Tiago dos Santos Carrasco Godinho
Licenciado em Ciências de Engenharia Química e Bioquímica
Big Data Analytics for Refining
Processes-EII
Dissertação para obtenção do Grau de Mestre em Engenharia Química e Bioquímica
Orientador: Hugo Carabineiro, Responsável pela área da
Tecnologia e Conceção de Refinação da Refinaria de
Sines
Co-orientador: Mário Eusébio, Professor auxiliar do
Departamento de Química da FCT/UNL
Júri:
Presidente: Prof. Doutor Joaquim Silvério Marques Vital, FCT/UNL Arguente: Prof. Doutor José Paulo Barbosa Mota, FCT/UNL Vogal: Engenheiro Hugo Miguel Delgado Carabineiro, Galp Energia
Setembro, 2017
Tiago dos Santos Carrasco Godinho
Licenciado em Ciências de Engenharia Química e Bioquímica
Big Data Analytics for Refining
Processes-EII
Dissertação para obtenção do Grau de Mestre em Engenharia Química e Bioquímica
Orientador: Hugo Carabineiro, Responsável pela área da
Tecnologia e Conceção de Refinação da Refinaria de
Sines
Co-orientador: Mário Eusébio, Professor auxiliar do
Departamento de Química da FCT/UNL
Júri:
Presidente: Prof. Doutor Joaquim Silvério Marques Vital, FCT/UNL Arguente: Prof. Doutor José Paulo Barbosa Mota, FCT/UNL Vogal: Engenheiro Hugo Miguel Delgado Carabineiro, Galp Energia
Big Data Analytics for Refining Processes-EII
Copyright © Tiago dos Santos Carrasco Godinho, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa.
A Faculdade de Ciências e Tecnologia e a Universidade Nova de Lisboa têm o direito, perpétuo e sem limites geográficos, de arquivar e publicar esta dissertação através de exemplares impressos reproduzidos em papel ou de forma digital, ou por qualquer outro meio conhecido ou que venha a ser inventado, e de a divulgar através de repositórios científicos e de admitir a sua cópia e distribuição com objectivos educacionais ou de investigação, não comerciais, desde que seja dado crédito ao autor e editor.
“Eu tentei 99 vezes e falhei, mas na centésima tentativa consegui. Nunca desista dos seus objectivos, mesmo que eles pareçam impossíveis, a próxima tentativa poderá ser a vitoriosa.”
Albert Einstein
Por a constante motivação e valores transmitidos, dedico aos meus pais, irmão e avós esta dissertação.
Agradecimentos
Ao realizar a dissertação, contei com inúmeros apoios e motivações, sem os quais a realização desta não seria possível. Com o intuito de expressar a minha eterna gratidão, agradeço:
À Galp Energia, pelo facto de, terem aceitado a minha estadia na Refinaria de Sines e por consequentemente terem alargado o meu conhecimento em diferentes áreas de engenharia;
À Faculdade de Ciências e Tecnologia-Universidade Nova de Lisboa, pelo conjunto de ensinamentos oferecidos ao longo do meu percurso académico, e ao alargamento do meu horizonte, nas diversas áreas de engenharia;
Ao meu orientador, Engenheiro Hugo Carabineiro, pelas constantes lições e partilha de conhecimento quanto a diversos aspectos da refinaria, à capacidade de alargar os meus horizontes na área de Engenharia Química, e à constante motivação deste no sentido de eu demonstrar o máximo de trabalho realizado nestes seis meses;
Ao meu co-orientador, Professor Mário Eusébio, pela constante preocupação quanto à qualidade do meu trabalho e ao meu bem estar ao longo destes seis meses, bem como os constantes ensinamentos em diversas áreas da Engenharia Química;
Aos meus colegas de trabalho e de faculdade, pela constante motivação e conselhos ao longo da realização da dissertação e pelos ensinamentos em relação a diversas áreas;
Aos meus amigos, pelo entusiasmo, constante motivação e alegria, expressados ao longo deste percurso, sem os quais não teria tido a mesma perseverança, ética de trabalho e entusiasmo;
À minha família, pela constante motivação, conselhos, amor e apoio financeiro ao longo do meu percurso académico, e por terem tido suficiente confiança em mim, de modo a deixarem-me florir nestes seis meses de trabalho árduo.
Resumo
Com o desenvolvimento tecnológico e a crescente utilização de energias renováveis, o sector de refinação encontra-se cada vez mais competitivo, sendo essencial que as refinarias reduzam os seus custos de funcionamento.
Recorrendo ao EII™1, verifica-se que para o mesmo regime/condições de operação, a refinaria de Sines consume uma maior quantidade de energia que a maioria dos seus competidores. Com o objetivo de minimizar o EII™, realizou-se uma análise aos dados da refinaria, utilizando pacotes de aglomeração, redução de dimensionalidade e elaboração/treino de modelos estatísticos da ferramenta R.
Segregaram-se dois programas gerais de fabrico do processo da refinaria, agrupando quatro variáveis associadas ao processo de operação da destilação atmosférica.
Foram analisados os consumos líquidos de 17 unidades processuais, através de variáveis como a temperatura ambiente, quantidade de carga, fouling e tipo de programa. Após as análises, concluíu-se que:
O consumo líquido não é afectado pelo tipo de programa de fabrico;
O melhor modelo de representação do consumo líquido é linear, em que o preditor é normalmente a carga, o enxofre recuperado ou o hidrogénio produzido da unidade. As variáveis utilizadas no cálculo do EII™ foram agregadas em modelos de regressão multilinear, tendo as variáveis não significativas sido identificadas através da comparação de parâmetros, como o coeficiente de normalização e o p-value.
Após a otimização dos modelos, foi realizada uma validação e treino dos mesmos, tendo sido utilizado o mesmo raciocínio para os modelos compostos por variáveis macro e por variáveis associadas aos programas individuais de fabrico da refinaria.
O resultado foi a integração bem sucedida dos diversos modelos no gráfico de acompanhamento diário do EII™, assim como a identificação das variáveis que mais o influenciam, estando estas relacionadas com o consumo de utilidades e os regimes de operação da AL, da destilação atmosférica, da HT, da HR e do HC.
Palavras-chave: EII™, R, programas de fabrico, consumos líquidos, validação.
Abstract
Due to technological development and increased use of renewable energy, the refining sector is becoming increasingly more competitive, therefore it is essential that the refineries reduce their operating costs.
Through the EII™2 it is verified that the Sines refinery consumes a greater amount of energy than most of its competitors, when using the same regime and operating conditions.With the aim of minimizing the EII™, a statistical analysis was performed on the refinery data, using agglomeration, dimensionality reduction and elaboration/training of statistical models packages from the tool R.
Two general manufacturing programs were identified in the refinery process, grouping four variables associated with the operation process of atmospheric distillation.
The net consumptions of 17 procedural units were analyzed through variables such as ambient temperature, quantity/quality of feeding, fouling and type of program. After the analyzes it was concluded that:
The net consumption is not affected by the type of manufacturing program;
The best representation model of net consumption is linear, where the predictor is usually the feeding, the recovered sulfur or the hydrogen produced from the unit. The variables used in the EII™ calculation were then aggregated into multilinear regression models, in which the non-significant variables were identified through the comparison of parameters, such as the normalization coefficient and the p-value.
After the optimization of the models it was then performed a validation and training on the same, the same reasoning was used for the models made up of macro variables and variables associated with the individual refinery manufacturing programs.
The result was the successful integration of the various models on the daily EII™ chart, as well as the identification of the most influential variables in the EII™, these being related to the consumption of utilities and the operating regimes of AL, atmospheric distillation, HT, HR and HC.
Keywords: EII™, R, manufacturing programs, net consumptions, validation.
