MILTON GUILHERME FORESTIERI FERNANDES
SIMULAÇÃO DE ESTRATÉGIAS DE REPOSIÇÃO DE ESTOQUES EM
UMA CADEIA DE SUPRIMENTOS COM DOIS ESTÁGIOS
Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do título de Mestre em Engenharia
MILTON GUILHERME FORESTIERI FERNANDES
SIMULAÇÃO DE ESTRATÉGIAS DE REPOSIÇÃO DE ESTOQUES EM
UMA CADEIA DE SUPRIMENTOS COM DOIS ESTÁGIOS
Dissertação apresentada à Escola Politécnica da Universidade de São Paulo para obtenção do título de Mestre em Engenharia
Área de concentração: Engenharia de Produção
Orientador: Prof. Doutor Marco Aurélio de Mesquita
AGRADECIMENTOS
A CNPq pelo apoio financeiro durante o desenvolvimento deste trabalho.
Ao Professor Marco Aurélio de Mesquita, pela atenção e orientação em todas as
etapas do trabalho.
Aos Professores Ruy Botter e Ronaldo Zwicker cujas críticas e sugestões foram de
extremo valor para o resultado final desta pesquisa.
Aos meus familiares, colegas e amigos pelo apoio e ajuda durante esta fase da
RESUMO
Este estudo foca a gestão de estoques em cadeias de suprimentos. São construídos
modelos de simulação para investigar diferentes estratégias de reposição de
estoques em uma cadeia de suprimentos com dois estágios. São utilizadas técnicas
de simulação por dinâmica de sistemas para o desenvolvimento dos modelos. Para
tanto, analisa-se uma cadeia de suprimentos formada por dois agentes, um varejista
e um fornecedor. Estes agentes devem tomar as decisões de reposição de
estoques, definindo quantidades e momentos em que os materiais são adquiridos.
Os objetivos principais do trabalho são: levantar na literatura quais são as principais
estratégias para a gestão de estoques na cadeia de suprimentos, desenvolver
modelos de simulação para as estratégias mais significativas, identificar qual das
estratégias analisadas é a mais atraente para o fabricante, para o varejista e para a
cadeia de suprimentos como um todo e ilustrar como a metodologia de simulação
pode ser utilizada no estudo de estratégias de gestão de estoques. Três estratégias
principais são identificadas na literatura e modeladas. Na primeira estratégia, os
agentes tomam decisões independentemente e não compartilham informações. Na
segunda estratégia, os agentes compartilham informações, mas as decisões
continuam a ser tomadas independentemente. Na terceira estratégia, as decisões de
reposição de estoques são tomadas pelo fornecedor, que tem acesso a todas as
informações sobre venda e estoque no varejista. Observa-se que a amplificação na
variação dos pedidos de um estágio para outro se reduz com o compartilhamento de
informações e a centralização das decisões, sendo que esta última estratégia se
mostra como a mais eficiente. O método utilizado demonstra-se bastante eficaz e
pode ser usado para simular outras estratégias de reposição de estoque que não
estão sendo analisadas no presente estudo.
ABSTRACT
This study focuses in the inventory management in supply chains. Simulation models
are developed in order to investigate different inventory replenishment strategies in a
two-echelon supply chain. Systems dynamics techniques are used to develop the
models. It’s analyzed a supply chain formed by two agents, a retailer and a supplier.
These agents take inventory replenishment decisions, defining quantities and
moments in which materials must be acquired. The main objectives of this work are:
research in the literature the main inventory replenishment strategies for supply
chains, develop simulation models for the main strategies, identify what strategy is
more attractive for the supplier, the retailer and for the whole supply chain and
illustrate how the simulation methodology can be used in the study of inventory
management strategies. Three main strategies are identified in the literature and
modeled. In the first strategy, the agents take decisions independently and don’t
share information. In the second strategy, the agents share information, but continue
to take decisions independently. In the third strategy, the inventory replenishment
decisions are taken by the supplier, which has access to all information about selling
and inventory in the retailer. It is observed that the amplification in the supplier orders
variation compared with the demand variation at the retailer are reduced with
information share and decisions centralization, this last strategy being the more
effective. It is demonstrated that the method is very effective and could be used to
simulate other strategies that are not analyzed in this study.
SUMÁRIO
RESUMO... vi
ABSTRACT ... vii
LISTA DE FIGURAS ... ix
LISTA DE TABELAS ... x
LISTA DE SÍMBOLOS ... xi
1. Introdução ... 1
1.1. Gestão de estoques na cadeia de suprimentos ... 1
1.2. Formulação do problema ... 4
1.3. Objetivos ... 6
1.4. Justificativa ... 7
1.5. Estrutura do trabalho ... 8
2. Modelos de gestão de estoques ... 10
2.1. Funções dos estoques ... 10
2.2. Objetivos da gestão de estoques ... 12
2.3. Modelos de estoques com demanda independente ... 17
3. Gestão da cadeia de suprimentos ... 23
3.1. Conceitos básicos ... 23
3.2. O Efeito chicote ... 26
3.3. Relacionamentos na cadeia de suprimentos e estruturas de governança .. 33
3.4. Práticas de colaboração na cadeia de suprimentos ... 36
3.5 Simulação de estratégias de reposição de estoques na cadeia de suprimentos ... 41
4. Metodologia de pesquisa ... 50
4.1. Seleção do método ... 50
4.1.1. Métodos de pesquisa mais comuns em gestão de operações ... 50
4.1.2. Método de pesquisa escolhido... 51
4.1.3. Pesquisa experimental e o uso de modelos ... 52
4.1.4. Métodos de simulação ... 54
4.2. Método de pesquisa – simulação por dinâmica de sistemas ... 57
5. Modelagem ... 66
5.1. Modelo I – Estratégia tradicional ... 66
5.2. Modelo II – Compartilhamento de informações ... 74
5.3. Modelo III – Centralização das decisões de reposição de estoques ... 79
6. Resultados da Simulação ... 86
7. Conclusões ... 92
7.1. Principais estratégias encontradas na literatura ... 92
7.2. Desenvolvimento dos modelos das estratégias ... 94
7.3. Avaliação e comparação das estratégias ... 97
7.4. Utilização do método proposto ... 98
7.5. Oportunidades para pesquisas futuras ... 100
8. Referências bibliográficas ... 102
LISTA DE FIGURAS
Figura 1 – Compensação entre custos de obtenção e estoques ... 17
Figura 2 - Reposição contínua com nível mínimo e quantidade fixa (s, Q) ... 19
Figura 3 - Reposição contínua com nível mínimo e máximo de estoque (s, S) ... 20
Figura 4 - Reposição periódica com nível máximo de estoque (R, S) ... 20
Figura 5 - Reposição periódica com nível mínimo e máximo de estoque (R, s, S) ... 21
Figura 6 - Sistema de gestão de estoques genérico (Stermann, 1989) ... 32
Figura 7 - Modelo de reposição de estoques (Disney et al., 1997) ... 43
Figura 8 - Modelo de reposição de estoques com compartilhamento de informações (Mason-Jones e Towill, 1997) ... 45
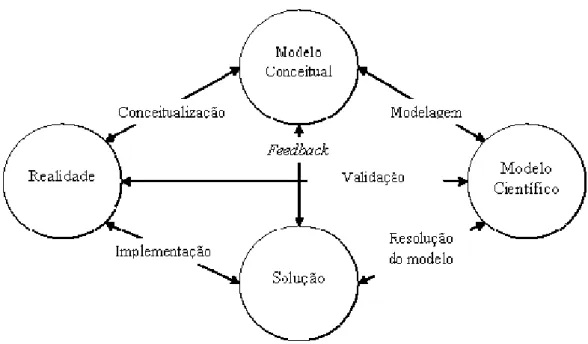
Figura 9 - Etapas da construção de modelos quantitativos (Bertrand & Fransoo, 2002) ... 53
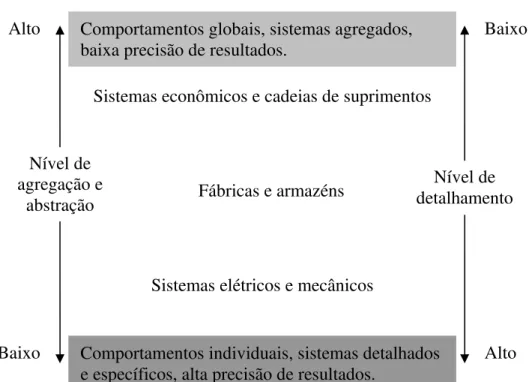
