!
"
"
#
$
%#& &
'( )* !+
$ ,
!
"
"
'-
$
*
%&&)*
.+
Alexandre Dias Linhares
"Observação do fenômeno da cavitação e do desgaste de
rotores de latão de bombas centrífugas em instalação
experimental”
Dissertação de Mestrado apresentada ao Programa de Pós# Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais.
Área de concentração: Engenharia de Superfícies
Orientador: Prof. Dr. Adilson Rodrigues da Costa (REDEMAT/
UFOP)
Co#orientador: Prof. Dr. Marco Túlio Correa de Faria (DEMEC/
UFMG)
ii FICHA CATALOGRÁFICA
Catalogação: sisbin@sisbin.ufop.br
L755o Linhares, Alexandre Dias.
Observação do fenômeno da cavitação e do desgaste de rotores de latão de bombas centrífugas em instalação experimental [manuscrito] / Alexandre Dias Linhares. – 2011.
xv, 91 f.: il.; graf.; tabs.
Orientador: Prof. Dr. Adilson Rodrigues da Costa.
Co-orientador: Prof. Dr. Marco Túlio Correa de Faria.
iv Aos meus pais, João Pessoa e Nelsy.
v Meus sinceros agradecimentos a todos aqueles que, de alguma forma, contribuíram para a
concretização deste projeto, especialmente,
aos meus orientadores e colaboradores, pelo incentivo e paciência.
Aos meus amigos e minha família, por compreenderem minha ausência.
Aos colaboradores do Centro de Pesquisas em Hidráulica e Recursos Hídricos da
UFMG e seu coordenador, Prof. Carlos Barreira Martinez, pela disponibilização de
equipamentos de testes e incentivo.
vi Item Descrição
1# INTRODUÇÃO
2 # OBJETIVOS
3 # REVISÃO BIBLIOGRÁFICA
3.1# DESCRIÇÃO DO FENÔMENO DA CAVITAÇÃO
3.2 # CONDIÇÕES OPERACIONAIS DA CAVITAÇÃO
3.3# MÉTODOS DE AVALIAÇÃO DA EROSÃO POR CAVITAÇÃO
3.3.1# DISPOSITIVO VIBRATÓRIO ULTRA#SÔNICO
3.3.2# TÚNEL DE CAVITAÇÃO
3.3.3 – DISCOS ROTATIVOS
3.4# DETECÇÃO DO FENÔMENO DA CAVITAÇÃO
3.4.1# UTILIZAÇÃO DE SENSORES DE EMISSÃO ACÚSTICA
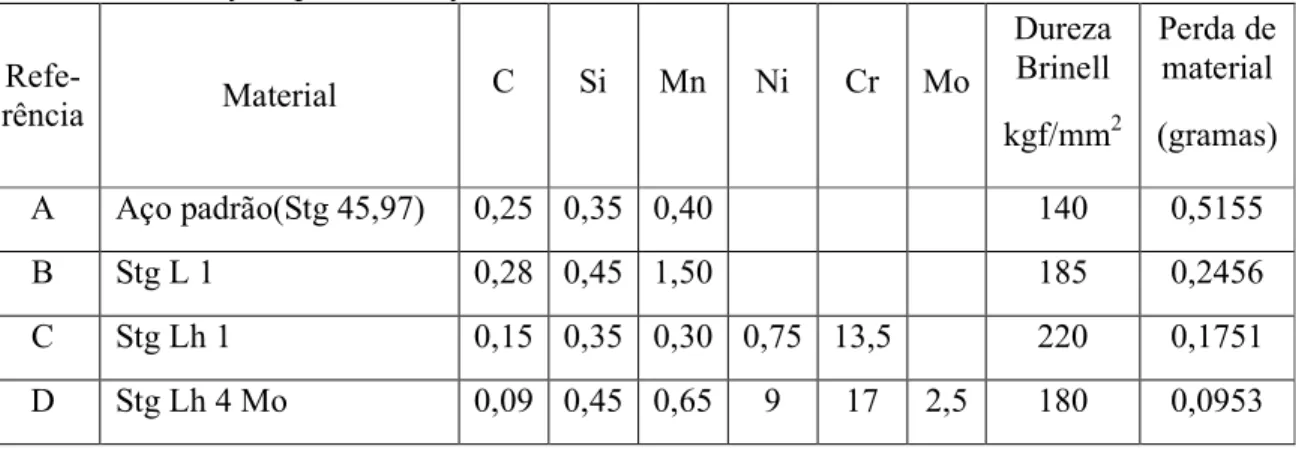
3.5# RESISTÊNCIA DOS MATERIAIS AO PROCESSO DE EROSÃO POR
CAVITAÇÃO
4# MATERIAIS E MÉTODOS
4.1# DESCRIÇÃO DO APARATO EXPERIMENTAL
4.2 # INSTRUMENTAÇÃO
4.2.1# MEDIÇÃO DE PRESSÃO
4.2.2# CIRCUITOS DE CONDICIONAMENTO DE SINAIS PARA SENSORES
DE PRESSÃO
4.2.3 MEDIÇÃO DE VAZÃO
4.2.4 PLACA DE AQUISIÇÃO DE DADOS
4.2.5 SENSORIAMENTO POR EMISSÃO ACÚSTICA (AE)
4.3# METODOLOGIA DOS ENSAIOS
4.3.1# TESTES DE AVALIAÇÃO DOS LOCAIS PREFERENCIAIS DE
DESGASTE
4.3.2# ENSAIOS DE VISUALIZAÇÃO DA NUVEM DE CAVITAÇÃO
4.3.3# ENSAIOS DE DETERMINAÇÃO DO FENÔMENO DA CAVITAÇÃO
POR EMISSÃO ACÚSTICA
vii Item Descrição
4.3.5# METODOLOGIA PARA CARACTERIZAÇÃO CONSTRUTIVA DOS
ROTORES UTILIZADOS
4.3.6# ENSAIOS METALOGRÁFICOS
4.3.6.1#CARACTERIZAÇÃO METALOGRÁFICA DOS ROTORES
5# RESULTADOS E DISCUSSÕES
5.1# DETERMINAÇÃO DAS CARACTERÍSTICAS HIDRÁULICAS DA
INSTALAÇÃO
5.2 #TESTES DE AVALIAÇÃO DOS LOCAIS PREFERENCIAIS DE DESGASTE
5.3# ENSAIOS DE VISUALIZAÇÃO DA NUVEM DE CAVITAÇÃO
5.4# ENSAIOS DE DETERMINAÇÃO DO FENÔMENO DA CAVITAÇÃO POR
EMISSÃO ACÚSTICA
5.5# TESTES DE EROSÃO POR CAVITAÇÃO
5.6# CARACTERIZAÇÕES CONSTRUTIVAS E MICROESTRUTURAIS DOS
ROTORES DE LATÃO
5.6.1# CARACTERIZAÇÃO CONSTRUTIVA DOS ROTORES UTILIZADOS
5.6.2# CARACTERIZAÇÃO MICROESTRUTURAL DOS ROTORES
6# CONCLUSÕES
7# RECOMENDAÇÕES PARA TRABALHOS FUTUROS
8# REFERÊNCIAS BIBLIOGRÁFICAS
9# ANEXOS
9.1# ANEXO 1: CURVAS CARACTERÍSTICAS DA BOMBA BC 23
9.2# ANEXO 2: DIMENSÕES CARACTERÍSTICAS DO ROTOR
viii H Altura manométrica
hi Perda de carga no escoamento interno da bomba
σ Fator de Cavitação de Thoma
φ Número de Brauer
Ѵ Viscosidade cinemática da água
f Fator de atrito do escoamento
hs Altura da linha de sucção, medida a partir do eixo da bomba
Lv Comprimento virtual da tubulação
NPSH et Positive Suction Heat – Energia de sucção
n Rotação da bomba (rpm)
nq Rotação específica (rpm)
ns Velocidade específica (rpm)
Patm Pressão atmosférica
Q Vazão
Pv Pressão de vapor do líquido escoado em função da temperatura
Re Número de Reynolds
ix
!"! # Tipos de rotores das turbobombas: (a) fechados (b) semi#abertos e (c)
rotores abertos.
!#! # Disposição de rotores de uma bomba centrífuga, destacando regiões de baixa e alta pressão.
! # Fotografias em série do colapso de uma bolha perto de uma superfície sólida e o gráfico da pressão na bolha.
!$ # Esquema do colapso da bolha próxima a uma superfície.
!% # Falha por erosão por cavitação de um rotor fechado de latão, destacando a região erodida pela esteira de cavitação.
