Emulsões Estabilizadas Pelo Polissacárido Microbiano
FucoPol: Produção e Caracterização
Sandra Isabel Almeida Santos
Dissertação para obtenção do Grau de Mestre em
Engenharia Alimentar
Orientador: Doutor Vítor Manuel Delgado Alves
Coorientador: Doutora Isabel Maria Nunes de Sousa
Júri:
2014
Doutora Margarida Gomes Moldão Martins;
Professora Auxiliar com agregação
do Instituto Superior de Agronomia da Universidade de Lisboa.
Doutor Vítor Manuel Delgado Alves, Professor Auxiliar do Instituto Superior de
Agronomia da Universidade de Lisboa;
Doutora Anabela Cristina da Silva Naret Moreira Raymundo, Professora
Auxiliar do Instituto Superior de Agronomia da Universidade de Lisboa.
Presidente:
Muitas foram as pessoas que, ao longo do desenvolvimento deste trabalho, contribuíram de alguma forma para um melhor resultado final. Quero agradecer a todas elas, destacando no entanto, algumas pessoas que contribuíram de uma forma mais direta e decisiva na elaboração desta tese.
Em primeiro lugar ao meu orientador, Professor Vítor Alves, por tudo o que me ensinou, toda a disponibilidade e pela forma como me orientou no decorrer de todo este trabalho.
À Professora Isabel de Sousa, coorientadora deste trabalho, por todos os ensinamentos e disponibilidade demonstrada.
A todos os colegas e funcionários do laboratório do Departamento de Agro-Industrias do Instituto Superior de Agronomia, por me auxiliarem sempre que precisei, por todos os conselhos e boa-disposição.
Quero também agradecer a todos os que tão bem me receberam durante a temporada em que estive na Faculdade de Ciências e Tecnologia, por toda a disponibilidade demonstrada e por fornecerem o polímero a ser utilizado, permitindo assim que este trabalho fosse realizado.
Um agradecimento muito especial à minha família, principalmente ao meu pai, por todo o apoio, ajuda, força, e por tudo o que me proporcionou neste percurso académico e que me fez chegar até aqui. Um grande obrigado Pai!
A todos os meus amigos que conheci no ISA e que percorreram comigo este caminho, em especial à Marta Beijoca, João Pereira, Mónica Baeta, Inês Lopes, Irina Godinho e Francisca Alves, pelo apoio, companheirismo, palavra amiga, incentivo e carinho que sempre me demonstraram e que me ajudou a ultrapassar os piores momentos. Sem eles tudo seria mais difícil. Obrigada!
Aos meus amigos de Rio Maior, que mesmo longe tornaram sempre tudo mais fácil com uma palavra de apoio, conforto, incentivo e com tão grande amizade.
Este trabalho centra-se na produção e caracterização de emulsões de óleo em água estabilizadas pelo exopolissacárido FucoPol, que é produzido pela bactéria Enterobacter A47 usando glicerol.
A capacidade estabilizante foi estudada usando soluções aquosas com 0,5%, 1,0% e 1,5% m/m de FucoPol, e óleo de girassol, em razões óleo:água de 20:80, 40:60, 60:40 e 80:20. Apenas as emulsões com razões óleo:água de 80:20, não apresentaram separação de fases ao fim de 24h à temperatura de 4ºC. As emulsões apresentaram um comportamento reofluidificante. Quer a viscosidade aparente, quer as propriedades viscoelásticas mantiveram-se idênticas durante 72h, indicando emulsões estáveis durante esse tempo.
Foi também efetuado um estudo do potencial do FucoPol para a produção de emulsões com baixo teor de gordura usando como emulsionante proteína de ervilha (3% m/m). Estudou-se o efeito da concentração de FucoPol e da concentração de óleo nas características das emulsões. Para concentrações de óleo entre 20% e 40% há um aumento muito significativo da viscosidade com o aumento da concentração de FucoPol, mas o mesmo não acontece para concentrações de óleo entre 40% e 60 %m/m. Porém, para todas as concentrações de óleo estudadas, o aumento da concentração de FucoPol permite produzir emulsões com uma estrutura interna mais forte.
A adição de FucoPol permitiu produzir emulsões com teor de gordura inferior a 60%.
Palavras-chave: Exopolissacárido microbiano, FucoPol, Emulsões, Propriedades reológicas,
The present work is focused on the production and characterization of oil in water emulsions stabilized with a bacterial exopolyssacharide (EPS), named FucoPol, produced by the bacterium Enterobacter
A47 using glycerol as carbon source.
The stabilizing ability of FucoPol was studied using aqueous biopolymer solutions with concentrations of 0.5%, 1.0% and 1.5% w/w, and sunflower oil, in ratios oil/water (O:W): 20:80, 40:60, 60:40 and 80:20. It was observed that the majority of the emulsions, except the proportions 80:20, showed no phase separation after 24 hours of maturation at 4 ºC. Emulsions had a shear thinning behavior, and it was observed that, for the same oil/water ratio, the apparent viscosity increased with increasing of FucoPol’s concentration in the aqueous phase. It was also found that either the apparent viscosity or viscoelastic properties remained quite similar over 72h, indicating the presence of stable emulsions during this period of time.
The effect of FucoPol on the production of low-fat emulsions was also studied using pea protein (3% w/w) as emulsifier. It was studied the effect of FucoPol and oil concentrations on the characteristics of the emulsions obtained, keeping constant the emulsifier concentration. It was observed that for oil concentrations between 20% and 40% w/w, there’s a significant increase in viscosity with increasing of FucoPol’s concentration, but for oil contents between 40% and 60% w/w, no significant influence was observed. Still, for the whole range of oil concentrations tested it was observed that an increase in FucoPol concentration allows to produce emulsions with a stronger internal structure.
Therefore, it was concluded that the adding of this biopolymer allows to produce emulsions with a fat content below 60%.
Polysaccharides are used in a wide variety of industrial applications, including food industry, as oil in water emulsion stabilizers. Its stabilizing action is based on the increase of the viscosity of the continuous phase, contributing to emulsions’ stability. Microbial polysaccharides show advantages over those from plants and algae. Therefore, the identification and isolation of novel microbial polysaccharides, have been subjected a growing demand.
This thesis is focused on the production and characterization of the oil in water emulsions stabilized with a bacterial exopolyssacharide (EPS), named FucoPol, produced by the bacterium Enterobacter
A47 using glycerol as the carbon source. Glycerol is a byproduct generated in large quantities on
many industrial processes, mainly in biodiesel production, and its application as carbon source is a good way to increase its consumption and valorization, and to reduce polysaccharide final cost.
The stabilizing ability of FucoPol was studied using aqueous biopolymer solutions with concentrations of 0,5%, 1,0% and 1,5% w/w, and ratios oil/water (O:W) 20:80, 40:60, 60:40 and 80:20. It was observed that the majority of the emulsions, except proportions 80:20, showed no phase separation after 24 hours of maturation, revealing their stability. For each one of the emulsions obtained, in which there was complete emulsification, it was proceeded to the study their rheological properties. It was observed that emulsions had a non-Newtonian shear thinning behavior and their apparent viscosity increased with increasing concentration of FucoPol in solution. From their mechanical spectra, all emulsions showed higher viscoelastic modulus for higher concentrations of FucoPol solutions, but emulsion 60:40 was the only one presenting storage modulus (G’) higher than loss modulus (G’’), revealing that it's a more structured emulsion.
The tests were repeated after 72 hours of maturation, and no significant changes were observed in comparison with results obtained at 24 hours, so it was concluded that maturation’s time didn’t affect the stability of emulsions.
Another study was made, with the aim to produce low-fat emulsions through addition of a pea protein-FucoPol mixture, maintaining fixed pea protein concentration and using the response surface methodology with a central composite rotatable experimental design to study the effect of oil concentration (between 20% and 60%) and FucoPol concentration (between 0,1% and 0,5%) on different rheological properties of emulsions.
It was observed that these emulsions also exhibit a non-Newtonian shear thinning behavior with a Newtonian region at low shear rates. The value of apparent viscosity in this region (
η
0) was superiorfor emulsions with higher oil content, leading to the conclusion that oil is the component with major influence on the apparent viscosity of the emulsion. Mechanical spectra of majority of these emulsions showed typical patterns of weak gels, and revealed that oil and FucoPol are components responsible
With the aim to better understand the effect of this biopolymer, it was also made a comparison of mechanical spectra of emulsions with equal oil concentration but different FucoPol concentrations, and it was concluded that the use of FucoPol makes it possible to reduce significantly the oil content in emulsion, maintaining it with the same or stronger internal structure.
ÍNDICE
RESUMO
... i
ABSTRACT
... ii
EXTENDED ABSTRACT
... iii
LISTA DE TABELAS
... vii
LISTA DE FIGURAS
... viii
1.