Figura 10 - Sistemas num espectro de nível de agregação, abstração e detalhamento (Borshchev & Fillipov, 2004) ... 56
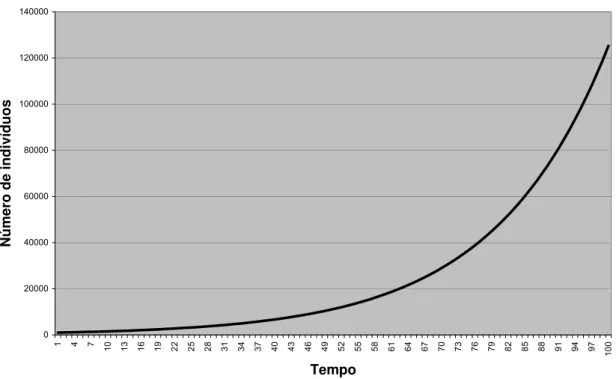
Figura 11 - Modo de referência para a população de coelhos ... 59
Figura 12 - Diagrama causal da população de coelhos ... 60
Figura 13 - Diagrama de fluxo para a população de bactérias ... 61
Figura 14 - Modo de referência (The MIT Beergame, 2007) ... 67
Figura 15 - Diagrama causal do modelo I ... 68
Figura 16 - Diagrama de fluxo do modelo I ... 71
Figura 17 - Diagrama causal do modelo II ... 75
Figura 18 - Diagrama de fluxo do modelo II ... 76
Figura 19 - Diagrama causal do modelo III ... 81
Figura 20 - Diagrama de fluxo do modelo III ... 82
Figura 21 – Demanda, pedidos ao fornecedor e pedidos de produção com degrau de demanda em diferentes estratégias de reposição. ... 88
Figura 22 - Comportamento dos estoques no varejista e no fornecedor com degrau de demanda em diferentes estratégias de reposição. ... 89
Figura 23 - Comportamento da demanda, pedidos ao fornecedor e pedidos de produção com demanda aleatória em diferentes estratégias de reposição. ... 90
LISTA DE TABELAS
LISTA DE SÍMBOLOS
ADij - Alterações na demanda entre i e j
APij - Alteração de pedidos entre i e j
CDF - Cobertura desejada na fábrica
CDS - Cobertura desejada no sistema
CDV - Cobertura desejada no varejo
Cij - Consumo entre i e j
DEFi - Diferença de estoque na fábrica em i
DEi - Demanda esperada entre i e j
DESi - Diferença do estoque no sistema em i
DEVi - Diferença entre estoque desejado e real no varejista em i
Dij - Demanda entre i e j
DT - período de tempo
EDFi - Estoque desejado na fábrica em i
EDSi - Estoque desejado no sistema em i
EDVi - Estoque desejado no varejo em i
EFi - Estoque na fábrica em i
Eij - Entregas entre i e j
ESi - Estoque no sistema em i
EVi - Estoque no varejista em i
Fet - Fluxo de entrada em t
Fst - Fluxo de saída em t
Nt - Nível em t
PEi - Pedidos esperados em i
Pij - Pedidos entre i e j
PPij - Pedidos de produção entre i e j
PRij - Produção entre i e j
PTi - Pedidos em trânsito em i
Q - tamanho de lote de reposição
R - período de reposição
S - nível máximo de estoque
t - índice de período de tempo
Ta - fator de ajuste de previsão de demanda
TA - Tempo de ajuste da demanda esperada
TAEF - Tempo de ajuste no estoque na fábrica
TAES - Tempo de ajuste do estoque no sistema
TAEV - Tempo de ajuste de estoque no varejista
TAP - Tempo de ajuste nos pedidos esperados
TE - Tempo de entrega
Ti - fator de ajuste de reposição de estoque
Tp - tempo de entrega de produtos
TP - Tempo de produção
Tw - fator de ajuste de material em processo
WIPi - Material em processo em i
X - Porcentagem de participação da demanda na colocação do pedido de
produção
1. Introdução
1.1. Gestão de estoques na cadeia de suprimentos
Um varejista, ao vender bens de consumo tangíveis (roupas, automóveis,
alimentos, etc.) e, portanto, estocáveis (o que não pode ser feito com serviços), se
depara com o problema de determinar o momento em que deve comprar
produtos para disponibilizá-los para venda e também a quantidade a ser
comprada a cada vez que faz um pedido.
Assume-se que os custos envolvidos no processo de estocagem devem ser
reduzidos ao máximo possível. Estes custos são, principalmente, o de manutenção
dos estoques (quanto maior o estoque em mãos, maior serão os custos de
oportunidade sobre o capital investido na sua aquisição, os custos de armazenagem,
etc.), o custo de pedido de materiais, correspondendo às despesas no transporte,
processamento de dados, custos na preparação de máquinas e outros que ocorrem
a cada vez que se faz um pedido de compra ou produção. Por fim, existem os custos
causados pela perda de vendas.
Existem duas contraposições entre estes custos, de forma que quando um
decai o outro sobe e vice-versa. Estas contraposições exigem que haja duas
compensações entre estes custos.
A primeira compensação deve ser feita entre os custos de pedido e os custos
de manutenção de estoques. Quanto maior a freqüência de pedidos, menor será a
quantidade de estoque necessária para atender o consumo até a entrega do
próximo pedido. Porém, quanto maior a freqüência de pedidos, maiores serão os
custos de pedido. Por outro lado, à medida que se aumentam os níveis médios de
estoques em função da diminuição da freqüência de entregas, aumentam-se os
custos de manutenção destes estoques. Deste modo, deverá ser encontrada a
quantidade por entrega que minimize a soma destes dois custos.
A segunda compensação deve ser realizada entre os custos de perda de
vendas e de manutenção de estoques. O varejista deverá manter um estoque de
produtos em quantidade suficiente para garantir a disponibilidade imediata de
produtos aos consumidores. Porém, haverá momentos em que a demanda será
menor, o que acarretará elevação nos níveis de estoque e momentos onde a
demanda será maior, correndo-se o risco de falta. Quanto maior o nível de estoque,
menor será o risco de perda de vendas e vice-versa. Deve-se, portanto, determinar a
quantidade de estoque a ser mantido para este propósito que minimize a soma
destes custos.
Um fabricante que forneça diretamente para este varejista encontrará um
problema semelhante. Duas importantes estratégias de produção na indústria são a
MTO (“make-to-order”- produzir contra pedido), onde a produção de um item só é
iniciada quando o cliente faz um pedido, e a MTS (“make-to-stock”, produzir para
estoque), onde a produção é realizada com base em previsões de demanda, antes
da colocação dos pedidos pelos clientes.
A MTO é geralmente usada em produtos com menor volume de produção e
que podem ser adaptados de acordo com as necessidades do cliente. Em produtos
padronizados e com demanda regular, é comum a utilização da estratégia de
produção MTS. Como esta estratégia consiste em produzir antes do pedido dos
clientes, é necessário que a demanda seja prevista e, como esta previsão está
sempre sujeita a erro, deve-se manter estoques de segurança para que não faltem
produtos. Porém, como estoques acarretam custos, assim como no caso do
varejista, devem ser dimensionados de forma a equilibrar os custos de falta e os
custos de manutenção de estoques. Também devem ser equilibrados os custos de
manutenção de estoques e de pedido.
Este problema pode ser analisado considerando-se um único estágio. Na
cadeia de suprimentos, o estoque pode ser mantido fisicamente em diversos locais,
na mesma empresa ou em empresas diferentes. Estes às vezes se encadeiam, de
forma que um local é usado para abastecer outro. Utiliza-se o termo estágio para
um estágio para outro.
Assim, tanto o varejista quanto o fornecedor tomam decisões
independentemente na gestão de estoques, levando em consideração apenas as
informações que têm disponíveis em seu estágio, tanto de demanda (ou pedidos do
cliente no caso do fornecedor) quanto de posições de estoque. Estas decisões
podem ser feitas com o uso de dois modelos básicos, a reposição por ponto de
pedido (reposição contínua) e a reposição periódica (Silver et al., 1998).
