Rafael Pereira Gomes
Misturas Betuminosas Modificadas
com Borracha a Temperatura Moderada
Rafael Pereira Gomes
Setembro de 2014 UMinho | 201 4 Mis tur as Be tuminosas Modificadas com Bor rac ha a T em per atur a Moder ada
Setembro de 2014
Dissertação de Mestrado
Ciclo de Estudos Integrados Conducentes ao
Grau de Mestre em Engenharia Civil
Trabalho efetuado sob a orientação do
Professor Doutor Jorge Carvalho Pais
Rafael Pereira Gomes
Misturas Betuminosas Modificadas
iii
Agradecimentos
A concretização desta dissertação de mestrado assenta numa conjunção de meios, disponibilizados pela Universidade do Minho, bem como no empenho de diferentes intervenientes, pelo que pretendo manifestar o meu profundo reconhecimento e agradecimento.
Deste modo, começo por agradecer ao meu orientador, Doutor Jorge Carvalho Pais, Professor do Departamento de Engenharia Civil da Universidade do Minho, pelo contributo e orientação, através dos seus profundos conhecimentos sobre o tema. Ao professor Jorge Pais agradeço o apoio e disponibilidade demonstrados.
Ao Engenheiro Carlos Palha, Técnico responsável pelo Laboratório de Vias de Comunicação da Universidade do Minho, agradeço o apoio, troca de opiniões e disponibilidade demonstrada.
Igualmente ao Hélder Torres, Técnico de Laboratório de Vias de Comunicação da Universidade do Minho, agradeço a dedicação e disponibilidade demonstrada.
A todos os que se mostraram disponíveis para ajudar expresso os meus sinceros agradecimentos.
Para finalizar e sem qualquer tipo de hierarquização pois é graças ao seu incondicional amor e apoio que aqui cheguei, quero agradecer à minha família.
v
Resumo
Este trabalho resulta da junção de duas técnicas de produção de misturas betuminosas. Estas técnicas apareceram devido à crescente preocupação com o meio ambiente e também devido à necessidade de melhorar as caraterísticas das misturas betuminosas devido ao rápido aumento dos volumes de tráfego.
A necessidade de otimizar o desempenho das misturas deu-se, devido não só ao aumento do volume de tráfego, mas também devido ao aumento da sua agressividade. Outro motivo para o desenvolvimento desta técnica é o ambiental, pois com o crescente número de veículos a circular nas estradas começaram a acumular-se milhões de pneus em fim de vida (end of life tyres, ELTs). Estes pneus estavam assim entre as maiores e mais problemáticas fontes de desperdício, e visto a maior parte dos países dependerem de aterros para os depositar, o risco para a saúde humana e ambiental era real. Começaram, assim, a aparecer técnicas de fabrico de betume modificado com borracha (BMB). Estas tinham em vista melhorar as características do betume, das misturas betuminosas produzidas com este, e também evitar a degradação do meio ambiente devido ao recurso de aterros.
Com o grande aumento dos preços dos combustíveis e a preocupação com a racionalização de recursos desenvolveu-se uma série de técnicas com o objetivo de reduzir a temperatura de fabrico das misturas betuminosas. Surgiram assim as misturas betuminosas temperadas (MBT). Como para a produção de misturas com betume modificado com borracha é necessário temperaturas mais elevadas do que nas misturas tradicionais, recentemente, tem-se tentado produzir misturas betuminosas modificadas com borracha a temperaturas mais baixas graças à utilização das já referidas técnicas de MBT.
Neste trabalho, primeiramente, realizou-se um enquadramento temático abordando a história, técnicas, vantagens e desvantagens, tanto das MBT como das misturas modificadas com borracha e da junção das duas técnicas. De seguida, procedeu-se ao fabrico de uma mistura betuminosa modificada com borracha de referência, produzida a temperatura normal, e de outras quatro produzidas com recurso a um aditivo e a temperaturas mais baixas. Com tudo isto, foi possível avaliar os benefícios da utilização dos aditivos redutores de temperatura na produção de misturas betuminosas com BMB.
Palavras-chave: Misturas betuminosas, Betume Modificado com Borracha (BMB), Misturas
vii
Abstract
This work is the outcome of combining two new bituminous mixtures production techniques. These techniques resulted from the growing concern about the environment and, at the same time, from the need to improve the characteristics of bituminous mixtures in order to better assimilate the rapid increase of vehicle traffic.
The need to optimize the mixtures performance has appeared, not only from the increase in traffic volume but also from its aggressiveness. Another reason that led to the development of this technique was the environmental concern about the increasing number of vehicles circulating on the roads and the accumulation of millions of end of life tires (end of life tires, ELTs) that result from this. These tires were considered one of the most problematic sources of waste, and since most countries relied on landfills to deposit them as a solution, they also posed a human and environmental health hazard. Thus, manufacturing techniques of Recycled Tyre Rubber Modified Bitumen’s (RTR-MBs) began to appear. These aimed to improve the characteristics of bitumen, of the mixtures produced with it, and also to prevent environment degradation that result from the use of landfills.
With the significant escalation of fuel prices and the concerns involving resources rationalization, a series of techniques have been developed with the objective of reducing the bituminous mixtures manufacture temperature. Thus, the warm mix asphalts (WMA) emerged. For the production of rubber modified bitumen, the temperatures required are higher than in traditional mixtures. Recently, the scientific community has been attempting to produce rubber modified bitumen mixes at lower temperatures through the use of the previously mentioned WMA techniques,
This project starts with a thematic framework addressing the history, techniques, advantages and disadvantages of the use of WMA, of RTR-MBs and of the junction of both techniques. Afterwards, the project focused on the production of a reference rubberized mixture that took place at a normal temperature followed by the production of four other rubberized mixtures produced using different additives at lower temperatures.
Using all the gathered data that resulted from the respective trials, it was possible to evaluate the benefits of using temperature reducing additives.
ix Índice 1 Introdução ... 1 1.1 Enquadramento temático ... 1 1.2 Objetivos ... 1 1.3 Organização da dissertação... 2 2 Estado da Arte ... 3
2.1 Misturas Betuminosas Temperadas... 3
2.1.1 Introdução sobre misturas betuminosas temperadas ... 3
2.1.2 Breve história sobre misturas betuminosas temperadas ... 5
2.1.3 Vantagens da utilização de misturas betuminosas temperadas ... 6
2.1.4 Desvantagens da utilização de misturas betuminosas temperadas ... 8
2.1.5 Processos de fabrico ... 9
2.1.5.1 Aditivos orgânicos ... 12
2.1.5.2 Aditivos químicos ... 13
2.1.5.3 Técnicas de espuma ... 15
2.2 Misturas betuminosas modificadas com borracha ... 18
2.2.1 Introdução sobre misturas betuminosas modificadas com borracha ... 18
2.2.2 Breve história sobre misturas betuminosas modificadas com borracha ... 20
2.2.3 Vantagens da sua utilização ... 22
2.2.4 Desvantagens da sua utilização ... 23
2.2.5 Processos de fabrico ... 23
2.2.5.1 Borracha... 23