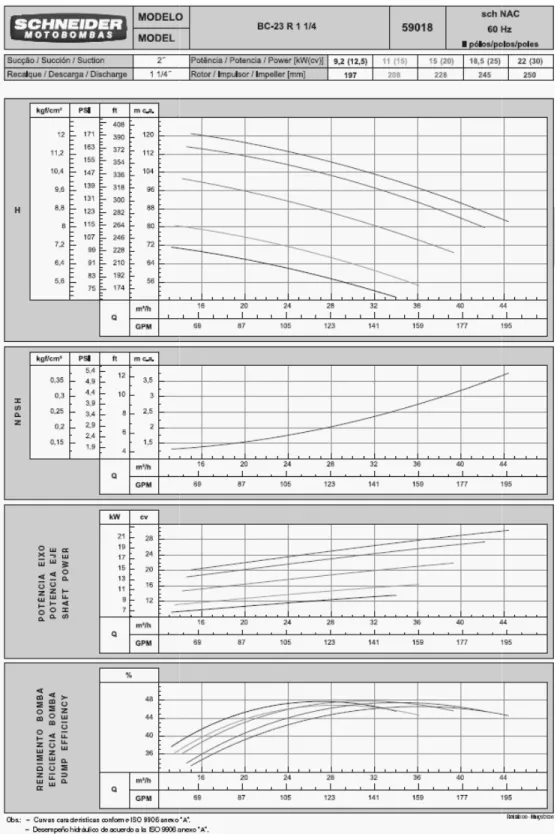
!& # Curvas características da bomba Schneider BC23R, 1,25in, com quatro
diâmetros de rotores, cada um acoplado a motores de potência de acionamento diferentes, todos a 3600 rotações por minuto (2 pólos)
!' # Curva de saturação líquido#vapor da água, baseada nas fórmulas de Mollier[10]
!( # Esquema do equipamento vibratório ultrassônico e detalhe do corpo de prova.
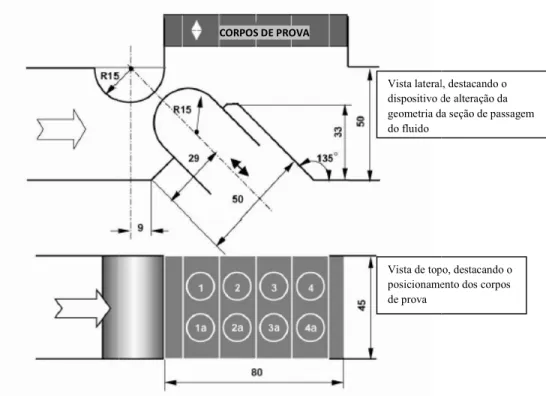
!) # Esquema de um túnel de cavitação de pequeno porte para avaliação em quatro corpos de prova.
!"* # Ensaio de hélice em condições de cavitação: implosão de bolhas nas arestas
das pás, responsável por vibrações e erosão do material.
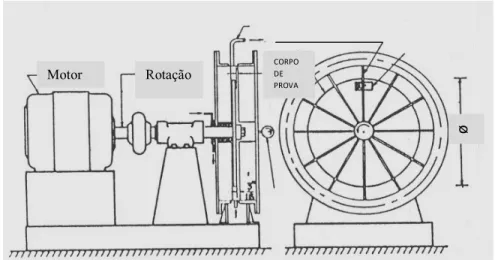
!"" # Esquema da máquina de disco rotativo para ensaio de erosão por cavitação.
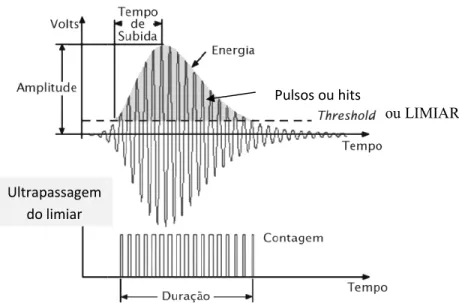
!"# # Curva típica de sinais de emissão acústica obtida nos ensaios.
!" # Curva experimental do desgaste do bronze obtida na máquina de ensaio de
erosão por cavitação utilizando disco rotativo com furos indutores.
!"$ # Microfotografia do corpo de prova de bronze com aumento de 500x e 25
horas de ensaio em dispositivo de discos rotativos.
!"% # Superfície avaliada em MEV de uma liga ASTM A743 revestida com
x
$!" + , – Esquema da instalação elevatória com sucção positiva e instrumentação
utilizada; +-, – Esquema da instalação elevatória com sucção positiva com as características e dimensões das tubulações de sucção e recalque
$!# # Fotografias frontal (a) e lateral (b) da bancada de ensaios do LENHS/ CPH – EEUFMG, com detalhes da instalação (BC23R) montada para esse trabalho.
$! # (a) Conjunto motor e bomba BC 23 R e (b) vista em corte do rotor e selo mecânico.
$!$ # Vista geral do aparato da instrumentação.
$!% # Desenho esquemático do sistema de medição de pressão.
$!& # Sensor de Pressão Warme WTP 4010.
$!' # Piezoresistores configurados em Ponte de Wheatstone.
$!( # Desenho esquemático do circuito de condicionamento de sinais para o sensor de pressão.
$!) # Desenho esquemático do sistema de medição de vazão.
$!"* # Sensor de vazão Promag 33 H da Endress+Hauser.
$!"" # Desenho esquemático do circuito de condicionamento de sinais para o
sensor de vazão.
$!"# # Módulo de aquisição de dados PXI 8106 da National Instruments.
$!" # Página principal do supervisório desenvolvido.
$!"$ # Desenho esquemático do sistema de medição de emissão acústica.
$!"% # Sensores de emissão acústica da Physical Acoustics.
$!"& # (a) Pré amplificador da Physical Acoustic Corporation e (b) sistema de
aquisição de dados da PAC.
$!"' # Marcas a tinta no rotor de teste para evidenciar locais preferenciais de
desgaste: em (a) a marcação no lado do motor e em (b) as marcações no lado da tubulação de sucção.
$!"( # Montagem dos tubos transparentes e sensores (a) e linha de sucção montada
xi
$!"). # Posicionamento dos sensores na tampa da bomba durante os testes de
sensoriamento da cavitação por emissão acústica.
$!#* Rotor de latão utilizado para ensaio de erosão por cavitação: rotor de teste “1” visto do lado do motor (a) e do lado da tubulação de sucção (b), destacando as marcações permanentes de identificações.
$!#" # Usinagem transversal ao eixo do motor no rotor de referência.
$!## # Balança Marte A5000.
$!# # Dispositivo eletrônico de medição de nível por ultrassom, especialmente adaptado para esse ensaio.
%!" #Curvas características do NPSH e eficiência da bomba Schneider BC23R,
1,25in, com rotor de 198mm.
%!# # Variações da pressão de descarga e vazão durante os testes de 25 horas.
%! # Rotor de teste antes (a) e depois do ensaio de 25 horas (b), evidenciando as marcas de tinta para referência dos desgastes.
%!$ # Regiões preferenciais de desgastes (a) região da esteira de cavitação e (b) desgaste uniforme em todo o perímetro do rotor seccionado.
%!% # Diagrama do sistema supervisório da bancada de bombas, mostrando a curva de variação de pressão de sucção durante a passagem de bolhas pelo sensor piezoelétrico.
%!& # Montagem de seções com tubos transparentes na sucção para visualização
de bolhas. Observam#se as seções transparentes no momento do estrangulamento .
%!' # Calibração dos sensores por quebra de grafite.
%!( # Módulo de aquisição de sinais durante o processo de calibração.
%!) # Curva de amplitude dos sinais AE (dB) versus tempo gerada pelo programa AEWin da PAC, durante ensaio de 1800 segundos.
%!"* # Resultados dos sinais da energia total (parte superior) e contagem AE (parte
inferior da figura), evidenciando a cavitação em condições de cavitação incipiente e cavitação intensa, durante ensaio de 1800 segundos.
%!"" # Curva de perda de massa acumulada do rotor de teste durante os ensaios de
desgaste por cavitação.
%!"# # Detalhes internos das pás do rotor de referência seccionado: à esquerda o
xii
%!" # Detalhe dos pontos de retirada das amostras: no lado esquerdo o rotor de
teste, após ensaio de 1357 horas e à direita o rotor de referência.
%!"$ # Espectro da emissão de energia para amostra XA do rotor de referência, em
EDS.
xiii
- / !" # Temperatura de saturação da água a diversas pressões.
- / !# # Perda de massa de corpos de prova de diferentes materiais ensaiados
utilizando#se dipositivo ultrassônico de cavitação.