Índice de matérias
Capítulo 1-Enquadramento e motivação ... 1
1.1 Contextualização do problema ... 1 1.2 Caso de estudo ... 3 1.2.1 Refinaria de Sines ... 4 1.2.1.1 Destilação atmosférica ... 7 1.2.1.2 Destilação de vácuo I ... 8 1.2.1.3 Destilação de vácuo II ... 10 1.2.1.4 Visbreaker ... 11 1.2.1.5 Hydrobon de destilados (HD)... 13
1.2.1.6 Dessulfuração de gasóleo pesado (HG) ... 14
1.2.1.7 Unidade de reformer catalítico ... 15
1.2.1.8 Produção de hidrogénio na fábrica I ... 17
1.2.1.9 Alquilação e Desisobutanizadora ... 17
1.2.1.10 Fluid Catalytic Cracking ... 19
1.2.1.11 Dessulfuração gasolina de cracking (HT) ... 20
1.2.1.12 Produção de hidrogénio na fábrica III ... 21
1.2.1.13 Hydrocracker ... 22
1.2.1.14 Recuperação de enxofre I, II e III ... 23
1.3 Objetivos ... 25
Capítulo 2- Big Data Analysis ... 27
Capítulo 3- Metodologia ... 45
Capítulo 4- Discussão dos resultados obtidos ... 55
4.1 Identificação dos tipos de programa de fabrico ... 55
4.2 Destilação atmosférica ... 59 4.2.1 Consumo líquido ... 60 4.3 Destilação de vácuo I ... 62 4.3.1 Consumo líquido ... 63 4.4 Destilação de vácuo II ... 64 4.4.1 Consumo líquido ... 65 4.5 Visbreaker ... 67 4.5.1 Consumo líquido ... 68
4.6 Destilação de vácuo II integrada com o visbreaker ... 70
4.7 HD. ... 71
4.8 HG ... 73
4.8.1 Consumo líquido ... 74
4.9 Unidade de reformer catalítico ... 75
4.9.1 Consumo líquido ... 76
4.10 HI... 77
4.10.1 Consumo líquido ... 78
4.11 AL ... 80
4.11.1 Consumo líquido/Consumo bruto ... 80
4.12 Desisobutanizadora ... 82
4.12.1 Consumo líquido/Consumo bruto ... 82
4.13 FCC ... 84 4.13.1 Consumo líquido ... 85 4.14 HT ... 86 4.14.1 Consumo líquido ... 87 4.15 HR ... 88 4.15.1 Consumo líquido ... 89 4.16 Hydrocracker ... 90 4.16.1 Consumo líquido ... 91 4.17 SS ... 92 4.17.1 Consumo líquido ... 93 4.18 SB ... 94 4.18.1 Consumo líquido ... 95 4.19 SC ... 97 4.19.1 Consumo líquido ... 98 4.20 Conclusão do 1.º objectivo ... 99 4.21 EII™ ... 100
4.21.1 Estudo de variáveis significativas ... 100
4.21.2 Modelo estatístico preditivo ... 111
4.22 Conclusão do 2.º objectivo ... 115
4.23 Programas de fabrico ... 116
Capítulo 5-Conclusões ... 121
Referências ... 123
Anexos... 129
Anexo A- Listas de equipamentos ... 131
Anexo B- Lista de pacotes utilizados ... 154
Anexo D- Breakdown dos consumos/produções ... 161
Anexo D.1-Destilação atmosférica... 161
Consumo de vapor 24 barg ... 161
Consumo de vapor 10.5 barg ... 162
Produção de vapor 10.5 barg ... 163
Consumo de vapor 3.5 barg ... 165
Produção de vapor 3.5 barg ... 166
Consumo de vapor ... 168
Produção de vapor ... 169
Consumo de fuel gás ... 170
Consumo de eletricidade ... 171
Consumo bruto ... 172
Anexo D.2-Destilação de vácuo I... 173
Consumo de vapor 24 barg/Produção de vapor 3.5 barg... 173
Consumo de vapor 10.5 barg ... 175
Produção de vapor 10.5 barg ... 175
Consumo de vapor 3.5 barg ... 176
Consumo de vapor ... 177 Produção de vapor ... 179 Consumo de fuel gás ... 180 Consumo de off gás ... 181 Consumo de Combustível ... 182 Consumo de eletricidade ... 183 Consumo bruto ... 183
Anexo D.3-Destilação de vácuo II ... 185
Consumo de vapor 24 barg ... 185
Consumo de vapor 10.5 barg ... 186
Consumo de vapor 3.5 barg ... 187
Consumo de vapor ... 188
Consumo de fuel gás ... 189
Consumo de off gás ... 190
Consumo de combustível ... 191
Consumo de eletricidade ... 192
Produção de vapor/Produção de vapor 24 barg/Produção de vapor 3.5 barg ... 192
Consumo bruto ... 194
Consumo de vapor 24 barg ... 195
Consumo de vapor 3.5 barg ... 195
Consumo de vapor ... 197
Consumo de fuel gás ... 198
Consumo de eletricidade ... 199
Produção de vapor/Produção de vapor 24 barg/Produção de vapor 3.5 barg ... 199
Consumo bruto ... 201
Anexo D.5-HD ... 202
Consumo de vapor 24 barg ... 202
Consumo de vapor 10.5 barg ... 203
Consumo de vapor 3.5 barg ... 203
Consumo de vapor ... 205
Consumo de fuel gás ... 205
Consumo de eletricidade ... 207
Anexo D.6-HG ... 208
Consumo de vapor 24 barg ... 208
Consumo de vapor 10.5 barg ... 208
Consumo de vapor 3.5 barg ... 209
Consumo de vapor ... 210
Produção de vapor/Produção de vapor 3.5 barg ... 210
Consumo de fuel gás ... 211
Consumo de eletricidade ... 212
Consumo bruto ... 213
Anexo D.7-Unidade de reformer catalítico ... 214
Consumo de vapor 24 barg ... 214
Produção de vapor 24 barg ... 215
Consumo de vapor 10.5 barg ... 216
Produção de vapor 10.5 barg ... 217
Produção de vapor 3.5 barg ... 218
Consumo de vapor ... 218 Produção de vapor ... 219 Consumo de fuel gás ... 220 Consumo de eletricidade ... 222 Consumo bruto ... 222 Anexo D.8-HI ... 223
Produção de vapor/Produção de vapor 24 barg ... 224
Consumo de vapor 3.5 barg ... 225
Consumo de vapor ... 225 Consumo de tail gás ... 226 Consumo de gás natural ... 227 Consumo de combustível ... 227 Consumo de eletricidade ... 228 Consumo bruto ... 229 Anexo D.9-Alquilação ... 230
Consumo de vapor/Consumo de vapor 24 barg/Consumo de vapor 3.5 barg ... 230
Consumo de fuel gás ... 231
Consumo de ASO ... 232
Consumo de combustível ... 233
Consumo de eletricidade ... 234
Anexo D.10-Desisobutanizadora ... 234
Consumo de vapor 3.5 barg ... 234
Consumo de eletricidade ... 235
Anexo D.11-FCC ... 236
Consumo de vapor 24 barg ... 236
Produção de vapor 24 barg ... 237
Consumo de vapor 10.5 barg ... 238
Consumo de vapor 3.5 barg ... 238
Produção de vapor 3.5 barg ... 239
Consumo de vapor ... 240
Produção de vapor ... 241
Produção/Consumo de eletricidade ... 242
Produção da unidade ... 243
Consumo de fuel gás ... 244
Consumo de coque/Consumo de combustível... 244
Consumo bruto ... 245
Anexo D.12-HT ... 246
Consumo de vapor 24 barg ... 246
Consumo de vapor 3.5 barg ... 247
Produção de vapor/Produção de vapor 3.5 barg ... 247
Consumo de vapor ... 248
Consumo de eletricidade ... 249
Consumo bruto ... 250
Anexo D.13-HR ... 250
Produção de vapor 24 barg/Produção de vapor ... 250
Consumo de vapor 3.5 barg/Consumo de vapor ... 251
Consumo de gás natural ... 252 Consumo de tail gás ... 253 Consumo de combustível ... 254 Consumo de eletricidade ... 254 Consumo bruto ... 255 Anexo D.14-HC ... 256
Consumo de vapor 24 barg ... 256
Produção de vapor 24 barg ... 256
Consumo de vapor 3.5 barg ... 258
Produção de vapor 3.5 barg ... 258
Consumo de vapor ... 259 Produção de vapor ... 259 Consumo de fuel gás ... 261 Consumo de gás natural ... 262 Consumo de combustível ... 262 Consumo de eletricidade ... 263 Consumo bruto ... 263 Anexo D.15-SS ... 264
Produção de vapor 24 barg ... 264
Produção de vapor 10.5 barg ... 265
Produção de vapor 3.5 barg ... 265
Consumo de vapor/Consumo de vapor 3.5 barg ... 267
Produção de vapor ... 267 Consumo de fuel gás ... 268 Consumo de tail gás ... 269 Consumo de combustível ... 269 Consumo de eletricidade ... 270 Consumo bruto ... 271 Anexo D.16-SB ... 271
Produção de vapor 24 barg ... 271
Produção de vapor 3.5 barg ... 273
Consumo de vapor 3.5 barg ... 273
Produção de vapor ... 274 Consumo vapor ... 275 Consumo de fuel gás ... 276 Consumo de tail gás ... 277 Consumo de combustível ... 278 Consumo de eletricidade ... 279 Consumo bruto ... 279 Anexo D.17-SC ... 280
Produção de vapor 24 barg ... 280
Produção de vapor 3.5 barg ... 281
Produção de vapor ... 282 Consumo de fuel gás ... 283 Consumo de tail gás ... 284 Consumo de combustível ... 285 Consumo de eletricidade ... 286 Consumo bruto ... 286
Índice de Figuras
