José Pedro Pinto Soares
Implementação de Ferramentas Lean
Production numa Empresa de Mobiliário
José Pedro Pinto Soares
4 Im plement ação de F er rament as Lean Pr oduction numa Em pr esa de Mobiliár io
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia e Gestão Industrial
Trabalho efetuado sob a orientação do
Professor Doutor Rui Manuel Alves da Silva e Sousao
José Pedro Pinto Soares
Implementação de Ferramentas Lean
Production numa Empresa de Mobiliário
A
GRADECIMENTOSA realização deste projeto é o resultado final de cinco anos de esforço, empenho e dedicação. Porém, a chegada a este momento não seria possível sem o contributo de um conjunto de pessoas que de uma forma ou de outra marcaram o meu trajeto. A todos eles queria deixar aqui um agradecimento especial. Contudo, devido à importância que assumiram neste percurso, tenho de agradecer particularmente: Ao meu Avô, a quem dedico esta dissertação. A educação que me proporcionou, o apoio, a dedicação e o carinho foram essenciais tanto ao longo desta dissertação como durante todo o meu percurso académico. Sem o seu sacrifício dificilmente teria sido possível chegar até aqui.
Á minha Avó, que apesar de não estar presente neste momento, marcou para sempre a minha vida. Aos meus Pais, aos meus Padrinhos e ao meu Primo pela dedicação e pelo apoio incondicional ao longo de toda a vida.
À minha namorada, Sara Valente, pelo apoio, pela força, pela motivação e pelo companheirismo demonstrado ao longo deste trabalho.
Ao meu orientador, Rui Manuel Alves da Silva e Sousa, pela disponibilidade manifestada, pela partilha de saberes e pelo esclarecimento das dúvidas que foram surgindo ao longo do trabalho.
A toda a equipa do departamento de processos da Ikea Industry Portugal pela facilidade com que me integraram na equipa e por toda a ajuda que me foram dando, devendo no entanto realçar um especial agradecimento ao Eng.º Gilberto Veiga pelo apoio e pela disponibilidade que demonstrou, e ao meu orientador na empresa, Eng.º Mário Ferreira, por me ter dado a oportunidade de aprender e evoluir com os melhores.
A todos os colaboradores da Ikea Industry, desde as chefias aos operadores, porque sem eles não era possível realizar este trabalho.
Ao meu grupo de amigos VI, com principal destaque para Hélder Lopes, Paulo Couto, Tiago Ferreira e Emanuel Moreira, pelo apoio e pela amizade demonstrada ao longo dos últimos anos.
Por fim, ao meu cão, Spot, por ser eternamente o meu fiel amigo.
R
ESUMOAo longo do tempo os mercados têm-se tornado cada vez mais exigentes e competitivos, pelo que as empresas precisam de melhorar continuamente os seus sistemas de produção. Elas necessitam de eliminar as atividades sem valor acrescentado para o produto, pois só assim conseguirão combater com os seus concorrentes. Foi com o objetivo de eliminar estas atividades que nasceu a filosofia Lean Production. A Ikea Industry Portugal pretende ser um empresa de referência na adoção desta filosofia, tendo por isso criado vários projetos sobre este tema destinados a alunos de várias instituições universitárias.
O projeto aqui apresentado é um exemplo prático destas parcerias. Baseado na metodologia de investigação-ação, este projeto tem como objetivo geral melhorar o sistema de produção da área de orlagem e furação (EdgeBand&Drill) desta empresa.
De modo a alcançar o que era proposto iniciou-se este projeto com uma análise pormenorizada às áreas da EdgeBand & Drill e da Repair, utilizando-se ferramentas Lean de análise como por exemplo o Value Stream Mapping (VSM) e o Waste Identification Diagram (WID). Foram identificados os principais problemas das áreas, dos quais se destacam a falta de normalização dos processos, a falta de polivalência dos operadores, a falta de limpeza e organização da área, os elevados tempos de paragem, a alta taxa de retrabalho causada pela grande quantidade de peças com orla descolada e o excesso de tempo gasto em setups.
Para solucionar estes problemas sugeriu-se um conjunto de propostas que teve como base um conjunto de ferramentas Lean das quais se destacam 5S, Gestão Visual, Single Minute Exchange of Die (SMED), dispositivos Poka-Yoke, Standard Work e sistemas Kanban.
Durante o tempo de realização do projeto foram implementadas a grande maioria das propostas, tendo-se obtido um aumento de 9% na eficiência, diminuição de 53% na taxa de retrabalho, diminuição de 52% na taxa de sucata da área da EB&D e diminuição dos custos operacionais com a cola e o sistema de paletização, 85% e 97%, respetivamente.
Analisando os resultados finais pode-se verificar que as propostas apresentadas trouxeram melhorias para a empresa, já que os indicadores de desempenho foram claramente melhorados.
P
ALAVRAS-C
HAVEA
BSTRACTOver time the markets have become increasingly demanding and competitive, so the companies need to continuously improve their production systems. They need to eliminate the activities that don't add value to the product. The Lean Production philosophy was born to eliminate these activities. The Ikea Industry Portugal aims to be a benchmark company in this philosophy, for this created a lot of projects about this topic for students of various universities.
The project presented here is a practical example of these partnerships. Based on the methodology of action research, this project objective is to improve the production system of the EdgeBand and Drill section.
In order to achieve what was proposed this project began with a detailed analysis of the areas EdgeBand & Drill and Repair, using Lean analysis tools such as the Value Stream Mapping (VSM) and the Waste Identification Diagram (WID). It was possible to find key problems of areas, among which are the lack of standardization of processes, the lack of versatility of operators, the lack of cleanliness and organization of the area, the high downtime, the high rate of rework caused by the large amount of pieces with unglued edge and the excess time spent on setups.
To solve these problems a set of proposals were suggested, based on Lean tools including 5S, Visual Management, Single Minute Exchange of Die (SMED), Poka-Yoke devices, Standard Work and Kanban systems.
During the time of the project the majority of the proposals were implemented, yielding 9% increase in efficiency, reduction of 53% in the rate of rework, 52% decrease in the rate of scrap and decreased operating costs with glue and the palletizing system, 85% and 97%, respectively.
Analyzing the final results can be verified that the proposals brought improvements to the company, because the performance indicators were clearly improved.
K
EYWORDSÍ
NDICEAgradecimentos ... iii
Resumo... v
Abstract... vii
Índice de Tabelas ... xv
Lista de Abreviaturas, Siglas e Acrónimos ... xvii
1 Introdução ... 1
1.1 Enquadramento ... 1
1.2 Objetivos ... 2
1.3 Metodologia de Investigação ... 3
1.4 Estrutura da Dissertação ... 4
2 Revisão Crítica da Literatura ... 7
2.1 Lean Production ... 7
2.2 Origem do Lean Production ... 8
2.3 Princípios do Lean Production ... 9