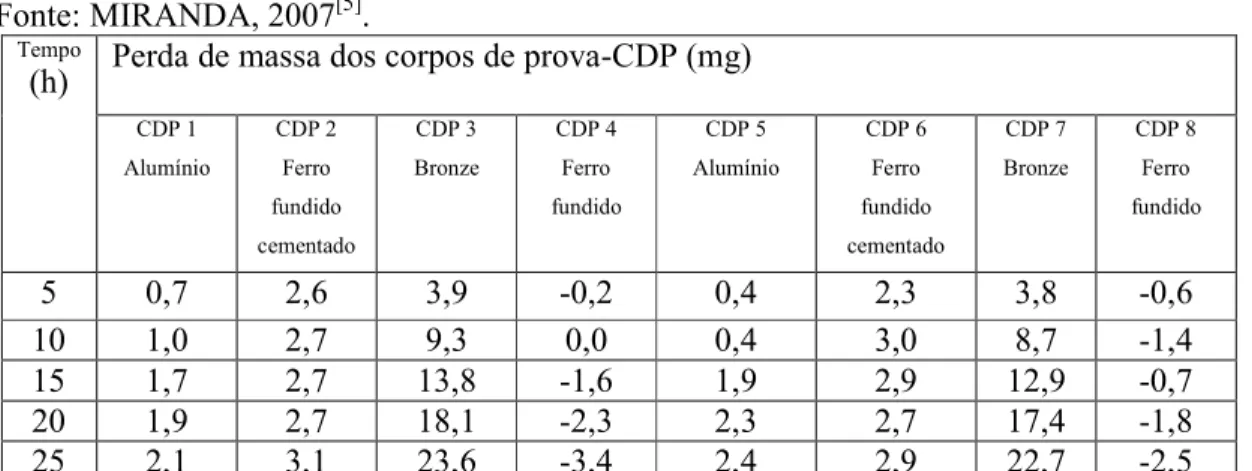
- / ! # Perda massa dos corpos de prova em ensaios em discos rotativos com furos
indutores.
- / $!" # Características dos transdutores de pressão WTP # 4010..
- / $!# # Características do sensor de vazão Promag 33 H da Endress+Hauser.
- / $! # Características da placa PXI 6229.
- / %!" # Perda de massa do rotor de teste.
- / %!# . Taxa de perda de massa em processos de erosão por cavitação em ligas de
cobre com discos rotativos e protótipo.
- / %! #Resultados das medições de massa dos rotores de latão.
- / %!$ #Composição química da liga utilizada nos rotores.
- / %!% – Resultados do ensaio de fluorescência de raio X (EDX) em amostra do rotor
de referência.
- / %!& # Distribuição dos elementos presentes na amostra de referência e na amostra
testada na região da esteira de cavitação.
- / %!' Micrografias eletrônicas de corpos de prova extraídos do rotor de referência (X)
xiv Esse trabalho apresenta um estudo experimental acerca do fenômeno da cavitação e do
desgaste superficial em rotores de latão de uma bomba centrífuga comercial. Uma bancada de
ensaios é utilizada para esse estudo. A vazão, as pressões de sucção e de descarga e os sinais
de emissão acústica são monitorados durante os ensaios. A caracterização da ocorrência da
cavitação é efetuada utilizando#se o monitoramento dos sinais de emissão acústica na carcaça
da bomba em diferentes condições de operação. A perda de massa do rotor ao longo de 1357
horas de ensaios é avaliada utilizando#se uma balança de precisão. Micrografias das amostras
do rotor erodido, obtidas por meio de um microscópio eletrônico de varredura, são
comparadas com as obtidas de um rotor intacto, fabricado em um mesmo lote. Os resultados
experimentais obtidos nesse trabalho mostram que o mecanismo de desgaste do material é
oriundo dos choques de ondas de água pressurizadas surgidas durante o colapso das bolhas, a
alta frequencia, contra a superfície do rotor. O aspecto da superfície erodida sugere que o
arrancamento de material se dá a partir da força resultante dessas ondas de pressão que atuam
na superfície, produzindo trincas. Depois, como o efeito de uma alavanca, ocorre a
propagação dessas trincas, de dentro para fora, arrancando material na forma de crateras.
Essas crateras sujeitam#se às novas ondas de choque, gerando outras trincas que se propagam,
arrancando material até atingir um aspecto polido, com menor concentração de tensão. Por
apresentar menor quantidade de quinas vivas, as crateras polidas novamente são alvo de
ataques em suas cristas, gerando novas crateras. Assim, progressivamente, a erosão atua
degradando a superfície do rotor de latão. Além disso, os resultados mostram que o
monitoramento dos sinais de emissão acústica pode ser empregado como ferramenta eficiente
para a detecção do fenômeno da cavitação em bombas hidráulicas. Um maior número de
amostras deve ser submetido aos ensaios de cavitação propostos nesse trabalho para
possibilitar a construção de um banco de dados confiável contendo informações técnicas
xv 0
This work deals with an experimental study about the cavitation and its consequent surface
wear in brass impellers of a commercial centrifugal pump. A special pump test rig is
employed in this study. The flow rate, the sucction pressure, the discharge pressure, and the
acoustic emission signal are monitored during the tests performed in the centrifugal pump.
The identification of the cavitation phenomenon is performed by using the acoustic emission
signals measured on the pump spiral case under different operating conditions. The brass
impeller mass loss is periodically evaluated along the 1357 hours of tests by using a precision
electronic weighting scale. Micrographs of the eroded impeller, which are obtained by using a
scanning electron microscope, are compared with micrographs of a new impeller that has
been manufactured in the same lot. The experimental results rendered in this work show that
the surface wear mechanism is due to the impact of pressurized water waves that arise during
the bubble collapse, at high frequency, onto the impeller surface. The aspect of the eroded
surface suggests that the material loss is caused by the resulting force associated with those
pressure waves that act on the impeller surface, generating cracks. After the crack formation,
a process of crack propagation starts from the inner material layers in direction to the surface,
provoking material losses in the form of craters. Those craters are subejcted to shock waves
that intensify the crack propagation, causing material losses until the surface reaches a more
polished aspect with lower levels of stress concentration. The polished crater borders are
frequently subjected to more shock waves, which lead to new craters. Hence, the erosion
associated with cavitation progressively deteriorates the brass impeller surface. Furthermore,
the results show that the acoustic emission signal monitoring can be efficiently employed to
detect the cavitation phenomenon in centrifugal pumps. A large number of brass samples
should be tested using the methodology proposed in this work in order to allow the
construction of a reliable database containing technical information about the brass impeller
1 I TRODUÇÃO
Instalações de transporte de fluidos líquidos estão sujeitas a condições operacionais diversas e
alterações nas características dos seus pontos de operação mudam o rendimento hidráulico,
podendo levar ao desgaste acentuado os materiais dos seus componentes. Situações de
desgastes acentuados podem ser observadas especialmente nos rotores e carcaças das bombas
quando a instalação apresenta operação com cavitação. A cavitação é um fenômeno pertinente
aos sistemas fluidos líquidos. Ocorre, numa avaliação preliminar, a partir de situações onde a
pressão de vapor do fluido líquido fica abaixo do ponto de saturação a determinada
temperatura.
Este trabalho apresenta um estudo experimental sobre o desgaste em rotores de bombas
centrífugas provocado pela erosão por cavitação. Uma bancada de ensaios de bombas é
especialmente projetada para esse estudo e as condições de operação do conjunto são
monitoradas por meio de transdutores de pressão, de vazão e de emissão acústica. Os corpos
de provas, neste estudo, são rotores de bombas centrífugas comerciais, construídos em liga de
cobre. A perda de massa devido à erosão por cavitação e imagens da estrutura superficial do
material antes e depois da sujeição ao desgaste são avaliados nesse estudo na tentativa de
ampliar o conhecimento técnico acerca do desgaste por cavitação em sistemas de
bombeamento de água. Provoca+se o fenômeno durante determinado tempo em um
mecanismo nas condições de operação de bombas hidráulicas e avaliam+se os danos causados.
Existem diversas técnicas utilizadas para o estudo da erosão por cavitação, como por
exemplo: discos rotativos, dispositivos vibratórios e túneis de cavitação. No entanto, essas
técnicas utilizam corpos de provas muitas vezes em escala reduzida, o que pode deixar de
retratar influências das condições reais de operação. Para condições em operação de rotores
montados de liga de cobre (latão) não foram encontrados relatos científicos.
Especificamente em rotores de bombas hidráulicas centrífugas, a erosão por cavitação em
condição severa pode provocar alterações nas características da instalação, diminuindo seu
rendimento. Do ponto vista econômico o desgaste provoca manutenção constante, com trocas
dos equipamentos e redução da vazão recalcada, com consequente perda de competitividade.
Conclui+se que o processo de cavitação em instalações comerciais de bombas hidráulicas
provoca taxas de perda de massa expressivas no rotor de latão. O trabalho inova ao oferecer
cavitação com o desgaste oriundo durante a operação, a partir de ensaios com corpos de prova
montados e testados em condições de operação. Também contribui para o conhecimento
científico na área de desenvolvimento de processos industriais, uma vez que comprova a
eficácia do uso do monitoramento por emissão acústica em instalações hidráulicas sujeitas à
cavitação, principalmente para identificação da cavitação em ambientes onde não se consegue
2 – OBJETIVOS
Objetivo geral:
• Investigar o fenômeno da cavitação e o desgaste de rotores comerciais de bombas
centrífugas submetidos a condições de cavitação utilizando uma montagem de
instalação elevatória típica.