Figura 1.1-Processo de conversão.[8] ... 3 Figura 1.2-Refinaria de Sines.[11] ... 4 Figura 1.3-Constituição geral da refinaria de Sines. ... 4 Figura 1.4-Diagrama geral do processo de operação da refinaria de Sines. ... 5 Figura 1.5-Identificação de quartis, em 2016, na europa ocidental. ... 6 Figura 1.6- EII™ da refinaria de Sines. ... 6 Figura 1.7- Representação da destilação atmosférica.[13] ... 7 Figura 1.8-Representação do consumo líquido da destilação atmosférica. ... 8 Figura 1.9-Representação geral do processo da destilação de vácuo I. ... 9 Figura 1.10-Representação do consumo líquido na destilação de vácuo. ... 10 Figura 1.11-Representação do processo operacional da destilação de vácuo II. ... 10 Figura 1.12-Representação do consumo líquido da destilação de vácuo II. ... 11 Figura 1.13-Diagrama geral do processo de produção de vapor.[16] ... 12 Figura 1.14-Representação do consumo líquido do visbreaker. ... 12 Figura 1.15- Representação da secção de reacção do hydrobon de destilados. ... 13 Figura 1.16-Representação do consumo bruto do hydrobon de destilados. ... 13 Figura 1.17- Representação da secção de carga e reacção da dessulfuração de gasóleo pesado. 14 Figura 1.18- Representação do consumo líquido da dessulfuração de gasóleo pesado. ... 15 Figura 1.19-Representação do processo de operação da unidade de reformer catalítico. ... 16 Figura 1.20-Representação do consumo líquido da unidade de reformer catalítico. ... 16 Figura 1.21- Representação do processo de obtenção de hidrogénio. ... 17 Figura 1.22- Esquema do consumo líquido da HI. ... 17 Figura 1.23- Representação do processo operacional da alquilação.[21] ... 18 Figura 1.24- Representação da distribuição de utilidades na alquilação. ... 18 Figura 1.25- Representação da distribuição de utilidades na desisobutanizadora. ... 19 Figura 1.26-Diagrama processual simplificado do FCC. ... 20 Figura 1.27-Representação do consumo líquido no FCC. ... 20 Figura 1.28-Diagrama geral da secção de carga e reacção do HT. ... 20 Figura 1.29-Representação esquemática do consumo líquido da unidade. ... 21 Figura 1.30-Representação do processo de produção de hidrogénio na fábrica III. ... 21 Figura 1.31- Representação do consumo líquido do HR. ... 22 Figura 1.32-Representação da secção de fraccionamento do HC. ... 22 Figura 1.33-Representação do consumo líquido do HC. ... 23 Figura 1.34-Representação do consumo líquido da SS. ... 24 Figura 1.35-Representação do consumo líquido da SB. ... 24 Figura 1.36-Representação do consumo líquido da SC. ... 24 Figura 2.1-Esquematização de perguntas essenciais. ... 27 Figura 2.2-Representação da solução de um problema de aglomeração. ... 28 Figura 2.3-Representação do processo PCA.[43] ... 31 Figura 2.4-Fontes de consumo na refinaria. ... 33 Figura 2.5-Separação do conjunto de dados original.[73] ... 42 Figura 2.6-Comparação entre modelos com diferentes dados.[74] ... 42 Figura 2.7-Tipos de cross validation. ... 43 Figura 2.8-Método k-fold.[73] ... 43
Figura 3.1- Esquema da resolução do problema de obtenção dos tipos de programa de fabrico.47 Figura 3.2-Esquema para a concretização do primeiro objectivo da dissertação. ... 50 Figura 3.3-Esquema dos passos utilizados, de forma a obter um modelo capaz de entender o comportamento do EII™. ... 52 Figura 4.1-Representação das variáveis significativas. ... 55 Figura 4.2-Representação da relação entre a densidade e o caudal do RAT. ... 56 Figura 4.3-Aglomerações obtidas através do método k-means clustering. ... 56 Figura 4.4-Principal Component analysis. ... 57 Figura 4.5-Contribuição das variáveis nos componentes principais. ... 57 Figura 4.6-Distinção entre programas de fabrico. ... 58 Figura 4.7-Diferenciação da carga da destilação atmosférica, para os diferentes programas de fabrico. ... 59 Figura 4.8-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 61 Figura 4.9-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. ... 61 Figura 4.10-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 63 Figura 4.11-Comparação entre o modelo obtido na dissertação e os estabelecidos pela refinaria. ... 64 Figura 4.12-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 66 Figura 4.13-Comparação entre os modelos obtidos na dissertaçao e os estabelecidos pela
refinaria. ... 66 Figura 4.14-Comparação entre modelos obtidos na dissertação e produzidos pela refinaria. ... 67 Figura 4.15-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 69 Figura 4.16-Comparação entre os modelos obtidos na dissertação e os estabelecidos pela
refinaria. ... 69 Figura 4.17-Comparação de modelos obtidos na dissertação e estabelecidos pela refinaria. ... 70 Figura 4.18-Comportamento do consumo líquido das unidades integradas e da quantidade de carga da destilação de vácuo II. ... 71 Figura 4.19-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 72 Figura 4.20-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 73 Figura 4.21-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 74 Figura 4.22-Comparação de modelos obtidos na dissertação e estabelecidos pela refinaria. ... 75 Figura 4.23-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 76 Figura 4.24-Comparação entre o modelo obtido na dissertação e os estabelecidos pela refinaria. ... 77 Figura 4.25-Comportamento do consumo líquido e da quantidade produzida de hidrogénio na unidade. ... 79 Figura 4.26-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 79 Figura 4.27-Comportamento do consumo líquido e da quantidade de alquilado para
armazenagem. ... 81 Figura 4.28-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 81 Figura 4.29-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 83 Figura 4.30-Comparação entre o modelo obtido na dissertação e os modelos estabelecidos pela refinaria. ... 83 Figura 4.31-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 85 Figura 4.32-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 85 Figura 4.33-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 87 Figura 4.34-Comparação entre modelos obtidos na dissertação e modelos estabelecidos pela refinaria. ... 87
Figura 4.35-Comportamento do consumo líquido e da quantidade de hidrogénio produzido. ... 89 Figura 4.36-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 89 Figura 4.37-Comportamento do consumo líquido e da quantidade de carga da unidade. ... 91 Figura 4.38-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 91 Figura 4.39-Comportamento do consumo líquido e da quantidade de enxofre produzido. ... 93 Figura 4.40-Comparação entre modelos lineares. ... 94 Figura 4.41-Comportamento do consumo líquido e da quantidade de enxofre produzido. ... 96 Figura 4.42-Comparação de modelos lineares. ... 96 Figura 4.43-Comportamento do consumo líquido e da quantidade de enxofre produzido. ... 98 Figura 4.44-Comparação entre modelos obtidos na dissertação e estabelecidos pela refinaria. . 98 Figura 4.45-Comparação de programas de fabrico. ... 100 Figura 4.46-Comparação entre valores calculados e reais. ... 101 Figura 4.47-Comparação entre valores calculados e reais. ... 102 Figura 4.48-Redução de dimensionalidade através do PCA. ... 102 Figura 4.49-Comparação entre modelos. ... 103 Figura 4.50-Teste do modelo significativo... 103 Figura 4.51-Comparação entre coeficientes normalizados. ... 104 Figura 4.52-Método random forest . ... 106 Figura 4.53-Comparação entre modelos. ... 107 Figura 4.54-Teste do modelo inicial validado. ... 108 Figura 4.55-Comparação entre modelos. ... 109 Figura 4.56-Teste do modelo validado. ... 109 Figura 4.57-Comparação entre coeficientes normalizados. ... 110 Figura 4.58-Comparação entre modelos. ... 112 Figura 4.59-Teste do modelo validado. ... 112 Figura 4.60-Comparação entre coeficientes normalizados. ... 113 Figura 4.61-Integração do modelo preditivo no gráfico de acompanhamento diário do EII™.. 115 Figura 4.62-Comparação entre valores reais e calculados. ... 115 Figura 4.63-Comparação entre valores reais e calculados. ... 116 Figura 4.64-Teste do modelo validado. ... 117 Figura D.1.1-Comportamento do consumo 24 barg e da quantidade de carga da unidade. ... 161 Figura D.1.2-Comparação de modelos lineares. ... 162 Figura D.1.3-Comportamento do consumo 10.5 barg e da quantidade de carga da unidade. ... 162 Figura D.1.4-Comparação de modelos lineares. ... 163 Figura D.1.5-Comportamento da produção 10.5 barg e da quantidade de carga da unidade. ... 164 Figura D.1.6-Comparação de modelos lineares. ... 164 Figura D.1.7-Comportamento do consumo 3.5 barg e da quantidade de carga da unidade. ... 165 Figura D.1.8-Comparação de modelos lineares. ... 165 Figura D.1.9-Comportamento da produção 3.5 barg e da quantidade de carga da unidade. ... 166 Figura D.1.10-Temperatura ambiente. ... 167 Figura D.1.11-Comparação dos modelos lineares... 167 Figura D.1.12-Comportamento do consumo de vapor e da quantidade de carga da unidade. .. 168 Figura D.1.13-Comparação dos modelos lineares... 168 Figura D.1.14-Comportamento da produção de vapor e da quantidade de carga da unidade. .. 169 Figura D.1.15-Comparação dos modelos lineares... 170 Figura D.1.16-Comportamento do consumo de fuel gás e da quantidade de carga da unidade.170 Figura D.1.17-Efeito de fouling na destilação atmosférica. ... 171