2.3.1 Valor ... 10 2.3.2 Cadeia de Valor ... 10 2.3.3 Fluxo Contínuo ... 11 2.3.4 Produção Pull ... 11 2.3.5 Perfeição ... 11 2.4 Desperdícios ... 12 2.4.1 Sobreprodução ... 13 2.4.2 Esperas ... 13 2.4.3 Transportes ... 13 2.4.4 Movimentações ... 13 2.4.5 Stocks ... 14 2.4.6 Defeitos ... 14 2.4.7 Processamento Incorreto ... 14 2.4.8 Oitavo Desperdício ... 14
2.5 Princípios e Ferramentas Lean ... 15
2.5.1 Value Stream Mapping – VSM ... 16
2.5.2 Waste Identification Diagram – WID ... 17
2.5.3 Gestão Visual ... 18
2.5.4 5S ... 19
2.5.5 Single Minute Exchange of Die – SMED ... 20
2.5.6 Poka-Yoke... 21
2.5.7 Standard Work ... 22
2.5.8 Sistema Kanban ... 25
2.6 Benefícios e Barreiras à Implementação do Lean Production ... 27
2.7 Casos de Implementação de Lean Production ... 28
3 Apresentação da Empresa ... 31
3.1 Grupo Ikea Industry e Ikea ... 31
3.4.7 Packing ... 43
3.4.8 Repair ... 44
4 Análise e Diagnóstico da Situação Atual ... 45
4.1 Descrição da área de produção EdgeBand & Drill ... 45
4.1.1 Controlos Periódicos e Parâmetros do Processo ... 50
4.1.2 Setups no Processo ... 51
4.2 Descrição da área de reparação Repair ... 52
4.2.1 Controlos Periódicos e Parâmetros de Produção ... 53
4.2.2 Setups no Processo ... 54
4.3 Análise e Diagnóstico da Área EdgeBand & Drill ... 55
4.3.1 Mapeamento do Fluxo de Valor ... 55
4.3.2 Eficiência ... 56
4.3.3 Taxa de Retrabalho ... 59
4.3.4 Tempos de Preparação ... 63
4.4 Análise e Diagnóstico da Área Repair ... 65
4.4.1 Desperdícios da Área Repair ... 65
4.4.2 Stock existente nas orladoras ... 66
4.4.3 Tempo de setup nas orladoras e na furadora ... 66
4.5 Medidas de Desempenho EB&D vs Globais (Foil) ... 67
4.6 Resumo dos Problemas Encontrados ... 68
5 Apresentação e Implementação de Propostas de Melhoria ... 71
5.1 Pré-Normalização ... 73
5.1.1 Aplicação da Ferramenta 5S ... 73
5.1.2 Aplicação de Melhorias Ergonómicas em Diferentes Postos de trabalho ... 75
5.1.3 Redução dos Tempos de Paragem para Manutenção de 1º Nível ... 77
5.1.4 Mecanismos Poke-Yoke ... 77
5.1.5 Redução dos Tempos de Setup - SMED ... 79
5.2 Normalização ... 85
5.3 Pós-Normalização... 89
5.3.1 Redução de Custos na Aplicação de Cola ... 89
6 Discussão e Análise de Resultados ... 92
6.1 Aumento da Eficiência ... 92
6.1.1 Diminuição dos Tempos de Preparação ... 92
6.1.2 Diminuição dos Tempos de Paragem ... 93
6.1.3 Aumento da Organização e Limpeza da Área ... 93
6.1.4 Aumento da Polivalência ... 94
6.2 Diminuição da Taxa de Retrabalho e da Taxa de Sucata ... 94
6.2.1 Taxa de Retrabalho ... 94
6.2.2 Taxa de Sucata ... 95
6.3 Diminuição de Tempos de Setup no Repair ... 96
6.4 Diminuição de Custos Operacionais ... 97
6.4.1 Controlo da quantidade de cola aplicada ... 97
6.4.2 Sistema de Paletização ... 98
7 Conclusão ... 99
7.1 Conclusões Finais ... 99
7.2 Trabalho Futuro ... 100
Referências Bibliográficas ... 103
Anexo I – Organigrama Geral Ikea Industry Paços de Ferreira ... 107
Anexo II – Diagrama de Análise de Processo EdgeBand&Drill ... 108
Anexo III – Diagrama de Análise de Processo Repair ... 109
Anexo IV – Análise ABC dos Produtos com Maior Volume de Vendas ... 110
Anexo V – Value Stream Mapping para o produto Besta 120X40X38 – R14 ... 112
Anexo VI – Cálculo dos valores do VSM ... 113
Anexo VII – Value Stream Mapping da Linha 1 da EdgeBand&Drill ... 115
Anexo VIII – Value Stream Mapping da Linha 2 e 4 da EdgeBand&Drill ... 116
Anexo IX – Matriz de Competências EB&D - Janeiro ... 117
Anexo X – Análise ABC dos Tempos de Paragem da EB&D - Janeiro ... 121
Anexo XI – Cálculo do Takt Time da zona Repair ... 127
Anexo XII – Estudo da utilização de mão-de-obra na área Repair ... 128
Anexo XIII – Waste Identification Diagram - Repair ... 135
Anexo XIV – Estudo da Quantidade de Cola Aplicada na Linha 2 ... 137
Anexo XV – Tempos de Paragem da EB&D – Julho ... 139
Anexo XVI – Matriz de Competências EB&D – Julho ... 142
Anexo XVII – Comparação Setup do Posto 2 da Linha 1 em Janeiro e em Julho ... 146
Í
NDICE DEF
IGURASFigura 1 - Casa Lean (CTCP, 2011) ... 9
Figura 2 - Princípios Lean Production ... 10
Figura 3 - Distinção entre atividades com e sem valor acrescentado (Sahoo et al., 2008) ... 12
Figura 4 - Grelha de Desperdícios (CTCP, 2011) ... 15
Figura 5 - Etapas de implementação do VSM ... 16
Figura 6 - Símbolos utilizados na elaboração de um VSM (Silveira, 2013) ... 17
Figura 7 - Representação WID (Dinis-Carvalho et al., 2014) ... 18
Figura 8 - Etapas dos 5S's ... 19
Figura 9 - Etapas de Implementação SMED (CTCP, 2011) ... 21
Figura 10 - Tipos de métodos de prevenção (Shingo, 1986) ... 22
Figura 11 - Standardized Work combination table (Institute Lean) ... 23
Figura 12 - Standardized Work analyses chart (Dennis, 2007) ... 24
Figura 13 - Job Element Sheets (Dennis, 2007) ... 24
Figura 14 - Funcionamento Sistema Kanban (Pinto, 2008) ... 25
Figura 15 – Kanban de transporte e Kanban de produção (Carvalho, 2000). ... 26
Figura 16 – Instalações Ikea Industry ... 31
Figura 17 - Organização do grupo Ikea ... 32
Figura 18 - Comparação entre as necessidades do grupo Ikea e a resposta da Ikea Industry ... 32
Figura 19 - Valores Ikea Industry ... 33
Figura 20 - Cadeia de Valor Ikea Industry ... 34
Figura 21 - Exemplos de produtos BOF e Flat Line ... 34
Figura 22 - Filosofia Lean & Quality - Etapas de Implementação ... 35
Figura 23 - Produtos da família Besta ... 37
Figura 24 - Produtos da família Stuva ... 38
Figura 25 - Componentes dos Produtos Foil ... 38
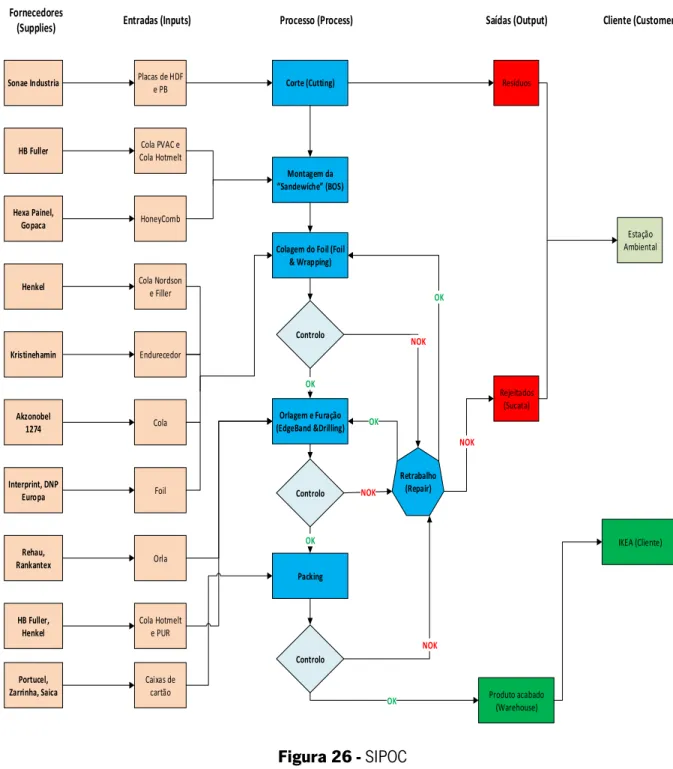
Figura 26 - SIPOC ... 39
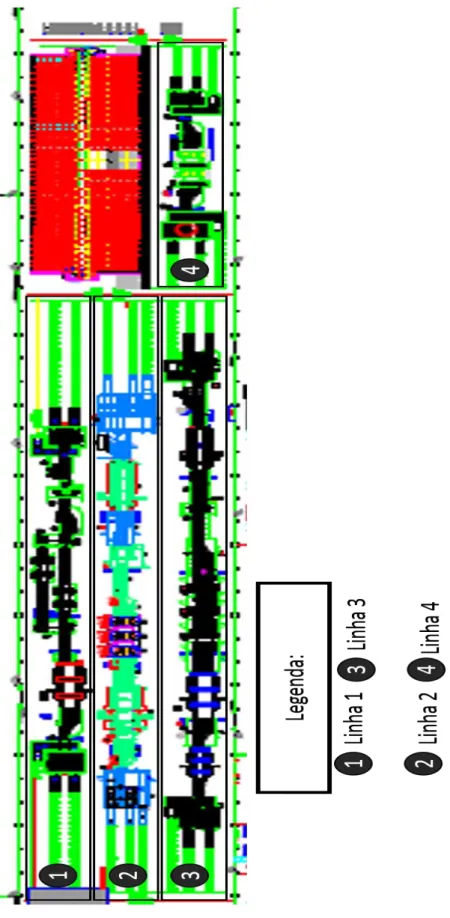
Figura 27 - Layout da fábrica Foil ... 40
Figura 28 - Processo Cutting ... 41
Figura 29 - Processo Board on Style ... 42
Figura 30 - Processo Foil & Wrapping ... 42
Figura 31 - Processo EdgeBand & Drill ... 43
Figura 32 - Processo Packing ... 43
Figura 33 - Layout EdgeBand & Drill da Foil ... 46
Figura 34 - Layout linha 1 da EdgeBand & Drill ... 47
Figura 35 - Layout linha 2 da EdgeBand & Drill ... 48
Figura 36 - Layout Linha 3 da EdgeBand & Drill ... 49
Figura 37 - Layout linha 4 da EdgeBand & Drill ... 49
Figura 38 - Layout da área Repair ... 53
Figura 39 - Diagrama de Ishikawa. Identificação de causas para a baixa eficiência ... 56
Figura 40 - Gráfico de Pareto para os principais tipos de defeitos da EB&D ... 60
Figura 41 - Gráfico de Pareto para os principais tipos de sucata da EB&D ... 62
Figura 42 - Exemplo dos Resultados Obtidos com a Delimitação dos Espaços ... 74
Figura 43 - Identificação dos Locais de Passagem ... 75
Figura 44 - Delimitação do Espaço para a Cola, para as Orlas e para os Consumíveis das Furadoras . 75 Figura 45 - Aplicação de Ventoinhas nos Postos das Orladoras ... 76
Figura 58 - Cartão Visual e Cartão Kanban ... 84
Figura 59 - Unidade AR80 para Orlas com 1,5 mm de Espessura ... 84
Figura 60 - Exemplo de uma SOS ... 86
Figura 61 - Exemplo de uma WES ... 87
Figura 62 - Exemplo de uma OPL... 88
Figura 63 - Paletização Antiga vs Nova Paletização ... 91
Figura 64 - Gráfico de Pareto dos produtos vendidos ... 110
Figura 65 - Gráfico de pareto Tempos de paragem L1 ... 122
