PROYECTO
Maestría en Ingeniería Mecánica-Producción Industrial
Procesos de mejora continua en la industria
papelera
Lucía Pilar Rivera Cunalata
PROYECTO
Maestría en Ingeniería Mecánica-Producción Industrial
Procesos de mejora continua en la industria
papelera
Lucía Pilar Rivera Cunalata
Tesis de Maestría realizada bajo la orientación del Doctor Joel Oliveira Correia Vasco y Jorge Miguel Peralta Siopa, profesores de la Escuela Superior de Tecnología y Gestión del
Instituto Politécnico de Leiria, además con la orientación de Ingeniero Juan Gilberto Paredes Salinas de la Universidad Técnica de Ambato.
iii
Dedicatoria
Dedico mi proyecto de tesis a Dios por haberme dado la vida y la fortaleza para culminar esta nueva etapa de mi vida.
A mis padres José y Susana quienes son la fuente principal de inspiración para seguir adelante, a mis hermanos: Jenny, Vinicio, Amparito, a mis sobrinos Matías y Gabriel que me han apoyado en buenos y malos momentos en el transcurso de mi vida diaria.
iv
v
Agradecimiento
Agradezco a la Universidad Técnica de Ambato por haber confiado en mí y brindado la oportunidad de realizar mis estudios de Posgrado en el Instituto Politécnico de Leiria (Portugal).
Al Instituto Politécnico de Leiria quien me acogió con los brazos abiertos, durante esta etapa de estudio
A mi tutor ecuatoriano de la Universidad Técnica de Ambato Juan Paredes, a mis tutores portugueses del Instituto Politécnico de Leiria: Joel Vasco y Jorge Siopa, quienes compartieron sus conocimientos y me guiaron durante el desarrollo de este proyecto.
A la empresa INDUPAC, especialmente a su gerente general Francisco Ponce, por brindarme su confianza, permitiendo el desarrollo de este proyecto,
Agradezco a Dios por bendecirme y tener dicha de haber compartido nuevas experiencias en otros lugares, además por darme fuerza y valor para superarme y concluir con este proyecto.
A esa personita especial que siempre ha estado conmigo en las buenas y en las malas, brindándome su apoyo incondicional siempre, motivándome en los días de tristeza con el fin de alcanzar una meta más en mi vida.
A mis amigos y compañeros portugueses por el apoyo brindado y de igual manera a mis amigos ecuatorianos.
A mis padres que siempre han estado apoyándome durante este período de estudio, inculcándome valores de respeto y humildad hacia todas las personas que me rodean, a mis hermanas y mi hermano por motivarme cada día para seguir adelante, a mis pequeños sobrinos y a toda mi familia, por su confianza, cariño y apoyo brindado.
Finalmente extiendo un agradecimiento a Dios por bendecirme y tener la dicha de haber compartido nuevas experiencias en otros lugares, además por darme salud, fuerza y valor para superarme y concluir con este proyecto.
vii
Resumen
Ante la necesidad de optimizar los procesos, disminuir tiempos, disminuir desperdicios y evitar reprocesos durante la elaboración de cuadernos en la empresa Industrial Papelera Caicedo Miño Cia. Ltda. INDUPAC, surge la idea de aplicar la metodología Lean y sus herramientas, con el fin de tener una mejora continua para sus procesos; para llevar a cabo dicha actividad, en primer lugar se hizo un recorrido por toda la planta conociendo los procesos de elaboración de cuadernos, que incluyen el diseño de la portada del cuaderno, elaboración de la pasta, elaboración de las hojas, ensamble y empaque.
Después se aplicó la metodología en la que se realizó una selección de alternativas por medio del método de Holmes, dando como resultado la herramienta Value Stream
Mapping VSM, con la que se ejecutó el estudio siguiendo cada uno de los pasos para poder
elaborarlo; uno de los pasos fue seleccionar el producto que va a ser analizado dentro de los tres tipos de cuadernos, y en esta resultó ser el cuaderno cosido, se analizó cada proceso con sus respectivas actividades y se realizó la toma de tiempos con la ayuda de un cronómetro; posteriormente con estos datos se logró determinar cuáles fueron los procesos que generan retrasos dentro de la elaboración de cuadernos, permitiendo proponer alternativas de solución para poder cumplir con la demanda diaria.
Finalmente se desarrollaron las mejoras propuestas lo cual nos permite disminuir el número de operarios a 15 de 20, eliminar desperdicios de transportes innecesarios, el número de turnos diarios de trabajo bajo a dos de tres, dando como resultado el VSM futuro, que nos ha permitido elaborar una hoja de procesos estandarizada de la elaboración de cuadernos cosidos.
Palabras-clave: Lean, Value Stream Mapping, retrasos, desperdicios, cuadernos
viii
ix
Abstract
Given the need to optimize processes, reduce times, reduce waste and avoid reprocessing during the manufacturing of notebooks in the company Industrial Papelera Caicedo Miño Cia. Ltda. INDUPAC, the idea arises to apply the Lean methodology and its tools; to carry out this activity first of all, was made a tour for the plant knowing the process of manufacturing of notebooks, which include the design of the cover page of the notebook, manufacturing of the cover page, manufacturing of the sheets, assembly and packaging.
Then, the methodology was applied in which a selection of alternatives was carried out using the Holmes method, resulting in the Value Stream Mapping VSM tool, with which the study was executed following each one of the steps to be able to elaborate it; one of the steps was to select the product that will be analyzed within the three types of notebooks and in this it turned out to be the sewn notebook, each process was analyzed with its respective activities and time was taken with the help of a stopwatch; later with these data, it was possible to determine which were the processes that generate delays in the manufacturing of notebooks allowing propose alternative solutions to meet the daily demand.
Finally, the proposed improvements were developed, which allows us to reduce the number of workers to 15 of 20, eliminate waste of unnecessary transport, the number of daily shifts of work decreased to two of three, resulting the future VSM, that has allowed us to elaborate a standardized process sheet of the elaboration of sewn notebooks.
x
xi
Resumo
Dada a necessidade de otimizar processos, Reduza os tempos, reduza o desperdício e evite o reprocessamento durante a preparação dos cadernos, reduza os tempos, reduza o desperdício e evite o reprocessamento durante a preparação dos cadernos na empresa Industrial Papelera Caicedo Minho Cia. Ltda INDUPAC, a ideia surge de aplicar a metodologia Lean e suas ferramentas, a fim de melhorar continuamente seus processos; para realizar esta atividade, primeiramente, foi feito um tour de toda a fábrica, conhecendo o processo de preparação de cadernos, que incluem o desenho do caderno elaboração da capa, elaboração das folhas, montagem e embalagem.
Em seguida, aplicou-se a metodologia na qual foi realizada uma selecção de alternativas utilizando o método Holmes, resultando na ferramenta VSM de Mapeamento do Fluxo de Valor, com a qual o estudo foi executado seguindo cada uma das etapas para elaborá-lo; um dos passos foi selecionar o produto que será analisado dos três tipos de cadernos, opto-se pelo caderno costurado, cada processo foi analisado com suas respectivas atividades e o tempo foi tirado com a ajuda de um cronômetro; posteriormente com esses dados foi possível determinar quais eram os processos que geram atrasos na preparação de cadernos, permitindo propor alternativas de soluções para atender a demanda diária.
Finalmente, as melhorias propostas foram desenvolvidas o que nos permite reduzir o número de trabalhadores para 15 de 20, eliminar o desperdício de transporte desnecessário, o número de turnos diários de trabalho em dois de tres, resultando no futuro VSM, o que nos permitiu preparar uma folha de processos padronizados de elaboração de cadernos costurados.