Figura D.1.18-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 172 Figura D.1.19-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 172 Figura D.1.20-Comparação dos modelos lineares... 173 Figura D.2.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 174 Figura D.2.2-Comparação entre modelos lineares. ... 174 Figura D.2.3-Comportamento do consumo de vapor 10.5 barg e da quantidade de carga da unidade. ... 175 Figura D.2.4-Comportamento da produção de vapor 10.5 barg e da quantidade de carga da unidade. ... 176 Figura D.2.5-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 176 Figura D.2.6-Comparação entre modelos lineares. ... 177 Figura D.2.7-Comportamento do consumo de vapor e da quantidade de carga da unidade. .... 178 Figura D.2.8-Comparação entre modelos lineares. ... 178 Figura D.2.9-Comportamento da produção de vapor e da quantidade de carga da unidade. .... 179 Figura D.2.10-Comparação entre modelos lineares. ... 179 Figura D.2.11-Comportamento do consumo de fuel gás e da quantidade de carga da unidade.180 Figura D.2.12-Comparação entre modelos lineares. ... 181 Figura D.2.13-Comportamento do consumo de off gás e da quantidade de carga da unidade. 181 Figura D.2.14-Comparação entre modelos lineares. ... 182 Figura D.2.15-Comportamento do consumo de combustível e da quantidade de carga da
unidade. ... 182 Figura D.2.16-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 183 Figura D.2.17-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 184 Figura D.2.18-Comparação de modelos lineares. ... 184 Figura D.3.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 185 Figura D.3.2-Comparação entre modelos lineares. ... 186 Figura D.3.3-Comportamento do consumo de vapor 10.5 barg e da quantidade de carga da unidade. ... 186 Figura D.3.4-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 187 Figura D.3.5-Comparação entre modelos lineares. ... 188 Figura D.3.6-Comportamento do consumo de vapor e da quantidade de carga da unidade. .... 188 Figura D.3.7-Comparação entre modelos lineares. ... 189 Figura D.3.8-Comportamento do consumo de fuel gás e da quantidade de carga da unidade. . 189 Figura D.3.9-Comparação de modelos lineares. ... 190 Figura D.3.10-Comportamento do consumo de off gás e da quantidade de carga da unidade. 190 Figura D.3.11-Comportamento do consumo de combustível e da quantidade de carga da
unidade. ... 191 Figura D.3.12-Comparação de modelos lineares. ... 191 Figura D.3.13-Comportamento do consumo de eletricidade médio e da quantidade média de carga da unidade. ... 192 Figura D.3.14-Comportamento da produção de vapor 24 barg e da quantidade de carga da unidade. ... 193
Figura D.3.15-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 193 Figura D.3.16-Comportamento da produção de vapor e da quantidade de carga da unidade. .. 193 Figura D.3.17-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 194 Figura D.3.18-Comparação entre modelos lineares. ... 194 Figura D.4.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 195 Figura D.4.2-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 196 Figura D.4.3-Comparação de modelos lineares. ... 196 Figura D.4.4-Comportamento do consumo de vapor e da quantidade de carga da unidade. .... 197 Figura D.4.5-Comparação de modelos lineares ... 197 Figura D.4.6-Comportamento do consumo de fuel gás e da quantidade de carga da unidade. . 198 Figura D.4.7-Comparação de modelos lineares. ... 198 Figura D.4.8-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 199 Figura D.4.9-Comportamento da produção de vapor 24 barg e da quantidade de carga da
unidade. ... 200 Figura D.4.10-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 200 Figura D.4.11-Comportamento da produção de vapor e da quantidade de carga da unidade. .. 200 Figura D.4.12-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 201 Figura D.4.13-Comparação de modelos lineares. ... 202 Figura D.5.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 202 Figura D.5.2-Comportamento do consumo de vapor 10.5 barg e da quantidade de carga da unidade. ... 203 Figura D.5.3-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 204 Figura D.5.4-Comparação de modelos lineares. ... 204 Figura D.5.5-Comportamento do consumo de vapor e da quantidade de carga da unidade. .... 205 Figura D.5.6-Comportamento do fuel gás e da quantidade de carga da unidade. ... 206 Figura D.5.7-Comparação entre modelos lineares. ... 206 Figura D.5.8-Efeito de fouling no HD. ... 207 Figura D.5.9-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 207 Figura D.6.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 208 Figura D.6.2-Comportamento do consumo de vapor 10.5 barg e da quantidade de carga da unidade. ... 208 Figura D.6.3-Comparação de modelos lineares. ... 209 Figura D.6.4-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 209 Figura D.6.5-Comportamento do consumo de vapor e da quantidade de carga da unidade. .... 210 Figura D.6.6-Comportamento da produção de vapor e da quantidade de carga da unidade. .... 210 Figura D.6.7-Comportamento do fuel gás e da quantidade de carga da unidade. ... 211 Figura D.6.8-Comparação de modelos lineares. ... 212
Figura D.6.9-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 212 Figura D.6.10-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 213 Figura D.6.11-Comparação entre modelos lineares. ... 213 Figura D.7.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da
unidade. ... 214 Figura D.7.2-Comparação de modelos lineares. ... 215 Figura D.7.3-Comportamento da produção de vapor 24 barg e da quantidade de carga da
unidade. ... 215 Figura D.7.4-Comparação de modelos lineares. ... 216 Figura D.7.5-Comportamento do consumo de vapor 10.5 barg. ... 216 Figura D.7.6-Comparação de modelos lineares. ... 217 Figura D.7.7-Comportamento da produção de vapor 10.5 barg e da quantidade de carga da unidade. ... 217 Figura D.7.8-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 218 Figura D.7.9-Comportamento do consumo de vapor e da quantidade de carga. ... 219 Figura D.7.10-Comportamento da produção de vapor 24 barg e da quantidade de carga da unidade. ... 219 Figura D.7.11-Comparação entre modelos lineares. ... 220 Figura D.7.12-Comportamento do consumo de fuel gás e da quantidade de carga da unidade.221 Figura D.7.13-Comparação entre modelos lineares. ... 221 Figura D.7.14-Comportamento do consumo de eletricidade e quantidade de carga da unidade. ... 222 Figura D.7.15-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 222 Figura D.7.16-Comparação de modelos lineares. ... 223 Figura D.8.1-Comportamento do consumo de vapor 24 barg e da produção de hidrogénio da unidade. ... 224 Figura D.8.2-Comportamento da produção de vapor e da quantidade produzida de hidrogénio na unidade. ... 224 Figura D.8.3-Comportamento do consumo de vapor 3.5 barg e da quantidade produzida de hidrogénio na unidade. ... 225 Figura D.8.4-Comportamento do consumo de vapor e da produção de hidrogénio da unidade. ... 226 Figura D.8.5-Comportamento do consumo de tail gás e da produção de hidrogénio da utilidade. ... 226 Figura D.8.6-Comportamento do consumo de gás natural e da produção de hidrogénio da unidade. ... 227 Figura D.8.7-Comportamento do consumo de combustível e da produção de hidrogénio da unidade. ... 227 Figura D.8.8-Comparação entre modelos lineares. ... 228 Figura D.8.9-Comportamento do consumo de eletricidade e da produção de hidrogénio da unidade. ... 228 Figura D.8.10-Comportamento do consumo bruto e da quantidade produzida de hidrogénio na unidade. ... 229 Figura D.8.11-Comportamento do consumo bruto e da quantidade produzida de hidrogénio na unidade. ... 229
