ii DE ACORDO COM A LEGISLAÇÃO EM VIGOR, É PERMITIDA A REPRODUÇÃO DE QUALQUER PARTE DESTA TESE/TRABALHO.
iii
À minha irmã,
Aos meus pais,
Ao meu marido.
iv
AGRADECIMENTOS
Ao apresentar este trabalho gostaria de agradecer a todos aqueles que mais diretamente contribuíram para a sua realização.
À minha irmã, Maria José, um agradecimento muito especial, pelo carinho e apoio incondicional ao longo destes anos.
Ao grupo RNM, pelo acolhimento, disponibilidade, pelo carinho e pela oportunidade concedida ao longo deste percurso.
À Doutora Susana Costa, expresso com muito carinho o meu obrigada, pelo seu empenho, dedicação e disponibilidade na orientação deste trabalho, mas também a sua amizade e simpatia.
À Engenheira Sofia, pela forma simpática e carinhosa como me acolheu. Á Anabela, pelo carinho e ajuda prestado ao longo deste percurso.
Aos meus colegas de Laboratório, pela amizade e simpatia que sempre me receberam. Em especial, ao meu colega Hugo Ferreira pelo apoio e incentivo que contribuíram definitivamente para o meu sucesso.
Aos meus pais, pelo amor e apoio manifestado ao longo desta vida.
Às minhas sobrinhas, ao meu cunhado pelo amor, ajuda e compreensão durante a realização deste trabalho.
v DECLARAÇÃO DE INTEGRIDADE
Declaro ter atuado com integridade na elaboração do presente trabalho académico e confirmo que não recorri à prática de plágio nem a qualquer forma de utilização indevida ou falsificação de informações ou resultados em nenhuma das etapas conducente à sua elaboração. Mais declaro que conheço e que respeitei o Código de Conduta Ética da Universidade do Minho.
Estudo comparativo de corantes reativos para algodão: gama standard versus ecológica, tingimento, controlo de qualidade e ensaios de solidez
vi RESUMO
O objetivo deste trabalho consistiu em realizar uma análise crítica de um processo de tingimento de algodão com corantes reativos, através da sua monitorização por métodos indiretos e, com base nos resultados obtidos, proceder à sua otimização.
Este trabalho foi desenvolvido na TCC (Tuebingen Chemical Company, S.A.) pertencente ao grupo RNM, utilizando corantes comerciais BEZAKTIV para o tingimento de Jersey 100% algodão. O trabalho desenvolvido permitiu a comparação de duas gamas de corantes reativos, denominados por Bezaktiv S e Bezaktiv Go.
Os corantes reativos convencionais ou standard (Bezaktiv S) são os mais utilizados no mercado, sendo corantes bifuncionais com elevado grau de fixação e uma excelente reprodutibilidade. Por sua vez, os corantes reativos Bezaktiv Go são considerados corantes ambientalmente mais sustentáveis na medida em que permitem economizar energia e água pois o tingimento é efetuado a baixas temperaturas. Com esta gama económica e ecológica, em princípio a descarga de corante para o efluente será também menor. Sendo que ambas as gamas são excelentes no tingimento de diversos substratos, o objetivo do trabalho foi demonstrar a eficiência da gama ecológica quando comparada com a gama standard, demonstrar a viabilidade das mesmas quando sujeitas a diferentes temperaturas, verificar as suas diferenças em termos de percentagem de corante que é lançado para os cursos de água, mas também os consumos de energia, água e corante.
Assim sendo, pretendeu-se testar um método de determinar a quantidade de corante presente em diversas etapas do processo têxtil, nomeadamente no banho de tingimento original, no banho após o tingimento, no banho após o ensaboamento e no banho após a lavagem final.
Este tipo de estudo pretendeu comprovar a aditividade da Lei de Beer na quantificação dos corantes presentes em solução após diferentes fases do processo de tingimento, para avaliar a possibilidade de utilização deste método para caracterizar os efluentes da indústria têxtil e permitir um tratamento mais adequado dos mesmos. Durante este percurso também foram desenvolvidos outros trabalhos, para uma melhor perceção do funcionamento e dinâmica da empresa.
Estudo comparativo de corantes reativos para algodão: gama standard versus ecológica, tingimento, controlo de qualidade e ensaios de solidez
vii ABSTRACT
The objective of this work was to perform a critical analysis of a dyeing process of cotton with reactive dyes, through its monitoring by indirect methods and, based on the obtained results, proceed to its optimization.
This work was developed at TCC (Tuebingen Chemical Company, S.A.) belonging to the RNM group, using BEZAKTIV commercial dyes for the dyeing of 100% cotton jersey. The work developed allowed the comparison of two reactive dye ranges, called Bezaktiv S and Bezaktiv Go. Conventional or standard reactive dyes (Bezaktiv S) are the most used in the market, being bifunctional dyes with a high degree of fixation and an excellent reproducibility. In turn, the reactive dyes Bezaktiv Go are considered environmentally more sustainable dyes in that they allow saving energy and water because the dyeing is carried out at low temperatures. With this economic and ecological range, in principle the discharge of dye to the effluent will also be smaller. Since both ranges are excellent in the dyeing of several substrates, the objective of the work was to demonstrate the efficiency of the ecological range when compared to the standard range, to demonstrate their viability when subjected to different temperatures, to verify their differences in terms of percentage of dye that is released into the watercourses, but also energy, water and dye consumption.
Thus, it was intended to test a method of determining the amount of dye present in various steps of the textile process, namely in the original dye bath, in the bath after dyeing, in the bath after soaping and in the bath after the final wash. This type of study aimed to prove the additivity of the Beer Law in the quantification of the dyes present in solution after different stages of the dyeing process, to evaluate the possibility of using this method to characterize the effluents of the textile industry and allow a more appropriate treatment of them. During this course other works were also developed, for a better perception of the function and dynamics of the company.
viii ÍNDICE AGRADECIMENTOS………...………...iv RESUMO……….…..vi ABSTRACT………..…....vii ÍNDICE………..viii ÍNDICE DE TABELAS………...….xi ÍNDICE DE FIGURAS……….…………..xiv ÍNDICE DE GRÁFICOS………..………...xv CAPÍTULO 1. 1.ENQUADRAMENTO E APRESENTAÇÃO DA EMPRESA………..22
2. INTRODUÇÃO ... 18
2.1. A cor ... 19
2.2. Corantes e processo de tingimento ... 20
2.3. Interações iónicas ... 21
2.4. Interações deVan der Waals ... 21
2.5. Interações por ponte de Hidrogénio... 21
2.6. Interações covalentes ... 22
3. Principais classes de corantes ... 23
3.1. Corantes Reativos ... 23 3.2. Corantes de Cuba ... 23 3.3. Corantes Diretos ... 24 3.4. Corantes Ácidos ... 24 3.5. Corantes Básicos ... 24 3.6. Corantes Dispersos ... 25 4. Processos de tingimento ... 25
4.1. Tingimento por esgotamento ... 26
4.2. Tingimento reativo ... 26
5. Química do tingimento ... 28
5.1. Fatores que influenciam o tingimento ... 30
ix
8. Laboratório Químico ... 33
8.1 Avaliação das cores ... 34
8.2. Controlo de qualidade ... 34
8.2.1. Solidez dos tintos das malhas à ação da água ... 36
8.2.2. Solidez dos tintos à ação dos suores ácidos e alcalinos ... 36
8.2.3. Solidez dos tintos à ação da luz... 36
8.2.4. Solidez dos tintos à fricção em seco e em húmido ... 36
8.2.5. Solidez dos tintos à lavagem doméstica e industrial ... 37
CAPÍTULO 2 CAPÍTULO 2. APRESENTAÇÃO E DISCUSSÃO DE RESULTADOS ... 38
1. APRESENTAÇÃO E DISCUSSÃO DE RESULTADOS ... 39
1.1. Estudo dos corantes reativos BEZAKTIV S ... 41
1.1.1. Bezaktiv Navy S-3G 150% ... 42
1.1.2 Bezaktiv Red S-3B 150% ... 47
1.1.3. Bezaktiv Yellow S-3R 150% ... 49
1.1.4. Bezaktiv Blue S-GLD 150% ... 52
1.2. Mistura de três corantes – Tricromia ... 56
3. Estudo com corantes reativos Bezaktiv GO... 60
2.1 Bezaktiv Navy GO ... 61
2.2 Bezaktiv Red GO ... 63
2.3 Bezaktiv Golden Yellow GO ... 66
2.4. Bezaktiv Blue GO ... 69
2.5. Mistura de três corantes– Tricromia ... 72
2.5.1. Para a cor Azul Marinho GO ... 73
2.5.2. Para a cor Bordeaux GO ... 74
2.5.3. Para a cor Vermelho GO ... 75
3. Ensaios de solidez ... 77
3.1. Solidez dos tintos das malhas à lavagem... 78
3.2. Solidez dos tintos das malhas à luz ... 78
CAPÍTULO 3 1. Materiais e métodos ... 83
x 2.1. Traçado das retas de calibração ... 86 CAPÍTULO 4
CONCLUSÕES ... 89 Referências bibliográficas... 91
xi ÍNDICE DE TABELAS
Tabela 1. Comparação do processo de tingimento por esgotamento e por impregnação. ... 25 Tabela 2. Avaliação da cor, testes de solidez e respetivas normas. ... 35 Tabela 3. Comparação das receitas de tingimento para a cor azul marinho utilizando a gama standard e a gama ecológica. ... 40 Tabela 4. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Navy S-3G ... 43 Tabela 5. Valores de coeficiente de absortividade molar do corante navy no seu comprimento onda de absorção máxima (navy), no comprimento de onda de absorção máxima do corante
vermelho (navy-v) e no comprimento de onda de absorção máxima do corante amarelo (navy-am).... 44
Tabela 6. Cálculo da incerteza associada à reta de calibração. ... 46 Tabela 7. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv red S-3B 150%. ... 47 Tabela 8. Valores de coeficiente de absortividade molar do corante vermelho no seu comprimento de onda de absorção máxima (az), no comprimento de absorção máxima do