Palavras-chave: Lean, Mapeamento do Fluxo de Valor, atrasos, desperdício, cadernos
xii
xiii
Índice de figuras
Figura 1: Adaptación actualizada de la Casa Toyota (Hernández Matías & Vizán
Idiope, 2013) ... 8
Figura 2: SIPOC (Chinclilla, 2009) ... 14
Figura 3: Los 7 pilares del TPM(Maldonado Villalva, 2008) ... 17
Figura 4: Esquema de un sistema Kanban (Shingo, 1989) ... 18
Figura 5: Gestión visual (Aroca Aparicio, 2002) ... 19
Figura 6: Licencia de cuadernos (Autora) ... 24
Figura 7: Placa de aluminio (Autora) ... 24
Figura 8: Tinta (Autora) ... 25
Figura 9: Cartulinas (Autora) ... 25
Figura 10: Bobinas de papel (Autora)... 25
Figura 11: Hilo (Autora) ... 26
Figura 12: Cinta adhesiva (Autora) ... 26
Figura 13: Cajas de cartón (Autora) ... 26
Figura 14: Cinta de embalaje (Autora) ... 27
Figura 15: Bobina de plástico (Autora) ... 27
Figura 16: Proceso de cuadernos doble anillo, cosidos y grapados (Autora) ... 28
Figura 17: Metodología ... 29
Figura 18: Elaboración de la pasta del cuaderno (Autora) ... 38
Figura 19: Elaboración de las hojas del cuaderno (Autora)... 39
Figura 20: Ensamble del cuaderno (Autora) ... 39
Figura 21: Empaque del cuaderno (Autora) ... 40
Figura 22: Elaboración de la pasta del cuaderno doble anillo (Autora) ... 44
Figura 23: Elaboración de las hojas del cuaderno doble anillo (Autora)... 44
Figura 24: Ensamble del cuaderno doble anillo (Autora) ... 45
Figura 25: Empaque del cuaderno doble anillo (Autora) ... 45
Figura 26: Elaboración de la pasta del cuaderno grapado (Autora) ... 49
Figura 27: Elaboración de las hojas del cuaderno grapado (Autora) ... 49
Figura 28: Ensamble del cuaderno grapado (Autora) ... 50
Figura 29: Empaque del cuaderno grapado (Autora)... 50
xiv
Figura 31: Mapa de procesos con sub-procesos (Autora)... 56
Figura 32: SIPOC de los procesos (1, 2) de cuadernos (Autora) ... 57
Figura 33: SIPOC de los procesos (2, 3) de cuadernos (Autora) ... 58
Figura 34: VSM Actual (Autora) ... 67
Figura 35: Takt Time vs tiempo de ciclo (Autora) ... 69
Figura 36: Cursograma analítico de la elaboración de la pasta del cuaderno (Autora) ... 70
Figura 37: Cursograma analítico de la elaboración de las hojas del cuaderno (Autora) ... 71
Figura 38: Cursograma analítico del ensamble del cuaderno (Autora) ... 72
Figura 39: Cursograma analítico del empaque del cuaderno (Autora) ... 73
Figura 40: VSM con las oportunidades de mejora (Autora) ... 76
Figura 41: Tiempo de ciclo actual tiempo de ciclo futuro (Autora) ... 82
Figura 42: Distribución de planta (Autora)... 83
Figura 43: VSM ACTUAL (Autora) ... 84
xv
Índice de tablas
Tabla 1: Evolución de sistemas productivos (Tejeda, 2011) ... 6
Tabla 2: Lista de técnicas y técnicas asimiladas a acciones de mejora de sistemas productivos (Hernández Matías & Vizán Idiope, 2013) ... 7
Tabla 3: Familia de productos (Rajadell & Sánchez, 2010) ... 10
Tabla 4: Datos de proceso (Rajadell & Sánchez, 2010) ... 11
Tabla 5: Simbología que se utiliza en un mapa de valor (Socconi, 2008) ... 13
Tabla 6: Escala de importancia de la matriz de Holmes (Vilar Barrio, 1999) ... 31
Tabla 7: Matriz de criterios (Autora) ... 32
Tabla 8: Matriz de visualización rápida de recorrido del proceso (Autora) ... 33
Tabla 9: Matriz de fácil identificación de cuellos de botella (Autora) ... 33
Tabla 10: Matriz de facilidad de identificación de actividades que agregan y no agregan valor (Autora)... 34
Tabla 11: Matriz de tiempo de análisis (Autora) ... 34
Tabla 12: Matriz de costo de aplicación de la herramienta (Autora) ... 35
Tabla 13: Matriz de resumen (Autora) ... 35
Tabla 14: Matriz final (Autora) ... 36
Tabla 15: Hoja de procesos de cuadernos cosidos, proceso 1 (Autora) ... 41
Tabla 16: Hoja de procesos de cuadernos cosidos, proceso 2 (Autora) ... 42
Tabla 17: Hoja de procesos de cuadernos cosidos, proceso 3 y 4 (Autora) ... 43
Tabla 18: Hoja de procesos de cuaderno doble anillo, proceso 1 (Autora) ... 46
Tabla 19: Hoja de procesos de cuaderno doble anillo, proceso 2 (Autora) ... 47
Tabla 20: Hoja de procesos de cuaderno doble anillo, proceso 3 y 4 (Autora) ... 48
Tabla 21: Hoja de procesos del cuaderno grapado proceso 1 (Autora) ... 51
Tabla 22: Hoja de procesos del cuaderno grapado proceso 2 (Autora) ... 52
Tabla 23: Hoja de procesos del cuaderno grapado proceso 3 y 4 (Autora) ... 53
Tabla 24: Alternativas de selección del producto (Autora) ... 59
Tabla 25: Actividades de la elaboración de cuadernos cosidos (Autora) ... 60
Tabla 26: Guía para el número de ciclos que se observarán en un estudio de tiempos (Autora) ... 62
Tabla 27: Elaboración de la pasta del cuaderno (Autora) ... 63
xvi
Tabla 29: Ensamble del cuaderno (Autora) ... 64
Tabla 30: Empaque del cuaderno (Autora) ... 65
Tabla 31: Tiempo de ciclo de los procesos de elaboración del cuaderno cosido (Autora) ... 66
Tabla 32: Cálculo del Takt Time (Autora)... 66
Tabla 33: Selección de técnicas para reducir desperdicios (Autora) ... 75
Tabla 34: Diseño de la portada del cuaderno-Futuro (Autora) ... 78
Tabla 35: Elaboración de la pasta del cuaderno-Futuro (Autora) ... 78
Tabla 36: Elaboración de hojas del cuaderno-Futuro (Autora)... 79
Tabla 37: Ensamble del cuaderno-Futuro (Autora) ... 80
Tabla 38: Empaque del cuaderno-Futuro (Autora) ... 81
Tabla 39: Tiempo de ciclo actual y futuro (Autora) ... 81
Tabla 40: Hoja de procesos del cuaderno cosido procesos 1 y 2 (Autora) ... 86
Tabla 41: Hoja de procesos del cuaderno cosido proceso 2 (Autora) ... 87
Tabla 42: Hoja de procesos del cuaderno cosido proceso 4 (Autora) ... 88
xvii
Lista de siglas
SIPOC = Suppliers Input Process Output Customer JIT = Just in time
VSM = Value Stream Mapping
SMED = Single Minute Exchange of Die TPM = Total Productive Maintenance
xviii
xix
Índice
1. Introducción ... 1
1.1. Antecedentes de trabajo ... 1
1.2. Objetivos ... 2
1.3. Estructura del trabajo ... 2
2. Revisión bibliográfica ... 5
2.1. Lean... 5
2.1.1. Principios de Lean Manufacturing ... 6
2.1.2. Herramientas de Lean Manufacturing ... 7
2.1.3. VSM (Value Stream Mapping)... 9
2.1.4. 5 S ... 15
2.1.5. SMED (Single Minute Exchange of Die) ... 16
2.1.6. TPM (Mantenimiento Productivo Total) ... 17
2.1.7. Kanban ... 18
2.1.8. Gestión visual ... 19
2.2. Método “matriz de Holmes” ... 20
3. Caracterización del caso de estudio y metodología ... 23
3.1. Caracterización del caso de estudio ... 23
3.2. La empresa ... 23
3.3. Materia prima ... 24
3.4. Metodología ... 29
4. Metodología aplicada... 31
4.1. Selección de alternativas ... 31
4.2. Selección de la herramienta Lean ... 31
4.2.1. Matriz general de criterios ... 32
4.2.2. Matriz de visualización rápida de recorrido del proceso ... 33
xx 4.2.4. Matriz de facilidad de identificación de actividades que agregan y no agregan valor ... 34
4.2.5. Matriz de tiempo de análisis ... 34 4.2.6. Matriz de costo de aplicación de la herramienta ... 35 4.2.7. Matriz de resumen ... 35 4.2.8. Matriz final ... 35 4.2.9. Aplicación de la herramienta VSM (Value Stream Mapping) ... 37 4.2.10. Levantamiento y descripción de las actividades que se realizan
actualmente en el proceso de cada tipo de cuaderno ... 38 4.2.11. Mapas de procesos ... 54 4.2.12. Cuadro SIPOC ... 57 4.2.13. Selección de la familia de productos a analizar ... 59 4.2.14. Mapa del estado actual ... 60 4.2.15. Medición de indicadores ... 68 4.2.16. Identificación de problemas en el proceso actual ... 69 4.2.17. Selección de técnicas apropiadas para mejorar el proceso ... 74 4.2.18. Mapeo de la cadena de valor de la situación futura ... 75
5. Análisis de resultados ... 77
5.1. Proyección y comparación de indicadores ... 77
6. Conclusiones y Trabajos Futuros ... 90
6.1. Conclusiones finales ... 90 6.2. Trabajos futuros ... 92
Bibliografía ... 93 Anexos... 95 Anexo 1 Hoja de datos de proceso ... 97 Anexo 2 Entrevista ... 99 Glosario... 103
1
1. Introducción
1.1. Antecedentes de trabajo
El Lean Manufacturing (LM) ha sido seguido por todas aquellas empresas que desean aumentar su competitividad en el mercado, obteniendo mejores resultados y a la vez emplear menos recursos.
