é apresentado pelo fabricante e quando há alguma alteração, todas as pontas que se encontrem na barra devem ser trocadas. Ainda, de acordo com a norma europeia EN 12761-2 (2001), a vazão de cada ponta individual não deve variar mais que 10 % da vazão fornecida pelo fabricante, porém a vazão de pontas numa barra de pulverização não deve variar mais que 5 % do valor médio de todas as pontas nessa mesma barra.
A altura de trabalho além de influenciar na qualidade da uniformidade de distribuição do conjunto de pontas dispostas na barra, interfere reduzindo a deriva da pulverização quando esta altura é reduzida (NUYTTENS et al., 2006). Isso se deve ao
fato que à medida que aumenta a altura de lançamento das gotas, maior será a influência da velocidade do vento sobre as mesmas e maior a tendência de deriva (CUNHA, 2008b; SASAKI et al., 2011). Entretanto, antes de alterar a altura da barra, deve-se
saber se o conjunto de pontas apresentará boa uniformidade de distribuição para esta nova altura.
O tamanho de gota produzido pela ponta hidráulica tem efeito direto na eficácia biológica do agrotóxico aplicado, assim como nos riscos ambientais (NUYTTENS et al., 2007). Com a produção de gotas finas, geralmente se obtém boa cobertura
superficial e uniformidade de distribuição de calda, mas essas gotas podem evaporar em condições de baixa umidade relativa ou serem levadas pela corrente de ar (CUNHA et al., 2007). Em geral, valores de DMV inferiores a 250 µm indicam risco potencial de
deriva, que acontece principalmente em virtude das gotas menores que 100 µm, em contrapartida, valores de DMV superiores a 500 µm sugerem problemas de escorrimento, que comumente ocorrem com gotas maiores que 800 µm (CUNHA et al.,
2003). Com isso, reduzindo-se a pressão para minimizar a fração de gotas menores e iguais a 100 µm, pode ser um possível meio de redução de deriva (ARVIDSSON et al.,
2011). Contudo, deve-se limitar a utilizar as pressões estabelecidas pelo fabricante da ponta de pulverização, uma vez que ao utilizar pressões fora da faixa estabelecida pode-se alterar o ângulo de abertura do jorro, o que alterará o perfil de distribuição e consequentemente a uniformidade de distribuição do jorro.
O tipo da ponta, assim como a vazão nominal, altera o espectro de gotas. Nuyttens et al. (2007) mostram que para a mesma vazão nominal e pressão de
pontas leque padrão, leque de deriva reduzida e pontas com indução de ar. Quanto maior a vazão nominal da ponta, maior é o tamanho das gotas produzidas por pontas do mesmo modelo, que é explicado pelo fato que o aumento do orifício de saída nos bicos proporciona um fracionamento menor do líquido, o que gera gotas de tamanho maior (CUNHA et al., 2004). Nuyttens et al. (2009) afirmam que o tipo e a vazão nominal da
ponta influenciam o potencial de deriva. Quanto maior a vazão nominal, maior serão os valores de porcentagem de redução potencial de deriva, porém, o efeito do tipo de ponta é mais importante para as menores vazões nominais de ponta.
Além de influenciar na deriva, o espectro de gotas tem papel importante na cobertura do alvo. Pontas que produzem gotas menores proporcionam maior densidade de gotas depositadas sobre a superfície alvo (CUNHA, et al., 2004). Assim, quando não
se obtém uma densidade de gotas desejada para um determinado tratamento, o ideal pode ser simplesmente a troca para uma ponta que produza gotas menores e, portanto, produzindo uma maior densidade de gotas.
Hoje no mercado existem diferentes aparelhos que analisam o tamanho das gotas produzidas por uma ponta hidráulica, e um desses aparelhos é o Spraytech, fabricado pela Malvern Instruments Co. Este aparelho utiliza a técnica da difração de laser para a medição do tamanho das gotas pulverizadas. Com esta técnica é feita a medição da intensidade de luz que é dispersa à medida que um feixe de laser passa através de um jorro pulverizado. Os dados são então analisados para calcular o tamanho das gotas da pulverização.
Deste modo, para garantir uma aplicação com a máxima eficiência, objetivou-se com este trabalho, fazer a caracterização das pontas hidráulicas LD 11002 e MAG-2, determinando o perfil, a simetria e a uniformidade de distribuição, além do espectro de gotas.
MATERIAL E MÉTODOS
O experimento foi realizado no Laboratório de Aplicação de Defensivos Agrícolas (LADA), pertencente ao Departamento de Engenharia Agrícola da Universidade Federal de Viçosa, Campus Viçosa – Minas Gerais. O clima da região é,
O ensaio da determinação do perfil e da uniformidade de distribuição do jorro foi montado em esquema fatorial 2 x 3 x 4, constituído por dois modelos de pontas hidráulicas de pulverização (LURMARK LD 11002 e MAGNO MAG-2), três alturas da barra de pulverização (0,40; 0,50 e 0,60 m) e quatro pressões de trabalho (100, 200, 300 e 400 kPa para as pontas LD 11002 e 400, 600, 800 e 1000 kPa para as pontas MAG-2), totalizando 24 tratamentos, analisados em delineamento inteiramente causalizados, com três repetições para o estudo da uniformidade de distribuição e quinze repetições para o perfil de distribuição, já que o perfil foi feito para as cinco pontas de cada modelo em três repetições, visando à minimização dos erros.
As cinco pontas hidráulicas de pulverização LURMARK LD 11002 e MAGNO MAG-2, respectivamente pontas do tipo leque e cone vazio, foram escolhidas para o ensaio através do sorteio de cinco pontas de um conjunto de vinte, seguindo a norma ISO 5682-1 (1996).
A determinação do perfil e da uniformidade de distribuição foram realizadas numa bancada de teste construída de acordo com a Norma ISO 5682-1 (1996), localizada no LADA. Esta bancada possui dimensões de 2,0 m de comprimento e 1,0 m de largura, constituída por canaletas em forma de “V”, com 0,05 m de profundidade e
largura. Na extremidade de cada canaleta, há uma proveta de 250 mL para obter o volume de líquido escoado. O pulverizador da bancada de teste é composto por uma bomba de pistão com vazão máxima de 20 L min-1, sendo acionada por um motor elétrico de 220 V e potência equivalente a 2,2 kW. A bancada possui um regulador de pressão no início da barra porta-bicos, a qual é composta por cinco bicos. A altura de trabalho desta barra varia de 0,10 a 0,70 m.
Foi utilizado um manômetro da marca Famabras para aferir a pressão produzida pela bomba do pulverizador. Este manômetro é classificado como classe B, apresentando fundo de escala de 0 a 2500 kPa e divisão de 20 kPa. A calibração do mesmo foi feita com o auxílio de uma bomba de calibração por comparação, dotada de um manômetro padrão classe A3, marca Salcas, com precisão de 0,25 % e subdivisão de 10 kPa, obtendo, assim, a relação entre a pressão indicada e a real.
0,50 m entre bicos. Ainda para a determinação da uniformidade, as pontas LD 11002 foram previamente ajustadas com uma chave para garantir defasagem angular e evitar o choque entre os jatos adjacentes. O tempo de duração para a coleta do líquido nas provetas também foi de 60 s.
Os volumes contidos em cada proveta, tanto para a determinação do perfil quanto para a determinação da uniformidade de distribuição, foram transformados em porcentagem de volume total pulverizado, conforme metodologia usada por Cunha e Silva (2010).
Após a coleta dos dados obtidos com o conjunto das cinco pontas, foi calculado o coeficiente de variação (CV) para determinar a uniformidade de distribuição, a partir da Equação 1:
CV = s 100 Eq.1
em que
CV = coeficiente de variação, (%); s = desvio padrão da amostra, (mL); e,
= volume médio dos valores observados, (mL).
