GERENCIAMENTO DE RISCO NO SETOR PRODUTIVO DE UMA
METALÚRGICA – UM ESTUDO DE CASO
RISK MANAGEMENT IN THE PRODUCTION SECTOR OF A
METALLURGY – A CASE STUDY
Autor: Vinícius Alves Rodrigues
Orientador (a): Prof.ª Dra. Maria de Lourdes Santiago Luz
Resumo
O objetivo deste estudo foi analisar as condições de higiene e segurança do trabalho, considerando fatores de riscos ambientais, de acidentes e ergonômicos inseridos nas atividades e processos do setor industrial de uma metalúrgica. Para a realização do propósito, foram identificados os riscos existentes no ambiente através da percepção ocular e interação com os funcionários, fazendo uso da ferramenta de análise preliminar de risco. Como forma de mensuração dos riscos físicos, foi necessária a medição dos níveis de ruídos nos setores mais críticos da produção, a fim de caracterizar o ambiente qualitativamente e garantir o respaldo legal perante as normas regulamentadoras. No campo da ergonomia, além do questionário de percepção, foram mostradas as atividades que mais impactam na saúde do trabalhador, sendo usados os subsídios das ferramentas OWAS e NIOSH. Foi elaborado, no local, um mapa de risco, a fim de prover informações de modo visual sobre os riscos presentes e alertar os funcionários e demais pessoas sobre a necessidade de uso dos equipamentos de segurança individual. Por fim, foram propostas ações de melhorias para segurança e saúde dos colaboradores, de modo que não exigisse grandes investimentos e que contribuísse de uma forma satisfatória.
Palavras-chave: higiene e segurança do trabalho; análise preliminar de risco; ergonomia; mapa de risco.
Abstract
The goal of this study was to analyze the occupational hygiene and safety conditions of the job, considering factors of environmental, accident and ergonomic risks inserted in the activities and processes of the industrial sector of a metallurgical industry. To accomplish the purpose, the risks in the environment were identified through eye perception and interaction with employees, making use of the preliminary risk analysis tool. As a way of measuring physical risks, it was necessary to measure noise levels in the most critical sectors of production, in order to characterize the surroundings qualitatively and ensure legal backing before regulatory standards. In the field of ergonomics, besides the perception questionnaire, the activities that most impacted workers’ health were shown, using the OWAS and NIOSH tools subsidies. A risk map was prepared on the spot to provide visual information about the risks involved and to alert staff members and others about the need to use individual safety equipment. Finally, actions were proposed to improve employees’ safety and health, so that it did not require large investments and that it contributed in a satisfactory way.
Key-words: hygiene and work safety; preliminary risk analysis; ergonomics; risk map.
1. Introdução
Segundo Mattos (2011), estudos em diversas áreas do conhecimento contribuem para o entendimento das condições de trabalho e assim auxiliam na prevenção de ocorrências de acidentes e doenças ocupacionais. Conforme Dias (2001, apud Korf et. al. 2011), a existência de agentes físicos, químicos, biológicos, ergonômicos e mecânicos ou de acidentes, podem elevar o potencial de danos em instalações industriais e à saúde do trabalhador, levando a sérias consequências resultantes de acidentes de trabalho.
Em síntese, é papel da Higiene e Segurança do Trabalho (HST), em cooperação com outras áreas de conhecimento tais como ergonomia, saúde ocupacional e saúde do trabalhador, identificar os fatores de riscos que geram acidentes e doenças ocupacionais, analisar seus efeitos na saúde do colaborador e propor medidas cabíveis de intervenção técnica a serem implantadas no ambiente de trabalho (MATTOS, 2011).
O presente trabalho foi desenvolvido em uma empresa do ramo metalúrgico no setor de produção de autoclaves em alumínio, pois é a área que contempla o maior número de funcionários que estão expostos aos riscos.
A finalidade do estudo foi compreender as condições de trabalho, como são realizados os processos de produção e realizar um mapeamento de risco no setor produtivo, para propor melhorias e ações que contribuam para evitar que o trabalhador fique exposto a tais riscos e tenha melhores condições de trabalho.
Para isto, foram realizadas algumas análises no ambiente de trabalho com auxílio de um instrumento de aferição de ruídos, ferramentas de análise da postura e movimentação dos trabalhadores e a aplicação de questionários para avaliação e interpretação das ponderações dos colaboradores em relação às atividades exercidas.
2. Referencial bibliográfico
Este capítulo descreve os conceitos nos quais esse trabalho se baseia, sendo eles: Segurança do Trabalho, Acidente de Trabalho, Equipamento de Proteção Individual, Ergonomia e Gerenciamento de Riscos.