El objetivo primordial de Lean Manufacturing es eliminar las actividades que no agregan valor al proceso productivo.
Las actividades que no añaden valor son aquellas que no aportan nada al cliente, ni tampoco contribuyen a avanzar en el proceso de producción; este tipo de actividades hacen menos eficiente el proceso de producción. Esta metodología fue pensada únicamente para la producción de automóviles en Japón; sin embargo sus técnicas y principios se han aplicado a una gran variedad de procesos diferentes a éste, tanto de servicios como de manufactura. Además se centra en la sobreproducción, esperas, transporte, inventario, defecto, desperdicio de procesos, movimientos innecesarios y subutilización de la capacidad de los empleados.
A pesar de la diversidad de trabajos en diferentes sectores productivos en todo el mundo, desde automóvil, alimentos, medicina y laboratorios, los principios de Lean han sido menos aplicados en industrias con procesos continuos, en parte debido a ciertas dificultades en la implementación en este tipo de procesos, esto no quiere decir que no se pueda aplicar. La clave del éxito de la metodología Lean Manufacturing es que implica la colaboración y comunicación plena de todos los miembros de la empresa: directivos mandos intermedios y operarios.
Las empresas de cuadernos se encuentran en competencia cada vez más entre sí, lo que les lleva a desempeñarse cada día más y mejor en cumplir con las demandas diarias y en la calidad de sus productos, buscando de este modo optimizar procesos para conseguir reducir tiempos de producción. De este modo se pretende con el desarrollo de este trabajo
2 de Maestría, contribuir de forma positiva para mejorar el desempeño dentro de la empresa de cuadernos.
1.2. Objetivos
En el presente proyecto de Maestría se propone alcanzar los siguientes objetivos:
Conocer la metodología Lean y sus principales herramientas;
Determinar la herramienta Lean aplicable para el análisis de los procesos de producción de la empresa INDUPAC;
Aplicar la herramienta Lean seleccionada, en el análisis de los procesos de producción de cuadernos;
Analizar los procesos y procedimientos para mejorar la producción de cuadernos bajo las herramientas Lean.
1.3. Estructura del trabajo
El presente trabajo está dividido en seis capítulos, que se encuentran estructurados para permitir una mejor comprensión del tema en general.
Cada capítulo explica de una manera clara, que es lo que se va a desarrollar en cada uno de estos, con la finalidad de entender y comprender de qué se trata el proyecto.
El primer capítulo presenta una breve descripción de la estructura del presente trabajo y los objetivos que el autor se propone alcanzar.
3 El segundo capítulo hace un enfoque teórico referente a la metodología Lean Manufacturing: su origen, definición, principios y sus herramientas principales utilizadas para la eliminación de desperdicios dentro de una organización.
El tercer capítulo incluye una breve descripción de la empresa y los materiales que se utilizan para elaborar el producto, además la metodología que se va a seguir durante la ejecución del trabajo, para poder elegir una de las herramientas más adecuadas que se ajuste al estudio.
En el cuarto capítulo se presenta el desarrollo de la metodología, se elige la herramienta adecuada y se incluye todo el trabajo de campo, haciendo una breve presentación de cada tipo de cuaderno que se elabora y de los procesos que se realizan para la elaboración de los mismos, de estos se elegirá el tipo de cuaderno que se tomará para realizar el estudio.
En este capítulo se exponen todas las observaciones que se realizaron durante cada proceso de producción, estas observaciones se las exhiben en tablas, cada actividad con sus tiempos respectivos las cuales nos dan una mejor comprensión de la ejecución del proyecto, dando como resultado la identificación de actividades que agregan y no agregan valor al producto, con el fin de poder plantear mejoras que se consideran adecuadas para los procesos.
En el quinto capítulo se presentan los resultados obtenidos durante el estudio, se implementa las mejoras planteadas en el capítulo anterior con el fin de cumplir los objetivos planteados por el autor, y eliminar las actividades que no agregan valor al producto.
En el último capítulo se presentan las conclusiones que se lograron obtener durante este trabajo, además se presentan recomendaciones para trabajos futuros, que pueden servir de gran ayuda para la empresa.
4
5
2. Revisión bibliográfica
Para el desarrollo de este estudio fue definido como esencial el conocimiento de múltiples conceptos de Lean y sus herramientas.
2.1. Lean
A lo largo de las últimas décadas el Lean ha recibido una gran atención por parte de muchas industrias como manera de obtener objetivos de reducción de desperdicios y mejora continua. Su popularidad en las industrias subió en la década de los 70 y 80 del siglo pasado, teniendo sus raíces en el Sistema de Producción Toyota y otras industrias japonesas, donde académicos junto con técnicos japoneses aprovecharon las condiciones de la posguerra y las características de la población activa de ese país para implementar y validar esa filosofía (Womack, Jones, & Roos, 1993).
El término Lean se popularizó en las publicaciones asociadas a finales de la década de los 80, como lo dice en el libro “La máquina que cambió al mundo” (Womack, Jones, & Roos, 1993).
El Lean se compone de una serie de principios, conceptos y técnicas diseñadas para eliminar el despilfarro y establecer un sistema de producción eficiente, justo a tiempo, que permite realizar entregas a los clientes de los productos requeridos, cuando son requeridos, en la cantidad requerida, en la secuencia requerida y sin defectos.
En la tabla 1 se muestra un resumen de la evolución de los sistemas de producción a través de los años.
6 Tabla 1: Evolución de sistemas productivos (Tejeda, 2011)
Pre-Industria 1890
Producción Artesana Producción en masa 1910 Producción Lean 1980
Ma n o d e o b ra Personal altamente capacitado Personal altamente
especializado Empleados capacitados
Trabajador realiza todos los pasos del proceso
Trabajador solo realiza una tarea
Grupo de empleados trabajando en equipo Personal con conocimientos
en diseño, mantenimiento y materiales
Mano de obra poco calificada
Asignación de responsabilidades
Auto-aprendizaje Profesiones especializadas Derecho de proponer mejoras P ro d u ct
o Productos personalizados Productos estandarizados Enfocado en el cliente Variación en calidad Enfocados en volumen, no
en calidad Buena calidad
Bajo volumen de producción Fáciles de usar y reparar Variedad de productos
A m b ie n te d e tr a b a jo
Gran variedad de trabajos Gerencia toma las
decisiones Respeto por los empleados
Organizaciones descentralizadas
Trabajo repetitivo y monótono
Cortos tiempos de fabricación del producto Maquinaria multipropósito Maquinaria dedicada Mejora continua
2.1.1. Principios de Lean Manufacturing
Implementar Lean Manufacturing no solo se trata de poner en práctica unas cuantas técnicas para mejorar los procesos, comprende un cambio en toda la empresa, desde la materia prima, al producto terminado; de la orden, a la entrega y de desde la idea, a la concepción.
