USE OF GAC TECHNOLOGY AND TWO
STAGE ION EXCHANGE TECHNIQUE
FOR RECYCLING OF WASTEWATER
IN TEXTILE WET PROCESSING
PROF. MAHESH B. CHOUGULE
Assistant Professor in Civil Engineering Department of civil Engineering,
Textile and Engineering Institute, Ichalkaranji, Maharashtra Email:[email protected]
DR. (CAPT.) NITIN P. SONAJE
Registrar,
Solapur University, Solapur, Maharashtra Email:[email protected]
Abstract:
Water is essential natural resource for sustaining life and environment, which is always thought to be available in abundance and free gift of nature. Textile industries are one of the major consumers of water and disposing large volumes of effluent to the environment. The textile industry utilizes abundant water in dyeing and finishing processes. There is need to adopt economical practices for the use of water in textile industries. It has been estimated that 3.5 % of the total cost of running the industry is required for water utilization in textile industry. In India textile units are developed all over the country in the form of small industrial estates. Textiles are manufactured to perform a multitude of functions. They are produced to a range of specifications using a variety of fibers, resulting in a complex waste or effluent. Textile waste occurs in a variety of forms throughout production process. The surface water sources are limited and availability of water from them vary from year to year depending upon monsoon conditions. The underground water resources are also getting depleted with the increasing amount of water drawn from them every year without adequate replenishments. Therefore, the cost of water is rising steeply and the textile mills, which need a large quantity of water, have started taking measures to conserve and recycling.
This paper focuses on recycling of wastewater in textile wet processing with experimental analysis of GAC technology and two-stage ion exchange technology.
Keywords: Wastewater recycling, textile wet processing, GAC technology, strong acid cation exchange resin, strong base anion exchange resin
1. Introduction:
Water has been a cheaper commodity for a very long period and never accounted for in processing cost. Now it becomes scarce and a priced commodity and the costs for water and its treatment to make it suitable for processing have escalated to the newer heights necessitating its inclusion in production costs. Water conservation techniques must be instigated in the textile industries. The industries must take initiatives to implement water management practices. Also it is necessary to encourage industries for investment in various water recycling methods. Treated wastewater from city wastewater plant is disposed either on land or in river. This water causes various land pollution problems and water pollution. This treated waste water can be used in textile wet processing by retreating it. The treatment plant comprises water storage tank, Oil and gas removal trap, Slow sand filter, Granular Activated carbon unit (GAC), Chlorination unit, two stage ion exchange unit with strong acid cation exchange resin SAC) and strongbase anion exchange resin (SBA).
2. Sources of water for textile wet processing
There are many sources of water, the most common being: Surface sources, such as rivers, Deep wells and shallow wells, Municipal or public water systems, Reclaimed waste streams [Smith and Rucker, (1987)].
detrimentally. The most common impurities, which are present in almost all water supplies to some extent, are- Heavy metals, such as iron, copper, and manganese, Calcium and magnesium (hardness), Aluminum, Chlorine, Miscellaneous anions (sulfide, fluoride), Sediment, clay, suspended matter, Acidity, alkalinity and buffers, and oil and grease and Dissolved solids.
Textile wet processing and water usage:
Experience has shown that the amount of water required in textile processing varies widely, even between similar wet processing at different sites. The quantities water used for various types of processes is of site-specific nature and various processing situations. Many mills have very high water costs, especially when the water is being purchased from a municipal system. These operations usually are much more conservative with water than others with less costly sources [Smith and Rucker (1987)].
The quantity of water required for textile processing is large and varies from mill to mill depending on the fabrics produced and processed, the quantity and quality of the fabric, processes carried out and the sources of water. The longer the processing sequences, the higher will be the quantity of water required. Bulk of the water is utilized in washing at the end of each process. The processing of yarns also requires large volumes of water [Manivaskam (1995)]. The water usage for different purposes in a typical cotton mill & synthetic textile processing mill is given in table 2.1
Table2.1 Water usage in textile mills
Sr.