2.1 Segurança do trabalho
A Segurança do Trabalho trata do conjunto de normas previamente analisadas destinadas à melhoria dos ambientes de trabalho. Tem como objetivos principais evitar acidentes dos trabalhadores, minimizar as condições de insegurança no trabalho, preparar o trabalhador para a prevenção dos desastres ocupacionais, estabelecer melhores condições físicas e psíquicas no trabalho e assim melhores condições de eficiência e produtividade (DELWING, 2002).
De acordo com o Ministério do Trabalho (2017), as normas regulamentadoras (NR) complementam o capítulo V da Consolidação das Leis de Trabalho (CLT), tendo como embasamento as obrigações, direitos e deveres a serem efetuados por empregadores e colaboradores com o intuito de garantir o ofício do trabalho seguro e saudável, prevenindo a ocorrência de acidentes e doenças ocupacionais.
2.2 Acidente de trabalho
O Acidente de Trabalho (AT) pode ser considerado uma das possíveis perdas dos ativos intangíveis de um processo de trabalho, podendo acarretar em grandes danos à saúde e bem estar do trabalhador, cujo acontecimento pode ser causa de falhas de concepção e de funcionamento da gestão de produção (MATTOS, 2011).
Dentro deste contexto, existem outras definições para o evento acidente de trabalho, cuja definição a seguir tem respaldo na legislação trabalhista em vigor. A Lei de Benefícios da Previdência Social, nº 8.213 de 21/07/1991, sobre Acidente de Trabalho, em seu artigo 19, traz a seguinte consideração: “Aquele que ocorre pelo exercício do trabalho a serviço da empresa (...), provocando lesão corporal ou perturbação funcional que cause a morte ou perda, ou redução, permanentemente ou temporária da capacidade para o trabalho”.
2.3 Equipamento de proteção individual
Segundo a Norma Regulamentadora (NR) 6, que trata de Equipamento de Proteção Individual (EPI), define-se tais equipamentos como todo dispositivo ou produto, de uso individual, para uso do trabalhador, que destina-se à proteção de riscos suscetíveis a segurança e saúde no trabalho.
De acordo com o Ministério da Previdência e Assistência Social (MPAS), pelo Art. 388, do Decreto 4032/2001, a empresa é responsável pela disponibilização e conscientização de medidas coletivas e individuais de proteção à segurança e saúde do trabalhador sujeito aos riscos ocupacionais pelas atividades executadas.
2.4 Ergonomia
Para a Associação Internacional de Ergonomia (2009 apud Soares et. al. 2011) há três âmbitos de alcance da ergonomia tais como: físico, cognitivo e organizacional. O primeiro está associado às atividades físicas do corpo humano, como os aspectos antropométricos, anatômicos, biomecânicos e fisiológicos, estudando a postura, movimentos repetitivos, distúrbios musculoesqueléticos, bem como a perspectiva do ambiente no qual o trabalhador exerce suas atividades. Os agentes cognitivos estão enfatizados na capacidade da mente humana que envolve a percepção, memória, raciocínio e resposta motora. E, por fim, os aspectos organizacionais são pertinentes à estrutura de gerenciamento organizacional, com embasamento em políticas e seus processos.
O item 17.1 da norma regulamentadora 17 que trata sobre ergonomia, define que o seu objetivo é estipular padrões que visam à adequação das condições de trabalho às características físicas e mentais dos trabalhadores, de modo a garantir a máxima segurança, conforto e desempenho.
2.4.1 Biomecânica ocupacional
Entende-se por biomecânica ocupacional, o estudo dos movimentos realizados pelo
corpo e as forças aplicadas no decorrer da atividade laboral. Desde modo, preocupa-se com as interações físicas do trabalhador, com o seu posto de trabalho, ferramentas, máquinas e matérias, tendo em vista reduzir os riscos de distúrbio musculoesqueléticos (IIDA , 2005).
Segundo Dul e Weerdmesster (2004), a biomecânica é um desdobramento da ergonomia que sugere recomendações sobre a postura e o movimento considerando a natureza das pessoas. Sendo a biomecânica o estudo das leis físicas da mecânica corporal, podem-se estimar as tensões que ocorrem nos músculos e articulações durante uma postura ou um movimento no ambiente de trabalho. Os princípios mais relevantes da biomecânica para a ergonomia podem ser descritos conforme o Quadro 1.
