Bruno Daniel Ferreira Arcipreste
Estudo numérico e experimental
do processo de soldadura por onda
Bruno Daniel Ferreira Arcipreste
Outubro de 2014 UMinho | 201 4 Es tudo numér ico e e xper iment al do pr ocesso de soldadur a por onda
Outubro de 2014
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia Mecânica
Trabalho efetuado sob a orientação do
Professor Doutor José Carlos Fernandes Teixeira
Professor Doutor Delfim Fernandes Soares
Bruno Daniel Ferreira Arcipreste
Estudo numérico e experimental
do processo de soldadura por onda
A
GRADECIMENTOSGostaria de começar por agradecer a todos os que de forma direta ou indireta contribuíram para a realização do presente trabalho.
Em primeiro, e porque sem eles a realização deste trabalho não seria possível, gostaria de agradecer aos meus orientadores, Professor Doutor José Carlos Fernandes Teixeira e Professor Doutor Delfim Fernandes Soares, pela disponibilidade, orientação e ajuda prestada ao longo da realização da dissertação de mestrado.
Queria agradecer também ao Engenheiro Luís Ribas, chefe de departamento e também meu orientador na empresa, por toda a disponibilidade e flexibilidade e também pela disponibilização de meios e desbloqueio de verbas para a realização de todos os testes necessários.
Agradeço também ao Senhor Gonçalo Costa por todo o apoio e colaboração, essencialmente por ter estado sempre disponível e disposto a ajudar e pela transmissão de conhecimentos técnicos que me proporcionou nas várias reuniões realizadas ao longo do estágio efetuado na empresa, a ele um muito obrigado.
Quero agradecer à Rita, por tudo.
Por fim, mas não em último, quero agradecer aos meus pais, Abílio Arcipreste e Emília Souto, não só pela oportunidade que me deram mas também por toda a confiança que depositaram em mim no decorrer dos últimos anos.
R
ESUMOA utilização de aparelhos eletrónicos cada vez mais complexos, de dimensões mais reduzidas e a implementação recente das soldas sem chumbo (Lead-free) implica a otimização das características dos componentes e dos processos de produção utilizados.
Sendo a placa de circuito impresso, a peça fulcral em todos os aparelhos eletrónicos, a realização de um estudo sobre a soldadura por onda, um dos principais métodos utilizados para realizar a união mecânica e elétrica do componente à placa de circuito impresso (PCI), revela-se de extrema importância, visto que influencia o correto funcionamento do dispositivo.
No presente trabalho, foi estudado o escoamento do jato de solda em torno de um componente eletrónico (referência 0603), com o objetivo de analisar um defeito de fabrico existente na empresa (ausência destes componentes em determinadas posições da placa no final do processo de soldadura). O procedimento utilizado contemplou um estudo numérico, em que se utilizou o software Ansys Fluent para simular o escoamento da solda líquida de forma a determinar o valor da força de arrasto a que os componentes críticos estão sujeitos e desta forma, tentar perceber se a queda dos componentes se deve ao escoamento da solda ou a um processo de montagem ineficaz.
Para a realização do estudo foi efetuada previamente uma validação da utilização do software e uma vez validados os valores reportados pelo software, fez-se a simulação do modelo da soldadura respeitando as características utilizadas em ambiente produtivo.
Os resultados obtidos numericamente foram validados experimentalmente através da utilização de um dispositivo experimental projetado e construído para o efeito. A validação experimental revelou uma discrepância de 5,45 a 8,72% do valor da força comparativamente com o valor obtido na simulação numérica. O valor experimental da força exercida sobre um componente, do tipo 0603, é de 0,001158 N.
Ao cálculo numérico e experimental seguiu-se um teste de arrancamento dos componentes que permitiu conhecer o valor da força mínima necessária para arrancar um componente da placa e assim confirmar se a inexistência de componentes após o processo de soldadura por onda se deve à força por ela exercida. Verificou-se que a força exercida pela onda de solda sobre o componente, durante o processo de soldadura por onda, é muito inferior ao da resistência do processo de colagem do componente ao PCI.
ABSTRACT
The use of increasingly complex electronic devices and with smaller size led to a development of components and production processes used.
Being the printed circuit board the centerpiece of all electronic devices, conducting a study on one of the main methods used to perform mechanical and electrical component union of the PCI, the wave soldering, proves to be of extreme importance, since it affects the correct functioning of the device.
In this work the flow of solder jet around a component of 0603 type, in order to understand the absence of these components in certain positions of the plate at the end of the welding process was studied. The procedure included a numerical study, which used Ansys Fluent software to simulate the flow of liquid solder for the purpose of determine the amount of drag force at which the critical components are subjected, and this way try to comprehend if the fall of the components is due to the flow of solder or to one inefficient assembly process.
For the development of the study was previously made a software validation. Validating the reported values, was made the simulation of welding model respecting the characteristics used in production environment.
The numerical results were validated experimentally by using the strain gages to assess the strain that the flow of the wave exerted in a cantilevered metal bar. The experimental validation revealed a discrepancy from 5.45 to 8.72% of strength compared with the numerical simulation, and experimentally it is obtained a value of 0,001158N for the force applied on components of 0603 type.