INTRODUÇÃO ... 1
2. ENQUADRAMENTO TEÓRICO
... 3
2.1. EMULSÕES
... 3
2.1.2. Agentes Emulsionantes
... 4
2.1.2.1 Utilização de proteínas como emulsionantes
... 5
2.1.2.2. Utilização de polissacáridos em emulsões alimentares
... 6
2.1.3 Mecanismos de Instabilidade de Emulsões
... 9
2.2. CARACTERIZAÇÃO REOLÓGICA DAS EMULSÕES
... 11
3. MATERIAIS E MÉTODOS
... 18
3.1. MATERIAIS
... 18
3.2. MÉTODOS
... 18
3.2.1. Estudo da estabilidade de emulsões preparadas com FucoPol ao longo do tempo
18
3.2.1.1 Preparação das emulsões óleo-em-água
... 18
3.2.1.2. Avaliação da capacidade emulsionante e estabilidade
... 18
3.2.1.3. Estudo das propriedades reológicas
... 19
3.2.2. Emulsões com baixo teor de gordura: efeito da concentração de FucoPol e óleo
20
3.2.2.1 Preparação das emulsões
... 21
3.2.2.2 Avaliação da estabilidade
... 21
3.2.2.3. Estudo das propriedades reológicas
... 22
3.2.2.4. Tratamento estatístico
... 22
4. RESULTADOS E DISCUSSÃO
... 23
4.1. ESTUDO DA ESTABILIDADE DE EMULSÕES PREPARADAS COM FUCOPOL AO
LONGO DO TEMPO
... 23
4.1.1 Avaliação da capacidade emulsionante
... 24
4.1.2 Propriedades reológicas
... 25
4.1.3 Análise da estabilidade por centrifugação
... 32
4.2 EMULSÕES COM BAIXO TEOR DE GORDURA: EFEITO DA CONCENTRAÇÃO DE
FUCOPOL E ÓLEO
... 35
4.2.1. Propriedades Reológicas
... 36
4.2.1.1. Viscosidade aparente
... 36
4.2.1.2 Propriedades viscoelásticas
... 41
4.2.2 Avaliação da estabilidade das emulsões
... 51
5. CONCLUSÕES
... 52
6. SUGESTÕES DE TRABALHO FUTURO
... 54
Tabela 1 - Matriz do desenho experimental composto central para duas variáveis...20
Tabela 2 - Composição em óleo, água, EPS e proteína das amostras, segundo a matriz de planeamento experimental. ...21
Tabela 3 – Imagens das emulsões obtidas com a solução de EPS a 0,5% ...24
Tabela 4 - Imagens das emulsões obtidas com solução de EPS a 1,0% ...24
Tabela 5 - Imagens das emulsões obtidas com a solução de EPS a 1,5% ...25
Tabela 6 - Imagens obtidas por fotografia a cada uma das emulsões com EPS a 0,5% após o processo de centrifugação às 24h e às 72h de tempo de maturação. ...32
Tabela 7 - Imagens obtidas por fotografia a cada uma das emulsões com EPS a 1,0% após o processo de centrifugação às 24h e às 72h de tempo de maturação. ...33
Tabela 8 - Imagens obtidas por fotografia a cada uma das emulsões com EPS a 1,5% após o processo de centrifugação às 24h e às 72h de tempo de maturação. ...34
Tabela 9 - Composição das emulsões em estudo, segundo a matriz do planeamento experimental. ...35
Tabela 10 - Parâmetros da equação de Carreau para as experiências do planeamento experimental utilizado no estudo de emulsões com baixo teor de gordura (x1 – óleo; x2 – EPS) ... ………...37
Tabela 11 – Análise da variância de equação de segunda ordem para o parâmetro η0 (ajuste ao modelo de Carreau). Representado a vermelho os parâmetros significativos (p<0.05)...37
Tabela 12 - Variáveis dependentes resultantes dos testes de varrimento de frequência para o planeamento experimental utilizado no estudo de emulsões com baixo teor de gordura (x1 – óleo; x2 – EPS) ...47
Tabela 13 - Análise da variância de equação de segunda ordem para os parâmetros β (G') e β (G'') Representados a vermelho os parâmetros significativos (p<0.05). ...47
Figura 1 - Diferentes tipos de emulsões que podem estar presentes num sistema composto por água
e óleo. ... 3
Figura 2 - Disposição na interface das moléculas de emulsionante com propriedades anfifílicas
(adaptado de Araújo, 1995) ... 4
Figura 3 - Mecanismos de instabilização de emulsões (adaptado de Sousa, 1993) ... 9 Figura 4 - Comparação das curvas de escoamento de fluidos com comportamento ideal e não ideal
(a), e curva de viscosidade típica de um fluido reofluidificante e respetivas mudanças estruturais de uma emulsão (b) (adaptado de Castro et al., 2001, Raymundo, 1999). ... 12
Figura 5 - Exemplo de um teste de varrimento de tensão, realizado à frequência de 1 Hz (Fonte:
Raymundo, 1999) ... 16
Figura 6 - Espectro mecânico típico de sistemas poliméricos (Fonte: Ferreira, 2008) ... 16 Figura 7 - Curvas de viscosidade das emulsões preparadas com soluções de FucoPol a 0,5%, 1,0% e
1,5%, e com as seguintes proporções O:A: 60:40, 40:60, 20:80. ... 26
Figura 8 - Variações do módulo de conservação G’ (símbolos preenchidos) e do módulo de
dissipação G’’ (símbolos vazios) nas curvas de varrimento de tensão de emulsões com proporções O:A de: 60:40, 40:60, 20:80, obtidas a partir de diferentes concentrações de FucoPol. ... 28
Figura 9 - Variações do módulo de conservação G’ (símbolos preenchidos) e do módulo de
dissipação G’’ (símbolos vazios) nas curvas de varrimento de tensão de emulsões com proporções O:A de: 60:40, 40:60, 20:80, obtidas a partir de diferentes concentrações de FucoPol. ... 30
Figura 10 - Curvas de viscosidade para as emulsões obtidas a partir do FucoPol e proteína de
ervilha. ... 36
Figura 11 - Superfície de resposta de η0 para as emulsões obtidas a partir de diferentes
concentrações de óleo e FucoPol... 38
Figura 12 - Curvas de viscosidade para as emulsões estudadas, agrupadas segundo o seu teor de
óleo: 25,86% (a), 54,14% (b) 40% (c) e 20% (d). ... 39
Figura 13 - Testes de varrimento de tensão (a) e de frequência (b) a emulsões com 25,86% de óleo e
0,16% FucoPol (M1) e 0,44% de FucoPol (M3). G’ (símbolos preenchidos), G’’ (símbolos vazios). ... 41
Figura 14 - Testes de varrimento de tensão (a) e de frequência (b) de emulsões com 54,14% de óleo
e 0,16% FucoPol (M2) e 0,44% de FucoPol (M4). G’ (símbolos preenchidos), G’’ (símbolos vazios). . 42
Figura 15 - Testes de varrimento de tensão (a) e de frequência (b) a emulsões com 40% de óleo e
0,3% de FucoPol; e testes de varrimento de tensão (c) e de frequência (d) a emulsões com 40% de óleo e 0,1 % e 0,5% de FucoPol. G’ (símbolos preenchidos), G’’ (símbolos vazios). ... 43
FucoPol. G’ (símbolos preenchidos), G’’ (símbolos vazios). ... 45
Figura 17 - Testes de varrimento de tensão (a) e de frequência (b) a emulsões com 60% de óleo e
3% de proteína de ervilha, sendo que M9 contém 0,3% de FucoPol, e a emulsão-controlo não tem FucoPol. G’ (símbolos preenchidos), G’’ (símbolos vazios). ... 46
Figura 18 - Superfície de resposta de β (G') e β (G'’) para as emulsões obtidas a partir de diferentes
concentrações de óleo e FucoPol... 48
Figura 19 - Comparação entre espectros mecânicos de diferentes emulsões produzidas com 3% de
proteína de ervilha. ... 49
Figura 20 - Imagens obtidas por fotografia após o processo de centrifugação de cada uma das
1. INTRODUÇÃO
Polissacáridos são biopolímeros que podem ser obtidos de fontes naturais, designadamente de plantas, animais, algas e microrganismos, e podem exibir diferentes comportamentos quando dissolvidos em água, devido à grande variabilidade de estruturas moleculares. Nos últimos anos tem aumentado a procura por polissacáridos de origem microbiana, uma vez que estes podem apresentar propriedades físicas e químicas únicas que permitem substituir ou complementar os de origem não microbiana (Nunes, 1998; Elnashar, 2011; Reis et al., 2011).
Por estas razões e pela sua biocompatibilidade, biodegradabilidade e não toxicidade, os polissacáridos microbianos têm vindo a ser amplamente utilizados, designadamente como espessantes, estabilizantes e na formação de filmes e revestimentos nas mais variadas áreas (Bais et al., 2005).