Quadro 1 - Princípios biomecânicos para ergonomia
Fonte: Adaptado de Dul e Weerdmeester (2004)
Segundo Iida (2005) a biomecânica relacionada ao levantamento de cargas é uma atividade que deve ser realizada com a coluna na posição vertical, fazendo uso da musculatura das pernas para auxiliar no levantamento. A Figura 1 mostra um exemplo entre a execução errada e correta do movimento.
Figura 1 - Levantamento manual de cargas
Fonte: Iida (2005)
Já o transporte manual de cargas é uma forma muito típica na movimentação das atividades industriais, sendo responsável pela ocorrência de acidentes de trabalho e lesões corporais, afetando, na maioria dos casos, a coluna vertebral. A Figura 2 exemplifica a comparação entre procedimento a ser seguido e o errado para realizar a movimentação com as respectivas forças resultantes exercidas sobre o dorso.
Figura 2 - Transporte manual de cargas com as forças resultantes sobre o dorso
Fonte: Adaptado de Iida (2005)
2.4.2 Postura corporal
No estudo ergonômico, a postura corporal está relacionada ao posicionamento das partes do corpo, como cabeça, tronco e membros. A análise dos postos de trabalho serve para adequar a postura do trabalhador à atividade na qual se realiza diariamente, em muitos casos, promovendo redução de fadiga, dores no corpo, afastamentos do trabalho e doenças ocupacionais (IIDA, 2005).
A relação da postura corporal, considerada inadequada para o cumprimento das tarefas no trabalho e seus respectivos riscos, é exemplificada no Quadro 2.
Quadro 2 - Localização das dores corporais relacionadas à postura inadequada
Fonte: Adaptado de Iida (2005)
2.4.3 Diagrama das áreas dolorosas
O diagrama das áreas dolorosas é uma ferramenta instrutiva elaborada por Corlett e Manenica, sendo usada para entrevistar os trabalhadores para que eles possam indicar quais as áreas do corpo que mais doem ou sofrem desgaste. Sua classificação é de acordo com o tipo de desconforto e o grau de intensidade nas regiões pré-determinadas do corpo humano. De
acordo com o relatório baseado nas respostas do questionário, pode-se intervir nas máquinas, equipamentos ou postos de trabalho que apresentam maior nível de gravidade, reclamações dos trabalhadores e que necessitem de intervenção imediata (IIDA, 2005).
A Figura 3 apresenta um esboço do diagrama das áreas dolorosas de acordo com a região do corpo afetada, o tipo de desconforto e sua intensidade.
Figura 3 - Diagrama das áreas dolorosas
Fonte: Adaptado de Corlett, et. al. (1976)
2.4.4 Método OWAS
Guimarães e Portich (2002 apud Silva et. al. 2010), definem o método OWAS (Ovako
Working Posture Analysing System) como um programa de amostra que facilita catalogar as
várias combinações de posturas entre costas, pernas e braços levando em consideração as forças exercidas, determinando o efeito resultante sobre o corpo e a movimentação do trabalhador, possibilitando analisar as atividades mais prejudiciais para cada região corporal.
Segundo o Manual WinOWAS (2009 apud Silva et. al. 2010), este método possibilita o estudo e a avaliação da postura corporal e seu posto de trabalho, tendo uma visão ampla das dificuldades de execução dos movimentos pelo trabalhador, podendo assim planejar e desenvolver novas instruções de trabalho ou postos de trabalho adequados, contribuindo para estudos ergonômicos e de saúde ocupacional.
A análise da movimentação e execução dos trabalhadores pode ser registrada por meio fotográfico e de acordo com as combinações observadas, foram catalogadas 72 posturas diferentes, que provem de combinações relacionadas ao dorso, braços e pernas (IIDA, 2005).
A Figura 4 retrata as posturas típicas do método OWAS.
Figura 4 - Classificação das posturas pelo método OWAS
Fonte: Iida (2005)
Para Iida (2005), as avaliações das posições são mensuradas de acordo com o padrão de gravidade encontrada. Esses padrões avaliados são divididos em quatro classes,
dependendo do grau de esforço físico exigido em cada atividade específica. A classificação segue a seguinte ordem:
a) Classe 1: Não há necessidade de intervenção corretiva, tendo uma postura adequada; b) Classe 2: Haverá necessidade de ações de melhoria, havendo movimentos levemente
prejudiciais;
c) Classe 3: Tem-se a necessidade de ações corretivas a curto prazo, com atividades que
geram desconforto ao serem executadas;
d) Classe 4: Necessidade de ações de correção imediatas, com carga física prejudicial ao
trabalhador.