The experimental and numerical calculation were followed by a component pullout test which allowed to know the value of the minimum force required to pull out it of the plate and to confirm if the absence of components after the welding process is due to the force exerted by the wave. It was verified that the force exerted by wave solder onto components, during wave soldering process, its much lower than the strength provided by glue adhesion force.
i
ÍNDICE
Índice ... i Índice de Figuras ... v Índice de Tabelas ... ix Lista de Acrónimos ... xi Nomenclatura ... xiii Capítulo 1. Introdução ... 1 1.1. Motivação ... 3 1.2. Metodologia e contribuições ... 5 1.3. Organização da tese ... 5Capítulo 2. Placas de Circuito Impresso ... 7
2.1. Caraterização das placas ... 11
2.1.1. Placas de única face ... 12
2.1.2. Placas de dupla face ... 13
2.1.3. Placas multicamadas ... 14
2.1.4. Classificação dos componentes eletrónicos ... 15
2.2. Vantagens das PCI ... 17
2.3. Processos de produção ... 18
2.3.1. Soldadura por onda ... 18
2.3.2. Soldadura por reflow ... 21
Capítulo 3. Fundamentos para o Cálculo Numérico ... 23
3.1. Equações Fundamentais de Conservação ... 25
3.2. Método dos Volumes Finitos ... 26
3.3. Volume de fluidos (VOF) ... 27
3.4. Modelos de turbulência ... 28
ii
3.4.2. Modelo k-ε RNG ... 30
3.4.3. Modelo k- Realizable ... 32
3.5. Coeficiente de arrasto ... 33
3.6. Criação de Malha ... 35
Capítulo 4. Modelação da onda no processo de soldadura ... 37
4.1. Determinação da força de atrito ... 39
4.1.1. Validação do Coeficiente de Arrasto ... 39
4.2. Condições de ensaio ... 44
4.2.1. Características geométricas e propriedades físicas ... 44
4.2.2. Determinação da velocidade da onda de soldadura ... 45
4.2.3. Criação da malha ... 47
4.3. Resultados do cálculo numérico ... 48
Capítulo 5. Validação do modelo numérico ... 51
5.1. Montagem da barra de teste ... 56
5.2. Modelação da estrutura de teste ... 57
5.3. Condições e características do teste experimental ... 61
5.4. Calibração da deformação registada pelo software Catman Easy ... 63
5.5. Resultados obtidos ... 65
5.5.1. Barra de teste localizada na crista da onda ... 65
5.5.2. Barra de teste 8 mm após a crista da onda ... 68
Capítulo 6. Caracterização mecânica do processo de montagem... 73
6.1. Testes de arrancamento de componentes ... 75
6.1.1. Teste de arrancamento à temperatura ambiente ( 18ºC) ... 79
6.1.1.1. Solução A – um dot centrado ... 80
6.1.2. Testes de arrancamento a 250ºC ... 81
iii
6.2. Discussão de resultados ... 83
6.3. Defeitos registados no processo de montagem ... 85
Capítulo 7. Conclusões e Trabalhos Futuros ... 87
Bibliografia ... 91
Anexo A. Ciclo térmico da soldadura por onda ... 95
Anexo B. Desenhos técnicos da estrutura experimental ... 99
Anexo C. Datasheet dos extensómetros utilizados ... 113
v
ÍNDICE DE FIGURAS
Figura 2.1 - Representação de um eyelet ... 9
Figura 2.2 - Rádio de Paul Eisler com PCI. ... 10
Figura 2.3 – Constituição de uma placa de circuito impressa. ... 12
Figura 2.4 - Placa de face única. ... 13
Figura 2.5- Placa de dupla face com plated through hole. ... 13
Figura 2.6- Placa de dupla face com non-plated through hole. ... 13
Figura 2.7 – Exemplo de placa com 10 camadas. ... 14
Figura 2.8- Componente axial a) e componente radial b). ... 15
Figura 2.9- Condensador cerâmico a) e circuito integrado b). ... 16
Figura 2.10 - Representação de uma pista condutora. ... 16
Figura 2.11 –Pad de componente do tipo THD a) e pad de componente do tipo SMD b). ... 16
Figura 2.12 – Deposição de 1 ponto de cola a) e deposição de 2 pontos de cola b). ... 18
Figura 2.13- Componente SMD montado a) e componente THD montado b). ... 19
Figura 2.14- Esquema do processo de soldadura. ... 19
Figura 2.15- Lâmpadas de infravermelho utilizadas no preaquecimento. ... 20
Figura 2.16 - Curto-circuito entre dois pinos (solder bridge). ... 20
Figura 2.17 - Primeira e segunda onda da máquina de soldadura por onda. ... 21
Figura 3.1 - Representação esquemática de um volume de controlo. ... 27
Figura 3.2 – Representação esquemática da força de arrasto. ... 34
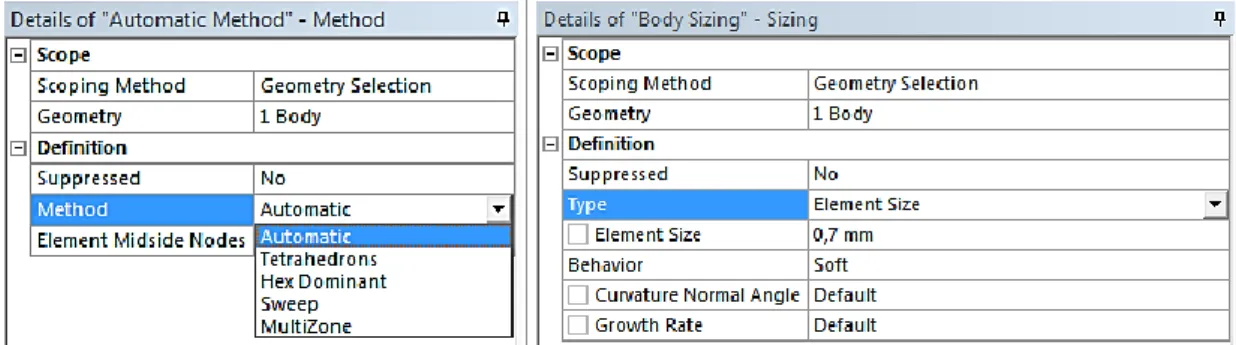
Figura 3.3 - Definição do tipo de elemento de malha a) e definição do tamanho do elemento b). ... 35
Figura 3.4 – Exemplo da verificação da qualidade ortogonal da malha. ... 36
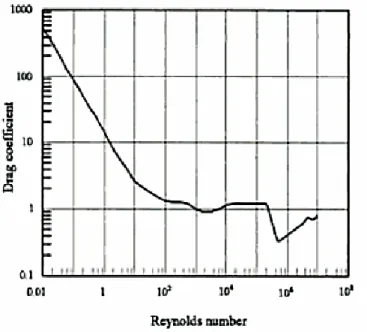
Figura 4.1 - Coeficiente de atrito em função do número de Reynolds. ... 40
vi
Figura 4.3 - Importação de um ficheiro no módulo DesignModeler. ... 41
Figura 4.4 - Malha do caso de estudo. ... 41
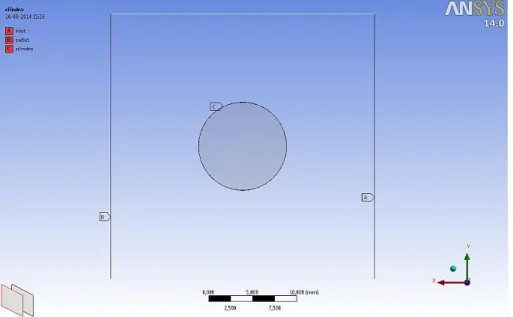
Figura 4.5 – Identificação das superfícies. Name selections definidas. ... 42
Figura 4.6 - Definição do monitor de Cd. ... 42
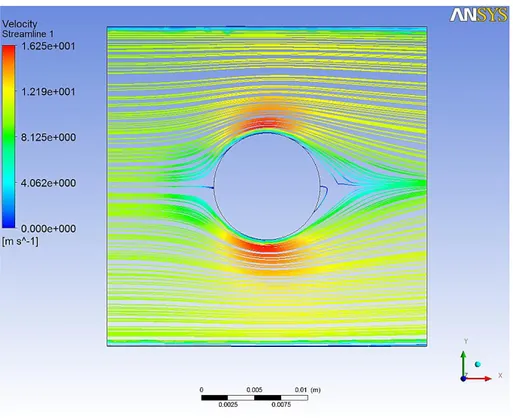
Figura 4.7 – Correntes de escoamento (velocidade) em torno do cilindro. ... 43
Figura 4.8 – Coeficiente de arrasto (Cd) registado durante a simulação. ... 43
Figura 4.9 – Resultados, Report do coeficiente de arrasto (Cd). ... 44
Figura 4.10 - Bocal da máquina de soldadura por onda. ... 44
Figura 4.11 – Geometria e dimensão de um componente 0603 (área resistente considerada no estudo). ... 45
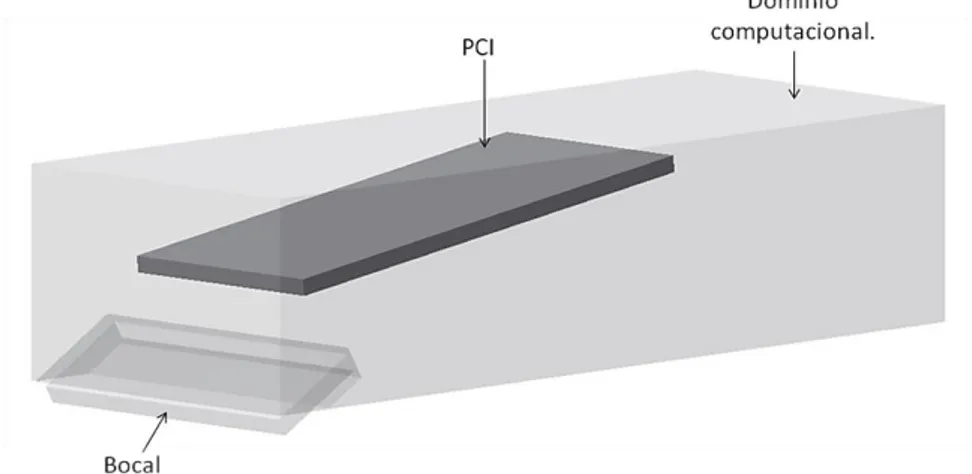
Figura 4.12 - Domínio computacional com identificação do bocal e PCI. ... 45
Figura 4.13 – Molhamento da solda numa placa de vidro... 46
Figura 4.14 – Vista isométrica do escoamento a) e vista de topo b). ... 46
Figura 4.15 - Escoamento da solda líquida na PCI ... 47
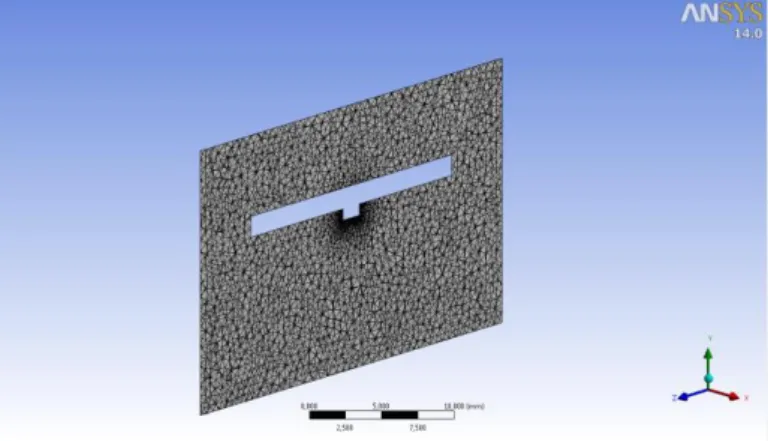
Figura 4.16 – Plano de pormenor da malha em torno do componente... 48
Figura 4.17 – Escoamento em torno do componente (representado pela cor azul) a) e transparência do escoamento em torno do componente b). ... 48
Figura 4.18 – Distribuição de pressões na face do componente 0603 a) e escoamento da solda líquida com a distribuição de pressões na face do componente b). ... 49
Figura 4.19 – Força registada na face do componente 0603. ... 49
Figura 4.20 – Contorno de velocidade do fluido em torno do componente (plano de ataque da solda líquida). ... 50
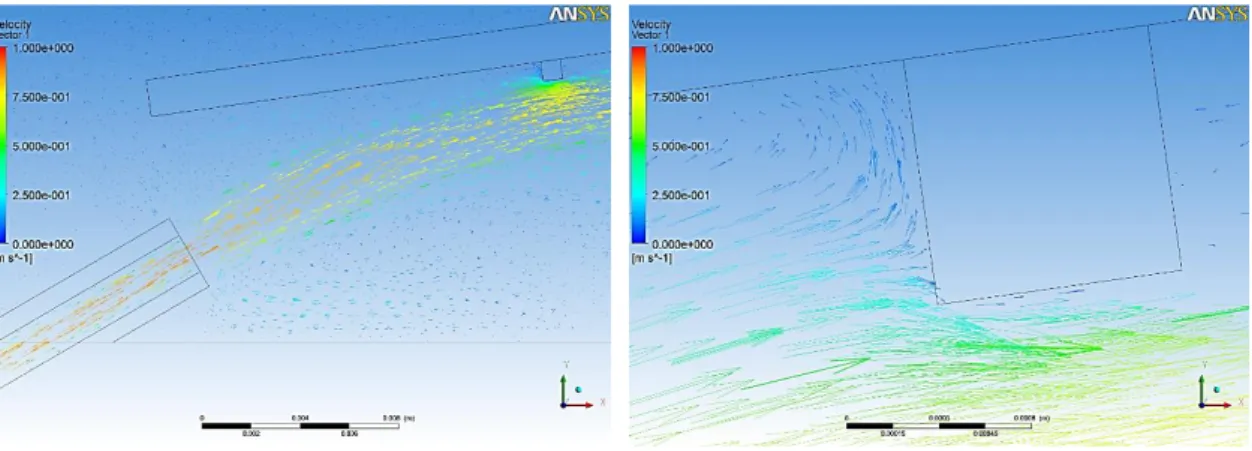
Figura 4.21 – Vetores de velocidade em torno do componente a) e vista de pormenor dos vetores de velocidade b). ... 50
Figura 5.1 – Representação esquemática da direção da onda sobre componentes SMD montados num PCI. ... 53