corante azul (v-az) e no comprimento de onda de absorção máxima do corante amarelo (v-am). .. 49
Tabela 9. Cálculo da incerteza associada à reta de calibração. ... 49 Tabela 10. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv yellow S-3R 150%. ... 50 Tabela 11. Valores de coeficiente de absortividade molar do corante amarelo no comprimento de onda de absorção máximo do corante azul (am-az), no comprimento de onda de absorção máxima
do corante vermelho (am-v) e no seu comprimento de onda de absorção máxima (am). ... 51
Tabela 12. Cálculo da incerteza associada à reta de calibração ... 52 Tabela 13. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Blue S-GLD 150%. ...53_Toc15399295 Tabela 14. Valores de coeficiente de absortividade molar do corante azul no seu comprimento onda de absorção máxima (az), no comprimento de onda de absorção máxima do corante
vermelho (az-v) e no comprimento de onda de absorção máxima do corante amarelo (az-am). ... 54
Tabela 15. Cálculo da incerteza associada à reta de calibração. ... 55 Tabela 16. Tabela resumo dos coeficientes de absortividade molar calculados em diferentes comprimentos de onda para os diferentes corantes Bezaktiv S (para a cor azul marinho). ... 55 Tabela 17. Tabela resumo dos coeficientes de absortividade molar calculados em diferentes comprimentos de onda para os diferentes corantes Bezaktiv S (para a cor bordeaux e vermelho). ... 55 Tabela 18. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 56
xii Tabela 19. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento.
... 56 Tabela 20. Cálculo da concentração de de cada corante Caz, Cv e Cam no após o ensaboamento.57
Tabela 21. Cálculo da incerteza associada à medição da absorvância. ... 57 Tabela 22. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 57
Tabela 23. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento.
... 57 Tabela 24. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o
ensaboamento. ... 58 Tabela 25. Cálculo da incerteza associada à medição da absorvância. ... 58 Tabela 26. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 58
Tabela 27. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento.
... 58 Tabela 28. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o
ensaboamento. ... 59 Tabela 29. Cálculo da incerteza associada à medição da absorvância. ... 59 Tabela 30. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Navy GO ... 61 Tabela 31. Valores de coeficiente de absortividade molar do corante navy no seu comprimento onda de absorção máxima (navy), no comprimento de onda de absorção máxima do corante
vermelho (navy-v) e no comprimento de onda de absorção máxima do corante amarelo (navy-am).... 62
Tabela 32. Cálculo da incerteza associada à reta de calibração. ... 63 Tabela 33. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Red GO. ... 64 Tabela 34. Valores de coeficiente de absortividade molar do corante vermelho no seu comprimento de onda de absorção máxima (az), no comprimento de absorção máxima do
corante azul (v-az) e no comprimento de onda de absorção máxima do corante amarelo (v-am). .. 65
Tabela 35. Cálculo da incerteza associada à reta de calibração. ... 66 Tabela 36. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Golden yellow GO. ... 67 Tabela 37. Valores de coeficiente de absortividade molar do corante amarelo no comprimento de onda de absorção máximo do corante azul (am-az), no comprimento de onda de absorção máxima
do corante vermelho (am-v) e no seu comprimento de onda de absorção máxima (am). ... 68
Tabela 38. Cálculo da incerteza associada à reta de calibração. ... 69 Tabela 39. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Blue GO. ... 70
xiii Tabela 40. Valores de coeficiente de absortividade molar do corante azul no seu comprimento onda de absorção máxima (az), no comprimento de onda de absorção máxima do corante
vermelho (az-v) e no comprimento de onda de absorção máxima do corante amarelo (az-am). ... 71
Tabela 41. Cálculo da incerteza associada à reta de calibração. ... 71
Tabela 42. Tabela resumo dos coeficientes de absortividade molar calculados em diferentes comprimentos de onda para os diferentes corantes Bezaktiv Go ( para a cor azul marinho). .... 72
Tabela 43. Tabela resumo dos coeficientes de absortividade molar calculados em diferentes comprimentos de onda para os diferentes corantes Bezaktiv Go (para a cor bordeaux e vermelho). ... 72
Tabela 44. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 73
Tabela 45. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento. ... 73
Tabela 46. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de ensaboamento. ... 73
Tabela 47. Cálculo da incerteza associada à medição. ... 74
Tabela 48. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 74
Tabela 49. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento. ... 74
Tabela 50. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de ensaboamento. ... 74
Tabela 51. Cálculo da incerteza associada à medição. ... 75
Tabela 52. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de tingimento. . 75
Tabela 53. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho após o tingimento. ... 75
Tabela 54. Cálculo da concentração de de cada corante Caz, Cv e Cam no banho de ensaboamento. ... 75
Tabela 55. Cálculo da incerteza associada à medição. ... 76
Tabela 56. Tabela resumo da percentagem de corante no processo de ensaboamento. ... 76
Tabela 57. Realização dos ensaios de solidez dos tintos à luz. ... 79
Tabela 58. Corantes e respetivos grupos reativos usados nos tingimentos reativos a 60 °C. .... 84
Tabela 59. Corantes e respetivos grupos reativos usados nos tingimentos reativos a 40 °C. .... 85
xiv ÍNDICE DE FIGURAS
Figura 1. Tricromia aditiva e subtrativa. ... 19
Figura 2. Comprimentos de onda e respetivas cores da faixa da luz visível. ... 20
Figura 3. Interação iónica entre o corante (D) e a fibra de lã. ... 21
Figura 4. Exemplo da interação entre o corante sulfonado e a fibra da lã. ... 22
Figura 5. Interação covalente entre um corante do tipo clorotriazina e a celulose das fibras de algodão. ... 22
Figura 7. Exemplo do processo de tingimento de algodão com corante contendo o grupo sulfatetilsufona como centro reativo da molécula. ... 29
Figura 8. Mistura de um composto X e um composto Y, com comprimentos de onda de absorção máxima 1 e 2, respetivamente. ... 32
Figura 9. Espetrofotómetro Datacolor 650 e máquina de tingimento Datacolor Ahiba IR. ... 33
Figura 10. Cabine de luz VeriVide CAC 60 para avaliação da cor. ... 34
Figura 11. Escala de cinzentos para avaliar a transferência de cor. ... 35
Figura 12. Escala de cinzentos para avaliar alteração da cor. ... 35
Figura 13. Teste de solidez à lavagem no processo de tingimento utilizando corantes Bezaktiv Navy S-3G 150% (esquerda) e Bezaktiv Navy GO (direita). ... 78
xv ÍNDICE DE GRÁFICOS
Gráfico 1. Espetro de absorção no visível das soluções mãe dos corantes Bezaktiv S. ... 42 Gráfico 2. Reta de calibração do corante Bezaktiv Navy S-3G 150% no seu comprimento de onda de absorção máximo (599 nm), no comprimento de onda de absorção máxima do corante vermelho (542 nm) e no comprimento de onda de absorção máxima do corante amarelo (418 nm)………39
Gráfico 3. Reta de calibração do corante Bezaktiv Red S-3B 150% no seu comprimento de onda de absorção máxima (542 nm) e no comprimento de onda de absorção máxima do corante amarelo (418 nm). ... 48 Gráfico 4. Reta de calibração do corante Bezaktiv yellow S-3R 150% no seu comprimento de onda de absorção máxima (418 nm), e no comprimento de onda de absorção máxima do corante vermelho (542 nm). ... 51 Gráfico 5. Reta de calibração do corante Bezaktiv Blue S-GLD 150% no seu comprimento de onda de absorção máximo (608 nm) e no comprimento de onda de absorção máxima do corante vermelho (542 nm). ... 54 Gráfico 6. Espetro de absorção no visível das soluções mãe dos corantes reativos Bezaktiv GO.60 Gráfico 7. Reta de calibração do corante Bezaktiv Navy GO no seu comprimento de onda de absorção máximo (600 nm), no comprimento de onda de absorção máxima do corante vermelho (518 nm) e no comprimento de onda de absorção máxima do corante amarelo (409 nm). ... 62 Gráfico 8. Reta de calibração do corante Bezaktiv Red GO no seu comprimento de onda de absorção máxima (518 nm) e no comprimento de onda de absorção máxima do corante amarelo (409 nm). ... 65 Gráfico 9. Reta de calibração do corante Bezaktiv Golden yellow GO no seu comprimento de onda de absorção máxima (409 nm), e no comprimento de onda de absorção máxima do corante vermelho (518 nm). ... 68 Gráfico 10. Reta de calibração do corante Bezaktiv Blue GO no seu comprimento de onda de absorção máximo (607 nm) e no comprimento de onda de absorção máxima do corante vermelho (518 nm) e no comprimento de onda de absorção máxima do corante amarelo (409 nm). ... 71 Gráfico 11. Gráfico de tingimento com corantes reativos Bezaktiv S a 60°C. ... 84 Gráfico 12. Gráfico de tingimento com corantes reativos Bezaktiv Go a 40°C. ... 85
17 1. APRESENTAÇÃO DA EMPRESA E ENQUADRAMENTO
A presente dissertação é o resultado de um projeto individual, desenvolvido num contexto empresarial, no âmbito do segundo ano do Mestrado em Técnicas de Caracterização e Análise Química.
