ANDRÉ OLAH NETO
ESTUDO DO EFEITO DA DEFORMAÇÃO PLÁSTICA SOBRE A CINÉTICA DE TRANSFORMAÇÃO DE FASE
DO AÇO 22MnB5 ESTAMPADO A QUENTE
Tese apresentada ao programa de Pós-Graduação em Ciência e Engenharia de Materiais da Universidade do Estado de Santa Catarina, como requisito parcial para obtenção do grau de doutor em Ciência e Engenharia de Materiais.
Orientador: Guilherme Ourique Verran
042e Olah Neto, André
Estudo do efeito da deformação plástica sobre a cinética de transformação de fase de um aço 22MnB5 estampado a quente: André Olah Neto. - 2015. 308 p. : il. ; 21 cm
Orientador: Guilherme Ourique Verran Bibliografia: p. 293-308
Tese (doutorado) - Universidade do Estado Santa Catarina, Centro de Ciências Tecnológicas, Programa de Pós-Graduação em Ciência e Engenharia de Materiais, Joinville, 2015.
1. Estampagem a quente. 2. Deformação plástica. 3. Cinética de transformação de fase. 4’. Estricção. I. Verran, Guilherme Ourique. II. Universidade do Estado Santa Catarina. Programa de Pós-Graduação em Ciência
e Engenharia de Materiais. III. Título.
DEDICATÓRIA
AGRADECIMENTOS
Gostaria de agradecer as seguintes entidades, empresas e pessoas pela importante ajuda fornecida na realização deste trabalho:
A Universidade do Estado de Santa Catarina - UDESC, em especial ao Departamento de Engenharia Mecânica - DEM, por ter cedido todas as suas instalações e laboratórios, criado as condições necessárias e apoiado todas as iniciativas para que este trabalho pudesse ser realizado;
Ao Programa de Pós-graduação em Ciências e Engenharia de Materiais, na pessoa do coordenador. Prof. Dalla Valentina, pela organização e apoio;
Ao Departamento de Engenharia Elétrica da Udesc, por ter cedido parte dos equipamentos de controle utilizado na etapa experimental;
A ArcelorMittal, na pessoa dos Engos Fabiano J. Fabri Miranda e Fabrício Moreira Cerqueira, pelas orientações e principalmente pelo fornecimento de todo o material utilizado na etapa experimental;
A PerfilTérmico, na pessoa do Engo Kaisler Ferreira da Silva,
pelas orientações e por ter cedido o material refratário necessário para a execução do forno;
A FBM - Fábrica Brasileira de Moldes, na pessoa dos Engos. Carlos Zanandrea e Geraldo Lazzareti Jr., pela prestação de serviços de usinagem;
A Heraus (Eletro-Nite) na pessoa do Sr. Antônio Carlos Coppola, pelo fornecimento dos termopares;
A Metalab, nas pessoas dos senhores Júlio Baumgarten e Jackson Eneas Brenneisen pelas análises efetuadas.
Da mesma forma também gostaria de agradecer de forma particular as seguintes pessoas:
Aos bolsistas de iniciação científica Fernando H. Nardelli e Gustavo Beletatti Avansi pela ajuda execução dos trabalhos, mas de forma muito especial ao Gabriel Pissolatto pela inestimável ajuda técnica e pessoal pelo qual sou imensamente grato;
Ao professor orientador Guilherme Ourique Verran pela orientação dos trabalhos;
Ao Prof. Anibal Alexandre Bonilla e Rodrigo Trentini Preuss pela ajuda no desenvolvimento do dispositivo de medição e controle de temperatura;
Ao Prof. José Aldo Silva Lima pelo apoio no desenvolvimento do sistema de resfriamento;
Ao Prof. Cesar Edil da Costa pelo apoio no projeto e construção do forno e pela disposição permanente e incondicional de querer ajudar;
Ao Prof. Masahiro Tomiyama pelas orientações técnicas e pelo auxílio e disposição na realização das análises mecânicas;
Ao chefe do Departamento de Engenharia Mecânica e amigo Prof. Fernando Lafratta pelas sugestões, pelo apoio e pelas orientações nos momentos difíceis;
Ao Dr. Antônio Augusto Gorni, da Usiminas, pelo fornecimento das inúmeras referências bibliográficas a respeito do assunto;
Ao Prof. Modesto Furtado da Sociesc pelas orientações técnicas fornecidas;
RESUMO
OLAH NETO, André, Estudo do efeito da deformação plástica sobre a cinética de transformação de fase do aço 22MnB5 estampado a quente. 2015, 244p. Tese de Doutorado - Área: engenharia de materiais e metalurgia - Universidade do Estado de Santa Catarina. Programa de Pós-graduação em Ciências e Engenharia de Materiais, 2015.
alguns fenômenos envolvidos. Este aparato foi dotado de um forno de aquecimento, de um resfriador de alumínio refrigerado a água, operado a baixa pressão de fechamento e de um sistema de controle, montados sobre uma máquina de ensaios mecânicos para promover a deformação desejada. O trabalho experimental foi realizado em três etapas. Inicialmente foi estudado o comportamento plástico a quente do aço 22MnB5, avaliando-se o efeito da temperatura e da velocidade de deformação sobre as características mecânicas, determinando-se as condições para formação da estricção. Na determinando-segunda etapa foi estudada a cinética de transformação de fase, procurando-se entender o efeito das condições de aquecimento e do resfriamento sobre a velocidade de resfriamento e sobre as propriedades finais deste aço após têmpera. Na última etapa se relacionou o comportamento plástico sobre a cinética de transformação de fase, ou seja, o efeito da estricção sobre o resfriamento. O objetivo principal foi mostrar que a estricção, dependendo de sua intensidade e geometria, gera a formação de uma folga localizada entre a superfície do resfriador e do material, reduzindo a velocidade de resfriamento a ponto de afetar as propriedades mecânicas nesta região. Apesar de localizada esta folga pode comprometer o desempenho do componente estampado formando uma região de pouca resistência mecânica. Concluiu-se que a deformação plástica a quente sofrida durante a estampagem a quente apresenta uma significativa influência sobre a transformação de fase, sendo necessário o controle adequado das condições do processo para que a estricção também seja controlada, garantindo assim a homogeneidade estrutural do componente e o seu desempenho.
Palavras-chave: estampagem a quente, aço 22MnB5,
ABSTRACT
OLAH NETO, André. Study of the effect of plastic deformation on the kinetics of phase transformation of 22MnB5 steel hot stamped. 2015, 258p. Thesis (Doctorate in Materials Science and Engineering - Area: Materials Engineering and Metallurgy – University of Santa Catarina State. Postgraduate Program in Materials Science and Engineering, Joinville, 2015.
machine to promote the desired deformation. The experimental work was carried out in three stages. Initially, the hot plastic behavior of 22MnB5 steel was studied, evaluating the effect of temperature and strain rate on the mechanical characteristics, to determine the conditions for necking formation. In the second stage, the kinetics of phase transformation was studied, seeking to understand the effect of heating and cooling conditions on the cooling rate and on the final properties after quenching. In the last step, the plastic behavior on the kinetics of phase transformation, i.e., the effect of necking on cooling, was studied. The main objective was to show that the necking, depending on its intensity and geometry, generates the formation of a clearance between the cooler and the surface material, reducing the cooling rate to the point of affecting the mechanical properties in this region. Despite being localized, it can jeopardize the stamped component performance forming a fragile region of low mechanical strength and low toughness. It was concluded that hot plastic deformation undergone during the hot-stamping has a significant influence on the phase transformation, being necessary the proper control of process conditions so that the necking is also controlled, thus ensuring the structural homogeneity of the component and its performance.
FIGURAS
Figura 1 - Veículo submetido ao teste de impacto, mostrando a importância da necessidade de elevada resistência ao choque.
43
Figura 2 - Evolução dos aços avançados de elevada
resistência mecânica. 45
Figura 3 - Classificação dos aços ligados em função
da resistência mecânica e do alongamento. 45 Figura 4 - Componente metálico mostrando o efeito
mola que ocorre quando da estampagem a frio a partir de aços de elevada resistência.