No. Purpose
Percentage water use
Cotton Textiles Synthetic Textiles
1 Steam generation 5.3 8.2
2 Cooling water 6.4 -
3 Deminerelized water 7.8 30.6
4 Process water (Raw water) 12.3 28.3
5 Sanitary use 7.6 4.9
6 Miscellaneous and Fire fighting 0.6 28.0
Water balance in units of textile wet processing industry
Figure 2.1 provides the average water use balance of the audited units. From the total water balance, it is observed that about 12% to 15% of water is lost due to washing and other leakages. [Balachandran, Rudramoorthy (2008)]. The fact is that the amount of water available for any purpose in any location is a function of the quality of available water supplies. Thus, it is important to recognize that considerations of water quantity and water quality are intimately related to each other and should be considered jointly with each other [Vaux (2005)].
Fig.2.1: Average water use balance of the audited units
3. Textile industry: Indian scenario
If global break up of fresh water is seen then from 100 % of freshwater, 20 % is being used by the industries which are responsible for large production of effluents [Himesh (2001)].
As yet, in the textile areas of Great Britain, there is no shortage of water generally, nor will there be for a long time to come, although there may be local limitations arising from undue abstraction of water. There have been large increases in water charges, however, and these will rise still more in the future, so that it may be economical to limit water consumption and to consider how water may be saved by recycling or reuse after purification [Little (1975)].
4. Details of Pilot treatment plant:
1. Municipal treated water storage tank : To store the treated wastewater for further treatments. Also acts as a sedimentation tank.
2. Oil & Grease removal unit : Oil & Grease can be removed with this unit .
3. Slow Sand filter : Slow sand filter is provided with various layers of sand of different particle size. 4. Granular Activated Carbon filter : Through this the colour and odour from the wastewater is removed. 5. Chlorination unit : This is carried out to disinfect the sewage. For this we have used sodium hypochlorite solution (22 gpl) with various dosages.
6. Cationic Exchange Resin (SAC): Here cations like Na+ Mg++, Ca++ etc was exchanged with H+ ions. The cationic exchange resin used was strong acid type. It is a premium quality strong acid cation exchange resin containing nuclear sulphonic acid groups having high exchange capacity, combined with excellent physical and chemical stability and operating characteristics. It is ideally suited for use in a wide range of pH and temperature conditions. It is supplied in hydrogen form for two stages and mixed bed demineralization and in sodium form for softening. Itis also used for de-alkalization and chemical processing.
7. Anionic Exchange Resin (SBA): Here anions like S04--, CO3--, Cl-, etc was exchanged with OH- ions. The anionic exchange rein used was strong base type. It is a strong base anion exchange resin based on polystyrene matrix, containing quaternary Ammonium group. It has excellent chemical and operating characteristics along with excellent physical properties due to its crack-free nature. It has a good operating capacity for weak acids like silicic and carbonic along with strong mineral acids, when used in water treatment along with strong acid cation exchange resin. It is ideally suited for use in a wide range of pH and temperatures. It is supplied as moist spherical bead in the chloride form with a particle size distribution to provide good kinetics and minimum pressure drop. Figure 4.1 shows Pilot treatment plant.