vii
Figura 5.3 - Extensómetro montado em quarto de ponte. ... 54
Figura 5.4 - Extensómetros montados na barra a testar. ... 56
Figura 5.5 - Esquema da montagem dos extensómetros na ponte de wheatstone. ... 56
Figura 5.6 – Termopar montado na barra de controlo de temperatura. ... 57
Figura 5.7 - Máquina de soldadura por onda. ... 57
Figura 5.8 - Modelo experimental. ... 57
Figura 5.9 – PCB com rasgos a) e barra com extensómetro b). ... 58
Figura 5.10 – Pormenor do encastramento/ Fixação das barras. ... 58
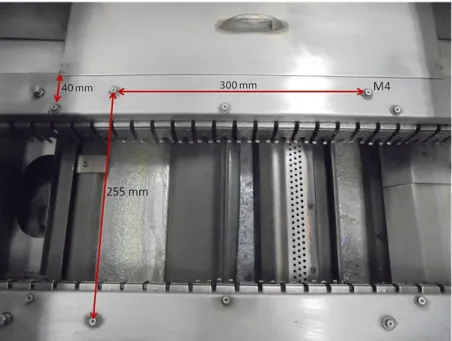
Figura 5.11 - Limitações dimensionais da máquina de soldadura por onda. ... 59
Figura 5.12 - Estrutura de teste montada na máquina de soldadura por onda. ... 59
Figura 5.13 – Extensómetros ... 62
Figura 5.14 – Cola ... 62
Figura 5.15 - HBM MGC Plus ... 62
Figura 5.16 - Chapa de teste com extensómetro montado utilizada para o teste experimental. . 63
Figura 5.17 - Estrutura de teste montada e pronta para realizar teste experimental. ... 63
Figura 5.18- Força registada pelo extensómetro no teste. ... 64
Figura 5.19 - Gráfico de deformação/tempo registado durante o teste. ... 64
Figura 5.20 - Valores de força registados pelos extensómetros durante o pré-teste. ... 65
Figura 5.21 - Força exercida na chapa de teste - Ansys Fluent. ... 66
Figura 5.22 - Temperatura registada no início do teste a) e temperatura registada quando se ligou a onda de soldadura b). ... 66
Figura 5.23- Valores de deformação registados nos extensómetros montados em meia ponte (crista da onda). ... 67
Figura 5.24 - Força registada na barra de teste (crista da onda). ... 68
Figura 5.25- Força de arrasto obtida com o SW Ansys Fluent. ... 69
viii
Figura 5.27 - Marcação de 8 mm na calha do conveyor em relação à estrutura de teste. ... 70
Figura 5.28 - Resultados obtidos com barra de teste 8 mm após crista da onda. ... 70
Figura 6.1 - Representação da direção da força da onda sobre os componentes 0603. ... 75
Figura 6.2 – Equipamento utilizado para fazer o arrancamento dos componentes a) e dinamómetro utilizado para realizar as leituras do valor de força b)... 76
Figura 6.3 – Estação de ar quente utilizada no teste de arrancamento (jato de ar quente). ... 76
Figura 6.4 - Termopares montados na vizinhança do componente a ser aquecido. ... 77
Figura 6.5 - Perfil de temperatura (definição distância mínima). ... 77
Figura 6.6 – Distribuição e distâncias relativas entre componentes na placa de teste desenvolvida. ... 78
Figura 6.7 – Pormenor do teste de arrancamento a temperatura ambiente... 79
Figura 6.8 - Valores registados para a Solução A. ... 80
Figura 6.9 - Superfície da PCI a) e superfície do componente b) após o teste de arrancamento 81 Figura 6.10 - Arrancamento de componente sujeito a aquecimento. ... 82
Figura 6.11 - Valores registados na Solução A a 250ºC. ... 82
Figura 6.12 - Aspeto da superfície da PCI a) e do componente b) após o teste de arrancamento. ... 83
Figura 6.13 - Valores mínimos da força de arrancamento registados à temperatura ambiente. . 84
Figura 6.14 - Valores mínimos da força de arrancamento registados a 250ºC. ... 84
Figura 6.15 - Aumento do valor mínimo registado em comparação com a Solução A. ... 85
Figura 6.16 - Imagem 3D após arrancamento de componente a 250ºC, para a cola 2. ... 85
ix
ÍNDICE DE TABELAS
Tabela 6.1 - Parâmetros utilizados para dimensionamento da chapa de teste ... 60
Tabela 6.2– Deformação calculada para a chapa de teste ... 61
Tabela 6.3 – Características dos materiais e equipamentos utilizados no teste experimental .... 62
Tabela 7.1 – Soluções a testar nos ensaios de arrancamento. ... 78
Tabela 7.2 - Valores de referência para a Solução A à temperatura ambiente... 80
Tabela 7.3 - Valores de referência para as restantes soluções à temperatura ambiente. ... 81
Tabela 7.4 - Valores de referência da Solução A a 250℃ ... 82
xi
LISTA DE ACRÓNIMOS
CFD Computational Fluid Dynamics
FR Flame Resistant
MVF Método dos Volumes Finitos
NPTH Non-Plated Through Hole
PCI Placa de Circuito Impresso
PTH Plated Through Hole
RNG Renormalization Group
SG1 Extensómetro 1
SG2 Extensómetro 2
SMD Surface Mounted Device
SW Software
THD Through Hole Device
VC Volume de Controlo
xiii
NOMENCLATURA
Símbolo Designação Unidade SI
𝐴 Área s2 𝐴𝑥 Constantes empíricas 𝑏 Largura m 𝑐𝑝 Calor específico J/kg.K Cd Coeficiente de arrasto 𝐶𝑥 Constantes empíricas 𝐷 Diâmetro m 𝐸 Módulo de elasticidade Pa 𝐹 Fração volúmica 𝐹𝐸𝑋𝑇 Fator do extensómetro 𝑔 Aceleração gravitacional
m/s
2𝐺𝑘 Produção de energia cinética turbulenta
ℎ Espessura m
𝑘 Energia cinética turbulenta
𝐾 Condutibilidade térmica W/m.K
𝐿 Comprimento m
𝑃 Pressão estática Pa
𝑄̇𝑚 Caudal mássico
m/s
2𝑅 Resistência elétrica
ohm
∆𝑅 Variação de resistência elétrica
ohm
Re Número de Reynolds
𝑆 Módulo do tensor de deformação médio
𝑇 Temperatura K
𝑢, 𝑣, 𝑤 Velocidade no eixo x, y e z respetivamente m/s
𝑉 Tensão V
𝑤 Velocidade angular rad/s
xiv
Gregos
Símbolo Designação Unidade SI
𝛼𝑆 Constante de redemoinho
𝜀 Taxa de dissipação de energia cinética turbulenta
Viscosidade Pa/s
𝜇 Viscosidade cinemática do fluido Pa/s
𝜇𝑡 Viscosidade turbulenta Pa/s
𝜇𝑇𝑜 Viscosidade turbulenta sem efeito de redemoinho Pa/s
𝜌 Massa Volúmica do fluido
kg/m
3Ω Número característico de redemoinho Ω𝑖𝑗
̅̅̅̅ Taxa média de rotação do tensor com a velocidade angular
1
Capítulo 1.
Introdução
Neste capítulo, é feita uma introdução ao uso e desenvolvimento dos aparelhos eletrónicos, apresenta-se ainda a motivação para o desenvolvimento desta dissertação e por fim é feita referência à forma como o documento se encontra organizado.
3 Embora nem sempre percetíveis, os equipamentos eletrónicos encontram-se presentes em inúmeras aplicações do quotidiano, sejam elas em aparelhos de uso doméstico, como por exemplo nos sistemas de controlo de caldeiras, ou em aparelhos de telecomunicações móveis, hoje maioritariamente designados por Smartphones. O presente estudo aborda um dos processos produtivos de um dispositivo eletrónico muito em voga atualmente, as placas de circuito impresso, utilizadas para a produção de autorrádios.