46
Figura 5 - Aplicação peças estampadas a quente em barras de impacto e no pilar B no volvo XC60.
48
Figura 6 - Esquema do processo de estampagem a
quente direto. 49
Figura 7 - Ciclo de aquecimento e resfriamento do processo de estampagem a quente sobreposto sobre uma curva TTT.
50
Figura 8 - Esquema mostrando a variação de propriedades do aço HF antes da
conformação (1), quando da austenitização (2) e após o resfriamento (3).
51
Figura 9 - Ferramenta de estampagem a quente
dotada de canais de resfriamento. 55 Figura 10 - Esquema mostrando o processo de
estampagem a quente indireto. 58 Figura 11 - Processo de estampagem a quente com
aquecimento realizado diretamente na ferramenta de estampagem através de eletrodos.
59
Figura 12 - Pilar B com regiões com propriedades específicas, determinadas através do controle da velocidade de resfriamento.
61
Figura 13 - Ferramenta para o processo de
estampagem por corte a quente ou a morno de aços de elevada resistência, utilizando aquecimento através de eletrodos.
Figura 14 - Propriedades mecânicas do aço 22MnB5 após a estampagem a quente em função da fração de recristalização na laminação a frio da chapa.
65
Figura 15 - Micrografia superficial de um aço 22MnB5
revestido com uma camada de Al-Si. 68 Figura 16 - Detalhes ferramenta de estampagem. 72 Figura 17 - Fatores que influenciam no balanço de calor
entre o componente que está sendo conformado e o meio de resfriamento.
73
Figura 18 - Recomendações para o posicionamento
dos canais de refrigeração. 74
Figura 19 - Ferramenta de estampagem com aquecimento na própria ferramenta e resfriamento localizado.
76
Figura 20 - Ferramenta de conformação dotada de
aquecedores e resfriadores. 77
Figura 21 - Redução da espessura ou possibilidade de ruptura na conformação utilizando-se uma ferramenta na condição a fria (30oC) (a) e
aquecida (550oC) (b), onde é mostrada a distribuição da temperatura após a estampagem.
81
Figura 22 - Curvas tensão-deformação do aço 22MnB5 na condição de fornecimento e após estampado a quente.
84
Figura 23 - Curvas tensão-deformação de engenharia para um aço 22MnB5 a diferentes
temperaturas.
93
Figura 24 - Evolução do expoente de encruamento em
função da temperatura. 94
Figura 25 - Curvas limite conformação de um aço
22MnB5 a diferentes temperaturas. 95 Figura 26 - Curvas tensão-deformação do aço 22MnB5
em diferentes temperaturas. 96
Figura 27 - Efeito da temperatura de austenitização sobre a redução de área (a) e da tensão máxima (b).
97
Figura 28 - Efeito da temperatura sobre o módulo de Young (a) e a tensão de escoamento σy0,2% (b) sobre um aço 22MnB5.
Figura 29 - Efeito da temperatura e do tempo de
austenitização sobre o tamanho do grão. 98 Figura 30 - Curvas tensão/deformação para o aço
22MnB5 a 700oC em função da taxa de conformação (teste de compressão).
101
Figura 31 - Elevação da tensão de deformação ou do expoente de encruamento com a diminuição da taxa de deformação, para 500ºC.
102
Figura 32 - Comparação entre a curva
tensão-deformação convencional e verdadeira. 105 Figura 33 - Efeito da velocidade de conformação sobre
a deformação de estricção difusa e concentrada.
106
Figura 34 - Diagrama Fe-C indicando a condição em
que a superplasticidade pode ser obtida. 108 Figura 35 - Relação entre dureza e resistência
mecânica de um aço BR1500HS estampado a quente.
109
Figura 36 - Esquema mostrando a formação da martensita a partir da austenita (a) e a estrutura tetragonal (b) e octaédrica separadamente (c).
111
Figura 37 - Aspectos termodinâmicos envolvidos na
formação da martensita. 113
Figura 38 - Diagrama CCT do aço 22MnB5,
austenitizado a 900oC/5minutos., 115
Figura 39 - Diagrama CCT mostrando a Influência dos principais elementos de liga sobre a cinética de decomposição da austenita.
116
Figura 40 - Evolução do alongamento e da tensão
máxima com a temperatura de tempera. 121 Figura 41 - Limite de resistência em função da
temperatura. 122
Figura 42 - Variação do TG da austenita (у) e da temperatura de início de transformação da martensita (Ms) com a temperatura de
austenitização (0,33%Mn/3,26%Ni/0,85%Cr/ 0,09%Mo).
122
Figura 43 - Variação da temperatura de início de formação da martensita (Ms) com o tempo
de austenitização (temperatura de austenitização de 800oC).
Figura 44 - Esquema mostrando o programa de tratamento termomecânico, com a deformação de 50% na estampagem a quente, seguido de um resfriamento rápido parcial.
125
Figura 45 - Efeito da intensidade de deformação inicial da austenita sobre a temperatura de início e final da transformação martensítica e da fração de martensita e bainita.
127
Figura 46 - Efeito da intensidade de deformação sobre as temperaturas Mi e Mf, sobre a dureza e
sobre a fração de martensita formada.
127
Figura 47 - Efeito da taxa de deformação sobre as temperaturas “Mi” e “Mf” e sobre a dureza e a fração de martensita formada.
129
Figura 48 - Curvas de resfriamento em água e em
estampagem a quente. 131
Figura 49 - Relação entre a velocidade de resfriamento
e a dureza. 132
Figura 50 - Coeficiente de transferência de calor entre a ferramenta e o blanque envolvidos na estampagem a quente.
134
Figura 51 - Variação do coeficiente de transmissão de calor entre a ferramenta de conformação e o blanque em função da pressão de contato
135
Figura 52 - Correlação entre a pressão de contacto e o coeficiente médio de extração de calor entre a ferramenta e o material (22MnB5).
136
Figura 53 - Curvas de resfriamento do blanque para
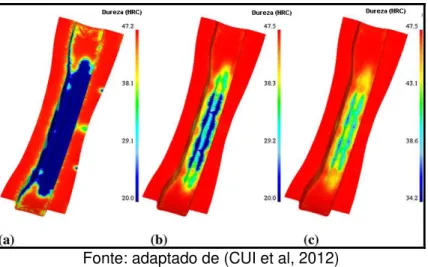
diferentes pressões de contacto. 137 Figura 54 - Perfil de dureza do corpo de prova na forma
de “U” após resfriado por estampagem a quente, após 6 s (a), 10 s (b) e 13 s (c) sob pressão.
138
Figura 55 - Relação entre a velocidade da água e o coeficiente de transferência de calor por convecção.
140
Figura 56 - Fluxo de calor entre dois sólidos contendo
Figura 57 - Relação entre o coeficiente de transferência de calor interfacial e a rugosidade
superficial, para diferentes pressões de contacto.
142
Figura 58 - Coeficiente de transferência de calor em função da pressão de fechamento e da distância entre a ferramenta e a superfície do blanque.
144
Figura 59 - Detalhe de uma coluna B mostrando as seções onde foi analisado o perfil da espessura após a estampagem a quente.
145
Figura 60 - Variação da espessura ao longo de uma determinada seção de uma Coluna B estampada a quente.
146
Figura 61 - Relação entre o coeficiente de extração de calor com o valor da folga entre a
ferramenta e o blanque.
147
Figura 62 - Efeito de descolamento que ocorre durante o processo de estampagem a quente, influenciando no fluxo de calor na região do fundo.
149
Figura 63 - Relação entre espessura do óxido formado sobre a superfície com o tempo de
exposição a elevada temperatura (900oC).
150
Figura 64 - Efeito da espessura de óxido sobre o
coeficiente médio de transferência de calor. 150 Figura 65 - Efeito da espessura da camada de
revestimento antioxidante sobre o coeficiente de transferência de calor interfacial (CTCI).
151
Figura 66 - Variação da condutividade térmica das
fases envolvidas com a temperatura. 152 Figura 67 - Variação do índice equivalente de
transferência de calor interfacial, em função da pressão de contacto, para o aço 1045 e H-13.