4.1 Treatment of wastewater:
Wastewater was treated to fulfil the requirements of cotton textile wet processing. Following norms were target to treat the wastewater. Shown in table 4.1
Table 4.1 Targeted values of various parameters
Sr. No. Parameter Expected treatment quality
1 Total Dissolved Solids (TDS) 400 mg/l
2 Hardness Less than 70 mg/l
3 Oil and Grease Less than 1 mg/l
4 Most Probable Number (MPN)/100 ml Nil
5 Colour Nil
6 Odour Nil
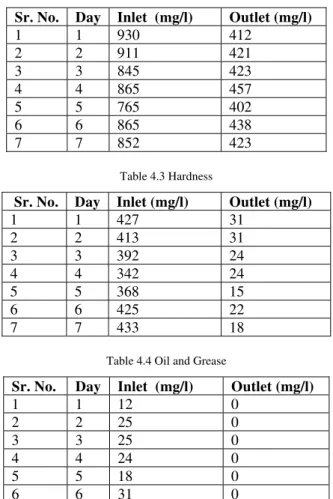
4.2 Testing and analysis of wastewater using pilot treatment plant:
Details of TDS, Hardness and oil and Grease inlet and outlet of plant are shown in table 4.2, 4.3 and 4.4
Table 4.2 Total Dissolved Solids (TDS)
Sr. No. Day Inlet (mg/l) Outlet (mg/l)
1 1 930 412
2 2 911 421
3 3 845 423
4 4 865 457
5 5 765 402
6 6 865 438
7 7 852 423
Table 4.3 Hardness
Sr. No. Day Inlet (mg/l) Outlet (mg/l)
1 1 427 31
2 2 413 31
3 3 392 24
4 4 342 24
5 5 368 15
6 6 425 22
7 7 433 18
Table 4.4 Oil and Grease
Sr. No. Day Inlet (mg/l) Outlet (mg/l)
1 1 12 0
2 2 25 0
3 3 25 0
4 4 24 0
5 5 18 0
6 6 31 0
7 7 23 0
4.3 Chlorination:
Optimum chlorine dosage was found with various trials of NaOCl (22 gpl). Following table shows various dosages and corresponding Most probable number (MPN/100 ml). Chlorine contact time was kept 30 minutes. Residual chlorine was measured for every dosage found between 0.2 to 0.3 mg/l.
4.4 Testing and analysis of cotton fabric after processing with various types of water:
Cotton fabric bleached with various types of water was tested for whiteness index. Table 4.5, 4.6 and 4.7 whiteness indices for various fabric sample.
(1) Treated water from pilot treatment plant (Sample A) (2) Municipal Tap Water. (Sample B)
Table 4.5 Whiteness Index of sample bleached with Treated water from pilot plant (Sample A)
Sr. No. Cotton fabric sample No. Whiteness Index Average
Whiteness Index
1 1 59.23
57.344
2 2 57.56
3 3 55.86
4 4 57.78
5 5 56.29
Table 4.6 Whiteness Index of sample bleached with Municipal Tap Water (Sample B)
Sr. No. Cotton fabric sample No. Whiteness Index Average Whiteness Index
1 1 58.87
60.158
2 2 58.26
3 3 60.28
4 4 61.24
5 5 62.14
Table 4.7 Whiteness Index of sample bleached with Ground water or Bore water (Sample C)
Sr. No. Cotton fabric sample No. Whiteness Index Average Whiteness Index
1 1 63.11
61.832
2 2 62.14
3 3 63.21
4 4 59.42
5 5 61.28
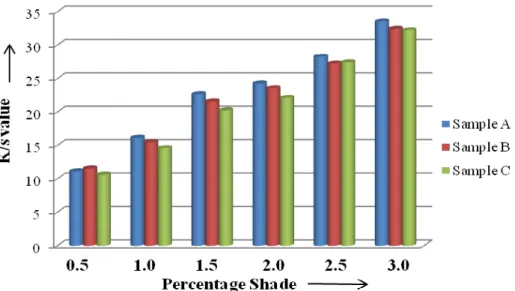
4.5 K/S values of fabric dyed with various types of water:
K/S values of fabric were observed for cold brand reactive dyes, Hot brand reactive dyes and Remazol dyes. Figure 4.2 shows K/S values for cold brand Reactive Red M8B.
Figure 4.2 K/S values for Dye Category: COLD BRAND Type of Dye: REACTIVE RED M8B
4.6 Washing and Rubbing fastness results:
Table 4.8 Dye Category: COLD BRAND Type of Dye: REACTIVE RED M8B
Sr. No.