Existen 5 principios que sirven de guía para cambiar de sistema de producción a Lean.
1. Definir el valor desde el punto de vista del cliente: la mayoría de los clientes necesitan comprar una solución, no un producto o servicio.
2. Identificar la corriente de valor: eliminar desperdicios encontrando pasos que no agregan valor, algunos son inevitables, y otros son eliminados inmediatamente.
7 3. Crear flujo: hacer que todo el proceso fluya suave y directamente de un paso que
agregue valor a otro, desde la materia prima hasta el consumidor.
4. Conseguir que el cliente “tire” (PULL): ser capaces de producir por órdenes de los clientes en vez de producir basado en pronósticos de venta a largo plazo.
5. Perseguir la producción: una vez que la empresa consigue los cuatro pasos anteriores, se vuelve claro para aquellos que están involucrados, que añadir eficiencia siempre es posible.
2.1.2. Herramientas de Lean Manufacturing
Para lograr sus objetivos, Lean Manufacturing se apoyan en algunas herramientas (TPM, 5S, SMED, Kanban, Kaizen, Heijunka, Jidoka, etc.) como se presenta en la tabla 2.
Tabla 2: Lista de técnicas y técnicas asimiladas a acciones de mejora de sistemas productivos (Hernández
Matías & Vizán Idiope, 2013)
Las 5S Orientación al cliente
Control Total de Calidad Control estadístico de procesos Círculos de control de calidad Benchmarking
Sistema de sugerencias Análisis e Ingeniería de valor
SMED TOC (Teoría de las restricciones)
Disciplina en el lugar de trabajo Coste basado en actividades Mantenimiento Productivo total Seis Sigma
Kanban Mejoramiento de la calidad
Nivelación y equilibrado Sistema Matricial de Control Interno
Just and Time Cuadro de mando integral
Cero defectos Presupuesto base cero
Actividades en grupos pequeños Organización de bajo aprendizaje Mejoramiento de la Productividad Despliegue de la función de calidad
Automoción (Jidoka) AMFE
Técnicas de gestión de calidad Ciclo Deming Detección, Prevención y
8 Los pilares del Lean Manufacturing son: la filosofía de la mejora continua, el control total de la calidad, la eliminación del despilfarro, el aprovechamiento de todo el potencial a lo largo de la cadena de valor y la participación de los operarios.
Lean es hacer más con menos esfuerzo humano, menos tiempo, menos equipamiento y menos espacio.
De forma tradicional se ha recurrido al esquema de la “Casa del Sistema de Producción Toyota” para visualizar rápidamente la filosofía que encierra el Lean y las técnicas disponibles para su aplicación. Se explica utilizando una casa porque ésta constituye un sistema estructural que es fuerte siempre que los cimientos y las columnas lo sean; una parte en mal estado debilitaría todo el sistema. La figura 1 representa una adaptación actualizada de esta “Casa”. (Hernández Matías & Vizán Idiope, 2013).
9 El techo de la casa está constituido por las metas perseguidas que se identifican con la mejor calidad, más bajo costo, menor tiempo de espera o tiempo de maduración
(Lead-time). Sujetando este techo se encuentran las dos columnas que sustentan el sistema: JIT y Jidoka. El JIT, tal vez la herramienta más conocida del sistema Toyota, significa producir
el artículo indicado en el momento requerido y en la cantidad exacta. Jidoka consiste en dar a las máquinas y operadores de la habilidad para determinar cuándo se produce una condición anormal e inmediatamente detener el proceso. La base de la casa consiste en la estandarización y estabilidad de los procesos: el heijunka o nivelación de la producción y la aplicación sistemática de la mejora continua (Hernández Matías & Vizán Idiope, 2013).
Una de las herramientas básicas de Lean Manufacturing es el VSM (Value Stream
Mapping), el cual nos proporciona de manera gráfica el proceso actual y nos ayuda a
identificar los cuellos de botella, a continuación se presenta una definición completa de esta herramienta.
2.1.3. VSM (Value Stream Mapping)
Según (Socconi, 2008) un mapeo de la cadena de valor es una representación gráfica de todos los elementos que conforman un proceso de (producción e información), permite conocer la situación actual del proceso ya que te ayuda a identificar qué actividades agregan valor al producto.
En el mapa de cadena de valor se puede entender el flujo de la información y de los materiales.
Para (Rajadell & Sánchez, 2010)es una herramienta que nos muestra el flujo de material y de información, permitiéndonos conocer la situación actual del proceso.
Por otro lado autores como (Duggan, 2002) o (Sarkar, 2007), es un método de visualización que nos permite mapear el flujo de valor desde la materia prima hasta el cliente.
10 Objetivos del VSM
Según (Rajadell & Sánchez, 2010) el objetivo es mostrar cómo se puede representar esquemáticamente cualquier proceso productivo, logístico o administrativo, de forma que permita una fácil identificación de las operaciones que aportan valor con respecto a las operaciones que serán consideradas mudas, permitiendo esto priorizar la acción de mejora futura, comprobar el correcto cumplimiento con respecto a la demanda y que deje a la vista al mismo tiempo las posibles dificultades para satisfacerla.
Selección del producto
Para realizar el estudio de la cadena de valor, primero que todo se debe elegir el producto que interese en función de las necesidades que se tengan en ese momento, como tiempo elevado de proceso, sobreproducción, lead time elevado, etc. Será interesante elegir un producto perteneciente a una familia de productos que compartan la mayor cantidad de procesos y por operaciones, ya que de esta forma se aprovecha el estudio no solo para una referencia sino para todo el conjunto (Rajadell & Sánchez, 2010), ver tabla 3.
Tabla 3: Familia de productos (Rajadell & Sánchez, 2010) PROCESOS 1 2 3 4 5 6 7 P R O D U C T O S A x x x x x x Familia de productos B x x x x x x x C x x x x x x D x x x x E x x x F x x x x
Una vez elegido el producto, se debe plasmar cuál es la situación actual de la organización para el desarrollo de este producto, para el mismo se utiliza un formato de Análisis del flujo de proceso. Ver anexo 1.
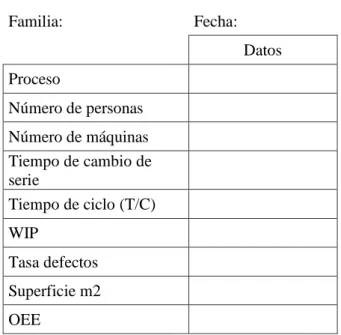
Paralelamente se toma nota de los datos numéricos asociados a cada parte del proceso, como por ejemplo el tiempo necesario, la distancia recorrida, la superficie ocupada, la cantidad de piezas en stock, etc. También se anotan todos los datos referentes a las líneas de producción, como cadencia de trabajo, tiempo de ciclo, etc., utilizando el formato de ‘Hoja de datos de proceso’ cuyo posible formato se adjunta a continuación.
11 Tabla 4: Datos de proceso (Rajadell & Sánchez, 2010)
HOJA DE DATOS DE PROCESO
Familia: Fecha: Datos Proceso Número de personas Número de máquinas Tiempo de cambio de serie Tiempo de ciclo (T/C) WIP Tasa defectos Superficie m2 OEE
(Socconi, 2008) Menciona dos tipos de mapas:
1. Mapa de estado actual: Documento de referencia para determinar excesos en el proceso y documentar la situación actual de la cadena de valor.