Figura 66 - Gráfico de pareto Tempos de paragem L2 ... 123
Figura 67 - Gráfico de pareto Tempos de paragem L3 ... 125
Í
NDICE DET
ABELASTabela 1 - Tipos de Testes Periódicos da EdgeBand & Drill ... 50
Tabela 2 - Parâmetros de Produção EdgeBand & Drill ... 51
Tabela 3 - Tipos de Testes Periódicos da Repair ... 53
Tabela 4 - Parâmetros de Produção Repair ... 54
Tabela 5 - Medidas de Desempenho EdgeBand & Drill ... 56
Tabela 6 - Classificação 5S's EB&D ... 58
Tabela 7 - Análise ABC aos Defeitos da EB&D ... 59
Tabela 8 - 5 Why's para o defeito orla descolada na linha 2 ... 61
Tabela 9 - Análise ABC aos principais tipos de sucata ... 62
Tabela 10 - Tarefas e tempos de preparação do posto 2 da linha 1 e da linha 2 ... 63
Tabela 11 - Tempos zona Repair ... 65
Tabela 12 - Medidas de desempenho EB&D vs Fábrica Foil ... 67
Tabela 13 - Problemas encontrados na EB&D da Foil ... 68
Tabela 14 - Propostas de melhoria 5W2H ... 71
Tabela 15 - Variação do Consumo de Cola na Linha 2 - Junho ... 89
Tabela 16 - Quantidade de Filme Gasto por Palete Processada ... 90
Tabela 17 - Variação dos Indicadores de Desempenho ... 92
Tabela 18 - Comparação dos Tempos de Paragem entre Janeiro e Julho ... 93
Tabela 19 - Resultado das Auditorias 5S ... 94
Tabela 20 - Variação da Taxa de Retrabalho ... 95
Tabela 21 - Variação da Taxa de Sucata ... 96
Tabela 22 - Desvios na Quantidade de Cola Consumida ... 97
Tabela 23 - Procedimento de Cintagem vs Procedimento de Filmagem por Palete ... 98
Tabela 24 - Previsão de Vendas por Produto para 2013 ... 110
Tabela 25 - Análise ABC aos tempos de paragem da L1 ... 121
Tabela 26 - Análise ABC aos tempos de paragem da L2 ... 122
Tabela 27 - Análise ABC aos tempos de paragem da L3 ... 124
Tabela 28 - Análise ABC aos tempos de paragem da L4 ... 125
Tabela 29 - Takt Time Repair ... 127
Tabela 30 - Análise de utilização de mão-de-obra nas mesas de reparação ... 128
Tabela 31 - Análise da utilização da mão-de-obra nas orladoras ... 130
Tabela 32 - Análise da utilização da mão-de-obra na furadora ... 132
Tabela 33 - Tempos de paragem da L1 - Julho ... 139
Tabela 34 - Tempos de paragem da L2 - Julho ... 139
Tabela 35 - Tempos de paragem da L3 - Julho ... 140
L
ISTA DEA
BREVIATURAS,
S
IGLAS EA
CRÓNIMOSBOF – Board on Frame
FP – Folha de Parâmetros HDF – High Density Fiberboard JIT – Just in Time
LP – Lean Production OPL – One Point Lesson PB – Particle Board
PDCA – Plan, Do, Check and Act SMED - Single Minute Exchange of Die SOS – Standard Operation Sheet TC – Tempo de Ciclo
TPM – Total Productive Maintenance TPS – Toyota Production System TQM – Total Quality Management TT – Takt Time
VSM – Value Stream Mapping WES – Work Element Sheet
WID – Waste Identification Diagram WIP – Work in Process
1 I
NTRODUÇÃONo presente capítulo é introduzido o projeto de dissertação “Implementação de Ferramentas Lean Production numa Empresa de Mobiliário”, no âmbito do 5º ano do Mestrado Integrado em Engenharia e Gestão Industrial do Departamento de Produção e Sistemas da Escola de Engenharia da Universidade do Minho. Ao longo deste capítulo, para além de se fazer um pequeno enquadramento ao tema, definem-se os objetivos e a metodologia de investigação utilizada para os atingir. Por último é ainda apredefinem-sentada a estrutura da dissertação, de modo a simplificar a leitura por parte do leitor.
1.1 Enquadramento
Ao longo dos anos os mercados têm-se tornado cada vez mais exigentes e competitivos, o que faz com que as empresas sintam a necessidade de otimizarem o seu sistema produtivo a fim de diminuírem os tempos de entrega e os custos dos seus produtos, mantendo, ou se possível aumentando, a qualidade dos mesmos. Só assim as empresas serão capazes de se superiorizarem aos seus concorrentes. De modo a atingir estes objetivos, as empresas têm optado por aplicar técnicas e ferramentas provenientes da metodologia Lean Production (CTCP, 2011; Womack, Jones, & Roos, 2007).
O conceito Lean Production surgiu no Japão após a segunda guerra mundial. Em 1955, Taichii Ohno e Shigeo Shingo, iniciaram o desenvolvimento de um novo sistema de produção para a Toyota Motor Company e durante as duas décadas seguintes juntaram vários conceitos oriundos de filosofias asiáticas com os melhores conceitos existentes sobre produção (Ohno, 1988; Shingo, 1989). O resultado obtido foi um sistema de alta produtividade e qualidade, o Toyota Production System (TPS) (Holweg, 2007; Hunter, 2008; Melton, 2005; Shah & Ward, 2007).
No entanto, o termo Toyota Production System (TPS) não era consensual, já que estava identificado com um único produtor, tendo então surgido, no livro “The Machine that Changed The World”, o termo Lean Production (Holweg, 2007; Melton, 2005; Shah & Ward, 2007; Womack et al., 2007).
O Lean Production é uma abordagem inovadora às práticas de gestão, orientando a sua ação para a eliminação contínua dos desperdícios através de ferramentas e princípios orientadores simples e práticos (CTCP, 2011). A atual conjuntura apenas veio reforçar a necessidade das empresas incorporarem estes princípios nos seus processos internos. Esta abordagem ajuda-as a serem eficientes e excelentes em três áreas: Qualidade, Custos e Serviço ao Cliente (CTCP, 2011).
Maintenance (TPM), Visual Management e Standard Work.
A aplicação desta metodologia tem proporcionado vantagens em diversos sectores de atividade e em todas as áreas de uma empresa.
Os principais benefícios associados à implementação do Lean são: redução de stocks, redução dos custos de produção, redução dos investimentos, aumento da produção com investimento constante, redução dos custos de não-qualidade, aumento da qualidade, produção adaptada à procura do cliente, redução dos prazos de entrega e aumento da satisfação dos clientes (CTCP, 2011; Detty & Yingling, 2000; Hunter, Bullard, & Steele, 2004; Melton, 2005)
Tendo em consideração os benefícios apresentados anteriormente, a aplicação de ferramentas associadas à metodologia Lean na empresa Ikea Industry, surge como objeto de estudo deste projeto.
1.2 Objetivos
O objetivo geral deste projeto consiste em melhorar o sistema de produção da área de orlagem e furação na empresa Ikea Industry Portugal.
A um nível mais específico, o presente projeto tem como objetivos:
Melhorar a eficiência dos processos;
Reduzir os tempos das operações;
Identificar os principais desperdícios existentes na área EdgeBand & Drill;
Uniformizar o método de trabalho de todos os operadores;
Prevenir ou reduzir a ocorrência de erros;
Melhorar o processo produtivo, através da aplicação de ferramentas Lean.
1.3 Metodologia de Investigação
O projeto a desenvolver na empresa Ikea Industry Portugal, assentará na metodologia “Investigação-Ação”.
A “Investigação-Ação” pode ser definida como uma intervenção na prática profissional com a intenção de proporcionar uma melhoria. É uma família de metodologias de investigação que incluem ação e investigação ao mesmo tempo, utilizando um processo cíclico ou em espiral, que alterna entre ação e reflexão crítica (Coutinho et al., 2009).