Este projeto realizou-se na empresa RNM Produtos Químicos SA, que foi criada em 1986 sob a designação de “DROVILUSA”.
O grupo RNM, é líder no mercado nacional do sector químico, assegurando soluções integradas a nível de produção, distribuição, logística e transporte de produtos químicos.
Os produtos asseguram o desenvolvimento de diversas unidades de negócio, com um espetro de soluções transversais a todas as áreas industriais.
Em 2015 adquiriu a Tuebingen Chemical Company, que é especializada em produtos que apoiam, na íntegra, todos os processos têxteis.
Com a integração no mesmo grupo, alargou-se a resposta ao nível da distribuição de produtos químicos de especialidade através da sua representada exclusiva CHT.
A multinacional alemã CHT representa mais de 60 anos de expeeriência na área dos produtos químicos de especialidade.
A vasta carteira de produtos de especialidade da TCC, ao nível dos corantes e auxiliares dedicados ao setor têxtil, complementam as “commodities” nas quais o Grupo RNM é distribuidor líder a nível nacional.
A TCC é a representante exclusiva em Portugal da marca CHT. Esta é certificada de acordo com as Normas de Qualidade ISO 9001:2015, de Gestão Ambiental ISO 14001:2015, e de gestão da saúde e segurança no trabalho ISO 45001:2018.
A TCC tem um laboratório físico que apoia todos os processos têxteis, e efetua todo o controlo de qualidade químico.
18 2. INTRODUÇÃO
A cor tem um papel importante na nossa vida diária, e no caso dos produtos têxteis, nos dias de hoje a exigência do cliente é cada vez maior. O processo de tingimento é um dos fatores fundamentais no sucesso comercial dos produtos têxteis. O tingimento é um processo de coloração de substratos têxteis mediante a aplicação de corantes capazes de formarem ligações covalentes com o grupo hidroxilo da fibra celulósica, no caso do algodão, ou de se tornarem insolúveis no interior da fibra, no caso dos corantes para aplicação no poliéster, por exemplo. Além do padrão e da cor, o consumidor normalmente exige algumas características básicas do produto, como por exemplo uma elevada solidez da cor e resistência ao desbotamento após múltiplas lavagens. Todas as características exigidas pelo cliente estão geralmente descritas num documento chamado caderno de encargos.
Uma das grandes dificuldades encontradas na indústria têxtil é o tratamento e remoção dos corantes residuais resultantes dos processos de tingimento. Os corantes são compostos químicos orgânicos que possuem a propriedade de absorver luz visível seletivamente, razão pela qual aparecem coloridos, devido à presença de grupos cromóforos tais como os grupos nitro (-NO2), azo (-N=N-) e carbonilo (-C=O). Os efluentes têxteis caracterizam-se por serem altamente
coloridos, devido à presença de corantes que não se fixam na fibra durante o processo de tingimento. Esta coloração pode ser detetada pela população e autoridades ambientais responsáveis, uma vez que os corantes são altamente visíveis a olho nu, mesmo em concentrações baixas. Este facto leva a uma perceção muito negativa da indústria têxtil em termos ambientais, por parte da população, mesmo que os efluentes têxteis sejam tratados à saída da fábrica e estejam a cumprir os parâmetros definidos por lei.
Em termos ambientais, o lançamento de efluentes têxteis não tratados nos cursos de água provoca uma degradação ambiental considerável, prejudicando o meio ambiente aquático. Dentre esses corantes, a classe de corantes trifenilmetano é largamente empregada na indústria têxtil e apresenta problemas à saúde pública e ao meio ambiente quando despejados nos efluentes, devido à alta toxicidade e difícil degradação.
Estima-se que cerca de duzentas mil toneladas de corante são perdidas para o efluente, sendo um perigo iminente para os ecossistemas aquáticos como também provocam danos no ambiente terrestre. Estes corantes devido à sua elevada estabilidade à luz, persistem no meio ambiente o que dificulta os processos convencionais de tratamento de águas residuais.
19 Assim, neste capítulo será feita uma revisão da área têxtil, com base no tipo corantes utilizados, assim como processos de tingimento, bem como minimizar perdas e tornar esta área mais sustentável1.
2.1. A cor
As variáveis para obter cores são a luz, o objeto e o observador, e a cor pode ser obtida de modo aditivo (no caso da luz sendo as cores primárias o vermelho, o verde e o azul) ou de modo subtrativo (no caso dos corantes sendo as cores primárias o amarelo, a magenta e o ciano). As cores primárias podem ser combinadas dando origem às cores secundárias e terciárias, como é possível verificar através da tricromia de cores apresentada na Figura 1.
Figura 1. Tricromia aditiva e subtrativa.
A cor é uma perceção visual que dificilmente se pode definir ou medir dado que é uma propriedade subjetiva e pode ser afetada pela acuidade visual do observador, cores circundantes, ilusões de ótica e cansaço visual, entre outros aspetos.
O espetro visível é uma pequena parte do espetro total de ondas eletromagnéticas que incluem ondas de rádio, micro-ondas, infravermelho, ultravioleta, raios X, raios gama, etc. O olho humano é apenas capaz de percecionar a radiação da gama visível do espetro eletromagnético total.
A luz é uma radiação eletromagnética que pode ser diferenciada pela sua frequência ou comprimento de onda. A Figura 2 mostra os comprimentos de onda e as suas cores representantes na faixa da luz visível.
20 Figura 2. Comprimentos de onda e respetivas cores da faixa da luz visível.
A formação da cor está associada à deslocalização de eletrões, através de sistemas conjugados de ligações duplas e simples, razão pela qual as substâncias coradas apresentam geralmente ligações duplas.
2.2. Corantes e processo de tingimento
Os corantes têxteis são compostos orgânicos cuja finalidade é conferir a uma certa fibra (substrato) determinada cor. Estes devem possuir certas características:
Cor intensa.
Solubilidade em solução aquosa (permanente ou apenas no decorrer da operação de tingimento).
Capacidade de ser absorvido e retido pela fibra e, eventualmente, de reagir quimicamente com ela (reatividade).
Solidez, ou seja, capacidade de quando ligado a uma fibra, resistir aos tratamentos a que a mesma é submetida no decorrer do processo de fabrico e durante a sua vida útil2.
Os corantes têxteis são substâncias que impregnam as fibras do substrato têxtil, reagindo ou não com o material, durante o processo de tingimento. A forma de fixação da molécula do corante a essas fibras geralmente é feita em solução aquosa e pode envolver basicamente quatro tipos de interações: interações iónicas, interações de hidrogénio, de Van der Waals e interações covalentes.