2. Mapa del estado futuro: presenta la mejor solución a corto plazo, para la operación, tomando en cuenta las mejoras que se implementarán en el sistema de producción.
Algunas de las mediciones importantes para (Socconi, 2008) y para (Rajadell & Sánchez, 2010) son las siguientes:
Tiempo de ciclo individual: tiempo que dura cada operación, este tiempo a su vez se puede dividir en actividades específicas.
Tiempo de ciclo total: tiempo que duran todas las operaciones, se calcula sumando los tiempos de ciclo individuales de cada operación de un proceso.
Tiempo Takt: es la velocidad a la que el cliente compra el producto, es el tiempo en el que el sistema de producción debe adaptarse para satisfacer la demanda. Otros parámetros del VSM que aparecen en la caja de recolección de datos según (Cabrera Calva):
12 1. Takt Time: es el ritmo al cual debe ser fabricado un producto, para satisfacer la
demanda del cliente; para calcular el Takt Time utilizamos la siguiente ecuación;
2. Tiempo de ciclo (T/C): es el tiempo que pasa entre la fabricación de una pieza o producto completo y la siguiente;
3. Tiempo de valor agregado (VA): es el tiempo de trabajo dedicado a las tareas de producción que transforma el producto de tal forma que el cliente esté dispuesto a pagar por el producto;
4. Tiempo de cambio de modelo (T/O): es el tiempo que toma para cambiar un tipo de proceso a otro, tiempo de puesta a punto, (un cambio de color a otro, etc.); 5. Número de personas (NP):es el número de personas requeridas para realizar un
proceso particular;
6. Plazo de entrega-Lead Time (LT): es el tiempo que se necesita para que una pieza o producto cualquiera recorra un proceso o cadena de valor de principio a fin. 7. % del tiempo funcionando (Uptime): porcentaje de tiempo de utilización o
funcionamiento de las máquinas, confiabilidad de la máquina;
8. Niveles de inventario: cantidad de inventario que hay delante y detrás de cada proceso, se calcula con la siguiente ecuación;
( ) Algunos beneficios que presenta el VSM son:
Ayuda a visualizar el flujo de materiales e información al mismo tiempo
Ayuda a identificar las diferentes fuentes de desperdicio
Forma la base de un plan de mejoras en el proceso
En conclusión un mapa de valor nos sirve para identificar de manera gráfica todas las operaciones e información de una familia de productos que agregan valor, detectar áreas oportunidad, reconocer los desperdicios del proceso y los cuellos de botella.
La simbología utilizada, según (Socconi, 2008), para elaborar un mapa de valor se presenta en la tabla 5.
13 Tabla 5: Simbología que se utiliza en un mapa de valor (Socconi, 2008)
SIPOC
Es una herramienta en formato tabular para caracterizar un proceso o grupo de procesos, a partir de la identificación de elementos claves en los dominios, SIPOC significa:
Fuentes externas: representación clientes y proveedores
Flecha de traslado de proveeedor a la planta o de la planta al cliente
Transporte mediante camión de carga
transporte por tren
Transporte por avión
Operación del proceso
Casillero de datos que se coloca debajo de las operaciones. En él se incluye información como tiempo de ciclo, tiempo de cambio entre productos, fiabilidad del equipo, tiempo disponible por turno , yield, etc.
Flecha de empuje que se utiliza para conectar operaciones en las que el material se mueve mediante un sistema empujar.
Enlace de operaciones basado en la secuencia "primeras entradas, primeras salidas".
Relámpago Kaizen. Sirve para dar a entender que en este punto de la cadenas de valor se debe realizar un evento de mejora enfocado a implementar a herramienta Lean que contenga el relámpago.
14
Suppliers = (Proveedores) cualquier persona que suministre algún insumo o recurso.
Inputs = Entradas (insumos) es todo aquello que se requiera para realizar nuestro proceso, y puede ser desde información, materiales, actividades o recursos.
Process = (Proceso) es un conjunto de actividades o eventos que se realizan o suceden con un fin determinado.
Outputs = (Salidas) es el resultado del proceso.
Customers = (Clientes) es la persona o proceso (interno o externo) que se ve afectada por el resultado del proceso. El objetivo más importante, al cual debemos brindar una solución.
El SIPOC es una herramienta que consiste en un diagrama, que permite visualizar al proceso de manera sencilla y general, este esquema puede ser aplicado a procesos de todos los tamaños y a todos los niveles, incluso a una organización (Chinclilla, 2009). Figura 2.
Figura 2: SIPOC (Chinclilla, 2009)
El diagrama SIPOC ayuda al equipo y al promotor a estar de acuerdo sobre el alcance y los límites del proyecto. Ayuda a los equipos verificar que las entradas del proceso estén en concordancia con las salidas del proceso aguas arriba y expectativas de proceso aguas abajo (George, Rowlands, Price, & Maxey, 2005, pág. 38)
Esta herramienta muestra un mapeo simple del proceso, en esta etapa puede ayudar a asegurar que todos entiendan el proceso central (Brook, 2014)
15 (George, Rowlands, Price, & Maxey, 2005) Nos propone las siguientes actividades clave:
Identificar los límites del proceso y las actividades claves (al menos 6 actividades);
Identificar las salidas claves (Ys) y los clientes de estas salidas, para ello realizar una lluvia de ideas, si se tuvieran muchos enfocarse en unos pocos críticos;
Identificar las entradas (Xs) y proveedores, realizar una lluvia de ideas para saber cuáles son, de igual manera enfocarse en los más críticos;
Identificar parámetros críticos de calidad (CTQ) para las entradas, pasos del proceso y salidas y verificarlas con los datos obtenidos en la siguiente fase.
2.1.4. 5 S
Constituye el primer paso a realizar para transformar un sistema de producción convencional a un sistema de Lean Manufacturing.
Se la conoce como estrategia de las 5S porque representan acciones que son principios expresados con cinco palabras japonesas que comienzan por la letra S. cada palabra tiene un significado importante para la creación de un lugar digno y seguro donde trabajar. Según (Tapping, 2005) estas cinco palabras son:
1. Seiri (Clasificar): retirar del área de trabajo lo innecesario.
2. Seiton (Orden): cada elemento en su lugar y tener un lugar para cada elemento. 3. Seiso (Limpieza): mantener el área de trabajo limpia.
4. Seiketsu (Estandarizar): marcar las pautas óptimas de trabajo.
5. Shitsuke (Disciplina): Las cuatro primeras S no tienen sentido si no se tiene la disciplina correcta para mantenerlas.
Es la primera herramienta a aplicar para llevar a cabo un plan de mejora en la empresa.
16
2.1.5. SMED (Single Minute Exchange of Die)
En español significa cambio de herramentales en un solo dígito de minutos, es decir en menos de 10 minutos.
El tiempo de cambio o de set-up en inglés, es el tiempo que pasa desde que sale la última pieza buena del lote anterior hasta que sale la primera pieza buena de lote siguiente, se concluye que es una actividad que no agrega valor.
Esta herramienta se utiliza cuando se requiere reducir los tiempos de ciclo y aprovechar al máximo la disponibilidad de las máquinas para producir. Esto se puede realizar solo reduciendo el tiempo de cambio de herramentales.
Algunas de las ventajas de esta herramienta, como lo menciona (Socconi, 2008) son las siguientes:
1) Hace posible fabricar gran variedad de productos; 2) Aumenta la capacidad de producción;
3) Reduce las pérdidas de material; 4) Incrementa el número de cambios; 5) Reduce el tamaño de lotes;
6) Disminuye los niveles de inventario; 7) Reduce el tiempo de entrega;
8) Incrementa la flexibilidad para responder ante la demanda de los clientes; 9) Minimiza el tiempo perdido durante el cambio.