Em resumo, a “Investigação-Ação” pode ser apresentada como uma forma de pesquisa sistemática, autorreflexiva e colaborativa com objetivo de melhorar as práticas nos diversos campos de ação. Esta metodologia apresenta as seguintes características (Coutinho et al., 2009; Susman & Evered, 1978):
Participativa e colaborativa: Implica todos os intervenientes no processo;
Prática e interventiva: Não se limita ao campo teórico, a descrever uma realidade, intervém nessa mesma realidade;
Cíclica: A investigação envolve uma espiral de ciclos, nos quais as descobertas iniciais geram possibilidades de mudança que são então implementadas e avaliadas como introdução do ciclo seguinte;
Crítica: A comunidade crítica dos participantes não procura apenas melhores práticas no seu trabalho, atuam também como agentes de mudança, críticos e autocríticos das eventuais restrições;
Auto-avaliativa: As modificações são continuamente avaliadas, numa perspetiva de adaptabilidade e de produção de novos conhecimentos.
Como referido, a metodologia “Investigação-Ação” desenvolve-se numa espiral de ciclos. Os ciclos desta espiral devem ser desenvolvidos para que seja possível obter melhores resultados. Assim, e tendo em conta os princípios desta metodologia, o projeto a desenvolver estará distribuído em sete etapas. A primeira, intitulada como “Planeamento e definição dos objetivos do projeto”, consiste não só em definir os objetivos que se pretendem alcançar com a realização deste projeto, como também em planear todas as fases para a realização do mesmo. É nesta fase que se escolhe a metodologia a utilizar, sendo que neste caso a escolhida é a referia anteriormente.
Na segunda etapa, “Investigação e revisão bibliográfica”, é realizada uma análise crítica sobre o tema Lean Production, usando-se para isso fontes bibliográficas consideradas relevantes para este assunto.
tendo como base as técnicas e/ou ferramentas associadas ao Lean Production, para depois implementar-se essas novas metodologias de trabalho.
É na sexta etapa, denominada “Análise crítica aos resultados obtidos”, que ocorre a avaliação aos resultados de todas as propostas apresentadas. É também nela que se percebe se as ações propostas e/ou implementadas proporcionaram ou não melhorias significativas no sistema em estudo, devendo-se para isso analisar, comparar e discutir os valores das medidas de desempenho selecionadas.
A última etapa, “Elaboração da dissertação”, incluirá a descrição das tarefas realizadas. Nela ocorrerá a teorização dos resultados obtidos ao longo do projeto tendo em conta a realidade encontrada na empresa Ikea Industry.
1.4 Estrutura da Dissertação
Esta dissertação encontra-se distribuída em sete capítulos. No primeiro capítulo, onde se insere este subcapítulo, é realizado o enquadramento geral ao tema, são definidos os principais objetivos do projeto assim como a metodologia de investigação utilizada. Para além disso, é realizada a descrição da estrutura deste relatório.
O segundo capítulo consiste numa revisão bibliográfica referente à filosofia de produção Lean Production, apresentando-se a sua origem, os seus princípios, os principais tipos de desperdícios existentes, as ferramentas associadas a esta filosofia assim como os principais benefícios e barreiras à sua implementação. No final deste capítulo são ainda apresentados alguns casos de implementação da metodologia Lean.
No terceiro capítulo apresenta-se a empresa onde o trabalho foi desenvolvido, a Ikea Industry Portugal. Neste capítulo, para além de se expor a visão, os valores e os principais produtos da empresa, são ainda descritos as várias áreas produtivas da empresa.
No capítulo seguinte realiza-se o diagnóstico e a análise crítica da situação atual, descrevendo-se detalhadamente tanto a área de produção como o processo produtivo em estudo. É também neste capítulo que serão identificados os problemas existentes na área em estudo.
No capítulo cinco são apresentadas as propostas de melhoria que visam resolver ou minimizar os problemas apresentados no capítulo anterior. Para além das propostas serão apresentadas as etapas necessárias para a implementação dessas melhorias.
O sexto capítulo, como o próprio título indica, apresenta a discussão dos resultados obtidos com a implementação das propostas apresentadas. É realizada uma análise que permite observar o resultado das propostas apresentadas nos indicadores de desempenho da área em estudo.
O último capítulo é constituído pelas conclusões obtidas ao longo do trabalho. Nele é realizada uma reflexão sobre os objetivos cumpridos e os não cumpridos, sendo também apresentadas as principais dificuldades encontradas ao longo da realização deste projeto. Por fim, são feitas algumas considerações relativamente ao trabalho futuro.
2 R
EVISÃOC
RÍTICA DAL
ITERATURAAo longo do capítulo seguinte pretende-se apresentar a revisão bibliográfica acerca do modelo de produção Lean Production (LP). Sobre este método será apresentada uma breve definição, a forma como surgiu, os princípios em que se baseia, as fontes de desperdícios que considera, as metodologias e técnicas que lhe estão associadas assim como os principais benefícios e barreiras que estão inerentes à sua implementação. Por fim serão ainda apresentados alguns casos de implementação deste modelo.
2.1 Lean Production
Em 1990, Womack, Jones, & Roos (1990) na obra “The Machine that Changed the World, definiram Lean Production como um sistema de produção inovador que combina as vantagens do sistema de produção artesanal com o sistema de produção em massa, evitando o custo elevado do primeiro e a rigidez do segundo. Segundo eles o LP é um sistema produtivo de alta eficiência capaz de produzir a mesma quantidade de produtos mantendo a qualidade e os preços competitivos utilizando, no entanto, menos recursos.
Poucos anos depois, Warnecke & Hüser (1995) caracterizam-no como um sistema de medidas e métodos que, quando conjugados, permitem tornar mais competitiva tanto a área de produção como todas as restantes áreas da empresa. Para Shah & Ward (2003) LP é um sistema integrado que engloba diversas práticas de gestão, que, quando utilizadas em simultâneo, permitem criar um sistema de alta qualidade que produz ao ritmo da procura do cliente evitando ao máximo qualquer tipo de desperdício. Em final de 2003, Liker (2003) no livro “The Toyota Way”, define Lean Production como uma filosofia que pretende envolver todos os colaboradores de uma organização na eliminação de desperdícios e na criação de valor, procurando sempre a melhoria contínua. Em Portugal, o Centro Tecnológico de Calçado de Portugal (CTCP, 2011) considera que o Lean é uma abordagem inovadora às práticas de gestão, orientando a sua ação para a eliminação contínua dos desperdícios através de ferramentas e princípios simples e práticos. É uma abordagem que procura a perfeição dos processos, baseando-se numa atitude de melhoria contínua, fazendo do tempo a sua arma competitiva, e incidindo na criação de fluxo nas operações alcançando assim a redução de custos, a qualidade e a eficiência.
Fazendo uma análise à opinião dos diferentes autores citados pode afirmar-se que o LP é uma metodologia que tem como objetivo a identificação e eliminação sistemática dos desperdícios através da melhoria contínua, possibilitando o aumento da flexibilidade e da competitividade das organizações. Deste modo pode caracterizar-se o LP através da frase “Doing more with less”.
frase de Henry Ford, “Você pode ter um Ford T de qualquer cor, desde que seja preto”, é o exemplo perfeito da falta de flexibilidade destes sistemas.
Após a 2ª Guerra Mundial, o Japão deparou-se com uma elevada falta de recursos que impedia as indústrias nipónicas de competir com as indústrias ocidentais, particularmente com a americana, devido aos preços baixos praticados oriundos da produção em massa. Perante tal cenário, os japonenses tiveram a necessidade de desenvolver um sistema de produção que utilizasse menos recursos e que fosse mais flexível.
Em 1950, Taichii Ohno e Shigeo Shingo iniciaram o desenvolvimento de um novo sistema de produção para a Toyota Motor Company e durante as duas décadas seguintes juntaram vários conceitos provenientes de filosofias asiáticas com os melhores conceitos existentes sobre produção (Ohno, 1988; Shingo, 1989). O resultado obtido foi um sistema de alta produtividade e qualidade o Toyota Production System (TPS) (Holweg, 2007; Hunter, 2008; Melton, 2005; Shah & Ward, 2007). O TPS persegue a melhoria contínua e a eliminação dos desperdícios, otimizando os recursos disponíveis. Neste sistema, toda a organização deve ser composta por colaboradores qualificados e por equipamentos automatizados que possibilitem uma elevada flexibilidade, permitindo assim reduzir o esforço dos trabalhadores, a quantidade de stocks, o número de defeitos e o investimento, e aumentar a capacidade de produção da organização (Womack et al., 1990).
Durante as décadas de 60 e 70, o sistema atingiu elevado sucesso no Japão, o que levou à sua transposição para diversas empresas nos EUA, principalmente empresas do ramo automóvel e eletrónica. O termo Toyota Production System (TPS) não era consensual, já que estava identificado com um único produtor, tendo-se então procurado um nome mais aceitável para o conceito. Surgiram várias opções como “Just-in-time Production”, “World Class Manufacturing” ou “Continuous Flow Manufacturing”, no entanto o que reuniu maior consenso foi o “Lean Production”. Este nome surgiu pela primeira vez através de Krafcik em 1988 e foi popularizado por James Womack aquando do lançamento
do livro já referenciado “The Machine that Changed The World” (Holweg, 2007; Melton, 2005; Shah & Ward, 2007; Womack et al., 2007).
A procura da melhoria contínua do custo, qualidade e serviço, está bem presente no modelo de produção da Toyota, que pode ser apresentado em forma de uma casa, a “Casa Lean” (Figura 1).