153
Figura 69 - Dimensionamento do corpo de prova (CP)
utilizado nas experiências. 157 Figura 70 - Detalhes das abas do CP para facilitar a
fixação nas garras da máquina de ensaio. 158 Figura 71 - Esquema mostrando a sequência de
ensaio: colocação do CP (a),
posicionamento e aquecimento do forno (b), deformação do CP (c), remoção do forno (d) e resfriamento (e).
159
Figura 72 - Aparato experimental montado sobre a máquina de ensaio mecânico, mostrando o forno na posição inferior (a) e superior (b).
160
Figura 73 - Esquema do sistema de aquecimento e
controle de temperatura. 161
Figura 74 - Detalhes de posicionamento do corpo de
prova e do termopar. 162
Figura 75 - Vistas frontal e lateral da garra, mostrando o sistema de fixação, canais de refrigeração e posicionamento do termopar.
163
Figura 76 - Detalhe do sistema fixação das garras na
máquina de ensaios mecânicos. 163 Figura 77 - Esquema mostrando a região de
aquecimento do corpo de prova. 164 Figura 78 - Desenho mostrando detalhes do resfriador. 165 Figura 79 - Detalhes de posicionamento do resfriador
junto ao corpo de prova. 166
Figura 80 - Esquema mostrando o sistema de
fechamento do resfriador sobre o corpo de prova.
166
Figura 81 - Sistema de fechamento rápido e
multiplicador de força. 167
Figura 82 - Controlador de pressão do sistema de
resfriamento. 167
Figura 83 - Detalhes do circuito fechado de circulação de água, mostrando o sistema de envio (a) e de retorno (b).
168
Figura 84 - Detalhes dos dutos de distribuição de água. 169 Figura 85 - Esquema do sistema de medição e controle
de temperatura. 170
Figura 86 - Detalhe do posicionamento do termopar
Figura 87 - Dispositivo de solda do termopar junto ao
CP, através método de descarga capacitiva. 171 Figura 88 - Pontos de medição da dureza no CP. 172 Figura 89 - Detalhes de segmentação do corpo de
prova após teste. 173
Figura 90 - Curva tensão-deformação de engenharia típica, obtida a elevada temperatura, mostrando os pontos e os campos de tensão característicos.
174
Figura 91 - Curva tensão-deformação de engenharia típica, obtida a elevada temperatura, mostrando os pontos e os campos de deformação característicos.
175
Figura 92 - Dimensões de referência do CP para
medição do alongamento. 176
Figura 93 - Curva de resfriamento “temperatura / tempo” esquemática, indicando os pontos e os campos característicos de temperatura (a) e de tempo (b).
177
Figura 94 - Curva de resfriamento “temperatura/tempo” esquemática, indicando os pontos e os campos característicos.
178
Figura 95 - Estratégia de desenvolvimento
préexperimental. 180
Figura 96 - Estratégia de desenvolvimento
experimental. 181
Figura 97 - Comparação do grau de oxidação de corpos de prova protegidos (esquerda) e não protegidos (direita), quando submetidos a 900oC por tempos variando entre 4 a 20 minutos.
184
Figura 98 - Perfil de temperatura do forno no sentido
vertical. 185
Figura 99 - Perfil de temperatura do forno no sentido
horizontal. 186
Figura 100 - Temperatura em função da posição do
termopar em relação ao CP. 188
Figura 101 - Curva de calibração da temperatura do forno (a) e do corpo de prova (b) com o sistema padrão
Figura 102 - Evolução da temperatura do CP com o
tempo (temperatura padrão 900oC). 190
Figura 103 - Correlação da dureza com o tempo de
austenitização (resfriamento em água). 191 Figura 104 - Correlação entre a velocidade fornecida
pela máquina de ensaio com a velocidade real medida.
192
Figura 105 - Correlação entre a pressão e a vazão de
água no sistema de refrigeração. 194 Figura 106 - Evolução da temperatura da água (a) e do
resfriador (b) com o tempo. 195 Figura 107 - Curva de resfriamento “temperatura/tempo”
indicando as temperaturas de início e final de resfriamento.
196
Figura 108 - Correlação da perda de temperatura com o tempo decorrido entre a abertura do forno e o início de resfriamento.
197
Figura 109 - Correlação entre a dureza e resistência a
tração, segundo a norma SAE J-417. 198 Figura 110 - Diagrama ferro-carbono esquemático,
indicando os principais campos e temperaturas de ensaio.
201
Figura 111 - Diagrama tensão-deformação de engenharia, mostrando os pontos e os campos característicos.
202
Figura 112 - Variação dos valores de tensão máxima (σmax) e da tensão de escoamento (σesc)
com a temperatura.
205
Figura 113 - Relação entre o campo de tensão “σI” e a
temperatura. 206
Figura 114 - Relação entre a tensão máxima (σmax) e a
tensão de estricção (σestr) com a
temperatura de ensaio, mostrando também o campo “σII”.
206
Figura 115 - Variação da tensão de ruptura (σrup) com a
temperatura. 207
Figura 116 - Curvas tensão-deformação de engenharia, obtidas a diferentes temperaturas, dentro do campo de deformação a frio (a), a morno (b) e a quente (c).
Figura 117 - Variação da deformação de escoamento (εesc) (a), de estricção (εestr) (b) e total (εtotal)
(c) com a temperatura de ensaio.
210
Figura 118 - Corpos de prova ensaiados a diferentes temperaturas, mostrando a deformação total ou a deformação até a ruptura (εrup).
211
Figura 119 - Distribuição dos campos de deformação “εII” e “εIII” com a temperatura de ensaio.
212 Figura 120 - Distribuição dos campos de deformação
“εIV” com a temperatura de ensaio.
213 Figura 121 - Curvas tensão-deformação características
obtidas dentro do campo de temperatura de deformação a frio (a), a morno (b) e a quente (c) mostrando a transformação dos campos “εII” e “εIII”.
214
Figura 122 - Curvas tensão-deformação levantadas a temperatura ambiente (a) e a 930oC (b),
mostrando os campos de estricção.
215
Figura 123 - Variação da tensão máxima e da deformação em função da temperatura. 216 Figura 124 - Microestruturas do aço submetido a
diferentes temperaturas de ensaio (MEV - corte transversal - resfriadas ao ar - ataque nital).
223
Figura 125 - Microestruturas submetidas a diferentes temperaturas, mostrando detalhes da região da fratura (MEV - resfriada ao ar - ataque nital).
224
Figura 126 - Correlação da tensão de escoamento (σesc),
tensão máxima (σmax) e tensão de estricção
(σestr), com a taxa de deformação (930oC).
227
Figura 127 - Relação da deformação de ruptura (εrup) ou
deformação total com a velocidade de deformação
228
Figura 128 - Correlação entre o alongamento medido na curva tensão-deformação com o
alongamento medido sobre o CP.
229
Figura 129 - Correlação dos campos de deformação εII (a) e εIII (b) com a velocidade de
deformação a 930oC.
Figura 130 - Curva tensão-deformação de engenharia obtidas a elevada temperatura (930oC) com
a velocidade de deformação de 1X10-3s-1 (a) e 24X10-3s-1 (b), mostrando os valores máximos de tensão e deformação.
231
Figura 131 - Correlação da dureza com a temperatura de
tempera de aquecimento. 234
Figura 132 - Correlação do desvio padrão com a
temperatura de tempera de aquecimento. 235 Figura 133 - Micrografias típicas em função da
temperatura de aquecimento, mostrando a dureza, a tensão máxima e o alongamento (MEV - ataque nital).
237
Figura 134 - Correlação da tensão de escoamento (σesc),
tensão máxima (σmax) e tensão de ruptura
(σrup) com a temperatura de aquecimento.
239
Figura 135 - Correlação do valor do alongamento com a
temperatura de aquecimento. 240 Figura 136 - Microestrutura obtida junto a superfície de
uma amostra submetida a temperatura de 994oC, evidenciando a ocorrência de descarbonetação .