2.4.5 Método NIOSH
O método NIOSH auxilia no cálculo do limite de peso recomendável (LPR) para tarefas de levantamento de cargas tendo como objetivo a prevenção ou redução da ocorrência de dores causadas por tais tarefas. Sua funcionalidade refere-se ao transporte de carga de um local para o outro, utilizando-se das duas mãos (IIDA, 2005).
O limite de carga máxima aceitável é obtido através de uma equação que possui varáveis como: manipulação assimétrica de cargas, duração da tarefa, a frequência dos levantamentos e a qualidade da pega. As variáveis são apresentadas no Quadro 3.
Quadro 3 - Variáveis do equação de LPR do método NIOSH
A equação disponibiliza o resultado do LPR. Deste modo, o peso carregado pelo colaborador não deve ultrapassar o LPR, para se ter uma análise mais eficiente do levantamento de carga. O resultado é apresentado conforme a Equação 1.
LPR = 23 * (25/H) * (1-0,003/[V-75]) * (0,82+4,5/D) * (1-0,0032*A) * F * C (Eq. 1) O modelo para o cálculo do LPR segue alguns fatores pré-estabelecidos pela Clínica do Trabalho de Milão. As Tabelas de 1 a 5 mostram as referências adotadas.
Tabela 1 - Distância das mãos ao chão na origem do levantamento
Fonte: Adaptado de Couto (1995)
Tabela 2 - Distância vertical do peso entre a origem e o destino
Fonte: Adaptado de Couto (1995)
Tabela 3 - Distância máxima do peso ao corpo durante o levantamento
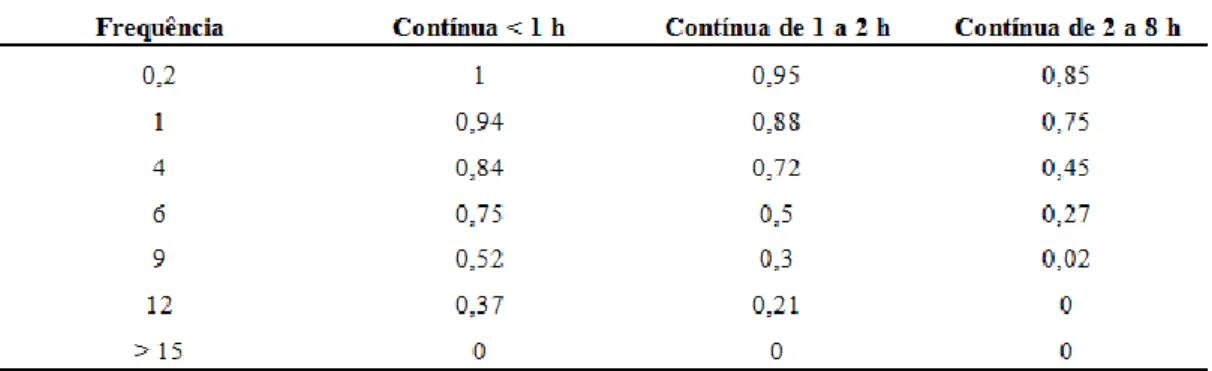
Tabela 4 - Frequência do levantamento (levantamento por minuto)
Fonte: Adaptado de Couto (1995) Tabela 5 - Qualidade da pega da carga
Fonte: Adaptado de Couto (1995)
Obtido o LPR, e mensurada a carga real levantada, obtêm-se o Índice de Levantamento (IL). O Quadro 4 informa as referências a respeito da interpretação dos resultados.
Quadro 4 - Parâmetros do índice de levantamento de peso
Fonte: Adaptado de Waters et. al. (1993)
O resultado referente ao IL é obtido pela Equação 2:
IL = Massa da carga levantada ÷ LPR (Eq. 2)
2.5 Gerenciamento de risco
O gerenciamento de risco retrata o fornecimento das técnicas de engenharia, levando em consideração aquilo que não se pode prever, do subjetivo e imponderável na ocorrência dos acidentes, motivados através de causas naturais, falha de projetos, falta de manutenção em equipamentos, erros de operação, falhas de gestão ou erro humano. Para obter sucesso, o gerenciamento não deve envolver apenas engenharia, porém é necessário cada vez mais incorporar a multidisciplinariedade, compreendendo conhecimentos de saúde, fatores humanos, gestão tecnológica, qualidade, biologia e várias outras (PORTELA, 2014).
Segundo Caponi (2004, apud Korf et. al. 2011), os estudos de gerenciamento de risco fundamentam procedimentos de prevenção de acidentes, que se baseia em um estudo minucioso de um objeto, com o desígnio de identificar perigos e avaliar os riscos associados.