Figura 1 - Casa Lean (CTCP, 2011)
Na base da casa, temos os 5’s, a gestão visual, a produção nivelada e o standard work, que são os princípios para tornar os processos estáveis e preparados para a melhoria de desempenho do sistema. Nos pilares encontra-se o Just in Time (JIT) e o Jidoka. O Just in Time consiste na entrega de produtos e serviços no momento e local certo, e na quantidade necessária, com o objetivo de alcançar a melhoria contínua do processo, obtida através da redução de stocks. A palavra Jidoka consiste em dotar os equipamentos e as linhas de montagem com sistemas capazes de detetar qualquer defeito ou anomalia, e de parar a operação, evitando a falta de qualidade dos produtos, obrigando a que as perdas sejam eliminadas definitivamente na sua raiz. O Jidoka, tendo a qualidade como principal preocupação, complementa o Just in Time para que o sistema evolua no sentido da perfeição. No centro da casa a melhoria contínua, as pessoas, o trabalho em equipa e a eliminação de tudo o que seja desperdícios. O telhado representa o resultado que se obtém com este sistema de produção, um produto ou serviço de qualidade, de baixo custo e capaz de cumprir com o nível de serviço exigido pelos clientes (CTCP, 2011).
2.3 Princípios do Lean Production
Como referido anteriormente, a filosofia Lean procura eliminar tudo o que não acrescente valor ao produto ou serviço, de modo a reduzir as perdas e os custos para as empresas. Assim, de modo a
Figura 2 - Princípios Lean Production
Segundo eles o valor, a cadeia de valor, o fluxo, a produção Pull e a Perfeição são os princípios da filosofia Lean Production.
2.3.1 Valor
O primeiro princípio Lean consiste na definição de valor do ponto de vista do cliente. As organizações devem conseguir identificar de que forma podem adicionar valor aos produtos fornecidos aos clientes. Na verdade, quem define o que é valor são os clientes já que as suas necessidades são o que gera valor. Às organizações cabe determinar qual é essa necessidade, procurando satisfazê-la e cobrar um preço por isso de modo a aumentar os seus lucros pela melhoria contínua dos processos, pela redução dos custos e pelo aumento da qualidade (Oliver, Schab, & Holweg, 2007; Pinto, 2009; Shah & Ward, 2007; Womack & Jones, 2003).
2.3.2 Cadeia de Valor
O segundo princípio que suporta esta filosofia é a definição da cadeia de valor. As organizações devem analisar todas as atividades envolventes do seu sistema, desde o fornecedor ao cliente, de modo a classificá-las em atividades de valor acrescentado, atividades que não acrescentam valor mas que são absolutamente necessárias e em atividades que não acrescentam valor e não são necessárias ao processo. Estas últimas são consideradas desperdícios pelo que devem ser eliminadas (Oliver et al., 2007; Pinto, 2009; Shah & Ward, 2007; Womack & Jones, 2003).
2.3.3 Fluxo Contínuo
Após se definir o valor e se identificar a cadeia de valor, surge a necessidade de se criar um fluxo contínuo de produção. Este fluxo é caracterizado pela capacidade de produzir somente o que é necessário para um determinado momento.
Otimizar os fluxos é reconhecer e eliminar os desperdícios que provocam quebras, paragens ou esperas por parte dos processos que não geram valor, tornando a cadeia de valor o mais fluída possível. As organizações devem otimizar os fluxos contínuos porque sempre que ocorrem paragens há valor que se perde (Oliver et al., 2007; Pinto, 2009; Shah & Ward, 2007; Womack & Jones, 2003).
2.3.4 Produção Pull
O sistema Pull caracteriza-se por serem os clientes a liderarem os processos. Este sistema possibilita às organizações produzir quando e nas quantidades que os clientes desejam. As operações são realizadas com o intuito de restituir o material consumido pela atividade posterior, tornando assim possível um maior controlo sobre a quantidade de produtos em processo de fabrico e sobre a quantidade de stock armazenada entre os processos (Oliver et al., 2007; Pinto, 2009; Shah & Ward, 2007; Womack & Jones, 2003).
2.3.5 Perfeição
A perfeição deve ser o objetivo de todos os intervenientes nos fluxos de valor. Para tal é necessário existir uma mentalidade de melhoria contínua em toda a organização (Oliver et al., 2007; Pinto, 2009; Shah & Ward, 2007; Womack & Jones, 2003). Deve existir uma procura constante pela inovação, pela eliminação de desperdícios e pela criação de valor, pois só assim as empresas conseguirão satisfazer as necessidades dos clientes, hoje e no futuro.
Os cinco princípios apresentados são considerados essenciais para o sucesso na implementação desta filosofia. No entanto existem alguns autores que defendem que estes cinco apenas se referem à cadeia de valor não dando ênfase à criação do mesmo, considerando-os assim insuficientes. O facto de estes conduzirem à eliminação dos desperdícios, esquecendo a criação de valor através da inovação é outro argumento a favor dessa insuficiência (Pinto, 2009).
De modo a combater estas lacunas, a Comunidade Lean Thinking propôs a adoção de mais dois princípios, o “Conhecer os Stakeholders” e o princípio de “Inovar Sempre”. Para Pinto (2009) as organizações não devem concentrar-se apenas no cliente, devem sim focar-se em todos os intervenientes que são parte interessada no negócio, já que se tal não acontecer estão a comprometer o seu futuro.
a melhorar atividades que não acrescentam valor.
O conceito de desperdício pode ser definido exatamente como o contrário de valor, já que segundo (Ohno, 1988; Shingo, 1989; Womack & Jones, 2003) desperdício (Muda em japonês) são todas as atividades que não acrescentam valor ao produto mas que aumentam o seu custo.
Desta forma, a melhor maneira de identificar os desperdícios é definir e distinguir as atividades que acrescentam valor daquelas que não apresentam qualquer valor acrescentado.
Liker (2003) e Sahoo, Singh, Shankar, & Tiwari (2008) dividem em três os tipos de atividades (Figura 3).
Figura 3 - Distinção entre atividades com e sem valor acrescentado (Sahoo et al., 2008) De acordo com Ohno (1988) e Shingo (1989) os desperdícios podem ser classificados em sete categorias: Sobreprodução, Esperas, Transporte, Movimentações, Stocks, Defeitos e Processamento incorreto.
2.4.1 Sobreprodução
A sobreprodução ocorre quando a organização produz mais do que os clientes encomendaram ou antes do que eles pretendem. É considerada um desperdício porque se utiliza mais recursos e se produz mais stocks que são desnecessários, acabando-se por consumir capacidade à organização (Ortiz, 2006). Muitas vezes as empresas optam por produzir em excesso com o objetivo de anteciparem pedidos dos clientes, de precaverem potenciais problemas de qualidade ou simplesmente para manterem as linhas de produção ocupadas.
A sobreprodução é considerada o pior dos desperdícios, já que ao produzir-se em excesso está-se a contribuir para todos os outros desperdícios (Ohno, 1988).
2.4.2 Esperas
O desperdício esperas pode ser definido como o período de tempo em que material, equipamentos, pessoas ou informação não estão disponíveis quando são necessários, provocando perda de eficiência do sistema de produção. Normalmente as esperas ocorrem devido a avarias de equipamentos, retrabalho, setups, falta de material ou mão-de-obra, estrangulamentos na produção e também devido à possível ineficiência do layout (Liker, 2003).
2.4.3 Transportes
O desperdício transportes engloba todos os movimentos desnecessários, entre processos, relacionados com matérias ou produtos (CTCP, 2011). A existência de layouts deficientes é apontada como a principal causa deste tipo de desperdício. De modo a combate-lo, as organizações devem ser capazes de definir um layout que permita um rápido fluxo dos materiais, eliminando as interrupções e o armazenamento intermédio. Para além disso devem também aproximar ao máximo as equipas de trabalho e os processos de produção.
2.4.4 Movimentações
Este tipo de desperdício está relacionado com todos os movimentos efetuados pelos colaboradores que não contribuem para gerar valor acrescentado ao produto. A existência de movimentações deve-se, normalmente, à falta de organização, ao posicionamento incorreto dos equipamentos e à falta de procedimentos de trabalho corretos (Ohno, 1988).
Os defeitos estão relacionados com as não conformidades existentes nos produtos (Ohno, 1988). São considerados um tipo de desperdício porque os produtos defeituosos ou são retrabalhados ou são considerados sucata. Ao serem reparados estão a consumir recursos, e ao serem considerados sucata está-se a perder tudo o que foi investido na sua produção.
As organizações devem procurar quantificar a quantidade, o tipo de defeitos e o retrabalho existente, passando depois para a sua análise e eliminação.
2.4.7 Processamento Incorreto
Este tipo de desperdício consiste em atividades que não acrescentam valor para o cliente. O processamento incorreto implica a utilização de esforços que não acrescentam valor ao produto ou ao serviço. A má definição dos requisitos dos clientes, a falta de instruções de trabalho e o excesso de rigor nos critérios de qualidade são as causas apontadas para a existência deste tipo de desperdício (Bell, 2005). A normalização, a formação e a automatização são o caminho correto para a eliminação do processamento incorreto.
2.4.8 Oitavo Desperdício
Durante muitos anos estes foram conhecidos como os sete desperdícios ou os sete mudas da filosofia Lean, no entanto, mais recentemente vários autores têm sugerido a adoção de outros.