Figura D.9.1-Comportamento do consumo de vapor 24 barg e da quantidade de alquilado para armazenagem. ... 230 Figura D.9.2-Comportamento do consumo de vapor 3.5 barg e da quantidade de alquilado para armazenagem. ... 230 Figura D.9.3-Comportamento do consumo de vapor e da quantidade de alquildo para
armazenagem. ... 231 Figura D.9.4-Comportamento do consumo de fuel gás e da quantidade de alquilado para
armazenagem. ... 231 Figura D.9.5-Comparação entre modelos lineares. ... 232 Figura D.9.6-Comportamento do consumo de ASO e da quantidade armazenada de alquilado. ... 232 Figura D.9.7-Comportamento do consumo de combustível e da quantidade de alquilado para armazenagem. ... 233 Figura D.9.8-Comparação de modelos lineares. ... 233 Figura D.9.9-Comportamento do consumo de eletricidade e da quantidade de alquilado para armazenagem. ... 234 Figura D.10.1-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 235 Figura D.10.2-Comportamento de consumo de eletricidade e da quantidade de carga da unidade. ... 235 Figura D.11.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da unidade. ... 236 Figura D.11.2-Comparação de modelos lineares. ... 236 Figura D.11.3-Comportamento da produção de vapor 24 barg e da quantidade de carga da unidade. ... 237 Figura D.11.4-Comparação entre modelos lineares. ... 237 Figura D.11.5-Comportamento do consumo de vapor 10.5 barg e da quantidade de carga da unidade. ... 238 Figura D.11.6-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 239 Figura D.11.7-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 239 Figura D.11.8-Comportamento do consumo de vapor e da quantidade de carga da unidade. .. 240 Figura D.11.9-Comparação entre modelos lineares. ... 240 Figura D.11.10-Comportamento da produção de vapor e da quantidade de carga da unidade. 241 Figura D.11.11-Comparação entre modelos lineares. ... 241 Figura D.11.12-Comportamento do consumo de eletricidade e da quantidade de carga da
unidade. ... 242 Figura D.11.13-Comportamento da produção de eletricidade e da quantidade de carga da
unidade. ... 242 Figura D.11.14-Comportamento da produção e da quantidade de carga da unidade. ... 243 Figura D.11.15-Comparação entre modelos lineares. ... 243 Figura D.11.16-Comportamento do consumo de coque e da quantidade de carga da unidade. 244 Figura D.11.17-Comparação entre modelos lineares. ... 245 Figura D.11.18-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 245 Figura D.11.19-Comparação entre modelos lineares. ... 246 Figura D.12.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da unidade. ... 246
Figura D.12.2-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 247 Figura D.12.3-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 248 Figura D.12.4-Comportamento do consumo de vapor e da quantidade de carga da unidade. .. 248 Figura D.12.5-Comportamento do consumo de fuel gás e da quantidade de carga da unidade.249 Figura D.12.6-Comportamento do consumo de eletricidade e da quantidade de carga da unidade. ... 249 Figura D.12.7-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 250 Figura D.13.1-Comportamento da produção de vapor 24 barg e da quantidade de hidrogénio produzido... 251 Figura D.13.2-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 251 Figura D.13.3-Comparação entre modelos lineares. ... 252 Figura D.13.4-Comportamento do consumo de gás natural e da quantidade produzida de
hidrogénio. ... 252 Figura D.13.5-Comparação de modelos lineares. ... 253 Figura D.13.6-Comportamento do consumo de tail gás e da quantidade de hidrogénio
produzido... 253 Figura D.13.7-Comportamento do consumo de combustível e da quantidade de hidrogénio produzido... 254 Figura D.13.8-Comportamento do consumo de eletricidade e da quantidade de hidrogénio produzido... 255 Figura D.13.9-Comportamento do consumo bruto e da quantidade de hidrogénio produzido. 255 Figura D.14.1-Comportamento do consumo de vapor 24 barg e da quantidade de carga da unidade. ... 256 Figura D.14.2-Comportamento da produção de vapor 24 barg e da quantidade de carga da unidade. ... 257 Figura D.14.3-Comparação entre modelos lineares. ... 257 Figura D.14.4-Comportamento do consumo de vapor 3.5 barg e da quantidade de carga da unidade. ... 258 Figura D.14.5-Comportamento da produção de vapor 3.5 barg e da quantidade de carga da unidade. ... 258 Figura D.14.6-Comportamento do consumo de vapor e da quantidade de carga da unidade. .. 259 Figura D.14.7-Comportamento da produção de vapor e da quantidade de carga da unidade. .. 260 Figura D.14.8-Comparação entre modelos lineares. ... 260 Figura D.14.9-Comportamento de consumo de fuel gás e da quantidade de carga da unidade. 261 Figura D.14.10-Efeito de fouling no HC. ... 261 Figura D.14.11-Comportamento do consumo de gás natural e da quantidade de carga da
unidade. ... 262 Figura D.14.12-Comportamento do consumo de combustível e da quantidade de carga da unidade. ... 262 Figura D.14.13-Comportamento do consumo de eletricidade e da quantidade de carga da
unidade. ... 263 Figura D.14.14-Comportamento do consumo bruto e da quantidade de carga da unidade. ... 264 Figura D.15.1-Comportamento da produção de vapor 24 barg e da quantidade de enxofre produzido... 264
Figura D.15.2-Comportamento da produção de vapor 10.5 barg e da quantidade de enxofre produzido... 265 Figura D.15.3-Comportamento da produção de vapor 3.5 barg e da quantidade de enxofre produzido... 266 Figura D.15.4-Comparação entre modelos lineares. ... 266 Figura D.15.5-Comportamento do consumo de vapor e da quantidade de enxofre produzido. 267 Figura D.15.6-Comportamento da produção de vapor e da quantidade de enxofre produzido. 267 Figura D.15.7-Comparação entre modelos lineares. ... 268 Figura D.15.8-Comportamento do consumo de fuel gás e da quantidade de enxofre produzido. ... 268 Figura D.15.9-Comportamento do tail gás e da quantidade produzida de enxofre. ... 269 Figura D.15.10-Comportamento do consumo de combustível e da quantidade de enxofre
produzido... 270 Figura D.15.11-Comportamento do consumo de eletricidade e da quantidade produzida de enxofre... 270 Figura D.15.12-Comportamento do consumo bruto e da quantidade produzida de enxofre... 271 Figura D.16.1-Comportamento da produção de vapor 24 barg e da quantidade de enxofre produzido... 271 Figura D.16.2-Comparação entre modelos lineares. ... 272 Figura D.16.3-Comportamento do consumo de vapor 24 barg e da quantidade de enxofre produzido... 272 Figura D.16.4-Comportamento da produção de vapor 3.5 barg e da quantidade de enxofre produzido... 273 Figura D.16.5-Comportamento do consumo de vapor 3.5 barg e da quantidade de enxofre produzido... 274 Figura D.16.6-Comportamento da produção de vapor e da quantidade de enxofre produzido. 274 Figura D.16.7-Comparação entre modelos lineares. ... 275 Figura D.16.8-Comportamento do consumo de vapor e da quantidade de enxofre produzido. 275 Figura D.16.9-Comportamento do consumo de fuel gás e da quantidade de enxofre produzido. ... 276 Figura D.16.10-Comparação entre modelos lineares. ... 276 Figura D.16.11-Comportamento do consumo de tail gás e da quantidade de enxofre produzido. ... 277 Figura D.16.12-Comparação de modelos lineares. ... 277 Figura D.16.13-Comportamento do consumo de combustível e da quantidade de carga da unidade. ... 278 Figura D.16.14-Comparação de modelos lineares. ... 278 Figura D.16.15-Comportamento do consumo de eletricidade e da quantidade de enxofre
produzido... 279 Figura D.16.16-Comportamento do consumo bruto e da quantidade de enxofre produzido. ... 279 Figura D.17.1-Comportamento da produção de vapor 24 barg e da quantidade de enxofre produzido... 280 Figura D.17.2-Comparação de modelos lineares. ... 281 Figura D.17.3-Comportamento da produção de vapor 3.5 barg e da quantidade de enxofre produzido... 281 Figura D.17.4-Comparação entre modelos lineares. ... 282 Figura D.17.5-Comportamento da produção de vapor e da quantidade de enxofre produzido. 282 Figura D.17.6-Comparação entre modelos lineares. ... 283
Figura D.17.7-Comportamento do consumo de fuel gás e da quantidade de enxofre produzido. ... 283 Figura D.17.8-Comparação entre modelos lineares. ... 284 Figura D.17.9-Comportamento do consumo de tail gás e da quantidade de enxofre produzido. ... 284 Figura D.17.10-Comportamento do consumo de combustível e da quantidade de enxofre