Os primeiros aparelhos eletrónicos com a utilização de uma placa de circuito impresso surgiram na década de 50 do século XX e a partir de então têm sofrido grandes avanços tecnológicos, não só nas suas características funcionais, mas também nos processos produtivos dos mesmos. O desenvolvimento de placas de circuito impresso permitiu aos fabricantes produzirem equipamentos capazes de obedecer aos exigentes requisitos dos consumidores, o que despoletou um significativo avanço desta tecnologia.
A utilização de placas com dimensões cada vez mais reduzidas implicou a simultânea redução do tamanho dos respetivos componentes, levando a um aumento da precisão necessária em cada uma das etapas do processo de fabrico. Desta forma tornou-se imperativo garantir a repetibilidade e reprodutibilidade dos processos de produção em série, com utilização de tolerâncias cada vez mais apertadas.
A soldadura por onda é um dos processos de produção em massa mais utilizado para a união mecânica e elétrica dos componentes na placa de circuito impresso, pelo que, é necessário proceder à sua otimização para que o produto final possua uma maior qualidade estrutural e funcional. Por outro lado, a implementação recente das soldas sem chumbo (Diretiva Europeia 2002/96/EC, Restriction of Certain Hazardous Substances), com características diferentes das anteriormente usadas (ligas à base de Pb-Sn) implicou a necessidade de redefinição e caraterização dos procedimentos de soldadura.
1.1.
Motivação
O presente trabalho surge devido à necessidade de realização de um estudo pedido pela empresa Bosch Car Multimedia. A empresa pretende que seja efetuado um estudo numérico e experimental que possibilite caracterizar em detalhe o processo de soldadura por onda, tornando possível a caracterização do escoamento do jato de solda sobre uma placa de circuito impresso.
4
A necessidade deste estudo prende-se com a existência de um defeito que ocorre durante o processo de soldadura por onda, mais concretamente a ausência de componentes do tipo 0603 em determinadas posições da placa. Tal defeito no produto final tem como consequências, a redução da reprodutibilidade da empresa, o aumento do retrabalho de placas com defeito e a produção de sucata no caso de placas que não são de possível reparação, o que de uma forma global acresce os custos de produção do produto acabado.
A ocorrência deste problema pode estar relacionada com a força exercida pelo escoamento do jato de solda líquida sobre os componentes eletrónicos, pois existe a possibilidade de esta ser superior à força de adesão1 garantida pela cola e desta forma fazer com que o componente se solte da placa.
Existem também outras possíveis causas que podem estar relacionadas com um processo de montagem ineficaz: a quantidade de cola depositada pode não ser suficiente para garantir o contacto com a PCI ao longo de toda a superfície do componente; os pontos de cola podem estar descentrados o que significa que o componente ao ser inserido foi colocado numa zona onde não estabelece contacto integral com o ponto de cola; ou então ainda a existência de humidade na cola, levando à formação de bolhas de ar quando esta é submetida a altas temperaturas implicando a diminuição da força de adesão dos componentes à placa.
Para a determinação do valor da força exercida pelo jato de solda sobre um componente, pretende-se que seja realizado um estudo numérico, com validação experimental. É também objetivo deste projeto a realização de um estudo experimental com o intuito de definir o valor da força de adesão da cola utilizada, permitindo assim justificar se a causa da queda dos componentes se encontra, ou não, relacionada com o processo de soldadura por onda.
Para a análise numérica será utilizado o software de simulação Ansys Fluent, essencialmente porque é o software mais utilizado em engenharia para o estudo de escoamento de fluidos, principalmente em casos de estudo com duas fases de fluidos.
1A força de adesão de um componente corresponde à força mínima que é necessário exercer para o
5
1.2.
Metodologia e contribuições
Para alcançar os objetivos pretendidos, utilizou-se um método de cálculo numérico para simular o escoamento de solda no estado líquido em torno de componentes eletrónicos. Esse método permite obter informação relativamente à distribuição de pressões na face do componente em contacto com a solda e assim determinar-se a força por ela exercida.
Com o recurso à extensometria e de forma a validar os resultados da simulação numérica, foi projetada uma estrutura de teste que permite (embora de forma indireta) a medição da força exercida pela onda de soldadura sobre o componente, como será referido de forma mais pormenorizada no capítulo 6. A construção da estrutura e a aquisição de todas as peças necessárias para a realização do teste foram providenciadas pela empresa.
1.3.
Organização da tese
A presente tese encontra-se dividida em oito capítulos, sendo o primeiro caracterizado por uma introdução à evolução dos aparelhos eletrónicos e consequente utilização de placas de circuito impresso. É ainda apresentado o propósito de um estudo deste género, bem como, de uma forma geral as metodologias/métodos utilizados para alcançar os objetivos pretendidos.
No capítulo dois, é realizada uma revisão da literatura relevante para a realização e compreensão do trabalho. O capítulo inicia-se com a caracterização de todos os aspetos genéricos relacionados com as placas de circuito impresso, como a definição de PCI, as suas vantagens e ainda a classificação das mesmas segundo a sua estrutura. De seguida, são explicados os dois processos de soldadura mais utilizados na indústria, com maior ênfase para a soldadura por onda, visto que este é o processo em estudo.
No terceiro capítulo, é abordada a modelação numérica, onde se dá a conhecer os princípios da mecânica de fluidos computacional, o método do volume de fluidos (VOF), os modelos de turbulência utilizados na simulação numérica e ainda a criação da malha computacional.
O quarto capítulo é dedicado ao modelo desenvolvido para a soldadura por onda, onde se começa por fazer a calibração do software de simulação, sendo apresentado o valor do coeficiente de arrasto conhecido para uma determinada geometria e se compara com o valor obtido pela simulação de um caso com as mesmas características. Neste capítulo é ainda apresentada a
6
calibração do valor da velocidade da onda à saída do bocal da máquina de soldadura e as adaptações do modelo numérico às condições reais de soldadura na empresa. Por fim são apresentadas todas as características geométricas e as grandezas físicas necessárias para a realização do modelo da soldadura por onda com um componente do tipo 0603 e os resultados obtidos com esta simulação.
O capítulo cinco é referente à validação da análise numérica, onde se apresenta o procedimento de montagem dos extensómetros nas barras de teste, a modelação da estrutura de teste, as condições em que o teste vai ser realizado e ainda os resultados obtidos experimental e numericamente para as mesmas condições geométricas.
O sexto capítulo apresenta a caracterização mecânica do processo de montagem, no qual se pretende determinar o valor da força de adesão do componente à placa. Desta forma explica-se como os testes vão explica-ser realizados e os resultados obtidos.
7
Capítulo 2.
Placas de Circuito
Impresso
Como o tema desta dissertação se encontra relacionado com um dos processos de soldadura utilizados na produção em massa de placas de circuito impresso, torna-se imperativo dar a conhecer a função das mesmas, como surgiram no mercado, de que materiais são fabricadas, a sua estrutura e os respetivos constituintes.
9
Apesar do conceito de placa de circuito impresso ter surgido no início do século XX com o fundador da Sprague Electric [1, 2], estas apenas começaram a ser comercializadas na década de 50.
A primeira contribuição significante para o desenvolvimento das PCI veio de Charles Ducas que em 1925 patenteou a sua ideia de colocar depósitos metálicos na forma de condutores elétricos diretamente sobre um material de isolamento com o objetivo de simplificar a construção de aparelhos elétricos. Para esse efeito, utilizou uma matriz (stencil) para formar as pistas condutoras na superfície do material de isolamento e aplicou uma pasta condutora nas linhas desejadas. Concluído o circuito, procedeu-se à remoção da matriz e ao reforço das linhas com a espessura desejada através da deposição eletrolítica de um metal. No final, facilmente reproduziu o procedimento, que por ser um processo simples tinha a vantagem de poder ser realizado por operadores não especializados.
No mesmo ano, Francis T. Harmann patenteou o método subtrativo de fazer PCI, cujo desenvolvimento foi considerado o percursor do método de decapagem (ataque químico).
A maior contribuição para o desenvolvimento das placas de circuito impresso atuais foi dada por Paul Eisler, que propôs o revestimento do material de isolamento com cobre2 na forma de folhas (com espessura muito reduzida). Segundo Eisler, a forma do padrão do circuito deve ser impresso na superfície revestida por cobre, com o metal descoberto por gravação (ataque químico).
Eisler propôs também a instalação de condutores em ambos os lados do material base revestido de cobre, com a ligação dos mesmos a ser realizada através de vias, vulgarmente conhecidos na indústria por eyelets, representados na Figura 2.1. As vias podem ser utilizadas para ligar apenas camadas internas ou então interligar as duas superfícies opostas da placa, o que se tornou importante para a produção de placas de face dupla.
Figura 2.1 - Representação de um eyelet
(Adaptado de Printed Circuit Boards: Design, Fabrication, Assembly and Testing).
2No presente trabalho, a referência a cobre tem implícita a utilização de uma liga metálica em que esse elemento se encontra maioritariamente presente na sua composição e não a sua utilização no estado puro.
10
Em 1940 Paul Eisler iniciou a aplicação prática das placas e começou a fabricar um rádio utilizando uma PCI, cujo exemplar é apresentado na Figura 2.2.
Figura 2.2 - Rádio de Paul Eisler com PCI.