Womack & Jones (2003) referem que os bens e os produtos que não estão de acordo com os requisitos do cliente devem ser encarados como o oitavo desperdício. Já Liker (2003) defende que o oitavo desperdício é a criatividade que não é aproveitada na organização, tal como Ortiz (2006), que propõe que o oitavo desperdício é todo o potencial humano não usado.
Após se entender o que é valor e quais são os tipos de desperdícios existentes, torna-se mais fácil reconhecer quais as atividades que são desperdício. Existem dois métodos que permitem esse reconhecimento, a Grelha de Desperdícios (Figura 4) e o Gemba Walks.
Figura 4 - Grelha de Desperdícios (CTCP, 2011)
A cada coluna da grelha corresponde um tipo de desperdício e a cada linha pode corresponder uma máquina, um setor ou uma atividade. A Grelha de Desperdícios deve ser preenchida por cada elemento, de uma equipa multidisciplinar, que deve executar um conjunto de observações com o objetivo de identificar os desperdícios. No final, a equipa deve reunir e verificar todos os desperdícios identificados, de modo a encontrar soluções e melhorias que permitam eliminar os desperdícios encontrados. Com o objetivo de otimizar este processo, é aconselhável que cada equipa visite áreas em que não trabalha habitualmente, já que as pessoas que laboram todos os dias na mesma zona não conseguem ver os desperdícios e os problemas devido à habituação. Por outro lado, pessoas de outras áreas trazem novas perspetivas e como não conhecem os processos irão levantar várias questões, o que permitirá identificar um maior número de melhorias.
O Gemba Walks consiste em ir ao “terreno” para identificar onde estão as principais perdas e determinar quais as ferramentas Lean que se adequam à organização. Periodicamente, os responsáveis pela produção devem percorrer um setor da fábrica e durante essa caminhada devem identificar desperdícios, problemas e oportunidades de melhoria, utilizando a grelha de desperdícios referida anteriormente. A caminhada pelo “terreno” deve ser encarada como um componente chave para o bom funcionamento do Lean nas organizações.
2.5 Princípios e Ferramentas Lean
A filosofia Lean Production é suportada por diversas metodologias, técnicas e ferramentas. Organizações que optem pela implementação desta filosofia devem ser capazes de as aplicar, de modo a melhorar os seus processos, a eliminar os desperdícios e a fornecer mais valor aos seus clientes (Maia, Alves, &
á entrega dos produtos aos clientes (Rother & Shook, 1999).
Os objetivos da sua aplicação são a criação de valor com o mínimo de recursos, a redução de desperdícios e a observação gráfica do sistema (Rother & Shook, 1999).
Para aplicar esta ferramenta as organizações devem cumprir quatro etapas, que estão representadas na Figura 5.
Figura 5 - Etapas de implementação do VSM
A primeira etapa consiste em escolher qual o produto ou a família de produtos que vai ser utilizada na identificação da cadeia de valor. Esta etapa é importante porque é impossível considerar todos os produtos da empresa na mesma cadeia. A família a ser escolhida deve ser aquela que assume maior importância para a organização e pode ser encontrada através da análise ABC, já que a análise permite identificar quais os produtos que merecem maior atenção por parte da empresa.
A segunda etapa consiste na obtenção de toda a informação necessária para desenhar o estado atual do sistema. Os dados a ser recolhidos são o tempo de ciclo, o tempo de troca de ferramentas, o número de trabalhadores, o número de turnos de trabalho, o inventário entre processos, o tamanho dos lotes de produção, a disponibilidade e o lead time. Após a obtenção dos dados deve-se desenhar o sistema no seu estado atual para depois se analisar as fontes de desperdício existentes na cadeia de valor e os processos que podem ser melhorados. Na Figura 6 estão representados os símbolos que devem ser utilizados na esquematização do sistema.
Figura 6 - Símbolos utilizados na elaboração de um VSM (Silveira, 2013)
Na terceira etapa deve-se definir o estado que se pretende alcançar. Deve ser desenhado um novo VSM, o VSM futuro, que corresponde ao resultado esperado das melhorias implementadas no estado atual. A última fase da implementação desta ferramenta é a criação de um plano de ações que reúne todas as atividades que devem ser realizadas para alcançar o estado desejado.
Alguns autores, apesar de reconhecerem a utilidade desta ferramenta, levantam-lhe algumas limitações, como por exemplo: a dificuldade em mapear vários produtos de fluxos diferentes; a falta de registo gráfico para questões de transportes, filas de espera e distâncias; a falta de indicadores financeiros; a lacuna em representar o conteúdo de informação do fluxo de informação; a falta de um método para definir o tipo de melhoria a realizar no início (Alves, Alves, & Bertelli, 2009; Dinis-Carvalho et al., 2014).
2.5.2 Waste Identification Diagram – WID
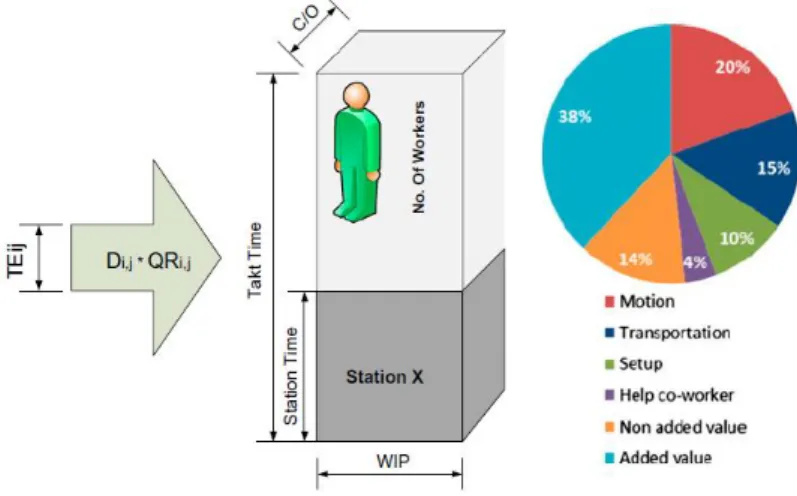
De modo a combater algumas das limitações do VSM, o Departamento de Produção e Sistemas da Universidade do Minho tem desenvolvido o Waste Identification Diagram (Dinis-Carvalho et al., 2014; Sá, Carvalho, & Sousa, 2011). O WID é uma ferramenta visual inovadora que permite fazer a identificação de três tipos de desperdícios: stocks, transporte e sobreprodução (Sá et al., 2011).
O WID permite fazer a descrição das unidades de produção, demonstrando os principais problemas que impossibilitam as organizações de atingir os fluxos de produção desejados. É uma ferramenta de fácil compreensão que permite o diagnóstico visual dos desperdícios mais relevantes. O Waste Identification Diagram possibilita a representação de várias famílias de produção, apresentando como limitação o tamanho do diagrama (Sá et al., 2011).
A representação deste diagrama é composta por três tipos de ícones: os blocos, as setas e os gráficos circulares. Os blocos representam a estação de trabalho, as setas representam o esforço dos transportes
Figura 7 - Representação WID (Dinis-Carvalho et al., 2014)
A área frontal do bloco representa o tempo de atravessamento desta estação de trabalho que é calculado pela multiplicação do Takt Time pelo WIP (Work in Process), enquanto a profundidade do bloco representa o changeover time (C/O), isto é, o tempo de setup da estação.
A largura da seta varia consoante o esforço do transporte (TEij), que é calculado pela multiplicação da distância (Di,j) entre o fornecedor i e o cliente j e a quantidade transportada entre o mesmos
Os autores desta ferramenta defendem que a abordagem a ser seguida a fim de construir um diagrama WID inclui três fases. A primeira está relacionada com os fluxos de produção, a segunda refere-se às atividades das pessoas e a última fase está relacionada com a avaliação do desempenho (Dinis-Carvalho et al., 2014).
2.5.3 Gestão Visual
A gestão visual pode ser definida como uma ferramenta simples de utilizar que permite, a todos os que estejam num determinado posto de trabalho, compreender tudo o que está à sua volta. Os sistemas visuais são importantes em muitas ferramentas lean como por exemplo os 5S´s e o SMED, e aparecem de diversas formas numa organização, seja através dos cartões Kanban, das caixas Heijunka, das marcações de chão ou dos sistemas Andon. Na verdade, um posto de trabalho visual é um pilar importante para sustentar as iniciativas das diversas ferramentas lean, porque permite que as melhorias sejam de fácil compreensão, coerentes e que sejam cumpridas após a implementação. Locais de trabalho visuais têm um ambiente de trabalho que é auto-organizado, autoexplicativo e que melhora constantemente devido às ajudas visuais (CTCP, 2011).
O maior benefício desta ferramenta prende-se com o facto de permitir o controlo dos processos evitando assim os erros e os desperdícios (Pinto, 2009).
2.5.4 5S
Os 5S, uma das ferramentas lean mais utilizadas na indústria, permite a organização, a arrumação e a limpeza dos locais de trabalho de toda a organização (Bragança, Alves, Costa, & Sousa, 2013). Esta ferramenta consiste em práticas simples, que promovem o trabalho em equipa e que visam a melhoria das organizações (CTCP, 2011; Pinto, 2009).
Os 5S têm como objetivos principais a simplificação dos postos de trabalhos, a redução dos desperdícios, o aumento da segurança e o aumento da eficiência (CTCP, 2011).
