Daniela Patricia Silva Neves
Texto
Imagem






Documentos relacionados
A partir da síntese dos hidrogéis foi medido a quantidade de água que o hidrogél é capaz de absorver e quantificou-se isto a partir do grau de intumescimento, onde ao comparar
Para determinar o teor em água, a fonte emite neutrões, quer a partir da superfície do terreno (“transmissão indireta”), quer a partir do interior do mesmo
Entretanto, para os jogadores de futebol, a transição do futebol para futebol-empresa tornou o mercado mais competitivo para se conquistar uma vaga nas equipes
Currently, works regarding the pyrolysis behavior of coffee residues 3 and the determination of kinetic parameters for the pyrolysis of coffee residues using isoconversional
100 Figura 35: Comparação entre Fuzzy e Outros Agendamentos / Análise do Cumprimento do Contrato pelo Tempo de Resposta do Lado do Consumidor (Dois Serviços no
Ao longo deste trabalho, buscamos retomar o debate acerca das relações entre propriedade da terra e poder político no interior do Nordeste a partir de uma nova perspectiva,
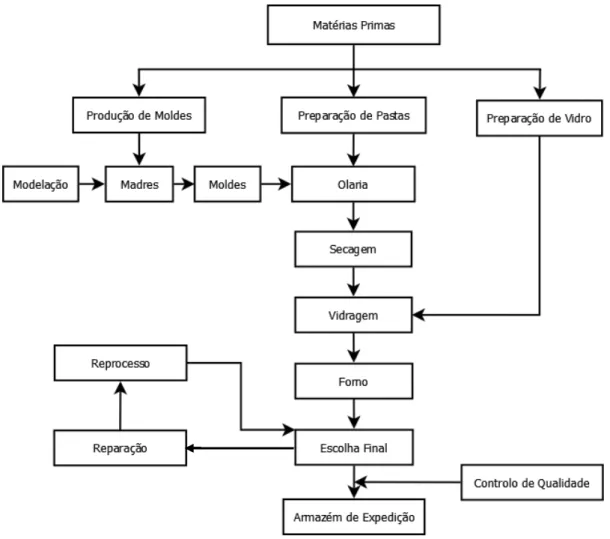
A filosofia abrange aspetos ligados à administração de materiais, gestão da qualidade, arranjo físico (lay-out), projeto de produto, organização do trabalho e gestão de
1.5.1. Fundamentos didatológicos e instrumentos de planificação em EPE A Prática Supervisionada em Educação Pré-Escolar decorreu de 17 de fevereiro de 2014 a 19 de junho de