(Retirado de: http://history-computer.com/ModernComputer/Basis/printed_board.html)
Depois da Segunda Guerra Mundial deram-se grandes desenvolvimentos na indústria eletrónica, o que resultou numa grande procura de produtos como, televisões, rádios e equipamentos para aplicações militares e na área da saúde. Estes desenvolvimentos resultaram na exigência de funções que as PCI deveriam reproduzir com cada vez mais fiabilidade, e num aumento da sua complexidade, o que levou à necessidade de substituir as placas de única face por placas de dupla face, que permitem não só que o número de componentes da placa aumente substancialmente, bem como que os pinos perfurem as placas até ao lado oposto, através da tecnologia through hole.
Entre 1953 e 1955 a Motorola introduziu a metalização3 de cobre para ligar eletricamente os dois lados de uma placa, o que veio mais tarde a ser a solução adotada para a produção em série de PCI. Nos anos 60 verificou-se um grande aumento do consumo de aparelhos eletrónicos, exigindo o desenvolvimento de linhas de produção automatizadas e na década de 70 as PCI assumiram um papel fundamental no design e conceção de equipamentos científicos, médicos e aeroespaciais, acabando por culminar no desenvolvimento dos computadores.
O desenvolvimento da tecnologia de produção e montagem das placas de circuito impresso, encontra-se associado desde sempre ao processo de seleção dos materiais com que as placas e os respetivos componentes são produzidos.
3 Revestimento com uma camada metálica.
11
Tal como foi referido anteriormente, praticamente desde a sua origem no mercado, foi utilizado nas placas de circuito impresso o cobre como material condutor e os materiais laminados4 como substratos isolantes de uso mais comum.
Na década de 1960, como alternativa à fenolite, foram desenvolvidas as placas com um novo material compósito cuja matriz era constituída por resina epóxi e reforçada por fibras de vidro no seu interior. O uso da resina epóxi permitiu que as placas fossem impermeáveis e concedeu-lhes maior estabilidade dimensional, porém dificultou o processo de corte das mesmas devido ao aumento da sua dureza.
Segundo National Electrical Manufacturers Association (NEMA) as chapas para circuito impresso de fenolite são designadas por FR-2 e as de fibra de vidro por FR-4.
2.1.
Caraterização das placas
De acordo com os autores R S Khandpur [1] e Christopher T. Robertson [3], um equipamento eletrónico é uma combinação de componentes elétricos e eletrónicos ligados entre si, de forma a produzir uma determinada função.
Inicialmente, os equipamentos eletrónicos eram produzidos e montados manualmente com recurso à soldadura ponto a ponto, em que os fios eram descarnados e depois estanhados e soldados, cada componente era instalado de forma manual, o que levava a que os equipamentos produzidos fossem de grandes dimensões. Com estas características o cumprimento dos exigentes requisitos para a utilização destes equipamentos, seja no setor aeronáutico ou no setor da saúde, era difícil de conseguir, tornando necessário o desenvolvimento de equipamentos mais pequenos e mais compactos.
A necessidade de miniaturização nos equipamentos eletrónicos levou ao aparecimento de uma nova técnica conhecida como placa de circuito impresso (PCI). Uma PCI fornece uma estrutura física para montar e fixar os componentes eletrónicos, bem como para estabelecer a ligação elétrica entre eles.
Uma placa de circuito impresso, como o próprio nome indica, consiste na impressão de um circuito elétrico entre os vários componentes eletrónicos sobre uma placa de material isolante
4São materiais compósitos com matriz polimérica e reforço de fibras longas de alta resistência. Na presente aplicação
é utilizada geralmentea fenolite (laminado de celulose impregnado com resina fenólica) cuja designação industrial é FR-2 e os laminados de fibra de vidro agregados por resinas, denominado por FR-4.
12
e resistente, recoberta por uma fina camada de uma liga de cobre. Assim, de uma forma geral, pode dizer-se que uma placa de circuito impresso é constituída por um substrato de material isolante e por um material condutor, uma liga de cobre que pode ter diferentes tipos de acabamentos superficiais.
Figura 2.3 – Constituição de uma placa de circuito impressa.
(Adaptado de:http://diarinikz.blogspot.pt/2014/07/introduction-to-printed-circuit-pcb.html)
As placas de circuito impresso podem ser classificadas de várias formas, sendo que a mais simples e fácil classificação está relacionada com o número de planos ou camadas de ligação elétrica [1, 4], visto que o número de camadas que cada placa possui é proporcional ao número de ligações que podem ser realizadas.
Este método de classificação tem a vantagem de estar diretamente relacionado com as características das placas, assim estas podem ser classificadas como, placas de única face, placas de dupla face e placas de multicamadas.
2.1.1.
Placas de única face
As placas de única face são assim classificadas, pelo facto de a ligação elétrica existir em apenas um dos lados do substrato isolante, ou seja, existe metal condutor apenas numa face como se encontra ilustrado na Figura 2.4. O lado que tem o padrão do circuito elétrico é designado por lado de soldadura, enquanto o lado oposto é designado por lado do componente. Estas placas são maioritariamente utilizadas em circuitos simples onde de pretende que os custos sejam reduzidos.
13
Figura 2.4 - Placa de face única.
(Adaptado de: Printed Circuit Boards: Design, Fabrication, Assembly and Testing.)
2.1.2.
Placas de dupla face
As placas de dupla face, ao contrário das de face única, têm padrões de cobre em ambos os lados da placa, o que significa que é possível ter uma maior densidade de componentes e de linhas condutoras. Este tipo de placas pode ter, ou não, componentes do tipo plated through hole.
As placas de dupla face com componentes do tipo plated through hole possuem circuitos elétricos nos dois lados da placa que são ligados através da metalização da parede do furo. Esta tecnologia é utilizada na produção de placas com complexidade e densidade de circuitos elevada, pois como a junta de soldadura é realizada apenas num dos lados da placa é possível diminuir a distância entre componentes.
Figura 2.5- Placa de dupla face com plated through hole.
(Adaptado de: Printed Circuit Boards: Design, Fabrication, Assembly and Testing.)
As placas de dupla face com componentes do tipo non-plated through hole são uma extensão das placas de única face, em que a metalização pode ser evitada diminuindo assim os custos de produção. Neste tipo de placas as ligações são feitas através da soldadura dos pinos do componente nos dois lados da placa, como exemplifica a Figura 2.6.
Figura 2.6- Placa de dupla face com non-plated through hole.
14
2.1.3.
Placas multicamadas
As placas multicamadas são utilizadas em aplicações em que a densidade de ligações é demasiado elevada e não é possível executá-las com placas de face única ou dupla.
As placas multicamadas são caraterizadas pela sobreposição alternada de uma fina camada de material condutor e uma camada de um material conhecido como prepreg 5, obtendo-se uma montagem do tipo sandwich.
O circuito impresso no topo da placa é semelhante à placa de circuito impresso convencional, com a exceção de que nestas os componentes são colocados a uma distância substancialmente menor (existindo uma grande densidade de componentes na placa), o que leva à necessidade de se utilizar várias camadas de material condutor para se efetuarem todas as ligações elétricas. O circuito elétrico é completado ligando as diferentes camadas através de furos ou vias metalizados colocados transversalmente à placa. As placas multicamadas têm sempre três ou mais camadas.
Figura 2.7 – Exemplo de placa com 10 camadas.
5 O prepreg é uma expressão que deriva do termo pré-impregnado e representa um material compósito cuja
15
Com o desenvolvimento da técnica de laminação em massa de placas de quatro e mais camadas, atualmente as placas multicamadas são produzidas com a mesma facilidade que uma placa de dupla face, sendo utilizadas tanto em produtos muito complexos como em produtos de aplicação comum.
2.1.4.
Classificação dos componentes eletrónicos
De uma forma geral os componentes podem ser classificados como through holde devices (THD) ou então como componentes do tipo surface mount devices (SMD). Enquanto, nos componentes do tipo THD estes possuem pinos que são inseridos nos furos through hole para serem fixados na placa, os do tipo SMD são montados diretamente sobre a superfície do PCI em zonas designadas por pads.
Os componentes do tipo THD podem ainda ser classificados quanto à forma de inserção, como axiais ou então como radiais [5]. Nos axiais os pinos estão dispostos segundo o eixo do componente, como é o caso das resistências (representadas na Figura 2.8a) e nos componentes radiais os pinos estão dispostos radialmente ao componente, como acontece com os condensadores eletrolíticos (representados na Figura 2.8b).
Figura 2.8- Componente axial a) e componente radial b).
Os componentes do tipo SMD não possuem pinos para serem inseridos nos furos, sendo montados diretamente sobre os pads e soldados posteriormente. Os condensadores cerâmicos apresentados na Figura 2.9a são exemplos de componentes SMD, existindo ainda uma variante hibrida que possui pinos, como por exemplo o caso dos circuitos integrados da Figura 2.9b.
16
Figura 2.9- Condensador cerâmico a) e circuito integrado b).
A ligação elétrica entre os componentes é feita no lado cobreado da PCI através de caminhos condutores, as pistas, como se pode ver na Figura 2.10.
Figura 2.10 - Representação de uma pista condutora.