A determinação da simetria de distribuição de líquido da ponta LD 11002 foi feita através do segundo coeficiente de assimetria de Pearson (Equação 2), utilizando os valores obtidos na determinação do perfil de distribuição do líquido a 0,50 m da bancada de teste e para as quatro pressões estudadas, em metodologia proposta por Vitoria et al. (2011).
As = ( - d
s Eq.2
em que
As = segundo coeficiente de assimetria de Pearson (adimensional);
= média dos valores relativos de volume coletados na proveta por bico (%); Md = mediana dos valores relativos de volume coletados na proveta por bico (%); e,
s = desvio padrão dos valores relativos de volume coletados na proveta por bico (%).
utilizado uma bomba hidráulica, marca Yamaho, com rotação de 700 a 900 rpm, vazão nominal entre 8 e 11 L min-1, potência de 0,75 a 1,12 kW e pressão máxima de 3516 kPa, de tal forma a propiciar as pressões de trabalho do pulverizador. A bomba foi acionada por um motor elétrico, marca Weg, com rotação de 3570 rpm e potência de 1,5 kW.
A pulverização do líquido sobre o analisador de partículas foi realizada de tal modo que todo o jorro da ponta passasse transversalmente pelo feixe luminoso emitido pelo laser. Com isso, foi montada sobre o analisador, uma barra de pulverização, e, ao final dessa barra, um motor elétrico foi instalado para permitir que a mesma gire, garantindo a análise de todo o jorro da ponta (Figura 1). Esta barra de pulverização é constituída por um bico e um manômetro, sendo este o mesmo utilizado na bancada de teste. O motor elétrico, instalado ao final da barra, é tipo CEP de 12 V e 7,5 A, com torque de 25 a 48 mN e rotação máxima de 10,47 rad s-1 (100 rpm). As pontas LD 11002 foram instaladas a 0,30 m do feixe de laser emitido pelo analisador de partículas seguindo a norma ASAE S572.1 (2009). Para evitar que as gotas colidem com a lente do analisador de partículas, as pontas MAG-2 foram posicionadas a 0,12 m, seguindo indicações da norma da ASAE.
FIGURA 1 – Detalhe do analisador de partículas por difração do laser e da barra de
O estudo do espectro de gotas foi compreendido pelos seguintes indicadores: a) diâmetro da gota que divide a população de gotas, ordenadas crescentemente, em duas metades iguais em volume de líquido pulverizado (diâmetro da mediana volumétrica ou DMV); b) diâmetro da gota, abaixo da qual, se encontra 10 % do volume total de líquido pulverizado (Dv10); c) diâmetro da gota, abaixo da qual, se encontra 90 % do
volume total de líquido pulverizado (Dv90); d) amplitude relativa ou SPAN, por definir
a homogeneidade do diâmetro das gotas da pulverização, deste modo, quanto menor for este valor, mais homogêneo é o tamanho das gotas da amostra, e este é calculado pela Equação 3; e) porcentagem do volume pulverizado composta por gotas menores que 100 µm (%V<100); f) porcentagem do volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm (100<%V<200); g) porcentagem do volume pulverizado composta por gotas com diâmetro entre 200 e 300 µm (200<%V<300); h) porcentagem do volume pulverizado composta por gotas com diâmetro entre 300 e 400 µm (300<%V<400); i) porcentagem do volume pulverizada composta por gotas com diâmetro entre 400 e 500 µm (400<%V<500); j) porcentagem do volume pulverizado composta por gotas com diâmetro entre 500 e 600 µm (500<%V<600); e k) porcentagem do volume pulverizado composta por gotas maiores que 600 µm (%V>600).
SPAN = Dv - Dv
Dv Eq.3
em que
SPAN = amplitude relativa (adimensional);
Dv90 = diâmetro da gota, abaixo do qual, se encontra 90 % do volume total de líquido
pulverizado (µm);
Dv10 = diâmetro da gota, abaixo do qual, se encontra 10 % do volume total de líquido
pulverizado (µm); e,
Dv50 = diâmetro da mediana volumétrica ou DMV (µm).
Os dados foram analisados por meio da análise de regressão e estatística descritiva. Os modelos da análise de regressão foram escolhidos baseando na significância dos coeficientes de regressão utilizando-se o teste “t”, adotando-se o nível
de 5 % de probabilidade no coeficiente de determinação (R2 = SQRegressão/SQtratamento) e no comportamento da variância em estudo.
RESULTADOS E DISCUSSÃO
A temperatura durante a realização do trabalho variou de 21 a 25 oC e a umidade relativa ficou sempre superior a 70 %. O manômetro, utilizado durante os experimentos, mostrou valores similares ao apresentado pelo manômetro da bomba de aferição nas pressões utilizadas.
As vazões das pontas hidráulicas aumentaram de acordo com o aumento da pressão de trabalho. Tanto a vazão da ponta LD 11002, quanto da ponta MAG-2, atenderam à norma ISO 5682-1 (1996), com variação abaixo do limite de 10 % em comparação à vazão fornecida pelo fabricante (Quadro 1).
Quadro 1 – Comparação entre a vazão observada e a vazão fornecida pelo fabricante em
função da pressão de trabalho para as pontas LD 11002 e MAG-2
Ponta Pressão (kPa) Vazão (L min-1) Vazão Fabricante (L min-1)
LD
100 0,430 0,462
200 0,602 0,653
300 0,744 0,800
400 0,859 0,924
MAG
400 0,643 0,640
600 0,776 0,760
800 0,886 0,890
1000 0,987 1,000
(a)
(b)
(c)
FIGURA 2 – Perfis de distribuição volumétrica da ponta hidráulica LD 11002 em
diferentes pressões e alturas de trabalho. (a) 0,40 m de altura; (b) 0,50 m de altura; e (c) 0,60 m de altura.
100 200 300 400 0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0
504540353025201510 5 5 10 15 20 25 30 35 40 45 50
Posição (cm) % do V ol um e T ot al 100 200 300 400 0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0 5 5 5 0 4 5 4 0 3 5 3 0 2 5 2 0 1 5 1
0 5 5 10 15 20 25 30 35 40 45 50 55
Posição (cm) % do V ol um e T ot al 100 200 300 400 0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0 6 5 6 0 5 5 5 0 4 5 4 0 3 5 3 0 2 5 2 0 1 5 1
0 5 5 10 15 20 25 30 35 40 45 50 55 60 65
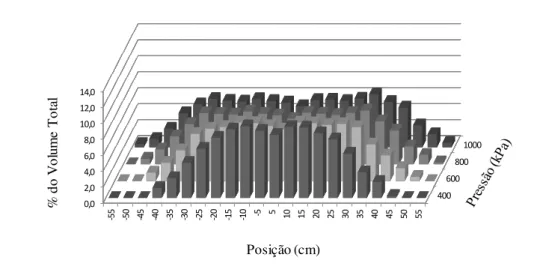
A ponta de jato cônico MAG-2 também apresentou perfil de distribuição bem característico para o seu tipo de ponta, com maiores porcentagens de volume na extremidade do perfil, característica que foi mais evidente para as alturas de 0,50 e 0,60 m, e nas maiores pressões (Figura 3). Assim como ocorrido para a ponta LD 11002, com o aumento da pressão e da altura de trabalho, ocorreu um alongamento do perfil de distribuição. Cunha e Silva (2010) afirmam que o aumento da altura de trabalho melhora o espalhamento do líquido pulverizado.