Porém, quando analisamos a cadeia de suprimentos em dois estágios ou
mais, verificamos que existem problemas associados a esta abordagem
independente. Talvez seja possível aplicar estratégias mais eficientes ao adotar uma
visão integrada da gestão de estoques na cadeia de suprimentos.
O primeiro aspecto que deve ser considerado na gestão de estoques na
cadeia de suprimentos é o relacionamento entre cliente e fornecedor. Esse
relacionamento se dá tradicionalmente de duas formas. Primeiramente, o que é
chamado de relacionamento de mercado, o cliente tem um grande número de
fornecedores e realiza suas compras com foco na redução de custo e com baixo
nível de fidelidade. A outra forma, totalmente oposta, consiste na verticalização das
atividades, em que o cliente assume a produção que poderia ser realizada por um
fornecedor. A escolha entre estas duas formas de relacionamento é a tradicional
decisão do produzir ou comprar.
Quando as empresas japonesas se desenvolveram e passaram a ameaçar as
americanas com suas práticas gerenciais inovadoras, um novo paradigma no
relacionamento entre clientes e fornecedores surgiu, com o crescimento da
importância das parcerias estratégicas, onde os agentes participantes da cadeia de
suprimentos (denominam-se agentes as empresas distintas ou outros tipos de
tomadores de decisão que deliberam sobre a colocação de pedidos em estágios
diferentes de uma cadeia de suprimentos) colaboram para atingir seus objetivos
Outro aspecto importante a ser considerado é o efeito chicote. Este problema
foi inicialmente apresentado por Forrester (1961) e compreende a amplificação da
variação nas quantidades dos pedidos ao longo da cadeia de suprimentos. Este
problema faz com que sejam mantidos níveis de estoques indesejados e também
ocorram problemas no suprimento dos produtos à medida que os estágios se
distanciam do ponto de venda na cadeia de suprimentos.
1.2. Formulação do problema
Tendo em vista o efeito chicote, as compensações entre custos e as
oportunidades de colaboração, apresentados no tópico anterior, diversos estudos
vêm analisando estratégias de reposição de estoques para melhorar o desempenho
da cadeia de suprimento. O problema da determinação das estratégias de reposição
de estoques é abordado na literatura de duas formas, analiticamente e por
simulação.
A abordagem analítica busca identificar estratégias ótimas de reposição com
o uso de descrições e deduções matemáticas. Nesta abordagem, a quantidade a ser
mantida em estoque, considerando-se um único estágio já foi bastante estudada e
pode ser encontrada nos modelos baseados em ROP (“reorder point”) e EOQ
(“economic order quantity”). Arrow et al. (1958) e Silver et al. (1998) apresentam uma
extensa discussão sobre este assunto.
Clark & Scarf (1960), Axsäter (1990) e Axsäter (1993) propõe modelos que
levam em consideração múltiplos estágios, como é o caso da cadeia de
suprimentos. São apresentadas abordagens para a identificação de uma política
ótima levando em conta o sistema como um todo.
Trabalhos como Cachon & Zipkin (1999) e Cachon (2001) consideram
conflitos de interesses quando há mais de um estágio e um agente e comparam
estas situações com outras onde existe cooperação, utilizando abordagens
propõem estratégias para fazer com que os agentes sejam incentivados a cooperar.
Um estudo muito importante com abordagem analítica para o problema de
gestão de estoques na cadeia de suprimentos é o apresentado em Lee et al. (1997).
Nele é descrito o fenômeno da amplificação da variação dos pedidos ao longo da
cadeia de suprimentos, conhecido como efeito chicote, assim como suas principais
causas.
Mais recentemente Disney et al. (2006) e Hosoda e Disney (2006) avaliam o
modelo de reposição periódica e a influência da autocorrelação na demanda (uma
medida que informa o quanto o valor de uma variável aleatória em determinado
ponto de uma série é capaz de influenciar seus vizinhos) para a determinação da
estratégia de reposição de estoques.
A abordagem do problema de reposição de estoques com o uso de simulação
também é bastante encontrada na literatura.
Esta abordagem tem como trabalho pioneiro o estudo de Forrester (1961)
com suas pesquisas sobre a dinâmica industrial. Nele é apresentado um modelo que
representa uma cadeia de suprimentos e o comportamento dinâmico da demanda e
dos processos de reposição de pedidos, onde foi demonstrada a amplificação na
variação de pedidos ao longo da cadeia. Posteriormente, Sterman (1989) realizou
um estudo do comportamento humano no processo de reposição de estoques
analisando o “beer game”, experimento que simula uma cadeia de suprimentos onde
os participantes são responsáveis pela administração de estoques de uma cadeia
linear composta de quatro agentes. Neste estudo, ele identifica a heurística utilizada
pelos participantes para executar a reposição dos estoques, validando o modelo de
Forrester.
Diversos estudos mais recentes buscam estratégias para abrandar o efeito
chicote e melhorar o desempenho da administração dos estoques em uma cadeia de
1997 ; Mason-Jones e Towill, 1997; De Souza et al., 2000; Hong-Minh et al., 2000;
Disney e Towill, 2003; Oliveira e Carvalho, 2004; Huang et al., 2007).
O propósito do presente estudo é, com o uso de modelos de simulação,
analisar, avaliar e comparar o impacto das diferentes estratégias encontradas na
literatura para a redução do efeito chicote e no desempenho da gestão de estoques
na cadeia de suprimentos.
O diferencial deste trabalho é que ele compara diferentes estratégias
analisadas avulsamente em outros estudos usando a mesma metodologia,
facilitando a comparação e ilustrando um método que poderá ser utilizado em
estudos futuros.
Será utilizada a abordagem de simulação ao invés da abordagem analítica,
primeiramente por causa da complexidade do problema da reposição de estoques
numa cadeia de suprimento analisada sob o ponto de vista dinâmico. Além disso,
existe uma linha de estudos consistente, que aborda este problema por meio de
simulação, principalmente com a utilização da simulação por dinâmica de sistemas.
Será analisado um modelo de cadeia de suprimentos formada por dois
agentes, um fornecedor e um revendedor, onde o primeiro fornece ao segundo, que
por sua vez fornece ao mercado consumidor.
1.3. Objetivos
Como já citado, o objetivo genérico deste estudo é modelar, analisar, avaliar e
comparar diferentes estratégias de reposição de estoques na cadeia de
suprimentos.
chicote e a melhoria do desempenho da gestão de estoques na cadeia de
suprimentos;
− Desenvolver modelos de simulação para as estratégias mais significativas;
− Identificar, a partir dos resultados da simulação, qual das estratégias analisadas é a mais atraente para o fabricante, para o varejista e para a cadeia de
suprimentos como um todo;
− Ilustrar como a metodologia de simulação pode ser utilizada no estudo destas e outras estratégias específicas de gestão de estoques em cadeias de suprimento.
Para atingir estes objetivos, serão utilizadas técnicas de simulação por
dinâmica de sistemas. Mais detalhamentos sobre o método e porque foi selecionado
serão apresentados no capítulo específico de metodologia.
1.4. Justificativa
Os custos advindos da manutenção de estoques e as perdas de receitas
causadas por definições inadequadas das quantidades a serem repostas em
estoque têm impacto significativo no desempenho financeiro das empresas. Deste
modo, a determinação de uma estratégia de reposição de estoques adequada é
fundamental para o bom desempenho de um negócio.
Além disso, o problema não pode ser analisado na perspectiva de uma
empresa isolada, visto que nenhuma empresa executa por si só todas as atividades
de produção e distribuição de produtos. Deste modo, é importante que, ao se
determinar a estratégia de reposição de estoques, seja considerada a cadeia de
Outro aspecto relevante deste trabalho é a sua abordagem quantitativa.
Muitos estudos defendem estratégias colaborativas de gestão da cadeia de
suprimentos, mas se faz necessária uma avaliação mais rigorosa das vantagens
destas estratégias, o que pode ser fornecido pela análise quantitativa.
Do ponto de vista teórico, este estudo consolida e compara estratégias
estudadas anteriormente, fornecendo uma contribuição na avaliação da eficácia de
cada uma dessas estratégias e da combinação entre elas.
1.5. Estrutura do trabalho
Esta dissertação está dividida em sete capítulos conforme a seguir:
Capítulo 1 – Formulação do problema – Neste capítulo, são apresentados o contexto
teórico da dissertação, a descrição do problema, os objetivos e a justificativa do
trabalho, bem como a sua estrutura;
Capítulo 2 – Modelos de gestão de estoques – Este capítulo faz uma revisão
bibliográfica dos modelos de gestão de estoques existentes atualmente na literatura.