Estas ligações terminam nos pontos de ligação com os componentes, vulgarmente designados por pads (apresentados na Figura 2.11) que podem ser planos (ou para montagem à superfície) quando são utilizados componentes do tipo SMD, ou então são furos (para quando a montagem não é à superfície), nos quais são inseridos os terminais dos componentes do tipo THD.
Figura 2.11 –Pad de componente do tipo THD a) e pad de componente do tipo SMD b).
No processo de montagem dos componentes nas placas de circuito impresso devem garantir-se os principais requisitos: um contato elétrico sem ocorrência de falhas, evitar curtos- circuitos6, assegurar a dissipação térmica dos componentes de forma a não danificar o componente e ainda, suportar as condições ambientais e mecânicas a que são sujeitas em serviço.
6O curto-circuito é o fenómeno elétrico que se produz quando se reúnem por um condutor de resistência muito fraco dois pontos entre os quais existe uma diferença de potencial, como por exemplo a união entre dois pinos de componentes diferentes através de uma ponte de solda.
17
A técnica convencional de montagem consiste na inserção dos terminais dos componentes (ou pinos) nos pads existentes na PCI, realizando-se posteriormente a soldadura entre esses dois elementos, o que possibilita não só a fixação dos componentes na placa mas também a ligação elétrica dos mesmos.
Além da montagem convencional existe ainda a tecnologia de montagem em superfície (para componentes SMD) em que os componentes não possuem pinos (leads) e são montados na placa através de um processo de colagem sendo posteriormente soldados na superfície da mesma. Nesta tecnologia os componentes apresentam dimensões reduzidas comparativamente com os componentes com a mesma função na tecnologia convencional.
Com o aparecimento das placas de circuito impresso, surgiu também a soldadura em massa, em que são soldadas simultaneamente todas as juntas de soldadura sem que haja aplicação manual de solda. Nos próximos subcapítulos são apresentadas as técnicas de soldadura por onda e por reflow, que são os métodos mais usuais de soldadura utilizados na produção de placas de circuito impresso.
2.2.
Vantagens das PCI
De acordo com Preeti Maheshwari [6] e R.S Khandpur [1], a utilização de uma PCI em prol de qualquer outro método de ligação de fios ou técnicas de montagem de componentes eletrónicos, deve-se ao facto de conseguir juntar as funcionalidades das restantes técnicas num produto compacto, permitindo assim uma redução do peso e volume do conjunto montado.
Com as PCI, a montagem dos componentes pode ser realizada de forma automática, permitindo um alto nível de repetibilidade e uniformidade elétrica em todos os produtos. Outra das vantagens da utilização de placas de circuito impresso está relacionado com o facto de os componentes terem uma localização fixa nas placas, o que permite uma fácil manutenção e identificação dos componentes.
18
2.3.
Processos de produção
2.3.1.
Soldadura por onda
A soldadura por onda [7, 8, 9, 10] é o método normalmente mais utilizado para a soldadura em massa de componentes through-hole [1]. Na soldadura por onda uma bomba cria uma onda de solda fundida sobre a qual passa a placa de circuito impresso. A solda fundida vai entrar em contacto com as superfícies da placa e com os pinos dos componentes levando à união mecânica entre o componente e o pad de cobre que se encontra na placa.
No processo de soldadura por onda uma placa com os componentes montados entra no forno de soldadura, onde lhe é aplicado o fluxo sendo depois pré-aquecida e movida pela cadeia transportadora em direção à onda de soldadura [1].
Neste método de soldadura, devido aos diferentes coeficientes de expansão térmica dos vários materiais, as PCI vão sofrer diferentes variações volumétricas em diferentes zonas das placas [11, 12], o que pode levar a problemas de fadiga térmica, falha mecânica das juntas de soldadura ou ainda a um empeno da placa.
A utilização deste método exige que seja realizada uma pré-fixação/montagem dos componentes na placa para que estes se encontrem nas devidas posições e suportem as forças exercidas pela onda de soldadura. Esta fixação/montagem dos componentes na placa no caso dos componentes do tipo SMD consegue-se através da deposição de um ou mais pontos de cola sobre a superfície da placa, de acordo com a dimensão do componente.
Figura 2.12 – Deposição de 1 ponto de cola a) e deposição de 2 pontos de cola b).
Depois do processo de colagem, os componentes são inseridos de forma automática nas suas posições quer no caso dos componentes do tipo through-hole quer nos componentes do tipo SMD. Após o processo de montagem estar concluído a placa está pronta para iniciar o processo de soldadura por onda.
19
Figura 2.13- Componente SMD montado a) e componente THD montado b).
As placas com os componentes montados entram numa cadeia de transporte (conveyor) que as conduzem ao longo do forno de soldadura até estas serem soldadas pela onda de solda líquida. O forno tem a particularidade de possuir uma atmosfera controlada de azoto para garantir a não oxidação da solda (evitando a formação de escória e a oxidação da junta soldada).
O processo de soldadura por onda engloba três etapas distintas: fluxo, preaquecimento e soldadura como refere a Figura 2.14. De seguida são explicadas as três etapas principais de forma mais pormenorizada [1, 13].
Figura 2.14- Esquema do processo de soldadura. (Retirado de: http://www.vitronics-soltec.com em 28-08-2014.)
Na primeira etapa, a superfície da placa de circuito impresso é pulverizada com um revestimento que permite uma melhor aderência da solda e cuja principal finalidade é a de possibilitar a não oxidação do metal [14]. Assim, quando a placa entra na onda de soldadura o fluxo tem a função de limpar o componente e a área da placa (os pads) que vai ser molhada pela solda, pois quer o metal presente na placa quer o metal da onda estão normalmente cobertos com uma camada de óxidos, e se não existir uma remoção eficaz é difícil criar uma boa junta de soldadura.
Desta forma, tal como explicado acima, uma boa e eficaz aplicação do fluxo é fundamental para a obtenção de uma boa junta de soldadura, o que também significa um maior tempo de vida da placa.
20
A segunda etapa, o preaquecimento da PCI, permite a ativação do revestimento através da evaporação do solvente do fluxo, garantindo uma temperatura uniforme na placa e reduzindo o choque térmico experienciado pelos componentes devido ao rápido aumento de temperatura produzido pelo contacto com a solda líquida (que se encontra a 250ºC ± 5ºC). Por outro lado, possibilita também a eliminação de resíduos que se encontrem sobre a superfície da placa [15, 16, 17]. O pré-aquecimento é normalmente realizado através de lâmpadas de infravermelhos, como mostra a Figura 2.15, ou então através de correntes de convecção de ar quente. Para garantir a evaporação do fluxo, a temperatura de preaquecimento deve estar compreendida entre os 95°C e os 130ºC (Anexo A).
Figura 2.15- Lâmpadas de infravermelho utilizadas no preaquecimento.
Por fim, os componentes são soldados à placa através da onda de soldadura, conhecida por ship ou turbulance wave, que é produzida com recurso a uma bomba que impele o metal líquido através de um bocal contra a placa. Ao molhar o componente e o pad no qual este se encontra montado dá-se a formação da junta de soldadura.
Pode ainda ser utilizada uma segunda onda, laminar ou whörtmann wave, que permite uma velocidade vertical maior e por isso expele melhor o fluxo, possibilitando a remoção de possíveis curtos-circuitos, garantindo assim bons pontos de soldadura [14].
Figura 2.16 - Curto-circuito entre dois pinos (solder bridge).
A utilização de duas ondas no processo de soldadura por onda é mais adequado para soldar placas que possuam simultaneamente componentes do tipo THD e SMD. O bocal da
21
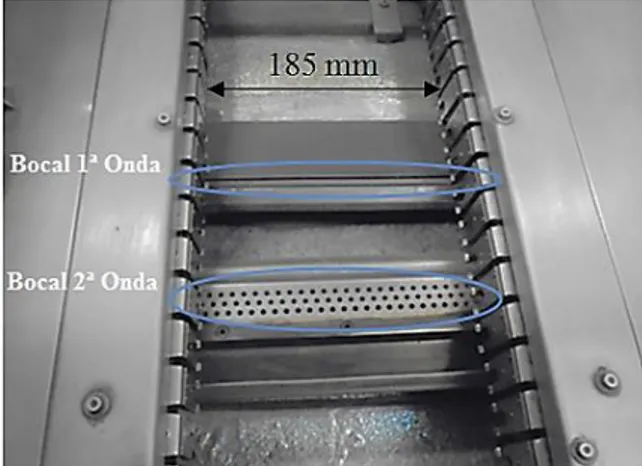
primeira onda está posicionado na direção do transporte e cria um fluxo turbulento ao longo da superfície da placa, o que permite uma melhor molhabilidade de todos os componentes. A segunda onda, como possui um bocal mais largo e uma componente de velocidade vertical maior comparativamente com a primeira, permite uma melhor penetração da solda líquida nos furos dos componentes THD garantindo uma melhor qualidade da soldadura.
Figura 2.17 - Primeira e segunda onda da máquina de soldadura por onda.
Assim, de uma forma muito genérica pode caracterizar-se o processo de soldadura da seguinte forma: a primeira onda aquece os pontos de contacto e faz uma pré-estanhagem e a segunda onda finaliza a soldadura, garantindo uma quantidade de solda suficiente em todos os pontos de soldadura, um bom acabamento e a remoção de curtos-circuitos.