Existen etapas para aplicar la herramienta SMED Etapa preliminar: estudio de la operación de cambio Primera etapa: separa tareas internas y externas Segunda etapa: convertir tareas internas en externas Tercera etapa: perfeccionar las tareas internas y externas
17
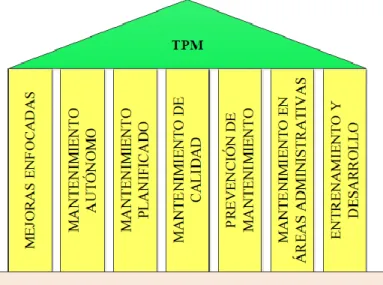
2.1.6. TPM (Mantenimiento Productivo Total)
Es la traducción del TPM (Total Productive Maintenance). El TPM es el sistema japonés de mantenimiento industrial desarrollado a partir del concepto de “mantenimiento preventivo” creado en la industria de los Estados Unidos (Tajiri & Fujio, 1992)
A continuación se presenta algunas ventajas del TPM
1. Mejora la calidad, ya que máquinas más precisas producen partes con menos variación y, por ende, de mejor calidad;
2. Mejora la productividad al aumentar la disponibilidad del equipo;
3. Permite mejorar el servicio a los clientes, y por consecuencia, su confianza; 4. Da continuidad a las operaciones a las operaciones de la planta;
5. Mejora el uso y aprovechamiento de los equipos;
6. Involucra a los operadores en el cuidado y mantenimiento de sus equipos; 7. Reduce significativamente los gastos por mantenimiento correctivo;
8. Reduce el número de defectos y productos rechazados que son generados por máquina en mal estado;
9. Reduce los costos operativos hasta un 30 %. Los pilares de TPM.
18
2.1.7. Kanban
Es una herramienta de producción altamente efectiva y eficiente por medio de tarjetas, las cuales son usadas para que los trabajadores sepan qué están produciendo, qué características lleva, así como qué van a producir después, qué características tendrá y como será transportado. Kanban es una palabra japonesa que significa: “Etiqueta de instrucción” (Shingo, 1989), ver figura 4.
Principios de Kanban
El sistema Kanban funciona bajo ciertos principios, que son los que a continuación se enumeran:
1. Eliminación de desperdicios; 2. Mejora continua;
3. Participación plena del personal; 4. Flexibilidad de la mano de obra; 5. Organización y visibilidad.
19
2.1.8. Gestión visual
Es un proceso que permite que la información fluya de forma eficaz y eficiente dentro de una organización, tornando los procesos visibles, lógicos e intuitivos (Pinto, 2009b). Así la información de procesos de producción, instrucciones de mantenimiento o actividades diarias en un formato visual, debe colocarse en los lugares donde es necesaria y de mayor visibilidad.
La visualización de los datos sobre el desempeño y objetivos a obtener es también considerada relevante, indicando primero los datos seguidos de los objetivos. Estos deben ser previamente discutidos, así como dadas las razones por las cuales los objetivos son alcanzables.
(Silva, 2008) la considera como una herramienta potente de largo plazo de apoyo al Lean, que debe ser utilizada para mejorar y para mantener el desempeño, y nunca como medio de “exhibición”. Esta herramienta es fundamental también para el proceso de cambio de una empresa, porque permite una mayor comprensión sobre los cambios y consecuentemente un mayor desempeño de todos los colaboradores.
La gestión visual no está limitada a cuadros de indicadores, símbolos instructivos o señales de precauciones, más a un conjunto de técnicas que contemplan la información en los sistemas operativos, de forma a agregar valor a cada tarea a ser ejecutada. Es la mejor manera de homologar y mantener enterados a todos los involucrados de los avances, así como las actualizaciones que existan; la clave está en saber comunicar la información en pocas palabras y hacer anuncios llamativos y fáciles de entender (Aroca Aparicio, 2002), figura 5.
20
2.2. Método “matriz de Holmes”
La “matriz de Holmes” o matriz de priorización es una herramienta muy útil para priorizar actividades o características de un servicio o producto. En todo proyecto es necesario decidir que es más importante, para ello se identifica un conjunto de temas claves y luego generar cuáles son las alternativas para realizar una selección de las posibles opciones, este método es desarrollado por (Vilar Barrio, 1999).
A continuación se describe lo que es la matriz de Holmes
Es una sencilla matriz en L;
Las operaciones van a conformar las filas de una matriz;
Los criterios van a conformar las columnas de la misma matriz.
1. Los criterios de ponderación van mediante el consenso del equipo:
Criterio más importante se le asigna un valor igual a 0,1;
Criterio menos importante se le asigna un valor igual a 0,4.
Lo que significaría que el equipo considera que este último es cuatro veces más importante que el primero.
2. Las opciones se ordenan como un grupo y no en base a una comparación sistemática de cada opción con el resto. Esta ordenación puede realizarse mediante:
a) Consenso abierto;
b) Cualquier esquema de ordenación; c) La técnica de los grupos nominales.
21 Construcción
1. Construcción de una matriz en L combinando las opciones y los criterios a aplicar
En base al resultado de menor nivel de detalle de un diagrama de árbol, se listan las opciones que se desean priorizar en las filas de la matriz.
2. Establecer prioridad de criterios
Mediante el consenso del grupo, establecer prioridades entre los criterios seleccionados, alcanzando acuerdos en lo que respecta al valor de ponderación de importancia de cada uno.
Existen distintos métodos, pero el proceso recomendado de establecimiento de prioridades consiste en realizar un primer análisis para establecer las áreas generales de acuerdo/desacuerdo. La técnica de grupo nominal es un método popular para alcanzar este objetivo.
3. Ordenar las opciones en base a cada criterio
Cuando hay que ordenar un número relativamente alto de opciones, es necesario utilizar un proceso que sea estructurado. El método más popular de nuevo es la técnica del grupo nominal. Los pasos serían los mismos que en la etapa anterior. Sin embargo, en lugar de utilizar valores ponderados, las opciones serán sencillamente ordenadas para cada criterio.
4. Calcular la puntuación de importancia individual para cada opción bajo cada criterio
Realice este cálculo multiplicando el valor de orden de la opción por el valor de ponderación del criterio. Para calcular la puntuación de ordenación total para todos los criterios, sume las puntuaciones por filas. La opción con la puntuación total más alta será la de mayor prioridad.
22
23
3. Caracterización
del
caso
de
estudio
y
metodología
En este capítulo se detalla parte de la empresa y la metodología que se va desarrollar durante el proyecto.
3.1. Caracterización del caso de estudio
La empresa INDUPAC, situada en la Provincia de Tungurahua, cantón Ambato, se caracteriza como una empresa industrial cuya actividad principal es la elaboración de cuadernos.
3.2. La empresa
En el año de 1983 se construyó la empresa Industrial Papelera Caicedo Miño Cia. Ltda.; INDUPAC se dedica a actividades de encuadernación de hojas impresas para la confección de libros, folletos revistas, catálogos etc. Ya sea este mediante el colado, cortado, ensamblado, engomado, compaginado, hilvanado (cosido), encuadernado con adhesivos, estampado en oro, encuadernación espiral etc. (tomado de la página de INDUPAC).
Al inicio la empresa tenía categoría de pequeña industria, siendo su principal actividad la fabricación de cuadernos cosidos; sus propietarios el Sr. Víctor Hugo Caicedo Mier y la Sra. Nelly Miño de Caicedo en un pequeño local con maquinaria independiente, así como también escaso número de trabajadores. Los cuadernos son un producto de consumo masivo, fue extendiéndose cada día más gracias a la colaboración de todos los
24 socios y en enero de 1984 se instaló en la Planta Industrial ubicada en la Av. Pasteur y Grecia; las ventas se realizaron en el ámbito nacional y desde el año 2002 se exporta a Colombia. La calidad en los productos y el servicio ha convertido a INDUPAC, en una de las empresas líderes en producción de cuadernos en el Ecuador.
3.3. Materia prima
Para la elaboración de un cuaderno se utiliza diferente materia prima como es: a) Licencias de los cuadernos: no es más que el modelo de un cuaderno con su
respectivo diseño, la misma que tiene una vigencia aproximada de 2 años, una vez que esta licencia caduque se la puede renovar, pagando nuevamente su costo debido, una licencia se muestra en la figura 6.