Uma emulsão é uma dispersão coloidal formada por uma fase dividida designada por fase dispersa (normalmente óleo) que se apresenta sob a forma de gotas, e uma outra que rodeia as gotículas designada por fase contínua (normalmente água). Trata-se de um sistema termodinamicamente instável, sendo necessário um considerável fornecimento de energia mecânica para conseguir obtê-la, e o recurso a emulsionantes e estabilizantes para mantê-la estável ao longo do tempo (Capek, 2004; Santos, 2011).
A capacidade dos polissacáridos em estabilizar emulsões de óleo em água, deve-se essencialmente ao facto de estes aumentarem a viscosidade da fase contínua, dificultando assim os movimentos das gotas da fase dispersa. Os polissacáridos conseguem assim formar uma rede estruturada que aumenta a estabilidade da emulsão (Raymundo, 1999)
O crescente interesse no desenvolvimento de produtos de baixo teor de gordura para consumo humano levou à utilização de polissacáridos como agentes espessantes para atuar como substitutos de gorduras em emulsões comerciais, como maioneses e molhos para saladas, sendo os polissacáridos capazes de lhes fornecer uma estrutura que melhora as suas características organoléticas e de textura. A acrescentar, existe ainda um interesse na substituição das proteínas de origem animal pelas proteínas vegetais, uma vez que estas se apresentam algumas vantagens, nomeadamente, o facto de não contribuírem para o aumento dos níveis de colesterol (Dickinson & McClements, 1996)
Assim, neste trabalho procura avaliar-se a capacidade de estabilizar emulsões de um polissacárido microbiano – FucoPol – produzido em caldo fermentativo rico em glicerol, bem como a sua capacidade de originar emulsões com teor reduzido de gordura, quando utilizado em conjunto com uma proteína vegetal – proteína de ervilha.
O presente trabalho está organizado em cinco capítulos e dois anexos.
Para além deste capítulo introdutório, no capítulo 2 é feita uma revisão bibliográfica acerca dos principais aspetos teóricos relacionados com emulsões alimentares, os seus constituintes como proteínas e polissacáridos, e os seus principais métodos de avaliação. No capítulo 3, descrevem-se os materiais e métodos utilizados ao longo de todo o trabalho. No capítulo 4 encontram-se apresentados e discutidos os resultados obtidos ao longo de todo o trabalho experimental, estando cada estudo apresentado num subcapítulo. No subcapítulo 4.1 apresentam-se os resultados do estudo da estabilidade de emulsões preparadas com FucoPol ao longo do tempo, no subcapítulo 4.2 apresenta-se os obtidos do estudo do efeito da concentração de óleo e FucoPol na produção de emulsões com baixo teor de gordura. No capítulo 5 resumem-se as principais conclusões do trabalho e por fim no capítulo 6 sugerem-se alguns trabalhos futuros.
2
.
ENQUADRAMENTO TEÓRICO
2.1. EMULSÕES
2.1.1. Definição de emulsão
Uma emulsão é uma dispersão coloidal formada por dois líquidos imiscíveis, geralmente óleo e água, com um dos líquidos dispersos no outro sob a forma de gotas de dimensões entre 0,1 e 100 µm (Dickinson e Stainsby, 1988; Rahalkar, 1992 citado por Tomé, 2012). Gotas estas que se mantêm estabilizadas pela ação de agentes emulsionantes (Capek, 2004).
A substância que está contida nas gotas designa-se por fase dispersa ou interna e a substância que constitui o meio envolvente designa-se por fase contínua ou exterior (McClements, 1999).
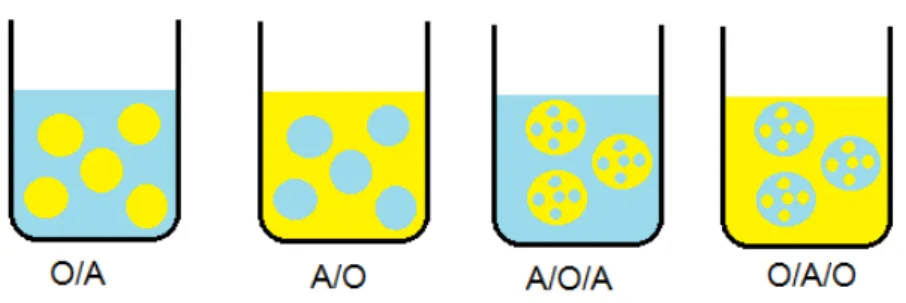
Existem dois tipos de emulsões, cuja classificação é feita de acordo com a distribuição das duas fases (óleo e água). Quando as gotas de óleo estão dispersas na fase aquosa estamos perante uma emulsão tipo óleo em água (o/a), que é o caso do leite, maioneses e molhos para saladas. Se por outro lado são as gotas de água que estão dispersas na fase oleosa, então a emulsão é dita como água em óleo (a/o), tendo como exemplo as margarinas e manteigas. Para além destes dois tipos de emulsões existem ainda as designadas por emulsões múltiplas, que podem ser o/a/o ou a/o/a, que neste último caso diz respeito a uma emulsão em que gotas de água estão dispersas em grandes gotas de óleo, e estas por sua vez estão dispersas numa fase aquosa, como se pode verificar pela figura 1. As emulsões múltiplas têm vindo a ser recentemente estudadas com vista a obter emulsões com reduzido teor de óleo ou como método de isolar um ingrediente dentro de outro (Dickinson, 1987 citado por Raymundo, 1999)
Formar uma emulsão homogeneizando unicamente água e óleo puros é possível, porém seria rápida a separação destas duas fases, formando um sistema com uma camada de óleo superior (por ser menos denso) sobrenadando uma camada aquosa (mais densa), diz-se então que as emulsões são sistemas termodinamicamente instáveis (Dickinson e Euston, 1992). Desta forma, a estabilidade das
de coalescência. Barreira esta que é primeiramente conseguida aquando do fornecimento de energia mecânica no processo de emulsificação e mantida ao longo do tempo pelo recurso a emulsionantes e/ou estabilizantes (Bos et al. 1997; Narsimhan, 1992 citado por Nunes, 1998).
2.1.2. Agentes Emulsionantes
Emulsionantes são moléculas com atividade superficial, que quando adsorvidas à superfície das gotas, formam uma membrana protetora que impede que as gotas se aproximem demasiado umas das outras, evitando fenómenos de instabilidade de emulsões como a floculação excessiva ou a coalescência (Phillip et al., 1994).
A emulsão formada tende a estabilizar-se devido à migração dos agentes emulsionantes para a interface, os quais possuem um carácter anfifílico, ou seja, possuem afinidade para ambas as fases (Sjoblom et al., 2003 citado por Oliveira, 2010), uma vez que apresentam um segmento com propriedades hidrofílicas e outro com propriedades lipofílicas, razão pela qual o emulsionante é absorvido na interface entre o óleo e a água (Araújo, 1995). Nesta interface é formado um filme pelas moléculas do emulsionante que se orientam de acordo com a sua polaridade, tal como ilustrado na figura 2. Este filme irá reduzir a tensão interfacial entre as duas fases, promovendo a dispersão dos líquidos imiscíveis um no outro, reduzindo ainda a energia necessária à formação da emulsão (Santos, 2008).
Figura 2 - Disposição na interface das moléculas de emulsionante com propriedades anfifílicas (adaptado de Araújo, 1995)
2.1.2.1 Utilização de proteínas como emulsionantes
As proteínas são dos emulsionantes mais utilizados no ramo alimentar. Estas apresentam propriedades anfifílicas e capacidade de desenrolamento (Phillip et al., 1994), diminuindo desta forma a tensão interfacial e garantindo a estabilidade da emulsão ao longo do tempo (Dickinson e Stainsby, 1988).
As proteínas são compostos orgânicos de elevada massa molecular, sintetizados pelos organismos vivos através da condensação de um grande número de aminoácidos, através de ligações denominadas ligações peptídicas. São consideradas as macromoléculas mais importantes das células e, para muitos organismos, constituem quase 50% da sua massa.
As propriedades funcionais das proteínas são definidas como as características que contribuem para a sua própria estrutura e para as suas propriedades mecânicas e físico-químicas, propriedades estas que afetam o comportamento das proteínas num sistema alimentar, durante a sua preparação, processamento, armazenamento e consumo. Deste modo influenciam as características sensoriais e nutricionais dos alimentos, fazendo das propriedades funcionais das proteínas um dos parâmetros de maior relevância na aceitabilidade do produto final (Nunes, 2003).
Uma das principais características estruturais que determinam o comportamento de uma proteína como emulsionante, e que permite a seleção de qual o mais indicado, baseia-se na relação entre os seus grupos hidrofílicos e lipofílicos, e denomina-se sistema HLB, que consiste no cálculo do rácio hidrofílico/lipofílico (Raymundo, 1999; Santos, 2008), traduzindo desta forma a sua maior ou menor afinidade para a fase aquosa ou lipídica (Mc Clements, 1999). Proteínas com elevados valores de HLB apresentam uma fácil dispersão em água e como tal são ideais para emulsões do tipo o/a, enquanto que proteínas com baixos valores de HLB são usadas em emulsões do tipo a/o. Para valores extremos de HLB não são considerados emulsionantes, porque apenas se dissolvem bem numa das fases, não se dispondo na interface (Hasenhuettl et al., 1997).