(a)
(b)
400 600
800 1000
0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0
504540353025201510 5 5 10 15 20 25 30 35 40 45 50
Posição (cm)
%
do
V
ol
um
e
T
ot
al
400 600
800 1000
0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0
504540353025201510 5 5 10 15 20 25 30 35 40 45 50
Posição (cm)
%
do
V
ol
um
e
T
ot
(c)
FIGURA 3 – Perfis de distribuição volumétrica da ponta hidráulica MAG-2 em
diferentes pressões e alturas de trabalho. (a) 0,40 m de altura; (b) 0,50 m de altura; e (c) 0,60 m de altura.
A ponta MAG-2 também apresentou depressão no centro do perfil. Cunha e Silva (2010) explicam que estas depressões podem ocorrer devido à dificuldade em moldar o orifício de saída da ponta.
Depressões e picos de volume ao longo do perfil de distribuição podem prejudicar a sobreposição da pulverização e gerar um alto coeficiente de uniformidade, o que não é desejável durante a aplicação de agrotóxico por causar faixas aplicadas com falta ou excesso de cobertura de gotas, visto que falta de cobertura pode causar ineficácia no controle e excesso pode causar escorrimento do líquido ao solo, gerando ineficiência.
A norma europeia EN 12761-2 (2001) diz que o coeficiente de variação não deve exceder 7 % para a altura da barra de pulverização e pressão estabelecidas pelo fabricante, e não exceder 9 % para as demais condições de trabalho, para garantir uma aplicação mais uniforme possível. As pontas LD 11002 e MAG-2 são recomendas para trabalhar à altura de 0,50 m, porém a esta altura nenhuma das duas pontas apresentou coeficiente de variação menor que 7 % (Quadro 2).
Entretanto, a ponta LD 11002 apresentou coeficiente de 5,53, 6,59 e 6,27 % à altura de 0,40 m e nas respectivas pressões de 200, 300 e 400 kPa, portanto, estas deveriam ser as condições de trabalho recomendadas para a utilização desta ponta no pulverizador de barras. A redução da altura de trabalho tem a vantagem de reduzir a deriva, visto que menor será a influência da velocidade do vento sobre as gotas (Sasaki et al., 2011). O menor coeficiente de variação apresentado pela ponta MAG-2 foi 7,16 % à altura de 0,50 m e pressão de 400 kPa, e como está acima do recomendado pela
400 600 800 1000 0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0 5 5 5 0 4 5 4 0 3 5 3 0 2 5 2 0 1 5 1
0 5 5
norma, esta ponta não deveria ser usada em pulverizadores de barra nestas condições de trabalho.
A ponta MAG-2 não apresentou boa uniformidade de distribuição por dois motivos: coalescências das gotas dos jorros adjacentes e presença de picos de volume na extremidade dos jorros em algumas situações. A coalescência ocorre porque não há como defasar a ponta cone como é feito com as pontas do tipo leque, assim, há o choque de gotas e consequente coalescência das mesmas, formando alta concentração de volume entre as pontas. Os picos de volume na extremidade dos jorros também favorecem a uma alta concentração de volume entre as pontas comparado à distribuição do jorro abaixo das mesmas, e consequentemente haverá uma aplicação de agrotóxico ineficiente.
Quadro 2 – Coeficientes de variação apresentados pelas pontas hidráulicas LD 11002 e
MAG-2 em função da pressão e da altura de trabalho
Ponta Altura (m) Pressão (kPa) CV (%)
LD
0,4
100 24,46
200 5,53
300 6,59
400 6,27
0,5
100 19,34
200 11,27
300 12,43
400 12,47
0,6
100 10,40
200 13,79
300 11,98
400 11,60
MAG
0,4
400 13,92
600 13,53
800 22,04
1000 27,89
0,5
400 7,16
600 16,49
800 26,65
1000 29,99
0,6
400 12,22
600 20,03
800 23,35
1000 24,72
Alvarenga et al. (2012), analisando a uniformidade de distribuição da ponta
pelo ventilador minimiza estes altos valores. Cunha (2008a) relata que além da pressão e altura de trabalho, a vazão nominal e o material de fabricação das pontas também influenciam na uniformidade de distribuição.
As pontas hidráulicas são fabricadas para apresentarem distribuição simétrica dos jorros, porém é muito complicada a obtenção do mesmo. O coeficiente de assimetria calculado para a ponta LD 11002 mostra que a ponta realmente apresenta assimetria de distribuição do jorro, e este sofre influência da pressão de trabalho, como apresentado no Quadro 3.
Quadro 3 – Assimetria do jorro apresentada pela ponta LD 11002 em função da pressão
de trabalho.
Ponta Pressão (kPa) Coeficiente de assimetria do jorro
LD
100 -0,379
200 -0,340
300 -0,561
400 -0,029
A ponta LD 11002 apresentou assimetria no lado esquerdo do jorro, ou seja, houve menor volume aplicado pelo lado esquerdo da ponta. Considerando-se que uma ponta simétrica apresentaria coeficiente de assimetria igual a zero, a assimetria apresentada pela ponta foi baixa, apresentando o menor valor de 0,029 para a pressão de 400 kPa e o maior de 0,561 para a pressão de 300 kPa. A presença do sinal negativo mostra que a assimetria ocorreu no lado esquerdo da ponta.
Vitoria et al. (2011), avaliando a assimetria de três pontas hidráulicas (AXI
110015, AXI 11002 e AXI 11003) e trabalhando com as pressões de 150, 300 e 400 kPa, encontraram valores intermediários aos observados neste trabalho, valores que variaram de 0,16 a 0,37.
O diâmetro das gotas produzidas pela ponta LD 11002 reduziu com o aumento da pressão de trabalho, corroborando com Alvarenga et al. (2012), ao determinarem o
(a) (b)
(c) (d)
(e) (f)
Pressão de trabalho (kPa)
100 200 300 400
D M V ( m) 50 100 150 200 250 300 350
y = 322,86 - 0,4491**x
r2 = 0,9098
Pressão de trabalho (kPa)
100 200 300 400
D v10 ( m) 0 50 100 150 200 250 300
y = 143,76 - 0,1785**x
r2 = 0,9242
Pressão de trabalho (kPa)
100 200 300 400
D v90 ( m) 300 350 400 450 500 550 600
y = 618,44 - 0,7450**x r2 = 0,9313
Pressão de trabalho (kPa)
100 200 300 400
SP A N 1,3 1,4 1,5 1,6 1,7 1,8
y = 1,44 + 0,0006**x
r2 = 0,8699
Pressão de trabalho (kPa)
100 200 300 400
% V < 10 0 0 5 10 15 20 25 30
y = -1,51 + 0,0568**x r2 = 0,9802
Pressão de trabalho (kPa)
100 200 300 400
10 0< % V < 20 0 20 25 30 35 40 45 50
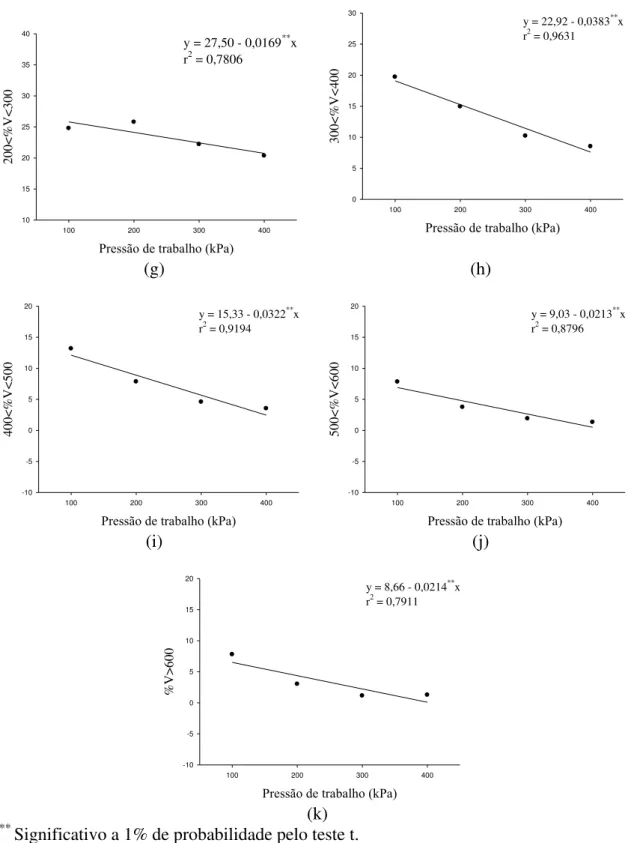
(g) (h)
(i) (j)
(k)