2.2.5.2 BMB ... 25
2.2.5.2.1 Processo seco ... 25
2.2.5.2.2 Processo húmido ... 26
2.3 Misturas modificadas com borracha temperadas ... 28
x
2.3.3 Caracterização da mistura ... 32
3 Materiais e Métodos ... 37
3.1 Descrição do estudo experimental elaborado ... 37
3.2 Método de produção do Betume Modificado com Borracha ... 39
3.3 Método de produção das Misturas ... 41
3.4 Caracterização volumétrica dos provetes ... 43
3.5 Métodos de Ensaio ... 47 3.5.1 Módulo de Rigidez ... 47 3.5.2 Fadiga ... 48 3.5.3 Deformação permanente ... 49 4 Análise de resultados ... 53 4.1 Módulo de rigidez ... 53 4.2 Fadiga ... 57 4.3 Deformação permanente ... 62
5 Conclusões e Desenvolvimentos Futuros ... 65
xi
Lista de figuras
Figura 2.1 Desenvolvimento Sustentável (adaptado de D'Angelo et al., 2008) ... 3
Figura 2.2 Classificação das tecnologias de produção de misturas betuminosas em função da temperatura de produção (adaptado de FHWA (2008) e Ferreira (2009)) ... 5
Figura 2.3 Emissão de gases á esquerda de uma mistura normal e á direita de uma WMA (adaptado de Agrawal (2014)) ... 7
Figura 2.4 Sasobit flakes (esquerda) and pallets (direita) (Zaumanis, 2010) ... 13
Figura 2.5 Rediset WMX pellets (Zaumanis, 2010) ... 14
Figura 2.6 Synthetic and natural Zeolite (Vaitkus et al., 2009) ... 16
Figura 2.7 Milhões de pneus depositados anualmente em aterros (Dias, 2011) ... 19
Figura 2.8 Observação ao microscópio do granulado de borracha, à esquerda por trituração mecânica e à direita por tecnologia criogénica (Dias, 2011) ... 24
Figura 2.9 Processo Continuous Blend (Rodrigues, 2012) ... 27
Figura 3.1 Mistura de Referência ... 38
Figura 3.2 Misturas com Sasobit ... 38
Figura 3.3 Misturas com Iterlow ... 38
Figura 3.4 Sistema aquecimento betume ... 39
Figura 3.5 Adição de Iterlow (esquerda) e borracha (direita) ... 40
Figura 3.6 Produção mistura ... 41
Figura 3.7 Espalhamento ... 42
Figura 3.8 Compactação... 42
Figura 3.9 Exemplo do dispositivo para o ensaio de flexão em quatro pontos com provetes prismáticos ... 48
Figura 3.10 Câmara climática ligada a um sistema cervo-hidráulico utilizada para o ensaio de módulo de rigidez e fadiga ... 49
Figura 3.11 Equipamento de ensaio de resistência à deformação permanente ... 50
Figura 3.12 Provetes antes e depois de ensaio à deformação permanente ... 51
Figura 4.1 Variação do Módulo de Rigidez com a frequência para as misturas estudadas ... 54
Figura 4.2 Variação do Ângulo de Fase com a frequência para as misturas estudadas .. 54
Figura 4.3 Exemplo de sigmoide para a mistura de referência ... 55
Figura 4.4 Evolução da rigidez nos ensaios de fadiga da mistura MB_RF ... 57
Figura 4.5 Evolução da rigidez nos ensaios de fadiga da mistura S_160 ... 58
xii Figura 4.9 Leis de Fadiga das misturas em estudo ... 61 Figura 4.10 Resultados de resistência à deformação permanente ... 63
xiii
Lista de quadros
Quadro 2.1 Resumo das principais tecnologias de produção de misturas betuminosas (Zaumanis, 2010) ... 10
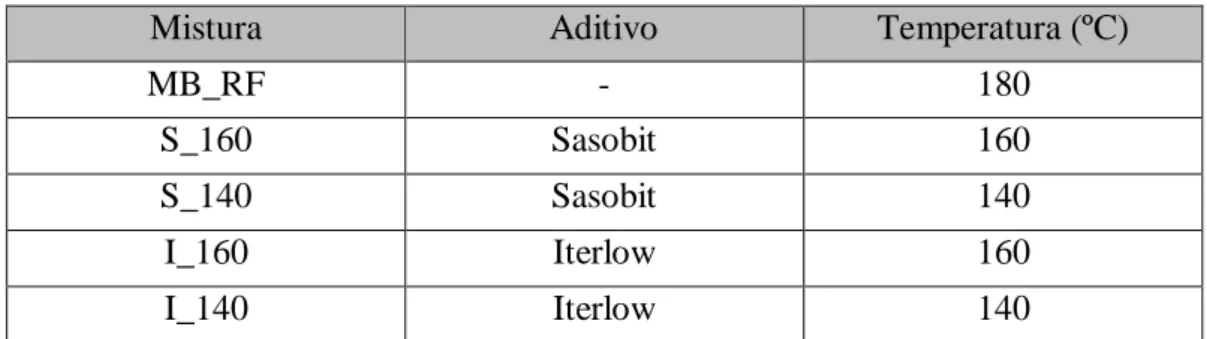
Quadro 3.1 Nomenclaturas Utilizadas ... 39 Quadro 3.2 Caracterização volumétrica dos provetes utilizados nos ensaios de módulo e fadiga da mistura de referência ... 43
Quadro 3.3 Caracterização volumétrica dos provetes utilizados nos ensaios de Módulo e Fadiga produzidos com Sasobit a 160ºC ... 43
Quadro 3.4 Caracterização volumétrica dos provetes utilizados nos ensaios de Módulo e Fadiga produzidos com Sasobit a 140ºC ... 44
Quadro 3.5 Caracterização volumétrica dos provetes utilizados nos ensaios de Módulo e Fadiga produzidos com Iterlow a 160ºC ... 44
Quadro 3.6 Caracterização volumétrica dos provetes utilizados nos ensaios de Módulo e Fadiga produzidos com Iterlow a 140ºC ... 45
Quadro 3.7 Caracterização volumétrica dos provetes utilizados no ensaio de Resistência à Deformação Permanente da mistura de referência... 45
Quadro 3.8 Caracterização volumétrica dos provetes utilizados no ensaio de Resistência à Deformação Permanente produzidos com Sasobit a 160ºC ... 46
Quadro 3.9Caracterização volumétrica dos provetes utilizados no ensaio de Resistência à Deformação Permanente produzidos com Sasobit a 140ºC ... 46
Quadro 3.10Caracterização volumétrica dos provetes utilizados no ensaio de Resistência à Deformação Permanente produzidos com Iterlow a 160ºC ... 46
Quadro 3.11Caracterização volumétrica dos provetes utilizados no ensaio de Resistência à Deformação Permanente produzidos com Iterlow a 140ºC ... 46
Quadro 4.1 Módulo de Rigidez e Ângulo de Fase das Misturas Estudadas ... 53 Quadro 4.2 Valores dos parâmetros da sigmoide calculados para as diferentes misturas ... 56 Quadro 4.3 Variação do módulo e ângulo de fase das diferentes misturas relativamente à de referência ... 57
Quadro 4.4 Resultados dos ensaios de fadiga às misturas em estudo... 60 Quadro 4.5 Parâmetros das leis de fadiga das misturas analisadas, de acordo com a Equação 4 ... 62
xiv Quadro 4.7 Resultados de resistência à deformação permanente ... 63 Quadro 4.8 Variação dos parâmetros de deformação permanente das misturas ensaiadas relativamente à mistura de referência ... 64
1
1 Introdução
1.1 Enquadramento temático
Devido ao número crescente de veículos a circular nas estradas em todo o mundo, o pneu tornou-se consequentemente um bem essencial não só para o transporte de pessoas, mas também de mercadorias. Com seu período de vida limitado, e a solução na altura do seu fim de vida passar pela sua colocação em aterros, rapidamente se começaram a avolumar de problemas ambientais. Em consequência, foi assim necessário arranjar meios de reciclar e reutilizar este material. Uma das aplicações deste material tem sido a sua utilização na modificação de betumes para aplicação em pavimentos rodoviários.
Atualmente, as misturas betuminosas com Betume Modificado com Borracha (BMB) empregam-se na conservação e reabilitação funcional e estrutural de pavimentos degradados.
Contudo, têm como inconveniente o facto de na sua produção se emitirem mais gases e odores, e serem necessárias temperaturas mais elevadas. Para a produção de misturas com BMB são necessárias temperaturas na ordem dos 180ºC, ou seja mais 20ºC do que as misturas convencionais.
É, assim, com o objetivo de diminuir tanto a temperatura de produção como os gases e odores, que surge o interesse de utilizar os aditivos das Misturas Betuminosas Temperadas (MBT) nas misturas betuminosas com BMB. Esta solução promete não só benefícios económicos devido à redução do combustível gasto na produção, mas também benefícios sociais devido à menor exposição dos trabalhadores aos gases, odores e temperaturas.
Com todas estas vantagens falta avaliar o seu comportamento mecânico comparativamente ao das misturas convencionais.
1.2 Objetivos
O principal objetivo desta dissertação é a análise do comportamento mecânico de misturas betuminosas com BMB produzidas a temperaturas mais baixas devido à utilização de aditivos redutores de temperatura, comparativamente com o comportamento mecânico da mesma mistura, mas produzida a temperatura normal.
2 Quanto ao comportamento mecânico, o objetivo é avaliar a resistência à deformação permanente, a resistência à fadiga e o módulo de rigidez uma vez que a análise do ligante e a análise de compactabilidade e de sensibilidade à água já foi efetuada anteriormente no trabalho desenvolvido pelo colega Marques, (2013).