Proteínas vegetais
A utilização de proteínas de origem vegetal em produtos alimentares, como uma alternativa a proteínas animais, é um assunto de interesse crescente, principalmente no que se refere à formação de espumas e emulsões alimentares. O potencial destas proteínas vegetais para formarem uma rede estável, uma estrutura tipo gel, está relacionado com as suas propriedades moleculares, nomeadamente a capacidade de se desenrolarem, que pode ser intensificada por um certo grau de desnaturação térmica (Batista et al., 2005). A proteína vegetal mais estudada pelas suas propriedades funcionais é a proteína de soja, contudo o uso de isolados de proteína de ervilha na indústria alimentar tem demonstrado ser de grande interessante, pelo facto de ter um elevado valor nutritivo e boas propriedades funcionais (Gharsallcovi et al., 2009).
Proteína de ervilha
As sementes de ervilha têm cerca de 20-30% de proteínas, das quais 65-70% são globulinas, proteínas extratáveis compostas por leguminas, vicilinas, e em menor quantidade convicilinas. Estas apresentam um elevado contributo para a textura dos alimentos, e desta forma o conteúdo em globulinas tende a ser aumentado pela transformação de farinhas de ervilha em concentrados e isolados proteicos (O’ Kane, 2004).
As globulinas de ervilha aparentam ser proteínas eficientes como agentes ativos de superfície, especialmente a vicilina, constituindo um bom substituto das proteínas animais em emulsões de óleo em água, géis e na formação de espumas (Batista et al., 2006b; Gharsallaoui et al., 2009).
2.1.2.2. Utilização de polissacáridos em emulsões alimentares
Para além dos emulsionantes existem ainda os estabilizantes, que são normalmente polissacáridos de elevado peso molecular solúveis em água, como gomas (guar, xantana), amido, agar, entre outros. A sua ação estabilizadora baseia-se no aumento da viscosidade da fase contínua, melhorando a sua estabilidade por dificultarem e diminuírem os movimentos das gotas (Dickinson e Stainsby, 1988, Raymundo, 1999), reduzindo desta forma a taxa de colisão entre elas. Os estabilizantes são ingredientes que de algum modo contribuem para o aumento da estabilidade das emulsões, podendo ser emulsionantes ou espessantes (Phillip et al., 1994 citado por Raymundo, 1999).
As proteínas tendem a ser melhores do que os polissacáridos no que diz respeito à produção de pequenas gotas de emulsão, quando usadas em baixas concentrações. Enquanto que os polissacáridos revelam-se melhores que as proteínas na capacidade de formar emulsões que sejam estáveis a uma vasta gama de condições (McClements, 2005).
Desta forma, explorando as utilizações das proteínas e dos polissacáridos, é de interesse crescente a combinação destes dois tipos de biopolímeros em emulsões óleo-água, obtendo as vantagens de ambos no produto final: pequenas gotas de emulsão com boa estabilidade física (McClements, 2006; Dickinson, 2008,2009). Estas misturas têm vindo a ser extensivamente estudadas e aplicadas na indústria alimentar, e mostram que caso se verifique um efeito sinérgico, poderão contribuir para a redução dos teores de óleo das respetivas emulsões (Raymundo, 1999; Nunes, 2003).
Os polissacáridos podem ser encontrados na natureza, mais precisamente em plantas (p.e. amido, goma guar e pectina), animais (p.e. quitina), algas (p.e. carragenano, alginato e agar) ou microrganismos (p.e. goma xantana e gelano), e apresentam uma grande gama de aplicações, que se
devem sobretudo às suas propriedades funcionais (p.e. agentes emulsionantes, estabilizantes e/ou capacidade de gelificação), que mesmo em baixas concentrações (inferiores a 1%) podem ter uma influência significativa nas propriedades dos produtos. Deste modo, a sua aplicação tem vindo a revelar-se de extrema importância nas mais diversas áreas, tais como a área alimentar (Phillips e Williams, 2009; Elnashar, 2011).
Uma vez obtidos a partir de organismos vivos, os polissacáridos são naturais e normalmente não-tóxicos e biodegradáveis, característica que os torna apelativos no que toca ao desenvolvimento sustentável (Freitas et al., 2009b; Elnashar, 2011).
Hoje em dia, a maioria dos polissacáridos utilizados provêm de plantas e algas, representando os provenientes de microrganismos apenas uma pequena fração do mercado (Canilha et al., 2005). Contudo, a produção de polissacáridos por via microbiana tem apresentado vantagens comparativamente com as outras fontes naturais, uma vez que os microrganismos apresentam maiores taxas de crescimento e maior facilidade na manipulação das condições de produção, e que ao contrário de outras fontes, estes não são influenciados pelas alterações ambientais ou sazonais (Santos, 2011).
Polissacáridos Microbianos
Tem havido, nos últimos anos, uma procura crescente na identificação e isolamento de novos polissacáridos microbianos, que possam competir com os polímeros tradicionais por apresentarem diferentes propriedades físicas e químicas, tendo como consequência melhores propriedades funcionais, tais como atividades emulsionantes e floculantes, resistência a solventes e melhores características reológicas (maior viscosidade com menores concentrações de biopolímero) (Sutherland, 2001; Kumar et al., 2007 citados por Torres, 2012).
Os polissacáridos microbianos podem apresentar-se como constituintes da parede celular (lipopolissacáridos ou LPS), associados covalentemente à superfície celular (polissacarídeos capsulares ou CPS), ou excretados para o meio extracelular (exopolissacáridos ou EPS) (Boels et al.,
2001). Os EPS microbianos possuem propriedades únicas e superiores que permitem o
desenvolvimento de novasoportunidades comerciais (Freitas et al., 2011).
A maioria dos microrganismos produtores de EPS utiliza substratos com um elevado grau de pureza, o que aumenta os custos de produção. As fontes de carbono mais utilizadas para produzir polissacáridos microbianos são açúcares, principalmente glicose, mas também frutose, sacarose, lactose, maltose, manitol e sorbitol (Torres, 2012). Contudo, o elevado custo destas fontes de carbono limita o potencial de mercado destes biopolímeros, tornando-se de extrema importância procurar fontes de carbono menos caras a fim de diminuir os custos de produção, ou por outro lado tentar otimizar as condições de fermentação a fim de aumentar o rendimento (Freitas et al., 2009a; Bastos, 2013).
FucoPol – Exopolissacárido que contém fucose
O presente trabalho centra-se no estudo da capacidade de formar e estabilizar emulsões de um exopolissacárido contendo fucose, o qual se denomina de FucoPol. Este é produzido por uma estirpe bacteriana, Enterobacter A47, recentemente isolada e cultivada em glicerol, em condições controladas de temperatura e pH, 30,0±0,1 ºC e 6,80±0,05 respetivamente. O FucoPol apresenta um elevado peso molecular (~5,0x106), e é tipicamente composto por açúcares, nomeadamente, fucose (32 – 36 %mol), galactose (25 – 26 %mol), glucose (28 – 34 %mol) e ácido glucorónico (9 – 10 %mol); grupos acilo, como acetato (3 – 5 %m/m), piruvato (13 – 14 %m/m) e succinato (3 %m/m) e ainda por uma fração de proteína (cerca de 5 % m/m) (Torres, 2012). No entanto, a estrutura quer do FucoPol quer da proteína associada estão ainda em estudo.
A utilização do glicerol como fonte de carbono no processo de produção do FucoPol é uma mais-valia, uma vez que é um subproduto gerado em grandes quantidades em bastantes processos industriais (principalmente na produção de biodiesel), e em que na maioria constitui um resíduo para o qual faltam aplicações interessantes. Assim a aplicação de glicerol como fonte de carbono é uma boa forma de aumentar o seu consumo e valorização, para além de contribuir para a redução de custos de produção do FucoPol, tornando assim o processo mais económico (Freitas et al., 2009a; Torres, 2012).
2.1.3 Mecanismos de Instabilidade de Emulsões
As emulsões podem ser consideradas como sistemas termodinamicamente instáveis, sendo que a sua instabilização depende muito da distribuição inicial de tamanhos de gota, da reologia da fase contínua e das forças que se desenvolvem entre as gotas. Os principais processos de instabilização, que podem estar na origem de alterações nas propriedades das emulsões ao longo do tempo, são o cremado, a floculação e a coalescência (McClements, 1999), processos estes que podem acontecer sequencialmente ou simultaneamente, como esquematizado na figura 3. A inversão de fases pode também ocorrer, sendo mais comum quando a fração volumétrica da fase dispersa é elevada, como é o caso da maionese e molhos para salada (Dickinson e Stainsby, 1988).