Objetivos específicos:
• Avaliar as características da superfície erodida por cavitação de uma liga de cobre
como material construtivo de um rotor comercial de sistemas de bombeamento de
água, após sujeição ao fenômeno em condições operacionais.
• Identificar parâmetros que permitem a detecção da cavitação em uma instalação
elevatória utilizando procedimentos de monitoramento baseados na avaliação do sinal
3 – REVISÃO BIBLIOGRÁFICA
Novos materiais utilizados pela e
sucesso na utilização de um novo
produção (exploração, metalurgia e
suas condições de uso, garantindo
pelas condições operacionais.
especificamente, os rotores.
Bombas são máquinas capazes d
componentes responsáveis pela pr
em seu eixo e produzem a energ
A SI[1] (Instituto Americano de Pa
que desde 1917 estuda sistemas de
bombas cinéticas (também deno
volumétricas, também chamadas d
Os princípios de funcionamento dos d bombas volumétricas classificam+se c alternativas. As turbobombas são cara impelidores. Os tipos principais são as classificados entre rotores abertos, sem resistência oferecida ao escoamento (r altura manométrica de recalque. A fig
(a)
Figura 3.1 – Tipos de rotores das turb Fonte: Catálogo técnico Bombas Schn A hidrodinâmica baseia+se no princípi permanente, onde a energia será semp regime de escoamento contínuo, o som pressão) é mantido ao longo do circui energias térmicas e sonoras. Desta for cinética e a pressão neste ponto é men um estrangulamento, há menor energi um rotor dentro da voluta da bomba e
ÁFICA
pela engenharia são continuamente desenvolvidos e
novo material em escala comercial dependerá, além
urgia e processo de fabricação mecânica), da melhor a
ntindo durabilidade e respostas favoráveis às alteraçõ
É o caso dos componentes de bombas
azes de produzir fluxo em fluidos líquidos. São, p
ela produção da energia hidráulica. Recebem energ
energia hidráulica. Uma classificação bastante abr
de Padronização) e do Hydraulic Institute (associaçã
as de bombeamento) divide as bombas em dois gran
denominadas hidrodinâmicas, ou turbobombas)
adas de bombas de deslocamento positivo.
dos dois grupos diferem muito, assim como as faixas de o se conforme o movimento do ciclo de trabalho entre rot o caracterizadas pela presença de rotores, também denomi são as bombas axiais e as bombas centrífugas. Os rotores os, semi+abertos ou fechados, conforme as necessidades de ento (respectivamente da menor à maior resistência), cham . A figura 3.1 ilustra os tipos principais de rotores.
(b) c) as turbobombas: (a) fechados (b) semi+abertos e (c) rotore s Schneider[2]
rincípio de conservação de energia, para escoamento em re sempre conservada. O enunciado deste princípio estabele
o somatório das energias cinética (velocidade) e potencia circuito de movimentação do fluido, somadas algumas per sta forma, onde há maior velocidade de escoamento há ma é menor e, em outro ponto, onde há menor velocidade, com energia cinética e maior pressão. A figura 3.2 mostra a dis mba e as energias oriundas do movimento do fluido. Obse
dos e testados. O
além do custo de
elhor adequação a
lterações impostas
bas centrífugas,
São, portanto, os
energia mecânica
te abrangente do
ociação americana
is grandes grupos:
mbas) e bombas
de operação. As tre rotativas e
enominados otores são
des de vazão e a , chamada de
rotores abertos
em regime tabelece que, em
tencial (ou as perdas para há maior energia
de, como antes de a a disposição de
imediatamente antes do difusor, próxi zona de alta pressão capaz de vencer a
Figura 3.2 – Disposiçã regiões de baixa e alta
Fonte: Catálogo técnico B
Na hidrodinâmica a pressão deve
Somando todas as resistências of
necessárias para o fluido atravessa
rugosidade das tubulações, desnív
outras), teremos as pressões de suc
da instalação.
3.1 DESCRIÇÃO DO FE ÔME
O processo de cavitação está assoc
atinge sua pressão de vapor à temp
principalmente na linha de sucçã
entrada da bomba e, nos rotores, d
bolhas podem provocar o arranca
chamado de erosão por cavitação
É muito comum em engenharia o
como, por exemplo, a erosão por
referindo+se ao seu efeito. Essa a
cavitação é erosiva[3]. No caso de
cavitação, serão destacados, diferen
, próximo ao bocal de saída a velocidade é reduzida, forma encer as resistências oferecidas no recalque.
posição de rotores de uma bomba centrífuga, destacan e alta pressão
cnico Bombas Schneider[2]
deve ser compreendida como a resistência oferecid
cias oferecidas ao escoamento do fluido (ou seja,
avessar válvulas, acessórios, vencer a resistência pro
desníveis geométricos, carga para movimentar atuad
de sucção e recalque da instalação, ou seja, a altura m
ÔME O DA CAVITAÇÃO
associado à formação de bolhas de vapor do líquido
à temperatura de trabalho. Em processos de bombeam
sucção de uma instalação, que vai da válvula de p
res, do centro à sua extremidade. A nucleação e o col
arrancamento de material do rotor, tampa e carcaça
ação[3].
aria o uso do termo cavitação para denotar o efeito do
ão por cavitação ou os ruídos associados. Fala+se em
ssa acepção do termo não é totalmente correta, po
aso deste trabalho, os efeitos da cavitação, como a
diferenciando+os do fenômeno da cavitação.
formando uma
stacando
ferecida ao fluxo.
seja, as pressões
ia provocada pela
atuadores, dentre
ltura manométrica
íquido quando ele
beamento ocorre
a de pé e crivo à
e o colapso dessas
arcaça, ao que é
eito do fenômeno,
se em cavitação
ta, pois nem toda
A cavitação é um fenômeno associado à mudança de fase de meios líquidos. Ocorre a partir
de situações onde a pressão de vapor do fluido líquido fica abaixo do ponto de saturação à
determinada temperatura. Durante esse fenômeno, parte da massa líquida evapora nucleando
bolhas. Essas bolhas crescem e entram em colapso. Ao implodirem ou colidirem contra as
paredes das superfícies próximas podem provocar a erosão por cavitação, um desgaste muitas
vezes indesejável em máquinas de fluxo – operatrizes ou motrizes (bombas, turbinas), hélices
de embarcações, distribuidores, etc.. Portanto, quando a pressão do líquido é reduzida a um
valor igual ou abaixo de sua pressão de vapor, começa a formação de pequenas bolhas ou
bolsas de vapor. Como estas bolhas se movem à frente das pás do rotor para uma zona de
pressão mais alta, conforme a figura 3.2, elas entram em colapso rapidamente. O
arrebentamento é tão brusco que gera um ruído violento, como se a bomba estivesse
bombeando cascalho. Por isso, a maneira mais fácil de reconhecer que a bomba está em
processo de cavitação é através do acompanhamento do ruído durante seu funcionamento.
Outra consequência do colapso das bolhas é a retirada de material da superfície (“pitting”)
onde ocorrem as implosões, causando, principalmente, dependendo da intensidade e duração,
a erosão das superfícies próximas, como os rotores, a carcaça e a tampa da bomba. Além
disso, a cavitação normalmente resulta em redução da capacidade volumétrica da bomba, com
redução da vazão recalcada e instabilidade da altura manométrica, além da vibração e de
defeitos mecânicos colaterais.
Segundo Macintyre(4), baseado em estudos de Knapp et al [3], ainda não existe uma definição
única para o mecanismo da erosão por cavitação. Alguns autores[3] relatam que a percussão
das ondas à freqüência de vários milhões de ciclos por segundo durante o colapso das bolhas
atinge as superfícies provocando a erosão. Outros relatam que as alterações periódicas das
pressões durante a implosão dessas bolhas, produzindo micro jatos do fluido, contribuem para
alterações da estrutura dos cristais dos materiais, podendo acarretar o arrancamento do
material das superfícies próximas(3,4). A nucleação e o colapso dessas bolhas podem provocar
o arrancamento de material do rotor, tampa e carcaça, o que é chamado de erosão por
cavitação. Em processos de bombeamento, a cavitação ocorre principalmente na linha de
sucção de uma instalação, que vai da válvula de pé e crivo à entrada da bomba e nos rotores.
A figura 3.3 apresenta uma série de fotografias de uma bolha em colapso próxima a uma
superfície sólida, para um rotor de aço inox sob o efeito da erosão por cavitação. A curva de
pressão da parte superior da figura 3.3 mostra a variação da pressão na superfície em
pressão mostrados nos instantes 6
bolha provocado pela geração do m
Figura 3.3 + Fo próxima de uma bolha.