São apresentados definições e conceitos usados na gestão de estoques e os
modelos de gestão mais relevantes encontrados na literatura.
Capítulo 3 – Gestão da cadeia de suprimentos – Este capítulo faz uma revisão
bibliográfica da literatura sobre gestão de cadeia de suprimentos. Relaciona o
problema de pesquisa em questão com foco no efeito chicote, estruturas de
governança em cadeias de suprimentos e a questão da colaboração e conflito entre
os agentes das cadeias de suprimentos;
Capítulo 4 – Metodologia de pesquisa – Apresenta uma discussão sobre possíveis
métodos para abordar o problema e a justificativa para a seleção do método adotado
neste trabalho. Em seguida é apresentado um detalhamento do método de pesquisa
reposição de estoques analisadas. Relata como os modelos foram definidos
utilizando o método selecionado;
Capítulo 6 – Resultados da simulação – Relata como foram simuladas as estratégias
com a utilização dos modelos desenvolvidos no capítulo anterior e feita a análise dos
resultados de acordo com os objetivos do trabalho;
Capítulo 7 – Conclusões – É feito um resumo do estudo, uma reflexão sobre as
principais constatações e contribuições do trabalho e apontadas oportunidades para
2. Modelos de gestão de estoques
Neste capítulo serão abordados os modelos mais tradicionais de estoques,
que focam na gestão de um único produto em um único local. Serão apresentados
também conceitos e definições e uma taxonomia dos problemas que envolvem
decisões relativas à reposição de estoques.
2.1. Funções dos estoques
Hax e Candea (1983) classificam os estoques de acordo com suas funções:
1. Estoque em processo – Esse tipo de estoque consiste nos materiais que
estão em processo de produção. Este estoque ocorre porque a produção e o
transporte não são realizados de imediato. Deste modo, durante o período de
produção ou transporte, o material fica obrigatoriamente em estoque;
2. Estoque cíclico – Em muitas indústrias, a produção é realizada em lotes
devido à economia de escala proporcionada e por imposição de requisitos
tecnológicos (em algumas empresas químicas, por exemplo, um determinado
produto não pode ser elaborado fora de um tamanho de lote específico, pois é
tecnicamente inviável). Estes estoques apresentam um comportamento
tipicamente cíclico: atinge-se um pico no nível de estoque quando um lote é
entregue e vai caindo até que se atinja um nível mínimo, quando é requisitado
mais um lote do produto. Quando este lote é entregue, tem-se novamente um
pico nos níveis de estoque. O estoque cíclico também é formado pelas
economias de escala advindas do transporte em lotes.
3. Estoque de segurança – Estoques podem ser mantidos para se precaver
contra incertezas na demanda. As demandas são estimadas por meio de
previsões, porém previsões sempre apresentam uma margem de erro. Caso
não sejam levadas em consideração estas incertezas, podem ocorrer faltas
provocadas por este tipo de variação.
4. Estoques por outras razões – Também podem ser mantidos estoques para
desassociar etapas de produção, de forma que falhas em uma determinada
operação não afetem outras operações subseqüentes. Além disso, pode-se
manter estoques por razões especulativas como frente a expectativas de
alterações nos preços de materiais.
Ballou (2004) apresenta quatro categorias distintas de estoque. São elas:
1. Estoques no canal – São estoques em trânsito entre os pontos de estocagem
ou de produção, pois a movimentação não é instantânea.
2. Estoques mantidos por especulação – Estes estoques são mantidos para
tentar antecipar e se precaver de variações nos preços de compra de
produtos ou matérias-primas.
3. Estoques regulares ou cíclicos – São necessários para atender a demanda de
um período de tempo entre reabastecimentos sucessivos. Estes estoques
dependem dos tamanhos de lote de aquisição.
4. Estoques de segurança – São mantidos para a proteção da variabilidade na
demanda e do tempo de reabastecimento. Estes estoques são determinados
por procedimentos estatísticos que tratam da natureza aleatória da demanda.
A partir destas definições, podemos concluir que os principais motivos para se
manter estoques são:
− O fato de que o suprimento de um produto não ocorre instantaneamente,
tendo em vista que depende do tempo de produção e transporte, e que
sempre haverá produtos em produção (“work in process”) e produtos em
− A necessidade econômica e técnica de transportar e produzir em lotes,
criando estoques cíclicos, que aumentam no momento da entrega ou
produção e se reduzem com o tempo até o recebimento do novo lote,
criando o perfil característico de “dente de serra”;
− As variações geradas pela incerteza nas quantidades demandadas, nos
tempos e quantidades produzidas e tempos de entrega, criando a
necessidade de manutenção de estoques de segurança para evitar
prejuízos em virtude da indisponibilidade de produtos;
Para os fins deste estudo, portanto, nos concentramos na análise destes tipos
de estoques.
2.2. Objetivos da gestão de estoques
O gerenciamento de estoques busca o equilíbrio entre a disponibilidade do
produto, tecnicamente conhecida como nível de serviço, e os custos de fornecimento
para um determinado nível de serviço (Ballou, 2004).
Disponibilidade de produto (nível de serviço)
O objetivo principal do gerenciamento de estoques é garantir que os produtos
estejam disponíveis no tempo e em quantidades adequadas. Este objetivo é
comumente avaliado pelo nível de serviço. O nível de serviço também pode ser visto
como a probabilidade de que um produto esteja disponível para os clientes. O nível
de serviço é medido pela porcentagem da demanda que é atendida com os
estoques disponíveis (Ballou, 2004).
Custos de estoque
Segundo Ballou (2004), existem três tipos de custos envolvidos na gestão de
estoques. Estes custos devem ser levados em conta para a determinação da
1. Custo de obtenção – São os custos associados à aquisição de mercadorias para
o reabastecimento de estoques. Envolvem os custos de processamento de
pedidos, ajustes de máquina e transporte. Também podem incluir o preço, ou
custo de manufatura, para vários tamanhos de lote.
2. Custos de manutenção de estoque – Resultam da estocagem dos bens por um
período de tempo e são aproximadamente proporcionais à quantidade média de
bens mantidos. Estes custos envolvem os custos de espaço, custos de capital,
custos dos serviços de estoque e custos de risco de estoque.
Os custos de espaço se referem ao uso de armazéns. Caso o armazém seja
terceirizado, as taxas são cobradas proporcionalmente ao espaço utilizado. Se o
armazém for próprio, o custo é determinado pelos recursos alocados, a depreciação
do prédio e dos equipamentos, a energia elétrica, mão-de-obra entre outros.
Os custos de capital referem-se ao custo de oportunidade do dinheiro
investido nos estoques. Segundo Landeros & Lyth (1989), os custos de capital
representam mais de 80% dos custos de estoques. A taxa de atratividade é a mais
acurada para medir o custo de capital. Essa taxa é a taxa de retorno sobre o
investimento mais lucrativo previamente determinado pela empresa.
Os custos dos serviços de estoque se referem ao seguro e impostos que
incidem sobre os estoques mantidos.
Os custos de risco de estoque estão associados à deterioração, furtos, danos
ou obsolescência dos produtos em estoque.
3. Custos de falta de estoque – acontecem quando um pedido não pode ser
atendido por não haver quantidade suficiente em estoque. Existem dois tipos de
implicações da falta de estoque: vendas perdidas e atrasos. O custo de vendas
perdidas ocorre quando o cliente não adquire mais o produto ao se deparar com
sua falta. Deste modo, a perda corresponde ao valor total do produto. Nos custos
disponível em estoque. Neste caso, a perda se relaciona ao custo de capital
referente ao atraso no fluxo de caixa, possíveis custos de processamento de
pedidos, transporte e manuseio extra que podem ocorrer e possíveis multas
estipuladas em contratos de fornecimento. Além disso, existem custos intangíveis
relacionadas à insatisfação do cliente, comprometendo a imagem da empresa e
dificultando futuros negócios.
Existem duas compensações que devem ser feitas entre estes custos. A
primeiro é entre os custos de estoques e o custo de falta de estoque, o que leva a
necessidade de determinar uma quantidade a ser reposta de estoque de segurança
para minimizar a somatória destes custos.