2.3.2.
Soldadura por reflow
A soldadura por reflow [18, 1] é o método de soldadura mais utilizado atualmente na tecnologia de componentes do tipo surface mounted, cuja junta de soldadura é realizada pela fusão de uma pasta de solda que é previamente depositada na zona onde vão ser colocados os componentes. Assim, anteriormente ao processo de reflow, faz-se a deposição da solda em pasta nos pads dos componentes, normalmente com recurso a um processo de impressão por rolo, em que se utiliza uma placa metálica (stencil) que possui aberturas com as dimensões e a espessura requerida para se obter um determinado volume de solda nas posições onde se pretende soldar o componente.
O rolo é utilizado para fazer o varrimento da pasta de solda por todo o stencil e assim distribuir a pasta sobre a matriz depositando-se apenas pasta nos furos existentes, que correspondem à localização dos pads dos componentes [19]. Posto isto, os componentes são
22
montados sobre a pasta de solda depositada e depois sofrem o processo de reflow, em que as placas, através de um conveyor, entram num forno que aquece toda a PCI até uma temperatura superior à temperatura de fusão da liga metálica, formando desta forma a ligação mecânica e elétrica do componente à placa.
23
Capítulo 3.
Fundamentos para o
Cálculo Numérico
Como a força exercida sobre os componentes vai ser determinada com recurso ao cálculo numérico, este capítulo apresenta as equações fundamentais da mecânica computacional de fluidos, bem como o modelo de volume de fluidos e os modelos de turbulência adotados neste trabalho. A informação apresentada permite perceber e caraterizar o modelo apresentado no capítulo 4.
25
3.1.
Equações Fundamentais de Conservação
A mecânica computacional de fluidos (Computational Fluid Dynamics – CFD) foi desenvolvida por engenheiros e matemáticos para resolver problemas de transferência de calor e de massa, de escoamento de fluidos e de aerodinâmica [20].
Como as equações de movimento de um fluido já se encontram definidas atualmente, para problemas com geometria e condições de fronteira complexas tornou-se necessário desenvolver programas computacionais com um grande poder de cálculo num curto espaço de tempo.
Assim, nas décadas de 1950 e 1960, com o desenvolvimento dos computadores começou a ser possível estudar problemas de escoamento de fluidos e de transferência de calor e massa através de CFD, o que permitiu respostas mais rápidas para os problemas em estudo, bem como a diminuição dos custos associados aos projetos, visto que não era necessária a construção de protótipos físicos para se obter uma solução [21].
O desenvolvimento da mecânica computacional de fluidos ocorreu em paralelo com o desenvolvimento do poder de processamento dos computadores. A grande maioria dos códigos CFD é baseada nos métodos das diferenças ou dos volumes finitos, sendo que no caso do software utilizado, este faz o cálculo numérico com base na última opção.
As leis fundamentais na mecânica computacional de fluidos são as leis da conservação da massa, de quantidade de movimento e de energia. No caso particular dos softwares em que o código é baseado no método dos volumes finitos, as equações que expressam as leis fundamentais da conservação são aplicadas num volume delimitado por uma superfície.
A conservação da massa implica que a quantidade de massa que entra num volume de controlo é igual à quantidade de massa que sai, criando assim um equilíbrio entre o fluxo de massa que entra e o que sai do sistema. A equação matemática que expressa a conservação da massa é a seguinte: ∂u ∂x+ ∂v ∂y+ ∂w ∂z = 0 (3.1)
Onde u, v, e w são as velocidades nos eixos, x, y e z respetivamente. A conservação do momento é regida pela Segunda Lei de Newton, em que a alteração da quantidade de momento numa partícula de fluido e é igual à soma das forças que atuam no fluido.
26
Este princípio é descrito pelas equações seguintes [22] para cada um dos eixos:
ρ (∂u ∂t+ u ∂u ∂x+ v ∂u ∂y+ w ∂u ∂z) = − ∂P ∂x+ ŋ ( ∂2u ∂x2+ ∂2u ∂y2+ ∂2u ∂z2) + ρgx (3.2) ρ (∂v ∂t+ u ∂v ∂x+ v ∂v ∂y+ w ∂v ∂z) = − ∂P ∂y+ ŋ ( ∂2v ∂x2+ ∂2v ∂y2+ ∂2v ∂z2) + ρgy (3.3) ρ (∂w ∂t + u ∂w ∂x + v ∂w ∂y + w ∂w ∂z) = − ∂P ∂x+ ŋ ( ∂2w ∂x2 + ∂2w ∂y2 + ∂2w ∂z2) + ρgz (3.4)
Em que representa a viscosidade, representa a massa volúmica do fluido, P representa a pressão estática e g a aceleração da gravidade.
A equação da energia descreve que a taxa de variação da energia de uma partícula é igual à soma da taxa de calor adicionada a uma partícula de fluido com o trabalho realizado por essa partícula, em que K representa a condutividade térmica e T a temperatura.
ρcp(u ∂T ∂x+ v ∂T ∂y+ w ∂T ∂z) = K ( ∂2T ∂x2+ ∂2T ∂y2+ ∂2T ∂z2) (3.5)
3.2.
Método dos Volumes Finitos
De acordo com Patankar [23], o Método dos Volumes Finitos é definido como a integração no espaço e no tempo da equação diferencial na forma conservativa num dos volumes de controlo, ou seja, o conceito chave usado na sua formulação é o princípio de conservação de uma determinada quantidade física expressa pelas equações governativas sobre qualquer volume finito. O método utiliza a equação diferencial na sua forma integral e para isso, torna-se necessário discretizar o domínio do problema estudado. Assim, divide-se o domínio num número finito e contínuo de volumes de controlo, aplicando-se em cada um deles a equação de conservação. No processo de discretização será utilizada uma malha do tipo nós e faces centradas como se representa na Figura 3.1, onde os índices em maiúsculo representam os volumes internos e os índices em minúsculos, representam as faces.
27
Figura 3.1 - Representação esquemática de um volume de controlo.
A aplicação do método de volumes finitos é iniciada com a geração da malha do problema. Nesta etapa o domínio da solução é dividido num número finito de volumes de controlo (a malha apenas define as fronteiras do volume de controlo) e as equações governativas são aplicadas a cada um deles. No centróide de cada volume de controlo localiza-se um nó computacional onde são calculados os valores das variáveis, os valores das variáveis localizadas nas superfícies dos volumes de controlo são conseguidas por interpolação com base no valor das variáveis situadas no centro dos volumes de controlo vizinhos.
O MVF pode ser aplicado a qualquer tipo de malha, pelo que se adapta a geometrias complexas. O método é inerentemente conservativo, ou seja os integrais de superfície que representam os fluxos difusivos e convectivos são os mesmos nas faces partilhadas por um volume de controlo.
3.3.
Volume de fluidos (VOF)
Como o caso de estudo está relacionado com o escoamento de um fluido numa atmosfera de um outro fluido, é necessário utilizar um método que permita monitorizar a interface desses dois fluidos.
O modelo de volume de fluídos é uma técnica de monitorização de superfícies livres aplicada a malhas Eularianas fixas [24, 25, 26], este modelo foi proposto por Hirt e Nichols [27] e foi desenvolvido para dois ou mais fluidos imiscíveis em que é relevante acompanhar a posição da interface dos fluidos.
O método baseia-se na divisão do domínio em volumes de controlo em que a fração de volume de cada célula está devidamente definida. A frente do escoamento é conseguida através da resolução das equações de transporte de um fluido [28]:
28 ∂F ∂t+ u ∂F ∂x+ v ∂F ∂y+ ∂F ∂z= 0 (3.6) Em que:
F - É a fração de volume de fluido no volume de controlo;
u, v e w - É o vetor da velocidade de escoamento para o eixo x, y e z, respetivamente. Se for definido F=1 significa que a célula se encontra completamente preenchida por fluido, de forma inversa se for definido como zero, significa que a célula não contém fluido. Assim, uma célula cuja fração de volume esteja compreendida entre zero e um significa que contém uma superfície livre.
No método VOF, situa-se na direção normal à fronteira a direção em que o valor da fração de volume varia mais rapidamente, visto que F é função do passo (ou intervalo de tempo) como indica a equação 2.6. Quando pretendido, esta equação pode ser utilizada para determinar a fronteira do fluido de acordo com os valores registados para a fração de volume em cada um dos volumes de controlo.
De uma forma geral, o método de volume de fluidos permite monitorizar superfícies livres em malhas de duas ou três dimensões, podendo desta forma acompanhar o desenvolvimento da interface do escoamento de um determinado fluido numa atmosfera com outro fluido.
O modelo de volume de fluídos é uma técnica de monitorização/rastreamento de superfície aplicada a malhas Eularianas fixas, sendo apropriado para fluidos imiscíveis em que é relevante acompanhar/monitorar a posição da interface entre os fluidos [29]. Neste modelo os fluidos partilham as mesmas equações de momento e a fração de volume de cada fluido é monitorizada ao longo de todo o domínio.
As aplicações do VOF incluem escoamentos estratificados, escoamentos de superfície livre, movimento de bolhas de elevadas dimensões num líquido, previsão da quebra de um jato (tensão de superfície) e ainda o rastreamento da interface de um líquido/gás em estado estacionário ou transiente.