A implementação desta ferramenta está dividida em cinco etapas, que acabaram por estar na origem da sua designação. A Figura 8 mostra essas cinco etapas.
Figura 8 - Etapas dos 5S's
O primeiro S representa a etapa Seiri (Separar). Nesta etapa deve-se identificar todos os materiais, equipamentos e ferramentas, separando os que são necessários dos que são dispensáveis (CTCP, 2011). O que é considerado indispensável deve ficar no posto de trabalho devidamente identificado, o que não for necessário deve ser identificado e colocado temporariamente num local, de modo a analisar-se a sua utilidade no futuro (Monden, 2011). Normalmente existe alguma relutância por parte dos operários em desfazerem-se dos seus objetos, aumentando assim a dificuldade de implementação desta etapa.
Depois de ocorrer a separação é necessário organizar, surgindo assim o segundo S de Seiton. Esta fase tem como objetivo organizar e tornar funcional o posto de trabalho. Para o alcançar é necessário definir regras de arrumação e de utilização, de modo a facilitar o trabalho do operário e o localizar do que se
hábito para que não se volte à situação inicial (Pinto, 2008).
A última etapa, Shitsuke (Autodisciplina), consiste em controlar todas as etapas que foram desenvolvidas anteriormente. Deve-se trabalhar constantemente através das regras e normas de organização, arrumação e limpeza (Pinto, 2008). Esta é a etapa mais importante porque permite garantir que os ganhos provenientes da implementação desta ferramenta se mantêm no futuro, sendo no entanto também a mais difícil de por em prática corretamente (CTCP, 2011).
As principais vantagens associadas à implementação dos 5S’s são o aumento da produtividade, o aumento da facilidade de deteção de problemas, o aumento da segurança dos postos e o aumento da qualidade dos produtos e dos serviços (Monden, 2011).
2.5.5 Single Minute Exchange of Die – SMED
O Single Minute Exchange of Die, é uma metodologia, desenvolvida por Shigeo Shingo, que permite reduzir o tempo de troca de ferramentas (Shingo, 1989). Esta apresenta como principal objetivo a diminuição do tempo de setup, isto é a diminuição do intervalo de tempo entre a produção do último artigo de uma referência até à produção de um produto conforme com nova referência (Shingo, 1989). O processo de setup não acrescenta qualquer tipo de valor, apenas aumenta os custos e os tempos de espera. Assim, deve ser encarado como desperdício e como tal deve ser eliminado.
A metodologia SMED revolucionou a maneira como os setups eram encarados. Esta consiste em ações que se baseiam em atividades de melhoria resultantes do trabalho em equipa, que através de uma abordagem sistemática, pretendem reduzir os tempos de mudança e ajuste, com o propósito de maximizar a quantidade de tempo que uma operação requer e utiliza (Pinto, 2008). O conceito desta metodologia tem como objetivo que a troca de ferramentas ocorra em menos de dez minutos, “Single Minute” (Shingo, 1989).
De acordo com o seu criador, o aspeto fundamental do SMED é a distinção entre atividades internas e atividades externas (CTCP, 2011; Shingo, 1989). As internas são as que têm de ser realizadas com as
máquinas paradas enquanto as externas são todas aquelas que podem ser realizadas antes de a máquina parar ou depois do setup terminar (Shingo, 1989).
A implementação desta metodologia deve ser realizada em seis etapas, que estão descritas na Figura 9.
Figura 9 - Etapas de Implementação SMED (CTCP, 2011)
O Single Minute Exchange of Die não permite apenas a redução do tempo de setup, ele permite também a redução de stocks, a redução de defeitos, a redução dos prazos de entrega, o aumento da produtividade e o aumento da satisfação dos clientes (CTCP, 2011). Normalmente é uma metodologia bem aceite pelos operadores, já que promove o trabalho em equipa e se baseia na experiencia dos que lidam diariamente com o problema (CTCP, 2011).
2.5.6 Poka-Yoke
Os defeitos podem ser causados por diversos fatores, como por exemplo, maus procedimentos, material não conforme, ferramentas inadequadas e erros humanos. À exceção do erro humano voluntário, todos os outros fatores podem ser prevenidos e corrigidos, eliminando-se assim as falhas. De acordo com (Shingo, 1986) os erros são inevitáveis, no entanto os defeitos podem ser evitados. Alicerçado nesta ideia, (Shingo, 1986), desenvolveu os sistemas Poka-Yoke também conhecidos como sistemas Anti-erro ou sistemas Mistake-proofing. Um sistema Poka-Yoke é qualquer mecanismo, aparelho ou processo capaz de evitar a ocorrência de erros ou defeitos, ou que evidência esses mesmos erros ou defeitos (Grout & Toussaint, 2010; Pinto, 2008). Tem como objetivo prevenir que erros e enganos se transformem em defeitos (CTCP, 2011).
O conceito Poka-Yoke é constituído por métodos de prevenção e por métodos de deteção de defeitos. Os métodos de prevenção podem ser de três tipos, controlo, paragem e fatores humanos (Shingo, 1986). A Figura 10 descreve esses três tipos.
Figura 10 - Tipos de métodos de prevenção (Shingo, 1986)
Os métodos de deteção de defeitos apenas detetam o problema, emitindo um sinal sonoro ou luminoso, de modo a alertar os operadores para a sua correção.
2.5.7 Standard Work
O Standard Work é uma das bases da filosofia lean (CTCP, 2011; Pinto, 2008). Esta metodologia consiste em uniformizar os processos, fazendo com que todos executem as tarefas do mesmo modo e na mesma sequência (Bragança et al., 2013). A uniformização passa por documentar a maneira de operar garantindo que todos seguem os mesmos procedimentos, utilizam de forma igual as mesmas ferramentas e que são capazes de responder a todas as situações (Pinto, 2008).
O Standard Work estabelece os procedimentos de trabalho que possibilitam os melhores métodos e sequências para cada processo e para cada operador com o intuito de melhorar todos os processos e todas as operações. Para Dennis (2007) o trabalho uniforme deve otimizar a utilização dos operadores em vez das máquinas, já que a agilidade dos operadores é mais benéfica. Coimbra (2007), por sua vez, refere que a normalização do trabalho permite alcançar a fluidez nos movimentos dos trabalhadores, o que possibilita que o trabalho ocorra em menos tempo e na quantidade perfeita. Segundo Arezes, Carvalho, & Alves (2010) o Standard Work define operações que devem ser seguidas como estão estabelecidas não podendo haver improvisos. Se tal acontecer, alcança-se a eliminação da variabilidade, conseguindo-se assim melhorias na qualidade, segurança, eficácia e planeamento (Arezes et al., 2010). Têm sido vários os contributos para o desenvolvimento desta metodologia. Monden (2011) defende que o Standard Work é composto por três elementos: o tempo de ciclo normalizado, a sequência de trabalho normalizado e o inventário work in process (WIP) normalizado.
O tempo de ciclo normalizado é o tempo padrão para a produção total de um produto. O cumprimento deste assume um papel importante, já que se produzirmos mais rápido do que é suposto originamos excesso de inventário, mas se produzirmos mais lento atrasamos o processo seguinte e não satisfazemos a procura no momento exato. A sequência de trabalho normalizado refere-se ao conjunto de atividades sequenciais que representam a melhor forma de executar o trabalho. O cumprimento desta sequência por parte dos operadores permite reduzir as oscilações do tempo de ciclo. O inventário WIP normalizado corresponde à quantidade mínima de stock que permite ao operador executar as suas operações sem ocorrer interrupção do fluxo de produção.
Spear & Bowen (1999) estabeleceram quatro regras que devem ser cumpridas no processo de implementação desta metodologia: todo o trabalho deve ser analisado ao detalhe, a relação entre os clientes e os fornecedores deve ser direta e clara, o transporte dos produtos nos postos deve ser simples e direto e todas as melhorias devem-se basear em métodos científicos e ser realizadas por mão-de-obra especializada.
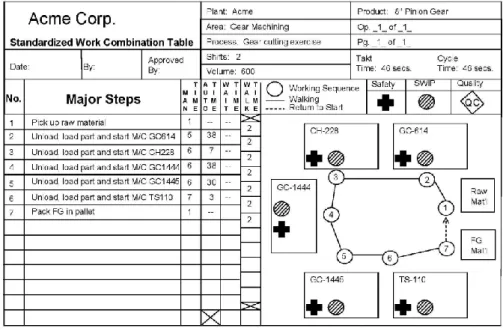
Dennis (2007), de modo a analisar e definir o processo e de modo a identificar os pontos de melhoria, propõe a utilização de três gráficos: o Standardized Work combination table, o Standardized Work analyses chart e o Job Element Sheets.
O primeiro (Figura 11) relaciona os movimentos do operador com o tempo da máquina.
Figura 11 - Standardized Work combination table (Institute Lean)
É constituído pelos elementos de trabalho, pela sequência dos mesmos, pelo tempo de cada elemento, pelo tempo-operador, pelo tempo-máquina e pela interação entre o operador e a máquina.
Figura 12 - Standardized Work analyses chart (Dennis, 2007)
É constituído pelo layout, pelos passos de trabalho, pelo tempo de cada passo, pelo WIP e por alertas de segurança e qualidade.