De acordo com o pensamento de Reis (2006, apud Korf et. al. 2011), um plano de análise de risco é uma ferramenta que carece ser implementada em atividades de instalações industriais que sejam suscetíveis a acidentes ao longo de suas atividades operacionais.
2.5.1 Análise preliminar de risco
Para Portela (2014), uma técnica primária e com grande aplicabilidade quando se trata de estudos específicos de engenharia de segurança é a Análise Preliminar de Risco (APR). Através dela é possível identificar os riscos existentes no local de trabalho com a participação de pessoas que possuem experiência na área, tendo como objetivo uma lista com os potenciais perigos e planos de ação para tomadas de decisão.
A APR constitui-se de uma mensuração qualitativa, auxiliando na prevenção de riscos durante a concepção ou desenvolvimento de qualquer processo, produto ou sistema. Sua requisição é de suma importância nas operações em que há desconhecimento ou carência de informações quanto às evidências de riscos reais (LIMA, 2011).
O objetivo da análise preliminar de risco (APR) é discernir potenciais perigos recorrentes das atividades relacionadas à produção metalúrgica que opera com máquinas e presença de agentes nocivos à saúde do colaborador. A análise preliminar de risco poderá auxiliar também nas normas e procedimentos de segurança interna da instalação em operação. Para se realizar um estudo desta análise, é necessário o preenchimento de uma tabela de APR para cada atividade do processo, as quais devem ser preenchidas seguindo alguns critérios de classificação (AMORIM, 2010).
A Figura 5 apresenta um modelo para uma APR.
Figura 5 - Exemplo de Análise preliminar de risco
Fonte: Amorim (2010)
Segundo Amorim (2010), os critérios que devem ser considerados na identificação e análise de uma APR são:
a) Perigo: Identificam-se os perigos de acordo com a atividade do processo. Em geral, os
perigos são eventos acidentais que podem causar danos às instalações, aos colaboradores e o meio ambiente;
b) Causa: Especificar-se as causas para cada perigo. Elas podem compreender tanto as
falhas de equipamentos, bem como erros humanos de operação e manutenção;
c) Modo de detecção: A detecção da ocorrência de perigo pode ser efetuada através da
instrumentação (alarmes de pressão, temperatura) e percepção humana (pelos sentidos);
d) Efeito: Listar os possíveis efeitos prejudiciais para cada perigo identificado;
e) Categorias de frequência: Classificar cada cenário de acidente em uma categoria de
frequência, a fim de fornecer uma indicação qualitativa da frequência esperada de ocorrência para cada cenário identificado;
O Quadro 5 atribui à ocorrência dos cenários de acidentes de uma APR.
Quadro 5 - Categoria de frequências de ocorrências dos cenários
Fonte: Adaptado de Amorim (2010)
f) Categorias de severidade: Classifica-se a cada cenário de acidente em categoria de
severidade, a qual gera uma indicação qualitativa do grau de severidade das consequências de cada um dos cenários identificados;
As categorias de severidade estão exemplificadas de acordo com o Quadro 6.
Quadro 6: Categoria de Severidade dos Perigos Encontrados
Fonte: Adaptado de Amorim (2010)
g) Categoria de risco: Combinam-se as categorias de frequência com as de severidade
obtendo a Matriz de Riscos, conforme a Figura 6. Na matriz, há uma indicação qualitativa do nível de cada cenário identificado na análise. O resultado permite visualizar os cenários de acidente de maior impacto para a segurança do processo;
Figura 6 - Matriz de classificação de risco
Fonte: Adaptado de Amorim (2010)
h) Planos de ação: Nesta etapa, contém as medidas a serem tomadas para reduzir a
frequência ou severidade do acidente ou quaisquer observações pertinentes ao cenário de acidente em estudo.
2.5.2 Mapa de risco
Pode-se atribuir a seguinte definição a respeito do entendimento da finalidade de um mapa de risco, como se descreve abaixo:
É uma representação gráfica de um conjunto de fatores presentes nos locais de trabalho, capazes de acarretar prejuízos à saúde dos trabalhadores. Tais fatores se originam nos diversos elementos do processo de trabalho (materiais, equipamentos, instalações, suprimentos, e nos espaços de trabalho, onde ocorrem as transformações) e da forma de organização do trabalho (arranjo físico, ritmo de trabalho, método de trabalho, turnos de trabalho, postura de trabalho, treinamento etc.) (MATTOS; FREITAS, 1994, p. 251).
O Mapa de Risco pode ser elaborado por modelos gráficos através da avaliação qualitativa dos riscos no local de trabalho e suas respectivas intensidades, elaboradas por círculos de diferentes formas e cores (SESI, 2008).