21 2.3. Interações iónicas
São tingimentos baseados em interações mútuas entre os grupos amino e carboxilato presentes na fibra e a carga iónica da molécula do corante (D) ou vice-versa, como por exemplo no tingimento da lã, seda e poliamida como mostra a Figura 3.
Figura 3. Interação iónica entre o corante (D) e a fibra de lã. 2.4. Interações deVan der Waals
São tingimentos baseados na interação proveniente da aproximação máxima entre orbitais π do corante e da molécula da fibra, de tal modo que as moléculas do corante são “ancoradas” firmemente sobre a fibra por um processo de afinidade, sem formar uma ligação propriamente dita. Esta atração é especialmente efetiva quando a molécula do corante é linear/longa e/ou planar, podendo assim aproximar-se o máximo possível da molécula da fibra. Este tipo de interação é encontrado no tingimento da lã, seda e fibras sintéticas.
2.5. Interações por ponte de Hidrogénio
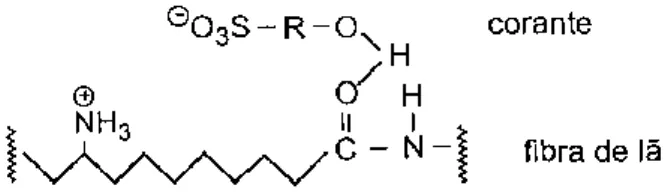
Provêm da interação não covalente entre átomos de hidrogénio do corante e pares de eletrões não ligantes de átomos dadores (como por exemplo oxigénio ou azoto) presentes nas fibras (Figura 4). Este tipo de interação é encontrado no tingimento de lã, seda e fibras sintéticas3.
22 Figura 4. Exemplo da interação entre o corante sulfonado e a fibra da lã.
2.6. Interações covalentes
Resultam da formação de uma ligação covalente entre a molécula do corante contendo um grupo reativo (normalmente um grupo eletrofílico) e um grupo nucleofílico presente nas fibras. Exemplos característicos deste tipo de interação são os tingimentos de fibras de algodão.
Existem vários tipos de corantes reativos, contudo, os principais contêm os grupos clorotriazinilo e sulfatoetilsulfonilo como grupos reativos. Nesses corantes e no caso do algodão, a reação química processa-se através da reação dos grupos hidroxilo da celulose com o grupo reativo do corante, conforme o exemplo apresentado na Figura 54. O estabelecimento de uma ligação covalente entre o corante e a fibra confere maior estabilidade e resistência da cor do substrato quando comparado com outros tipos de corantes em que o processo de coloração resulta de ligações de menor estabilidade5.
Figura 5. Interação covalente entre um corante do tipo clorotriazina e a celulose das fibras de algodão.
23 3. Principais classes de corantes
Os corantes podem ser classificados de acordo com a sua estrutura química, ou de acordo como o método utilizado para fixar o corante à fibra6. Como classe de corantes podemos ter:
Corantes reativos (utilizados em fibras celulósicas); Corantes de cuba (utilizados em fibras celulósicas); Corantes diretos (utilizados em fibras celulósicas); Corantes ácidos (utilizados em fibras poliamídicas); Corantes dispersos (utilizado em fibras de poliéster);
Corantes básicos ou catiónicos (utilizados em fibras acrílicas);
3.1. Corantes Reativos
Os corantes reativos possuem a propriedade de formar uma ligação covalente com as fibras, o que conduz a uma elevada solidez. Estes corantes foram desenvolvidos principalmente para o tingimento de algodão. O rendimento destes corantes será sempre menor, devido à hidrólise do corante (reação com a água e não com a fibra). O corante hidrolisado que se encontra depositado sobre a fibra deve ser eficazmente removido, para que não haja manchamento aquando da lavagem doméstica.
São compostos que contêm um grupo eletrofílico (reativo) capaz de formar ligações covalentes com os grupos hidroxilo das fibras celulósicas. Estes corantes são muito solúveis em água e o estabelecimento de uma ligação covalente entre o corante e a fibra confere maior estabilidade à cor7.
3.2. Corantes de Cuba
É o grupo de corantes mais antigos, que são insolúveis em água e necessitam de uma redução antes de serem aplicados à fibra. Esta redução é efetuada de modo a que estes se tornem solúveis em água. São compostos que contêm dois ou mais grupos cetona, insolúveis em água na sua forma oxidada. A maior aplicação deste tipo de corantes tem sido o tingimento do algodão, embora devido às suas excelentes propriedades de fixação, outros materiais também têm sido tingidos com estes corantes.
24 3.3. Corantes Diretos
Os corantes diretos, são bastante mais baratos e de fácil aplicação. A solidez á luz é relativamente mais baixa. Estes são compostos solúveis em água capazes de tingir fibras de celulose (algodão, etc.) através de interações de Van der Waals. A afinidade do corante pode aumentar devido ao uso de eletrólitos, devido à configuração plana da estrutura da molécula do corante ou devido às ligações duplas conjugadas. A grande vantagem desta classe de corantes é o elevado grau de esgotamento durante a aplicação, ou seja, quase todo o corante é absorvido pela fibra no processo de tingimento, e consequentemente a diminuição do teor elevado de corante nas águas residuais.
3.4. Corantes Ácidos
O termo corante ácido corresponde a um grande grupo de corantes aniónicos constituídos por um, dois ou três grupos sulfónicos. Estes grupos substituintes ionizáveis, tornam o corante solúvel em água e são usados no tingimento de fibras têxteis com grupos básicos, como a lã, a seda, o nylon e as fibras modificadas. No processo de tingimento, o corante previamente neutralizado liga-se à fibra através de uma troca iónica envolvendo o par de eletrões livres dos grupos amino e carboxílico das fibras proteicas, na forma não protonada. A obtenção de uma boa igualização (distribuição uniforme do corante pela fibra) depende da acidez e da temperatura. Isto é, quanto menor for o pH, mais rápido o corante se fixa à fibra, devido à maior carga positiva a fibra8.
3.5. Corantes Básicos
São compostos catiónicos e apresentam uma solubilidade limitada. São utilizados sobretudo em acrílicos devido às fortes interações iónicas.
O tingimento pode ser feito num banho neutro ou ácido. Devido à fraca solidez que estes corantes apresentam, podem efetuar-se tratamentos posteriores, que aumentam a solidez à lavagem e à luz9.
25 3.6. Corantes Dispersos
São um grupo de corantes insolúveis em água, que podem ser aplicados em fibras sintéticas e em outras fibras hidrofóbicas através de uma suspensão. Durante o processo de tingimento, o corante sofre hidrólise e a forma, originalmente insolúvel, é lentamente precipitada na forma dispersa sobre a fibra. A solubilidade do corante é pequena e influencia diretamente o processo de tingimento. Esta classe de corantes é utilizada principalmente para tingimento de fibras sintéticas, tais como: acetato de celulose, nylon, e poliéster6.
4. Processos de tingimento
O tingimento é uma operação destinada a colorir uniformemente os materiais têxteis. O material a tingir é determinante em todo o processo. As fibras constituintes restringem à partida a gama de corantes possíveis. Conforme a exigência da qualidade do tinto, caracterizada sobretudo pela sua uniformidade e pela solidez aos diversos agentes, assim será escolhido o corante a utilizar.
Podemos distinguir dois tipos de processos de aplicação de corantes, que são os processos descontínuos ou por esgotamento e processos semi-contínuos por impregnação. No processo por esgotamento, o substrato está permanentemente em contacto com toda a solução de tingimento, sendo o corante gradualmente absorvido pelas fibras.
O controlo rigoroso da agitação, temperatura, pH e concentração dos agentes auxiliares é importante para se obterem tintos igualados e com boa penetração, especialmente se o corante inicialmente absorvido tiver reduzida capacidade para migrar das zonas mais tingidas para as menos tingidas10.
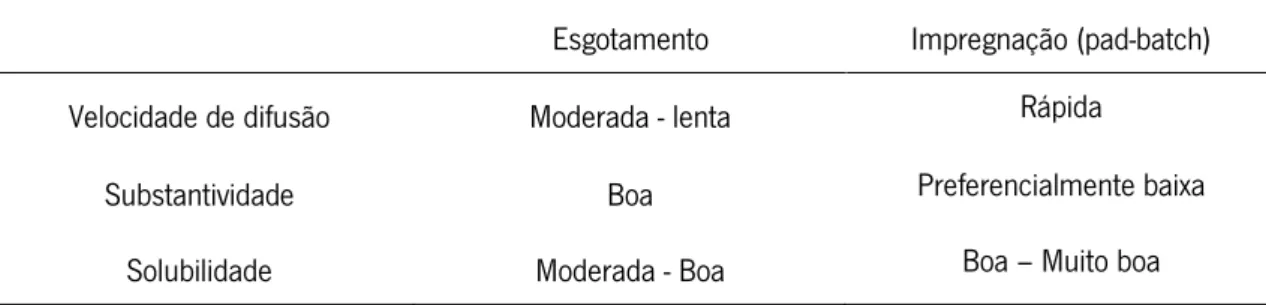
Tabela 1. Comparação do processo de tingimento por esgotamento e por impregnação. Esgotamento Impregnação (pad-batch)
Velocidade de difusão Moderada - lenta Rápida
Substantividade Boa Preferencialmente baixa
26 De acordo com a tabela 1, no tingimento por impregnação, o substrato passa num balseiro contendo um reduzido volume de solução de tingimento, passando de seguida entre dois rolos espremedores recobertos por borracha que, através da pressão exercida, removem o excesso de solução.