-
O cremado é um fenómeno de separação gravitacional, que ocorre pela diferença de densidades entre as fases dispersa e contínua, conduzindo à subida das gotas de óleo por terem menor densidade que o líquido circundante (Dickinson e Stainsby, 1988).
A floculação e a coalescência são fenómenos de agregação das gotas. A floculação pode ocorrer devido ao encontro das partículas de óleo formando um agregado, apesar de cada uma delas manter a sua integridade individual, enquanto que na coalescência ocorre a agregação de gotas que se associam formando uma única gota de maior dimensão (Waniska et al, 1981 citado por Nunes, 1998). Contudo, em emulsões o/a com uma elevada fração volúmica, isto é, com elevados teores de óleo, existe sempre floculação, devido à elevada proximidade das gotas, que nestes casos se torna benéfica por formar uma estrutura tipo gel que evita a ocorrência de cremado, e consequentemente favorece a estabilidade da emulsão (Dickinson e Stainsby, 1988).
Em certas emulsões os fenómenos de floculação e cremado são tolerados, pois são reversíveis mediante agitação adequada à redispersão das gotas de óleo, e uma vez que não apresentam alterações nas características visuais e de textura da emulsão. Porém, contrariamente à floculação e ao cremado, o fenómeno de coalescência é irreversível, pois implica a rutura dos filmes proteicos na interface óleo-água para a união das gotas de óleo, este fenómeno pode acontecer por excesso de processamento (Dickinson e Stainsby, 1988), por aumento de temperatura que leve à desnaturação das proteínas constituintes dos filmes ou por cristalização de gorduras quando se procede à congelação das emulsões (Narsimhan, 1992; Dalgleish, 1997 citados por Nunes, 1998).
Todos estes processos responsáveis pela instabilidade de emulsões podem acontecer sequencialmente, como esquematizado na figura 3, uma vez que o cremado pode levar a colisões entre as gotas resultando em floculação, e esta por sua vez conduzir à coalescência em glóbulos maiores. Ou por outro lado a formação de agregados, como na floculação e coalescência, favorecerem o cremado, pois na prática estes agregados comportam-se como gotas de elevado tamanho (Franco, 1995).
O tempo necessário para a separação das fases de uma emulsão varia de segundos a anos, e depende essencialmente de fatores como a natureza do emulsionante, temperatura, energia mecânica, reologia da fase continua, tamanho das gotas, campo gravitacional, modo de preparação das emulsões, entre outros (Shaw, 1975 citado por Muniz, 2008).
2.2. CARACTERIZAÇÃO REOLÓGICA DAS EMULSÕES
Reologia é a ciência que estuda as deformações ou o escoamento do material, sendo as propriedades reológicas de um material definidas pela relação existente entre a força ou sistema de forças que atuam sobre o material (causa) e a deformação nele provocada (efeito) (Darby, 1976 citado por Nunes, 1998).
O conhecimento das propriedades reológicas de emulsões é de extrema importância, já que a maioria dos atributos sensoriais e o tempo de vida dos produtos estão muitas vezes relacionados com o seu comportamento reológico (Davis, 1973 citado por Raymundo, 1999), tornando-se crucial a sua compreensão, pois a caracterização reológica de produtos alimentares permite tirar informações sobre a morfologia interna do material e consequentemente sobre a sua estabilidade, para além do seu papel relevante na perspetivação do seu comportamento a nível industrial (Rahalkar, 1992 citado por Nunes, 1998) permitindo uma melhoria nas características do produto final.
Propriedades reológicas dos materiais
Mediante a aplicação de uma tensão e medição da deformação provocada ao longo do tempo, a caracterização reológica tem subjacente a definição teórica de três materiais ideais: o sólido elástico ideal, o líquido ideal e o material viscoelástico. (Mitchell, 1979).
Sólido elástico ideal
Num sólido elástico ideal, ou sólido de Hooke, verifica-se uma relação direta entre a força aplicada ao material e a respetiva deformação provocada, deformação esta que se mantém constante durante a aplicação da tensão (não há dependência do tempo) e que é totalmente recuperada quando esta é removida (isto se a tensão aplicada não for demasiado elevada que provoque a rutura do material).
O comportamento elástico de um sólido depende das forças intermoleculares que mantêm a integridade dos seus constituintes. Quando é aplicada uma tensão a um material as ligações entre as moléculas são comprimidas ou expandidas, conseguindo armazenar energia, que é utilizada aquando da remoção da tensão para a retoma à sua forma original. O módulo elástico de um sólido ideal depende da intensidade das interações que ocorrem entre as moléculas (Sousa, 1995).
Liquido ideal
Quando uma tensão de corte é aplicada a um fluido ideal, este continua a escoar sob o efeito dessa tensão. Quando essa tensão é removida a deformação permanece constante, não se verificando recuperação elástica do material, uma vez que toda a energia fornecida ao sistema é dissipada na
forma de calor (Pasquel, 1999 citado por Toneli et al., 2005; Raymundo, 1999). Estes materiais denominam-se líquidos Newtonianos, uma vez que se verifica a relação – Lei de Newton:
.
η
γ
τ
=
⋅
(Equação 1)onde
τ
corresponde à tensão de aplicada (Pa),η
é a viscosidade Newtoniana (Pa.s) eγ
.
avelocidade de deformação (s-1).
Não existem, naturalmente, fluidos perfeitos ou ideais, existem apenas fluidos cujo comportamento se aproxima do newtoniano, como é o caso de líquidos puros, soluções verdadeiras diluídas e poucos sistemas coloidais. Todos os fluidos cujo comportamento não pode ser descrito pela Equação 1 são designados de não ideais ou não-newtonianos (Toneli et al., 2005).
A maioria dos alimentos apresenta um comportamento não-Newtoniano, não podendo ser classificados de líquidos simples nem soluções verdadeiras, mas sim de suspensões coloidais de partículas com formas e dimensões distintas, que lhes permite o estabelecimento de ligações temporárias (Sousa, 1995).
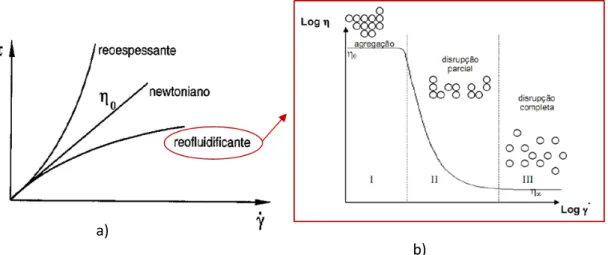
Os desvios à idealidade e o comportamento Newtoniano encontram-se esquematizados na figura 4.
Quando um material apresenta comportamento não-Newtoniano, a sua viscosidade tanto pode aumentar (comportamento reoespessante) como diminuir (comportamento reofluidificante) com o aumento da velocidade de deformação, designando-se a viscosidade obtida a cada velocidade de deformação, por viscosidade aparente (McClements, 1999), como se pode verificar pela figura 4. Nos
a)
b)
Figura 4 - Comparação das curvas de escoamento de fluidos com comportamento ideal e não ideal (a), e curva de viscosidade típica de um fluido reofluidificante e respetivas mudanças estruturais de uma emulsão (b) (adaptado de Castro et al., 2001, Raymundo, 1999).
produtos alimentares, o comportamento reoespessante só se verifica para troços limitados da curva de escoamento (no inicio ou no fim), e está associado a reestruturações do material induzidas pela deformação imposta, sendo o comportamento reofluidificante o mais encontrado.
As curvas de viscosidade de emulsões são semelhantes à curva típica dos fluidos reofluidificantes, em que se verifica um decréscimo de viscosidade com o aumento da velocidade de deformação. Esta curva típica encontra-se esquematizada na figura 4b, em escala logarítmica, e podem delimitar-se três zonas bem distintas: a zona I, em que a velocidade de deformação é baixa, e onde a emulsão apresenta um comportamento Newtoniano, correspondendo a uma viscosidade constante que é a máxima que o sistema pode tomar naquelas condições de pressão e temperatura (viscosidade limite
η
0); a zona intermédia, zona II, onde a emulsão apresenta um comportamento reofluidificante, diminuindo a viscosidade com o aumento da velocidade de deformação; e a zona III, a altas velocidades de deformação, em que o material volta a apresentar um comportamento Newtoniano, caracterizado também por uma viscosidade limiteη
∞ (Raymundo, 1999).Na figura 4b encontram-se ainda representadas as modificações estruturais que ocorrem à medida que aumenta a velocidade de deformação, e que são responsáveis pelo decréscimo de viscosidade. Estas modificações são provocadas pela quebra das interações ou entrelaçamentos que ocorrem entre as gotas, e que vão sendo cada vez mais intensas à medida que aumenta a velocidade de deformação, ficando totalmente desintegradas quando se atingem altas velocidades de deformação (zona III), contribuindo apenas para a viscosidade desta fase gotas de óleo individualizadas (Sousa, 1995; Raymundo, 1999).