** Significativo a 1% de probabilidade pelo teste t.
FIGURA 4 – Espectro de gotas produzido pela ponta LD 11002 em função da pressão
de trabalho. (a) DMV; (b) Dv10; (c) Dv90; (d) SPAN; (e) %V<100; (f) 100<%V<200;
(g) 200<%V<300; (h) 300<%V<400; (i) 400<%V<500; (j) 500<%V<600; e (k) %V>600.
Pressão de trabalho (kPa)
100 200 300 400
20 0< % V < 30 0 10 15 20 25 30 35 40
y = 27,50 - 0,0169**x
r2 = 0,7806
Pressão de trabalho (kPa)
100 200 300 400
30 0< % V < 40 0 0 5 10 15 20 25 30
y = 22,92 - 0,0383**x r2 = 0,9631
Pressão de trabalho (kPa)
100 200 300 400
40 0< % V < 50 0 -10 -5 0 5 10 15 20
y = 15,33 - 0,0322**x r2 = 0,9194
Pressão de trabalho (kPa)
100 200 300 400
50 0< % V < 60 0 -10 -5 0 5 10 15 20
y = 9,03 - 0,0213**x r2 = 0,8796
Pressão de trabalho (kPa)
100 200 300 400
% V > 60 0 -10 -5 0 5 10 15 20
y = 8,66 - 0,0214**x
A redução do diâmetro das gotas ocorre, porque à medida que se aumenta a pressão, maior será a quantidade de líquido que atravessa o orifício da ponta, assim, há maior fracionamento do líquido e maior produção de gotas com diâmetros reduzidos. Cunha et al. (2007) também relataram a redução do diâmetro de gotas com o aumento
da pressão ao avaliarem as pontas API 11004, API 11004, ADI 11002, ATR Brown e ATR Red, entretanto o incremento da vazão nominal das pontas propicia aumento do tamanho de gotas.
Como observado para os parâmetros porcentagem do volume pulverizado composta por gotas menores que 100 µm e porcentagem do volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm, há um significante aumento na quantidade de gotas pequenas com o aumento da pressão de trabalho, o que, consequentemente, pode gerar perdas por deriva. Arvidsson et al. (2011) relatam que a
porcentagem do volume pulverizado composta por gotas menores que 100 µm é um melhor indicador de perigo de deriva que o DMV.
O SPAN aumenta com o aumento da pressão, corroborando com Cunha et al.
(2004) e Cunha et al. (2007), porém isto não é desejado, já que este aumento indica uma
elevação na disparidade dos diâmetros de gotas, portanto, quanto menor o valor de SPAN, mais homogênea é a amostra de gotas.
O comportamento do espectro produzido pela ponta MAG-2 foi semelhante ao apresentado pela ponta LD 11002, reduzindo o diâmetro de gotas com o aumento da pressão de trabalho (Figura 5).
(a) (b)
Pressão de trabalho (kPa)
400 600 800 1000
D
M
V
(
m)
60 80 100 120 140 160
y = 139,20 - 0,0395**x
r2 = 0,9484
Pressão de trabalho (kPa)
400 600 800 1000
D
v10
(
m)
0 20 40 60 80 100
(c) (d)
(e) (f)
(g) (h)
Pressão de trabalho (kPa)
400 600 800 1000
D v90 ( m) 200 220 240 260 280 300
y = 310,19 - 0,0917**x
r2 = 0,9365
Pressão de trabalho (kPa)
400 600 800 1000
SP A N 1,5 1,6 1,7 1,8 1,9 2,0
y = 1,76 - 2,00 10-7 ns x r2 = 2,0291 10-5
Pressão de trabalho (kPa)
400 600 800 1000
% V < 10 0 30 35 40 45 50 55 60
y = 29,48 + 0,0204**x
r2 = 0,9661
Pressão de trabalho (kPa)
400 600 800 1000
10 0< % V < 20 0 20 25 30 35 40 45 50
y = 40,62 - 0,0036**x
r2 = 0,9654
Pressão de trabalho (kPa)
400 600 800 1000
20 0< % V < 30 0 0 5 10 15 20 25 30
y = 19,62 - 0,0088**x r2 = 0,9649
Pressão de trabalho (kPa)
400 600 800 1000
30 0< % V < 40 0 -10 -5 0 5 10 15 20
y = 7,82 - 0,0056**x
(i) (j)
** Significativo a 1 % de probabilidade pelo teste t. ns Não significativo a 5 % de probabilidade pelo testet.
FIGURA 5 – Espectro de gotas produzido pela ponta MAG-2 em função das pressões
de trabalho. (a) DMV; (b) Dv10; (c) Dv90; (d) SPAN; (e) %V<100; (f) 100<%V<200;
(g) 200<%V<300; (h) 300<%V<400; (i) 400<%V<500; (j) 500<%V<600; e (k) %V>600.
A análise do DMV mostrou valores reduzindo de 123,4 para 99,7 µm, variando a pressão de 400 para 1000 kPa. Alvarenga et al. (2013) também relataram redução do
DMV para a ponta JA-2, porém observaram redução de 151 para 109 µm, variando a pressão de 633 para 1477 kPa.
O SPAN e a porcentagem de volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm não apresentaram comportamento similar ao espectro da ponta LD 11002. O SPAN não variou com o aumento da pressão, já a porcentagem do volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm reduziu com o aumento da pressão, enquanto para a ponta LD 11002 houve aumento da porcentagem. A ponta MAG-2 não produziu gotas com diâmetro acima de 600 µm, e como produziu pequena quantidade de gotas com diâmetro superior a 500 µm, uma pulverização realizada com esta ponta não sofreria o escorrimento de produto da folha alvo (CUNHA et al., 2003).
O espectro de gotas analisado por diferentes aparelhos pode apresentar diferenças significativas nos resultados, que são oriundas das diferenças fundamentais entre os sistemas e as rotinas de software utilizadas pelos sistemas de medição (HOFFMANN et al., 2008)
Pressão de trabalho (kPa)
400 600 800 1000
40
0<
%
V
<
50
0
-10 -5 0 5 10 15 20
y = 2,26 - 0,0022**x
r2 = 0,8557
Pressão de trabalho (kPa)
400 600 800 1000
50
0<
%
V
<
60
0
-10 -5 0 5 10 15 20
y = 0,1910 - 0,0002**x
CONCLUSÕES
Nas condições em que o trabalho foi conduzido, pode-se concluir que:
- A variação da vazão das pontas LD 11002 e MAG-2 estão abaixo do limite de 10 % da vazão fornecida pelo fabricante;
- As pontas LD 11002 e MAG-2 não apresentam uniformidade de distribuição satisfatória à altura de trabalho recomendada;
- A ponta LD 11002 apresenta assimetria variando de 0,029 a 0,561, variação influenciada pela pressão de trabalho;
- O diâmetro de gotas produzido pelas pontas LD 11002 e MAG-2 reduz com o aumento da pressão de trabalho.