Fonte: MIRAND
A erosão por cavitação, que é o re
porções de líquido resultantes da
esponjoso e corroído. Isso é resul
liberada dessas partículas, desagre
pequenas depressões. O desgaste p
soltar+se das peças. Cada bolha d
colapso, da ordem de poucos milé
concentradamente, a região afetada
freqüência que pode atingir a o
provavelmente transmitida às supe
pode atingir 1000 atmosferas. Além
repetidas na mesma região metálica
A figura 3.4 mostra, de maneira esq
comuns de posicionamento das b
próxima.
6 e 7 da figura 3.3 correspondem a um mínimo de
o do micro jato.
Fotografias em série do colapso de uma bolha e uma superfície sólida e o gráfico da pressão na
ANDA, 2007[5].
resultado dos choques nas superfícies metálicas d
s da implosão das bolhas, dá à superfície um aspecto
resultado da atuação de forças complexas, oriundas
esagregando elementos de material de menor coesão
aste pode assumir proporções tais que pedaços de mat
olha de vapor assim formada tem um ciclo de cre
s milésimos de segundo e induz altíssimas pressões q
afetada. Knapp et al[3] mencionam que este ciclo é rep
ir a ordem de 25.000 bolhas por segundo e que
s superfícies metálicas adjacentes ao centro de colapso
. Além disso, o caráter cíclico do fenômeno, com açõe
etálica, ocasiona um aumento local de temperatura de
ira esquemática, o colapso e a formação do jato, em tr
das bolhas, nessa ordem: bolha presa na superfície
imo de volume da
olha o na
licas das pequenas
specto rendilhado,
iundas da energia
coesão, formando
de material podem
crescimento e
sões que atingem,
o é repetido numa
e que a pressão
olapso das bolhas
ações mecânicas
ra de até 800ºC.
, em três situações
Figura 3.4 – Esquema do colapso d Fonte: COELHO, 2006[6]
A intensidade da cavitação pode se
escoamento sem a ocorrência d
estabelecimento dos níveis de ca
(bombas, turbinas, válvulas, tubula
possível após a observação de exp
exercem influência importante, o
Ball et al[7], esses níveis e seus efei
a) Cavitação incipiente: representa
se perceptíveis. Os ruídos são leve
desse nível são muito leves e não p
b) Cavitação crítica: para este níve
constante com a produção de ruíd
noise”). Os efeitos prejudiciais
observados para longos períodos d
nível de ruído é aceitável para um s
c) Cavitação com perigo incipient
lapso da bolha próxima a uma superfície
ode ser classificada em níveis distintos, variando de u
ncia do fenômeno, até um nível de maior inte
de cavitação para diferentes equipamentos sujeitos
tubulações) e para cada diferente regime de escoament
experimentos. Ressalta+se que na cavitação os efeit
te, o que representa um grande transtorno para os e
s efeitos são:
esenta o início da cavitação quando seus primeiros efe
o leves e intermitentes. Em muitos casos as vibrações
não produzem maiores efeitos ao funcionamento do si
te nível da cavitação os efeitos são caracterizados por
e ruído contínuo semelhante ao chiado de fritura (“f
iciais da operação sob este nível de cavitação s
odos de tempo de exposição. As vibrações são razoá
a um serviço contínuo.
cipiente: as implosões das cavidades de vapor produ
o de um estado do
r intensidade. O
jeitos à cavitação
amento somente é
s efeitos de escala
a os ensaios. Para
os efeitos tornam+
rações decorrentes
o do sistema.
os por seu regime
(“frying bacon
ção somente são
razoáveis, mas o
relativamente altos e vibrações produzindo pequenos danos físicos. No caso de superfícies
irregulares ou rugosas, os níveis de perigo incipiente e crítico podem ser confundidos, como
ocorre, em muitos casos, no escoamento no interior de válvulas de controle de vazão.
d) Cavitação plenamente estabelecida ou cavitação intensa: nesta condição, a pressão média
imediatamente à jusante da região em análise, alcança valores da pressão de vapor do líquido.
O escoamento é acompanhado de um nível excessivo de ruído e vibrações. A operação de
sistemas nessas condições exige cuidados especiais.
Uma condição particularmente importante, que poderia ser acrescida à divisão dos níveis de
intensidade da cavitação, ocorre quando a bomba opera a baixas vazões, com valores
tipicamente abaixo de aproximadamente 50% da vazão nominal[3]. Esse fenômeno,
potencialmente destrutivo e economicamente ruinoso, é denominado de cavitação pulsante ou,
devido a suas causas, de “colapso do fluxo de massa”.
Basicamente, a cavitação pulsante ocorre a partir de um significativo desalinhamento angular
entre a trajetória do líquido que chega na entrada da bomba e as pás do rotor. Isto é usualmente
mais localizado na borda principal das pás do rotor próxima do diâmetro mais externo da aresta
de sucção. Em muitos rotores, uma recirculação desenvolve+se na região de baixa pressão,
atrás de cada pá, tornando possível o escoamento retornar ao tubo de entrada, na sua região de
diâmetro mais externo, próximo à sua parede. Esta recirculação torna+se progressivamente
mais forte à medida que a vazão é reduzida. Quando a pressão cai atrás da pá e,
simultaneamente, a pressão na região de sucção é suficientemente baixa, ocorre a cavitação. A
cavitação é normalmente suprimida em milésimos de segundo quando entra em uma região
com gradiente de pressão fortemente crescente, para escoamentos através dos canais formados
pelas pás em condições próximas de sua melhor eficiência.
Quando ocorrem a recirculação e o escoamento reverso na tubulação próxima à sucção da
bomba, as bolhas de vapor encontram+se em um gradiente de pressão de pouca intensidade.
Seu ciclo de crescimento e colapso demora relativamente muito mais a ocorrer e isso permite
que haja propagação de bolhas a distâncias consideráveis de volta no tubo de sucção. Para
vazões muito baixas e com uma configuração reta e suficientemente longa da tubulação de
sucção antes da conexão de entrada na bomba, a forma espiral da parte externa do líquido com
bolhas pode deslocar+se a distância equivalente a várias vezes a dimensão do diâmetro da
ocorre isso, a produção de vapor na superfície da pá do rotor é descontinuada pelo escoamento
de retorno da recirculação de bolhas de vapor carregadas pelo líquido. No todo, o processo
torna+se instável. Um movimento periódico pulsante se estabelece e é predominantemente
dependente da freqüência de recirculação do líquido. Tipicamente, esta pulsação tem uma
freqüência de 2 a 10 Hz[3,7]. Em toda região onde existem baixos gradientes de pressão na
tubulação de entrada, essa cavitação pulsante pode persistir. Essa pulsação pode se propagar ao
longo dos canais do rotor e chegar até a região de saída da bomba. Nos rotores de bombas
centrífugas, o escoamento do líquido que entra na região de alta pressão está desprovido de
bolhas de vapor, as quais apareceram, cresceram e se colapsaram, em grande quantidade,
anteriormente, na região de baixos gradientes de pressão e de baixa pressão. Devido à grande
produção de bolhas de vapor, em determinados momentos da cavitação pulsante, o fluxo de
massa líquida torna+se muito pequeno. Isto provoca a interrupção momentânea do processo em
andamento. Quando as bolhas de vapor entram em colapso o fluxo de massa é restabelecido, e
assim sucessivamente, causando um escoamento de massa transitório ao longo do tempo, daí o
nome colapso do fluxo de massa.
Experimentos relatados por Knapp et al[3] revelaram que a intensidade da cavitação pulsante
varia consideravelmente para diferentes tipos de rotores e diferentes configurações de
tubulações de sucção. Os pulsos de pressão resultantes das pulsações do escoamento
produzem, frequentemente, vibrações intensas nas tubulações. As variações abruptas no
empuxo axial e no carregamento de torção no rotor da bomba podem danificar os mancais e,
em alguns casos, ocasionar a ruptura do eixo.
3.2 – CO DIÇÕES OPERACIO AIS DA CAVITAÇÃO
As variáveis de controle de uma instalação elevatória são diversas: características do fluido
(viscosidade, temperatura, massa específica, acidez, alcalinidade, etc.), alturas e distâncias a
percorrer, materiais da bomba e tubulações, acessórios (tipo, quantidade e perda de carga
unitária), velocidades de escoamento, vazão, rotações da máquina de acionamento, vibrações
e balanceamentos, condições e tipos de acoplamentos, temperatura dos mancais, etc. Do
controle dessas variáveis dentro de limites de compatibilidade depende a sua vida útil.