O balseiro deve por um lado permitir uma impregnação uniforme do material, o que obriga a um percurso do substrato razoável, para que se dê uma renovação rápida do banho, evitando assim o fenómeno de esgotamento. O balseiro deve ter um dispositivo de regulação de nível constante, através de alimentação do banho para compensar o líquido que o substrato absorveu. Os rolos espremedores são revestidos a borracha. A pressão que se aplica é determinante da chamada taxa de expressão (TE) ou de absorção que é definida por:
𝑇. 𝐸. = 𝑝𝑒𝑠𝑜 𝑠𝑢𝑏𝑠𝑡𝑟𝑎𝑡𝑜 ℎú𝑚𝑖𝑑𝑜 − 𝑝𝑒𝑠𝑜 𝑑𝑜 𝑠𝑢𝑏𝑠𝑡𝑟𝑎𝑡𝑜 𝑠𝑒𝑐𝑜
𝑝𝑒𝑠𝑜 𝑑𝑜 𝑠𝑢𝑏𝑠𝑡𝑟𝑎𝑡𝑜 𝑠𝑒𝑐𝑜 𝑥 100
A taxa de expressão é influenciada não só pela pressão aplicada como também pela estrutura e composição do substrato, a velocidade, a temperatura e a composição do banho de impregnação, o diâmetro dos rolos, a dureza do revestimentos e etc.
A maioria dos substratos de algodão é tingida com corantes reativos porque geralmente estes apresentam uma grande variedade de gamas de cores brilhantes e com um alto grau de resistência à lavagem. O repouso é feito a frio durante o tempo necessário à fixação do corante11.
4.1. Tingimento por esgotamento
Este processo, de um modo geral, divide-se em três etapas, nas quais ocorrem os processos físico-químicos de migração, absorção e difusão/fixação do corante. Estas etapas são definidas atendendo à natureza da fibra têxtil (natural ou sintética) e às suas características estruturais, classificação e disponibilidade do corante para a aplicação, propriedades de fixação compatíveis com o destino do material a ser tingido, considerações económicas e ambientais, entre outras11.
4.2. Tingimento reativo
Esta classe de corantes é a única que dentro dos corantes têxteis é capaz de reagir covalentemente com o substrato durante a aplicação, sendo que são utilizados principalmente
27 nas fibras celulósicas. Dada a ligação covalente, apresentam uma boa solidez, comparando com outras gamas como por exemplo de corantes diretos.
São corantes que apresentam cores brilhantes, uma vasta gama de tonalidades, versatilidade de aplicação e elevada solidez a tratamentos húmidos o que os torna mais apelativos ao tingimento de fibras celulósicas.
Do ponto de vista estrutural, os corantes reativos podem ser representados segundo a Figura 6:
a) Grupo cromóforo, que é responsável pela cor do corante e que determina propriedades como a solidez do material tingido, ao suor e à luz, entre outros.
b) Grupo reativo, determina a reação química com a fibra, uma vez que é através dele que esta se estabelece. Assim é responsável pela solidez à lavagem da cor obtida.
c) Ponte de ligação
d) Grupo solubilizante, é necessário para conferir solubilidade ao corante, devendo a sua quantidade variar entre 1 a 3 grupos sulfónicos, atingindo em certos casos 4 a 6 grupos.
Figura 6. Estrutura de um corante reativo. Sendo que,
A) É o grupo cromóforo B) É o grupo reativo C) É a ponte de ligação D) São os grupos solubilizantes
A estrutura do corante irá determinar propriedades, tais como a sua reatividade, afinidade e solubilidade e gama de cores. A reatividade do corante irá ser determinada pela natureza do grupo reativo, o que irá influenciar o seu modo de aplicação, pois uma reatividade elevada, irá permitir tingir a temperaturas mais baixas. Uma afinidade elevada irá tornar o processo mais eficiente12.
28 5. Química do tingimento
No tingimento de corantes reativos, o movimento das moléculas do banho de tingimento para as fibras celulósicas é efetuado da seguinte forma:
I. Difusão das moléculas de corante desde o banho até à interface celulose/banho de tingimento.
II. Adsorção das moléculas de corante pela fibra celulósica. III. Difusão das moléculas de corante para o local de reação.
IV. Reação entre moléculas de corante e os grupos hidroxilo da celulose em meio alcalino.
V. Reação entre moléculas de corante e a água em meio alcalino. VI. Adsorção do corante hidrolisado, proveniente do banho de tingimento. VII. Hidrólise do corante adsorvido à superfície da fibra.
O tingimento de corantes reativos é dividido em três fases distintas:
a) A migração, em que a fibra é tratada com o corante, em pH neutro e na presença de sal. A difusão dos corantes dá-se no interior da fibra e ocorre uma união que é baseada em forças intermoleculares. A única diferença entre os corantes diretos é que estes têm uma absorção menor, devido ao tamanho das suas moléculas também ser menor.
Seguidamente, ocorre uma difusão que provoca um equilíbrio entre o corante que se encontra no banho e o que está no interior da fibra. Ocorre então a migração do corante das zonas mais tingidas para as zonas menos tingidas. É neste momento de equilíbrio, denominado por esgotamento primário, e é aí que o álcali deve ser adicionado, pois a fibra não consegue absorver mais corante. Através da adição de álcali dá-se início à segunda fase do processo de tingimento, que é a reação do corante com a fibra6.
b) A fixação, é o momento em que o álcali é adicionado, originando pH alcalino necessário para a reação dos grupos hidroxilo da celulose com o corante. Esta reação é denominada como esgotamento final11.
29 Figura 7. Exemplo do processo de tingimento de algodão com corante contendo o grupo sulfatetilsufona
como centro reativo da molécula.
As duas reações ocorrem em simultâneo com o corante, a velocidade de reação deste com a fibra é muito superior à da reação com a água.
c) Eliminação do corante hidrolisado, pois este não se encontra ligado à fibra por ligações covalentes, mas sim através de ligações de Van der Walls e pontes de hidrogénio, tal como um corante direto. O corante hidrolisado é eliminado através do processo de ensaboamento. A maior ou menor eficácia desta eliminação está dependente da afinidade do corante, pois quanto maior a sua afinidade para com a fibra, maior é a dificuldade em eliminá-lo. O ensaboamento é geralmente efetuado à temperatura de ebulição com um tensioativo aniónico, pois a temperatura aumenta a solubilidade do corante, o que facilita a remoção do corante hidrolisado.
De modo a melhorar o rendimento da fixação dos corantes à fibra, foram introduzidos no mercado, os denominados corantes bifuncionais, ou seja, que apresentam dois grupos funcionais.
O conceito de corante reativo bifuncional foi estabelecido com a criação do CI Reactive Black 5. O uso de corantes monofuncionais para cores extremamente escuras podia resultar em mais de 50% do corante perdido por hidrólise. Alguns países começaram a demonstrar preocupações relacionadas com as descargas nos efluentes destas substâncias coradas. Esta preocupação levou a um interesse crescente na criação de corantes que hidrolisassem em menor extensão, devido ao reduzido rendimento do processo de tingimento e às penalizações criadas para este problema ambiental. O grupo reativo contribui para o aumento do peso molecular do corante, não modificando, no entanto, a sua cor. Apesar disso, outras propriedades dos corantes poderão ser afetadas pela sua presença, nomeadamente a solubilidade, grau de agregação, substantividade, capacidade de migração, etc.
30 Assim, se um dos grupos reativos hidrolisar, fica desativado, tal como acontece com os corantes reativos monofuncionais, não podendo a partir desse momento reagir covalentemente com as fibras. Contudo, se a molécula de corante tiver dois grupos reativos, existe ainda a possibilidade de o segundo grupo reagir com a fibra, aumentando dessa forma o número de moléculas de corante que se ligam covalentemente às fibras e consequentemente o rendimento da reação de fixação7.