BIBLIOGRAFIA
ALVARENGA, C. B.; TEIXEIRA, M. M.; ZOLNIER, S.; SASAKI, R. S.; RINALDI, P. C. N. Controle automático do espectro de gotas de pulverizador hidropneumático em
função do déficit de pressão de vapor d’água no ar. Pesquisa Agropecuária Tropical,
Goiânia, v. 43, n. 1, p. 26-33, jan./mar. 2013.
ALVARENGA, C. B.; TEIXEIRA, M. M.; ZOLNIER, S.; SASAKI, R. S.; RINALDI, P. C. N. Efficiency of the spray tip using hydraulic hollow cone from the spectral analysis of the droplets. Pesquisa Aplicada & Agrotecnologia, Guarapuava, v. 5, n. 3, p. 41-50, 2012.
American Society of Agricultural Engineers – ASAE. Spray nozzle classification by
droplet spectra. ASAE S572.1, St. Joseph, MI, 2009. 4p.
ARVIDSSON, T.; BERGSTRÖM, L.; KREUGER, J. Spray drift as influenced by meteorological and technical factors. Pest Management Science, Chichester, West Sussex, Reino Unido, v. 67, p. 586-598, 2011.
CUNHA, J. P. A. Análise da distribuição volumétrica de pontas de pulverização hidráulicas de jato plano. Revista de Ciências Agrárias, Belém, v. 31, n. 1, p. 233-239, jan. 2008a.
CUNHA, J. P. A. Simulação da deriva de agrotóxicos em diferentes condições de pulverização. Ciência e Agrotecnologia, Lavras, v. 32, n. 5, p. 1616-1621, set./out. 2008b.
CUNHA, J. P. A.; SILVA, R. A. M. Uniformidade de distribuição volumétrica de pontas de pulverização em função da pressão de trabalho e altura da barra. Bioscience Journal, Uberlândia, v. 26, n. 1, p. 52-58, jan./fev. 2010.
CUNHA, J. P. A. R.; TEIXEIRA, M. M.; COURY, J. R.; FERREIRA, L. R. Avaliação de estratégias para redução da deriva de agrotóxicos em pulverizações hidráulicas. Planta Daninha, Viçosa, v. 21, n. 2, p. 325-332, 2003.
CUNHA, J. P. A. R.; TEIXEIRA, M. M.; FERNANDES, H. C. Avaliação do espectro de gotas de pontas de pulverização hidráulicas utilizando a técnica da difração do raio laser. Engenharia Agrícola, Jaboticabal, v. 27, n. esp., p. 10-15, jan. 2007.
CUNHA, J. P. A.; TEIXEIRA, M. M.; VIEIRA, R. F.; FERNANDES, H. C.; COURY, J. R. Espectro de gotas de bicos de pulverização hidráulicos de jato plano e de jato cônico vazio. Pesquisa Agropecuária Brasileira, Brasília, v. 39, n. 10, p. 977-85, out. 2004.
European Standard – EN. Agricultural and forestry machinery – Sprayers and
liquid fertilizer distributors – Environmental protection – Part 2: Field crop
sprayers. EN 12761-2, Brussels, 2001. 20 p.
International Organization for Standardization – ISO. Equipment for crop protection -
Spraying equipment - Part 1: test methods for sprayer nozzles. ISO 5682-1, Geneva, 1996. 5 p.
KÖPPEN, W. Climatologia como um estúdio de los climas de tierra. México: Fondo de Cultura Econômica, 1948. 478 p.
MATTHEWS, G. A. Pesticide application methods. London: Blackwell Science, 3rd
Edition. 2000. 448 p.
NUYTTENS, D.; BAETENS, K.; SCHAMPHELEIRE, M.; SONCK, B. Effect of nozzle type, size and pressure on spray droplet characteristics. Biosystems Engineering, Philadelphia, v. 97. p. 333-345, 2007.
NUYTTENS, D.; SCHAMPHELEIRE, M.; STEURBAUT, W.; BAETENS, K.; VERBOVEN, K.; NICOLAÏ, B.; RAMON, H.; SONCK, B. Experimental study of factors influencing the risk of drift from field sprayers, Part 2: Spray application technique. In: Alexander, L. et al. (Ed.). International advances in pesticides application 2006. Warwick: Aspects of Applied Biology, 2006. cap. 1, p. 1-9.
NUYTTENS, D.; TAYLOR, W. A.; SCHAMPHELEIRE, M.; VERBOVEN, P.; DEKEYSER, D. Influence of nozzle type and size on drift potential by means of different wind tunnel evaluation methods. Biosystems Engineering, Philadelphia, v. 103, p. 271-280, 2009.
SASAKI, R. S.; TEIXEIRA, M. M.; ALVARENGA, C. B.; QUIRINO, A. L. S.; TIBURCIO, R. A. S. Uniformidade de distribuição volumétrica de pontas de pulverização hidráulica em diferentes condições operacionais. Engenharia na Agricultura, Viçosa, v. 19, n. 6, nov./dez. 2011.
VIANELLO, R. L.; ALVES A. R. Meteorologia básica e aplicações. Viçosa: Editora UFV, 2002. 449 p.
Artigo II
Efeito do déficit de pressão de saturação de
vapor d’água no ar no
Efeito do déficit de pressão de saturação de vapor d’água no ar no espectro de
gotas pulverizadas
RESUMO
Uma das mais importantes barreiras para a obtenção de uma pulverização de qualidade é a evaporação de gotas antes que estas atinjam o alvo, gerando ineficácia ou ineficiência da aplicação de agrotóxicos. Assim, objetivou-se com este trabalho determinar o espectro de gotas em função das condições psicrométricas do ar. O experimento foi realizado dentro de uma câmara climática para permitir a obtenção dos
déficits de pressão de saturação de vapor d’água no ar (DPVar). Para a determinação do
espectro de gotas, empregou-se o analisador de partículas a laser modelo Spraytech, e o ensaio foi conduzido em esquema fatorial de 5 x 20, constituído por cinco pressões de trabalho (100, 200, 300, 400 e 500 kPa) e vinte DPVar (2,3; 3,2; 4,2; 5,6; 7,0; 7,4; 9,5;
11,7; 12,7; 15,8; 16,4; 16,9; 21,2; 22,1; 22,2; 28,1; 29,7; 36,9 39,4 e 51,6 hPa) no delineamento inteiramente casualizado e com cinco repetições. Houve influência do DPVar no comportamento do espectro de gotas. O aumento do DPVar reduziu a
porcentagem do volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm,entre 200 e 300 µm, entre 300 e 400 µm, entre 400 e 500 µm e entre 500 e 600 µm. O aumento do DPVar aumentou o DMV, o Dv90, o SPAN e a porcentagem do volume
pulverizado composta por gotas maiores que 600 µm.
Effect of air vapor pressure deficit on sprayed droplet spectrum
ABSTRACT
One of the most important barriers to obtain a quality spraying is the evaporation of droplets before reaching the target, resulting in ineffective or inefficient pesticides application. Thus, the aim of this work was to determine the droplet spectrum depending on the air psychrometric conditions. The work was carried out inside of a climate chamber to obtain the air vapor pressure deficits (VPDair). The laser particle
analyzer, model Spraytech, was used to determine the droplet spectrum, and the experiment was conducted in factorial scheme 5 x 20, consisted of five working pressures (100, 200, 300, 400 and 500 kPa) and twenty VPDair (2.3; 3.2; 4.2; 5.6; 7.0;
7.4; 9.5; 11.7; 12.7; 15.8; 16.4; 16.9; 21.2; 22.1; 22.2; 28.1; 29.7; 36.9 39.4 e 51.6 hPa), in completely randomized design with five replications. There is influence of VPDair on
droplet spectrum behavior. Increasing the VPDair reduces the percentage of sprayed
volume comprised by droplets with diameter between 100 and 200 µm, between 200 and 300 µm, between 300 and 400 µm, between 400 and 500 µm and between 500 and 600 µm. Increasing VPDair increases the VMD, Dv90, SPAN and the percentage of
sprayed volume comprised by droplets larger than 600 µm.