De acordo com SESI (2008), compreendem-se dois tipos de representação gráfica para os riscos através de formas e cores distintas (Figura 7).
Figura 7 – Intensidade e tipos de risco
Fonte: Adaptado de Sesi (2008)
Para Delwing (2002), os riscos ambientais dos agentes físicos, químicos e biológicos presentes nos ambientes de trabalho produzem danos à saúde, quando ultrapassam os respectivos índices de normalidade. Estes índices são fixados em razão da natureza, concentração ou intensidade do agente e tempo de exposição. Porém, não se podem adotar estes limites como condição segura ou não para se gerar alguma doença, e sim apenas como valores de referências, pois cada um possui uma suscetibilidade individual.
De acordo com Delwing (2002), os riscos ambientais são da seguinte ordem:
a) Riscos físicos: compreende o ruído, vibração, temperaturas extremas, pressões
anormais, radiações ionizante e não ionizante.
b) Riscos químicos: englobam, entre outros, névoas, neblinas, poeiras, fumos, gases e
vapores.
c) Riscos biológicos: caracterizam-se por compreender bactérias, fungos, helmintos,
protozoários e vírus no ambiente em si.
d) Riscos ergonômicos: exemplos de riscos ergonômicos podem ser: esforço físico
excessivo, excesso de levantamento, transporte manual de pesos, postura inadequada entre outros. Os riscos ergonômicos estão ligados também a fatores externos, como o ambiente e a fatores internos no âmbito emocional.
e) Riscos de acidentes: acontece em função das condições de trabalho, do ambiente
físico e do processo de trabalho que podem provocar lesões a integridade física do colaborador.
Para os riscos físicos, Rodrigues (2011) salienta que eles possuem a capacidade de modificar as características físicas do ambiente em que se atua e causam agressões aos indivíduos que permanecem neste local. De modo geral, os riscos físicos se caracterizam por necessitar de um meio de transmissão de propagação, como por exemplo, o ar, agir sobre pessoas sem contato direto com a fonte de risco e ocasionar lesões crônicas.
No ambiente de trabalho em estudo, o ruído é um exemplo de risco físico bastante frequente, sendo um dos principais causadores de doença do trabalho na indústria metalúrgica e metal-mecânica (GOLDMAN, 2000).
Segundo Araújo (2007), o ruído é caracterizado como um tipo de som que provoca danos irreparáveis com o tempo, causando lesões desde as vias auditivas até a região do sistema nervoso central.
A Norma Regulamentadora 15 referente a Atividades e Operações Insalubres, Portaria MTb nº 3214, de 08 de junho de 1978, define os limites de tolerância máxima dos níveis de decibéis para ruído contínuo ou intermitente em um dia de trabalho de 8 horas (MTE, 1978), conforme apresentado na Figura 8.
Figura 8 - Limites de tolerância para ruídos
3. Metodologia
Segundo GIL (1999, p.42 apud Silva, 2005), a pesquisa possui uma natureza prática, através de um processo formal e sistemático de desenvolvimento do método científico, possuindo como objetivo central a elaboração de respostas para problemas mediante a aplicação de procedimentos científicos.
O estudo teve por natureza realizar uma pesquisa aplicada, ou seja, gerar conhecimentos para aplicação em um cenário real, envolvendo questões técnicas e interesses reais. Quanto à abordagem, a pesquisa caracterizou-se primeiramente como qualitativa, pois houve uma relação entre o ser humano e seu ambiente de trabalho, com questões técnicas e procedimentos pré-estabelecidos por normas e leis vigentes. O trabalho foi realizado por meio de análises e interpretações dos padrões de higiene e segurança, tendo nas atividades realizadas os principais focos do objetivo de estudo para o gerenciamento de riscos.
Do ponto de vista dos objetivos, a pesquisa comportou-se como exploratória, pois envolveu levantamento bibliográfico e entrevistas com os trabalhadores de forma a obter dados qualitativos. Caracterizou-se também como descritiva, pois ressaltou as características dos programas e procedimentos de análise de riscos e acidentes, que envolveu técnicas de coleta e análise de dados e os planos de ação.
Durante o trabalho de campo, foi aplicado aos funcionários do setor de produção, um questionário de percepção, para uma análise ergonômica mais próxima do ambiente de trabalho (Apêndice). Como ferramenta de análise dos esforços e movimentação biomecânica, foi usado o software Ergolândia versão 6.0, da FBF Sistemas, que contém em seu escopo o método OWAS e a avaliação NIOSH, onde foi possível classificar o nível de esforço nas atividades que mais geram desconforto descrito pelos funcionários no questionário de percepção e o peso máximo recomendável para tarefas de levantamento de cargas, respectivamente.