O custo de estoque aumenta proporcionalmente ao aumento da quantidade
seguindo a seguinte equação (Arrow, Karlin & Scarf, 1958):
CTe = Ce*E/2 (1)
Onde:
CTe = Custo total de manutenção de estoque
Ce = Custo de manutenção de estoque de uma unidade
E = Quantidade em estoque no início de um determinado período
Considera-se a demanda igualmente distribuída ao longo do período. Deste
modo E/2 é a média de estoque no período. E é o estoque de segurança, como já
definido anteriormente.
Já o custo de perda de vendas se reduz a medida que se aumenta os
estoques. Desta forma temos o seguinte (Arrow, Karlin & Scarf, 1958):
Cp = Pr*P(D>E)*D (2)
Pr = Preço do produto
D = Demanda no período
P(D>E) = Probabilidade da demanda no período ser maior que E
Deste modo, quanto maior for E menor será P(D>E) e conseqüentemente Cp
também será menor.
O custo total será:
CT = CTe + Cp (3)
ou
CT = Ce*E/2 + Pr*P(D>E)*D (4)
Deve-se, portanto, buscar o valor de E para o estoque de segurança que
reduza ao máximo estes custos.
A outra compensação se dá entre os custos de estoques e o custo de
obtenção e o problema essencial é determinar a quantidade dos pedidos de forma a
minimizar os custos envolvidos.
Neste caso estamos dimensionando o estoque cíclico, já definido
anteriormente.
O custo deste estoque em função da quantidade por pedido é expresso por
(Silver et al., 1998):
CTe = Ce*Q/2 (5)
Onde:
Ce = Custo de manutenção de estoque de uma unidade
Q = Quantidade por pedido
O custo de obtenção, por sua vez é expresso por:
Co = Cpe/Q (6)
Onde:
Co = Custo de obtenção
Cpe = Custo de um pedido
E o custo total é:
CT = Ce + Co (7)
ou
CT = Ce*Q/2 + Cpe/Q (8)
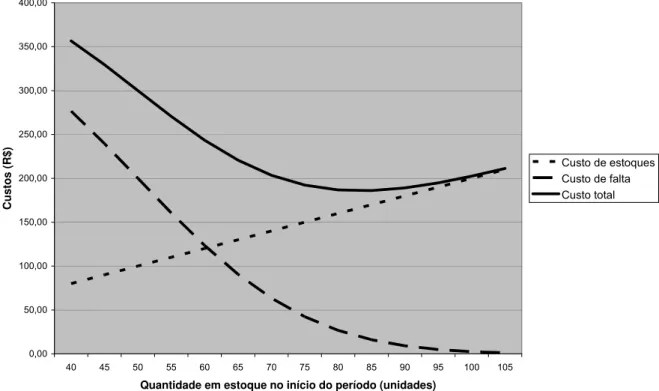
A Figura 1 ilustra um exemplo deste balanceamento. No exemplo:
Ce = R$ 4,00
Cpe = R$ 400,00
Nota-se que a quantidade ideal de pedido para este exemplo gira em volta de
0,00 50,00 100,00 150,00 200,00 250,00 300,00 350,00 400,00
40 45 50 55 60 65 70 75 80 85 90 95 100 105
Quantidade em estoque no início do período (unidades)
C
u
st
o
s (
R
$)
Custo de estoques Custo de falta Custo total
Figura 1 – Compensação entre custos de obtenção e estoques
A importância da compensação entre os custos de estoque e de perda de
vendas depende muito da variação da demanda. Quanto menor a variação, menor
serão os riscos de perdas de vendas. Num caso extremo onde a demanda é
determinística, esta compensação de custos não existe, pois não há a necessidade
de se manter estoques de segurança.
No caso da compensação entre custos de estoque e de obtenção, a sua
importância cresce à medida que o custo de um pedido é bem maior que o custo
unitário de manutenção de estoques. Caso estes sejam próximos, o tamanho do
pedido tende a ser muito pequeno. Além disso, o custo total desta compensação
tende a ser pouco sensível a variação na quantidade do pedido (Silver et al. ,1998).
2.3. Modelos de estoques com demanda independente
Segundo Silver et al. (1998), o propósito de um modelo de reposição de
1. Quando um pedido de reposição deve ser colocado;
2. Qual a quantidade que o pedido de reposição deve ter.
Primeiramente, deve-se determinar o período de revisão (R), que é o tempo
entre dois momentos consecutivos em que se decide sobre a colocação de pedidos
e sua quantidade. O caso extremo é a revisão contínua, quando as decisões são
tomadas a qualquer momento. Utiliza-se a revisão periódica quando o nível de
estoque é avaliado a cada período de revisão (R) e neste momento decide-se se é
necessária a colocação de um pedido e qual a sua quantidade.
A revisão periódica tem a vantagem de facilitar a consolidação de transportes
e compras de um conjunto de produtos, bem como também facilita a programação
de produtos que são elaborados em um mesmo equipamento. Também possibilita
uma previsão razoável da carga de trabalho para um determinado período. Além
disso, apresenta menores custos de monitoração e controle de estoque,
principalmente para itens com alta rotatividade.
Por sua vez, a revisão contínua possibilita atingir um mesmo nível de serviço
com menos estoque de segurança, pois neste caso o pedido é colocado no exato
momento em que o estoque atinge o ponto ideal de reposição.
Silver et al. (1998) apresentam quatro políticas de estoque.
1. Revisão contínua com quantidade fixa de pedido (s, Q) – Neste modelo é definido
um nível de estoque s que é conhecido como ponto de pedido de forma que
sempre que o estoque atinge um nível inferior a este ponto, um novo pedido é
colocado. A quantidade Q do pedido é sempre fixa. A Figura 2 ilustra um exemplo
0 5 10 15 20 25 30
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Tempo (períodos)
Es
toq
u
e (un
ida
de
s)
s s+Q Estoque Pedido
Tempo de suprimento Q
Figura 2 - Reposição contínua com nível mínimo e quantidade fixa (s, Q)
2. Revisão contínua com nível máximo de estoque (s, S) – Neste modelo também é
definido o ponto de pedido s, de forma que se coloca um pedido sempre que o
nível de estoque ultrapassar este ponto. Porém, a quantidade do pedido não é
fixa. É determinado um nível máximo de estoque e a quantidade dos pedidos
deve ser suficiente para que o nível de estoque atinja este valor. A evolução dos
estoques ao longo do tempo quando se usa este modelo são ilustrados na Figura
0 5 10 15 20 25 30 35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Tempo (períodos)
E
st
oque (
uni
dades) s
S Estoque Pedido
Tempo de suprimento
Figura 3 - Reposição contínua com nível mínimo e máximo de estoque (s, S)
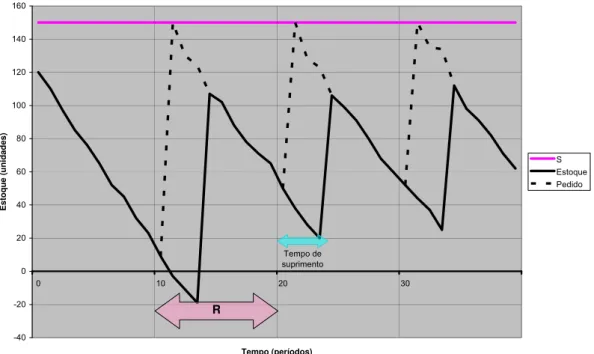
3. Revisão periódica com nível máximo de estoque (R,S) – Neste modelo, assim
com no anterior, é determinado um valor máximo que deve ser atingido na
colocação dos pedidos, porém essa decisão é tomada a cada período de tempo
R. A evolução dos níveis de estoque com o uso deste modelo é ilustrado na
Figura 4.