INTRODUÇÃO
Uma das mais importantes barreiras para a obtenção de uma pulverização de qualidade é a evaporação de gotas antes que estas atinjam, ou mesmo, antes que sejam absorvidas pelo alvo, podendo ser a cultura ou mesmo uma planta daninha. Este fator gera ineficiência ou mesmo ineficácia da aplicação de agrotóxicos, acarretando em prejuízo ao agricultor, impactos ao meio ambiente e intoxicação de pessoas.
A evaporação de gotas, juntamente com a deriva, pode representar de 45 a 59 % de perda do volume aplicado (ALVES et al., 2008; CHAIM et al., 2000), o que
consequentemente podem contaminar as chuvas, nevoeiros ou até mesmo ficarem no ambiente na forma de gás (BEDOS et al., 2002). Gotas que sofrem o processo da
evaporação quando ainda estão no ar podem perder todo o diluente criando partículas muito pequenas de químico concentrado que podem então ser carreadas por longas distâncias por meio do fluxo de ar e contaminar o ambiente (MATTHEWS, 2000).
Embora algumas gotas possam ser perdidas por evaporação em qualquer condição climática, as perdas são menores em condições de temperaturas mais baixas e umidade relativa do ar mais elevada (COUTINHO; CORDEIRO, 2004; JUNIOR et al.,
2008). Balan et al. (2008) relataram que a deposição da calda por pontas que produzem
gotas finas pode ser significantemente reduzida com o aumento da temperatura e diminuição da umidade relativa, chegando a variar em mais de 100 % entre os valores extremos observados. Deste modo, o momento ideal para a pulverização deve apresentar condições psicrométricas do ar com temperatura entre 15 e 30 °C e umidade relativa mínima de 55 %. Deve-se, também, observar a velocidade do vento, e este deve situar-se na faixa de 3 a 7 km/h (ANDEF, 2004; RAETANO, 2011).
Além das condições psicrométricas do ar, superfície depositada e diâmetro da gota influenciam a evaporação (GIMENES et al., 2013; XU et al., 2010a; XU et al.,
2010b; XU et al., 2011; YU et al., 2009a; YU et al., 2009b). Yu et al. (2009b)
constataram que o tempo de evaporação de gotas de 343 µm contendo inseticida, a 60 % de umidade relativa do ar e sobre uma superfície hidrofílica, aumentou aproximadamente 30 % (de 70 para 91 s) após adição de redutor de deriva à mistura da calda, enquanto reduziu aproximadamente 29 % (de 70 para 50 s) após adição de surfactante. Yu et al. (2009a), avaliando o tempo de evaporação de gotas de 343 µm a
de 246 µm aumentava de 23 para 58 s ao alterar a umidade relativa de 30 para 90 %. Já Xu et al. (2010b) ao aumentarem o diâmetro da gota de 300 para 600 µm, relataram que
o tempo de evaporação aumentou 279 % para gotas d’água. Um tempo de evaporação
mais curto para gotas com surfactantes, pode ser devido a maiores espalhamentos das gotas sobre a superfície relacionada com uma rápida troca de calor entre o filme de líquido e o ar, e com a taxa de absorção de líquido pelo tecido da planta (GIMENES et al., 2013).
A escolha pela aplicação noturna é uma boa opção para garantir um tempo de vida maior às gotas, garantindo o alcance aos alvos. O período noturno apresenta umidade relativa superior e temperatura inferior ao período diurno, e que, combinado com uma baixa velocidade do vento, garante o sucesso da aplicação. Porém, durante a noite pode haver a presença do orvalho, e este sobre a folha, ou mesmo ocorrendo após a pulverização, pode prejudicar a eficiência do agrotóxico pela diluição e escorrimento do produto aplicado, principalmente se doses baixas e volumes elevados de calda forem adotados (ROMAN et al., 2004; SANTOS et al., 2004).
O déficit de pressão de saturação de vapor d’água no ar (DPVar) é
frequentemente utilizado em trabalhos relacionados à evaporação de gotas para caracterizar as condições psicrométricas do ar. O DPVar é a diferença entre a pressão
e ercida pela saturação de vapor d’água no ar e a pressão parcial de vapor d’água, e
estes estão diretamente relacionados à umidade relativa e à temperatura do ar. A pressão
de saturação do vapor d’água depende da temperatura, e à medida que esta aumenta,
maior será a pressão de saturação. Já a pressão parcial de vapor depende da umidade relativa juntamente com a pressão de saturação, e será cada vez maior com o aumento da umidade. Se a umidade relativa atingir 100 %, a pressão parcial será igual à pressão de saturação e, consequentemente, o DPVar será nulo, caso o ar não esteja saturado, a
pressão parcial de vapor será menor que aquela que prevaleceria em condições saturadas, à mesma temperatura (VIANELLO; ALVES, 2002; RODRIGUES et al.,
2011). Entretanto, a condição de saturação não seria a ideal para realizar as pulverizações por se encontrar no ponto de orvalho, ou até mesmo, chovendo. Arvidsson et al. (2 afirmam que a ta a na qual gotas d’água evaporam depende
quase que inteiramente do diâmetro e do DPVar entre a superfície da gota e o ar ao
redor.
Deste modo, objetivou-se com este trabalho, determinar o espectro de gotas em função de déficits de pressão de saturação de vapor d’água no ar, visando à garantia de
MATERIAL E MÉTODOS
O experimento foi realizado no Laboratório de Aplicação de Defensivos Agrícolas (LADA), pertencente ao Departamento de Engenharia Agrícola da Universidade Federal de Viçosa, Campus Viçosa – Minas Gerais. O clima da região é,
de acordo com a classificação de Köppen (1948), do tipo Cwa, ou seja, mesotérmico (clima temperado quente), com verões chuvosos e invernos secos, e temperatura média do mês mais quente superior a 22 °C (VIANELLO; ALVES, 2002).
Os experimentos foram realizados no interior de uma câmara climática (Figura 1) para permitir a obtenção das condições psicrométricas a serem utilizadas neste trabalho. Esta câmara apresenta um volume de 9,7 m3 e tem a possibilidade de controlar a umidade relativa na faixa compreendida entre 30 e 90 % e a temperatura do ar entre 0 e 40 °C.
FIGURA 1 – Interior da câmara climática utilizada para controle da temperatura e da
umidade relativa do ar
O déficit de pressão de saturação de vapor d’água no ar (DPVar), determinado
pelos valores de temperatura e umidade relativa dentro da câmara climática, foi calculado a partir da equação de Tetens (VIANELLO; ALVES, 2002; Rodrigues et al.,
(es e a pressão parcial de vapor d’água (e. Para o cálculo de es foi levado em
consideração o valor da temperatura do ar, conforme a Equação 1.
es = 6,1078 ( , t
2 , t Eq.1
em que
es= pressão de saturação de vapor d’água no ar (hPa ; e,
t = temperatura do ar (°C).
Posteriormente, foi determinado o valor de e, a partir da umidade relativa do ar e do valor de es.
e = es
Eq.2
em que
e = pressão parcial de vapor d’água no ar (hPa; e,
UR = umidade relativa do ar (%).