Existem diversos modelos matemáticos capazes de se ajustarem às curvas de viscosidade, válidos em zonas bem definidas de velocidade de deformação, sendo o modelo a utilizar dependente do tipo de material (Barnes, 1989 citado por Raymundo, 1999). A equação de Cross permite modelar a curva nas três gamas de velocidade de deformação, e é dada por:
( )
m 0 a1
1
η
η
⋅ ∞ ∞+
=
−
−
γ
η
η
k
(Equação 2)onde:
η
a– viscosidade aparente (Pa.s),η
0- viscosidade limite correspondente ao primeiro patamar newtoniano (Pa.s),η
∞- viscosidade limite correspondente ao segundo patamar newtoniano (Pa.s),γ
. - velocidade de deformação (s-1), k - constante de tempo (s) e m - constante adimensional que pode ser relacionada com a lei da potencia (n) onde m=1-n e n representa o índice de escoamento e mede o desvio do comportamento newtoniano (n=1).(
)
s c
+
=
−
−
⋅ ⋅ ∞ ∞ 2 0 a/
1
1
η
η
γ
γ
η
η
(Equação 3)onde
γ
⋅c é o valor de deformação crítica e “s” um parâmetro dado pelo declive da zonareofluidificante, zona intermédia.
Materiais viscoelásticos
Os materiais com comportamento viscoelástico podem ser descritos como aqueles que apresentam, simultaneamente, comportamento elástico e viscoso, com a tensão e velocidade de deformação não diretamente proporcionais. Como se verificou anteriormente, num sólido elástico ideal toda a energia mecânica aplicada ao material é armazenada e posteriormente utilizada na recuperação da deformação quando a força é removida, enquanto que num líquido ideal toda a energia mecânica aplicada é dissipada no escoamento, sendo convertida em calor. Num material viscoelástico, parte da energia é armazenada e outra parte é dissipada, verificando-se uma recuperação incompleta da deformação, quando a tensão é retirada. Pode com isto afirmar-se que um material viscoelástico apresenta um comportamento intermédio entre um sólido perfeitamente elástico e um líquido puramente viscoso (Silva e Rao, 1992 citado por Ferreira, 2008), que é o comportamento típico da maior parte dos produtos alimentares, principalmente dos sistemas coloidais.
As propriedades reológicas dos materiais viscoelásticos são normalmente descritas a partir do módulo elástico complexo (G*), dado por:
G*= G’ + iG’’ (equação 4)
Sendo o parâmetro G’ o módulo de conservação ou módulo elástico e mede a energia que é conservada para posterior recuperação da deformação, e o parâmetro G’’ designado de módulo de dissipação ou módulo viscoso que mede a energia que é dissipada no escoamento para vencer o atrito interno (Raymundo, 1999; Sousa, 2001a).
Existem normalmente dois tipos de testes reológicos utilizados para caracterizar os materiais viscoelásticos: os testes estáticos e os testes dinâmicos, sendo que no estudo apresentado nesta tese apenas foram realizados testes dinâmicos.
Testes dinâmicos
Os testes dinâmicos proporcionam um método praticamente não destrutivo de determinação das componentes elástica e viscosa de um material, e consistem na aplicação de uma tensão tangencial com uma variação sinusoidal, registando como resposta a deformação sinusoidal resultante, ou vice-versa consoante o tipo de equipamento disponível - reómetro de tensão ou de deformação controlada (Elliot e Ganz, 1977 citado por Franco, 1995; Raymundo, 1999).
Os testes dinâmicos realizados no presente trabalho foram realizados num reómetro de tensão controlada, pelo que vamos considerar a aplicação de uma tensão sinusoidal.
A tensão aplicada deve ser suficientemente pequena por forma a garantir que não se destrói a estrutura do material, ou seja, deverá ser uma tensão que esteja contida na zona de viscoelasticidade linear, zona em que as propriedades reológicas são independentes da tensão aplicada. Como tal, a determinação das propriedades viscoelásticas de um material requer o cumprimento de um procedimento que envolve duas etapas distintas:
1º) Teste de varrimento de tensão
Teste efetuado para a determinação do intervalo de viscoelasticidade linear, em que se varia a tensão aplicada ao longo do tempo, a um valor de frequência fixo e temperatura controlada, registando os valores de G’ e G’’. A região linear é a zona de tensões que conduz a valores constantes dos módulos viscoelásticos (G’ e G’’) (Mitchell, 1984). Com este teste determina-se ainda o valor da tensão crítica, que corresponde à máxima tensão que é possível aplicar sem que ocorra rutura da estrutura interna do material. Pela observação da figura 5, que representa um exemplo deste tipo de teste, conclui-se que para valores de tensão inferiores a 40 Pa G’ e G’’ são aproximadamente constantes.
2º) Teste de varrimento de frequência
Uma vez definida a zona de viscoelasticidade linear, e utilizando uma tensão contida nessa mesma zona, efetuam-se os testes de varrimento de frequência, ou espectros mecânicos, onde se registam as variações de G´ e G’’ em função da frequência aplicada.
A Figura 6 mostra a representação gráfica de diferentes tipos de espectros mecânicos.
Figura 5 - Exemplo de um teste de varrimento de tensão, realizado à frequência de 1 Hz (Fonte: Raymundo, 1999)
A Figura 6 (A) representa um perfil característico de um gel, com o módulo de conservação, G’, muito maior que o módulo de dissipação, G”, em toda a faixa de frequência utilizada, isto é, apresenta uma resposta predominantemente elástica, e ambos os módulos são essencialmente independentes da frequência, como esperado para uma rede tridimensional estruturada. Quanto maior o valor de G’, maior é o caráter sólido do gel e as deformações serão elásticas ou recuperáveis (Kavanagh; Ross-Murphy, 1998; Rao; Walter, 1998).
Os gráficos B e C da figura 6 apresentam G’’ superior a G’ a baixas frequências, indicando um comportamento predominantemente viscoso semelhante ao de um fluido.
Deste modo, a variação de G’ e G’’ com a frequência permite caracterizar o comportamento viscoelástico dos materiais.
3. MATERIAIS E MÉTODOS
3.1. MATERIAIS
Neste estudo foi utilizado um polissacárido microbiano produzido em biorreactor usando a bactéria
Enterobacter estirpe A47 e glicerol proveniente da produção de biodiesel como fonte de carbono,
polissacárido este que é denominado de FucoPol, e é tipicamente composto por açúcares, nomeadamente, fucose (32 – 36 %mol), galactose (25 – 26 %mol), glucose (28 – 34 %mol) e ácido glucorónico (9 – 10 %mol); grupos acilo, como acetato (3 – 5 %m/m), piruvato (13 – 14 %m/m) e succinato (3 %m/m) e ainda por uma fração de proteína (cerca de 5 % m/m) (Torres, 2012). O polissacárido encontrava-se na forma sólida, depois de ter sido purificado, seco e moído.
Numa segunda parte do estudo foi também utilizado, para além do FucoPol, um isolado proteico de ervilha (88% de proteína), Pisane M9 da COSUCRA Groupe Warcoing (Bélgica), que foi gentilmente cedido pela empresa Induxtra de Suministros Portuguesa Lda.
O óleo utilizado foi um óleo de girassol comercial, tendo sido o mesmo para todas as emulsões.
3.2. MÉTODOS
3.2.1. Estudo da estabilidade de emulsões preparadas com FucoPol ao longo do
tempo
3.2.1.1 Preparação das emulsões óleo-em-água
A preparação das emulsões é iniciada com a dissolução do biopolímero em água destilada sob agitação à temperatura ambiente durante 24 horas, tendo sido preparadas três soluções com as seguintes concentrações: 0,5%, 1,0% e 1,5%. Posteriormente procedeu-se à adição de óleo (óleo de girassol comercial) a cada uma das soluções de biopolímero, nas seguintes proporções O:A (m/m): 20:80, 40:60, 60:40 80:20, mistura esta que foi efetuada em recipientes de vidro cilíndricos. A emulsificação foi realizada a 13500 rpm durante 5 minutos (Franco et al., 1998b; Batista et al., 2006a), usando um homogeneizador Ultra Turrax T-25 (IKA, Alemanha) do tipo rotor-estator, à temperatura ambiente.
As emulsões preparadas foram colocadas a maturar numa câmara frigorífica à temperatura de 4 °C sendo avaliadas ao fim de 24h e 72 horas.
3.2.1.2. Avaliação da capacidade emulsionante e estabilidade
As emulsões foram avaliadas quanto à existência ou não de separação de fases, utilizando como base o índice de emulsificação após 24 horas (E24), determinado segundo a equação 5:
100
h
h
E
T e 24=
×
(Equação 5)em que he (mm) é altura da camada de emulsão e hT (mm) a altura total.
Para o estudo acelerado da estabilidade das emulsões, recorreu-se ao estudo do seu comportamento sob o efeito do processo centrifugação. Os ensaios foram efetuados numa centrífuga HERMLE Z383K durante 15 minutos a 1300 xg. Esta avaliação foi realizada para as emulsões ao fim de 24 horas e 72 horas de maturação, e utilizou-se uma toma de cerca de 2 gramas de produto.