241
Figura 137 - Microestrutura de amostra temperada a 792oC, mostrando TG entre 10 e 23μm (a) e
a 994oC, com TG entre 42 e 55μm (b)
(microscopia ótica - 1000X - ataque picral).
242
Figura 138 - Gráfico de superfície para a velocidade de resfriamento (a) e da dureza (b) em função do fluxo de água e da pressão de fechamento.
245
Figura 139 - Correlação da dureza com a velocidade de
resfriamento. 246
Figura 140 - Curvas de resfriamento “velocidade / temperatura”, indicando a dureza, a
velocidade de resfriamento média (VRmed) e
a velocidade de resfriamento máxima (VRmax).
247
Figura 141 - Curvas de resfriamento “temperatura / tempo” e “velocidade / temperatura” para diferentes meios de resfriamento.
Figura 142 - Curvas de “temperatura/tempo” para cada condição de resfriamento, sobrepostas sobre o diagrama TTT.
252
Figura 143 - Curvas de resfriamento “temperatura / velocidade” com diferentes meios de resfriamento.
252
Figura 144 - Correlação da velocidade média de
resfriamento com as temperaturas de inicio e final de tempera.
253
Figura 145 - Correlação da dureza com a velocidade de
resfriamento. 254
Figura 146 - Microestruturas de amostras obtidas através de diferentes meios de resfriamento (MEV - ataque nital).
255
Figura 147 - Microestruturas de amostras obtidas através de diferentes meios de resfriamento
(microscopia ótica - ataque nital).
256
Figura 148 - Correlação dos valores médios da tensão máxima (σmax) com a velocidade de
resfriamento.
257
Figura 149 - Correlação do alongamento com a
velocidade de resfriamento. 258 Figura 150 - Correlação da tensão máxima (σmax) tensão
de escoamento (σesc) e tensão de ruptura
(σrup) com a dureza, para o aço 22MnB5.
260
Figura 151 - Estricção gerada no material estampado quando submetido a deformação axial, criando a folga entre as superfícies, afetando o processo de transferência de calor durante o resfriamento
262
Figura 152 - Variação da espessura (a) e da largura (b) do CP quando da ruptura, em função da temperatura de ensaio (espessura inicial 1,6mm).
263
Figura 153 - Curva tensão-deformação aço 22MnB5 mostrando as intensidades de deformação aplicadas (930oC - velocidade deformação
100mm/s).
264
Figura 155 - Perfil de folga (F) entre o CP e o resfriador em função da intensidade de deformação axial.
267
Figura 156 - Relação do valor da folga máxima determinada na figura anterior com a intensidade de deformação axial.
268
Figura 157 - Correlação entre os valores médios da dureza (a) e do desvio padrão (b) em função da intensidade de deformação.
270
Figura 158 - Perfil de dureza ao longo do CP em função da deformação por tração uniaxial realizado a quente (930oC).
271
Figura 159 - Detalhes do posicionamento do espaçador
entre o resfriador e o corpo de prova. 273 Figura 160 - Perfis de dureza ao longo do CP em função
do espaçamento (folga), indicando as regiões onde foi feita análise da microestrutura.
274
Figura 161 - Correlação da dureza na região resfriada e não refrigerada em função da folga (a) e a entre estes valores (b).
276
Figura 162 - Correlação entre a velocidade de
resfriamento com a folga. 278
Figura 163 - Microestruturas do CP referente ao ensaio com folga de 0,70 mm, na região central (a), da região intermediária (b) e da e
extremidade (b).
279
Figura 164 - Correlação da dureza com a velocidade de
resfriamento. 282
Figura 165 - Curvas de resfriamento “
velocidade-temperatura” em função da folga. 282 Figura 166 - Curvas de resfriamento “velocidade x
temperatura” típicas de cada condição de folga (ampliada).
TABELAS
Tabela 1 - Fabricantes, designações comerciais e
composição química dos diferentes tipos de aço HF utilizados na estampagem a quente.
63
Tabela 2 - Resistência mecânica de diversos tipos de aços com e sem boro, na condição como recebido e estampado a quente.
64
Tabela 3 - Propriedades mecânicas típicas do aço 22MnB5, na condição laminado a frio, recozido e revestido com Al-Si, antes e após a estampagem a quente.
83
Tabela 4 - Valores típicos de velocidade encontrados em
diferentes testes ou operações de conformação. 99 Tabela 5 - Propriedades mecânicas de diversos aços para
estampagem a quente, utilizando uma
ferramenta refrigerada a água e com nitrogênio, em comparação com o material na condição de recebimento e temperado em água.
139
Tabela 6 - Composição química do aço 22MnB5. 155 Tabela 7 - Dimensões dos corpos de prova. 157 Tabela 8 - Pressão específica de fechamento em função do
tipo de corpo de prova. 167
Tabela 9 - Medição da temperatura do forno no sentido
horizontal. 185
Tabela 10 - Medição de temperatura do forno no sentido
vertical. 186
Tabela 11 - Temperatura média do forno em função da
posição do termopar. 187
Tabela 12 - Dados de correlação entre a temperatura padrão com a temperatura do CP e a do forno. 188 Tabela 13 - Evolução da temperatura do CP em função do
tempo (padrão 900oC). 190
Tabela 14 - Dureza média do CP em função do tempo de
patamar de austenitização. 191
Tabela 15 - Relação entre a velocidade de deformação da máquina de ensaio mecânico com a velocidade real medida.
192
Tabela 16 - Variação da vazão em função da pressão de
Tabela 17 - Temperatura da água e do resfriador em função
do tempo de funcionamento do sistema. 195 Tabela 18 - Relação entre o tempo decorrido entre o início e
o final da transformação com a temperatura. 197 Tabela 19 - Variação dos valores de tensão e dos campos de
tensão em função da temperatura de ensaio. 204 Tabela 20 - Resultados experimentais dos pontos de
deformação em função da temperatura ensaio. 209 Tabela 21 - Valores dos campos de deformação em função
da temperatura de ensaio. 212
Tabela 22 - Evolução dos valores dos pontos e campos de tensão com a velocidade de deformação, a elevada temperatura (930oC).
226
Tabela 23 - Efeito da velocidade de deformação sobre os pontos característicos de deformação da curva tensão-deformação (930oC).
228
Tabela 24 - Efeito da velocidade de deformação sobre os campos característicos de deformação da curva tensão-deformação (930oC).
229
Tabela 25 - Resultados de dureza e características mecânicas do aço 22MnB5 em função da temperatura de aquecimento.
234
Tabela 26 - Planejamento dos experimentos e resultados
obtidos na avaliação das condições resfriamento. 244 Tabela 27 - Resultados experimentais obtidos a partir de
curvas de resfriamento em função do meio de resfriamento.
251
Tabela 28 - Características mecânicas obtidas em função da
condição de resfriamento. 253
Tabela 29 - Valores de largura e espessura do CP em função
da temperatura de ensaio. 263
Tabela 30 - Valores de folga formada entre o resfriador e o CP em função da deformação aplicada, bem como a média e a extensão da região afetada.
266
Tabela 31 - Perfil de dureza ao longo do CP em função da intensidade de deformação e os valores de dureza média e desvio padrão.