Finalmente, foi obtido o DPVar, como relatado anteriormente, usando a diferença
entre es e e.
DPVar = es– e Eq.3
em que
DPVar= déficit da pressão de saturação de vapor d’água no ar (hPa .
As condições de temperatura e umidade relativa do ar para obtenção do DPVar
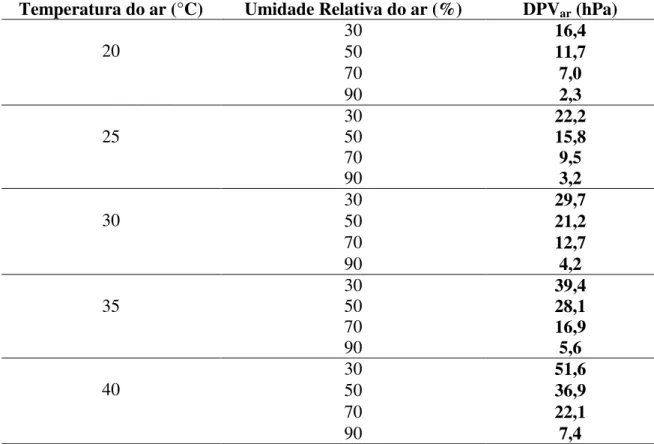
Quadro 1 – Valores de déficits de pressão de saturação de vapor d’água para diferentes
condições psicrométricas do ar
Temperatura do ar (°C) Umidade Relativa do ar (%) DPVar (hPa)
20
30 16,4
50 11,7
70 7,0
90 2,3
30 22,2
25 50 15,8
70 9,5
90 3,2
30
30 29,7
50 21,2
70 12,7
90 4,2
30 39,4
35 50 28,1
70 16,9
90 5,6
40 30 50 51,6 36,9
70 22,1
90 7,4
A área delimitada pelas distintas combinações de temperatura e umidade relativa do ar, conforme especificadas no Quadro 1, podem ser visualizadas no gráfico psicrométrico, conforme ilustrado na Figura 2.
FIGURA 2 – Ilustração no gráfico psicrométrico dos limites operacionais do controle de
Para medição das condições psicrométricas do ar no interior da câmara climática, foi utilizada uma sonda de temperatura e umidade relativa do ar (modelo HMP60, Vaisala, Woburn, Ma, USA), cujos intervalos de medição estão situados, respectivamente, entre – 40 e + 60 °C e 0 e 100 %. Os sinais analógicos de tensão
elétrica dos dois sensores foram convertidos em sinais digitais por meio do microcontrolador Arduino Duemilanove, modelo ATmega328 e , posteriormente, enviados a um computador com um sistema serial de transmissão de dados. Os sinais de tensão elétrica foram convertidos em valores de temperatura e umidade relativa do ar segundo as seguintes equações:
T = - 2 (
2 )sinal ar Eq. 4
em que
T = temperatura do ar (oC).
UR = 2 (
2 )sinal
Eq.5
em que
UR = umidade relativa (%).
As pressões de trabalho utilizadas para a determinação do espectro de gotas foram de 100, 200, 300, 400 e 500 kPa. Estas pressões foram obtidas a partir de uma bomba hidráulica, marca Yamaho, com rotação de 70 a 900 rpm, vazão nominal entre 8 e 11 L min-1, potência de 0,75 a 1,12 kW e pressão máxima de 3516 kPa. A bomba foi acionada por um motor elétrico, marca Weg, com rotação de 3570 rpm e potência de 1,5 kW. As gotas foram analisadas pelo analisador de partículas a laser modelo Spraytech (Malvern Instruments Co.). Este equipamento apresenta lente focal de 750 mm, e utiliza a técnica da difração de laser para a medição do tamanho das gotas pulverizadas. Com esta técnica é feita a medição da intensidade de luz que é dispersa à medida que um feixe de laser passa através de um jorro pulverizado. Os dados são então analisados para calcular o tamanho das gotas que criaram o perfil de dispersão. O analisador foi calibrado para contabilizar gotas na classe de tamanho de 0,10 a 2.500 µm.
líquido pulverizado (Dv10); c) diâmetro da gota, abaixo do qual, se encontra 90 % do
volume total de líquido pulverizado (Dv90); d) amplitude relativa ou SPAN, por definir
a homogeneidade do diâmetro das gotas da pulverização, deste modo, quanto menor for este valor, mais homogêneo é o diâmetro das gotas da amostra, e este é calculado pela Equação 6; e) porcentagem do volume pulverizado composta por gotas menores que 100 µm (%V<100); f) porcentagem do volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm (100<%V<200); g) porcentagem do volume pulverizado composta por gotas com diâmetro entre 200 e 300 µm (200<%V<300); h) porcentagem do volume pulverizado composta por gotas com diâmetro entre 300 e 400 µm (300<%V<400); i) porcentagem do volume pulverizada composta por gotas com diâmetro entre 400 e 500 µm (400<%V<500); j) porcentagem do volume pulverizado composta por gotas com diâmetro entre 500 e 600 µm (500<%V<600); e k) porcentagem do volume pulverizado composta por gotas maiores que 600 µm (%V>600).
SPAN = Dv - Dv
Dv Eq.6
em que
SPAN = amplitude relativa (adimensional);
Dv90 = diâmetro da gota, abaixo do qual, se encontra 90 % do volume total de líquido
pulverizado (µm);
Dv10 = diâmetro da gota, abaixo do qual, se encontra 10 % do volume total de líquido
pulverizado (µm); e,
Dv50 = diâmetro da mediana volumétrica (µm).
A pulverização do líquido sobre o analisador de partículas foi realizada de tal modo que todo o jorro da ponta passasse transversalmente pelo feixe luminoso emitido pelo laser. Para isso, foi montada sobre o analisador, uma barra de pulverização, e, ao final desta barra, um motor elétrico foi instalado para permitir que a mesma gire, garantindo a análise de todo o jorro da ponta. Esta barra de pulverização é constituída por um bico e um manômetro, que foi devidamente aferido. O motor elétrico, instalado ao final da barra, é tipo CEP de 12 V e 7,5 A, com torque de 25 a 48 mN e rotação máxima de 10,47 rad s-1 (100 rpm).
mesmo foi feita com o auxílio de uma bomba de calibração por comparação, dotada de um manômetro padrão classe A3, marca Salcas, com precisão de 0,25 % e divisão de 10 kPa, obtendo, assim, a relação entre a pressão indicada e a real.
Durante o experimento foram utilizadas cinco pontas hidráulicas do mesmo modelo, Lurmark LD11002, que foram escolhidas através do sorteio de um conjunto de vinte pontas, seguindo a norma ISO 5682-1 (1996). Estas pontas foram posicionadas na barra de pulverização a 0,50 m de distância do feixe de laser emitido pelo analisador de partículas, representando a altura da barra de um pulverizador em relação à cultura. A água utilizada durante todo experimento foi obtida diretamente da torneira, assim como é recomendado pela norma ASAE S572.1 (2009).
O experimento foi conduzido em esquema fatorial 5 x 20, constituído pelas cinco pressões de trabalho e os vinte DPVar, em delineamento inteiramente casualizado
com cinco repetições, totalizando quinhentas observações. Os dados foram analisados por meio da metodologia da superfície de resposta. Os modelos foram escolhidos baseando na significância dos coeficientes de regressão utilizando-se o teste “t”,
adotando-se o nível de 10 % de probabilidade no coeficiente de determinação (R2 = SQRegressão/SQtratamento) e no comportamento da variância em estudo.
RESULTADOS E DISCUSSÃO
O manômetro, utilizado durante os experimentos, mostrou valores similares ao apresentado pelo manômetro da bomba de aferição nas pressões utilizadas.