5.1. Fatores que influenciam o tingimento
Os fatores mais importantes que podem influenciar o processo de tingimento são:
1. A natureza da fibra - que é muito importante pois pode possuir diferenças de afinidade. A afinidade determina a quantidade de corante que pode impregnar sobre a fibra, influenciando deste modo o rendimento de fixação e o tempo que é necessário para atingir a fixação do corante.
2. Afinidades do corante – os corantes reativos são de baixa afinidade, pois pretende-se que o corante hidrolisado seja igualmente de baixa afinidade para que possa ser removido mais facilmente. Apesar de possuírem uma baixa afinidade, devido às suas pequenas moléculas, estes corantes apresentam elevados coeficientes de difusão. A afinidade diminui com a temperatura, mas dado que estes possuem elevados coeficientes de difusão torna-se possível tingir a baixas temperaturas.
3. Relação de banho: á medida que a relação de banho aumenta, a hidrólise é favorecida, e deste modo diminui o esgotamento. É mais favorável trabalhar com relação de banho menor.
4. Temperatura de tingimento - em todos os tipos de tingimento, a temperatura deve ser determinada pela reatividade do corante. Assim quanto mais reativo for o corante, menor necessidade de temperatura.
5. Concentração de eletrólito - a fibra de celulose tem carácter negativo, tal como os corantes reativos. Desta forma, há necessidade de neutralizar o potencial eletronegativo, para favorecer a aproximação do corante á fibra. Assim, em solução neutra, ao adicionar o sal, neutraliza-se a carga da fibra, tornando possível a aproximação do corante e a fibra. A quantidade de sal adicionada depende da quantidade de corante utilizada e da relação de banho, sendo que quanto mais intensa for a cor, maior é a quantidade de sal a utilizar.
6. pH – a absorção de corantes reativos dá-se a pH neutro. Inicialmente não se deve aumentar o pH, pois o corante ainda não foi absorvido pela fibra e iria originar uma maior
31 hidrólise. Á medida que se adiciona o álcali, inicia-se a reação entre o corante e a fibra. É necessário priorizar que logo após da adição do álcali, a distribuição do corante pela fibra seja uniforme e homogénea de modo a evitar o manchamento da mesma. O intervalo de pH que se deve trabalhar será entre 8 e 11, verificando-se que o esgotamento diminui para pH de valor superior. A função do álcali prende-se com a reação com os ácidos que se libertam durante o tingimento, neutralizando, assim, o pH e acelerando a velocidade de reação2.
6. Espetrofotometria de absorção no visível
A espetrofotometria é uma técnica baseada na relação entre a intensidade de luz que incide sobre uma amostra e sobre a luz transmitida ou refletida pela amostra e que é detetada pelo equipamento e o espetrofotómetro é o instrumento capaz e registar dados de absorvância e transmitância em função do comprimento de onda.
A espetrofotometria de absorção no visível é baseada na absorção da radiação nos comprimentos de onda da zona visível permitindo identificar substâncias com base no seu espetro (análise qualitativa) e também quantificá-las, uma vez que, a quantidade de luz absorvida está relacionada com a concentração da substância (análise quantitativa).
A lei de Beer é a base desta técnica, sendo que a absorvância apresenta uma relação linear com a concentração, a baixas concentrações:
A = l × c ×
Em que:
A - absorvância
ε - coeficiente de absortividade molar (L mol-1 cm-1)
l - percurso ótico (cm)
c - concentração do elemento que absorve na solução (mol L-1).
A análise quantitativa por espetroscopia de absorção no visível é uma técnica muito utilizada quer para a quantificação de apenas um composto quer para a quantificação de múltiplos compostos numa mistura.
32 No caso de uma mistura de compostos, a lei de Lambert-Beer é válida para todas as espécies em solução e a absorvância total a um determinado comprimento de onda vai ser a soma das absorvâncias dos compostos individuais, ou seja, numa mistura de n compostos num dado comprimento de onda:
Amistura 1+2+... +n = A1 + A2 + ... An
No caso de termos uma mistura de dois compostos X e Y, em que cada um apresenta um comprimento de onda de absorção máxima 1 e 2, o espetro de absorção total irá apresentar as
bandas dos dois compostos, de acordo com a Figura.
Figura 8. Mistura de um composto X e um composto Y, com comprimentos de onda de absorção máxima 1 e 2, respetivamente.
No 1: Amistura X+Y = X1 CX + Y1 CY
No 2: Amistura X+Y = X2 CX + Y2 CY
Mesmo que os espetros de absorção dos diferentes compostos se sobreponham, se se souber os coeficientes de absortividade de cada composto a diferentes comprimentos de onda será possível analisar e quantificar os componentes individuais da mistura.
Por resolução do sistema de duas equações acima indicadas será calculada a concentração de cada composto, neste caso CX e CY.
Este trabalho teve como objetivo a utilização da espetroscopia de absorção no visível para analisar misturas de corantes cujas cores desenvolvidas foram um azul marinho, um bordeaux e um vermelho.
33 Quer para a gama standard, quer para a gama ecológica, foram desenvolvidas as mesmas cores de modo a obter a percentagem de cada corante utilizado para o tingimento e deste modo verificar a eficiência de cada um.
Este tipo de estudo pretendeu comprovar a aditividade da Lei de Beer na quantificação dos corantes presentes em solução após diferentes fases do processo de tingimento, para avaliar a possibilidade de utilização deste método para caracterizar os efluentes da indústria têxtil e permitir um tratamento mais adequado dos mesmos.
8. Laboratório Químico
No laboratório após a receção do pedido da cor por parte do cliente, são realizados vários ensaios de maneira a que o lab-dip seja o mais próximo possível da cor original. As receitas de cor são determinadas através de leituras feitas no espetrofotómetro e no final são propostas várias opções ao cliente para que este avalie e aprove a cor para que esta futuramente vá para a produção.
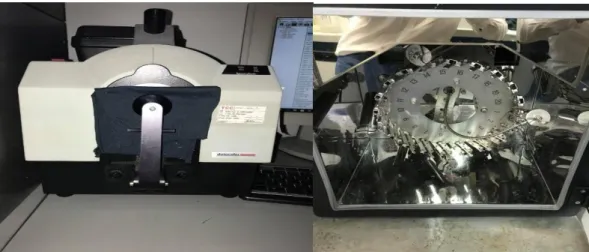
Figura 9. Espetrofotómetro Datacolor 650 e máquina de tingimento Datacolor Ahiba IR.
A máquina de tingimento utilizada no laboratório tem capacidade para tingir dezanove ensaios diferentes. O processo de tingimento é programado pelo operador da máquina, que define os vários parâmetros como a temperatura, o gradiente, a velocidade de rotação da máquina e o tempo de tingimento.
No caso dos corantes reativos Bezaktiv S, a temperatura de tingimento é de 60ºC e como se trata de cores escuras o tempo de tingimento é de 120 minutos. O mesmo se sucede com os corantes reativos Bezaktiv Go, mas estes tingem a uma temperatura de 40°C.
34 8.1 Avaliação das cores
A avaliação das cores é feita na cabine de luz para avaliação visual de amostras, ou seja, é feita a comparação da amostra padrão que é fornecida pelo cliente com o ensaio realizado no laboratório. Esta comparação baseia-se na avaliação da tonalidade, claridade, pureza e metamerismo da cor. Possui fontes iluminantes (luz do dia, fluorescente, incandescente e ultravioleta). O horímetro permite o controlo da vida útil de cada lâmpada individualmente e permite a programação para ligar as lâmpadas em sequências automáticas ou repetidamente.
Figura 10. Cabine de luz VeriVide CAC 60 para avaliação da cor.
8.2. Controlo de qualidade
No controlo de qualidade serão testados vários parâmetros, a pedido dos clientes, quer físicos, quer químicos que seguem as respetivas normas, conforme a tabela 2.
35 Tabela 2. Avaliação da cor, testes de solidez e respetivas normas.
Figura 11. Escala de cinzentos para avaliar a transferência de cor.
Figura12. Escala de cinzentos para avaliar alteração da cor.
Testes Normas
Escala de cinzentos para avaliação da alteração da cor
ISO 105-A02
Escala de cinzentos para avaliação da alteração do
manchamento ISO 105-A03
Tecido testemunho multifibra ISO 105-F10
Espetrofotómetro ISO 105-A04
Solidez dos tintos à ação da água ISO 105-E01
Solidez dos tintos à ação dos suores ácidos e alcalinos ISO 105-E04
Solidez dos tintos à ação da luz ISO 105-B02
Solidez dos tintos à fricção em seco e em húmido ISO 105-X12
36 8.2.1. Solidez dos tintos das malhas à ação da água
Neste processo de controlo de qualidade dá-se a determinação da resistência dos tintos de qualquer natureza e em qualquer estado de transformação, à imersão em água.