269
Tabela 32 - Perfil de dureza ao longo do CP em função da
espessura do espaçador (folga). 274 Tabela 33 - Valores de dureza por região do CP e velocidade
SÍMBOLOS
ε Deformação
έ Taxa de deformação
εesc Deformação no ponto de escoamento
εtmax Deformação no ponto de tensão máxima
εestr Deformação no ponto de estricção
εrup Deformação total desde o ponto zero até a ruptura
εtotal Deformação total
εI Campo de deformação entre o ponto inicial e “σesc”
εII Campo de deformação entre “σesc” e “σtmax”
εIII Campo de deformação entre “σmax” e “σestr”
εIV Campo de deformação entre a “σestr” e a “σrup”
έ Taxa de conformação
σ Tensão
σmax Tensão máxima ou limite de resistência
σesc Tensão de escoamento
σestr Tensão de estricção
σrup Tensão de ruptura
σI Campo de tensão formado entre “σesc” e “σmax”
σII Campo de tensão formado entre “σmax” e “σestr”
σr Tensão de escoamento do aço
σµ Desvio padrão da rugosidade
µ Rugosidade superficial λ Condutividade da água
μb Viscosidade dinâmica com a variação de temperatura
ABREVIATURAS
a da rRede da estrutura cristalina A Alongamento do corpo de prova CP Corpo de prova
d Diâmetro
Deff Espessura da folga de ar
dxo Tamanho do grão final transformado (μm) dy Tamanho grão austenítico inicial (μm) ED Estricção difusa
Ef Espessura final do corpo de prova após deformação
EG Estricção homogênea
Ei Espessura inicial do CP antes da deformação
EL Estricção localizada
ER Estricção de ruptura
f Índice de formabilidade
F Folga entre a superfície do resfriador e do CP (mm): HSS High Strength Steel
HSLA High Strength Low Alloy
h Coeficiente de transmissão de calor
h(p) Coeficiente de extração de calor em função da pressão
H Dureza do material HV Dureza Vickers K Constante
Kair Coeficiente de condução do ar
kc Média harmônica da condutividade térmica dos sólidos
em contato
Kg Condutividade térmica do ar Lo Comprimento inicial do CP Lf Comprimento final do CP LRT Limite de resistência a tração
m Coeficiente de sensibilidade à taxa de deformação MEV Microscopia eletrônica de varredura
MO Microscopia ótica
Mi Temperatura inicial de formação da martensita
Ms Temperatura inicial de formação da martensita
n Coeficiente ou expoente de encruamento NuD Número de Nusselt
p Pressão de contato P Pressão sobre o banque Pr Número de Prandt
PEF Pressão específica de fechamento r Coeficiente de anisotropia
R Taxa de resfriamento (oC/s).
Ra Raio do CP
Re Número de Reynolds
RM Tensão limite máximo de resistência T Temperatura
t Tempo
TA Temperatura ambiente
Te Tenacidade no campo elástico Th Temperatura homologa
Ti Temperatura do início do resfriamento rápido
ti Tempo de início de resfriamento rápido
Tf Temperatura do final do resfriamento rápido
tf Tempo do final de resfriamento rápido
to Tempo de início de resfriamento
Tp Tenacidade no campo plástico
Tr Tenacidade no campo de ruptura
Tt Tenacidade total
TI Faixa de temperatura entre “To” e “Ti”
TII Faixa de temperatura entre “Ti” e “Tf”
tII Período de tempo decorrido entre “ti” e “tf”
TR Tensão de ruptura UHSS Ultra High Strength Steel VR Velocidade de resfriamento VRmed Velocidade de resfriamento média
SUMÁRIO
1 INTRODUÇÃO... 35 1.1 DESAFIO... 35 1.2 MOTIVAÇÃO... 36 1.3 BJETIVO... 37 1.4 INEDITISMO... 39 1.5 ORGANIZAÇÃO DO TRABALHO... 40 2 REVISÃO BIBLIOGRÁFICA... 43 2.1 PROCESSO ESTAMPAGEM A QUENTE.. 43 2.1.1 Desafios, problemas e soluções... 43 2.2.2 Caracterização do processo... 48 2.2.3 Etapas do processo... 51 2.1.3.1 Preparação do blanque... 52 2.1.3.2 Aquecimento... 52 2.1.3.3 Transferência, conformação, resfriamento. 54 2.1.3.4 Revenimento acabamento... 55 2.1.4 Processos de estampagem a quente... 57 2.1.4.1 Conformação direta e indireta... 57 2.1.4.2 Processo com aquecimento ferramenta... 58 2.1.4.3 Estampagem com semiaquecimento... 60 2.1.4.4 Endurecimento parcial... 60 2.1.4.5 Estampagem por corte a quente... 62 2.1.5 Aços para estampagem a quente ... 62 2.1.6 Ferramenta de conformação... 64 2.1.7 Revestimento superficial... 66 2.1.8 Ferramenta de conformação... 70 2.1.8.1 Projeto da ferramenta... 71 2.1.8.2 Ferramenta com resfriamento localizado.... 75 2.1.8.3 Ferramenta com aquecimento localizado.... 76 2.1.8.4 Ferramenta com controle de espessura do
2.1.10 Estudos avançados... 87 2.2 COMPORTAMENTO PLÁSTICO... 90 2.2.1 Efeito do reticulado cristalino... 90 2.2.2 Efeito da temperatura... 91 2.2.3 Efeito do tamanho de grão... 97 2.2.4 Efeito da velocidade de deformação... 99 2.2.5 Estricção... 102 2.2.6 Superplasticidade... 106 2.3 CINÉTICA TRANSFORMAÇÃO FASE... 108 2.3.1 Formação da martensita... 108 2.3.2 Fatores envolvidos na transform. fase... 114 2.3.2.1 Velocidade crítica de tempera... 114 2.3.2.2 Composição química... 115 2.3.2.3 Condições de austenitização... 120 2.3.2.4 Deformação... 124 2.3.2.5 Velocidade de resfriamento... 130 2.3.3 Transferência de calor... 132 2.3.3.1 Mecanismos envolvidos... 132 2.3.3.2 Pressão de contacto... 134 2.3.3.3 Tempo de contacto... 137 2.3.3.4 Meio de resfriamento... 138 2.3.3.5 Condição da interface... 140 2.3.3.6 Efeito da folga... 143 2.3.3.7 Efeito do óxido superficial... 149 2.3.3.8 Condutividade térmica do material... 151 2.3.3.9 Efeito da temperatura... 152 3 PROCEDIMENTO EXPERIMENTAL... 155 3.1 MATERIAL... 155 3.2 CORPO DE PROVA... 156 3.3 METODOLOGIA EXPERIMENTAL... 157 3.3.1 Descrição do método experimental... 157 3.3.2 Sistema de aquecimento... 160 3.3.3 Sistema de conformação... 161 3.3.4 Sistema de resfriamento... 164 3.3.5 Sistema de medição e controle de
3.4.3.1 Análise da tensão... 173 3.4.3.2 Análise da deformação... 173 3.4.4 Análise microestrutural... 175 3.5 ANÁLISE VELOC. RESFRIAMENTO... 176 3.6 PLANEJAMENTO EXPERIMENTAL... 178 3.6.1 Etapa préexperimental... 178 3.6.2 Etapa experimental... 179 4 ETAPA PREEXPERIMENTAL... 183 4.1 REVESTIMENTO DO CP... 183 4.2 SISTEMA DE AQUECIMENTO... 184 4.2.1 Perfil de temperatura do forno... 184 4.2.2 Posicionamento do termopar... 187 4.2.3 Calibração da temperatura... 187 4.2.4 Tempo de aquecimento... 189 4.3 SISTEMA DE DEFORMAÇÃO... 192 4.4 SISTEMA DE RESFRIAMENTO... 192 4.4.1 Vazão de água... 194 4.4.2 Temperatura da água... 196 4.4.3 Tempo de transferência do CP... 196 4.5 PADRÃO DE DUREZA... 197 5 APRESENTAÇÃO E DISCUSSÃO DOS
RESULTADOS... 199 5.1 AVALIAÇÃO DO COMPORTAMENTO
PLÁSTICO... 199 5.1.1 Introdução... 199 5.1.2 Efeito da temperatura... 204 5.1.2.1 Efeito da temperatura sobre a tensão... 204 5.1.2.2 Efeito da temperatura sobre a deformação 207 5.1.2.3 Efeito da temperatura sobre a estricção... 215 5.1.2.4 Considerações efeito da temperatura... 215 5.1.3 Efeito da velocidade de deformação... 222 5.1.3.1 Efeito da velocidade sobre a tensão... 225 5.1.3.2 Efeito da velocidade sobre a deformação.. 226 5.1.3.3 Considerações sobre efeito da
velocidade... 230 5.2 AVALIAÇÃO DA CINÉTICA DE
5.2.2 Avaliação dos parâmetros de
resfriamento... 243 5.2.3 Avaliação do meio de resfriamento... 246 5.2.4 Correlação da dureza com a resistência
mecânica... 259 5.3 AVALIAÇÃO DO COMPORTAMENTO
PLÁSTICO SOBRE O RESFRIAMENTO... 261 5.3.1 Avaliação da estricção... 261 5.3.1.1 Caracterização da estricção... 261 5.3.1.2 Efeito da temperatura de conformação sobre a estricção... 262 5.3.1.3 Efeito da deformação sobre a estricção... 264 5.3.2 Avaliação do efeito da folga sobre o
resfriamento... 272 6 CONSIDERAÇÕES FINAIS E
CONCLUSÕES... 285 6.1 CONSIDERAÇÕES FINAIS... 285 6.1.1 Método experimental... 285 6.1.2 Comportamento plástico... 286 6.1.3 Cinética de transformação de fase... 287 6.1.4 Efeito do comportamento plástico sobre o resfriamento... 288 6.2 CONCLUSÕES... 290 7 TRABALHOS GERADOS E
1 INTRODUÇÃO
1.1 DESAFIO
Nas últimas décadas tem se vivenciado uma intensa evolução dos materiais de engenharia, independente do tipo, visando melhoria de suas propriedades e características, no sentido de atender as crescentes necessidades envolvidas no processamento e principalmente na aplicação dos novos produtos, associada ao desempenho, evolução tecnológica, meio ambiente, aumento da competitividade e redução de custo.