Figura 6: Licencia de cuadernos (Autora)
b) Placas de aluminio: que sirven para imprimir el diseño del cuaderno, tiene la siguiente medida: 103 cm X 79 cm. Como se muestra en la figura 7.
25 c) Tintas: son aquellas que sirve para la impresión de pastas ya sea este con un logotipo, figura, etc. Además también se las utiliza para la impresión de hojas, las tintas son de 4 colores: magenta, cian, negro y amarillo, ver figura 8.
Figura 8: Tinta (Autora)
d) Cartulinas: sirven para la impresión de las pastas del cuaderno, su medida varía dependiendo del tipo del cuaderno, estas figuras se muestran en la figura 9.
Figura 9: Cartulinas (Autora)
e) Papel: son bobinas de papel que sirven para formar las hojas que conforman un cuaderno, las mismas que tienen que ser rayadas de acuerdo al requerimiento del cliente, ver figura 10.
26 f) Hilo: es aquel que sirve para hilvanar (coser) las hojas del cuaderno en grupos de
100 hojas, éste es de color blanco, figura 11.
Figura 11: Hilo (Autora)
g) Cinta adhesiva: es aquella que sirve para cubrir la parte cosida del cuaderno, dando una mejor apariencia, puede ser en color azul o negra, tiene un ancho de 3,8 cm figura 12.
Figura 12: Cinta adhesiva (Autora)
h) Cartón: son cajas de cartón que sirven para empacar el producto terminado, la misma que lleva las características del cuaderno que es empacado, su respectiva cantidad y el diseño; ver figura 13.
27 i) Cinta de embalaje: es aquella que se utiliza para embalar las cajas una vez que estas se encuentren llenas con la cantidad designada de cuadernos, a continuación se puede observar la figura 14.
Figura 14: Cinta de embalaje (Autora)
j) Bobina de plástico: son aquellas que nos sirven para realizar bultos con cantidades de cuadernos, y una vez que se encuentre listo el producto, poderlos empacar por grupos, figura 15.
Figura 15: Bobina de plástico (Autora)
Se identifican tres tipos de cuadernos más relevantes dentro de la empresa los cuales son: cuadernos doble anillo o denominados académicos, cosidos y grapados, para los cuales se han identificado los procesos que se realizan para en uno de estos, ver figura 16, la misma que muestra un breve resumen de cómo se desarrolla cada uno de estos productos e indica la máquina por la cual pasa las partes del cuaderno para finalmente ser ensamblado.
28 Figura 16: Proceso de cuadernos doble anillo, cosidos y grapados (Autora)
29
3.4. Metodología
En este capítulo se presenta la metodología que va a ser utilizada durante el desarrollo del proyecto; esta fue definida teniendo presente los conceptos teóricos descritos en el capítulo 2.
En la figura 17 se presenta la metodología que se va a aplicar durante el desarrollo del proyecto.
30
31
4. Metodología aplicada
Siguiendo la metodología presentada en el capítulo 3 el presente capítulo será dedicado al desarrollo y aplicación de la misma, procurando responder a los objetivos propuestos para este trabajo.
4.1. Selección de alternativas
A continuación se realizará la selección de la herramienta Lean adecuada para para el desarrollo de este proyecto, por lo tanto, para comparar la importancia relativa de cada criterio con respecto a los demás, se utiliza la escala mostrada en la tabla 6.
Tabla 6: Escala de importancia de la matriz de Holmes (Vilar Barrio, 1999)
Igual en importancia 1
Más importante 5
Significativamente más importante 10
Menos importante 1/5=0,2
Significativamente menos importante 1/10=0,1
4.2. Selección de la herramienta Lean
La selección de alternativa se lo realizará entre las herramientas Lean mencionadas en el capítulo 2 como son VSM, SMED, 5S, TPM, Kanban y Gestión Visual; para obtener la mejor alternativa, la matriz se le va a evaluar con los siguientes criterios:
Costo de aplicación de la herramienta;
Visualización rápida del recorrido del proceso;
Fácil identificación de cuellos de botella;
32
Tiempo de análisis;
Costo de aplicación de la herramienta
4.2.1. Matriz general de criterios
Para llenar la matriz de criterios generales, comparamos cuán importante es cada criterio respecto a los demás criterios asignándoles un valor. Ver tabla 7.
Tabla 7: Matriz de criterios (Autora)
CRITERIO Visualización rápida de recorrido del proceso Fácil identificación de cuellos de botella Fácil identificación de actividades que agregan/no agregan valor
Tiempo de análisis Costo de aplicación de la herramienta Suma Ponderación % Visualización rápida de
recorrido del proceso 10 10 5 1 26 0,513 51%
Fácil identificación de
cuellos de botella 0,1 10 1 1 12,1 0,239 24%
Facilidad de identificación de actividades que agregan
y no agregan valor 0,1 0,1 1 5 6,2 0,122 12% Tiempo de análisis 0,2 1 1 1 3,2 0,063 6% Costo de aplicación de la herramienta 1 1 0,2 1 3,2 0,063 6% TOTAL 50,7 1 100%
33
4.2.2. Matriz de visualización rápida de recorrido del
proceso
Tabla 8: Matriz de visualización rápida de recorrido del proceso (Autora)
Visualización rápida de recorrido
del proceso
VSM SMED 5S TPM Kanban Gestión
Visual Suma Ponderación %
VSM 10 10 10 5 5 40 0,522 52% SMED 0,1 0,2 0,2 0,2 0,2 0,9 0,012 1% 5S 0,1 5 1 1 1 8,1 0,106 11% TPM 0,1 5 1 1 1 8,1 0,106 11% Kanban 0,2 5 1 1 5 12,2 0,159 16% Gestión Visual 0,2 5 1 1 0,2 7,4 0,096 10% TOTAL 76,7 1 100%
4.2.3. Matriz de fácil identificación de cuellos de botella
Tabla 9: Matriz de fácil identificación de cuellos de botella (Autora)
Fácil identificación de cuellos de botella
VSM SMED 5S TPM Kanban Gestión
Visual Suma Ponderación %
VSM 10 10 10 5 5 40 0,490 49% SMED 0,1 1 1 1 1 4,1 0,050 5% 5S 0,1 1 5 1 5 12,1 0,148 15% TPM 0,1 1 0,2 0,2 0,2 1,7 0,021 2% Kanban 0,2 1 1 5 10 17,2 0,211 21% Gestión Visual 0,2 1 0,2 5 0,1 6,5 0,080 8% TOTAL 81,6 1 100%
34
4.2.4. Matriz de facilidad de identificación de actividades
que agregan y no agregan valor
Tabla 10: Matriz de facilidad de identificación de actividades que agregan y no agregan valor (Autora)
Fácil identificación de
actividades que agregan/no agregan valor
VSM SMED 5S TPM Kanban Gestión
Visual Suma Ponderación %
VSM 1 1 5 5 10 22 0,364 36% SMED 1 1 5 1 5 13 0,215 21% 5S 1 1 0,2 1 1 4,2 0,069 7% TPM 0,2 0,2 5 0,2 0,2 5,8 0,096 10% Kanban 0,2 1 1 5 1 8,2 0,136 14% Gestión Visual 0,1 0,2 1 5 1 7,3 0,121 12% TOTAL 60,5 1 100%
4.2.5. Matriz de tiempo de análisis
Tabla 11: Matriz de tiempo de análisis (Autora)
Tiempo de
análisis VSM SMED 5S TPM Kanban
Gestión
Visual Suma Ponderación %
VSM 5 1 5 1 1 13 0,248 25% SMED 0,2 0,2 1 1 1 3,4 0,065 6% 5S 1 5 5 1 5 17 0,324 32% TPM 0,2 1 0,2 1 5 7,4 0,141 14% Kanban 1 1 1 1 5 9 0,172 17% Gestión Visual 1 1 0,2 0,2 0,2 2,6 0,050 5% TOTAL 52,4 1 100%
35
4.2.6. Matriz de costo de aplicación de la herramienta
Tabla 12: Matriz de costo de aplicación de la herramienta (Autora)
Costo de aplicación de la
herramienta
VSM SMED 5S TPM Kanban Gestión
Visual Suma Ponderación %
VSM 1 5 1 1 1 9 0,210 21% SMED 1 1 1 1 1 5 0,117 12% 5S 0,2 1 0,2 1 1 3,4 0,079 8% TPM 1 1 5 5 1 13 0,304 30% Kanban 1 1 1 0,2 5 8,2 0,192 19% Gestión Visual 1 1 1 1 0,2 4,2 0,098 10% TOTAL 42,8 1 100%
4.2.7. Matriz de resumen
Tabla 13: Matriz de resumen (Autora)
RESUMEN Visualización rápida de recorrido del proceso Fácil identificación de cuellos de botella Fácil identificación de actividades que agregan/no agregan valor Tiempo de análisis Costo de aplicación de la herramienta VSM 0,522 0,490 0,364 0,248 0,210 SMED 0,012 0,050 0,215 0,065 0,117 5S 0,106 0,148 0,069 0,324 0,079 TPM 0,106 0,021 0,096 0,141 0,304 Kanban 0,159 0,211 0,136 0,172 0,192 Gestión Visual 0,096 0,080 0,121 0,050 0,098
4.2.8. Matriz final
Para obtener la matriz final se multiplica entre los valores de ponderación de la matriz general de criterios, con los valores (ponderación) obtenidos del análisis de cada criterio con respecto a las seis herramientas mencionadas anteriormente, ver tabla 14.