3.4.
Modelos de turbulência
Os modelos de turbulência disponíveis para a realização deste estudo encontram-se baseados nas equações de conservação de massa e energia.
29
3.4.1.
Modelo k-ε Padrão
O modelo de turbulência k-ε [30, 26, 29] é o modelo mais utilizado no cálculo de escoamento de fluidos. De forma geral é composto por duas equações que permitem determinar o comprimento turbulento e a escala de tempo através da resolução individual de duas equações de transporte.
Este modelo de turbulência faz parte de um dos modelos das equações de Navier Stokes (RANS), no qual se resolvem duas equações parciais, uma para a energia cinética turbulenta, k, e outra para a taxa de dissipação da energia cinética turbulenta, 𝜀.
Os modelos de turbulência k- possuem robustez, e razoável precisão, produzindo resultados admissíveis quando comparados com outros métodos mais sofisticados (complexos) e requerem menor tempo de computação e espaço de memória.
O modelo k-ε padrão é um modelo baseado nas equações de transporte para a energia cinética turbulenta k, e para a taxa de dissipação da energia cinética, . Na derivação deste modelo assume-se que o escoamento é totalmente turbulento.
As equações de transporte que possibilitam obter os valores para k e são:
∂ ∂t(ρk) + ∂ ∂xi (ρkui) = ∂ ∂xj [(μ +μt σk )∂k ∂xj ] + Gk+ Gb− ρε − YM+ Sk (3.7) ∂ ∂t(ρε) + ∂ ∂xi (ρεui) = ∂ ∂xj [(μ +μt σε ) ∂ε ∂xj ] + C1ε ε k(Gk+ C3εGb) − C2ερ ε2 k + Sε (3.8)
A produção de k é calculada por:
Gk= − ρu̅̅̅̅̅i′uj′
∂Uj
∂xi (3.9)
Gk= μtS2 (3.10)
A viscosidade turbulenta, neste modelo, é obtida seguinte forma:
μt= ρCμ
k2
ε (3.11)
𝑆 é o módulo do tensor de deformação médio e é definido como:
30
Os valores empíricos utilizados para as constantes [20, 19] presentes nas equações anteriores são:
C1ε= 1.44 ; C2ε= 1.92 ; Cμ= 0.09 ;σk= 1.0 ; σε = 1.3
3.4.2.
Modelo k-ε RNG
O modelo k-ε padrão não tem um desempenho tão fiável em escoamentos mais complexos e pode estar relacionado com imprecisões na equação da taxa de dissipação de energia cinética [31].
A teoria do grupo de renormalização (Renormalization group) foi inicialmente aplicada às equações de transporte de energia cinética turbulenta e à sua taxa de dissipação por Yakhot e Orszag, tendo posteriormente Smith e Reynolds analisado esta teoria e encontrado alguns erros algébricos que levaram à reformulação do modelo RNG [32].
Neste modelo introduziu-se um termo adicional na equação, que melhora o seu desempenho [33]. O método do grupo de renormalização (RNG) foi aplicado às equações de Navier-Stokes e permitiu remodelar as equações de transporte para k e bem como prever teoricamente o valor das constantes do modelo [34]. A derivação analítica resulta num modelo com constantes diferentes das que se usam no modelo padrão e com termos e funções adicionais nas equações de transporte para k e .
Assim, de uma forma geral pode-se assumir que este modelo é bastante similar ao modelo k- padrão, possuindo no entanto alguns aperfeiçoamentos, como o aumento da precisão em escoamentos tensos (strained flows), e enquanto o modelo padrão k-ε é utilizado normalmente para números de Reynolds altos, o modelo RNG possui uma fórmula para a derivada diferencial da viscosidade que admite o efeito de baixos números de Reynolds [29].
As equações de transporte que permitem obter os valores para k e são:
∂ ∂t(ρk) + ∂ ∂xi (ρkui) = ∂ ∂xj [akμeff ∂k ∂xj ] + Gk+ Gb− ρε − YM+ Sk (3.13) ∂ ∂t(ρε) + ∂ ∂xi (ρεui) = ∂ ∂xj [aεμeff ∂ε ∂xj ] + C1ε ε k(Gk+ C3εGb) − C2ερ ε2 k − Rε+ Sε (3.14)
31
A viscosidade turbulenta neste modelo é obtida seguinte forma:
d ( ρ 2 √εμ) = 1.72 v̂ √v̂3− 1 + C v dv̂ (3.15) Em que: v̂ =μeff μ (3.16) Cv~100
No caso limite de o número de Reynolds ser elevado, a equação de viscosidade é dada por:
μt= ρCμ
k2
ε (3.17)
Através da modificação da equação da viscosidade turbulenta é tido em conta o efeito de redemoinho no escoamento, tomando assim a seguinte forma:
μt= μt0f (αs, Ω,
k
ε) (3.18)
Em que:
μt0 - é o valor da viscosidade turbulenta calculada sem o efeito de redemoinho;
αs - é uma constante de redemoinho;
Ω - é um número característico de redemoinho.
O termo adicional da equação da taxa de dissipação de energia cinética turbulenta Rε é dado por: Rε= Cμρη3(1−η/η 0) 1 + βη3 ε2 k (3.19) Em que: η =Sk ε (3.20)
Os valores empíricos utilizados para as constantes presentes neste modelo [20, 19] são:
Cμ= 0.0845; C1ε= 1.42; C2ε= 1.68; σk= 0.7179; σε = 0.7179 ;
32
3.4.3.
Modelo k-
Realizable
Este modelo difere do modelo k- padrão por ter uma nova modelação para a equação da taxa de dissipação de energia cinética. A principal diferença entre estes dois modelos está no facto de a constante de viscosidade, Cμ (nos outros modelos k-) deixar de ter um valor constante e passar a ser função dos campos de turbulência, tensão e taxas de rotação [35, 31, 36].
O termo realizável significa que o modelo obedece a determinadas restrições da tensão de Reynolds que se aplicam a escoamentos turbulentos. Para compreender o modelo k-
Realizable, é necessário definir a equação para a tensão normal de Reynolds [29]:
u2
̅̅̅ =2
3k − 2vt ∂U
∂x (3.21)
Utilizando a equação 2.21 para vt = μt
ρ, obtém-se o resultado da tensão normal, u 2
̅̅̅, que por definição é positiva (o que significa que é não realizável), mas pode tornar-se negativa (realizável) quando a tensão é elevada o suficiente para satisfazer a seguinte condição:
k ε ∂U ∂x > 1 3Cμ ≈ 3.7 (3.22)
A forma mais simples para garantir a realizabilidade, ou seja, garantir que a tensão normal é negativa, é fazer com que Cμ seja variável.
Nas equações de transporte utilizadas neste modelo apenas a da taxa de dissipação de energia cinética difere da utilizada no modelo padrão, e tem a seguinte expressão:
∂ ∂t(ρε) + ∂ ∂xj (ρεuj) = ∂ ∂xj [(μ +μt σε )∂ε ∂xj ] + ρC1Sε − ρC2 ε2 k + √vε+ C1ε ε kC3εGb+ Sε (2.23) Onde: C1= max [0.43 , η η+5] (3.24) η = Sk ε (3.25) S = √2SijSij (3.26)
Sendo que a principal diferença entre este modelo e os restantes modelos k- se encontra no facto da viscosidade turbulenta não ser mais uma constante, e passar a ser resolvida da seguinte forma [33]:
33
Cμ= 1 A0+ AskU ∗ ε (3.27) Em que: U∗= √S ijSij+ Ω̃ijΩ̃ij (3.28) Ω̃ij= Ωij− 2εijkωk (3.29) Ωij= Ω̅̅̅̅ − εij ijkωk (3.30)Onde Ω̅̅̅̅ij é a taxa média de rotação do tensor com a velocidade angular ωk. As constantes A0 e As são dadas por:
A0 = 4.04 , As= √6 cos ∅ (3.31) Em que: ∅ =13cos−1(√6 W) , W = SijSS̃ik3Ski , Sij= 1 2( ∂uj ∂xi+ ∂ui ∂xj) (3.32)
Agora é possível verificar que Cμ, contrariamente ao que acontece nos outros modelos de turbulência 𝑘 − 𝜀 , deixa de ser uma constante e passa a ser dependente da tensão média, da taxa de rotação, da velocidade angular do sistema de rotação, da energia cinética turbulenta e da taxa de dissipação de energia cinética turbulenta.
Neste modelo as constantes assumem os seguintes valores:
C1ε= 1.44 , C2= 1.9 , σk = 1.0 , σε= 1.2
3.5.
Coeficiente de arrasto
Como o objetivo principal desta dissertação consiste na determinação da força exercida num componente eletrónico pela onda de soldadura, que é caracterizada pela resistência que o componente oferece à passagem da solda líquida, compreender como a força de arrasto se determina é indispensável para a compreensão do procedimento adotado na resolução do problema.
O coeficiente de arrasto, normalmente designado por Cd é um coeficiente de força adimensional utilizado para quantificar o arrasto ou a resistência que um objeto oferece à passagem de um fluido [30, 37, 38]. Este está diretamente relacionado com a força de arrasto