O DMV, que é o principal parâmetro estudado no espectro de gotas, aumentou com o aumento do DPVar e com a redução da pressão de trabalho, assim, o menor valor
foi de 152,77 µm na pressão de 500 kPa e DPVar de 2,3 hPa, e o maior foi de 256,92 µm
na pressão de 100 kPa e DPVar de 51,6 hPa. Semelhante ao DMV, o Dv90 e o SPAN
aumentaram com o aumento do DPVar e com a redução da pressão de trabalho. Já o
Dv10 apresentou tendência negativa com o aumento da pressão de trabalho e do DPVar,
porém, em pressões elevadas, um aumento do DPVar gerou aumento do Dv10, aumento
DMV = 279,146 + 0,059658* DPV
– 0,25302** P
R2 = 0,9120
Dv10 = 149,95 – 0,122669** DPV – 0,133629** P +
0,00035741** (DPV*P)
R2 = 0,9350
(a) (b)
Dv90 = 511,298 + 1,37339** DPV – 0,485595** P
R2 = 0,8840
SPAN = 1,2645 + 0,00684741** DPV –
0,00005384º P
R2 = 0,6016
(c) (d)
**
Significativo a 1 % de probabilidade pelo teste t.
* Significativo a 5 % de probabilidade pelo teste t. o Significativo a 10 % de probabilidade pelo teste t.
FIGURA 3 – Estimativas do diâmetro da mediana volumétrica, diâmetro da gota abaixo
da qual se encontra 10 % do volume total de líquido pulverizado, diâmetro da gota abaixo do qual se encontra 90 % do volume total de líquido pulverizado e amplitude relativa em função do DPVar e da pressão de trabalho. (a) DMV; (b) Dv10; (c) Dv90; e
(d) SPAN. 140 160 180 200 220 240 260 280 10 20 30 40 100 150 200 250 300 350 400 450 500 D MV ( m )
DPVar (hPa)
Pre ssão
de tra balh
o (kPa ) 80 90 100 110 120 130 140 10 20 30 40 100 150 200 250 300 350 400 450 500 D v10 ( m ) DPV
ar (hPa) Pressã
o de tra balho (kPa ) 250 300 350 400 450 500 550 10 20 30 40 100 150 200 250 300 350 400 450 500 D v90 ( m ) DPV
ar (hPa) Pressã
o de traba lho (kPa) 1,2 1,3 1,4 1,5 1,6 1,7 10 20 30 40 100 150 200 250 300 350 400 450 500 SPA N DPV ar (hPa)
Pre ssão
de tr abalh
Com a elevação do DPVar, é de se esperar que ocorra uma redução do diâmetro
de gotas, visto que esta elevação favorece à evaporação, porém resultados obtidos mostram que o DMV aumentou, o que ocorreu devido a evaporação total das gotas muito finas. Cunha(2008), simulando a perda de agrotóxicos à temperatura de 28 oC e umidade relativa de 65 %, relata que pontas que produzem um DMV de 134 µm têm 10 % do volume evaporado antes de atingir o alvo, enquanto que pontas com DMV de 298 µm essa perda é reduzida para 3 %. Já Alvarenga et al. (2013), trabalhando à pressão de
1.055 kPa e com a ponta JA-2, relataram que o Dv10 e o Dv90 reduzem com o aumento
do DPVar, entretanto, o espectro de gotas foi determinado em etiquetas hidrossensíveis,
e estas não são confiáveis para avaliar o espectro de gotas, uma vez que nesta situação, o diâmetro de gotas é avaliado por manchas formadas nas etiquetas, assim, se duas ou mais gotas depositarem no mesmo ponto, haverá coalescência destas gotas e o diâmetro real será superestimado.
O SPAN depende dos valores de Dv10 e Dv90, assim, quando ocorre elevada
disparidade entre estes valores, há uma elevação do SPAN. Uma aplicação de agrotóxico deve ser feita por pontas hidráulicas que apresentam SPAN baixo, sendo este próximo ou inferior a 1,00, por garantir a produção de gotas com diâmetros similares.
O aumento da pressão de trabalho gera redução do diâmetro de gotas, porque à medida que se aumenta a pressão, maior será a quantidade de líquido que atravessa o orifício da ponta, assim, há maior fracionamento do líquido e maior produção de gotas com diâmetros reduzidos. Cunha et al. (2007) também relataram que com o aumento da
pressão houve redução do diâmetro de gotas ao caracterizarem as pontas API 11004, API 11004, ADI 11002, ATR Brown e ATR Red. Entretanto, Gil et al. (2007)
constataram que uma redução do DMV de 134 para 65 µm, há perda por deriva quando a velocidade do vento se torna superior a 1 m s-1.
Mantendo-se o DPVar constante, a porcentagem de volume pulverizado
composta por gotas menores que 100 µm aumenta com o aumento da pressão de trabalho, porém mantendo-se a pressão constante, em pressões baixas, o aumento do DPVar gera um aumento da porcentagem de volume pulverizado composta por gotas
menores que 100 µm, e a pressões elevadas, o aumento do DPVar, leva a uma redução
desta porcentagem de volume pulverizado (Figura 4.a). Redução que foi oriunda da evaporação total das pequenas gotas e que, consequentemente, aumenta o valor de Dv10.
A porcentagem de volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm reduziu com o aumento do DPVar e reduzindo a pressão de trabalho
%V<100 = -1,70956 + 0,0264264** DPV +
0,0342073** P
– 0,000097168** (DPV*P)
R2 = 0,9707
100<%V<200 = 24,1368 – 0,0350263** DPV +
0,0606191** P
R2 = 0,8974
(a) (b)
** Significativo a 1 % de probabilidade pelo teste t.
FIGURA 4 – Estimativas da porcentagem do volume pulverizado composta por gotas
menores que 100 µm e por gotas com diâmetro entre 100 e 200 µm em função do DPVar
e da pressão de trabalho. (a) %V<100; e (b) 100<%V<200.
O aumento da produção de gotas pequenas, com o aumento da pressão de trabalho, gera aumento da porcentagem de volume pulverizado com gotas menores que 100 µm, o que, consequentemente, leva a uma redução do Dv10. Contudo, o aumento da
produção de gotas pequenas pode acarretar em deriva para fora do alvo, uma vez que, uma pulverização ao apresentar alta concentração de gotas menores que 100 µm, tem elevado risco de deriva (CUNHA et al., 2003). Gil et al. (2007) observaram perdas de
aproximadamente 33 % do volume total aplicado ao pulverizar a velocidades do vento de 2 m s-1 e utilizando pontas hidráulicas que apresentavam 76 % de volume pulverizado com gotas menores que 100 µm. A porcentagem de volume pulverizado com gotas menores que 100 µm é um indicador de perigo de deriva mais eficiente que o DMV (ARVIDSSON et al., 2011).
A redução da porcentagem de volume pulverizado composta por gotas menores que 100 µm e da porcentagem de volume pulverizado composta por gotas com diâmetro entre 100 e 200 µm com o aumento do DPVar, mostra que há uma evaporação de gotas.
Tobi et al. (2011) afirmam que condições de baixa umidade relativa e alta temperatura
do ar causam rápida evaporação de gotas e, consequentemente, também podem aumentar as perdas por deriva.
0 2 4 6 8 10 12 14 16 18 10 20 30 40 100 150 200 250 300 350 400 450 500 % V < 10 0
DPVar (hPa) Pressã
o de tra ba lho (kPa ) 25 30 35 40 45 50 55 60 10 20 30 40 100 150 200 250 300 350 400 450 500 100 < % V < 200
DPVar (hPa) Pre
ssã o de
tra ba lho