Especificamente à máquina hidráulica, as condições para a ocorrência do processo de
cavitação relacionam+se, fundamentalmente, com as características da bomba (tipo e desenho
pressão atmosférica do local da i
condições operacionais e possibilid
a terminologia do NPSH requerid
instalação. Para aumento da eficiê
em relação ao nível da captação re
curvas de desempenho de suas bom
Isso é chamado de NPSH requerid
mais aprofundada os demais aspec
na língua inglesa, et Positive Suc
A partir daí pode+se definir a cavit
ocorre numa bomba quando o NPS
A figura 3.5 mostra uma imagem em c em sua superfície. Observa+se uma reg concentração de colapsos, chamada de do fluido nas bombas centrífugas, oco ocasionada pela restrição à saída do fl
Figura 3.5 + Fal fechado de latão cavitação
Fonte: Fotografia d
Normalmente as curvas característ
da vazão. Essa curva é uma
experimentalmente, nas bancadas d
e demais testes relacionados à cav
obtenção do NPSHr, é utilizado co Região erodi
pela esteira cavitaçã
l da instalação e temperatura do fluido). Para a av
ssibilidades da ocorrência do fenômeno da cavitação,
querido (NPSHr) pela bomba e o NPSH disponível (
eficiência do sistema, a pressão necessária no interio
ção requer valores cada vez menores. Fabricantes apr
as bombas os valores requeridos para cada condição d
querido (NPSHr). Uma tradução literal não considera
aspectos pertinentes ao fenômeno. O acrônimo NPS
Suction Heat.
avitação como um termo usado para descrever o fen
NPSH disponível em relação ao NPSH requerido é i
m em corte de um rotor fechado com as marcas da erosão p ma região onde o desgaste é mais intenso, acima das pás, o ada de “esteira de cavitação”. Nessa região, próxima ao bo s, ocorre a transformação da energia cinética em energia d a do fluido, reduzindo sua velocidade.
Falha por erosão por cavitação de um rotor latão, destacando a região erodida pela esteira de
rafia do autor
cterísticas de uma bomba incluem a curva de NPSHr
uma característica própria da bomba e pode
cadas de testes dos fabricantes, segundo a norma NBR
cavitação segundo a norma ABNT/ NB 1032. N
como critério a queda de 3% na altura manométri o erodida
esteira de vitação
a a avaliação das
itação, introduz+se
nível (NPSHd) na
interior da bomba
es apresentam nas
ição de operação.
sidera de maneira
o NPSH significa,
r o fenômeno que
é insuficiente.
rosão por cavitação s pás, onde há a ao bocal de saída ergia de pressão,
PSHr em função
pode ser obtida,
NBR/ISO 9906,
32. No teste para
determinada vazão. Esse critério também é adotado pelo HI (Hydraulic Institute) e a norma
API 610 (American Petroleum Institute Standard 610).
A figura 3.6 mostra as curvas características de uma bomba. Os dados são fornecidos pelo
fabricante. Nelas estão disponíveis suas características de desempenho, rendimentos, potência
de acionamento requerida e as curvas de NPSHr, avaliados segundo o fabricante conforme
Figura 3.6 + Curvas característ diâmetros de rotores, cada um ac todos a 3600 rotações por minuto ( Fonte: Catálogo técnico do fabrica Para usuários, torna+se fundamenta
NPSH disponível nas instalações (
cterísticas da bomba Schneider BC23R, 1,25in, um acoplado a motores de potência de acionamento inuto (2 pólos)
abricante Bombas Schneider[9]
mental avaliar o NPSH requerido (NPSHr) pelo equip
ções (NPSHd). Tecnicamente, o NPSHd pode ser def
, com quatro mento diferentes,
o equipamento e o
a altura total de sucção a partir da pressão atmosférica local existente no centro da conexão de
sucção, subtraída a pressão de vapor do líquido a dada temperatura. Em termos
matemáticos[2], a equação 3.1 define o NPSHd:
NPSHd= Patm+hs+ hs+ hi+Pv (3.1)
Onde:
Patm = pressão atmosférica
hs = altura da linha de sucção, medida a partir do eixo da bomba até o nível do fluido
hs = perda de carga na sucção
hi = perda de carga no escoamento interno da bomba (dado do fabricante)
Pv = pressão de vapor do líquido escoado em função da temperatura
Numa condição de sucção satisfatória proporcionada pelo NPSHd, a pressão em qualquer
ponto da linha de sucção nunca deverá ser inferior à pressão de vapor (Pv) do líquido
bombeado. Ou seja, a diferença entre a pressão atmosférica e a pressão de vapor deve ser
maior do que as perdas de cargas na sucção somada à altura de sucção (chamada de altura
manométrica de sucção) e as perdas internas da bomba.
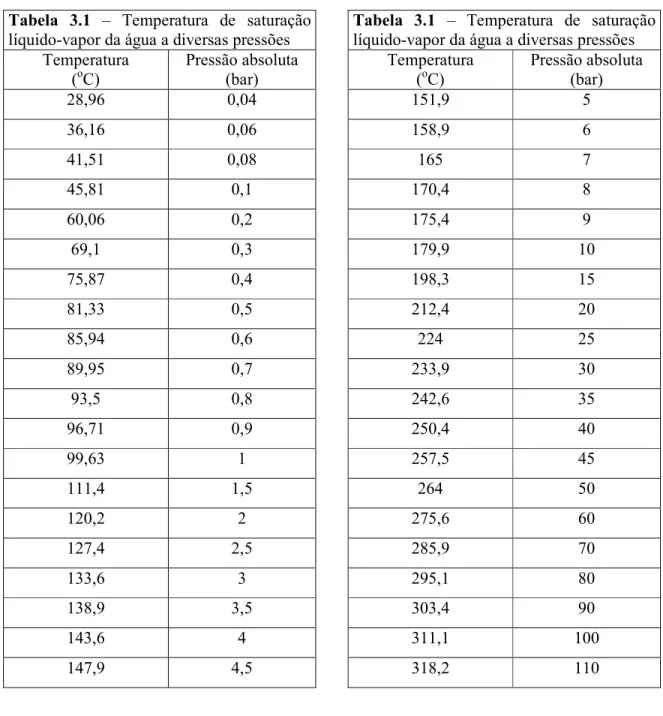
A tabela 3.1 relaciona as pressões de saturação líquido+vapor (ou pressões de vapor) e as
Tabela 3.1 – Temperatura de saturação líquido+vapor da água a diversas pressões
Fonte: Adaptado de VAN, W. e GORDON, J., em Fundamentos da Termodinâmica Clássica, obtidas segundo as fórmulas de Mollier[10].
Tabela 3.1 – Temperatura de saturação líquido+vapor da água a diversas pressões
Temperatura (oC)
Pressão absoluta (bar)
28,96 0,04
36,16 0,06
41,51 0,08
45,81 0,1
60,06 0,2
69,1 0,3
75,87 0,4
81,33 0,5
85,94 0,6
89,95 0,7
93,5 0,8
96,71 0,9
99,63 1
111,4 1,5
120,2 2
127,4 2,5
133,6 3
138,9 3,5
143,6 4
147,9 4,5
Tabela 3.1 – Temperatura de saturação líquido+vapor da água a diversas pressões
Temperatura (oC)
Pressão absoluta (bar)
151,9 5
158,9 6
165 7
170,4 8
175,4 9
179,9 10
198,3 15
212,4 20
224 25
233,9 30
242,6 35
250,4 40
257,5 45
264 50
275,6 60
285,9 70
295,1 80
303,4 90
311,1 100
A figura 3.7 mostra a curva de satu
Figura 3.7 – Curva de satu Mollier[10]
Além do NPSH, outras grandezas
característico adimensional para
Dieter Thoma, servem para avaliaç
Thoma corresponde à relação entr
maior o Fator de Thoma, menor se
nível da sucção para avaliação do f
empírica 3.2[4]
σ φ
onde,
n= rotações da bomba (rpm)
Q= vazão (m3/s)
H= altura manométrica (m)
e φ
,
um fator que depende da rotabombas centrífugas, φ =0,0013 par Pressão
(bar)
de saturação líquido+vapor para a água a até 2,5bar.
e saturação líquido+vapor da água, baseada nas fórmu
ndezas, como o Fator de Cavitação de Thoma (σ),
para a cavitação”, instituído em homenagem ao
avaliação das condições operacionais. Por definição,
o entre o NPSHr e a altura manométrica da instalaç
enor será a altura máxima de instalação da bomba em
ão do fenômeno da cavitação. Ele pode ser expresso p
(3.2)
a rotação específica (nq), com valor atribuído de φ
13 para bombas helicoidais e =0,00145 para bom Te Líquido comprimido
Vapor
superaquecido Linha de saturação
líquido-vapor
fórmulas de
(σ), ou “número
ao pesquisador
, o número de
nstalação. Quanto
ba em relação ao
resso pela fórmula
.2)
=0,0011 para
bombas axiais[4]. Temperatura
O fator de Thoma pode também ser calculado em função da rotação específica (nq , também
chamada de Número de Brauer) [4]
n
(3.3)
Dessa forma, substituindo a expressão do número de Brauer na equação 3.2
σ φn (3.4)
3.3 MÉTODOS DE AVALIAÇÃO DA EROSÃO POR CAVITAÇÃO
Para fins de estudo do comportamento dos materiais expostos ao fenômeno da cavitação,
diversos equipamentos e técnicas foram desenvolvidos nas últimas décadas. A descrição
precisa do comportamento de um componente mecânico exposto à cavitação ainda é assunto
desafiador para muitos pesquisadores. Aparentemente nenhum ainda consegue exprimir
exatamente o que ocorre num componente mecânico real exposto ao fenômeno[3,4,5]. Acontece
que em situações reais, diversos fatores parecem interagir com o fenômeno, como a corrosão
provocada pelas interações do fluido e superfícies, solicitações mecânicas variáveis e
alterações na temperatura do fluido, situações que se tornam complexas para simulação em
laboratórios.