1.3 Organização da dissertação
Este trabalho encontra-se organizado em 5 capítulos, sendo que no Capítulo 1 (Introdução), faz-se uma breve abordagem ao tema em estudo, bem como a sua importância e finalidades. Faz-se ainda uma descrição dos objetivos pretendidos com a elaboração do trabalho e à forma com está organizado.
No Capítulo 2 (Estado da Arte), é efetuada uma análise sobre MBT e misturas betuminosas com BMB, a sua história, vantagens e desvantagens e, ainda, os diferentes processos de fabrico. Faz-se, ainda, uma abordagem sobre misturas betuminosas com BMB produzidas a temperatura temperada. Aqui, fala-se não só do trabalho desenvolvido neste campo até agora por várias personalidades, mas também sobre o modo de efetuar a caracterização da mistura e do ligante, abordando-se, assim, as principais características tanto das misturas como do betume.
No Capítulo 3 (Materiais e Métodos), faz-se uma apresentação do trabalho a ser desenvolvido. Desde os materiais utilizados até aos diferentes tipos de misturas produzidas e nomenclaturas utilizadas. Explica-se, detalhadamente, como se procede à produção tanto do betume modificado com borracha como das misturas betuminosas, e faz-se uma abordagem aos ensaios efetuados. Faz-se referência às normas em que estão especificados e explica-se, de forma sucinta, em que consistem e quais os objetivos da sua realização.
No Capítulo 4 (Análise de resultados), apresentam-se e analisam-se os resultados obtidos.
No Capítulo 5 (Conclusões e Desenvolvimentos futuros), apresentam-se as conclusões sobre o trabalho efetuado e algumas possibilidades de trabalhos a desenvolver no futuro.
3
2 Estado da Arte
2.1 Misturas Betuminosas Temperadas
2.1.1 Introdução sobre misturas betuminosas temperadas
A indústria de pavimentação e os seus parceiros procuram constantemente modos de melhorar não só o desempenho do pavimento, mas também aumentar a eficiência de construção, conservar recursos e, cada vez mais importante, fazer uma boa gestão ambiental, ou seja, promover uma construção sustentável, assente como se ilustra na Figura 2.1 em três pilares/princípios: ambientais, sociais e económicos.
Figura 2.1 Desenvolvimento Sustentável (adaptado de D'Angelo et al., 2008)
Devido à grande subida dos preços dos combustíveis foi estimado que se a temperatura de produção das misturas betuminosas baixasse 28ºC, o combustível necessário para secar e aquecer o agregado seria reduzido em 11% e, teoricamente, para uma mistura betuminosa temperada que utilizasse temperaturas abaixo de 100ºC a redução seria de 50% (D'Angelo et
4 Uma das principais fontes de poluição decorrentes das indústrias relacionadas com infraestruturas de transportes (ex. construção de estradas) reside na produção, espalhamento e conservação de misturas betuminosas (Rubio et al., 2012).
A problemática instalada a nível mundial sobre as alterações climáticas, as emissões de CO2 e as energias alternativas face à possível diminuição das reservas de energias fósseis conduziram os fabricantes de misturas betuminosas, as autoridades rodoviárias e as empresas fabricantes de ligantes hidrocarbonados a desenvolverem uma série de produtos e técnicas de fabricação com as quais seja possível trabalhar as misturas betuminosas a temperaturas mais baixas que as convencionais. Esta conduta vem no sentido de dar cumprimento às metas exigidas pelo Protocolo de Quioto, no que concerne à redução de emissões em todas as indústrias.
Assim sendo, a produção de misturas betuminosas, com preocupações ecológicas, requerer baixar a temperatura de fabrico sem prejudicar ou reduzir o seu comportamento mecânico (Rubio et al., 2012).
Surgiram, assim, diferentes formas de classificar as misturas, quanto às técnicas utilizadas no seu fabrico, ou quanto à temperatura a que são produzidas.
Relativamente às técnicas utilizadas, as quais serão desenvolvidas mais extensivamente no decorrer deste trabalho, temos três grandes grupos, segundo Vaitkus et al. (2009):
Tecnologias de espuma, onde o betume espuma pode ser causado por água, ou pela injeção de minerais naturais ou sintéticos;
Aditivos químicos;
Aditivos orgânicos.
Como se ilustra na Figura 2.2, quanto à temperatura temos:
Misturas betuminosas quentes em que a temperatura de produção varia entre 150 e 190ºC;
Misturas betuminosas temperadas em que a temperatura de produção varia entre 100 e 140ºC;
Misturas betuminosas semi-temperadas em que a temperatura de produção varia entre 60 e 100ºC;
Misturas betuminosas frias em que a temperatura de produção varia entre 0 e 60ºC.
5 Figura 2.2 Classificação das tecnologias de produção de misturas betuminosas em função da temperatura de produção (adaptado de FHWA (2008) e Ferreira (2009))
2.1.2 Breve história sobre misturas betuminosas temperadas
A utilização de temperaturas mais baixas para produzir misturas betuminosas não é um conceito novo. Já em 1956 o Prof. Ladis Csanyi, Iowa State University, percebeu o potencial da espuma de betume como ligante de solos. Desde então, a tecnologia de betume espuma, que permite baixar a temperatura das misturas, tem sido utilizada com sucesso em muitos países. O processo original consistia em injetar vapor no betume quente. Em 1968, a Mobil Oil na Austrália, que patenteou a descoberta de Csanyi, modificou o método original adicionando ao betume quente água fria em vez de vapor, ficando, assim, o processo mais prático. Nos inícios de 1970, a Chevron desenvolveu metodologias de projeto para a pavimentação de misturas estabilizadas com recurso a emulsões asfálticas. Em 1977, publicou o seu "Manual Bitumuls Mix", guia prático, que contém muita informação valiosa para especificar, projetar e produzir misturas estabilizadas com emulsões. Em 1995, a Shell Betume registou uma patente de misturas betuminosas temperadas, utilizando uma técnica de 2 componentes (Chowdhury e Button 2008).
Koenders et al. (2000), da Shell Soluções globais, descreveu um processo de mistura betuminosa temperada (WMA) inovador que foi testado em laboratório e avaliado em ensaios
6 de campo em grande escala (na Noruega, Reino Unido e Países Baixos), com especial referência à produção e colocação de camadas de desgaste densas-graduada. O trabalho da Shell resultou no desenvolvimento da WAM-Foam.
Em 1997, o Sasobit® começa a ser comercializado na Europa como auxiliar na compactação de misturas betuminosas, pela Sasol Wax Internacional AG, tecnologia que mais tarde se tornaria num processo de misturas betuminosas temperadas.
Provavelmente, começou-se a prestar atenção aos benefícios das misturas betuminosas temperadas devido aos altos preços de betume e combustíveis fósseis praticados na Europa, Africa do Sul e Austrália. A introdução de misturas betuminosas temperadas nos Estados Unidos começou com uma seleção de técnicas em 2002, feita pelos líderes da NAPA na Europa e, desde ai, vários estudos e ensaios de campo foram realizados com uso de diferentes tecnologias, existindo, assim, atualmente várias tecnologias de produção deste tipo de misturas (Koenders et al., 2000).
2.1.3 Vantagens da utilização de misturas betuminosas temperadas
O uso de misturas betuminosas temperadas promete vários benefícios. O tipo e a melhoria destes dependem da tecnologia utilizada, embora possamos categorizá-los em quatro grandes grupos (Zaumanis, 2010).
Em termos Ambientais/Sociais tem-se:
Como se mostra na Figura 2.3 existe uma grande redução das emissões de dióxido de carbono e de outros gases com efeito de estufa devido às mais reduzidas temperaturas necessárias tanto de produção como de compactação;
Melhores condições de trabalho tanto em produção como em compactação devido a redução de emissões fumos e odores.
7 Figura 2.3 Emissão de gases á esquerda de uma mistura normal e á direita de uma
WMA (adaptado de Agrawal (2014))
Em termos de Produção/Longevidade tem-se:
Possibilidade de introduzir maiores percentagens de pavimentos reciclados, devido à diminuição da viscosidade do ligante duro do pavimento reciclado;
Menor envelhecimento do ligante durante as fases de produção e compactação, o que aumenta o tempo de vida do pavimento;
Maior facilidade na obtenção de licenças para instalação de centrais em zonas urbanas, devido à redução de emissões, barulho e poeiras.