% of dye
Water
Sample Washing fastness Rubbing fastness Fastness Ratings Rubbing fastness
AATCC ISO-105 AATCC DRY AATCC WET ISO-105 DRY ISO-105 WET
1 0.5 A 3 3 4 4 4 4
2 0.5 B 3 3 4 4 4 4
3 0.5 C 3 3 4 4 4 4
4 1.0 A 3 3 4 4 4 4
5 1.0 B 3 3 4 4 4 4
6 1.0 C 3 3 4 4 4 4
7 1.5 A 3 3 4 4 4 4
8 1.5 B 3 3 4 4 4 4
9 1.5 C 3 3 4 4 4 4
10 2.0 A 3 3 4 4 4 4
11 2.0 B 3 3 4 4 4 4
12 2.0 C 3 3 4 4 4 4
13 2.5 A 3 2-3 4 4 4 3-4
14 2.5 B 3 3 4 4 4 4
15 2.5 C 3 3 4 4 4 4
16 3.0 A 3 3 4 4 4 3-4
17 3.0 B 3 3 4 4 4 3-4
18 3.0 C 3 2-3 4 4 4 3-4
Conclusion:
1. Disposing wastewater on land or any water body may cause harmful environmental effects. The treated wastewater which would have been wasted can be utilized with effective and economical technology. 3. Textile industry facing strong water crisis. These industries are purchasing water at higher cost. This project may give economical solution to the industries in the vicinity of the plant.
4. At present textile industries are purchasing water of TDS 900 to 1200 mg/l which leads fabric production with less quality.
5. Rewashing chances of fabric are increased so that there is economy in water usage in textile industry. 6. There is dye saving in wet processing which is additional benefit to industry.
7. K/s values of dyed fabric found significantly improved.
8. Washing and rubbing fatness of fabric observed with both ISO-105 and AATCC methods are satisfactory.
References:
[1] Asano T. (2007): Water Reuse Issues, Technologies, and Applications, Metcalf & Eddy, AECOM, Tata McGraw-Hill Edition, New
York 1153-54.
[2] Balachandran S., Rudramoorthy R. (2008): Efficient Water Utilisation in Textile Wet Processing,Journal of Institution of India,
Kolkata, TX Vol. 89, August, 25-29.
[3] Bureau of Indian Standards (I992): Quality tolerance for water for textile industry – specification ( Second Revision ) IS 201 :I992
[4] Harker, R. P. (1980): Recycling Sewage Water for Scouring & Dyeing, Amerlcan Dyestuff Reporter, 28-37.
[5] Himesh, S., (2001): “Ground water pollution”, Volume 80, N0.11, Current Science, India.
[6] Little, A.H. (1975): Water supplies & treatment & disposal of effluents, Textile institute, Manchester.1-12.
[7] Manivaskam, N. (1995): Water used in textile processing-quality, treatment & analysis, Sakthi Publications, Coimbatore, India, 61-64.
[8] NIIR board (2010): The complete technology book on textile processing with effluent treatment, Characteristics of cotton textile
processing, Asia pacific business press, Delhi, India,1-29.
[9] Patel, B. (2004): Indian Textile Industry Database-2004, Komal Publications, North Gujarat, India, 1-4.
[10] Smith, B., Rucker, J., (1987): Water and Textile Wet Processing-Part I, American Dyestuff Reporter, 15-23.
[11] Tchobanoglous, G., and Burton F.L. (1998): Metcalf and Eddy Inc. “Waste water disposal – Treatment, Disposal and Reuse” Tata
McGraw-Hill Edition, New York, 314, 740, 1137.
[12] Vaux H. (2005): Water Conservation, Reuse, and Recycling: Proceedings of an Iranian-American Workshop, National Academies
Press, 1-17.