De forma mais específica na indústria de transformação e fabricação de bens de consumo, alavancadas pela forte competição e pelas necessidades geradas pelo mercado, estas necessidades se mostraram ainda mais sensíveis, no sentido de atender a um conjunto de requisitos envolvidos. Dentro deste segmento um setor que tem merecido forte destaque é o da indústria automobilística, onde as exigências de evolução foram ainda mais significativas em relação aos demais setores, associado à sua importância, tamanho e pelo seu impacto sobre a economia global.
No caso particular dos aços utilizados em veículos automotivos, além de se aumentar a resistência mecânica, também houve forte necessidade de se incrementar a resistência ao impacto de determinados itens, aqueles considerados de segurança. O propósito é que os veículos mais leves se tornassem mais indeformáveis quando submetidos a um acidente, preservando a integridade física dos seus ocupantes. A partir daí surgiram programas de desenvolvimento de novos aços de classe mundial, com forte participação da indústria siderúrgica, objetivando o desenvolvimento de materiais com requisitos particulares para atender especificamente as necessidades da indústria automobilística.
Ocorre que os aços desenvolvidos para este fim, justamente por apresentarem maior resistência mecânica à deformação a frio, se tornaram mais difíceis de serem estampados, aumentando o esforço necessário para promover a conformação, prejudicando a conformabilidade, a produtividade, o custo e a qualidade, aumentando a dificuldade para a obtenção de componentes dentro das especificações desejadas, principalmente associadas aos aspectos dimensionais. Além disso, apresentaram o efeito mola, que dificultava a obtenção de peças com precisão dimensional mais apurada.
A alternativa encontrada para contornar todos estes problemas foi conformá-los a elevada temperatura, dando origem ao processo de estampagem a quente. Neste caso, durante a estampagem, também é possível controlar a velocidade de resfriamento do material, através de uma ferramenta refrigerada, permitindo obter uma microestrutura ainda mais dura e resistente mecanicamente, associada a uma boa tenacidade.
Como abordado na maioria das bibliografias consultadas, a operação de estampagem realizada a elevada temperatura tem ganhado importância nos últimos anos, devido à possibilidade de se estampar componentes estratégicos, de elevada resistência mecânica, associada a uma boa precisão geométrica e boa resistência ao impacto.
1.2 MOTIVAÇÃO
instituições de pesquisa. Em à condição particular do Brasil, o que se constata é que atualmente existem poucas empresas multinacionais utilizando este processo para a produção de componentes automotivos. Sob o ponto de vista estratégico esta situação é preocupante, principalmente se for comparada ao processo de estampagem a frio, cuja tecnologia é totalmente dominado e difundid0, sendo utilizado por inúmeras empresas do segmento metal-mecânico. Baseado neste fato se faz necessário que a tecnologia deste processo seja mais conhecida, dominada e disponibilizada para que um maior número de empresas possam se beneficiar.
Este pensamento se torna ainda mais significativo se forem considerados dois outros aspectos. Primeiro a evolução da indústria automobilística, com a popularização de novos conceitos e tecnologias, objetivando produzir veículos mais confortáveis, leves e seguros, anteriormente só disponíveis no segmento de luxo ou veículos esportivos. Segundo, a evolução da legislação pertinente, exigindo veículos cada vez mais seguros, econômicos e adaptados aos requisitos ecológicos. Em função disto seria perfeitamente possível se prever que muitas outras empresas estariam interessadas em fabricar componentes de veículos automotivos a partir do processo de estampagem a quente, para abastecer o mercado automobilístico, necessitando para isto, ter acesso a esta tecnologia. Diante deste quadro, o principal fator motivador deste trabalho é conduzir um estudo que permita se conhecer melhor o processo de estampagem a quente, possibilitando assim sua divulgação.
Também se deve considerar que, além do mercado automobilístico, este processo, eventualmente, poderia ser utilizado em outros segmentos industriais, resultando em vantagens e evoluções para a produção de determinadas peças em relação aos processos atualmente disponíveis.
1.3 OBJETIVO
metalúrgicos (recristalização e transformação de fase). É importante notar que estas variáveis afetam tanto a condição de processamento (conformabilidade) como a microestrutura e as propriedades finais do material e, por consequência, as características, a aplicação e o desempenho do produto.
O objetivo específico deste trabalho é comprovar experimentalmente que a deformação, quando realizada dentro do regime de instabilidade plástica, pode afetar as propriedades finais do material. O princípio envolvido é que a conformação plástica gera a redução da espessura da chapa ou do blanque e, acima de determinada intensidade, pode gerar a formação de estricção.
Esta estricção, que pode se encontrar na forma distribuída ou concentrada, gera uma folga entre a superfície do material e da ferramenta e este efeito pode interferir no processo de transferência de calor entre as superfícies, pois muda o regime de troca térmica, que passa de totalmente condutivo, quando o contato é perfeito, para convectivo ou radiativo, considerados menos eficientes. Nesta condição a velocidade de resfriamento pode ser afetada de tal maneira que fique menor que a velocidade crítica de têmpera do material, gerando microestruturas não desejadas, como a bainita ou mesmo a perlita, que por serem menos resistentes que a martensita, comprometem as propriedades mecânicas, a rigidez e o comportamento do componente em serviço, afetando todo o desempenho do produto. O propósito e gerar a estricção de forma controlada, avaliar seu efeito e determinar se é realmente um problema ou não sobre as propriedades mecânicas finais do material.
Além do objetivo principal o este trabalho também teve o propósito de responder aos seguintes questionamentos:
Qual o comportamento plástico do aço 22MnB5 aelevada temperatura e como ocorre a formação da estricção?
Qual o efeito da temperatura e da velocidade de conformação sobre a formação da estricção?
É possível obter elevada resistência mecânica (limite de resistência a tração > 1500MPa) com o aço 22MnB5 através do método experimental utilizado, utilizando-se baixa pressão de fechamento?
Quais as propriedades mecânicas que podem ser obtidas com o aço 22MnB5 estampado a quente comparado com os processos tradicionais de tempera?
Como a estricção e a folga formada durante a conformação plástica podem afetar as propriedades mecânicas do aço 22MnB5 estampado a quente?
Quais os limites de deformação plástica do aço 22MnB5 a elevada temperatura de forma que a estricção gerada não comprometa as propriedades do componente estampado?
A perspectiva é que este trabalho traga contribuições tanto para o meio acadêmico como industrial, permitindo entender melhor os mecanismos de formação da estricção a elevada temperatura e principalmente de que forma pode afetar o resfriamento e as propriedades mecânicas do material. Em função disto podem ser desenvolvidos subsídios que permitam um maior controle do processo de fabricação, no sentido de fazer com que a estricção possa ser mantida dentro de determinados níveis, não afetando o desempenho final do produto.