produzido... 285 Figura D.17.11-Comparação entre modelos lineares. ... 285 Figura D.17.12-Comportamento do consumo de eletricidade e da quantidade de enxofre
produzido... 286 Figura D.17.13-Comportamento do consumo bruto e da quantidade de enxofre produzido. ... 286 Figura D.17.14-Comparação de modelos lineares. ... 287
Índice de tabelas
Tabela 3.1-Entalpia dos diferentes tipos de vapor. ... 48 Tabela 3.2-Conversão de utilidades. ... 48 Tabela 3.3-Conversão de utilidades. ... 48 Tabela 4.1-Comparação entre valores reais e obtidos. ... 59 Tabela 4.2-Comparação entre valores reais e obtidos. ... 62 Tabela 4.3-Comparação entre valores reais e obtidos. ... 64 Tabela 4.4-Comparação entre valores reais e obtidos. ... 68 Tabela 4.5-Comparação entre valores obtidos e reais. ... 71 Tabela 4.6-Comparação entre valores reais e obtidos. ... 73 Tabela 4.7-Comparação entre valores reais e obtidos. ... 75 Tabela 4.8-Comparação entre valores obtidos e reais. ... 78 Tabela 4.9-Comparação entre valores obtidos e reais. ... 80 Tabela 4.10-Comparação entre valores obtidos e reais. ... 82 Tabela 4.11-Comparação entre valores obtidos e reais ... 84 Tabela 4.12-Comparação entre valores obtidos e reais. ... 86 Tabela 4.13-Comparação entre valores reais e obtidos. ... 88 Tabela 4.14-Comparação entre valores obtidos e reais. ... 90 Tabela 4.15-Comparação entre valores reais e calculados. ... 92 Tabela 4.16-Comparação entre valores reais e calculados. ... 94 Tabela 4.17-Comparação entre valores reais e calculados. ... 97 Tabela 4.18-Resultados do primeiro objectivo da dissertação. ... 99 Tabela 4.19-Otimização do modelo. ... 101 Tabela 4.20-Variáveis mais influenciáveis no cálculo do EII™. ... 104 Tabela 4.21-Variáveis influenciáveis. ... 107 Tabela 4.22-Otimização do modelo. ... 108 Tabela 4.23-Variáveis mais influenciáveis no cálculo do EII™. ... 110 Tabela 4.24-Eliminação de outliers. ... 111 Tabela 4.25-Otimização do modelo. ... 111 Tabela 4.26- Variáveis mais influenciáveis no cálculo do EII™. ... 114 Tabela 4.27-Variáveis mais influenciáveis no modelo. ... 118 Tabela 4.28-Variáveis mais influenciáveis no modelo. ... 119 Tabela A.1-Identificação de equipamentos da destilação atmosférica.[81] ... 131 Tabela A.2-Identificação de equipamentos na destilação de vácuo I.[82] ... 133 Tabela A.3-Identificação de equipamentos na destilação de vácuo II.[83] ... 134 Tabela A.4-Identificação de equipamentos no visbreaker.[84] ... 135 Tabela A.5-Identificação de equipamentos no hydrobon de destilados.[85] ... 136 Tabela A.6-Identificação de equipamentos na dessulfuração de gasóleo pesado. ... 137 Tabela A.7-Identificação de equipamentos na unidade de reformer catalítico.[86] ... 139 Tabela A.8-Identificação de equipamentos no HI. ... 141 Tabela A.9-Identificação de equipamentos na alquilação.[87] ... 142 Tabela A.10-Identificação de equipamentos no FCC.[88] ... 146 Tabela A.11-Identificação de equipamentas na HT.[89] ... 149 Tabela A.12-Identificação de equipamentos na HR. ... 151 Tabela A.13-Identificação de equipamentos no HC. ... 151
Tabela B.1-Pacotes utilizados na dissertação. ... 154 Tabela C.1-TAGS utilizadas na diferenciação dos tipos de programa. ... 156 Tabela C.2-TAGS utilizadas no estudo do consumo energético da destilação atmosférica. ... 156 Tabela C.3-TAGS utilizadas no estudo das variáveis significativas. ... 156 Tabela C.4-TAGS utilizadas para obtenção de valores das variáveis constituintes do modelo macro. ... 159
Lista de abreviaturas
Abreviatura
Significado
AL Alquilação
ASO Acid Soluble Oil CC Destilação atmosférica CV Destilação de vácuo I
DBSCAN Aglomerações baseadas em densidade espacial de aplicações com ruído DCS Sistema de controlo distribuido
DiC4 Desisobutanizadora
EII™ Indice de intensidade de energia FCC Fluid Cracking Catalytic
HC Hydrocracker
HCN Nafta pesada de cracking catalítico HD Hydrobon de destilados
HG Dessulfuraçao de gasóleo pesado
HGO Gasóleo pesado
HI Produção de hidrogénio da fábrica I HN Hydrobon de Nafta
HR Produção de hidrogénio da fábrica III HT Dessulfuração gasolina de cracking ICA Análise de componentes independentes ISBL Interior da bateria limite
KPCA Análise de componentes principais através de métodos Kernel LCN Nafta leve de cracking catalítico
LPG Gás de petróleo liquefeito PBL Plant base load
PCA Análise de componentes principais PCI Poder calorifico inferior
PL Programação linear
PP Platforming
R² Coeficiente de determinação RAT Resíduo atmosférico
SB Recuperação de enxofre II SC Recuperação de enxofre III SS Recuperação de enxofre I
TAGS Identificativos de variáveis processuais
VB Visbreaker
VGO Gasóleo de vácuo
Capítulo 1-Enquadramento e motivação
1.1 Contextualização do problema
A Galp é a única empresa refinadora em Portugal, sendo também a principal distribuidora de produtos petrolíferos e gás natural do país.[1] As suas atividades estão organizadas em três sectores de negócio (Exploração & Produção, Refinação & Distribuição, Gas & Power), sendo o sector de refinação, constituído pelas refinarias de Sines e Matosinhos, o sector industrial nacional com maior capacidade de exportação. [2] O mercado referente a este sector tem-se tornado cada vez mais competitivo, sendo algumas das principais causas: [2, 3]
Evolução da tecnologia utilizada pelas refinarias;
Maior utilização de fontes alternativas;
Facilidade de transportes de matérias primas e parcerias;
Complexidade de medidas legislativas;
Diferenças significativas entre produção e procura nos diferentes mercados;
Aumento do custo de obtenção da matéria prima e diminuição consequente da margem bruta.
De modo a tornar a empresa o mais competitiva possível no mercado nacional, europeu e internacional, é necessário aumentar a margem bruta desta, reduzindo consequentemente as suas despesas operacionais. A nível de refinarias, essas despesas podem ser divididas em dois sectores:
O sector energético, sendo que este representa entre 18% a 82% das despesas operacionais das refinarias, constituindo mais de 60% das despesas na refinaria de Sines;[4]
O sector não energético, que apesar de representar uma menor parcela das despesas operacionais, constitui a diferença principal entre o mercado asiático e os restantes.[2] De modo a reduzir os custos energéticos das refinarias, a HSB Solomon Associates LLC criou um índice de análise de performance energética, designado por EII™. Esta métrica de desempenho energético permite normalizar variações de configuração e dimensão das refinarias tornando, assim, comparáveis os respectivos desempenhos energéticos face a outros pares na mesma região.[4]
Considerando que, um ponto percentual de EII™ na refinaria de Sines equivale a 10.35 Gcal/h e sendo o Poder calorifico inferior (PCI) e o preço atual médio do gás natural para atividades do sector de refinação, respectivamente, cerca de 11820 Kcal/Kg e 385€/ton,[5] pode-se concluir que em termos monetários a redução de um ponto percentual deste índice representa uma poupança de 2.95 milhões de euros por ano nas despesas da refinaria. Sendo esta uma razão acrescida para identificar as variáveis que afetam o EII™, este é calculado através da seguinte equação:
2
Em que:
Consumo atual de energia, kBtu;
Energia standard, kBtu/dia.
Através da desconstrução da equação 1.1, pode-se verificar que bastantes variáveis da refinaria são aglomeradas neste cálculo, sendo a energia standard e o consumo atual de energia, respectivamente, obtidos através das equações 1.2 e 1.3.
∑ ( )
Equação 1.2-Cálculo da Energia standard.[7] Sendo:
Capacidade da unidade, kBtu/dia;
Energia das utilidades e off sites, kBtu/dia;
Calor sensível de não crude, kBtu/dia;
Produção de asphalto, kBtu/dia.
Equação 1.3- Cálculo do consumo atual de energia.[6] Em que:
Compras totais e transferências, kBtu;
Produção, kBtu;
Vendas, kBtu;
Transferências para fora, kBtu;
Consumo atual de energia térmica, kBtu;
Consumo de eletricidade comprada, MWh;
Ajustes elétricos, kBtu.