Em termos de Espalhamento/Compactação tem-se:
Melhor trabalhabilidade da mistura, devido à redução da viscosidade do betume;
Maior capacidade de compactação conseguida também pela redução da viscosidade do ligante;
Melhor comportamento em pavimentação com baixas temperaturas, pois como a diferença para a temperatura ambiente é mais baixa que nas misturas betuminosas quentes, a perda ao longo do tempo é menos significante, permitindo, assim, maiores tempos de espalhamento e compactação;
Melhores condições de trabalho para as equipas, devido à diminuição de temperatura do pavimento, o que resulta em maior produtividade e qualidade;
8
Possibilidade de maiores distâncias de transporte, devido à possibilidade de pavimentar a temperaturas mais baixas;
Redução no tempo de arrefecimento do pavimento, devido à temperatura inicial mais baixa;
Redução no incómodo aos moradores próximos de centrais de produção e locais de trabalhos, devido à redução de fumos e odores.
Em termos Económicos tem-se:
Redução nos custos de energia, devido à diminuição de consumo da mesma;
Redução de barulho nas centrais betuminosas, devido às menores temperaturas;
Como já foi referido, diferentes técnicas de produção de misturas betuminosas temperadas prometem diferentes poupanças na energia de produção. Estas dependem, essencialmente, do quanto é reduzida a temperatura de produção, e do tipo de técnica utilizada. Por sua vez, algumas requerem apenas um investimento inicial na modificação da central, outras exigem um investimento contínuo em aditivos e outras, os dois. Para além de tudo isto, existem, também, alguns custos com licenciamento de tecnologia. O que faz mais sentido será avaliar estes benefícios em conjunto com os ambientais devido à implementação de restrições de emissões, será neste tipo de abordagem que as misturas temperadas terão maior potencial económico (Zaumanis, 2010).
2.1.4 Desvantagens da utilização de misturas betuminosas temperadas
Embora os projetos e experiências onde se utilizaram misturas betuminosas temperadas já sejam suficientes, há ainda alguns desafios que no futuro terão de ser enfrentados. Há algumas preocupações quanto aos custos durante todo o seu ciclo de vida e quanto ao facto das tecnologias disponíveis, geralmente, aumentarem o custo inicial de produção, o que ocorre com a aquisição de equipamento adicional necessário para as centrais, tecnologia e aditivos. Por outro lado, o custo adicional dos aditivos pode ser só parcialmente compensado pela redução da temperatura. Além disso, existe o risco de algumas das vantagens ambientais reconhecidas às misturas betuminosas temperadas estejam sobrestimadas devido as emissões de carbono relacionadas com a produção dos aditivos.
9 Como ainda não existe experiência suficiente a longo prazo, a implementação pode encontrar alguma relutância a não ser que o governo estabeleça regulações ambientais mais severas ou que as misturas betuminosas temperadas garantam, além de uma construção verde, melhorias nas características (Capitão et al., 2012).
2.1.5 Processos de fabrico
Como já referido anteriormente, existem diferentes técnicas de produção de misturas betuminosas temperadas e, apesar da vasta literatura à cerca deste tema, pode dizer-se que estas se enquadram em três grandes grupos, os quais se identificam no Quadro 2.1.
10 Quadro 2.1 Resumo das principais tecnologias de produção de misturas betuminosas
(Zaumanis, 2010)
Produto Empresa Descrição Relatórios
de Países Aditivo Temperatura de produção [ou reduções de temperatura] FOAMING TECHNOLOGY Aquablack WMA MAXAM equipment Water based foaming process
U.S Not necessary Not specified
Double Barrel Green
Astec Water based
foaming process U.S By choice, antistripping agent 116-135oC*1 (2; 10) 120oC (11) Low Energy Asphalt
LEACO Water based Hot coarse aggregate mixed with wet sand
U.S; France, Spain, Italy Yes, ±0.5% of bitumen weight of coating and adhesion additive ≤100oC* (2; 7; 12) 105-124oC (11) Low Emission Asphalt McConnau-ghay Technologies Combination of chemical and water based foaming technology
U.S Yes, 0.4% of bitumen weight 90oC* (13) >100oC (11) Ultrafoam GX Gencor Industries Water based foaming process
U.S Not necessary Not specified
WAM-Foam Shell and Kolo-Veidekke
Foaming process using two binder grades
U.S, Norway Antistripping agents could be added to soften binder (2; 1) 110-120oC* (14) 100-120oC (2). 62oC (11) Warm Mix Asphalt System Terex Roadbuilding Water based foaming process
U.S Not necessary [<32oC]* (15)
LEAB BAM Water based
Mixing of aggregates below water boiling point
Netherlands 0.1% of bitumen weight of coating and adhesion additive
90oC (2)
LT Asphalt Nynas Water based
Binder foaming + hygrophilic filler Italy, Netherlands 0.5-1.0% of hygroscopic filler by mixture weight 90oC (2)
Advera PQ Corporation Water containing using Zeolite
U.S 0.25% by mixture weight
[10-20]* (16; 11) [20-30oC] (2) Aspha-Min Eurovia Water containing
Zeolite U.S; France, Germany 0.3% by mixture weight [30oC]* (17; 18) [12oC] (11; 19) [20-30oC] (6)
11
ORGANIC
Sasobit Sasol Fischer-Tropsch
wax U.S, EU, worldwide 2.5-3.0% of bitumen weight in Germany 1-1.5% of bitumen weight in US (6; 2) [10-30]* (20) [20-30oC] (2) [18-54oC] (21) 130-150oC (6) Asphaltan A Romonta N
Romonta GmbH Montan wax for mastic asphalt
Germany 1.5-2.0% of bitumen weight (22)
[20oC] (22)
Product Company Description Reports
from countries Additive Production temperature [or reduction ranges] Asphaltan B Romonta GmbH Rafined Montan wax with fatty acide amide for rolled asphalt Germany 2-4% by mixture weight (1) 2.5%by mixture weight (2) [20-30oC] (2) Licomont BS 100
Clariant Fatty acid amide Germany 3% of bitumen weight (6)
[20-30oC] (2)
3E LT or Ecoflex
Colas proprietary France Yes, not specified [30-40oC] (2)
CHEMICAL Evotherm ET Mead-Westvaco Chemical bitumen
emulsion U.S, France, worldwide Delivered in form of bitumen emulsion [50-75oC]* (23) [37-54oC] (11) >93oC (1). 85-115oC (2; 24) Evotherm DAT
Mead-Westvaco Chemical package plus water U.S, France, worldwide 30% by weight of binder [45-55oC]* (23) >93oC (1). 85-115oC (2) Evotherm 3G Mead-Westvaco Water free
chemical package
U.S Not Specified [33-45oC]* (23) [15-27oC] (1) CECABASE
RT
CECA Arkema group
Chemical package U.S, France 0.2-0.4% by mixture weight
120oC* (25) 101oC (11) Rediset WMX Akzo Nobel cationic
surfactants and organic additive
U.S, Norway 1.5-2% of bitumen weight
[≥30oC]* (26) [16oC] (1) 126oC (11) REVIX Mathy-Ergon Surface-active
agents, waxes, processing aids, polymers
12
2.1.5.1 Aditivos orgânicos
Estes aditivos constituem uma técnica que consiste em adicionar ceras à mistura. Quando é ultrapassada a sua temperatura de fusão, normalmente, provoca uma diminuição da viscosidade (Capitão et al., 2012).
Com o arrefecimento da mistura este aditivo solidifica em partículas microscópicas e uniformemente distribuídas que aumentam a rigidez do ligante assim como materiais reforçados com fibras. O tipo de cera deve ser cuidadosamente selecionado para evitar possíveis problemas de temperatura (Silva et al., 2010).
Mais especificamente, se a temperatura de fusão da cera for mais baixa que a temperatura de serviço existirão problemas. A escolha certa da cera minimiza também a fragilização do pavimento a baixas temperaturas; ou seja, as ceras devem ser sólidas e resistentes a temperaturas de serviço. As ceras utilizadas nesta tecnologia são cadeias moleculares de hidrocarbonetos com um ponto de fusão entre 80 e 120ºC e têm a capacidade de modificar as propriedades originais do ligante. A temperatura de fusão da cera está diretamente relacionada com o comprimento da cadeia de carbono.