Quanto aos procedimentos técnicos, tratou-se de um estudo de caso, pois abordou um estudo mais aprofundado e detalhado em uma empresa específica.
Para o cumprimento da avaliação de ruído na pesquisa de campo, foi realizado um monitoramento dos níveis de ruído de cada setor da produção de forma isolada, pois no momento da aferição não havia ocorrência de trabalho ou máquina ligada simultaneamente. O
estudo foi feito com o auxílio do aparelho Termo-Higro Decibelímetro Luxímetro Modelo THDL-400 da Instrutherm, medidos em decibéis (dB). O instrumento estava regulado para operar captar o nível de pressão sonora na curva de compensação “A” e na categoria de resposta “SLOW” (baixa) de acordo com a adoção feita pelo Ministério do Trabalho e Emprego e as normas internacionais. No setor de polimento, foi aferida à intensidade com a curva “A” e circuito de resposta HIGH (alta), pois os níveis ultrapassaram a escala máxima do circuito de resposta SLOW.
Devido a pesquisa ter abordado a medição da intensidade de níveis de ruído com o trabalhador circulando em sua jornada diária de trabalho em setores diferentes e com proporções de exposição distintas entre si, foi necessário considerar o efeito combinado para se obter uma precisão de resultado mais apurada. De acordo com Saliba (2008), o efeito combinado ou dose equivalente é calculado por meio da Equação 3.
(C1/ T1) + (C2/T2) + ... + (Cn/Tn) ≤ 1 (Eq. 3) Onde,
Cn = tempo total de exposição a um nível específico.
Tn = a duração total permitida nesse nível, conforme os limites estabelecidos pela NR
15.
O resultado do efeito combinado deve ser menor que um para um laudo satisfatório.
4. Desenvolvimento
Este capítulo do trabalho compreende a parte prática do estudo de caso realizado na empresa em questão. Foram coletados dados e realizadas análises no setor estudado em busca de uma visão mais ampla da caracterização do setor, dos EPI’s utilizados, dos processos e a problemática em foco.
4.1 Caracterização da Empresa
A empresa atua no segmento metalúrgico, produzindo e comercializando autoclaves culinárias. Seu portfólio contempla as linhas comerciais de panelas industriais e panelas residenciais atendendo o mercado interno.
O organograma da empresa está exemplificado na Figura 9.
Figura 9 - Organograma da empresa
Fonte: Autoria própria (2017)
O diretor executivo junto com seus associados forma a alta direção empresarial, tendo como função todo o gerenciamento e planejamento estratégico corporativo e as tomadas de decisões que norteiam o rumo da organização.
No Quadro 7 é mostrado um resumo dos cargos dos funcionários relacionados às suas atividades dentro da empresa.
Quadro 7 - Matriz de cargos e responsabilidades
Fonte: Autoria própria (2017)
4.2 Descrição do processo produtivo
O processo de produção é todo realizado nas instalações da fábrica. O método adotado para o planejamento e controle da produção é o Just in time (JIT), ou seja, a produção inicia-se a partir de um pedido. Porém, alguns produtos com o histórico de demanda constante possuem um estoque de segurança.
A Figura 10 apresenta esquematicamente o sequenciamento de processos para a produção de uma panela industrial.
Figura 10 - Processo produtivo de uma panela industrial
Fonte: Autoria própria (2017)
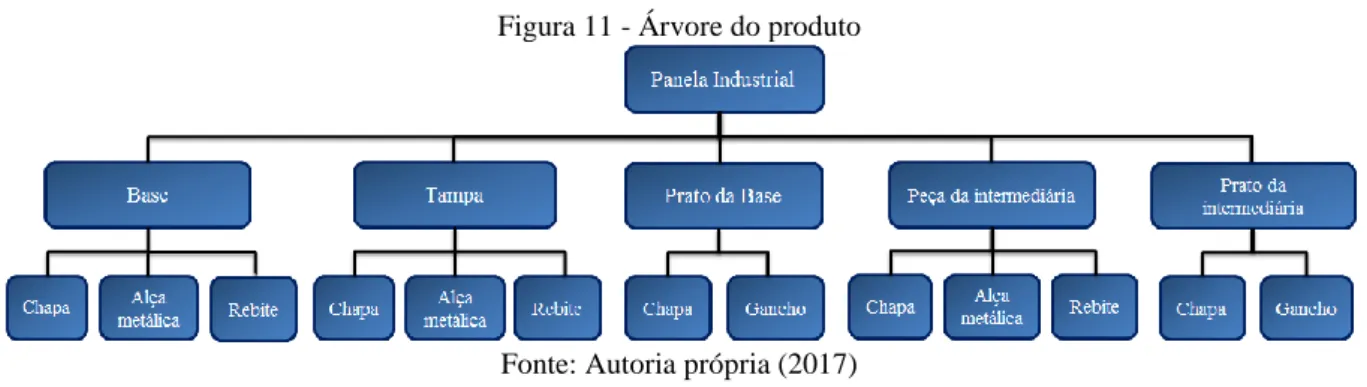
O processo inicia-se com a retirada da matéria-prima do estoque (chapa de alumínio). Para cada peça do kit do produto, ou seja, a base, a tampa, a peça da intermediária, o prato da base e o prato da intermediária, tem-se uma medida diferente do diâmetro e espessura da chapa de alumínio, entretanto as formas de produção seguem o mesmo roteiro. A Figura 11 retrata o a árvore do produto manufaturado.