A revisão bibliográfica mostra que este aspecto, apesar da sua importância, tem sido pouco estudado pela comunidade científica, constituindo-se em um espaço a ser preenchido. 1.4 INEDITISMO
instrumental. Isto pode ser considerado inovador, pois se diferencia dos outros métodos até então utilizados. Neste caso o corpo de prova foi fixado a uma máquina universal de ensaios mecânicos e aquecido através de um forno até a temperatura de teste, sendo depois deformado uniaxialmente. Na sequência, o forno foi rapidamente removido e introduzido o resfriador metálico, iniciando-se o processo de têmpera. O ineditismo está justamente neste aspecto, pois se utilizou um resfriador de alumínio plano, refrigerado com água, aplicando-se baixa pressão de fechamento, acionado através de um sistema pneumático. Apesar da utilização de baixa pressão foi possível atingir elevadas velocidades de resfriamento, muito superiores a velocidade crítica de têmpera do aço estudado.
Esta concepção tornou o método construtivamente muito mais simples, dispensando a necessidade de utilização de prensas de estampagem ou de sistema complexos de fechamento, acionados mecânica ou hidraulicamente, necessários para promover elevados esforços de fechamento para se atingir a velocidade de resfriamento necessária. Através deste método foi possível avaliar, de forma individual e controlada, o efeito de algumas variáveis termomecânicas importantes evolvidas no processo, como a temperatura, a intensidade de conformação e a taxa de resfriamento.
Outra particularidade do método experimental que envolveu certo ineditismo foi associada à forma utilizada para proteção do material contra a oxidação quando submetido à elevada temperatura. Neste trabalho foi utilizado um aço 22MnB5 revestido com GA (Zn-Fe) o qual apresenta uma menor resistência à oxidação do que revestimento Al-Si tipicamente utilizado no processo de estampagem a quente. Para contornar este efeito foi aplicado um revestimento complementar sobre o corpo de prova a base de uma pasta contendo cobre, obtendo-se bons resultados quanto à inibição da oxidação superficial, os quais poderiam afetar os resultados em função de deficiência de contato com o resfriador.
1.5 ORGANIZAÇÃO DO TRABALHO
a motivação, os objetivos, o ineditismo e a organização do trabalho.
No segundo capítulo foi realizada a revisão bibliográfica onde inicialmente foi feita a caracterização do processo de estampagem a quente, com a abordagem dos problemas envolvidos, soluções, princípios de funcionamento, tipos de processos, efeito das principais variáveis, tipos de aços e revestimentos utilizados, projeto da ferramenta de conformação, propriedades dos materiais estampados, bem como as recentes evoluções e as tendências futuras do processo. Neste capítulo também foi estudado o comportamento plástico do material, onde se abordou aspectos associados aos mecanismos de escorregamento, o efeito da temperatura, do tamanho de grão, da velocidade de deformação e resfriamento, bem como os fenômenos associados à estricção, a superplasticidade e a tenacidade. Na sequencia foram revisados os conceitos envolvidos na cinética de transformação de fase, ou seja, a formação da martensita, onde foi avaliado o efeito das principais fatores envolvidos no processo sobre o mecanismo de transferência de calor, sobre a velocidade de resfriamento e sobre a microestrutura final formada.
No terceiro capítulo foi apresentada a metodologia, o procedimento e o planejamento experimental, envolvendo a caracterização do material, definição do corpo de prova, concepção e construção do aparato e definição do método, bem como é descrita toda a sistemática de análise e obtenção de resultados.
No quarto capítulo foi apresentada a etapa pré-experimental, onde foram definidos os padrões e as condições operacionais, bem como a calibração dos sistemas de aquecimento, deformação e resfriamento e a validação do método experimental.
No quinto capítulo foram apresentados e discutidos os resultados experimentais, sendo subdivido em três partes, na primeira foi avaliado o comportamento plástico, na segundo o estudo da cinética de transformação de fase e no terceiro o efeito do comportamento plástico sobre o resfriamento.
2 REVISÃO BIBLIOGRÁFICA
2.1 PROCESSO DE ESTAMPAGEM A QUENTE 2.1.1 Desafios, problemas e soluções
Nos últimos anos, impulsionado pela crise do petróleo vivida na década de 80, pela acirrada competição em escala global da década de 90 e pelos desafios ecológicos no início do milênio, a indústria automobilística tem enfrentado dois grandes e importantes desafios (RAVIDRAN, 2011; ALTAN, 2010; GORNI, 2008ab; HOFMANN et al, 2006; SPEER, 2002):
Reduzir o consumo de combustível para que os veículos se tornassem mais econômicos, tanto para aumentar a sua competitividade no mercado como para reduzir a emissão de poluentes, no sentido de atender as novas legislações ambientais vigentes de impacto global;
Fazer com que os veículos se tornassem mais seguros, promovendo um melhor comportamento ao choque quando submetidos a um acidente, preservando a integridade física e até a vida dos seus ocupantes (figura 1).
Figura 1 - Veículo submetido ao teste de impacto, mostrando a importância da necessidade de elevada resistência ao choque.
O cumprimento destes requisitos exigiu a realização de muitos estudos, a aplicação de novas tecnologias, a reavaliação dos projetos dos veículos, a utilização de novas soluções, novos conceitos e novos processos de manufatura. Da mesma forma exigiu a utilização de novos materiais, tanto metálicos como não metálicos, através do aumento da relação resistência versus massa. Isto impôs a necessidade de redução de massa, tanto através da redução de espessura dos componentes, como através do uso de materiais com menor peso específico, o que possibilitou a redução do peso final dos componentes e consequentemente do veículo como um todo, o que levou a uma profunda reavaliação dos materiais utilizados (TURETTA, 2008).
No caso específico dos aços foi necessário um grande engajamento da indústria siderúrgica, em parceria com a indústria automobilística, resultando na criação de inúmeros programas de desenvolvimento de novos aços de classe mundial iniciado em 1994. Estes programas promoveram a modificação do conceito de projeto dos veículos, onde foi necessário reprojetar os componentes objetivando redução de espessura, o que exigiu, necessariamente, a utilização de aços de maior resistência mecânica. Isto alavancou por parte da indústria siderúrgica o desenvolvimento contínuo de novas ligas de maior resistência mecânica, como mostrado na figura 2. Estes novos aços passaram a ser designados por aços AAAR mais conhecido internacionalmente como AHSS ou UHSS. O desenvolvimento e aplicação destes novos aços para aplicação em veículos automotivos está amplamente reportado por vários autores como Lagneborg (1991), Speer (2002), Hofmann et al (2006), Wilsius (2006), Ferreira Filho (2007), Gorni (2008ab), Fekete et al (2008), Takechi (2008), Kunitsyn et al (2008), ThyssenKrupp (2008), Taiss (2011), Usiminas (2011), Rios (2007) e Fujita (2013).
A utilização de um aço com maior resistência mecânica fatalmente levou a redução do alongamento, como mostrado na figura 3, o que afetou a liberdade de design das peças
Também gerou um maior desgaste das ferramentas de estampagem, exigindo maior manutenção, provocando a redução de sua vida e mais uma vez elevando o custo de fabricação (GORNI, 2008ab, 2009).
Figura 2 - Evolução dos aços avançados de elevada resistência mecânica.
Fonte: (GORNI, 2008ab, 2009)
Figura 3 - Classificação dos aços ligados de elevada resistência em função da resistência mecânica e do alongamento.
Também foi constatado que a utilização de aços de maior resistência gerou mais problemas de qualidade, associado à baixa ductilidade e maior tendência de ruptura, bem como maior dificuldade de conseguir a precisão dimensional desejada, exigindo muito mais cuidado tanto no projeto como na fabricação do componente. Todos estes efeitos tornaram quase que inviável a utilização dos métodos convencionais de estampagem na fabricação de componentes a partir destes novos aços, exigindo, obrigatoriamente, o desenvolvimento de novos processos de conformação, como uma maior evolução tecnológica, como é o caso da estampagem a quente.