A quantidade de cera adicionada é geralmente 2 a 4% da massa total e a redução de temperatura conseguida oscila entre os 20 e 30ºC. Além disso, esta também melhora a resistência à deformação do pavimento (Rubio et al., 2012).
Este tipo de processo foi desenvolvido no final dos anos oitenta e tem sido utilizado, desde então, dando aparecimento a três tecnologias, as quais diferem no tipo de cera utilizado para reduzir a viscosidade: Fischer-Tropsch wax, Fatty acid amide e Montan wax (Hurley e Prowell, 2006).
O Sasobit (Figura 2.4) é uma Fischer-Tropsch (F-T) ou cera sintética produzida pelo aquecimento do carvão e tem sido utilizada como aditivo para compactação ou redutor de temperatura. A sua temperatura de fusão ronda os 100ºC e reduz, significativamente, a viscosidade do betume além de aumentar a sua resistência a deformação (Silva et al., 2010).
13 Figura 2.4 Sasobit flakes (esquerda) and pallets (direita) (Zaumanis, 2010)
O Asphaltan B é um produto da Romonta GmbH, Amsdorf, Alemanha. Romonta recomenda adicionar 2 a 4% de Asphaltan B por peso de mistura. Similarmente ao Sasobit, o seu ponto de fusão ronda os 100ºC e melhora as características do ligante a baixas temperaturas, além de aumentar a compactabilidade e resistência à fadiga (Chowdhury e Button, 2008).
2.1.5.2 Aditivos químicos
A utilização de aditivos químicos é uma técnica que não depende de espuma ou de redução de viscosidade para baixar a temperatura de mistura ou compactação. Em vez disso, são, geralmente, uma combinação de agentes surfactantes, polímeros e aditivos para melhorar o recobrimento, trabalhabilidade, compactação e adesão. A quantidade de aditivo necessária e a redução de temperatura atingida depende do tipo de produto utilizado. O aditivo é misturado com o betume antes de ser introduzido na mistura (Rubio et al., 2012).
De seguida, far-se-á uma breve referência a alguns aditivos químicos atualmente comercializados.
14 O Rediset® WMX (Figura 2.5) é um aditivo químico da Akzo Nobel. É uma combinação
de agentes químicos surfactantes e aditivos modificadores de reologia orgânicos. O Rediset® WMX não contém água, em vez disso os agentes surfactantes melhoram a humidade da superfície do agregado com ligante por adesão ativa, enquanto os outros aditivos reduzem a viscosidade do ligante (Hurley e Prowell, 2006).
A redução de temperatura na produção de mistura e compactação anunciada é de 15ºC e a percentagem a introduzir de aditivo por peso de ligante varia entre 1,5 e 2%. Para se utilizar este aditivo não é necessário proceder a nenhuma alteração na composição da mistura, apenas na temperatura de produção e compactação. Poder-se-á misturá-lo só com o ligante ou diretamente na mistura. Caso seja misturado com o ligante na refinaria não é necessária nenhuma alteração na central, de contrário são precisas pequenas alterações (Chowdhury e Button, 2008).
Figura 2.5 Rediset WMX pellets (Zaumanis, 2010)
O Evotherm® foi desenvolvido nos Estados Unidos pela MeadWestvaco Asphalt
Innovations Charleston, Carolina do Sul. É uma tecnologia não patenteada, constituída por agentes químicos emulsionantes, aditivos para melhorar o recobrimento, trabalhabilidade, e compactação da mistura, assim como a adesão. A MeadWestvaco afirma que podem entregar uma emulsão com uma composição química customizada para maximizar a compatibilidade com o agregado. Durante a produção, a emulsão Evotherm é simplesmente utilizada em vez do
15 tradicional ligante. A emulsão é misturada com o agregado na central de misturas betuminosas quentes, libertando água na forma de vapor, o resultado é uma mistura betuminosa temperada com o aspeto de uma mistura betuminosa quente. A MeadWestvaco reporta ainda que testes de campo demonstram uma redução de 65ºC na temperatura de produção, o que pode levar a uma poupança de 55% em energia e consequentemente 45% de redução de emissões de CO2 e SO2, e 60% de NOx (Chowdhury e Button, 2008).
O Revix® é um aditivo químico desenvolvido em conjunto pela Mathy Technology and
Engineering Services, Inc e pela Paragon Technical Services, Inc nos Estados Unidos da América. O Revix não recorre a espuma ou redução de viscosidade para baixar as temperaturas de produção e compactação, utilizando, por sua vez, uma variedade de agentes surfactantes, ceras, polímeros e outros materiais. Relativamente às reduções de temperatura anunciadas estas oscilam entre 15 e 25ºC (Hurley e Prowell, 2006).
Normalmente é misturado com o ligante na refinaria, pelo que não são necessárias modificações na central, embora, aí, seja possível adicioná-lo com mínimas modificações (Chowdhury e Button, 2008).
2.1.5.3 Técnicas de espuma
Esta técnica envolve principalmente a adição de pequenas quantidades de água, injetadas diretamente no ligante quente ou diretamente na câmara de mistura. Quando a água é misturada com o betume a altas temperaturas esta evapora, ficando aprisionada, isto, gera grandes volumes de espuma, o que aumenta temporariamente o volume de betume e reduz a sua viscosidade. Este efeito aumenta notavelmente o revestimento e a trabalhabilidade da mistura, mas como tem um efeito limitado a mistura deve ser espalhada e compactada rapidamente após a sua produção. Especiais precauções devem ser tomadas quanto a adição de água, ou seja, deve ser adicionada apenas a quantidade necessária para produzir o efeito de espuma (Capitão et al., 2012).
Embora o processo básico seja este, o modo de adicionar água ao ligante pode variar, existindo assim duas técnicas, espuma com injeção de água (método direto) e espuma com minerais sintéticos ou naturais (método indireto) (Zaumanis, 2010).
16 A espuma com minerais sintéticos ou naturais é uma técnica onde se utilizam zeólitos para induzir o processo de espuma. Os zeólitos são constituídos por aluminosilicatos hidratados e alcalimetais cristalizados térmica e hidraulicamente. A cristalização é aproximadamente 20% de água, que é libertada da estrutura do zeólito com a subida da temperatura. Isto provoca um efeito de micro espuma na mistura betuminosa que dura entre 6 e 7 horas (D'Angelo et al., 2008).
As estruturas dos zeólitos contêm grandes vazios onde catiões ou até grupos de catiões (como água) podem ser hospedados. A principal característica destes silicatos é a capacidade de perder e absorver água sem danificar a sua estrutura cristalina (Figura 2.6) (Chowdhury e Button, 2008).
Figura 2.6 Synthetic and natural Zeolite (Vaitkus et al., 2009)
A espuma com injeção de água é uma técnica que utiliza a água de um modo mais direto; ou seja, a água necessária para produzir espuma é injetada com bicos especiais diretamente no ligante quente. Dado que a água se evapora rapidamente produz-se uma grande quantidade de
17 espuma que lentamente desaparece. Em seguida, apenas serão referenciadas algumas técnicas utilizadas para produzir esta mistura (Zaumanis, 2010).
Para o Double Barrel Green, Ultrafoam GX, LT Asphalt, embora o equipamento para injetar a água no ligante quente difira, desde que cada companhia desenvolveu o seu equipamento, o princípio básico é o mesmo. Este consiste na utilização de um dispositivo acoplado ao sistema Double Barrel®, tambor secador e misturador patenteado também por esta empresa, e que permite a produção de misturas betuminosas temperadas, permitindo reduções da temperatura de produção de 10 a 30 ºC. Trata-se de um processo onde uma pequena quantidade de água é adicionada à mistura, usando um dispositivo capaz de microscopicamente espumar o betume (Chowdhury e Button, 2008).
O WAM Foam é um sistema de ligantes de dois componentes, também conhecido como método das duas fases. Este introduz um ligante mole e uma espuma de ligante duro na mistura, em tempos diferentes durante o ciclo de produção. Primeiro, com o objetivo de se realizar um pré revestimento mistura-se o betume mole com o agregado, em seguida, adiciona-se o betume duro previamente espumado com uma injeção de água entre 2 e 5% da massa de betume. Esta combinação de betume mole com a espuma de betume duro proporciona a trabalhabilidade necessária (Rubio et al., 2012).