Apesar de o efeito de relações simples ser observável através destas equações, como por exemplo o efeito da quantidade de carga ou do consumo liquido de uma unidade no EII™; relações mais complexas, como por exemplo o efeito do programa de fabrico de uma refinaria ou da temperatura ambiente no mesmo, não se podem observar exclusivamente com base nessas equações, uma vez que estas relações não se encontram definidas.
Em suma, as refinarias lidam com uma enorme quantidade de variáveis no seu dia a dia. Porém, a análise de grande parte destas torna-se difícil, por não ser possível isolar os seus efeitos individuais. Torna-se assim difícil antecipar o impacto de determinadas variáveis no EII™. Por forma a permitir uma evolução do aparelho refinador, de uma postura reativa para proativa em termos de EII™ e a otimizá-lo do ponto de vista financeiro e, se possível, de eficiência em relação ao processo operacional, é realizada ao longo da dissertação uma análise estatística inovadora, nomeadamente da influência de variáveis da refinaria de Sines e das suas relações no EII™, resultando na identificação de possíveis alterações nas variáveis controláveis da refinaria, de modo a diminuir as despesas energéticas da mesma.
1.2 Caso de estudo
Apesar do aparelho refinador da empresa Galp ser constituído pelas refinarias de Sines e Matosinhos, o caso analisado nesta dissertação é referente à refinaria de Sines, pois em termos de custos energéticos a refinaria de Matosinhos encontra-se no melhor patamar possível a nível europeu, por oposição à refinaria de Sines. Note-se que em termos de processo de operação, ambas tiveram re-conversões, de modo a ajustar o perfil de produção às necessidades do mercado, maximizando a produção anual de gasóleo e diminuindo a produção de fuel óleo.
A concretização do projecto de conversão permitiu à Galp o aumento da complexidade do seu aparelho refinador, tendo o índice de complexidade “Nelson” passado de 9,4 para 10,7 na refinaria de Matosinhos e de 6,3 para 7,7 na refinaria de Sines.[8] Este índice é uma medida que compara as refinarias, em termos de complexidade, e a capacidade de uma conversão secundária da refinaria, com a capacidade de uma destilação primária.
∑
Equação 1.4- Índice de “Nelson”.[9]
Sendo que:
NCI, Índice de complexidade de Nelson;
N, Número de unidades processuais;
, Factor de complexidade;
, Capacidade da unidade;
, Capacidade da unidade de destilação de crude.
A figura 1.1 representa o processo de conversão entre as duas refinarias, em que a refinaria de Matosinhos envia gasóleo de vácuo (VGO) e gasóleo pesado (HGO) para servirem como carga principalmente, no Hydrocracker (HC).
4
1.2.1 Refinaria de Sines
A refinaria de Sines, constituída por 34 unidades processuais, é uma das duas existentes em Portugal e das maiores da Europa, com uma capacidade de destilação de 10,9 milhões de toneladas por ano, ou seja, 220 mil barris por dia. Esta iniciou a sua operação em 1978, encontrando-se estrategicamente localizada na rota mundial mais movimentada de petroleiros. A refinaria possui uma área de 320 hectares e uma capacidade de armazenagem de 3 milhões de metros cúbicos, dos quais 1,5 milhões armazenam petróleo bruto, sendo os restantes 1.5 milhões, utilizados para armazenar produtos intermédios e finais.[10]
Figura 1.2-Refinaria de Sines.[11]
A figura 1.3 representa um esquema simplificado das secções principais da refinaria, sendo que:
A fábrica I apresenta como principais unidades processuais: a destilação atmosférica (CC), a destilação de vácuo I (CV), as dessulfurações e a unidade de reformer catalítico;
A fábrica II apresenta como principais unidades: a destilação de vácuo II (VV), o visbreaker (VB), o fluid cracking catalytic (FCC) e a alquilação (AL);
A fábrica III apresenta como principal unidade o hydrocracker;
A central de cogeração tem como objectivo a produção de vapor e energia elétrica para a refinaria e para a rede elétrica.
Refinaria de Sines
Fábrica I Fábrica II Fábrica
III Fábrica de utilidades Central de cogeração Chaminé e sala de controlo
A figura 1.4, por outro lado, representa o processo de operação atual da refinaria de Sines, do qual a unidade Isomax (IX) não se encontra apresentada, uma vez que não será mais operada, porém no futuro poderão ser aproveitados alguns do seus equipamentos.
Quanto aos produtos da refinaria, apenas dois não são actualmente produzidos, estes são:
A gasolina IX, devido à paragem de funcionamento da unidade Isomax;
O betume.
6
81.3
85.6
89.9
70.9
117Considerando que a refinaria de Sines constitui o caso de estudo, é de extrema importância verificar o estado em que esta se encontra, quanto ao EII™, dado que este pode identificar possíveis melhorias a realizar nesta com o objectivo de diminuir significativamente as despesas energéticas. Após o cálculo deste índice, as refinarias são colocadas dentro de um de quatro quartis referentes a cada região, sendo que cada quartil corresponde a 25% da população de refinarias testadas pela HSB Solomon Associates LLC. A figura seguinte representa os intervalos de valores do EII™ para cada quartil da europa ocidental do estudo Solomon de 2016, sendo esta a região onde se encontra a refinaria de Sines.
1ºQuartil 2ºQuartil 3ºQuartil 4ºQuartil
Figura 1.5-Identificação de quartis, em 2016, na europa ocidental.
A figura 1.6 apresenta os valores do EII™ da refinaria de Sines, entre 1 de Outubro de 2014 e 15 de Novembro de 2016, classificados por quartil.
Figura 1.6- EII™ da refinaria de Sines.
Através da análise da figura 1.6, conclui-se que para o período analisado, a refinaria não obteve um único ponto no 1.º quartil, sendo que durante grande parte do período analisado esta foi uma refinaria de 4.º quartil, dando espaço a uma melhoria bastante significativa, quanto à redução de custos energéticos. Porém é de notar uma melhoria significativa no 2.º semestre de 2016, na sequência da implementação de medidas de eficiência energética. O objectivo futuro da refinaria passa por uma alteração no posicionamento da mesma, do limiar do terceiro quartil para o segundo quartil, sendo assim de extrema importância identificar e, desejavelmente, influenciar as variáveis ou relações destas, de modo a ocorrer uma diminuição do EII™.
Com vista a esta diminuição, foi realizada uma análise a possíveis variáveis, que tenham influência na quantidade de consumo líquido da refinaria. Estudaram-se 16 unidades processuais principais e uma unidade processual auxiliar, estando 7 unidades processuais localizadas na fábrica I, 7 unidades processuais localizadas na fábrica II e 3 unidades na fábrica III. Nestas unidades, apesar de existir consumo de diversos tipos de água, como por exemplo, a água bruta ou desmineralizada, assim como a produção de condensados e consumo de fuel óleo, estas utilidades não são consideradas no cálculo e análise do consumo líquido da unidade, respeitando o modo de cálculo da refinaria. O consumo líquido só considera o consumo líquido da
80 85 90 95 100 105 110 115 120 E II ™ Data
EII™ da refinaria de Sines
2º Quartil 3ºQuartil 4ºQuartil
eletricidade e do vapor, assim como o consumo bruto dos combustíveis, de modo a existir coerência com os balanços de massa. Na análise ao consumo líquido das unidades, foram estudadas diversas variáveis, sendo algumas destas, a qualidade/quantidade de carga, a temperatura ambiente e o fouling. É de acrescentar que devido à análise em grande detalhe do consumo líquido das unidades, são estudados todos os consumos/produções das utilidades de modo individual.
Ao longo destes sub-capítulos são analisadas as unidades processuais em estudo, sendo descritas a nível do seu objectivo principal, consumo/produção de utilidades e processo de operação.
No Anexo A encontram-se descritos todos os equipamentos estudados, representados e referidos, através de abreviações, ao longo do sub-capítulo Caso de estudo.
1.2.1.1 Destilação atmosférica
Com uma capacidade de 225000 barris/dia esta unidade da fábrica I destina-se a separar o crude em gases e naftas, petróleo, gasóleo leve, gasóleo pesado e resíduo atmosférico (RAT), sendo estes, posteriormente, submetidos em algumas unidades processuais de modo a produzirem produtos petrolíferos.[12]
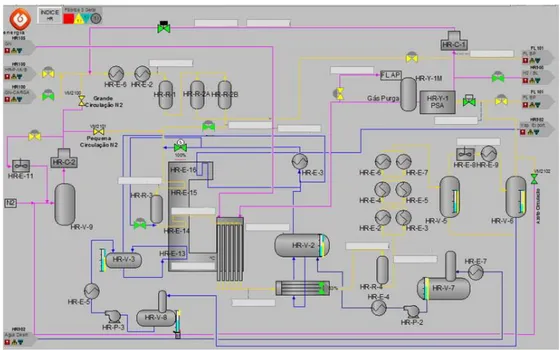
Na figura 1.7, encontra-se representado com detalhe, o processo operacional da unidade, no qual se dá uma separação eficiente de fracções de crude, por pontos de ebulição, onde os componentes mais voláteis são retirados pelo topo da coluna e os menos voláteis pela base da mesma.