Das técnicas utilizadas, serão apresentados nesta seção os dispositivos vibratórios
ultrassônicos, os túneis de cavitação e as máquinas de discos rotativos.
3.3.1 DISPOSITIVO VIBRATÓRIO ULTRASSÔ ICO
Dos equipamentos de teste mais utilizados para se estudar a erosão por cavitação destaca+se o
dispositivo vibratório ultrassônico. A razão disso é a fácil operação desse equipamento em
relação aos demais e o reduzido tempo de ensaio. Os testes para este tipo de equipamento são
normalizados pela ASTM G32 03[11], estabelecendo, dentre outros, critérios de afastamentos
Esse equipamento consiste de um
no formato de um disco (15,9mm
alta frequência quando imerso em
gera uma condição de pressão nega
e uma pressão positiva propiciando
A figura 3.8 mostra o diagrama
utilizado para testes de erosão por
recipiente de água, um gerador u
vibratório é de titânio e fica posicio
Durante o teste de erosão por cav
pelo gerador ultrassônico, produz u
prova, originado pela flutuação
formados no colapso das bolhas e
a erosão.
1. a. Mandril vibratório 1. b. Gerador ultrassônico
2. Suporte metálico com dispositivo de medição de
3. Reservatório de água. 4. Corpo de prova (ver detalhes)
5. Controlador de temperatura. 6. Estrutura.
7. Isolador acústico.
Figura 3.8 + Esquema do equipam Fonte: MIRANDA, 2007[5]
e um gerador ultrassônico de vibração, onde um cor
,9mm de diâmetro e 5mm de altura) é submetido à v
so em água. A vibração, geralmente numa freqüência
o negativa para o surgimento e crescimento das bolha
ciando o colapso destas bolhas na superfície do corpo
rama esquemático de um equipamento vibratório
o por cavitação. Basicamente, o equipamento é comp
ador ultrassônico e um mandril vibratório. A ponta
posicionada a poucos milímetros da superfície do corp
or cavitação, a alta freqüência do mandril vibratório
oduz um campo de bolhas de cavitação na superfície
ação da pressão. Como resultado, microjatos de
lhas e estes incidem diretamente no corpo de prova, o
ção de altura.
Detalhes do corpo de pr
uipamento vibratório ultrassônico e detalhe do corpo d
m corpo de prova
ido à vibração em
üência de 20kHz,
bolhas no líquido
corpo de prova.
tório ultrassônico
composto por um
ponta do mandril
o corpo de prova.
ratório, provocada
rfície do corpo de
os de fluido são
ova, ocasionando
o de prova
De acordo com Miranda[5], pesquisadores da Universidade Federal de Santa Catarina
estudaram, com este tipo equipamento, a resistência ao desgaste por erosão de finas camadas
de óxido de alumínio depositadas através da técnica de deposição química por vapor (CVD)
em um substrato de aço inox 304. Trabalharam com uma freqüência de 20kHz e uma
temperatura constante da água de 20ºC. A distância entre o corpo de prova e a ponta de titânio
do mandril vibratório foi de 0,8mm. Para comparação, os corpos de prova, com e sem o
revestimento de óxido de alumínio, foram submetidos ao ensaio de erosão e, após
determinados períodos de ensaio, foram medidas as massas dos corpos de prova e traçadas as
curvas comparando a perda de massa em função do tempo de ensaio para cada tipo de
material. Uma primeira conclusão foi que a camada de alumina, quimicamente depositada,
protege o aço inoxidável da erosão por cavitação, pois, após 30 minutos de ensaio, não foram
detectados danos causado pela erosão nestas peças, enquanto que para o aço inoxidável sem o
revestimento foi registrada a presença de erosão, para o mesmo período de ensaio. Uma
segunda conclusão desse trabalho foi que o revestimento adere perfeitamente ao substrato de
aço inoxidável e aumenta a resistência à erosão por cavitação, pois, após 180 minutos de
ensaio, a massa perdida pelo corpo de prova com o revestimento era 7(sete) vezes menor que
a do corpo de prova sem o revestimento. Uma das explicações encontradas foi que o
revestimento suporta a deformação plástica causada pela implosão das bolhas. Espitia e
Toro[12] estudaram, recentemente, a resistência, microestrutura e topografia de materiais
utilizados em componentes hidráulicos utilizando dispositivo ultrassom para geração da
cavitação. Estudaram uma liga de aço inoxidável ASTM A743 nua e revestidas pelo processo
de deposição térmica de pó de ligas de WC/Co+FeNiCr e Cr2O3. Poros, partículas não
fundidas ou parcialmente fundidas destes revestimentos foram evidenciadas na avaliação da
microestrutura. Concluíram que estas falhas encontradas nos revestimentos diminuíram o
desempenho do material quanto à erosão por cavitação, embora tenham alcançado resultados
positivos na proteção contra a corrosão.
Os dispositivos vibratórios ultrassônicos, no entanto, não conseguem representar todas as
variáveis envolvidas no escoamento em condições de cavitação em estruturas e máquinas
hidráulicas, por exemplo. Um dos aspectos que os fazem divergirem das situações reais em
ensaios específicos de rotores de turbobombas é o fato de o corpo de prova permanecer em
3.3.2 TÚ EL DE CAVITAÇÃO
Túneis de cavitação são dutos
passagem do fluido, induzindo a
restrições, que aumentam a veloc
processos de fluxo contínuo. Túne
partes do mundo. Desde Parsons
cavitação em 1895, esses dispos
maiores são de circuitos fechado
polegadas, com velocidade do flui
mostra, em duas vistas, lateral e
porte. Na parte de cima da figura,
da cavitação a partir da variação d
das pressões de entrada e saída de
mostra a disposição dos corpos de
Figura 3.9 + Esquema avaliação em quatro corp Fonte: MIRANDA,2007
ÇÃO
s onde são instaladas barreiras móveis que re
ndo a cavitação devido à queda de pressão causada
velocidade do fluido, conforme a conservação da e
. Túneis de cavitação existem em centros de pesquisa
arsons, citado por Knapp[3], que construiu o primei
dispositivos são utilizados. Atualmente os túneis d
echados, com diâmetro da seção de trabalho de m
do fluido maiores que de 25 metros por segundo[3].
e de topo, o esquema de um túnel de cavitação
figura, observam+se as restrições capazes de alterar a
ação da geometria da restrição (e, consequentemente
ída dessa restrição). Na parte de baixo da figura a v
os de prova e das referências. As medidas estão em ce
uema de um túnel de cavitação de pequeno porte p ro corpos de prova
,2007 [5]
CORPOS DE PROVA
Vista lateral, dispositivo de geometria da do fluido
Vista de topo posicionamen de prova
que restringem a
ausada após estas
o da energia para
quisa em diversas
primeiro túnel de
neis de cavitação
de mais de 40
. A figura 3.9
tação de pequeno
erar a intensidade
mente, a variação
ra a vista de topo
em centímetros.
orte para teral, destacando o tivo de alteração da ria da seção de passagem
No caso de um túnel de cavitação
forma sequencial a fim de obterem
prova estão em distâncias diferent
prova também serão diferentes. Ao
de prova similar, porém de alta r
pressão monitora os pulsos de pres
Em dezembro de 2010, o Instituto
de água, com comprimento de 8 m
equipamentos para testes com cé
controle das condições internas e
particle image velocimetry), uma
medição de campos de velocidad
configurações é utilizado como
cavitação em modelos com escala
geração e colapso de bolhas, o q
avaliação do desempenho destes ro
cavitação de uma hélice de cerca d
Figura 3.10 + Ensaio de bolhas nas arestas das material
Fonte: Imagem IPT (http ensaios_navais_renovad
Existem diversas possibilidades d
normas e procedimentos para a
encontradas normas específicas pa
vitação de pequeno porte, os corpos de provas são i
terem+se condições de cavitação diferenciadas, pois o
iferentes da barreira móvel. Assim as pressões em ca
tes. Ao lado de cada corpo de prova pode ser colocad
alta resistência mecânica, onde um transdutor piez
e pressão produzidos pela cavitação.