36 Tabla 14: Matriz final (Autora)
RESUMEN Visualización rápida de recorrido del proceso Fácil identificación de cuellos de botella Fácil identificación de actividades que agregan/no agregan valor
Tiempo de análisis Costo de aplicación de la herramienta TOTAL ELECCIÓN VSM 0,267 0,251 0,186 0,127 0,108 0,940 Primera SMED 0,003 0,012 0,051 0,015 0,028 0,109 Tercera 5S 0,013 0,018 0,008 0,040 0,010 0,089 Cuarta TPM 0,007 0,001 0,006 0,009 0,019 0,042 Sexta Kanban 0,010 0,013 0,009 0,011 0,012 0,055 Quinta
Gestión Visual 0,096 0,080 0,121 0,050 0,098 0,445 Segunda
Según la selección de alternativas por el “método de Holmes” el resultado de la selección que se obtuvo es la herramienta VSM (Value
Stream Mapping) ya que alcanzó un valor total de 0,940, lo que se considera como mejor opción.
En vista de que la herramienta VSM es la mejor opción, vamos a seguir los siguientes pasos para desarrollar este proyecto y p oder cumplir con los objetivos planteados anteriormente.
37
4.2.9. Aplicación de la herramienta VSM (Value Stream
Mapping)
Para aplicar esta herramienta se toma como referencia lo siguiente:
Un artículo científico Aplicación de la herramienta Value Stream Mapping a una empresa embaladora de productos de vidrio de (Paredes Rodriguez, 2017).
La Tesis “Análisis de Despilfarros Mediante la Técnica Value Stream Mapping (VSM) en la Fábrica de Calzado LENICAL” de (Masapanta Serpa, 2014).
Una guía de un Seminario de la Fundación Calidad y Productividad de (Restrepo, 2009).
Los mismos que nos servirán de gran ayuda para el desarrollo del proyecto y así cumplir con los objetivos planteados.
Durante el desarrollo de esta técnica, en primer lugar es necesario conocer el proceso para tener una idea clara de cómo se realiza cada proceso, que materiales utiliza y cómo los utiliza, la maquinaria que ocupa para realizarlo, lo que implicará una observación directa durante las actividades que se ejecutan para el producto, además entrevistas a los operadores y jefe de producción.
Al iniciar con el estudio, primeramente se entró a la fábrica a conocer el proceso de la elaboración de cuadernos, observando cada una de las actividades que se realizaban.
INDUPAC elabora tres tipos de cuadernos que vendrían a ser los más importantes dentro de la vida de un estudiante, como son: grapados, cosidos y los de doble anillo denominados también académicos.
Para elaborar un VSM es necesario aplicar diferentes pasos que nos ayuden a determinar los problemas existentes dentro del proceso productivo y poder eliminarlos, los mismos que se van describiendo y a la vez desarrollándolos.
38
4.2.10. Levantamiento y descripción de las actividades que
se realizan actualmente en el proceso de cada tipo
de cuaderno
El cuaderno cosido es de suma importancia, que nos sirve para diferentes actividades inclusive para plasmar nuestras ideas, está compuesto de una serie de actividades que se realizan en distintos puestos de trabajo agrupados en cuatro procesos que vienen a ser los siguientes:
1. Elaboración de la pasta del cuaderno: este proceso se da inicio con un diseño ya elaborado que se denomina licencia, este modelo debe ser copiado en su totalidad el programa Photo-shop® y con la ayuda de un computador, después este diseño será enviado para ser revisado y aprobado, una vez que ya se encuentre aprobado se envía a otro computador para ser impreso en un juego de placas de aluminio, este juego consta de cuatro placas cada una representa a un color primario, como es: cian, magenta, negro y amarillo; después de impresas las mismas, se trasladan a la máquina Speed máster para imprimir la pasta del cuaderno y posteriormente barnizarla, el juego de placas puede alcanzar para un sinnúmero de impresiones, dependiendo del mantenimiento que se les da a estas, como realizar la limpieza debida con su respectivo cuidado después de imprimir las pastas, en la figura 17 se muestra este proceso;
39 2. Elaboración de las hojas del cuaderno: en este proceso la principal materia prima es las bobinas de papel, que se instala en la rayadora, en la que hay que cambiar su base de caucho, dependiendo del tipo de línea que desee el cliente, puede ser: cuadros, líneas, parvularios, etc. Después se coloca la tinta igualmente depende del color que necesita el cliente y se procede con la elaboración de las hojas, estas hojas son cortadas y separadas en grupos de 100 hojas para formar el cuaderno, la figura 18 muestra el proceso de elaboración de las hojas del cuaderno;
Figura 19: Elaboración de las hojas del cuaderno (Autora)
3. Ensamble del cuaderno: en este proceso se toma la pasta junto con las hojas y se coloca en la máquina que realiza el cosido, pegado de cinta y doblado del cuaderno, a continuación una persona se encuentra apilando los cuadernos que salen de la máquina para proceder a poner un peso para que el cuaderno tome forma, como se menciona más adelante salen grupos de 3 cuadernos, los que son trasladados hacia la guillotina para ser cortados individualmente en su medida y redondeado sus esquinas, figura 19;
40 4. Empaque del cuaderno: este es el último proceso en el cual se toman los cuadernos ya terminados, se forma grupos de 12 cuadernos intercalados de 6 en 6 y se embala con plástico con la ayuda de una máquina, una vez realizados estos grupos se procede a colocar 6 grupos, es decir 72 cuadernos en cada caja de cartón y a sellarlas con cinta de embalaje, además se coloca una hoja en donde se encuentra la cantidad, el tipo y el destino del cuaderno, este proceso se presenta en la figura 20.
Figura 21: Empaque del cuaderno (Autora)
Cabe recalcar que dentro de los procesos de elaboración de la pasta del cuaderno, elaboración de las hojas y el ensamble, se lo realizan para tres cuadernos de diferente motivo, debido a que el pliego de cartulina es de la medida de 74,7 cm.
Es necesario conocer todas las actividades que se involucran dentro de la elaboración de un cuaderno cosido y detallarlas, para esto se elabora una hoja de procesos con su respectiva fotografía en cada proceso, tratando de tener una mejor visión e idea clara de cómo se elabora un cuaderno, ya que esta hoja de procesos contiene las actividades, sub-procesos y sub-procesos de cada uno.
A continuación se puede observar en las tablas 15, 16 y 17; estos procesos de los cuadernos cosidos.