3.2.1.3. Estudo das propriedades reológicas
Para cada uma das emulsões obtidas, em que não se verificou separação de fases, procedeu-se ao estudo das suas propriedades reológicas, com o objetivo de medir a sua viscosidade aparente e ainda as suas propriedades viscoelásticas.
Os testes reológicos foram efetuados num reómetro de tensão controlada HAAKE MARS III, a 20 °C, e utilizando um sistema sensor do tipo prato-prato com 20 mm de diâmetro (PP20), com uma distância entre eles de 1mm, que apresenta superfícies rugosas evitando fenómenos de escorregamento da amostra, como recomendado por Franco et al (1998b) para o caso de emulsões de isolados proteicos de ervilha. A interface entre a amostra e o ar foi coberta com parafina líquida de modo a minimizar a sua desidratação durante o ensaio.
Testes dinâmicos
Estes testes iniciaram-se com a determinação da zona viscoelástica linear, isto é, a zona onde as propriedades viscoelásticas são independentes da tensão aplicada, para tal efetuaram-se testes de varrimento de tensão (stress sweep) a frequência constante (1 Hz).
Uma vez definida a zona viscoelástica linear, foram realizados testes de varrimento de frequência (frequency sweep), utilizando uma tensão contida nesse intervalo da zona viscoelástica linear. No espectro mecânico registam-se as variações de G´ e G’’ em função da frequência.
Medição da viscosidade aparente
A viscosidade aparente foi medida variando a taxa de deformação aplicada entre 0,1 a 1000 s-1, obtendo-se as curvas de escoamento. A taxa de deformação foi aplicada de forma crescente em degraus consecutivos com uma duração de 60 segundos.
Com base nas curvas de viscosidade determinaram-se os valores de η0, γ .
c e “s” por ajuste da
equação de Carreau, anteriormente apresentada na equação 3, e com recurso ao software MicroMath Scientist.
Estas determinações foram efetuadas para as emulsões ao fim de 24 horas e 72 horas de armazenamento, com o objetivo de avaliar a existência ou não de alterações nas estruturas internas durante a sua maturação.
3.2.2. Emulsões com baixo teor de gordura: efeito da concentração de FucoPol e óleo
Neste estudo, recorreu-se à metodologia de superfície de resposta para uma melhor análise da influência das variáveis independentes – concentração de FucoPol e concentração de óleo - nas diferentes propriedades reológicas das emulsões. Para tal, foi utilizada uma matriz de desenho experimental centrada, composta e rotativa, apresentada na tabela 1.Tabela 1 – Matriz codificada do desenho experimental central composto rotacional para duas
variáveis.
X
1X
2 -1 -1 1 -1 Desenho fatorial -1 1 1 1 0 0 0 0 Pontos centrais 0 0-α
0+α
0 Pontos axiais 0-α
0+α
3.2.2.1 Preparação das emulsões
As emulsões de óleo em água foram preparadas segundo a matriz do desenho experimental, sendo que se manteve constante para todas as amostras a concentração de proteína de ervilha a 3%m/m (escolhida com base no trabalho desenvolvido por Batista et al., 2006a). No total foram produzidas onze misturas diferentes, cuja composição se apresenta na tabela 2.
Tabela 2 – Composição em óleo e FucoPol das amostras, segundo a matriz de planeamento experimental.
Amostra Óleo (%) FucoPol (%)
M1 25,9 0,16 M2 54,1 0,16 M3 25,9 0,44 M4 54,1 0,44 M5 40,0 0,30 M6 40,0 0,30 M7 40,0 0,30 M8 20,0 0,30 M9 60,0 0,30 M10 40,0 0,10 M11 40,0 0,50
Para cada amostra, parte da sua água foi utilizada para a dissolução do FucoPol, que foi realizada sob agitação magnética durante 24h à temperatura ambiente, enquanto que a restante água foi utilizada para a dispersão da proteína de ervilha, efetuada durante 30 minutos à temperatura ambiente e sob agitação magnética.
Após homogeneizada a solução de proteína, procedeu-se à sua desnaturação térmica, mantendo a solução a 90 °C durante 10 minutos (Batista et al., 2005). A solução proteica desnaturada foi misturada com a solução de FucoPol em recipientes de vidro cilíndricos, com 3 cm de diâmetro e 5,9 cm de altura, sendo posteriormente adicionado o óleo. A emulsificação foi realizada a 13500 rpm durante 5 minutos (Franco et al., 1998b; Batista et al., 2006a), usando um homogeneizador Ultra Turrax T-25 (IKA, Alemanha) do tipo rotor-estator, à temperatura ambiente.
As emulsões foram colocadas numa câmara frigorífica a 4 °C durante 24 horas.
3.2.2.2 Avaliação da estabilidade
Para o estudo da estabilidade das emulsões, utilizou-se o processo de centrifugação durante 15 minutos a uma velocidade de 1300xg, numa centrífuga HERMLE Z383K, utilizando uma toma de cerca de 2 gramas de produto.
3.2.2.3. Estudo das propriedades reológicas
Após o período de maturação de 24 horas, procedeu-se ao estudo das propriedades reológicas de cada uma das emulsões obtidas, com o objetivo de medir a sua viscosidade aparente e ainda as suas propriedades viscoelásticas com base em varrimentos de tensão e de frequência, de acordo com o descrito no ponto 3.2.1.3. Em paralelo, testou-se a utilização da geometria de cone-prato (d=35mm e ângulo de 2º), nos mesmos testes reológicos conduzidos com a geometria PP20, de modo a avaliar a sua performance com as emulsões em estudo. Os resultados encontram-se no Anexo 2.
3.2.2.4. Tratamento estatístico
A
metodologia das superfícies de resposta (RSM) utilizada foi efetuada com recurso ao software de estatística Statistic 7. Este planeamento experimental permite a obtenção de uma equação matemática que correlaciona as variáveis dependentes (Y) com as variáveis independentes (Xi) de um determinado processo. A equação matemática é definida por:(Equação 6)
e constitui assim uma aproximação à relação entre as variáveis.
O programa gera uma tabela com a estimativa dos efeitos das variáveis independentes e das interações entre elas, considerando-se apenas significativas para a explicação do modelo, as variáveis cujo nível de significância do efeito seja inferior a 5% (Laureano e Sousa, 1995).
∑∑
∑
∑
− = > = =+
+
+
+
=
1 1 1 2 1 0 k i k i j j i ij k i i ii k i i ix
x
x
x
y
β
β
β
β
ε
4. RESULTADOS E DISCUSSÃO
4.1. ESTUDO DA ESTABILIDADE DE EMULSÕES PREPARADAS COM FUCOPOL AO
LONGO DO TEMPO
Este estudo foi realizado em consequência do trabalho elaborado por Bastos (2013), que investigou as propriedades reológicas e de estabilização de emulsões do FucoPol após 24 horas de maturação, tendo a própria autora referido que para uma melhor avaliação da capacidade de estabilização do biopolímero, as emulsões deveriam ter sido armazenadas durante um período de tempo mais alargado, para se verificar a existência ou não de alterações na estrutura interna da rede. Desta forma, neste trabalho foram caracterizadas estas mesmas emulsões após 24 horas e 72 horas de maturação.
O FucoPol (EPS que contém fucose) não é considerado um emulsionante, uma vez que a sua composição química base é de maioritariamente monossacáridos, e como tal não apresenta propriedades anfifílicas. Porém, análises químicas realizadas por Torres (2012) revelaram a presença de proteínas provenientes da cultura bacteriana que não foram removidas totalmente durante o processo de purificação, proteínas estas que estão presentes no FucoPol numa concentração de cerca de 5 % m/m. Assim, pode atribuir-se a estas proteínas a capacidade de formar emulsões, tendo o biopolímero uma função estabilizante por aumentar a viscosidade da fase contínua. Desta forma as amostras de FucoPol têm a capacidade de, só por si, formar e estabilizar emulsões.
Neste estudo foi analisada a capacidade emulsionante e estabilizante da amostra do biopolímero FucoPol na preparação de emulsões com óleo de girassol, usando razões óleo:água (O:A) de 20:80, 40:60, 60:40 e 80:20 e soluções aquosas com 0,5%, 1,0% e 1,5% m/m do polímero FucoPol.
4.1.1 Avaliação da capacidade emulsionante
Nas tabelas abaixo apresentadas, é mostrada aparência de cada uma das emulsões obtidas a partir de diferentes concentrações de polímero, imagens obtidas após 24 horas da maturação da emulsão, período em que se mantiveram numa câmara frigorífica a 4 °C. Encontra-se também apresentado nestas tabelas o índice de emulsificação (E24), que mostra a percentagem de emulsão formada e
estabilizada após 24 horas.