Figura 1.7- Representação da destilação atmosférica.[13]
Apesar da refinaria operar diferentes tipos de programas de fabrico, ao longo de um ano de operação é possível, através do estudo das variáveis controláveis da unidade, agrupar os
8
programas em duas famílias distintas. Esta identificação será analisada com maior detalhe no capítulo 3, porém a nível superficial, os programas são descritos da seguinte forma:
Programa sour, é o programa em que a carga da destilação atmosférica contém um maior teor de enxofre, sendo este o tipo de programa usualmente utilizado, dado o menor custo da matéria prima;
Programa sweet, este programa é bastante mais caro que o programa sour, porém não traz tantos problemas a nível de manutenção de equipamentos, nem de limitações fisicas dos mesmos, como é o caso da unidade FCC.
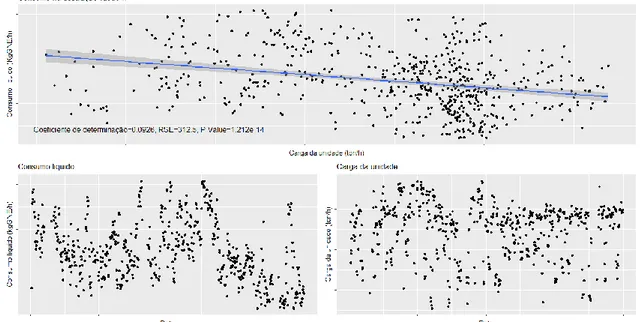
Com base nesta separação, é de grande interesse verificar se a distinção destes programas resulta numa influência significativa ou não no consumo líquido de utilidades da unidade processual e de outras adjacentes, podendo consequentemente afectar o EII™ da unidade processual e da refinaria. O consumo e produção das utilidades, referentes à destilação atmosférica, são representados de forma detalhada, através da figura 1.8, sendo esta, uma das principais unidades de estudo. A figura 1.8 liga cada equipamento da unidade a um consumo/produção de utilidade, sendo que se a totalidade dos equipamentos mencionados não consumir ou produzir a utilidade em questão, será apresentada a abreviação do equipamento que consume ou produz a respectiva utilidade entre parênteses.
Figura 1.8-Representação do consumo líquido da destilação atmosférica.
1.2.1.2 Destilação de vácuo I
Como a destilação atmosférica, a destilação de vácuo I é uma das unidades processuais de mais importante análise, quer em termos de fábrica I, quer em termos de refinaria, esta apresenta uma capacidade de cerca de 25400 barris/dia.[14]
Através dos programas de fabrico anteriormente mencionados, pode ser visível uma influencia significativa destes no consumo da unidade em estudo, pois quando o programa é sour, o resíduo atmosférico é consequentemente de alto teor de enxofre. Este resíduo é utilizado
Utilidades Consumo Vapor 24 barg Turbinas (CC-C1, CC-C2B e CC-P34B) Sopradores do fornos 10.5 barg Atomização dos fornos 3.5 barg Coluna de destilação atmosférica (CC-V1) Strippers (V2 a CC-V4) Energia elétrica Arrefecedores a ar (CC-E9 a CC-E14) Bombas Dessalinizadores (CC-V26A/B) Ventiladores (CC-C2A e CC-C3) Combustíveis Fuel gás Pilotos dos fornos Queimadores dos fornos Produção Vapor 10.5 barg Turbinas (C1 e CC-C2B) 3.5 barg Geradores de vapor (CC-E25A/B) Turbina da CC-P34B
directamente como carga da destilação de vácuo I, sendo que esta está consequentemente a uma temperatura elevada, consumindo uma baixa quantidade de energia no trem de pré-aquecimento. Por outro lado, quando o programa é sweet, o resíduo atmosférico contém um baixo teor de enxofre e é arrefecido e segregado em tanque, sendo utilizado como carga do FCC e não como carga da destilação de vácuo I. Nestas circunstâncias, a unidade de vácuo I é alimentada com caudal proveniente, directamente, de tanques de armazenamento de resíduo atmosférico sour. Estes encontram-se a uma temperatura mais baixa que o resíduo atmosférico de alto teor de enxofre, necessitando deste modo de um maior pré-aquecimento, resultando num maior consumo por parte do programa sweet, em comparação com o sour. Após o processo de pré-aquecimento, a carga é alimentada à unidade de destilação de vácuo I, sendo o resultado final a obtenção de gasóleo de vácuo, que é posteriormente enviado à unidade de dessulfuração do gasóleo de vácuo, com o objetivo de reduzir significativamente o seu teor de enxofre para que este cumpra as limitações fisicas de carga para o FCC. O gasóleo de vácuo I também pode ser enviado directamente para o HC. A unidade de vácuo I também produz resíduo de vácuo, sendo este utilizado como carga da unidade de oxidação para produção de asfalto de baixa penetração ou ainda na mistura com o Slop Wax.
A figura 1.9 esquematiza o processo operacional da unidade, sendo este bastante semelhante ao utilizado na destilação atmosférica.
Figura 1.9-Representação geral do processo da destilação de vácuo I.
A figura 1.10, à semelhança da unidade processual anterior, representa os equipamentos da destilação de vácuo I onde é consumida/produzida cada utilidade.
10 Figura 1.10-Representação do consumo líquido na destilação de vácuo.
1.2.1.3 Destilação de vácuo II
Localizada na fábrica II, com uma capacidade de cerca de 45000 barris/dia,[15] esta unidade trabalha em conjunto com a destilação de vácuo I, estando integrada energeticamente com o visbreaker. O objetivo principal da unidade é auxiliar a destilação de vácuo I, de modo a produzirem carga suficiente para o FCC e o HC, reduzindo simultaneamente a quantidade de fuel óleo. Adicionalmente, esta unidade produz carga para o visbreaker. Os seus produtos finais são: destilado de vácuo, gasóleo de vácuo e resíduo de vácuo.[15]
A figura 1.11 representa o processo operacional da destilação de vácuo II.
Figura 1.11-Representação do processo operacional da destilação de vácuo II.
Á semelhança das unidades anteriormente analisadas, a figura 1.12 representa um esquema do consumo líquido da unidade processual em estudo, porém devido à integração entre a unidade visbreaker e a destilação de vácuo II, o consumo líquido das duas unidades podem conter um erro de cálculo associado.
Utilidades Consumo Vapor 24 barg Turbinas (CC-P14A/B e CC-P18A/B) 10.5 barg Injeccção nos ejectores C-J1 Atomização do forno 3.5 barg Stripagem do CC-V9 Energia elétrica Bombas Aeroarrefecedores Compressores Combustiveis Off gás Pilotos do forno Fuel gás Pilotos do forno Produção Vapor 10.5 barg Gerador de vapor (CC-E20) 3.5 barg Turbinas (CC-P14A/B e CC-P18A/B)
Figura 1.12-Representação do consumo líquido da destilação de vácuo II.
1.2.1.4 Visbreaker
Devido à integração energética entre o visbreaker e a destilação de vácuo II, o cálculo do consumo líquido das unidades pode conter um erro associado, porém o estudo do visbreaker de forma individual, apesar do erro, é essencial de modo a entender o comportamento deste em relação ao vácuo II.
Localizado na fábrica II, o Visbreaker apresenta uma capacidade de cerca de 26000 barris/dia. Este tem como objetivo produzir fuel óleo e produtos leves a partir do resíduo da destilação de vácuo I e II, através da utilização de um processo de cracking térmico a uma temperatura elevada e com longo tempo de residência.
De modo a entender a integração entre a unidade atualmente em estudo e a anterior é representado na figura 1.13 um diagrama geral do processo de produção de vapor das unidades. Neste pode-se verificar a utilização integrada do forno do vácuo II, das colunas de vácuo II e visbreaker, assim como de permutadores de calor das duas unidades.
Utilidades Consumo Vapor 24 barg Forno 10.5 barg Forno 3.5 barg Forno Injecção nos ejectores Acumulador es Coluna de vácuo II Energia elétrica Bombas Aeroarrefecedor es Combustivei s Off gás Forno Fuel gás Forno Produção Vapor 24 barg Forno 3.5 barg Gerador de vapor