-40 -20 0 20 40 60 80 100 120 140 160
0 10 20 30
Tempo (períodos)
Es
toque (
u
nidad
es)
S Estoque Pedido
R
Tempo de suprimento
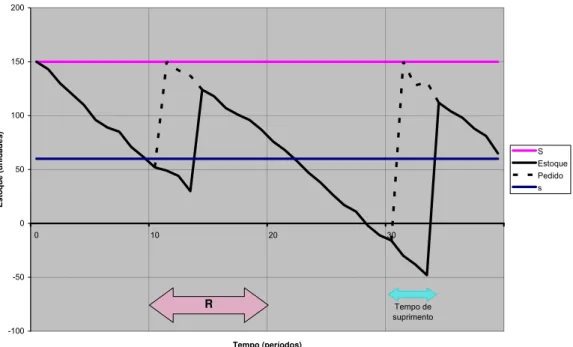
Sistema (R, s, S) – Este é um modelo híbrido entre o modelo (s, S) e o (R, S). Neste
caso, o nível de estoque é checado a cada período R. Porém, também é
determinado um ponto de pedido s, de forma que, caso no momento da revisão
verifique-se que o estoque é superior ao ponto de pedido, nenhum pedido é
colocado. A Figura 5 ilustra a evolução dos níveis de estoque quando se usa este
modelo.
-100 -50 0 50 100 150 200
0 10 20 30
Tempo (períodos)
Est
o
qu
e (
un
id
ades) S
Estoque Pedido s
R Tempo de
suprimento
Figura 5 - Reposição periódica com nível mínimo e máximo de estoque (R, s, S)
Estes modelos são bastante úteis quando a demanda de um produto é
considerada independente, ou seja, não depende da elaboração de nenhum outro
item que será produzido a partir dele (caso contrário se teria uma demanda
dependente). Também são adequados a situações onde as vendas são feitas em
lotes pequenos em relação ao estoque.
Sendo assim, costumam ser adequados a instalações de varejo que
trabalham com produtos de alto volume de vendas. Já para instalações produtivas
que fornecem a distribuidores e varejistas, podem ter sua eficácia comprometida
devido a questão da comercialização e transporte com formação de lotes. Mais
componentes de produtos finais, pois, além de serem comercializados em lotes, não
tem demanda independente.
Porém, apesar da inadequação, observa-se a utilização destes modelos
mesmo para os casos acima citados. Deste modo, para uma melhor gestão de
estoques em estágios que estão mais distantes do ponto de venda na cadeia de
suprimento, deve-se ter uma visão da cadeia como um todo, o que será explorado
3. Gestão da cadeia de suprimentos
Neste capítulo, o problema da gestão de estoques é analisado no contexto de
cadeias de suprimentos, onde a produção e a distribuição de um mesmo produto e,
conseqüentemente, a manutenção de estoques são realizados por mais de um
agente. Para tanto, são apresentados conceitos, definições e problemas associados
à gestão de estoques em cadeias de suprimentos, bem como estratégias
encontradas na literatura para lidar com estes problemas.
3.1. Conceitos básicos
Inicialmente iremos fornecer uma definição de gestão de logística e da cadeia
de suprimentos e apresentar os principais problemas associados a estas atividades.
O Conselho de Profissionais da Gestão de Cadeias de Suprimentos (CSCMP –
Council of Supply Chain Management Professionals) fornece a seguinte definição
para a gestão de logística:
“A gestão de logística é a parte da gestão de cadeias de suprimentos que envolve o planejamento, implementação, controle do fluxo, para frente e reverso, e a estocagem de bens, serviços e informações relacionadas a estas atividades, de forma eficiente e eficaz, desde o ponto de origem até o ponto de consumo, com o propósito de atender às exigências dos clientes.” (CSCMP,2007)
O CSCMP também dá a seguinte definição para gestão de cadeias de
suprimentos:
cadeias de suprimento integra o gerenciamento do suprimento e da demanda dentro das empresas e entre elas.” (CSCMP,2007)
Ballou (2004) define a missão da logística:
“A missão da logística é dispor a mercadoria ou serviço certo, no lugar certo, no tempo certo e nas condições desejadas, ao mesmo tempo em que fornece a maior contribuição à empresa.” (Ballou, 2004, p. 21)
Desta forma a logística busca atender as expectativas dos clientes com
relação ao momento, local, quantidade e integridade de produtos ou serviços
oferecidos ao menor custo possível, utilizando as melhores práticas de transporte,
armazenamento, gestão de estoques, localização e outras atividades correlatas.
Porém, as atividades logísticas (com foco especial na gestão de estoques que
é a preocupação vigente neste trabalho) não são realizadas por apenas uma única
empresa. Daí decorre o surgimento das cadeias de suprimentos.
Segundo Chopra & Meindl (2003), uma cadeia de suprimentos compõe-se de
todos os estágios envolvidos, direta ou indiretamente no atendimento de um pedido
de um cliente, não incluindo apenas fabricantes e fornecedores, mas todas as
empresas envolvidas: transportadoras, armazéns, varejistas e os próprios clientes. A
cadeia de suprimentos inclui também todas as funções, dentro de cada organização,
envolvidas no pedido do cliente, como desenvolvimento de novos produtos,
marketing, operações, distribuição, finanças e o serviço de atendimento ao cliente,
entre outras.
Segundo Bowersox & Closs (1996), The American Marketing Association
define a cadeia de distribuição como “a estrutura de unidades organizacionais
internas da empresa e agentes e negociadores externos à empresa, atacadistas e
varejistas, por meio da qual uma mercadoria, produto ou serviço é comercializado”.
Por quais razões as empresas não englobam todas as funções logísticas em
uma integração vertical, de forma a ter controle de toda a cadeia e não ter que dividir
logísticas entre diversas empresas.
Primeiramente o sortimento de produtos, disponibilizar uma variedade de
produtos para satisfazer as necessidades dos clientes, é extremamente desejável.
Para se obter este sortimento de produtos eficientes são necessários três processos:
• Concentração – Coletar uma grande quantidade de um único produto e uma
grande variedade de diferentes produtos para que possam ser vendidos em
um mesmo local;
• Padronização – Agrupar produtos em volume e variedade que atendam a uma
necessidade especifica do cliente;
• Dispersão – Enviar os sortimentos adequados de produtos para próximo dos
clientes que estão dispersos geograficamente.
Estes três processos podem ser mais produtivos com a organização de uma
cadeia de suprimentos.
Além disso, a divisão das funções logísticas entre várias empresas leva a
especialização e às economias de escala oriundas da divisão do trabalho.
Bowersox & Closs (1996) ressalta a importância de enxergar a cadeia de
suprimentos como um sistema de relacionamentos entre empresas que participam
em um processo de compra e venda de produtos e serviços. Acordos empresariais
de sucesso têm maior probabilidade de ocorrer quando existe cooperação. A ênfase
na cooperação é uma quebra no paradigma vigente de relacionamentos opositivos.
A solução conjunta dos problemas leva à melhoria da eficiência da cadeia.
Desta forma, ao se estudar a gestão de estoques na cadeia de suprimentos,
enfrenta-se os problemas logísticos de atender o cliente com relação ao tempo, local
suprimentos, que por envolver mais do que um agente leva a questões sobre o
conflito de interesses entre os agentes, relações de poder e coordenação da cadeia.
Nas próximas seções deste capítulo, serão apresentados os problemas
enfrentados na gestão de cadeias de suprimentos: a questão do efeito chicote, as
relações de poder e estruturas de governança e discutir sobre as vantagens e
desvantagens da colaboração.
3.2. O Efeito chicote
Ao analisar o fluxo de pedidos em uma cadeia de suprimentos, observa-se
que enquanto a demanda do consumidor para produtos específicos não varia,
estoques e pedidos tem uma variação consideravelmente maior ao longo da cadeia
de suprimento. Ao ser estudada a demanda de fraldas de um determinado produtor
foi constatado este fenômeno. Foi constatado que as vendas no varejo do produto
eram relativamente uniformes. Não havia dias ou meses em particular em que a
demanda era significativamente mais alta ou baixa do que em qualquer outro.
Porém, notou-se que as ordens dos distribuidores para a fábrica flutuavam
consideravelmente. Além disso, as ordens do fabricante para o fornecedor variavam
ainda mais. Esse incremento na variabilidade enquanto se caminha ao longo da
cadeia de distribuição é conhecido como efeito chicote (Shimchi-Levi et al., 2000).
Forrester (1961) estudou o comportamento dinâmico do fluxo de materiais nas
organizações industriais. Seus estudos focaram na análise da relação entre as
tomadas de decisões e seus efeitos nas atividades industriais.