Tabela 3 – Imagens das emulsões obtidas com a solução de FucoPol a 0,5%
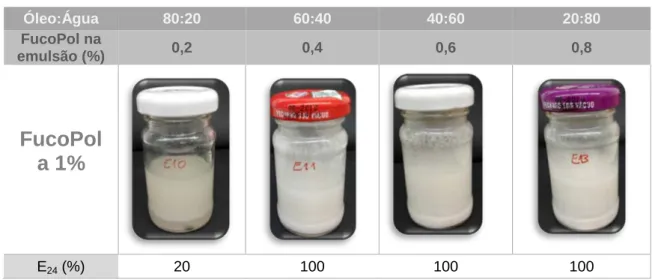
Tabela 4 – Imagens das emulsões obtidas com solução de FucoPol a 1%
Óleo:Água 80:20 60:40 40:60 20:80 FucoPol na emulsão (%) 0,1 0,2 0,3 0,4
FucoPol
a 0,5%
E24 (%) 17,6 100 100 100 Óleo:Água 80:20 60:40 40:60 20:80 FucoPol na emulsão (%) 0,2 0,4 0,6 0,8FucoPol
a 1%
E24 (%) 20 100 100 100Tabela 5 – Imagens das emulsões obtidas com a solução de FucoPol a 1,5%
Analisando as imagens apresentadas nas tabelas 3, 4 e 5, verifica-se que todas as emulsões de proporções 40:60 e 20:80, independentemente da concentração de FucoPol usada, não apresentaram separação de fases, e como tal estavam 100% estabilizadas.
Porém, em todas as emulsões com proporção O:A de 80:20 houve separação de fases ao fim de 24 horas. Este facto pode ser explicado pelo facto das concentrações de FucoPol na fase aquosa utilizadas (0,5%, 1,0% e 1,5%), que correspondem a 0,1%, 0,2% e 0.3% na emulsão, não serem suficientes para formar um filme na interface de todas as gotas de óleo capaz de impedir a sua coalescência levando à separação de fases.
No que diz respeito à emulsão com a proporção 60:40 usando uma concentração em FucoPol de 1,5%, também se verificou uma separação de fases. Este facto não está em linha com os restantes resultados, uma vez que usando concentrações mais baixas de FucoPol na fase aquosa (0,5% e 1%), observou-se uma emulsão sem separação de fases. Este facto poderá estar relacionado com uma hidratação incompleta do polímero na fase aquosa antes da adição do óleo durante a preparação da emulsão.
4.1.2 Propriedades reológicas
Nos testes reológicos apenas foram estudadas as emulsões cujo índice de emulsificação foi de 100% ao fim de 24 horas, tendo sido medida a viscosidade aparente e as propriedades viscoelásticas (testes de varrimento de tensão e de frequência) após 24 horas e 72 horas de maturação.
Óleo:Água 80:20 60:40 40:60 20:80 FucoPol na emulsão (%) 0,3 0,6 0,9 1,2
FucoPol
a 1,5%
E24 (%) 25 32,4 100 100Figura 7 - Curvas de viscosidade das emulsões preparadas com soluções de FucoPol a 0,5%, 1,0% e 1,5%, e com as seguintes proporções O:A: 60:40, 40:60, 20:80.
4.1.2.1 Viscosidade aparente
Na figura 7 estão apresentadas as curvas de viscosidade, obtidas ao fim de 24 h e de 72 h de maturação, das formulações que se apresentaram completamente estabilizadas, tendo como objetivo avaliar a variação da viscosidade aparente em dois instantes do período de maturação.
Todas as curvas de viscosidade da figura 7 apresentam uma diminuição da viscosidade à medida que aumenta a taxa de deformação, verificando-se como tal um comportamento reofluidificante, independentemente da concentração de FucoPol ou da proporção O:A na emulsão. Esta diminuição da viscosidade pode ser devida ao fracionamento do agregado de gotas de óleo com consequente
0,01 0,1 1 10 100 0,1 1 10 100 1000 η ( P a. s) γ. (1/s) FucoPol a 0,5% (24h) 0,01 0,1 1 10 100 0,1 1 10 100 1000 η ( P a. s) γ. (1/s) FucoPol a 0,5% (72h) A B 0,01 0,1 1 10 100 0,1 1 10 100 1000 η ( P a. s) γ. (1/s) 0,01 0,1 1 10 100 0,1 10 1000 η ( P a. s) γ. (1/s) FucoPol a 1% (72h) FucoPol a 1% C D 0,01 0,1 1 10 100 0,1 1 10 100 1000 η ( P a. s) γ. (1/s) FucoPol a 1,5% (24h) 0,01 0,1 1 10 100 0,1 1 10 100 1000 η ( P a. s) γ. (1/s) FucoPol a 1,5% (72h) E F 10-2 10-1 100 101 102 10-2 10-1 100 101 102 10-1 100 101 102 103 10-1 100 101 102 103 10-1 100 101 102 103 10-2 10-1 100 101 102 10-2 10-1 100 101 102 10-2 10-1 100 101 102 10-2 10-1 100 101 102 10-1 100 101 102 10 3 10-1 100 101 102 103 10-1 101 103
As curvas de viscosidade das emulsões ao fim de 24 horas encontram-se representadas na figura 7 nos gráficos A, C e E. Verifica-se que quanto maior a concentração em FucoPol da solução aquosa maiores são os valores de viscosidade das emulsões. Exemplificando com as emulsões de proporções 40:60 (símbolo triangular verde) podemos verificar que, para taxas de deformação na ordem dos 0,1 s-1, para a concentração de 0,5% a viscosidade é de aproximadamente 2 Pa.s, para 1% é de 10 Pa.s e para a concentração de 1,5% é de aproximadamente 100 Pa.s. O mesmo comportamento é mostrado por Calero (2013), quando ao estudar a influência da concentração do polissacárido quitosano nas propriedades reológicas de emulsões de óleo em água, verificou que o aumento desta concentração resultou num aumento da viscosidade aparente das emulsões.
Nos gráficos B, D e F da figura 7 estão representadas as curvas de viscosidade das emulsões ao fim de 72 horas. Pode verificar-se que comparativamente com a medição efetuada às 24 horas estas não apresentam alterações representativas. Desta forma conclui-se que a viscosidade aparente destas emulsões se mantém pelo menos durante 72 horas.
4.1.2.2 Propriedades viscoelásticas
Foram realizadas, para todas as amostras, testes de varrimento de tensão e de frequência. Os testes de varrimento de tensão foram realizados a uma frequência de 1Hz, e permitem determinar a estabilidade da amostra quando sujeita a tensões crescentes, e fornecem informações acerca da região de viscoelasticidade linear. Sendo com base nesta região que se escolhe a tensão a ser aplicada nos testes de varrimento de frequência.
Testes de varrimento de tensão
Na figura 8 estão apresentados os varrimentos de tensão para as emulsões de razões óleo:água (O:A) de 20:80, 40:60 e 60:40, preparadas com soluções aquosas com 0,5%, 1,0% e 1,5% m/m do polímero, ao fim de 24 e 72 horas de maturação.
Figura 8 - Variações do módulo de conservação G’ (símbolos preenchidos) e do módulo de dissipação G’’ (símbolos vazios) nas curvas de varrimento de tensão de emulsões com proporções O:A de: 60:40, 40:60, 20:80, obtidas a partir de diferentes concentrações de FucoPol.
0,1 1 10 100 G '; G '' ( P a ) 𝜏 (Pa) FucoPol a 0,5% (72h) 0,1 1 10 100 G '; G '' ( P a ) 𝜏 (Pa) FucoPol a 0,5% (24h) A B 0,1 1 10 100 G '; G '' ( P a ) 𝜏 (Pa) FucoPol a 1,0% (24h) 0,1 1 10 100 G '; G '' ( P a ) 𝜏 (Pa) FucoPol a 1,0% (72h) C D 0,1 1 10 100 G ' ; G '' ( P a ) 𝜏 (Pa) FucoPol a 1,5% (24h) 0,1 1 10 100 G '; G '' ( P a ) 𝜏 (Pa) FucoPol a 1,5% (72h) E F
Em todas as emulsões é possível identificar uma zona de viscoelasticidade linear, embora menos bem para as emulsões 40:60 e 20:80 de FucoPol a 0,5%, representadas nos gráficos A e B da figura 8. Estas emulsões, para além de terem menores teores de polímero, têm também baixos teores de óleo, que é um dos principais componentes a marcar estrutura numa emulsão. São emulsões com uma estrutura menos coesa, tal como já se tinha verificado com as curvas de viscosidade apresentadas no subcapítulo 4.1.2.1. 102 10-1 10-2 100 101 10-3 10-1 10-2 10-3 100 101 102 103 103 102 101 100 10-1 10-2 10-3 10-4 10-1 100 101 102 10-1 100 101 102 10-1 100 101 102 10-3 10-2 10-1 100 101 102 103 10-1 10 0 101 102 10 -1 100 101 102 10-1 100 101 102 10-3 10-2 10-1 100 101 102 10-3 10-2 10-1 100 101 102 103