Existem outras tecnologias que utilizam água de maneira diferente e outras ainda que não se enquadram em nenhuma das categorias descritas. Um exemplo é o “Low Energy Asphalt” que utiliza um agregado fino húmido. O efeito de espuma é produzido com a secagem dos agregados e com a capacidade do betume formar espuma em contacto com a água. Estas tecnologias são baseadas num processo conhecido como mistura sequencial. O teor em água final ronda os 5% a 95ºC, o que garante a trabalhabilidade e um suficiente nível de compactação (D'Angelo et al., 2008).
Em 2007, McConnaughay desenvolveu o “Low Emission Asphalt” que tal como o anterior é uma combinação de tecnologias químicas e de espuma. O processo de mistura também ocorre em duas fases, uma primeira em que o ligante contendo um aditivo químico é adicionado aos agregados grossos quentes, e uma segunda onde se adiciona areia húmida o que gera a espuma (Rubio et al., 2012).
18
2.2 Misturas betuminosas modificadas com borracha
2.2.1 Introdução sobre misturas betuminosas modificadas com borracha
A necessidade de otimizar o desempenho das misturas betuminosas perante os principais fenómenos a que estas estão sujeitas, quando aplicadas nos pavimentos, principalmente devido ao aumento do tráfego em volume e agressividade, tem conduzido à utilização de betumes modificados com materiais poliméricos, naturais ou sintéticos, tais como o SBS e EVA, permitindo alargar o campo de aplicação das misturas betuminosas e melhorar as suas propriedades, particularmente em termos de suscetibilidade térmica, de resistência a fadiga, às deformações permanentes e ao envelhecimento (Pais et al., 2008).
Outra razão para o desenvolvimento de misturas betuminosas modificadas com borracha é a crescente preocupação a nível económico e ambiental. Uma das técnicas mais recentes, em Portugal, é a utilização de borracha proveniente de pneus usados na modificação dos betumes puros para utilização em misturas betuminosas (Rodrigues, 2012).
Levou ao desenvolvimento desta técnica também o número crescente de veículos a circular nas estradas dos países desenvolvidos e consequentemente os milhões de pneus usados que estes geram. Aproximadamente 1.4 biliões de pneus são vendidos por ano em todo o mundo e eventualmente tantos outros caiem na categoria de pneus em fim de vida (end of life tyres, ELTs). Mais ainda, o número de ELTs na Europa, Estados Unidos e Japão está a subir devido ao esperado aumento de número de veículos e de intensidade de tráfego. Estes pneus estão assim entre as maiores e mais problemáticas fontes de desperdício, isto devido ao grande volume de produção e durabilidade. Na Europa, são produzidos todos os anos 355 milhões de pneus em 90 centrais, o que representa 24% da produção mundial. Em contra ponto os Estados Unidos têm milhões de pneus usados que foram despejados ou armazenados ilegalmente. Um inadequado despejo destes pode em alguns casos colocar em risco a saúde humana (risco de incêndio, abrigo para roedores ou outras pestes) e aumentar potencialmente riscos ambientais. A maior parte dos países tanto na Europa como em todo o mundo dependiam de aterros como o da Figura 2.7 para depositar os pneus utilizados, prática esta que foi banida devido não só á limitação de espaço, mas também ao potencial de reutilização dos pneus. Assim sendo com a diminuição da capacidade dos aterros aceitarem pneus e com os riscos conhecidos do seu armazenamento, foram criados novos mercados para pneus usados (Lo Presti, 2013).
19 Figura 2.7 Milhões de pneus depositados anualmente em aterros (Dias, 2011)
Em geral o Betume Modificado com Borracha (BMB) é composto, em peso, por aproximadamente 20% de borracha reciclada de pneus, 78% a 80% de betume e 0% a 2% de óleos aromáticos. A produção do BMB é realizada a temperaturas da ordem dos 180ºC para um tempo de digestão entre os 30 a 120 minutos (Pais et al., 2008).
A modificação do betume com borracha é realizada através de dois processos: i) continuous blend e ii) terminal blend. O continuous blend conduz a betumes modificados com alta percentagem de borracha (BMBAP), enquanto o terminal blend conduz a betumes modificados com baixa percentagem de borracha.
Os betumes com alta percentagem de borracha incluem entre 18 e 22% de granulado de borracha, dependendo do tipo de betume utilizado e das características da borracha, bem como do tempo e temperatura de digestão.
Os betumes modificados com baixa percentagem de borracha apresentam uma quantidade de borracha inferior a 15% e o processo de modificação do betume ocorre na refinaria (Pais et al., 2008).
20 Verifica-se que os reforços de pavimentos que incluem borracha reciclada de pneus, com espessuras mais reduzidas do que as necessárias para as misturas convencionais, apresentaram desempenhos iguais às misturas convencionais. Nos estados da Califórnia e do Arizona, EUA, costumam ser adotadas reduções de 50% na espessura das camadas betuminosas, quando se usam misturas a quente com BMB, com o objetivo de melhorar a resistência à reflexão de fendas. Estas melhorias de desempenho são acompanhadas por um aumento de custos que, em algumas instituições rodoviárias, varia entre 15 e 70%, quando comparado com misturas convencionais. No entanto, este aumento de custo sendo avaliado numa perspetiva de custo/benefício pode tornar este tipo de solução muito vantajosa.
Atualmente as misturas betuminosas com BMB empregam-se na conservação e reabilitação funcional e estrutural de pavimentos degradados com o objetivo, do ponto de vista estrutural, de:
Melhorar a resistência ao fendilhamento;
Retardar a reflexão de fendas;
Aumentar a via a fadiga;
Melhorar a resistência às deformações permanentes e formação de rodeira.
Do ponto de vista funcional as misturas betuminosas com BMB são empregues com o seguinte objetivo (Minhoto et al., 2002):
Reduzir o ruído de circulação, com reduções de ruído a rondar os 5db a 6db;
Reduzir o efeito da projeção de água;
Aumentar a aderência pneu/pavimento (observando-se uma diminuição de distâncias de travagem que pode atingir cerca de 25%);
Melhorar as características óticas da via, aumentando o contraste com as marcações horizontais;
Reduzir o fendilhamento, por fadiga e por reflexão, e consequentemente a irregularidade e a deformação.
2.2.2 Breve história sobre misturas betuminosas modificadas com borracha
A acumulação de ELTs e a rotura prematura dos pavimentos estão conectadas uma com a outra devido ao enorme aumento de tráfego e de carga por eixo, respetivamente.
21 O uso de borracha de pneus reciclada começou há 170 anos atrás com uma experiência envolvendo borracha natural com betume, em 1840, através da qual se pretendia incorporar a flexibilidade natural da borracha num pavimento mais duradouro. Em 1960, os pneus usados começaram a ser processados e utilizados como material secundário da indústria de pavimentação.
Uma aplicação foi apresentada por duas empresas suecas que produziram uma camada de desgaste com a adição de pequenas quantidades de borracha de pneus usados, a fim de obter uma mistura com melhores resistências a certos tipos de pneus e correntes de neve, por um método conhecido como processo seco.
Ao mesmo tempo, um Engenheiro de materiais de nome Charles McDonalds de Phoenix, no Arizona, Estados Unidos, foi o primeiro a descobrir que depois de misturar minuciosamente a borracha de pneus reciclados com o betume e deixar reagir durante um período de 45 minutos a uma hora, este novo material conjugaria as melhores características de ambos ingredientes de base. Ele chamou a este material Asphalt Rubber e a tecnologia é bem conhecida como processo húmido.
Em 1975, o betume modificado com borracha foi incorporado com sucesso nas misturas betuminosas e, em 1988, uma definição foi introduzida na American Society for Testing and Materials (ASTM) D8 e, mais tarde, na ASTM D6114-97.
Em 1992, a patente de Mcdonalds terminou, passando o material a ser considerado do domínio público. Desde então muita pesquisa tem vindo a ser feita, em todo o mundo, para validar e melhorar as tecnologias de pavimentos com betumes modificados com borracha (Lo Presti, 2013).
Em 1999, a Administração Rodoviária Portuguesa aprovou o uso de misturas betuminosas utilizando betume-borracha para reabilitação, em estradas nacionais, de camadas de desgaste. O betume modificado foi produzido através do processo continuous blend, com misturas betuminosas de granulometria do tipo gap graded, aplicadas com diversas espessuras (Antunes et al., 2005).
Os betumes modificados com borracha obtidos pelo processo húmido estão, nos dias de hoje, espalhados por todo o mundo como soluções para problemas de qualidade (ligantes asfálticos, pavimentos, materiais de coberturas, etc.) e com muitos diferentes casos de sucesso em estradas construídas nos últimos 30 anos (Lo Presti, 2013).