A amostra a ser avaliada é posta em contacto com o tecido testemunho multifibra e submersos em água à temperatura ambiente. Após a realização do ensaio, o provete é seco. O tecido multifibras é avaliado segundo a escala de cinzentos para a avaliação do manchamento, por sua vez a amostra testada é avaliada com a escala de cinzentos para avaliar a alteração da cor como indica a figura 11 e 1213.
8.2.2. Solidez dos tintos à ação dos suores ácidos e alcalinos
Esta norma especifica um método para a determinação da resistência do tinto dos têxteis de qualquer natureza em qualquer estado, à ação do suor humano. As amostras são colocadas em contato com o tecido multifibra e submersos numa solução ácida e alcalina à temperatura ambiente. Após a realização do ensaio, o provete é seco. O tecido multifibras é avaliado segundo a escala de cinzentos para a avaliação do manchamento, por sua vez a amostra testada é avaliada com a escala de cinzentos para avaliar a alteração da cor14.
8.2.3. Solidez dos tintos à ação da luz
A norma destina-se a fixar o processo para determinar a resistência dos tintos têxteis de qualquer natureza e em qualquer estado de transformação, à ação da luz do dia. A solidez da cor é avaliada comparando a mudança de cor da amostra teste com os materiais de referência usados. Este processo não é realizado na empresa, pelo que foi contratada uma empresa exterior15.
8.2.4. Solidez dos tintos à fricção em seco e em húmido
Neste processo de controlo de qualidade dá-se a determinação da resistência dos tintos das malhas de qualquer natureza e em qualquer estado de transformação, à fricção em seco e em húmido. Com este teste pretende-se avaliar a transferência de cor para o tecido testemunho de acordo com as normas respetivas sendo que este é avaliado segundo a escala dos cinzentos16.
37 8.2.5. Solidez dos tintos à lavagem doméstica e industrial
Neste processo é avaliada a solidez dos tintos à lavagem. O provete têxtil é posto em contato com o tecido testemunho, lavado, espremido e seco. As degradações de cor e o tecido testemunho são avaliadas com o auxílio da escala de cinzentos17.
39 1. APRESENTAÇÃO E DISCUSSÃO DE RESULTADOS
O presente trabalho permitiu a comparação de duas gama de corantes reativos, sendo que foram utilizados corantes convencionais denominados por corantes reativos Bezaktiv S bifuncionais com elevado grau de fixação e uma excelente reprodutibilidade quando comparados com uma outra gama denominada por corantes reativos Bezaktiv Go que são considerados corantes ambientalmente mais sustentáveis na medida em que permitem economizar energia e água pois o tingimento é efetuado a baixas temperaturas. Devido ao seu grau de fixação ser mais elevado que os corantes convencionais, estes permitem níveis de esgotamento maiores resultando numa redução de corante hidrolisado tornando o efluente menos poluído.
Após a receção da amostra padrão de cor fornecida pelo cliente, o laboratório antes de proceder ao tingimento efetua a leitura do padrão no colorímetro onde lhe é fornecida a receita da tricromia. São realizados diversos ensaios de optimização da receita (nomeadamente em termos das percentagens dos corantes da tricromia) com o objetivo de obter a cor pretendida pelo cliente.
Foi com base no processo de tingimento da receita optimizada que foram recolhidas amostras de todos os banhos (antes de tingir, após tingir e no ensaboamento) quer para os corantes reativos Bezaktiv S, quer para os Bezaktiv Go, para a posterior análise.
A título exemplificativo, a tabela seguinte fornece informação relativa às receitas de um tingimento de azul marinho, utilizando ambas as gamas de corantes e os diversos ajustes. Nesta tabela é possível confirmar que, para obter a mesma cor usando as duas gamas de corante em estudo, se usa menor quantidade de corantes na gama Go como refere a tabela 3.
40 Tabela 3. Comparação das receitas de tingimento para a cor azul marinho utilizando a gama standard e a gama ecológica.
No exemplo apresentado na tabela 3, o ensaio 1 corresponde à receita resultante da leitura da amostra original do cliente. Do tingimento de uma amostra de jersey 100% algodão com esta receita resultou uma amostra têxtil que foi comparada visualmente com a amostra original do cliente na câmara de luz. Como a cor não estava certa, procedeu-se a um acerto nas percentagens dos corantes, resultando uma nova receita para o ensaio 2. Após tingimento de uma nova amostra têxtil e nova avaliação, foi necessário mais um acerto e resultou a receita para o ensaio 3. Através da comparação visual da cor obtida para este ensaio com a amostra original do cliente, foi possível verificar que havia concordância entre as cores. Sobre este ensaio 3, do qual resultou a aprovação das cores, foram recolhidos os banhos de tingimento (antes de tingir, após tingir e ensaboamento) para posterior análise.
Este procedimento foi realizado de forma semelhante para todos as cores estudadas.
Optou-se por não incluir as fotografias das amostras têxteis dos ensaios efetudados pois não tinham qualidade suficiente que permitisse avaliar as diferenças de cor.
Este estudo foi iniciado com a preparação de uma série de soluções padrão de três corantes BEZAKTIV (azul, vermelho e amarelo) com diferentes concentrações, para determinar os coeficientes de absortividade molar de cada um a diferentes comprimentos de onda.
Seguidamente foram preparadas várias misturas destes corantes em diferentes proporções, cada uma com uma receita para obter uma determinada cor pretendida, que foram analisadas por espetroscopia de absorção no visível. Através da resolução de sistemas de três equações lineares (que serão apresentados mais à frente), os resultados calculados para a tricromia foram comparados com os valores esperados, no sentido de validar este método de quantificação.
BEZAKTIV S (receita) ENSAIO 1 ENSAIO 2 ENSAIO 3
Conc. de corante no banho de tingimento (g/ml) B´tiv yellow S-3R 150% (%) 0,96 1,0 1,28 0,0128 B´tiv Red S-3B 150% (%) 0,6 0,68 0,62 0,0062 B´tiv Navy S-3G 150% (%) 2,5 2,2 2,2 0,0220
BEZAKTIV GO (receita) ENSAIO 1 ENSAIO 2 ENSAIO 3
B´tiv G.yellow GO (%) 0,7 O,72 0,84 0,0168
B´tiv Red GO (%) 0,4 0,44 0,46 0,0090
41 Foram recolhidas amostras de banhos provenientes de tingimentos em pequena escala (relação de banho 1:10), nomeadamente:
banho de tingimento do substrato banho após o tingimento do substrato
banho após o ensaboamento do substrato tingido
Estas amostras são representativas das etapas do processo de tingimento onde serão gerados efluentes com cor e que devem ser tratados adequadamente antes de serem descarregados no curso de água. As amostras foram diluídas (caso necessário e de acordo com a intensidade da cor que apresentavam) para poderem ser analisadas por espetroscopia de absorção no visível e assim determinar a concentração dos três corantes presentes.
Neste capítulo apresentar-se-ão todas as análises dos desvios das cores (amarelo, azul, vermelho) quando sujeitas a diferentes tingimentos em diversas condições (tipo de corante e temperatura).
Foram desenvolvidas três cores, azul marinho, bordeaux e vermelho, utilizando diferentes tricromias com diferentes concentrações de cada corante de modo a obter a cor pretendida. No final, foram comparadas as percentagens de cada corante utilizado para obter a cor, de modo a validar o objetivo do trabalho.
1.1. Estudo dos corantes reativos BEZAKTIV S
Neste estudo foram usados os corantes têxteis comerciais convencionais BEZAKTIV Yellow S-3R 150%, BEZAKTIV Red S- 3B 150% e BEZAKTIV Navy S-3G 150% e BEZAKTIV Blue S-GLD 150%.
As amostras que se seguem correspondem às cores desenvolvidas no laboratório que foram um azul marinho, um bordeaux e um vermelho. Para o desenvolvimento do azul marinho, utilizou-se a tricromia BEZAKTIV Yellow S-3R 150%, BEZAKTIV RED S-3B 150% e um BEZAKTIV Navy S-3G 150%, para o bordeaux a tricromia utilizada foi BEZAKTIV Yellow S-3R 150%, BEZAKTIV RED S-3B 150% e BEZAKTIV Blue S-GLD 150%, e para o vermelho a mesma tricromia, respetivamente. De salientar que quando se pretende obter um azul marinho, utiliza-se normalmente um Navy (mais fácil para obter a cor).