Normalmente, quando os processos são complicados, separam-se em processos mais simples, utilizando-se para isso o Job Element Sheets (Figura 13).
Figura 13 - Job Element Sheets (Dennis, 2007)
O Standard Work, quando implementado, provoca por vezes um mau estar nos operadores, já que estes podem sentir alguma perda de flexibilidade e de autonomia (Arezes et al., 2010). Contudo, com o avançar do tempo, os operadores conseguem entender os benefícios e o mau estar desaparece gradualmente.
De facto, quando aplicada corretamente, esta metodologia apresenta diversas vantagens. Emiliani (2008) destaca a criação de padrões a partir dos quais é possível melhorar, o aumento do controlo do processo, a redução da variabilidade, o aumento da qualidade, o aumento da flexibilidade e da estabilidade e o facto de as anomalias se tornarem mais previsíveis.
2.5.8 Sistema Kanban
A palavra Kanban é de origem japonesa e significa cartão ou placa visível. O sistema Kanban foi criado pela Toyota Motor Company com o objetivo de associar um cartão a uma quantidade de peças a entregar e outro cartão, idêntico, à necessidade de se produzir novamente essa mesma quantidade de peças. Neste sistema, o processo a montante apenas produz o que o a jusante necessita, e este, por sua vez, apenas produzirá a necessidade do processo imediatamente mais a jusante (Pinto, 2008; Schonberger, 1984; Spearman & Zazanis, 1992). Assim, o processo mais a jusante apenas irá produzir a quantidade necessária para satisfazer as necessidades reais do cliente (Carvalho, 2000).
Figura 14 - Funcionamento Sistema Kanban (Pinto, 2008)
A Figura 14 mostra o funcionamento de um sistema Kanban. Nele, existe um fluxo de materiais com sentido único e um fluxo de informação, de sentido contrário, que controla o fluxo de materiais.
O sistema de Kanban mais tradicional recorre a dois tipos de cartões, o Kanban de produção e o Kanban de transporte (Gupta, Al-Turki, & Perry, 1999; Pinto, 2008). O cartão de produção é utilizado para autorizar a produção, o de transporte contém informação semelhante ao de produção, acrescentando apenas o centro de produção de destino. Nenhum movimento é permitido sem que exista um Kanban de transporte (Pinto, 2008).
O funcionamento do sistema Kanban parece simples, no entanto a sua implementação é por vezes complexa (Figura 15).
Figura 15 – Kanban de transporte e Kanban de produção (Carvalho, 2000).
Na Figura 15, o PT2 consome as peças provenientes do PT1. Quando o PT2 inicia a produção de um contentor de peças, retira o Kanban de transporte e envia-o para o PT1, autorizando o transporte de um novo contentor do PT1 para o PT2. Quando esse novo contentor abandonar o posto de trabalho 1, é libertado um Kanban de produção que autoriza o fabrico de um novo contentor de peças no PT1. Para que isto seja possível, é necessário existir contentores de peças no armazém de entrada do posto 1, provenientes do posto a montante (Carvalho, 2000).
A determinação do número de Kanbans emitidos é um ponto importante na implementação destes sistemas, uma vez que é desse número que depende o nível de inventário esperado. Um número elevado de Kanbans significa níveis altos de inventário e por consequência maior custo para a organização. A quantidade de Kanbans deve permitir a satisfação da procura durante o prazo de entrega mais uma quantidade de segurança, e pode ser calculado pela seguinte equação:
𝑁º 𝑑𝑒 𝐾𝑎𝑛𝑏𝑎𝑛𝑠 =𝑃𝑟𝑜𝑐𝑢𝑟𝑎 𝑚é𝑑𝑖𝑎 𝑑𝑢𝑟𝑎𝑛𝑡𝑒 𝑜 𝑝𝑟𝑎𝑧𝑜 𝑑𝑒 𝑒𝑛𝑡𝑟𝑒𝑔𝑎+𝑄𝑢𝑎𝑛𝑡𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑠𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝑒 𝑑𝑒 𝑢𝑚 𝑐𝑜𝑛𝑡𝑒𝑛𝑡𝑜𝑟 .
A procura média durante o prazo de entrega é obtida pela multiplicação da procura média do posto a jusante, pelo prazo de entrega do posto em consideração (Carvalho, 2000).
Existem algumas condições necessárias para a implementação dos sistemas Kanbans (Carvalho, 2000; Pinto, 2008). As que assumem maior importância são:
Existência de um bom layout dos postos de trabalho;
Existência de tempos de operações e setup baixos;
Existência de processos estáveis;
Desenvolvimento das relações cliente-fornecedor a todo o processo;
Polivalência dos operadores através da formação;
Embora complexa, a implementação de sistemas Kanban permite diversos benefícios (Carvalho, 2000; Pinto, 2008). Nas organizações verifica-se: maior interação entre os postos de trabalho, aumento da facilidade de resposta do sistema de produção a qualquer oscilação da procura; diminuição dos prazos de entrega e diminuição dos stocks.
2.6 Benefícios e Barreiras à Implementação do Lean Production
O momento que as organizações atualmente vivem reforça a necessidade da adoção da metodologia Lean. Através dela, as organizações conseguirão, mais facilmente, atingir a excelência nas áreas da qualidade, dos custos e dos serviços aos clientes. A filosofia Lean há muito que deixou de ser limitada às áreas produtivas e ao setor automóvel. Atualmente os benefícios da sua aplicação são reconhecidos em todos os setores e áreas de atividade.
De acordo com Pavnaskar, Gershenson, & Jambekar (2003) a implementação da filosofia lean permite às empresas aumentar a qualidade dos produtos, reduzir os tempos de ciclo e o WIP, reduzir os tempos de entrega, melhorar a utilização da mão-de-obra, reduzir o stock, reduzir o tempo de setup, melhorar a utilização dos espaços e das máquinas, aumentar o foco no trabalho, valorizar as competências, reduzir os custos e, como consequência de todas as outras, aumentar os lucros.
Melton (2005) refere que os benefícios mais típicos são a redução do inventário, a eliminação ou a diminuição dos desperdícios, a redução do lead time, a diminuição dos custos e o aumento da compreensão dos processos.
Em comparação com os sistemas de produção em massa, os sistemas Lean conseguem reduções de até 90% do lead time, do inventário e dos custos relacionados com a qualidade, e um aumento de até 50% da produtividade (Bhasin & Burcher, 2006).
Pinto (2008) refere que a implementação desta metodologia permite um crescimento do negócio superior a 30%, um aumento da produtividade entre 20% a 30%, uma redução de stock superior a 80%, um aumento do nível e qualidade de serviço entre 80% a 90%, uma redução do espaço de trabalho na ordem dos 40% e uma redução do lead time que pode variar entre 70% a 90%. Para além disso afirma também que origina a redução dos acidentes de trabalho e aumenta o envolvimento e a motivação das pessoas. Tendo em conta todas estas vantagens, pode-se perguntar porque é que ainda existem organizações que resistem à adoção desta filosofia. A resposta não é simples. O principal fator para esta resistência são as pessoas. A falta de crença na validade da filosofia, a preocupação com o impacto da mudança, a ausência de tempo para essa mudança e a cultura de produção das empresas são as barreiras que Melton (2005) refere para que as organizações ainda não tenham optado pelo Lean.
ajustar a sua aplicação ao contexto da empresa.
O Lean Production é, hoje em dia, implementado tanto em países desenvolvidos como em países em desenvolvimento e tanto em grandes como em pequenas e médias empresas. O estudo de Panizzolo, Garengo, Sharma, & Gore (2012) é realizado em pequenas e médias empresas de um país em desenvolvimento, e o de Czabke, Hansen, & Doolen (2008) é elaborado em grandes empresas de países desenvolvidos.
Panizzolo et al. (2012) analisaram a implementação desta filosofia em quatro pequenas e médias empresas indianas. Os resultados obtidos demonstraram que a filosofia Lean conduziu a uma melhoria significativa no desempenho do sistema de produção.
Czabke et al. (2008) estudaram quatro empresas consideradas especialistas no pensamento Lean, duas nos USA e outras duas na Alemanha. Os resultados obtidos demonstram que a filosofia Lean pode tornar as empresas de mobiliário mais rentáveis. Para além disso, revela também que esta filosofia aplicada aos processos de marketing pode melhorar a relação com os clientes, aumentando a satisfação destes. Silva, Tantardini, Staudacher, & Salviano (2010) compararam a implementação do Lean Production em quatro países desenvolvidos, Portugal, Inglaterra, Itália e USA. Os autores concluíram que ocorreram benefícios para as organizações em todos os países. Contudo, afirmaram que Portugal ainda se encontrava atrasado em relação aos outros países, apresentando, no entanto, boa margem de progressão.
Alves, Dinis-Carvalho, Sousa, Moreira, & Lima, (2011) estudaram quarenta e um projetos de implementação lean, realizados por estudantes do último ano do Mestrado de Engenharia e Gestão Industrial da Universidade do Minho, no norte de Portugal durante uma década. O elevado número de projetos permite verificar que as organizações portuguesas têm tomado consciência dos benefícios desta metodologia. Os resultados do ano de 2010 mostraram, ao contrário dos anteriores, um forte crescimento desses benefícios.