22
2.2.3 Vantagens da sua utilização
Rodrigues (2012) identificou as vantagens da utilização de misturas com BMB em três grandes grupos, nomeadamente em vantagens estruturais e funcionais, vantagens ambientais, e vantagens económicas.
As vantagens estruturais e funcionais correspondem ao:
Aumento da vida útil do pavimento, pois têm bom comportamento na resistência à fadiga e a deformações permanentes;
Diminuição do ruído devido à circulação do tráfego, o que leva cada vez mais à aceitação da utilização destes pavimentos em zonas urbanas;
Redução do atrito pneu/pavimento, dando uma maior comodidade aos utilizadores.
As vantagens ambientais correspondem à:
Redução do impacte ambiental com reciclagem de pneus de forma limpa e ecológica, sendo assim evitados os seus depósitos ou incineração;
Redução na espessura das camadas de desgaste e de ligação a aplicar, o que diminui o uso de agregados, logo contribui para a redução do impacte ambiental negativo das pedreiras e evitam a necessidade de abertura de novas pedreiras Minhoto et al. (2002);
Reciclabilidade no final de vida de serviço;
Redução do impacte paisagístico associado à menor presença das barreiras acústicas, na proximidade de habitações.
As vantagens económicas estão associadas aos:
Custos de manutenção consideravelmente mais baixos relativamente às misturas convencionais, pois o aumento da elasticidade confere maior resistência às fissuras logo maior durabilidade;
Com a utilização de um produto reciclado, há uma redução de custos relacionados com a extração de matérias-primas e as emissões de dióxido de carbono;
23
Diminuição de áreas e mesmo eliminação de barreiras acústicas;
Redução de custos no final de uma obra com a redução de espessuras nas camadas betuminosas e associada a essa redução de espessura podem estar associados ganhos, por exemplo na redução da utilização de recursos naturais, no caso dos agregados, que por sua vez permite uma economia de combustível devido ao transporte. A redução de espessura permite também diminuir o tempo necessário para fazer a obra, o que implica redução de custos ao nível das instalações (estaleiros) e de mão-de-obra.
2.2.4 Desvantagens da sua utilização
Quanto a desvantagens da utilização de misturas betuminosas modificadas com borracha, pode apontar-se, segundo Minhoto et al. (2002):
O armazenamento em “condições estáticas” (4 dias a 130ºC) afeta de forma negativa as propriedades do BMB, pois poderá dar-se uma segregação entre o betume puro e o granulado de borracha, verificando-se com isso um mau desempenho do BMB em relação às deformações permanentes;
Os tempos de espera para abertura de passagem a veículos são superiores às misturas convencionais. O não cumprimento destes tempos de espera para arrefecimento, pode levar o pavimento à formação de rastos.
2.2.5 Processos de fabrico
2.2.5.1 Borracha
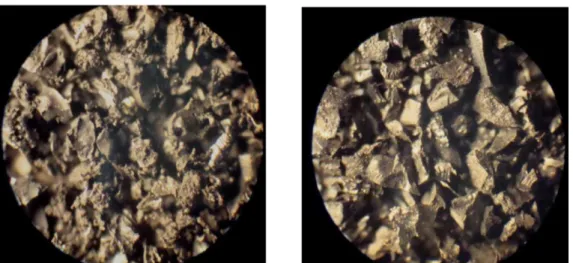
O processo de fabrico da borracha de pneus reciclada, que ocorre em centrais que promovem o corte e trituração de pneus usados, com vista à sua redução a granulado de dimensões muito pequenas, desenvolve-se de acordo com uma de duas possíveis tecnologias básicas de reciclagem: a tecnologia ambiental e a tecnologia criogénica. Na tecnologia ambiental resulta um granulado de partículas com superfícies mais rugosas, do que do processo criogénico, deste resultam partículas com superfícies relativamente lisas ou polidas conforme
24 se observa na Figura 2.8. Esta propriedade das partículas de borracha tem influência na reação entre a borracha e o betume, constatando-se que a reação resulta melhor com partículas mais regulares devido à quantidade de betume absorvida pela superfície de borracha (Pais et al., 2008).
Figura 2.8 Observação ao microscópio do granulado de borracha, à esquerda por trituração mecânica e à direita por tecnologia criogénica (Dias, 2011)
No processo ambiente, o corte e a moagem dos pneus é realizado à temperatura ambiente. Por sua vez, no processo criogénico a temperatura de moagem é inferior a 120ºC negativos (Fontes et al., 2007b).
Adicionalmente a estas duas tecnologias, existem outras menos comuns a serem atualmente utilizadas, tecnologia húmida onde pequenas partículas de borracha são reduzidas de tamanho por moagem num líquido (normalmente água), e uma outra que consiste na redução de tamanho por jatos de água de elevada pressão (55000psi). Embora este processo seja relativamente novo, e ainda desconhecido para a maior parte da indústria, a elevada rugosidade conseguida nas partículas de borracha faz com que seja muito atrativo para modificação de betume (Lo Presti, 2013).
25
2.2.5.2 BMB
A modificação do betume só ocorre de facto quando a alteração de propriedades físicas e reológicas é originada numa reação química entre o betume e o agente modificador. A reação derivada da mistura do betume com a borracha reciclada é influenciada pelo tempo de digestão, temperatura, quantidade e tipo de borracha utilizada. A interação entre o betume e o granulado de borracha é um processo de absorção de frações aromáticas do betume por parte das frações poliméricas do granulado de borracha. Ao tempo, até que a concentração destas frações seja uniforme e que seja conseguido o equilíbrio na dilatação das partículas, dá-se o nome de tempo de digestão. Este processo de absorção provoca o amolecimento e a dilatação das partículas de borracha e, por outro lado, o endurecimento do betume puro por perda dos óleos aromáticos, provocando uma redução da distância inter-partículas de borracha através da qual se obtém um aumento de viscosidade. Ainda neste processo de digestão dá-se a dissolução da borracha no betume através dos ácidos carboxílicos presentes no betume fixando os maltenos, impedindo assim que desapareçam por ação da temperatura, radiação solar, tráfego e oxidação. Existem basicamente duas metodologias de produção de misturas betuminosas com BMB: o processo húmido e o processo seco (Minhoto et al., 2002).
2.2.5.2.1
Processo secoA mistura por via seca (dry process) consiste, na mistura de granulado de borracha grosso devidamente graduado com os agregados aquecidos, sendo de seguida adicionado ao betume puro aquecido (Minhoto et al., 2002).
A via seca é menos comum, pois aumenta os custos devido à sua prestação inferior, tem pouca reprodutibilidade e apresenta dificuldades na construção dos pavimentos. Por outro lado, este método permite utilizar maiores quantidades de borracha, o que o torna ambientalmente vantajoso (Antunes et al., 2005).
Este método foi apenas testado uma vez em Portugal, na Estrada Nacional 370, cujo objetivo foi contribuir para a validação deste tipo de misturas com comportamentos semelhantes às misturas equivalentes produzidas por via húmida (Dias, 2011).
26 Neste processo o material é tratado como um agregado e os valores mais usuais de substituição de agregado natural por partículas de borracha são da ordem de 1 a 2%, podendo chegar aos 5%. Obtêm-se misturas muito flexíveis, de grande recuperação elástica mas de difícil compactação, adequadas apenas para camadas de desgaste. Este tipo de misturas pode ser realizado por qualquer empresa de fabricação de misturas betuminosas (Dinis-Almeida, 2003).
Devido ao facto da borracha ser misturada inicialmente com os agregados, o controlo das propriedades do ligante poderá tornar-se mais difícil, daí fazer-se uma aplicação específica para cada obra.
No processo da via seca o tempo de interação mínimo e máximo necessário para se obter a interação física entre o betume e o granulado de borracha ocorre desde o fabrico na central de produção até à aplicação das misturas no pavimento (Dias, 2011).
2.2.5.2.2
Processo húmidoDe acordo com a norma ASTM D 8 (1997), betume-borracha no processo húmido é uma mistura de betume, borracha de pneus usados e de determinados aditivos, na qual a borracha representa pelo menos 15% do peso total da mistura que reagiu com o betume a uma temperatura suficientemente elevada para causar o inchamento das partículas de borracha.