tituto de Pesquisas Tecnológicas (IPT, SP) reinaugur
de 8 metros e 6 metros de altura. Esse túnel foi remo
células de carga, manômetros, uma bomba de
as e o sistema de velocimetria por imagem de partícu
, uma técnica que utiliza emissões de feixes de l
ocidade em escoamentos, de forma não+intrusiva.
omo túnel de cavitação. Os ensaios avaliam, entr
escala reduzida de hélices de embarcações. Resultam
s, o que permitem uma boa descrição do evento, b
stes rotores abertos. A figura 3.10 mostra a imagem d
erca de 180 milímetros de diâmetro em teste.
aio de hélice em condições de cavitação: a implosão d s das pás é responsável por vibrações e erosão d
http://www.ipt.br/noticia/274+
novados.htm , acessado em 10/02/2011)
des de ensaios de cavitação assim como um grande
ara a utilização dos túneis de cavitação, porém
para ensaios de rotores de bombas em moviment
s são inseridos de
pois os corpos de
em cada corpo de
olocado um corpo
r piezoelétrico de
augurou seu túnel
i remodelado com
ba de vácuo para
artículas (PIV, de
s de laser para a
Em diversas
, entre outros, a
ultam imagens da
nto, bem como a
gem da nuvem de
losão de são do
rande número de
orém não foram
esse equipamento. Portanto, inde
divergem das situações reais em e
fato de os corpos de prova, no ca
dentro de uma carcaça de bomba
bombas os rotores e o fluido estão
3.3.3 – DISCOS ROTATIVOS
Discos rotativos são dispositivos
montados no corpo de um disco
cavitação ocorre na superfície de
nessa posição são colocados os cor
disco rotativo está inserido dent
acoplado a um motor elétrico que
possui chicanas para minimizar a te
A figura 3.11 mostra um esquema
aproximar as condições reais do es
turbina, por exemplo, já que o dis
como a influência da recirculação
pás, como acontecem nos rotores m
Figura 3.11 Esquema da cavitação
Fonte: MIRANDA, 2007[5
Motor Ro
, independente do tamanho, também os túneis d
s em ensaios específicos de rotores de bombas cent
no caso os rotores, não realizarem o trabalho de bo
omba, ou permanecerem em repouso, enquanto no
estão em movimento, envolvidos pela voluta.
sitivos submetidos a rotação constante com furo
disco e que atuarão como indutores de cavitação. A
cie desse disco, em posição determinada experimen
os corpos de prova a serem submetidos à erosão por c
dentro de uma câmara fechada, com circulação
o que gera o movimento de rotação constante ao disco
zar a tendência à rotação do líquido devido à rotação d
quema deste equipamento, que apresenta a grande v
s do escoamento em uma máquina de fluxo, como um
o disco substituiu o rotor no experimento. No entan
lação do fluido e formação da esteira de cavitação a
tores montados, são de difícil avaliação.
da máquina de disco rotativo para ensaio de ero
[5] Rotação CORPO DE PROVA ᴓ
eis de cavitação
centrífugas pelo
de bombeamento
to no interior das
furos ou pinos
ão. A erosão por
erimentalmente, e
o por cavitação. O
lação de água, e
o disco. A câmara
ação do disco.
nde vantagem de
o uma bomba ou
entanto, questões
ação ao longo das
Miranda[5]construiu uma máquina rotativa de ensaio de erosão por cavitação por discos
rotativos, conforme esquema da figura 3.11. Foram realizados diversos experimentos em um
disco rotativo de 330 mm de diâmetro, acoplado a um motor elétrico de 26kW com uma
rotação constante de 2925rpm. Nesse disco foram colocados seis corpos de prova de 63,5mm
de diâmetro diametralmente opostos. A cavitação foi provocada por pinos e furos de 25,4mm
de diâmetro e 3mm de espessura montados sobre o disco e próximos aos corpos de prova.
Nesse experimento, verificou+se, também, utilizando corpos de prova de alumínio, que
variando a pressão ambiente há uma variação da taxa de erosão. Através do controle da
pressão interna, verificou+se que com o aumento da pressão ambiente a taxa de erosão
diminuiu, mostrando a influência da pressão na cavitação. Também se concluiu que outros
fatores como tempo de exposição e a massa específica do material influem no
desenvolvimento da erosão por cavitação. Foram utilizados corpos de prova de alumínio,
cobre, bronze e aço inoxidável para avaliação do comportamento mecânico. Após
determinados períodos de ensaio, os corpos de prova foram submetidos ao ensaio de dureza
Vickers. Concluíram que, durante a cavitação, os impactos causados pelos micro jatos
provocaram deformação plástica na superfície dos materiais ocasionando um encruamento
superficial nestes corpos de prova. No caso do cobre e do bronze foi constatado que o
encruamento aumentou a dureza dos corpos de prova em 52% e 86%, respectivamente.
3.4 DETECÇÃO DO FE ÔME O DA CAVITAÇÃO
A detecção da cavitação em bombas e turbinas ocorre principalmente através do ruído,
vibração no sistema e perda de rendimento hidráulico associados ao fenômeno. O “Hydraulic
Institute” considera a presença da cavitação comprometedora quando há, para uma
determinada vazão, queda de 3% na altura manométrica de recalque. Esse critério inclusive é
utilizado para a avaliação do NPSH requerido. Outros estudos comprovaram, no entanto, que
a cavitação ocorre mesmo antes dessa queda de pressão[13]. A utilização das relações entre os
cálculos do NPSH requerido e NPSH disponível para a determinação do fenômeno da
cavitação nem sempre é possível na rotina operacional de conjuntos de bombeamento e
turbinas. Isso se deve às variações associadas ao processo, tais como mudanças nas
características de massa específica do fluido, sua temperatura ou mesmo demanda e perdas de
vibrações e controle de temperatura de mancais e tubulações, tem sido a maneira mais comum
de detecção do fenômeno da cavitação.
Segundo Knapp[3], nem toda cavitação gera erosão. A erosão dependerá ainda da resistência
dos materiais construtivos e da intensidade do colapso das bolhas. Talvez devido a esse fato,
mesmo observado o fenômeno, não se tenha conseguido ainda estabelecer a taxa de perda de
material associada ou mesmo a perda do rendimento hidráulico, uma vez que a vazão pode
cair muito pouco em função do tamanho do dano. Para a manutenção, por outro lado, o custo
de reparo pode ser significativamente maior quando detectada a perda de rendimento. Com o
desenvolvimento das pesquisas, com novos modelos de sensoriamento, metodologias e
padronizações de ensaios, alternativas são buscadas para avaliação da cavitação e de seus
efeitos erosivos.
Nesse contexto, a técnica de ensaios por emissão acústica (Acoustic Emission + AE) tem
recentemente ganhado espaço, principalmente para avaliação do efeito erosivo em turbinas
hidráulicas[14]. A partir de uma referência da intensidade dos sinais transmitidos pelos
sensores AE, que varia em função das condições operacionais provocadas pela erosão do
rotor/ turbina, estima+se a grandeza do dano[14]. Cabe salientar, ainda, que a técnica AE é,
majoritariamente, aplicada com sucesso a avaliações de falhas em componentes estacionários
e seus resultados são qualitativos.
3.4.1 UTILIZAÇÃO DE SE SORES DE EMISSÃO ACÚSTICA
Embora as emissões acústicas possam ser criadas em um ambiente controlado, também
podem ocorrer naturalmente. Como meio de controle de qualidade, a origem da AE é difícil
de identificar. Já em 6500 aC, falhas estruturais em objetos de cerâmica produzidos em olarias
rudimentares, principalmente tijolos, ocorridas durante seu resfriamento, eram identificados
através de sons audíveis. Na metalurgia, em torno de 3700 aC, a emissão sonora produzida
pela geminação mecânica de estanho puro durante a deformação plástica (conhecida como o
"grito de lata") foi observada por fundições de estanho na Ásia Menor. As primeiras
observações documentadas de AE parecem ter sido feitas, no século VIII, pelo alquimista
árabe Jabir ibn Hayyan. Hayyan escreveu que Júpiter (estanho) emite um som 'duro' quando

![Figura 3.15 – Superfície analisa WC/Co–FeNiCr comercial: (a) a ultrassônico conforme ASTM G 32 Fonte: ESPITIA e TORO [24]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15713884.631189/49.918.144.777.508.763/figura-superfície-analisa-fenicr-comercial-ultrassônico-conforme-espitia.webp)