Outro problema constatado no processamento destes novos aços está associado à geração do efeito mola ou retorno elástico que ocorre após a operação de estampagem (figura 4), o qual é muito acentuado nas chapas de aço AHSS. Neste caso a chapa é conformada, mas sofre distorções dimensionais críticas imediatamente após a saída da matriz. Estas distorções afetam a precisão dimensional e impedem a obtenção de componentes estampados com os requisitos necessários, dificultando a montagem, principalmente quando estão envolvidos processos automatizados ou robotizados (GORNI, 2009, 2010).
Figura 4 - Componente metálico mostrando o efeito mola que ocorre quando da estampagem a frio a partir de diferentes tipos de aços de elevada resistência.
Diversos autores estudaram o efeito mola em aços avançados de elevada resistência mecânica (AHSS). Kim (2009) avaliou este efeito em aços do tipo DP e TRIP utilizando teste de tração e “bulge test” prevendo o comportamento em operações
de dobra e flangeamento. Kim e Lee (2011) estudaram o efeito da austenita retida em aços TRIP laminados a frio e concluíram que o efeito mola é reduzido em 30% quando a fração de austenita retida aumenta para 5%.
Mori et al (2007) estudaram o efeito da espessura da chapa e concluíram que a redução da espessura na operação de acabamento é efetiva na redução do efeito mola e que a velocidade de conformação praticamente não influencia o efeito. Ouakd et al (2012) estudaram a evolução do efeito mola em função da força exercida sobre o blanque da ferramenta em teste de dobramento e concluíram que quanto maior a força e menor o raio menor o efeito. Ozturk, Toros e Kiilic (2009) estudaram o efeito mola de aços AHSS tipo DP600 quando submetido à temperatura de conformação a morno (300oC) e verificaram que
o efeito diminui com o aumento da temperatura. Xing et al (2009) realizaram estudos com aços ligados ao boro, avaliando alguns parâmetros do processo de estampagem a quente, e mostraram que o efeito mola aumenta com a redução da força exercida no prensa-chapa e aumenta quando a folga entre o punção e matriz e o raio da ferramenta são maiores.
2.1.2 Caracterização do processo
A procura pela solução dos problemas de estampagem dos aços microligados de elevada resistência mecânica, associada à elevada força necessária para promover a conformação, baixo alongamento (menor deformação) e geração do efeito mola, levou ao desenvolvimento do processo de estampagem a quente.
O processo de estampagem a quente foi desenvolvido originalmente na empresa sueca Plannja Hard Tech em 1973 e
patenteado em 1977, sendo originalmente utilizado para fabricação de lâminas de serras e lâminas de cortadores de grama. Posteriormente o processo foi adotado pela Saab Automobile AB, o que ocorreu somente em 1984, a qual o utilizou para a produção de componentes do veículo Saab 9000 (figura 5), sendo a primeira indústria automobilística a adotar o processo de endurecimento do aço ligado ao boro para fabricação de componentes dos veículos automotivos (GORNI, 2009/2010; NAGATHAN, 2010; KARBASIAN e TEKKAIA, 2010).
Figura 5 - Aplicação peças estampadas a quente em barras de impacto e no pilar B no volvo XC60.
Fonte: (GORNI, 2009)
resistência sem o efeito mola (TURETTA, 2008; NADERI, 2007; ALTAN, 2006/2010).
A possibilidade de promover a estampagem à elevada temperatura ofereceu a vantagem de se ter uma maior conformabilidade e a redução da força de conformação, acompanhado da considerável minimização do efeito mola. Isto garantiu a obtenção de componente tanto com boa precisão dimensional como uma boa resistência mecânica, através da obtenção de uma estrutura quase que totalmente martensítica já na condição final, sem tratamentos térmicos posteriores, pois sofreu como que uma têmpera durante o próprio processo de estampagem (TURETTA, 2008).
O processo de estampagem a quente mostrado de forma esquemática na figura 6 é composto de uma prensa onde é feita o corte inicial do blanque a frio a partir de uma bobina, de um forno de aquecimento contínuo, do sistema de transferência do blanque para a prensa e de uma prensa de estampagem dotada de ferramenta resfriada. Por intermédio da estampagem a quente é possível obter componentes com excelente relação resistência/massa, através do redimensionamento da espessura, assegurando tanto o requisito de segurança como a redução de peso, através da maior resistência mecânica (RAVINDRAN, 2011.
Figura 6 - Esquema do processo de estampagem a quente direto.
Deve-se considerar que para que este processo apresente os resultados desejados é preciso dispor de um material apropriado, ou seja, que tenha temperabilidade, bem como uma ferramenta de estampagem refrigerada, permitindo uma adequada interação entre a sua superfície e a da chapa. Também devem ser criadas condições favoráveis para que ocorram os fenômenos desejados, ou seja, deve-se gerar uma transferência de calor que promova uma velocidade de resfriamento maior que a velocidade crítica de têmpera do material, como mostrado de forma esquemática na figura 7.
Figura 7 - Ciclo de aquecimento e resfriamento do processo de estampagem a quente sobreposto sobre uma curva TTT.
Fonte: adaptado de (BARIANI et al, 2008)
300.000 t/ano em 2008. A mesma tendência está sendo verificada no Japão e EUA. As linhas de produção na Europa cresceram de 15 em 2003 para 42 em 2009 (NADERI, 2007; TURETTA, 2008). O número de componentes estampados aumentou de 3 milhões ao ano em 1897 para 107 em 2007 (NAGANATHAN, 2012).
A estampagem a quente se caracteriza como um processo termomecânico, pois o aquecimento, a conformação e o resfriamento ocorrem quase que simultaneamente, de uma forma controlada, objetivando-se obter a estrutura e as propriedades desejadas. A principal vantagem do processo de estampagem a quente é permitir a combinação da deformação com o resfriamento rápido e simples. A deformação e o rápido resfriamento a partir de elevada temperatura ocorrem simultaneamente em um curto espaço de tempo, normalmente menor que 10s (NADERI, 2007).
2.1.3 Etapas do processo
A fabricação de componentes a partir do processo de estampagem a quente envolve praticamente três etapas, como mostrado na figura 8, as quais serão discutidas a seguir.
Figura 8 - Esquema mostrando a variação de propriedades do aço HF antes da conformação (1), quando da austenitização (2) e após o resfriamento (3).
2.1.3.1 Preparação do blanque
A primeira etapa do processo (etapa 1 - figura 8) consiste na obtenção do blanque o que é feito através de estampagem de corte realizada a frio a partir de bobinas ou mesmo chapas planas. Deve-se considerar que no projeto da ferramenta ou na definição dos parâmetros do processo de estampagem que o aço 22MnB5, na condição de fornecimento apresenta uma microestrutura ferrítica/perlítica com uma resistência mecânica entre 400 e 600MPa (NADERI, 2007).
2.1.3.2 Aquecimento
Na sequência do processo o blanque é aquecido em um forno até uma temperatura de austenítização, acima de Ac3,
entre 850 e 950oC, por aproximadamente 4 a 10 minutos, (etapa
2 - figura 8), sendo que este tempo pode variar em função da espessura do material (GORNI, 2010). Frandoli e Button (2010) determinaram experimentalmente que as melhores propriedades mecânicas são obtidas com a temperatura de austenitização entre 950 a 980oC, apresentando inclusive pouca oxidação superficial. Nesta temperatura o aço apresenta baixa resistência mecânica e é muito dúctil, podendo ser facilmente conformado em componentes com formas geométricas mais complexas sem a aplicação de elevadas tensões. Por exemplo, para uma chapa com 1mm de espessura a completa austenitização a 1172oC é
alcançada com o tempo de 145s, para uma chapa com espessura de 1,5mm seria de 165s, com 1,75mm 180s e 2,5mm de 240s (NAGNATHAN, 2010; KARBASIAN, 2010). Obviamente esta condição vai depender do forno utilizado. Com o aquecimento ocorre a transformação austenita/ferrita como também são ativados os planos cristalográficos de escorregamento das discordâncias, tornando sua migração mais favorável, melhorando a ductilidade e a conformabilidade (GORNI, 2010).