O processo húmido engloba dois sistemas de produção que são o continuous blend e o terminal blend (Fontes et al., 2007a).
2.2.5.2.2.1
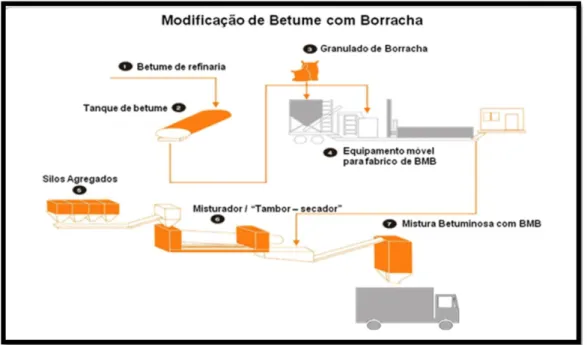
Continuous blendEste tipo de fabrico de misturas com BMB consiste na modificação do betume numa unidade de produção introduzida entre a cisterna de armazenamento do betume base e o misturador da central (Baptista et al., 2010.)
A unidade de produção referida é um tanque onde se vai processar a modificação do betume base com o pó de borracha. Após a modificação do betume, este segue para o misturador da central onde é misturado com os agregados sendo depois encaminhado para os silos de armazenamento para posterior carregamento de veículos para transporte à obra. Conforme já
27 referido, o processo “contínuous blend” conduz a betumes modificados com alta percentagem de borracha (BMBAP).
Salvo em raros casos, de acordo com o Caderno de Encargos da, Estradas de Portugal, para os betumes modificados com alta percentagem de borracha, o seu armazenamento não deverá exceder 10 horas, a uma temperatura superior a 160 º C, e nunca excedendo 195 º C, em permanente agitação, de forma a garantir a homogeneidade do ligante.
Figura 2.9 Processo Continuous Blend (Rodrigues, 2012)
2.2.5.2.2.2
Terminal blendO processo “terminal blend” está ligado a betumes modificados com baixa e média percentagem de borracha (respetivamente menor que 8% e de 8 a 15 % em relação à massa total de ligante). Este processo de modificação ocorre em refinaria pois apresenta boas características de armazenagem (Rodrigues, 2012).
28
2.3 Misturas modificadas com borracha temperadas
2.3.1 Introdução sobre misturas modificadas com borracha temperadas
Estudos anteriores demostraram que ligantes modificados com borracha produzem pavimentos com bom comportamento mecânico. Estes oferecem melhores resistências a deformações permanentes e a rotura devido a baixas temperaturas. Para além disso, reduzem a reflexão de fendas por fadiga e a suscetibilidade á temperatura, bem como o ruido proveniente do tráfego e os custos de manutenção e ainda prolongam a vida do pavimento. Estes pavimentos poupam também energia e recursos naturais, pois utilizam desperdícios. Devido a todas estas vantagens, misturas betuminosas modificadas com borracha são cada vez mais utilizadas como um material verde na indústria de construção de pavimentos de autoestradas em vários países. Contudo, são requeridas temperaturas de mistura e de compactação mais altas do que nas misturas convencionais, o que significa que mais energia é consumida e o envelhecimento pode ser um sério problema (Rodrigues, 2012).
Recentemente estão a ser amplamente utilizadas as tecnologias de misturas betuminosas temperadas pela indústria de misturas betuminosas quentes como um meio para reduzir a energia necessária e as emissões. Misturas betuminosas temperadas conseguem reduzir significativamente a temperatura de mistura e compactação das misturas asfálticas por redução da viscosidade ou indução de espuma no ligante. Assim, temperaturas de mistura e de compactação mais reduzidas baixariam a energia necessária para produção, reduziriam as emissões e odores das centrais e proporcionariam melhores condições de trabalho tanto na central como em pavimentação. Contudo, a influência do betume com borracha e dos aditivos das misturas betuminosas temperadas misturados com misturas virgens em conjunto ainda não foi claramente identificada. Esta interação não está bem entendida tanto do ponto de vista das propriedades do ligante como do desempenho em terreno. Por causa desta complicada relação entre o betume com borracha e os aditivos das WMA nas misturas modificadas, informação detalhada será benéfica para ajudar a obter a relação ótima no uso destes materiais (Akisetty et
29
2.3.2 Caracterização do ligante
Atualmente, tendo em conta a utilização corrente do BMB, a sua caracterização é realizada avaliando-se as suas propriedades, através de ensaios convencionais (Arieira et al., 2006):
Penetração com agulha que avalia a rigidez do betume;
Temperatura de amolecimento através do método do anel e bola, medida avaliadora da deformabilidade do betume;
Resiliência que avalia a capacidade de recuperação do betume após uma deformação;
Viscosidade aparente com viscosímetro rotacional do tipo Brookfield, que avalia a resistência ao escoamento do betume e que, no caso deste tipo de ligantes, é uma medida indireta da quantidade de granulado de borracha adicionado ao betume.
Uma outra maneira de avaliar as propriedades do betume é através da metodologia SUPERPAVE (Superior Performing Pavement). Esta permite medir as características físicas que podem ser diretamente relacionadas com o comportamento em serviço. Além disso, são também levados a cabo de acordo com as temperaturas a que as misturas irão estar sujeitas. É assim intenção da especificação SUPERPAVE melhorar a performance do pavimento limitando a potencial ocorrência de deformações permanentes e fendilhamento por baixa temperatura ou fadiga. De acordo com esta especificação, ao betume é atribuída uma nota ou intervalo ao que se dá o nome de Performance Grade (PG) ou Performance Grade Asphalt Cement (PGAC) XX-YY, em que XX representa a temperatura mais alta suportada pelo ligante e YY a temperatura limite mais baixa. Um dos testes incluídos nesta especificação é o Dynamic shear rheometer (DSR), que é utilizado para avaliar as propriedades reológicas do ligante a altas e baixas temperaturas, e também para caracterizar a sua resistência à deformação permanente e ao fendilhamento por fadiga (Adhikari, 2013).
Os betumes deformam-se quando sujeitos a cargas, e além disso as suas propriedades alteram-se devido às diferenças de temperaturas entre o dia e a noite. Foi assim bem estabelecido que as propriedades reológicas do betume afetam a performance do pavimento. A
30 altas temperaturas as propriedades reológicas estão relacionadas com a deformação permanente, a temperaturas intermédias, com a resistência à fadiga e a baixas temperaturas, com o fendilhamento do pavimento devido à baixa temperatura (Agrawal, 2014).
É assim importante a caracterização reológica do BMB para avaliar o comportamento do betume sujeito às ações mecânicas. A caracterização reológica dos betumes é um método eficiente para avaliação do seu comportamento mecânico como material isolado, permitindo ainda a obtenção de inferências para o caso da sua aplicação em misturas betuminosas. As principais propriedades mecânicas obtidas com a caracterização reológica dos betumes, com interesse para avaliação do comportamento mecânico das misturas betuminosas incluem o (Arieira et al., 2006):
G’ - Módulo de rigidez, corresponde à resposta elástica do material;
G’’- Módulo dissipativo, corresponde a resposta viscosa do material, em que avalia o comportamento viscoso do material;
Tan δ – que representa uma associação entre a parte viscosa e a parte elástica do material;
Viscosidade de corte.
Quanto maior for o ângulo de fase (δ ), mais viscoso será o material. Assim sendo para um material puramente elástico δ =0º, e para um material puramente viscoso δ =90º (Adhikari, 2013).
Outra importante característica do asfalto, utilizando testes da especificação SUPERPAVE para a sua avaliação, é a durabilidade. A durabilidade é a capacidade que o asfalto possui em reter as suas características iniciais durante a construção e o seu tempo de vida. Esta é uma característica testada inicialmente pela performance do pavimento, mas difícil de definir apenas em função desta. Como tal, recorre-se também à caracterização do envelhecimento do ligante através de um teste RTFO (Rolling Thin Film Oven Test). Este simula o envelhecimento que ocorre durante o processo de mistura e as primeiras etapas de vida do pavimento. É assim esperado que as amostras envelhecidas reflitam as alterações reológicas nas propriedades do ligante. Pode-se ainda também recorrer a um teste Pressure Aging Vessel (PAV), no caso de se pretender avaliar o envelhecimento de longo prazo (5 a 10 anos), quando o ligante é exposto a diferentes condições climáticas, especialmente às baixas temperaturas e a tráfego pesado (Adhikari, 2013).