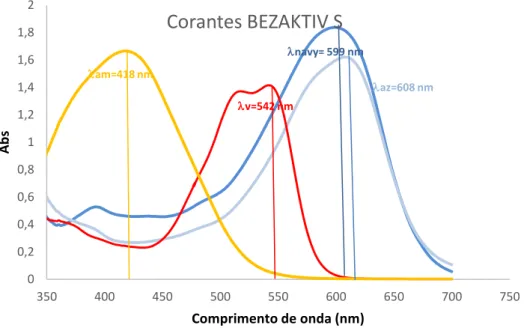
Prepararam-se soluções mãe dos quatro corantes separadamente com concentração 0,015% (yellow), 0,015% (red) e 0,01% (navy) e 0,01% (blue) em água destilada, em balões de 10 mL.
42 0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 350 400 450 500 550 600 650 700 750 A b s Comprimento de onda (nm)
Corantes BEZAKTIV S
navy= 599 nm az=608 nm v=542 nm am=418 nmAs soluções diluídas foram preparadas em balões volumétricos de 10 mL, por diluição de 4,0, 2,0, 1,0 e 0,5 mL de solução mãe, em água.
Traçou-se o espetro de absorção no visível de cada solução e construiu-se o gráfico 1 por sobreposição das três curvas para melhor visualizar a absorção de uma solução composta pela mistura dos três corantes, onde também se indica o comprimento de onda máximo de cada corante.
Gráfico 1. Espetro de absorção no visível das soluções mãe dos corantes Bezaktiv S.
1.1.1. Bezaktiv Navy S-3G 150%
Traçaram-se os espetros de absorção no visível das soluções padrão e compilou-se a absorvância no comprimento de onda de absorção máxima deste corante (navy) para as
diferentes concentrações (Tabela 4).
As soluções diluídas foram preparadas em balões volumétricos de 10 mL, por diluição de 4,0, 2,0, 1,0 e 0,5 mL de solução mãe com concentração: para o corante navy, de 0,01, 0,004, 0,002, 0,001 e 0,0005 % respetivamente; para o corante Vermelho de 0,015, 0,006, 0,003, 0,0015 e 0,00075 % respetivamente e para o corante Amarelo, de 0,015, 0,006, 0,003, 0,0015 e 0,00075 % respetivamente, e para o corante azul de 0,01, 0,004, 0,002, 0,001 e 0,0005 %, em água.
43 Foi também necessário determinar o coeficiente de absortividade molar do corante azul nos comprimentos de onda da absorção máxima determinados para os corantes vermelho (navy-v) e
amarelo (navy-am). Estes dados são necessários para mais tarde aplicar na construção do sistema
de três equações para determinar a concentração de cada corante na mistura.
Assim sendo, compilou-se a absorvância das soluções padrão do corante navy nos comprimentos de onda de absorção máxima do corante vermelho e corante amarelo (tabela 4).
Tabela 4. Valores de absorvância registados em função da concentração (%) para o corante Bezaktiv Navy S-3G, no seu comprimento de onda de absorção máxima (599 nm), no comprimento de onda de absorção máxima do corante vermelho (542 nm) e no comprimento de onda de absorção máxima do corante amarelo (418 nm).
Com os dados da tabela 4, traçaram-se os gráficos dos valores da absorvância em função da concentração para todos os comprimentos de onda (Gráfico 2).
Pelo método dos mínimos quadrados, determinou-se, para cada comprimento de onda, a equação da reta que melhor se ajusta aos resultados experimentais. O declive da reta de calibração corresponde ao coeficiente de absortividade molar do corante navy (navy) no seu
comprimento de onda da absorção máxima (599 nm), no comprimento de onda de absorção máxima do corante vermelho (navy-v) (542 nm) e no comprimento de onda de absorção máxima
do corante amarelo (navy-am) (418 nm)
Concentração (%) Absorvância 599 nm 542 nm 418 nm 0,000 0,000 0,000 0,000 0,0005 0,030 0,018 0,005 0,001 0,060 0,038 0,013 0,002 0,120 0,074 0,025 0,004 0,240 0,149 0,053 0,010 0,597 0,371 0,136
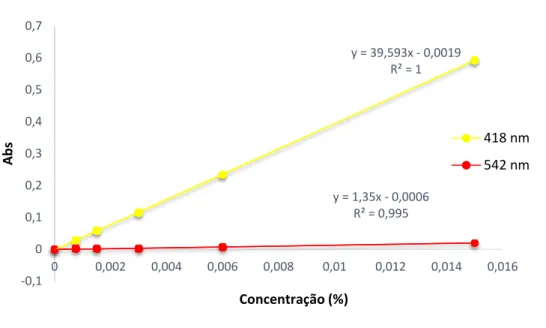
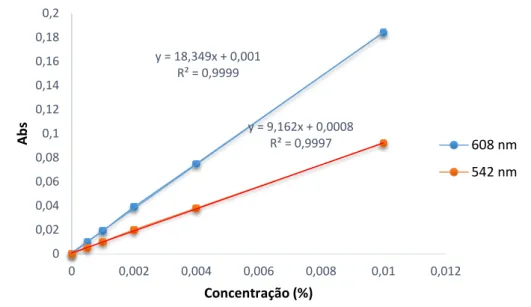
44 Gráfico 2. Reta de calibração do corante Bezaktiv Navy S-3G 150% no seu comprimento de onda de absorção máximo (599 nm), no comprimento de onda de absorção máxima do corante vermelho (542 nm) e no comprimento de onda de absorção máxima do corante amarelo (418 nm).
Tabela 5. Valores de coeficiente de absortividade molar do corante navy no seu comprimento onda de absorção máxima (navy), no comprimento de onda de absorção máxima do corante vermelho (navy-v) e no
comprimento de onda de absorção máxima do corante amarelo (navy-am).
O objetivo de uma medição é determinar o valor de uma grandeza específica a ser medida.
Em geral, o resultado de uma medição é somente uma aproximação ou estimativa do valor da grandeza, do método de medição e do procedimento de medição. Este resultado só é completo quando acompanhado pelo cálculo da incerteza dessa estimativa. Em muitos casos, o resultado de uma medição é determinado com base em séries de observações obtidas sob condições de repetitividade, sendo que foi utilizado o valor médio das três réplicas medidas.
y = 59,697x + 0,0004 R² = 1 y = 13,685x - 0,0012 R² = 0,9997 y = 37,106x + 0,0001 R² = 1 -0,1 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0 0,002 0,004 0,006 0,008 0,01 0,012 A b s Concentração (%) 599 nm 418 nm 542 nm Comprimento de onda (nm) (g-1 cm3 cm-1) navy 599 59,697 navy-v 542 37,106 navy-am 418 13,685
45 Supõe-se que as variações em observações repetidas surjam porque os parâmetros que possam afetar o resultado da medição não são mantidos completamente constantes.
O erro é a diferença entre o valor obtido e o valor convencionalmente aceite como verdadeiro.
Incerteza
A incerteza de uma medição é o parâmetro associado ao resultado de uma medição, que caracteriza a dispersão dos resultados que podem, com razoabilidade, ser atribuídos ao mensurando.
A incerteza de um resultado é consequência de diferentes fontes de incerteza como, por exemplo, resultante da amostragem, efeitos de matriz e interferências, condições experimentais, incertezas de equipamentos de massas e volumes, valores de referência, etc.
É importante determinar a incerteza para avaliar a confiança de um resultado, ter segurança nas decisões baseadas no seu uso, e comparar resultados de medidas.
Quando a grandeza é obtida através de réplicas da medição, a grandeza deve ser apresentada juntamente com o intervalo de confiança tendo como base a expressão:
𝑐 ±𝑡×𝑑𝑒𝑠𝑣𝑖𝑜 𝑝𝑎𝑑𝑟ã𝑜
√𝑛º 𝑑𝑒 𝑟é𝑝𝑙𝑖𝑐𝑎𝑠 (1)
Onde t, representa o parâmetro da distribuição estatística t de student, para uma
probabilidade de 95% e para um número de graus de liberdade igual a n-1 em que n representa o número de réplicas da medição.
Nos casos em que não se efetuarem réplicas das medições, a incerteza associada às concentrações é calculada de acordo com a equação referente à propagação de incertezas traduzida pela expressão:
σ 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎çã𝑜 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎çã𝑜 = √( σ 𝑎 𝑎 ) 2 + ( σ b𝑏 )2+ ⋯ + ( σ z𝑧 )2 (2)
Nas equações das retas, determinadas pelo método dos mínimos quadrados, considerando que as incertezas em y são independentes de x, pode-se determinar as incertezas associadas ao declive, b, e à ordenada na origem, a. Essas incertezas podem ser calculadas de acordo com as expressões: