U FOP - CET EC - U EM G
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Dissertação de Mestrado
"ESTUDO SOBRE O PICK-UP DE NITROGÊNIO
APÓS A ETAPA DE REFINO PRIMÁRIO DE
AÇOS"
Autor:
Hadriel Gonçalves da Silva
Orientador:
Prof. Dr. Carlos Antônio da Silva
Co-Orientadores: Prof. Dr. Itavahn Alves da Silva
Engº Aparecido Tsutomu Nakamura
____________________________________________________________________________________ Catalogação: sisbin@sisbin.ufop.br
S586e Silva, Hadriel Gonçalves da.
Estudo sobre o pick-up de nitrogênio após a etapa de refino primário do aço [manuscrito] / Hadriel Gonçalves da Silva. – 2010.
116 f. : il. color., grafs., tabs.
Orientador: Prof. Dr. Carlos Antonio da Silva. Co-orientador: Prof. Dr. Itavahn Alves da Silva. Co-orientador: Eng. Aparecido Tsutomu Nakamura.
Dissertação (Mestrado) - Universidade Federal de Ouro Preto. Escola de Minas. Rede Temática em Engenharia de Materiais .
Área de concentração: Processos de fabricação.
1. Aço - Refinação - Teses. 2. Nitrogênio - Teses. 3. Gás - Teses. I. Universidade Federal de Ouro Preto. II. Título.
____________________________________________________________________________________ AGRADECIMENTOS
À Deus, soberano e único.
À minha esposa e companheira, pelas palavras de ânimo, pelo auxílio e ajuda durante todo o desenvolvimento deste trabalho.
À ArcelorMittal Tubarão - AMT pela oportunidade e apoio na realização deste trabalho, visando meu desenvolvimento profissional.
Aos meus co-orientadores, Engº Aparecido Nakamura e Engº Henrique S. Furtado, e ao Engº Bruno Rodrigues Henriques, pela ajuda e colaboração na realização deste trabalho e nas discussões técnicas.
Ao Engº Francisco Coutinho Dornelas, pelo apoio e por acreditar e investir na realização deste trabalho.
LISTA DE FIGURAS
Figura 4.1: Solubilidade do Gás Nitrogênio à 1 atm no Ferro ...25
Figura 4.2: Efeito dos elementos de liga sobre a solubilidade do nitrogênio a 1 atm de pressão em ferros- liga binários líquidos à 1873K ...26
Figura 4.3: Adsorção positiva do enxofre e do oxigênio no ferro líquido...29
Figura 4.4: Desenho esquemático do modelo de desorção de nitrogênio e descarburação ..30
Figura 4.5: Influência do oxigênio sobre a cinética de remoção do N2...33
Figura 4.6: Efeito do oxigênio na absorção do nitrogênio em ferro líquido à 1873K, área de contato 7,54cm2. ...34
Figura 4.7: Aumento no teor de nitrogênio num aço acalmado ao alumínio laminado à quente durante o recozimento à 943K numa atmosfera com nitrogênio ...36
Figura 4.8: Aumento no teor de nitrogênio num aço acalmado ao alumínio laminado à quente durante o recozimento à 1073K numa atmosfera com nitrogênio. ...37
Figura 4.9: Efeito do enxofre sobre a taxa de pick- up de nitrogênio em gotas de metal em queda livre numa atmosfera gasosa à 1873K , área de contato 7,54cm2. ...39
Figura 4.10: Pick-up de nitrogênio após passagem de gotas de metal líquido através de atmosferas típicas (c/ 100% N2 e c/ 73%N2 + 27%Ar) à 1873K, área de contato 7,54cm2 40 Figura 4.11: Capacidade do cianeto em aluminato de cálcio à 1600ºC...43
Figura 4.12: Capacidade do nitreto em aluminato de cálcio à 1600ºC...44
Figura 4.13: Capacidade do carbeto em aluminato de cálcio à 1600ºC. ...44
Figura 4.14: Diagrama de fases CaO/Al2O3...45
Figura 4.15: Pick-up de nitrogênio através da camada de escória como uma função do tempo (Testes1 e 2)...51
Figura 4.16: Transporte de nitrogênio através de escória tipo A (Teste 3) ...52
Figura 4.17: Transporte de nitrogênio através de escória tipo B (Teste 4)...53
Figura 5.1: Desenho esquemático representando a seqüência de etapas do processo de refino primário do aço desde o fim de sopro até a entrega da panela no refino secundário. 60 Figura 6.1: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (envolvendo todas as corridas, independente do teor de oxigênio) ...67
Figura 6.2: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (corridas com mais de 900ppm O2) ...69
Figura 6.3: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (para todas as corridas de aços IF independente do teor de O2 de fim de sopro). ...70
Figura 6.4: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (para as corridas de aços IF com mais de 900ppm ao fim de sopro) ...71
Figura 6.5: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (para todas as corridas de aços Parte Exposta independente do teor de O2 de fim de sopro). ...72
____________________________________________________________________________________ Figura 6.7: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (para todas as corridas de aços API independente do teor de O2 de fim de sopro). ...74 Figura 6.8: Evolução do teor de nitrogênio, enxofre e da massa de escória em função das etapas do processo de produção do aço (para as corridas de aços API com teor de O2 de fim de sopro acima de 900ppm) ...75 Figura 6.9: Desenho Esquemático da Panela de Aço (AM Tubarão) ...78 Figura 6.10: Representação gráfica da área do olho da pluma em função da altura da
LISTA DE TABELAS
Tabela 4.1: Estimativa da Partição de Nitrogênio entre Escória e Aço em Função do
Residual de Alumínio do Aço...47 Tabela 4.2: Composição química (% em peso) da escória usada nos experimentos de
transporte de nitrogênio. ...50 Tabela 4.3: Quantidade e tipo de combinações de metal-escória usadas nos experimentos de transporte ...50 Tabela 5.1: Composição típica dos aços produzidos na AMT ...62 Tabela 5.2: Peso médio dos materiais adicionados nas corridas dos aços produzidos na AMT, após o vazamento do convertedor e antes de seguirem para o refino secundário (em Kg de Fe-liga / t de aço) ...63 Tabela 5.3: Composição típica das escórias de fim de sopro e da composição química da escória sintética coletada na panela de aço IF na AMT...63 Tabela 5.4: Parâmetros de processo adotados na produção de aços na AMT...64 Tabela 6.1: Resultados médios ∆N1 e ∆N2, pick- up de nitrogênio, por tipo de aço ...76 Tabela 6.2: Dados comparativos entre os teores de oxigênio, enxofre e o pick- up médio de nitrogênio nos aços produzidos na AM Tubarão obtidos através do uso do modelo do olho da pluma. ...84 Tabela 6.3: Teor de nitrogênio em ma térias primas da AMT, segundo análise do
____________________________________________________________________________________ RESUMO
Com a necessidade crescente de maior qualidade exigida pelo mercado consumidor de aço, há uma grande demanda para o desenvolvimento da produção de aços com restrições cada vez maiores a determinados elementos químicos. Por exemplo, em relação aos efeitos de carbono e nitrogênio em aços do tipo Interstitial Free para indústria automobilística. Estas restrições muito se devem a aplicação final à qual o produto se destina. No caso de aços para aplicação em estampagem e que necessitam de certa deformabilidade, o percentual do elemento químico nitrogênio se torna um ponto crítico quanto às propriedades mecânicas deste material. Este estudo visa a analisar os fatores que determinam a variação do percentual de nitrogênio nos aços produzidos num convertedor a oxigênio até o momento em que ele é entregue a uma estação de refino secundário. Esta análise foi realizada a partir de uma base de dados correspondente aos processos da Aciaria da ArcelorMittal Tubarão, em Vitória. A variação do percentual de nitrogênio foi analisada sob uma ótica mais prática e em consonância com formulações matemáticas (regressões e modelos matemáticos), de tal forma a identificar o grau de influência de alguns fatores do processo.
Podem ser citadas as seguintes conclusões:
1)_ Os resultados mostraram que com a presença de escória o pick-up de nitrogênio é pouco significativo (na média das corridas testadas o pick-up de nitrogênio se encontra em torno de 5,5 ppm entre as etapas fim de sopro e liberação da corrida para as estações de refino secundário (∆N1) e 3,5ppm entre a etapa de liberação da panela o refino secundário
e a primeira amostra retirada na estação de refino secundário (∆N2)). O caso mais
significativo e que inspira maior cuidado envolve os aços API (neste tipo de aço, o valor de
1 N
∆ se situa em torno de 13,9ppm e o valor de ∆N2 em torno de 7,6ppm). Na fabricação
destes aços se emprega uma maior quantidade de adições (até 5.000Kg) e de alumínio (em torno de 650kg) e borbulhamento de gás inerte (chegando até 10 minutos). Ressalta-se que estas operações de adição de materiais e borbulhamento de gás na panela são realizadas após a etapa de vazamento de açodo convertedor - na etapa de metalurgia inicial de panela - antes de liberá- la para as estações de refino secundário.
influência estatisticamente significativa foram:- para a determinação de ∆N1, a Massa de nitrogênio no alumínio adicionado na panela e o peso de aço líquido; - para a determinação
de ∆N2, o tempo de borbulhamento. O valor de R2 ajustado para a regressão envolvendo ∆N1 foi de 0,21. No caso da regressão envolvendo ∆N2, o valor de R2 ajustado foi de 0,09. 3)_ A estimativa do possível pick-up de nitrogênio através do “olho da pluma”, utilizando dados da AM Tubarão, sugere valor relativamente baixo, que não explica todas a variações observadas. Sugere-se que contribuição importante deve -se às matérias-primas, principalmente nos aços API.
4)_ Os valores médios de pick- up de nitrogênio determinados neste trabalho podem ser considerados comparativamente baixos em relação ao que se observa entre o lingotamento contínuo e o refino secundário, em torno de 15 ou 20 ppm. Apesar de aparentemente pequeno o pick-up objeto deste estudo é parte importante na análise de viabilidade de ser atingida a especificação do cliente.
____________________________________________________________________________________ ABSTRACT
With the growing need of high quality steel there is a great demand for the development and production of steels with ever stringent chemical composition restrictions. For instance the presence of carbon and nitrogen in Interstitial Free steels for automobile industry. These restrictions are defined by the final application to which the product is destined. In the case of steels for application in drawing which require a minimum deformability the nitrogen content becomes a critical point. This study seeks to analyze the factors that determine the variation of the nitrogen content until the moment the liquid steel is released to the secondary refining station. This was accomplished by analyzing a database from
ArcelorMittal Tubarão Steelmaking Shop. The data has been analyzed under a more practical point of view and in consonance with mathematical models, in such a way to identify the degree of influence of some operational parameters.
Some conclusions could be reached:
1) The results showed that with the presence of slag, the pick-up of nitrogen is negligible. The average nitrogen pick- up between the end of blow and release of steel to the secondary
refining station, ∆N1, was close to 5.5 ppm; the average nitrogen pickup between releasing
the steel to secondary refining and the first sample taken in the secondary refining station,
2 N
∆ , was 3.5 ppm. API steel grades are a special case of comparatively high pickup( ∆N1
was 13.9 ppm and ∆N2 was 7.6 ppm). API grades require heavy addition of alloy material
(up to 5,000 kg) and aluminum (around 650kg) and bubbling with inert gas up to 10 minutes. These alloy additions and gas bubbling in the ladle are performed after tapping steel from the converter before releasing it to secondary refining stations.
2) A statistical evaluation of variables affecting nitrogen pickup was performed for both
1
N
∆ and ∆N2. The most influential independent variables have been found to be “mass of nitrogen in the Aluminum addition” and “liquid steel weight” for ∆N1, and “time of ladle bubbling” for ∆N2. The value of adjusted R2 was 0.21 in regard to ∆N1 regression and 0.09 for ∆N2 regression;
4)_ The average nitrogen pick- up as determined through this work can be deemed small as compared to nitrogen pickup from secondary refining to continuous casting, which is around 15 or 20 ppm. Regardless the low value it must be taken in consideration when evaluating the feasibility of producing a given steel grade;
____________________________________________________________________________________ ÍNDICE
1 INTRODUÇÃO...14
2 OBJETIVO...18
3 RELEVÂNCIA CIENTÍFICA E TECNOLÓGICA DO TEM A ...19
3.1 CIENTÍFICA...19
3.2 TECNOLÓGICA...19
4 REVISÃO BIBLIOGRÁFICA ...20
4.1 O ELEM ENTO QUÍM ICO NITROGÊNIO NO AÇO ...20
4.2 FONTES DE NITROGÊNIO PARA INCORPORAÇÃO NO AÇO...20
4.3 EFEITOS DO NITROGÊNIO NO AÇO...21
4.3.1 EFEITOS DELETÉRIOS DO NITROGÊNIO NO AÇO...21
4.3.2 EFEITOS BENÉFICOS DO NITROGÊNIO NO AÇO...22
4.4 O PICK-UP DE NITROGÊNIO NO AÇO ...23
4.5 FUNDAM ENTAÇÃO TEÓRICA ...23
4.5.1 ASPECTOS TERM ODINÂM ICOS DA INCORPORAÇÃO DO NITROGÊNIO GASOSO AO AÇO 23 4.5.2 ASPECTOS CINÉTICOS DA INCORPORAÇÃO DO NITROGÊNIO AO AÇO ...26
4.5.3 ASPECTOS TERM ODINÂM ICOS DA SOLUBILIDADE DO NITROGÊNIO EM ESCÓRIAS....41
4.5.4 EFEITOS ADICIONAIS...47
4.6 USO DE M ODELOS M ATEM ÁTICOS PARA DETERM INAÇÃO DO TEOR DE NITROGÊNIO CONTIDO NO AÇO...56
5 M ATERIAIS E M ÉTODOS...59
5.1 DADOS OPERACIONAIS PARA A PRODUÇÃO DE AÇOS NA AM T...62
6 ANÁLISE E DISCUSSÃO DOS RESULTADOS...65
6.1 GRÁFICOS DOS RESULTADOS EXPERIM ENTAIS...65
6.2 ANÁLISE ESTATÍSTICA...76
6.2.1 M ODELO DO PICKUP DE NITROGÊNIO DURANTE O BORBULHAM ENTO DE GÁS INERTE (ARGÔNIO) VIA ABERTURA O OLHO DA PLUM A...77
6.2.2 CÁLCULO DO PICK-UP DE NITROGÊNIO SEGUNDO O M ODELO DO...82
6.3 AVALIAÇÃO ESTATÍSTICA...87
6.3.1 PRIM EIRO TESTE DE REGRESSÃO – DETERM INAÇÃO DE ∆N1...90
6.3.2 SEGUNDO TESTE DE REGRESSÃO – DETERM INAÇÃO DE ∆N2...93
7 CONCLUSÕES...97
8 RECOM ENDAÇÕES PARA TRABALHOS FUTUROS...99
9 REFERÊNCIAS BIBLIOGRÁFICAS...100
ANEXOS... 102
ANEXO A – COM POSIÇÃO QUÍM ICA DO ALUM ÍNIO UTILIZADO NA ACIARIA ...103
ANEXO B – PERCENTUAL DE NITROGÊNIO, ENXOFRE E ALUM ÍNIO NOS FERROS-LIGA E INSUM OS UTILIZADOS NA ACIARIA ...104
____________________________________________________________________________________
1 INTRODUÇÃO
Ao se tratar de composição química dos aços depara-se com alguns elementos considerados típicos como carbono, silício, manganês, fósforo e enxofre. No entanto, quando se entra no mérito de se avaliar as benesses e os reveses do efeito destes e de outros elementos químicos nas propriedades do aço, encontra-se que, dependendo da aplicação final a que se destina o aço, estes se tornam componentes indesejáveis, ou não. Em boa parte dos aços produzidos, tem-se como exemplo de elemento não desejável o nitrogênio, que é o foco deste trabalho.
.
A presença do nitrogênio, na maior parte dos aços em que se exige resistência mecânica é um ponto de extrema atenção, pois ele tende a prejudicar as propriedades mecânicas do mesmo. Em termos dessas propriedades, pode-se destacar:
1)_ a sua ação isolada ou em conjunto com o carbono (formando nitretos e/ou carbonitretos), que, quando não dissolvidos em solução sólida, causam sérios problemas no que diz respeito à fragilização dos aços (aços médio e alto carbono - baixa liga ou também
nos aços ARBL, ou seja, aços com alta resistência e baixa liga);
2)_ por ser um elemento do tipo intersticial, ele também age travando o movimento das discordâncias e prejudicando o movimento destas discordâncias pelos planos cristalográficos preferenciais e, com isso, levando a uma sobrecarga do material e possível colapso do mesmo (trincas).
Com isso, visa-se manter o seu teor o mais baixo possível, fazendo com que sua influência seja a menor possível nas propriedades dos aços.
tratamentos superficiais. Em alguns tipos de aços onde se exige certa resistência superficial, é feito um tratamento térmico envolvendo uma atmosfera controlada e rica em nitrogênio (e/ou carbono), com o objetivo de promover o acréscimo do teor de nitrogênio na superfície deste aço e, deste modo, aumentar a sua resistência mecânica na superfície (resistência ao desgaste ou à abrasão). Estes tratamentos são denominados tratamentos termoquímicos e como exemplos, tem-se: a carbonetação (quando envolve só o enriquecimento do teor de carbono na superfície), a nitretação (quando envolve só o enriquecimento do teor de nitrogênio na superfície) e a carbo-nitretação (quando envolve o enriquecimento destes dois elementos na mesma superfície).(1)
O atual “mix” (mix é um agrupamento de tipos de aços que satisfazem a uma determinada classificação ou convenção padronizada, p. ex.: aços para fins elétricos, tubos e vasos de pressão) de aços produzidos pela ArcelorMittal Tubarão compreende em torno de 450 tipos de aços diferentes. Nestes aços, as faixas limítrofes de nitrogênio seguem dois focos: em primeiro lugar, conter a presença do nitrogênio que poderia prejudicar as qualidades principais do aço e, em segundo lugar, definir propriedades específicas para um
determinado tipo de aço que necessite de uma faixa peculiar de teor de nitrogênio (atender a alguma aplicação final demandada pelo cliente).
Em termos de composição química média dos aços produzidos na ArcelorMittal Tubarão com faixa de restrição de nitrogênio nota-se uma variação entre 0,0031% a 0,0065% (com um valor visado em torno de 0,0045%). Observa-se uma gama muito grande de aplicações que possuem faixas controladas de nitrogênio entre elas: aços ultra-baixo carbono e partes expostas (para indústria automobilística), aços resistentes à corrosão, aços para aplicações comerciais e até aços para aplicações do tipo tubos/vasos de pressão e chapas grossas.
Em termos de aços mais restritivos, observa-se o caso de alguns tipos de aços ultra-baixo carbono e partes expostas, nos quais, as faixas de nitrogênio variam:
____________________________________________________________________________________ Para o caso de aços que adotam teores mais elevados de nitrogênio (aplicações comerciais e alguns tipos para vasos de pressão e chapas grossas), as suas faixas são:
(a) - limite inferior: em torno de 0,0045 %; (b) - teor visado: 0,0065% e
(c) - limite superior: até 0,0090%.
Para uma avaliação mais generalista, estatisticamente falando, os valores médios de nitrogênio para a maior parte do mix de produção da ArcelorMittal Tubarão são:
(a) - limite inferior: 0,0031% a 0,0032%; (b) - teor visado: 0,0045% a 0,0046% e (c) - limite superior: até 0,0065%.
O comportamento do nitrogênio durante o sopro e após o vazamento é um fenômeno que atualmente vem sendo estudado por vários pesquisadores (2) (3) (4) (5). Encontra-se que o pick-up de nitrogênio no aço depende de alguns fatores tais como: tipo de sucata adicionada durante o sopro; do “mix” de produção; percentual de nitrogênio no oxigênio soprado; da
possível exposição ao ar ambiente; da adição de ferros- liga; percentual de nitrogênio contido no gusa líquido que é parte da carga ao conversor; dos efeitos da oxidação do carbono durante o sopro; de outras matérias-primas adicionadas durante o sopro como o Briquete de Lama, o DRI (Direct Reduced Iron, ferro pré-reduzido por processo de redução direta e que contém baixo teor de nitrogênio, inferior a 0,0030% )(6) e o HBI (Hot Briquetted Iron). Há outros fatores que são observados e que podem resultar numa variação do teor de nitrogênio como o ressopro de uma corrida, o borbulhamento de nitrogênio na panela após o vazamento e o processo de vazamento do aço na panela.
incrementam em pouco o percentual de nitrogênio no aço, sendo eles o nitrogênio como impureza no oxigênio soprado e o uso de briquete e/ou HBI.
Uma metodologia bastante utilizada atualmente para previsão e/ou determinação do teor do nitrogênio no aço se baseia na utilização de modelos matemáticos. O uso destes modelos ajuda a descrever, com certa precisão, os teores finais do nitrogênio assim como a influência dos fatores citados sobre os teores finais de nitrogênio.
____________________________________________________________________________________ 2 OBJETIVO
• Estudar os itens que impactam na variação do teor do nitrogênio do aço líquido no momento de sua entrega à estação de refino secundário.
3 RELEVÂNCIA CIENTÍFICA ETECNOLÓGICADO TEMA
3.1 CIENTÍFICA
Determinar as bases físicas e químicas da influencia dos parâmetros operacionais sobre o pick-up de nitrogênio, durante a produção do aço líquido, permitindo estabelecer uma sistemática para controle do mesmo, de acordo com as necessidades requeridas ao produto final.
Logo se justifica estudar a evolução do “pick-up” (elevação anormal do teor de algum elemento químico no aço) de nitrogênio desde o vazamento do aço na panela até a sua entrega nas estações de refino secundário, em função de parâmetros operacionais como:
Tipos de sucata adicionada; Adições na panela;
Incorporação de nitrogênio durante o vazamento da corrida; Exposição ao ar atmosférico (panela sem tampa);
Tipo de gás utilizado no borbulhamento na panela; Vazão/Pressão do gás de borbulhamento;
Escória da panela (absorção pelo olho da pluma); Cascão de outra corrida aderido à panela.
3.2 TECNOLÓGICA
Desta análise resultam procedimentos que permitem:
• Promover ajustes nos padrões de seleção e/ou adição de ferros- liga na panela de aço durante o tratamento da corrida;
• Entender o mecanismo de pick-up do nitrogênio em função dos parâmetros operacionais mais significativos para o processo de fabricação de aço;
____________________________________________________________________________________ 4 REVISÃO BIBLIOGRÁFICA
4.1 O ELEMENTO QUÍMICO NITROGÊNIO NO AÇO
A presença de nitrogênio no aço produz efeitos sensíveis.
A começar pela resistência mecânica; o aço fica mais duro e frágil, de modo a comprometer propriedades importantes como ductilidade, tenacidade, dobramento, tração, compressão. Por outro lado, quando trabalhado na composição química do aço, de forma objetiva e atendendo a certas especificações, o nitrogênio se torna de extrema importância para maximização de algumas propriedades interessantes para alguns tipos de aplicações. Neste caso, pode-se citar o caso dos aços de alta resistência ao desgaste superficial os quais passam por tratamentos termoquímicos (carbonetação, nitretação e carbo- nitretação) e na fabricação de aços inoxidáveis austeníticos, que podem conter até 0,30% de nitrogênio (7).
Dada a esta importância o foco deste estudo consiste em avaliar a absorção do nitrogênio pelo aço líquido, no refino primário, entre as etapas de final de sopro e da entrega da panela de aço nas estações de refino secundário do aço; além de avaliar a implicância de certos fatores do processo sobre o incremento do teor do nitrogênio no aço produzido.
4.2 FONTES DE NITROGÊNIO PARA INCORPORAÇÃO NO AÇO
Alguns autores (3) (5) (8) têm descrito várias fontes de pick- up de nitrogênio (exposição ao ar, durante o vazamento do aço(3), Fe-ligas adicionadas(5) e abertura de um “olho” na camada da escória (8)). Mas, este pode advir também de outras fontes, que facilitem o seu transporte para o seio do aço líquido:
- Aparecimento de “Vortex” durante drenagem, ou contato direto com o ar durante o vazamento;
- Adições contendo nitrogênio, como fundentes, ferros-ligas, recarburantes, insumos como o alumínio,
- Sucatas contendo nitrogênio, adicionadas como composição da carga ou para resfriamento;
- Cascões, de corridas anteriores, aderidos à superfície do refratário da panela.
- Tipo de gás usado no borbulhamento, (no caso da AM Tubarão, considera-se que a cada minuto de nitrogênio insuflado na corrida, equivale a um input de nitrogênio da ordem de 5 ppm (cinco partes por milhão, ou seja, 0,0005%)
- Necessidade de ressopros;
- Características da camada de escória sobrenadante ao aço da panela
- Adição de materiais de redução direta (HBI, DRI, que trabalham substituindo a sucata de aço na operação de resfriamento de corridas vazadas com temperaturas muito altas)
- Abertura de “olho” na camada de escória, promovendo o contato direto do metal líquido com o ar atmosférico, em função da vazão do gás de rinsagem;
- Borbulhamento de nitrogênio (como gás inerte), prática não mais adotada na AM Tubarão;
A magnitude de cada um destes fatores pode ser diferente. Mais adiante a influência relativa de cada um será comparada.
4.3 EFEITOS DO NITROGÊNIO NO AÇO
4.3.1 EFEITOS DELETÉRIOS DO NITROGÊNIO NO AÇO
____________________________________________________________________________________ O problema do nitrogênio em si, na maior parte dos casos é que, assim como o carbono, ele é um elemento intersticial e, por causa d isto, pode gerar fragilização no aço dependendo de sua concentração (pois tende a aumentar a resistência mecânica do material).
Quando dissolvido no aço em presença de alumínio ou o titânio pode ocasionar a precipitação de nitretos nos contornos de grãos, aumentando a fragilidade do material em questão.
Dissolvido na forma atômica tem uma capacidade semelhante ao hidrogênio, de se difundir na estrutura interna do aço e provocar a chamada fragilidade de revenido.
4.3.2 EFEITOS BENÉFICOS DO NITROGÊNIO NO AÇO
O nitrogênio possui características tais que, isoladamente, ou em conjunto com outros elementos, podem conferir propriedades muito interessantes para alguns tipos de aplicações de aços na indústria.
Dentre estes benefícios pode-se citar o caso da resistência ao ataque químico (Resistência à corrosão química em ambientes marinhos) como é o caso dos aços inoxidáveis do tipo duplex (aços inoxidáveis que contém até 26% Cromo, 8% Níquel, 5% Molibdênio e 0,30% de Nitrogênio, e que possuem, em sua microestrutura, duas fases principais, combinando as fases ferrítica e austenítica ao mesmo tempo) (24) e no endurecimento superficial por intermédio de tratamentos termoquímicos (carbonetação e nitretação). O nitrogênio também melhora a resistência mecânica através do refinamento tamanho dos grãos do aço (para aços inoxidáveis).
O nitrogênio é um elemento, assim como os elementos químicos, Zn, Cu, Ni, Mn e C, do
possui, além desta capacidade, a de conferir boa resistência à corrosão por pite e aumentar a resistência mecânica nestes tipos de aços (24).
Uma outra aplicação muito comum do uso do nitrogênio nos aços é para o tratamento termoquímico de endurecimento superficial, a nitretação ou a carbo- nitretação.
4.4 O PICK-UP DE NITROGÊNIO NO AÇO
Foram mencionadas, anteriormente, as possíveis fontes de nitrogênio para input no aço. Neste capítulo de fundamentação teórica apresenta-se uma abordagem mais detalhada destes mecanismos, incluindo os fundamentos de termodinâmica e cinética necessários para se entender o mecanismo de elevação do teor de nitrogênio nos aços.
4.5 FUNDAMENTAÇÃO TEÓRICA
Num processo de produção de aço em convertedores a oxigênio, existem diversos fatores
que influenciam na variação do teor de nitrogênio presente no aço líquido. Estes fatores atuam desde a etapa de preparação/escolha do tipo de matéria prima a ser adicionada no convertedor, incluindo o vazamento do aço na panela e todas as outras etapas metalúrgicas até sua chegada a uma estação de refino secundário. Alguns dos pontos mais importantes são abordados a seguir.
4.5.1 ASPECTOS TERMODINÂMICOS DA INCORPORAÇÃO DO
NITROGÊNIO GASOSO AO AÇO
O processo de incorporação do nitrogênio ao aço já foi estudado por vários pesquisadores como Perrin, Wolosluk e McLean (5). Pode ser descrito simplificadamente, da seguinte forma: o nitrogênio gasoso diatômico se dissocia em solução no ferro líquido conforme
mostra a equação 4.1:
____________________________________________________________________________________ Entretanto, se for assumido que a molécula de nitrogênio é absorvida primeiramente na superfície do ferro líquido, antes de sua dissociação, então se pode adotar a formulação equivalente:
N2(gás) + Fe è Fe – N2* (4.2) Fe – N2* è 2N + Fe (4.3)
Nas equações 4.2 e 4.3, o termo “Fe – N2* ”, representa o comple xo ativado no processo de adsorção;
N: representa o nitrogênio dissolvido no ferro ou aço.
Outro ponto interessante citado por Perrin, Wolosluk, McLean(5) é o fato da dissolução do nitrogênio obedecer à Lei de Sieverts, mostrada na equação 4.4
ppm N (dissolvido) =
2 N P
K (4.4)
expressão esta que, naturalmente, advém do equilíbrio ½ N2(g) = N ppm , para o qual se indica (14)
as equações (4.5), (4.6) e (4.7).
98 , 2 1570
log =− +
T
Kαδ
(4.5)
05 , 2 450
log = +
T Kγ
(4.6)
76 , 2 188
log =− +
T
KL
(4.7)
A equação 4.4 mostra que existe uma dependência entre a solubilidade do nitrogênio com a pressão parcial de nitrogênio, sendo “K” a constante de equilíbrio da reação.
Figura 4.1: Solubilidade do Gás Nitrogênio à 1 atm no Ferro (10)
Através da figura 4.1 pode-se observar que a solubilidade do nitrogênio é maior no ferro líquido e na fase austenita e bastante baixa na fase ferrita. Outra constatação, a ser verificada, é que a presença de formadores de nitretos à altas temperaturas leva a uma maior solubilidade do nitrogênio, como pode ser visto na figura 4.2. Do ponto de vista
____________________________________________________________________________________ Figura 4.2: Efeito dos elementos de liga sobre a solubilidade do nitrogênio a 1 atm de pressão em
ferros-liga binários líquidos à 1873K (10).
Pode-se verificar também no destaque da figura 4.2 que o oxigênio e o enxofre exercem um
forte efeito de redução na solubilidade de nitrogênio (5).
4.5.2 ASPECTOS CINÉTICOS DA INCORPORAÇÃO DO NITROGÊNIO AO AÇO
No escopo deste trabalho “pick- up” (11) de nitrogênio deve ser entendido como a elevação do teor deste elemento no aço. O que advém do fenômeno de pick-up de nitrogênio, em
No caso a ser estudado – pick -up de nitrogênio no processo de fabricação de aço líquido –
devem ser levados em consideração os mecanismos físicos que promoverão a sua entrada/saída do aço líquido. Sabe-se que a absorção de nitrogênio no ferro líquido e nas ligas de ferro líquido é influenciada pelos mesmos fatores que ditam a absorção de nitrogênio no estado sólido, conforme descrito por Perrin, Wolosluk and McLean (5).
Deste modo, deve-se ter em mente dois fenômenos que serão mencionados em várias situações, a adsorção e a desorção. Genericamente falando, a Adsorção pode ser considerada como o “fenômeno em que as moléculas de um fluído entram em contato e aderem à superfície de um sólido ou de um líquido”. Por exemplo, por este processo, moléculas (ou átomos) de gases, líquidos e sólidos, mesmo em concentrações muito pequenas, podem ser seletivamente capturadas, por meio de materiais específicos, conhecidos como adsorventes. Esses materiais adsorventes podem ser sólidos porosos, naturais, q ue possuam afinidade específica para determinado composto e são desenvolvidos para uso industrial, na recuperação de solventes, em fracionamento de misturas de gases, bem como em outras aplicações. Entre esses materiais comerciais encontra-se uma
variedade de argilas, madeiras, carvão ativado, géis, alumina e silicatos.
Em termos de materiais ligados à Metalurgia, pode-se dizer que o processo de adsorção pode ser de duas naturezas: física ou química. No processo físico (fisissorção), a adsorção ocorre através de interações eletrostáticas ou força de Van der Waals, atuando em toda a superfície metálica, sendo a interação entre adsorbato e adsorvente, rápida e fraca. A entalpia de adsorção física possui valores acima de –25 KJ/mol, não sendo forte o bastante para romper as ligações químicas das moléculas adsorvidas. São processos reversíveis. Já o processo químico (quimissorção) envolve a formação de ligações covalentes, ocorrendo lentamente e a temperaturas mais elevadas, com alto calor de adsorção. A entalpia de adsorção química possui valores abaixo de –40 KJ/mol, com as moléculas do adsorbato podendo sofrer decomposição. São processos irreversíveis (12) (13).
____________________________________________________________________________________ a) Adsorção Positiva: quando uma espécie está presente na interface em maior
quantidade comparativamente à concentração no seio da fase;
b) Adsorção Negativa: quando uma espécie química está presente na interface em menor quantidade comparativamente ao seio do metal.
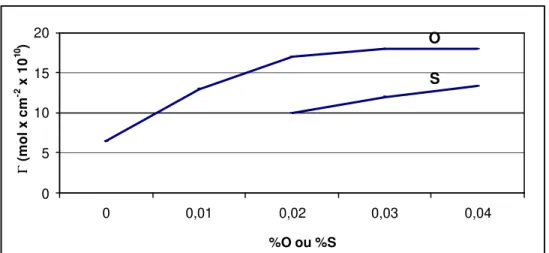
Em termos de força motriz de adsorção, este conceito está associado à tendência de redução da energia livre do sistema. Por esta razão, quando se tem a inclusão de determinados elementos numa fase, o efeito resultante é a diminuição da tensão interfacial, a qual implica em adsorção destes elementos, positiva ou negativa, de acordo com a expressão da Isoterma de Adsorção de Gibbs, expressa na equação 4.11.
a
RT ln
1
∂ ∂ × − =
Γ
γ
(4.11)Onde, -
Γ
: corresponde ao excesso de soluto na interface; - “a”: representa a atividade do soluto no seio do metal líquido; “γ”: representa a tensão interfacial. A expressão indica que elementos que levam à diminuição da energia interfacial são adsorvidos positivamente.O
S
0 5 10 15 20
0 0,01 0,02 0,03 0,04
%O ou %S
Γ
(mol x cm
-2 x 10 10 )
Figura 4.3: Adsorção positiva do enxofre e do oxigênio no ferro líquido (11).
Por outro lado, a desorção pode se considerada o processo inverso, com características especificas de cada situação: “Desorção é a liberação de uma substância considerada absorvida (retida) numa superfície”.
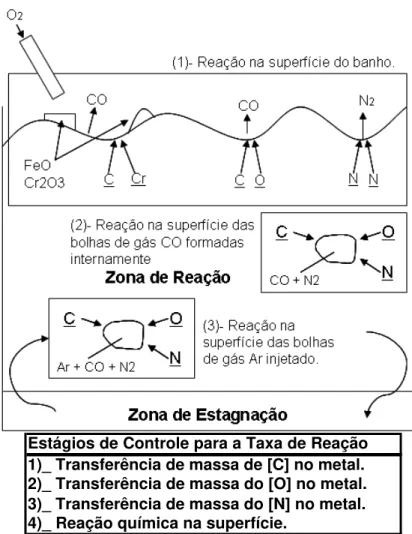
Kitamura et alii(14) desenvolveram um modelo matemático para avaliar a desorção do nitrogênio (em paralelo com as reações de descarburação) num desgaseificador à vácuo VOD para a fabricação de aços inoxidáveis. Neste trabalho, a avaliação consistia na comparação dos resultados obtidos em escala laboratorial (pequena escala) com os resultados em processos na escala comercial (RH, DH ou VOD). Em termos do modelo de reação de desorção do nitrogênio, observou-se que os sítios de reação eram(14):
1)_ Superfície do banho [exceto o ponto quente no bico da lança durante a sopragem do oxigênio];
2)_ Superfície da bolha do gás injetado;
3)_ Superfície da bolha do gás CO formado no interior banho.
A velocidade da reação de desorção do nitrogênio foi considerada ser controlada pela transferência de massa do nitrogênio no banho metálico e pela reação química na superfície.
____________________________________________________________________________________ Estágios de Controle para a Taxa de Reação
1)_ Transferência de massa de [C] no metal. 2)_ Transferência de massa do [O] no metal. 3)_ Transferência de massa do [N] no metal. 4)_ Reação química na superfície.
Figura 4.4: Desenho esquemático do modelo de desorção de nitrogênio e descarburação (14).
As expressões para a velocidade de transferência de massa de nitrogênio no aço e para a velocidade da reação química, mostrada na equação (4.8), são mostradas nas equações (4.9) e (4.10) respectivamente.
2 N N
N+ = eq. (4.8)
[ ] [ ]
{
b i}
N m
N k %N %N
14 100
A
N × × −
× ×
[ ] [ ]
{
2}
e N % 2 i N % N r k 14 100 A R N
N × × −
× ×
= ρ eq. (4.10)
Onde:
m N
N : velocidade de transferência de massa de nitrogênio no aço (mol/s);
R N
N : velocidade da reação química de formação de nitrogênio (N2) (mol/s);
A: Área de reação (m2);
ρ: Densidade do aço líquido (kg/m3);
[ ]
%N i : Concentração de Nitrogênio (N) na interface (% massa);[ ]
%N b : Concentração de Nitrogênio (N) no banho (% massa);[ ]
%N e : Concentração de Nitrogênio (N) de equilíbrio (% massa);N
k : Coeficiente de transferência de massa de nitrogênio (N) no aço (m/s);
N r
k : constante da expressão da velocidade da reação química à N + N = N2 ( m / %massa / s ).
Os experimentos neste trabalho foram feitos num processo de desgaseificação à vácuo VOD para fabricação de aços inoxidáveis (na Yawata Works) para avaliação do modelo. As conclusões obtidas a partir dos resultados obtidos em reator VOD foram os seguintes:
a)_ A reação de desorção do nitrogênio ocorre principalmente na superfície da bolha do gás CO, quando a formação do gás CO no banho acontece fortemente no estágio inicial de operação;
b)_ Cerca de 70% da reação de desorção de nitrogênio ocorre na superfície do banho e cerca de 30% da reação acontece na superfície da bolha de gás Argônio injetado quando a formação do gás CO diminui.
____________________________________________________________________________________
[ ]
[ ]
N
2
N
K
dt
N
d
×
=
−
, (4.12)ou seja,
[ ] [ ]
1
1
K
Nt
O
N
N
−
=
×
(4.13)
onde,
[ ]
[ ]
(
)
2S 34 , 5 O 4 , 28 1 f 974 , 0 V A 60 2 N N
K
× + × + × × ×= [%-1 x min-1] (4.14)
Na equação 4.14 tem-se: A; área interfacial metal- gás, [cm2]; V, volume de metal [cm3]; fN, coeficiente de atividade do nitrogênio, referência % em peso; [i], percentagem em peso do elemento i.
A eq. (4.14) leva em consideração que, em termos práticos, o oxigênio e o enxofre são elementos tenso-ativos.
Os dados da figura 4.3 e as equações de velocidade de absorção apresentadas ajudam ainda a explicar o efeito relativo do oxigênio e enxofre no pick-up de nitrogênio. Estes elementos são tenso-ativos e propensos a ocupar sítios na interface metal-gás Isto reduziria também a velocidade de transferência. Tem-se então, com o aumento da concentração de oxigênio e enxofre no aço, uma menor entrada de nitrogênio no mesmo, conforme mostra a Figura 4.5 (11). Por outro lado, aços com forte desoxidação ou altamente dessulfurados, possuem uma
tendência maior a terem pick-up de nitrogênio. Na prática a desoxidação tem mostrado ser mais efetiva para geração de pick-up no aço se comparado com a dessulfuração. Isto se explica a partir da equação 4.15, a qual pode ser rescrita como
[ ]
[ ]
(
1 28,4 5,34)
2 9740 60
2
O Sa qual explicita, a partir dos coeficientes no denominador, o efeito mais forte do oxigênio, em relação ao enxofre.
1 10 100
0,0001 0,0010 0,0100 0,1000
[O]
K.V/A.f
2
Figura 4.5: Influência do oxigênio sobre a cinética de remoção do N2(11)
De fato, um ponto de concordância, exposto na literatura por vários pesquisadores (5) (11) (15), é que os elementos tenso-ativos exercem uma forte influênc ia sobre as taxas de pick- up de nitrogênio, que são bastante reduzidas pela presença dos mesmos (5).
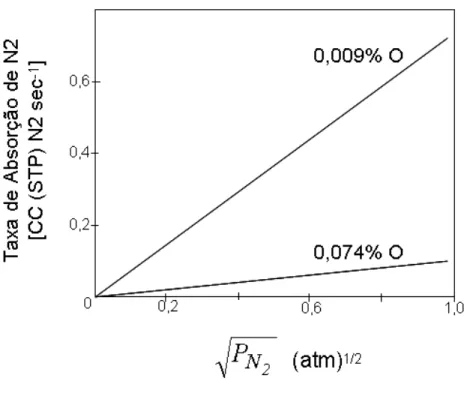
____________________________________________________________________________________ Figura 4.6: Efeito do oxigênio na absorção do nitrogênio em ferro líquido à 1873K, área de contato
7,54cm2. (10)(16).
Vê-se pela figura 4.5 que a absorção de oxigênio pela superfície do metal líquido ocasiona a redução na taxa de pick-up de nitrogênio, o que também foi evidenciado com o uso do enxofre no papel do oxigênio através dos experimentos de Greenberg e McLean (17).
termos de experimento propriamente dito, primeiramente, a amostra foi posta na extremidade fria no tubo do forno e a ponta não coberta da amostra foi colocada além da extremidade fria. O tubo sofreu purga por 01 hora a uma vazão de gás de 2,6 centímetros cúbicos / seg. Depois da purga a amostra foi inserida no interior da zona quente e recozida conforme procedimento pré-determinado. A amostra foi então colocada na extremidade fria do forno a fim de se resfriar no fluxo de nitrogênio presente naquela atmosfera. Após o recozimento, as amostras foram partidas e cortadas transversalmente, em três sub-amostras cada, para fins de análise. Foram incluídas outras amostras mais simples de aço (sem a proteção mencionada anteriormente), que tinham sido recozidas em ampolas de quartzo que foram submetidas ao gás nitrogênio de 99,9995% de pureza e à pressão atmosférica. Em adição a isto, para remover qualquer tipo de contaminação de oxigênio na ampola, foi utilizado papel de alumínio, o qual foi cortado em tiras e posto na ampola com a amostra. Estas amostras foram recozidas à 943K. Várias amostras foram recozidas com fluxo livre de nitrogênio de alta pureza no tubo do forno.
Em termos de resultados, Perrin, Wolosluk and McLean (5), constataram:
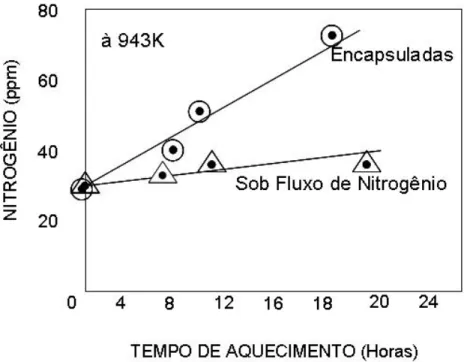
a)_ As amostras mais simples que foram recozidas à 943K e 1073K, em fluxo livre com nitrogênio, não mostraram pick-up de nitrogênio. Estas amostras estavam levemente oxidadas e isto evitou qualquer acréscimo no teor de nitrogênio;
____________________________________________________________________________________ Figura 4.7: Aumento no teor de nitrogênio num aço acalmado ao alumínio laminado à quente
durante o recozimento à 943K numa atmosfera com nitrogênio (12).
c)_ As amostras que estavam encapsuladas nas ampolas apresentavam-se livres de óxidos após o recozimento e mostravam uma evidência prática do acréscimo no teor de nitrogênio para as mesmas que, neste caso, foi de aproximadamente 39 pp m após 20 horas à 943K (Figura 4.7);
Figura 4.8: Aumento no teor de nitrogênio num aço acalmado ao alumínio laminado à quente durante o recozimento à 1073K numa atmosfera com nitrogênio (12).
e)_ Os pesquisadores(5) observaram também que as extremidades de cada pacote estavam fortemente oxidadas, mas o centro estava limpo e livre de qualquer oxidação devido à depleção do oxigênio no gás quando o mesmo passou entre as folhas.
Os resultados dos experimentos, a 943K e a 1073K, mostram a significativa importância do oxigênio ativo na superfície com relação à adsorção de nitrogênio no aço.
____________________________________________________________________________________ experimento eles observaram que a adsorção de nitrogênio poderia ser reduzida durante o recozimento através do emprego de atmosfera de gases que contivessem elementos ativos na superfície, assim como, através do decréscimo da pressão parcial de nitrogênio do gás, e pelo aumento do ponto de orvalho do gás. Por fim, eles também evidenciaram que a nitrogenização pode ser inibida pelo pré-tratamento da superfície do aço, usando a dopagem ou eletrodeposição. Isto é conseguido, a partir de soluções aquosas de compostos inorgânicos contendo elementos químicos dos grupos IV, V e V, tais como, estanho, chumbo, astato, antimônio, bismuto, selênio e telúrio, ou pela adição direta destes elementos de solubilidade limitada no aço.
O efeito de absorção de oxigênio pela superfície do metal líquido (ocasionando a redução na taxa de pick-up de nitrogênio), observado por Perrin, Wolosluk and McLean(5), conforme descrito anteriormente, também foi evidenciado com o uso do enxofre no papel do oxigênio através dos experimentos de Greenberg e McLean (17). Os experimentos destes dois pesquisadores envolviam gotas de ferro derretido que continham enxofre e se mantinham numa atmosfera gasosa a base de nitrogênio. As figuras 4.9 e 4.10 mostram
Figura 4.9: Efeito do enxofre sobre a taxa de pick-up de nitrogênio em gotas de metal em queda livre numa atmosfera gasosa à 1873K , área de contato 7,54cm2.(17).
0,1 0,2 0,3 0,4
0 0,01 0, 02 0,03 0,04 0, 05 0,06 (b)
TAXA DE PICK
-UP DE NITROGÊNIO
(10
-5á
tomos
-grama/cm
2/s 1)
ENXOFRE (%) 0,5
0,6 0,7 0,8
0,1 0,2 0,3 0,4
0 0,01 0, 02 0,03 0,04 0, 05 0,06 (b)
TAXA DE PICK
-UP DE NITROGÊNIO
(10
-5á
tomos
-grama/cm
2/s 1)
ENXOFRE (%) 0,5
____________________________________________________________________________________ Figura 4.10: Pick-up de nitrogênio após passagem de gotas de metal líquido através de atmosferas
típicas (c/ 100% N2 e c/ 73%N2 + 27%Ar) à 1873K, área de contato 7,54cm2(17) (18).
Outros autores também descreveram e relataram a influência dos elementos tensos ativos sobre a taxa de pick-up de nitrogênio(5). Kozakevitch(15) verificou que para certas quantidades de elementos como enxofre, oxigênio, selênio e telúrio, havia uma grande redução na tensão superficial do ferro líquido (figura 4.2, pg. 25). Não existe concordância quanto ao tipo de mecanismo que controla a taxa de adsorção do nitrogênio durante a sua dissoluç ão. Alguns autores defendem o fenômeno da reação química na interface gás/metal(19). No entanto, Pehlke e Elliot (16) e Inouye et alii(20) seguem a vertente de que este mecanismo é dirigido pela difusão do nitrogênio no seio do metal. Fruehan e Misra (4) destacam que o pick-up de nitrogênio é controlado, a baixos valores de concentração de oxigênio no aço, pela transferência de massa da fase líquida, enquanto que para altos valores de concentração de oxigênio, o mecanismo que governa o pick- up seria cinética química. E, no caso intermediário de concentração de oxigênio, este mecanismo seria controlado por ambos os fatores citados (3).
com que o nitrogênio seja removido do banho. Por outro lado, durante as últimas etapas de sopro, pode haver pick-up de nitrogênio em função do movimento de levantar e abaixar da lança de sopro de oxigênio. O simples fato de se abaixar mais a lança de oxigênio contra o banho levará a abertura de uma região maior de contato entre metal líquido e atmosfera ambiente (o que poderia ser evitado por uma escória que crie um filme de proteção). Com isso, a exposição do banho, principalmente em sopros mais duros (no caso da AM Tubarão, a distância entre o banho metálico e a ponta da lança de oxigênio pode ser menor que 2,0m), é mais prejudicial ao aço (ocorre elevação de teores de elementos como o fósforo e o nitrogênio).
No caso de um aço desoxidado ficar exposto ao ar atmosférico (durante o borbulhamento com argônio) pode haver pick-up de nitrogênio na superfície do metal em contato com o ar. Outra forma de elevar o teor de nitrogênio no aço é injeção de Cálcio -Silício, por causa da remoção de oxigênio e de enxofre no aço (que são tenso-ativos e bloqueariam os sítios de troca). Por fim, Deo e Boom esclarecem que no caso de escórias redutoras há um favorecimento ao pick-up de nitrogênio (21).
4.5.3 ASPECTOS TERMODINÂMICOS DA SOLUBILIDADE DO NITROGÊNIO EM ESCÓRIAS
Mulfinger and Meyer apud Turkdogan(1) mostraram que nos banhos de alumino-silicatos, em condições oxidantes, existe uma solubilidade desprezível de nitrogênio.
____________________________________________________________________________________ Reação do Carbeto, a qual define a Capacidade da escória em estocar carbono na forma de carbeto (equação 4.16):
(
)
(
x+y /2) ( )( )
× C gr + y/2O22− =Cxy + y/2CO( )
gconsiderando que a atividade do íon carbeto seja proporcional à sua concentração, que a atividade da grafita seja unitária e que o valor de “y” seja igual a “2”, então a capacidade do carbeto pode ser definida como sendo
( )
%C pcoCc= × (4.16)
Reação do Nitreto, a qual define a Capacidade da escória em estocar nitrogê nio na forma de nitreto (equação 4.17):
( )
O 32C 12N( )
N 32CO2
3 3
2
2− + + = − +
( )
N p p C N CO N % 2 1 2 3 2 × = (4.17)Reação do Cianeto, a qual define a Capacidade da escória em estocar carbono e nitrogênio na forma de cianeto (equação 4.18):
( )
O 32C 12N( )
CN 12CO 21 2− + + 2 = − +
(
CN)
p p C N CO CN % 2 1 2 × = (4.18)( )
TOTAL N CN CO NCO
p C C
N p
p × = + × ×
26 14 %
2 1
2 3
2
(4.19)
(
)
(
)
1 22
26 12
% TOTAL C C CO N
CO C C C p p
p × = + × × ×
(4.20)
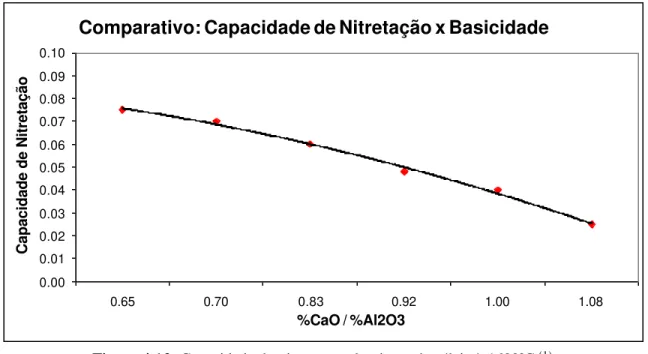
Turkdogan citou os experimentos de Schwerdfteger e Schubert (1) que mostraram que existe uma dependência das capacidades do carbeto, do cianeto e do nitreto com a composição do aluminato de cálcio conforme pode ser visto nos gráficos seguintes, Figuras 4.11 a 4.13.
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45 0.50
0.64 0.70 0.80 0.90 1.00 1.10 1.15
Capacidade de Cianetação
%CaO / %Al2O3
Comparativo: Capacidade de Cianetação x Basicidade
____________________________________________________________________________________
0.00 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.10
0.65 0.70 0.83 0.92 1.00 1.08
Capacidade de Nitretação
%CaO / %Al2O3
Comparativo: Capacidade de Nitretação x Basicidade
Figura 4.12: Capacidade do nitreto em aluminato de cálcio à 1600ºC (1).
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16 0.18 0.20
0.66 0.68 0.70 0.83 0.84 1.00 1.08 1.17 1.24
Capacidade de Carbonetação
%CaO / %Al2O3
Comparativo: Capacidade de Carbonetação x Basicidade
Figura 4.13: Capacidade do carbeto em aluminato de cálcio à 1600ºC (1).
Figura 4.14 – Diagrama de fase Al2O3-CaO (28).
Figura 4.14: Diagrama de fases CaO/Al2O3(28)
A equação 4.17, citada por Turkdogan(1), foi proposta por Schwerdfteger e Schubert. Turkdogan(1) também cita que Davies e Meherali mediram a solubilidade do nitrogênio (“CN”) e verificaram que ela aumentava, a medida que a basicidade da escória diminuía, similar ao comportamento visto na figura 4.12 para os banhos de aluminato de cálcio.
Turkdogan (1) também menciona em seus estudos que o nitrogênio se dissolve em escórias líquidas como um íon nitreto apenas sob condições redutoras, como mostra a equação 4.21.
( )
3/4 ( ) 2/ 3 ) ( 2 /
1 N2 g + O−2 =N3− + O2 g (4.21)
____________________________________________________________________________________ 2 / 1 2 4 / 3 2 % N O N P P N
C = . (4.22)
No estudo da solubilidade do nitrogênio em escórias a base de Aluminatos de Cálcio e de Alumino-Silicatos de Cálcio, foi diagnosticado também por Ito e Fruehan(22) que a capacidade do nitreto destes compostos aumenta com o decréscimo da atividade do CaO conforme mostra a figura 4.12.
Turkdogan (1) avaliou também a distribuição do nitrogênio entre escória e aço e, para aços acalmados ao alumínio, sugere que a pressão parcial de equilíbrio do oxigênio é dada pela equação (4.23): 3 / 4 16 2 ] [% 10 22 , 1 ) ( Al atm PO −
= , a 1600 oC (4.23)
e a solubilidade do nitrogênio pela equação (4.24):
] [% 9 , 21 ) ( 1/2 2
/ 1
2 atm N
PN = , a 1600 oC (4.24)
Substituindo as equações anteriores na equação de definição de capacidade em nitreto tem-se então o valor de “CN”, conforme a equação (4.25):
14 10 3 , 5 ] [% ] [% ) (% = − = Al N N CN (4.25)
] [% 9 , 1 ] [%
) (%
Al N
N
=
(4.26)
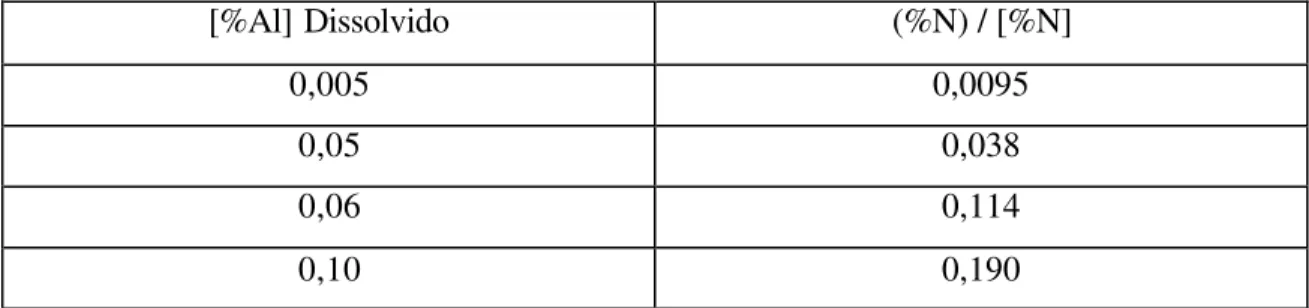
A partir desta equação se pode estimar a Partição de nitrogênio entre escória e aço, em função do residual de alumínio no aço, como mostra a tabela 4.1.
Tabela 4.1: Estimativa da Partição de Nitrogênio entre Escória e Aço em Função do Residual de Alumínio do Aço (14).
[%Al] Dissolvido (%N) / [%N]
0,005 0,0095
0,05 0,038
0,06 0,114
0,10 0,190
Nota-se que o Coeficiente de Partição de Nitrogênio é muito baixo, mesmo para elevados teores de alumínio, bem acima dos aplicados na escala industrial. É comum uma razão entre massa de escória e massa de aço da ordem de 1/100 (14), o que é muito baixa também. Por esta razão, é que o aço líquido na panela não pode ser desnitrogenizado pela escória que é usada na indústria de refino do aço, ainda de acordo com Turkdogan (13) (14).
4.5.4 EFEITOS ADICIONAIS
Afora as considerações termodinâmicas e cinéticas anteriores, relativas à composição do aço e da escória, outras variáveis de processo precisam ser mencionadas. Alguns destes tópicos são abordados a seguir.
4.5.4.1 EFEITO DO NITROGÊNIO CONTIDO NA SUCATA ADICIONADA
____________________________________________________________________________________ neste caso é a existência de pedaços de sucata não fundidos no fim de sopro. Isto pode constituir, num incremento positivo do teor de nitrogênio no aço líquido (ou seja, pick-up de nitrogênio).
4.5.4.2 EFEITO DO NITROGÊNIO PRESENTE NO AR ATMOSFÉRICO
(DURANTE O VAZAMENTO DO AÇO LÍQUIDO NA PANELA E SEM A TAMPA DE PROTEÇÃO NA PANELA DE AÇO)
O nitrogênio pode ser absorvido pelo aço durante o vazamento, quando este entra em contato com o ar atmosférico(2). Durante o período de vazamento, que em grandes siderúrgicas pode levar de 4 a 13 minutos, o tempo de exposição ao ar atmosférico pode contribuir para o incremento de nitrogênio (pick-up) no aço.
Após o vazamento, o efeito da exposição é também sensível quando a panela é deixada sem proteção (tampa ou camada de escória). Estas proteções são importantes, pois evitam que o aço sofra ação do ar, que favorece o pick-up de nitrogênio.
4.5.4.3 EFEITO DO PICK-UP DE NITROGÊNIO PELA SUA PASSAGEM ATRAVÉS DA CAMADA DE ESCÓRIA
do metal. Salientam que a redução da atividade do oxigênio presente no metal é fator importante para aumentar a redução do teor de nitrogênio no aço.
Outros estudos têm demonstrado, como no caso de Fruehan & Misra (4), que a remoção de nitrogênio via escória, avaliada a partir da Capacidade de Nitrogênio, não é favorável economicamente (pela necessidade de aditivos caros) (3).O que se observa é que se deve ter cuidado com relação à escória, que pode ser um fator incrementador de nitrogênio no aço. Neste mesmo trabalho, Fruehan e Misra (4) observaram que a taxa de transferência do nitrogênio através da camada de escória é muito pequena e pouco comprometedora em termos de pick- up para o aço, podendo até ser desconsiderada (3).
Foi também, observado nesta análise, onde foram utilizaram modelos de simulação via CFD, que à medida que se diminui a velocidade de vazamento, também diminui a área total das bolhas, o que se reflete na área de reação.
Fruehan e Goldstein (19) chegaram a pesquisar o efeito do pick-up de nitrogênio oriundo do ar atmosférico através de três fontes, a saber:
(a)_ através da camada de escória;
(b)_ durante o vazamento; (c)_ pick-up no olho da escória.
Eles verificaram através de experimentos que:
____________________________________________________________________________________ Tabela 4.2: Composição química (% em peso) da escória usada nos experimentos de transporte de nitrogênio(4).
Tipo de escória Al2O3 CaO MgO SiO2
A 28,3 50,7 10,12 10,56
B 56,99 26,3 7,86 8,55
Tabela 4.3: Quantidade e tipo de combinações de metal-escória usadas nos experimentos de transporte(4).
Experimento Peso Fe-liga (g) %Al Peso Escória (g) Tipo de escória
Teste 1 225 0,19 140 A
Teste 2 140 0,19 75 A
Teste 3 261 0,059 150 A
Teste 4 158 0,19 100 B
Figura 4.15: Pick-up de nitrogênio através da camada de escória como uma função do tempo (Testes1 e 2)(4).
____________________________________________________________________________________ Figura 4.16: Transporte de nitrogênio através de escória tipo A (Teste 3) (4)
Figura 4.17: Transporte de nitrogênio através de escória tipo B (Teste 4) (4)
Os experimentos de Fruehan e Misra evidenciam que a escória não oferece uma proteção perfeita contra a absorção de nitrogênio e que o mesmo pode ser transportado pela camada de escória. Entretanto, sob as condições analisadas, independente das adições de ferro- ligas e do percentual de alumínio, o pick-up via esta forma de transporte foi muito pequeno e exigiria um espaço de tempo muito grande para sugerir uma absorção ma is significativa. Estas escórias não são grandes carreadoras de nitrogênio, mas sim de enxofre.
2º)- Para o caso de pick-up durante o vazamento da corrida na panela, foi entendido que este nitrogênio entraria no metal líquido através de bolhas de ar e que dependeria, fundamentalmente, do teor de enxofre e oxigênio presentes no aço líquido. Inicialmente se admitiu que o input de nitrogênio (pick- up) dependeria da taxa de vazamento de aço. Os autores conseguiram, através de um software de CFD (Computational Fluid Dynamics), simular diferentes áreas totais das bolhas, em função de diferentes velocidades do jato de
____________________________________________________________________________________ tempo de contato gás/metal, gerada por alterações na taxa de vazamento, foi compensada por uma mudança na área de reação; e, com isso, o pick-up total de nitrogênio não foi função da taxa de vazamento (velocidade de vazamento do aço na panela).
4.5.4.4 EFEITO DO NITROGÊNIO ORIUNDO DA LANÇA DE
BORBULHAMENTO NA PANELA DE AÇO
Fruehan e Misra (4) também estudaram o caso do pick-up de nitrogênio, mas em função de uma abertura (“olho”) na escória, e chegaram a um consenso sobre os fatores que influenciam este pick-up:
v Teor de oxigênio e enxofre presentes no aço, v Vazão de gás inerte;
v Espessura da camada de escória; v Tempo total de borbulhamento.
Neste estudo, Fruehan e Misra (4) desenvolveram uma regressão linear múltipla para obter uma representação matemática da influencia destes fatores no pick-up de nitrogênio, equação 4.27:
( )
N 3,936 0,4019 ln( )
hO 0,212 ln( )
S 0,944 ln( )
Qbln ∆ =− − ∗ − ∗ + ∗
(
)
( )
[
( )
]
2O h ln 0341 , 0 t ln 002 , 1 slagtk ln 111 ,
1 ∗ + ∗ − ∗
−
( )
[
]
[
( )
]
2[
(
)
]
2b
2 0,064 ln Q 0,1385 ln slagtk
S ln 018 ,
0 ∗ − ∗ − ∗
−
( )
[ ]
ln t 200048 ,
0 ∗
− (4.27)
Onde:
tempo de borbulhamento, que vario u de 10 a 20 minutos. Os resultados previstos por esta equação descrevem de modo bastante satisfatório os testes industriais (3).
4.5.4.5 EFEITO DO NITROGÊNIO PRESENTE NOS FERROS-LIGA
ADICIONADOS
É fato que os ferros- liga adicionados ao aço têm hoje um papel vital na fabricação de um aço qualquer. Além do acerto na composição de química do aço, posteriormente, estes mesmos ferros-ligas lhe conferirão propriedades especiais. No entanto, estes mesmos ferros- liga podem possuir impurezas indesejáveis como o nitrogênio. Esta concentração deve ser avaliada caso a caso para se verificar até quanto esse teor pode vir a ser prejudicial para as propriedades finais do aço. Os ferros- ligas, hoje, podem ser considerados como uma das fontes mais importantes na incorporação anormal de nitrogênio ao aço.
Outro ponto importante é que o nitrogênio presente nos ferros- ligas, geralmente, se incorpora praticamente todo no aço, ou seja, o seu rendimento é muito alto. Este fenômeno
vem do fato de que o nitrogênio existente no ferro-liga está na forma atômica e, com isso, a etapa limitadora da taxa de dissociação da molécula de nitrogênio gasoso não está presente(3).
4.5.4.6 EFEITO DO NITROGÊNIO PRESENTE NO CASCÃO ADERIDO À PANELA DE AÇO
Por ser o cascão de corrida anterior (aderido na panela de aço) um evento do processo freqüente na área industrial, se torna necessário conhecê- lo a fim de se determinar a grandeza de uma possível contaminação, devido a elementos residuais presentes no mesmo. Este item se torna significativo para a realização de balanços de massa final, para atendimento do acerto de composição química.
____________________________________________________________________________________ tipo de aço que foi produzido anteriormente na panela em questão e da quantidade em peso de cascão de aço que está agregado à panela. A AMT não possui dados históricos de composição química de cascões, o que levou a descartar esta variável.
4.6 USO DE MODELOS MATEMÁTICOS PARA DETERMINAÇÃO DO TEOR
DE NITROGÊNIO CONTIDO NO AÇO
Para a determinação do teor de nitrogênio durante o refino pode-se adotar o uso de modelos matemáticos. Por exemplo, Fruehan e Misra (4) utilizaram alguns modelos para determinação do pick- up de nitrogênio durante o vazamento. No caso da determinação do pick-up de nitrogênio no borbulhamento com Argônio, Fruehan e Misra (4) empregaram um modelo cinético de controle misto e para determinação dos valores dos coeficientes de transferência de massa foi utilizado o software CFX (4).
Fruehan e Goldstein (2) desenvolveram um modelo matemático para determinação do teor de nitrogênio no final do sopro em convertedores a oxigênio levando em consideração
diferentes parâmetros operacionais que poderiam influenciar no pick-up de nitrogênio da corrida. Entre esses parâmetros pode-se destacar: teor de nitrogênio contido no gusa líquido, na sucata, em adições especiais como ferro de redução direta (DRI e HBI) adicionados em substituição à sucata, teor de nitrogênio oriundo do oxigênio soprado na corrida, nitrogênio oriundo de sopro combinado ( para convertedores com sopro pelo fundo, utilizando-se de nitrogênio e/ou argônio). Existem outros fatores também tão significativos quanto os anteriores que não foram considerados por eles, mas que merecem uma atenção especial para o assunto pick- up de nitrogênio numa corrida de aço que são: ressopro, ar atmosférico, teor de nitrogênio oriundo das ligas adicionadas no vazamento da corrida para a panela.