Esta análise foi realizada investigando o impacto dos atrasos no fluxo de
informações no processo de produção e distribuição nas empresas no qual se busca
sincronizar a taxa de produção com a taxa de consumo. Empiricamente foi notado
que a taxa de produção varia mais largamente do que a taxa de consumo. Como
distribuição formada por um varejista, um distribuidor, o armazém do fabricante e a
fábrica, mantendo-se estoques nos três primeiros. Após a colocação de um pedido,
leva-se certo tempo até a entrega dos bens em todos os estágios. O processo de
decisão considerado para a reposição de estoques é o seguinte: após a análise das
vendas, estima-se uma demanda futura e defini-se uma cobertura de estoque
desejada. A partir dessas estimativas, colocam-se pedidos para atender as vendas
futuras e atingir o nível de estoque desejado;
Um aspecto importante deste modelo são as ordens que ficam em processo,
devido ao tempo necessário para a reposição dos estoques. O volume de ordens em
processo será tanto maior quanto maior o tempo de reposição. Um aumento na
demanda do consumidor também faz com que o estoque em processo aumente,
porém só fará o estoque disponível para venda aumentar após o tempo de
processamento. Este atraso gera distorções nas necessidades de pedidos, pois se
tende a pedir maior quantidade de material a medida que a diferença entre o
estoque real e desejado aumenta.
O primeiro experimento feito com este modelo avaliou o impacto de uma
única variação de 10% de aumento no nível de vendas. Após esta variação, o nível
de vendas se mantém neste patamar mais elevado. Enquanto a taxa de venda
aumentou instantaneamente, a taxa de pedidos do varejista para o distribuidor
demorou cerca de um mês para atingir 10%, devido ao tempo que o modelo
demorou para detectar o aumento nas vendas. Porém, o aumento na taxa de
pedidos não parou neste nível, atingindo 18% na 11ª semana, por causa das novas
ordens colocadas pelo varejista para retornar ao nível de estoque existente antes do
aumento na taxa de vendas. Este incremento adicional na taxa de pedidos reduz à
medida que o estoque é restabelecido e volta ao nível de 10% acima da taxa
original, estabilizando junto com a taxa de vendas.
No distribuidor, por sua vez, ocorre uma perturbação maior, que se deve à
interpretação errônea por parte dos distribuidores que o aumento no volume de
venda corresponde ao aumento na taxa de pedidos. O efeito observado foi um
o armazém do fabricante na 14ª semana. Por sua vez, as ordens do armazém para a
fábrica atingem um pico de 51% de aumento na 15ª semana. Por fim, a taxa de
produção atinge um pico de 45% de aumento na 21ª semana, ou seja, neste
momento a taxa de produção estava quatro vezes maior do que a taxa de vendas!
Notou-se também que após estes eventos, ocorreu um movimento contrário
de correção no qual se observou a redução das taxas de pedidos e produção até
níveis abaixo de 10%, posteriormente voltando a subir até se estabilizar em 10%.
Outros experimentos foram realizados, considerando não apenas um único
aumento de 10%, mas um movimento ondulatório com amplitude de 10% nas
vendas e um cenário de vendas aleatórias, porém com média constante.
Novamente, nestes outros cenários, foram observadas amplificações nas variações
das taxas de pedidos e de produção nos estágios mais distantes do ponto de venda
da cadeia.
Forrester também realizou outros experimentos reduzindo o tempo de
ressuprimento, eliminando o distribuidor e alterando a política de reposição de
estoques. Quanto menor o tempo de ressuprimento, menor o número de elos na
cadeia e menor a frequência de alteração nas taxas de pedidos frente às variações
na demanda, menor a amplificação nas variações das taxas de pedidos.
Lee et al. (1997) apresentaram quatro causas para este fenômeno. São elas:
o processo de sinalização de demanda, os jogos em condições de racionamento, a
formação de lotes e as variações no preço.
Com relação ao processo de sinalização da demanda, analisando a relação
entre um varejista e um fornecedor em que o varejista realiza suas previsões de
vendas baseando-se nas demandas do passado, verificou-se que a variação nos
pedidos do varejista ao fornecedor será maior do que a variação da demanda para o
varejista. Isto ocorre porque o varejista irá busca um nível desejado de estoque ao
colocar seus pedidos. Deste modo, sempre coloca uma quantidade de ajuste no
apresentada por Forrester (1961)
Também demonstram que em condições de racionamento, onde a soma da
demanda de diversos varejistas é superior à quantidade que pode ser oferecida
pelos fornecedores, estes tenderão a colocar pedidos em quantidades maiores do
que colocariam em condições normais, amplificando a variação na demanda e
passando aos fornecedores a idéia de que a demanda é maior do que a realidade.
A formação de lotes, que é praticada para gerar economias de escala no
transporte e na produção pode levar a três situações: os pedidos dos varejistas são
colocados independentemente e ocorrem aleatoriamente ao longo do tempo, os
pedidos se concentram em pontos determinados no tempo e os pedidos dos
varejistas são distribuídos igualmente ao longo do tempo.
Lee et al. (1997) constataram que em todos os casos a variação nas
quantidades dos pedidos é maior do que a variação na demanda. Em condições em
que os pedidos são distribuídos regularmente ao longo do tempo, este efeito é
menos percebido. Por outro lado, quando os pedidos são correlacionados, este
efeito se apresenta em maior intensidade. Infelizmente na prática, devido ao uso de
MRP e DRP que levam a colocação de pedidos cíclicos geralmente ao mesmo
tempo e ao efeito “taco de hockey” onde se observa que, geralmente, 70% das
ordens são colocadas no final do mês, a condição mais grave para a distorção na
variação dos pedidos, o correlacionamento de pedidos, é a que mais se observa.
A variação de preços também gera amplificações na variação da colocação
dos pedidos em relação à demanda. Considerando-se que o fornecedor alterna seus
preços variando de um preço mínimo a um preço máximo, o varejista irá definir seus
estoques mínimos também em função desta variação de preços, de forma que no
preço mínimo irá comprar mais em casos onde o preço é maior, tenderá a comprar
menos. Este comportamento leva ao agravamento da variação nas quantidades dos
pedidos.
Previsão de demanda – Os métodos tradicionais de administração de estoques
levam ao efeito chicote. Considerando a política de estoques mínimo-máximo, muito
comum na prática e utilizando-se técnicas de suavizamento exponencial para prever
a demanda, o planejador varia suas previsões com as mudanças na demanda, de
forma que está constantemente alterando o cálculo das quantidades a serem
compradas, incrementando a variabilidade dos pedidos em relação à demanda;
Tempo de reposição – Para o cálculo de estoques de segurança e pontos de pedido,
as estimativas de desvio-padrão são multiplicadas pelo tempo de reposição. Deste
modo, quanto maior o tempo de reposição maior será a variação estimada para um
determinado período de tempo, aumentando a variação nos pedidos;
Formação de lotes – Quando o varejista coloca pedidos em lotes, o fornecedor
observa um perfil da demanda onde os pedidos estão concentrados em
determinados momentos e intercalados por períodos de tempo onde não há
necessidade de reposição devido aos estoques cíclicos, observando assim uma
variação que não é observada na demanda;
Flutuação de preços – Se os preços flutuam, os varejistas tendem a estocar mais
quando os preços estão baixos. Esse fator é agravado pela prática de muitas
empresas de oferecer descontos ou promoções em certos momentos ou por
quantidades;
Ordens infladas – Tais ordens são comuns quando os compradores desconfiam que
um produto pode ter sua oferta restrita e portanto tende a se precaver requisitando
quantidades maiores do produto.
Simchi-Levi et al. (2000) também propõe as seguintes ações para a redução do
informações sobre demanda e desta forma fornecer a informação correta sobre a
correta demanda do consumidor;
Reduzir a variabilidade – Reduzindo-se a variação na demanda do consumidor, a
variação nos pedidos também se reduzirá. Esta redução na variação da demanda
pode ser feita eliminando-se as promoções e descontos, em uma estratégia de
“preços baixos todos os dias”, gerando um padrão de demanda mais estável.
Redução do tempo de reposição – Como já apontado nas causas do efeito chicote,
quanto maior o tempo de reposição, maiores serão as variações nos pedidos. Desta
forma, esforços para a redução do tempo de reposição levam a redução do efeito
chicote.
Parcerias estratégicas – Essas parcerias alteram o modo como a informação é
compartilhada e como os estoques são administrados ao longo de uma cadeia de
suprimentos.
Outro estudo importante relacionado ao efeito chicote é o realizado por
Stermann (1989) onde ele identifica fatores comportamentais que geram o efeito
chicote, realizando observações sobre o comportamento dos participantes do “beer
game”, jogo criado pelo MIT para simular uma cadeia de suprimentos, sendo esta
cadeia formada por quatro agentes encadeados em série, onde cada agente deve
atender o seu “cliente” e fazer pedidos ao seu “fornecedor”, gerindo seu estoque,
com o objetivo de minimizar os custos de falta de produto e de manutenção de
estoques. Stermann identifica que os participantes usam uma heurística mental para
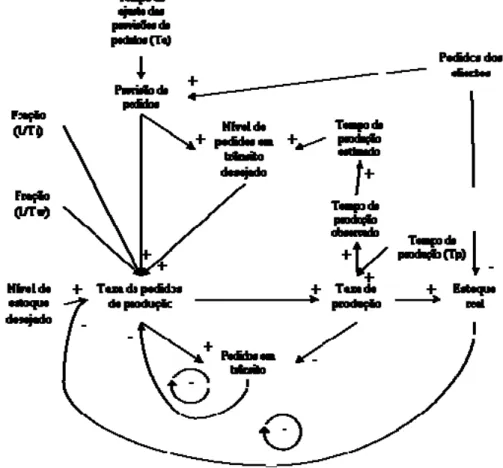
Figura 6 - Sistema de gestão de estoques genérico (Stermann, 1989)
Na caixa de cima, na Figura 6, está representado o fluxo dos materiais. Este
fluxo possui dois níveis, onde o material tem um fluxo de entrada e saída. O primeiro
nível é a linha de suprimentos que depende da taxa de pedidos para determinar
suas entradas e a taxa de aquisições determinando as saídas. Na seqüência tem o
estoque que tem entradas determinadas pela taxa de aquisição e as saídas
determinadas pela taxa de perda. A taxa de perda depende de fatores exógenos (ex:
demanda) e fatores endógenos (ex: obsolescência, avaria, vencimento de produtos).
A taxa de aquisição depende do tempo de aquisição que por sua vez depende de
fatores exógenos e endógenos.
+ + Pedidos + + + -+ + -+ + + Linha de suprimento Taxa de aquisição Taxa de perda Taxa de pedidos Variáveis exógenas Tempo de aquisição Outras variáveis endógenas Sistema de aquisição
de estoques
Taxa de perda esperada Ajuste do estoque Estoque desejado Ajuste da linha de suprimento Linha de suprimento desejada Estoque -
Na caixa de baixo, está representada a heurística de pedidos utilizada para
decidir a quantidade dos pedidos. A partir da taxa de perda, é estimada uma perda
esperada. Também são definidos níveis de estoque e linha de suprimentos
desejados. A diferença entre o nível de estoque e da linha de suprimentos efetiva
com os níveis desejados dá a quantidade desejada de ajuste para ambos os níveis.
Portanto, quando o indivíduo coloca o pedido ele pede a quantidade estimada de
perda somada às quantidades de ajuste necessárias para atingir os níveis
desejados.
O problema é que estas decisões demoram a surtir efeito, devido ao tempo de
aquisição, de forma que o indivíduo continua buscando ajustar os estoques sem
perceber que os pedidos em andamento acabarão gerando estoques excessivos no
futuro. Quando isso ocorre, procede-se de forma inversa, surgem ajustes negativos
(pois o estoque efetivo é maior que o desejado) e as quantidades pedidas acabam
sendo menores que a taxa de perda esperada. Tais processos levam a uma
oscilação que tende a se estabilizar, mas sem antes passar por um período onde os
estoques alternam fases em que apresentam níveis abaixo do desejado com fases
onde o nível está acima do desejado.
Este comportamento tende a se amplificar em estágios mais distantes do
ponto de venda na cadeia de suprimentos, pois se acumulam os efeitos desta
heurística realizada pelos clientes.
3.3. Relacionamentos na cadeia de suprimentos e estruturas de
governança
Como já discutido na seção 2.1, não existem empresas que controlam toda a
cadeia de produção e distribuição de um produto. Deste modo, visto que a existência
do encadeamento de diversas empresas na elaboração e distribuição e um produto
é inevitável, deve-se entender como pode ser o relacionamento entre estas
Houve uma mudança significativa na forma de relacionamento entre as
empresas nos EUA durante a década de 80 e 90, influenciadas pelas formas
japonesas de produzir e administrar suas cadeias de suprimento (Hoyt & Huq, 2000).
Antigamente as empresas costumavam manter um número amplo de fornecedores.
Isto se justificava pelas leis de mercado, ou seja, quanto maior a concorrência,
menor seria o preço. Porém, quando foram surpreendidas pela concorrência imposta
pelas empresas japonesas, os americanos detectaram que no Japão a forma de
relacionamento era diferente. As empresas japonesas tinham menos fornecedores e
um relacionamento mais próximo baseado em confiança, o que lhes rendiam ao final
produtos mais baratos e com melhor qualidade (Hoyt & Huq, 2000).
Resumindo, os relacionamentos baseados em parcerias de longo prazo com
poucos fornecedores, baseados em colaboração e confiança, pareciam ser mais
eficientes do que as relações de mercado, com concorrência e abundância de
fornecedores. Cabe entender por que isso ocorre. A teoria de custos de transação
busca uma explicação para este fenômeno.
Na teoria de custos de transação (Williamson, 1979), alega-se que uma
relação entre um comprador e um vendedor em uma cadeia de suprimentos corre
sempre o risco de que uma das partes pratique comportamentos oportunistas,
aproveitando situações específicas para levar vantagem sem se preocupar com
relações de longo prazo, como o fornecimento de lotes com má qualidade, a
elevação de preços ou mesmo o interrompimento do fornecimento em momentos de
racionamento. Isto exige que a empresa mantenha estoques de segurança e tenha
procedimentos rígidos de controle de qualidade o que eleva o seu custo. Além disso,
o comprador tem o trabalho de pesquisar e cotar diversos fornecedores com
freqüência, o que também eleva os custos da empresa. Por outro lado, uma relação
de parceria com poucos fornecedores, porém confiáveis e focados em um
relacionamento de longo prazo, faz com que estes custos se reduzam.
De forma geral, porém, a vantagem do relacionamento colaborativo baseado
em confiança depende do grau de especificidade do ativo que está sendo
facilmente disponibilizada por diversos fornecedores, não há necessidade de
parcerias. Porém, quando um ativo é especifico, o relacionamento colaborativo se
mostra vantajoso, pois se reduz os riscos de atitudes oportunistas por parte dos
fornecedores que tem poder de barganha justamente por causa desta especificidade
do ativo que fornece.
Numa cadeia de suprimentos, raramente as empresas tem poder igual, sendo
que na maioria das vezes uma tem maior poder para controlar as demais.
Williamson (1992) define dois extremos do que ele chama de estruturas de
governança: mercado e hierarquia. Por mercado, entende-se a relação onde não
existem contratos de longo prazo e o compromisso entre os agentes limita-se
apenas a transação corrente. Este tipo de relacionamento é regido pela
concorrência, ou seja, caso uma das partes esteja insatisfeita irá buscar outro
fornecedor/cliente. No outro extremo está a hierarquia, onde um agente controla
totalmente a cadeia produtiva. Deste modo, o relacionamento é regido pela
autoridade, ou seja, existem contratos de longo prazo que devem ser cumpridos,
caso contrário serão executadas sansões que nele estão previstas. Em último caso,
o relacionamento hierárquico seria praticado em uma empresa que controla todos os
elos de uma cadeia de suprimentos.
Ambas as situações, tanto o mercado como a hierarquia raramente são
encontradas em sua forma pura na prática, sendo mais comuns estruturas híbridas.
Uma situação de interesse para o nosso estudo é o caso da semi-hierarquia, quando
uma empresa não controla formalmente as demais da cadeia, mas que exerce um
poder de influência considerável. Este poder é provindo da especificidade dos ativos
utilizados por esta empresa. Desta forma, esta empresa tende a ditar as regras na
cadeia de suprimentos e exercer comando sobre as demais, sendo natural que tal
situação lhe trará vantagens econômicas.
Deste modo, considerando o problema da gestão de estoques na cadeia de
suprimentos, é importante identificar qual empresa detem a governança, pois esta
buscará as estratégias que mais lhe beneficiarão, possivelmente deixando o