Figura 11 - Árvore do produto
Fonte: Autoria própria (2017)
Posteriormente, o encarregado pela produção introduz a chapa na matriz do torno de repuxo para dar forma às partes da panela. O repuxo pode ser compreendido como um processo pelo qual uma chapa de metal adquire uma forma oca e volumétrica definida pelo tamanho da matriz em uso.
Finalizado o repuxo da chapa, a peça segue para o setor de polimento a fim de uniformizar a textura do material e corrigir imperfeições deixadas pelas ferramentas em contato com o utensílio. Depois da etapa de polimento, a peça em alumínio segue para o lixamento na parte externa e na parte interna, também para corrigir riscos e imperfeições no material. Em seguida, a peça é polida novamente em um período de tempo menor em relação ao primeiro polimento, para dar um acabamento melhor ao produto retirando o excesso de sebo deixado no lixamento e realçando o brilho.
A próxima etapa consiste na máquina de furo e rebite, no qual é necessário para fixação das alças nas peças que compõem as panelas. Para as panelas industriais, o core
business da empresa, as alças são metálicas, porém em panelas residenciais usa-se a alça
baquelite. Os pratos não passam pela máquina de rebite.
A peça da intermediária e o prato intermediário seguem as mesmas etapas de produção, entretanto é necessário que se faça furos sincronizados na chapa de alumínio antes de se iniciar o repuxo no torno, para facilitar a passagem do vapor entre a base e a tampa da panela, o que faz aperfeiçoar e potencializar o cozimento a vapor dos alimentos. O processo descrito é realizado na máquina de furo que foi projetada artesanalmente para esta atividade (Figura 12).
Figura 12 - Máquina de furo das chapas
Fonte: Empresa concedente (2017)
A Figura 13 apresenta o produto manufaturado.
Figura 13 - Kit de uma panela industrial (esq.) e kit segmentado por peças (dir.)
Fonte: Empresa concedente (2017)
4.2.1 Layout do fluxo do processo produtivo
O fluxo do processo produtivo, mapeado na Figura 14, mostra por onde percorre a matéria-prima, desde seu início até o produto acabado, através das setas pontilhadas, enumerado de 1 a 8 etapas.
Figura 14 - Fluxo do processo produtivo para fabricação de uma base/tampa do kit industrial
Fonte: Autoria própria (2017)
Todo o mix de produtos segue o mesmo sequenciamento de atividades, conforme ilustrado na Figura 15.
Figura 15 - Sequenciamento das etapas do processo de produção de uma base da panela do kit industrial
Fonte: Empresa concedente (2017)
4.3 Identificação dos riscos
Através de um acompanhamento diário das atividades da empresa, foi possível realizar um levantamento das exigências e situações as quais os funcionários estavam submetidos no trabalho. O estudo fez um levantamento nos setores que proporcionaram maiores riscos aos trabalhadores.
Em relação à segurança dos funcionários, a empresa oferece o equipamento de proteção individual para a realização das atividades, entretanto não há um responsável pela averiguação do uso correto do EPI devido ao número muito reduzido de colaboradores na empresa e também pela falta de cultura da organização. No Quadro 8 é apresentada a relação do EPI que deve ser utilizado pelos funcionários, de acordo com o setor.
Quadro 8 - EPI's fornecidos aos funcionários
4.3.1 Setor de estoque de matéria-prima
O setor de estoque das chapas de alumínio possui duas estantes para armazenamento das chapas. Entretanto, a colocação e retirada dos discos se torna um trabalho bastante árduo devido ao tamanho das chapas e o seu peso, sendo uma atividade manual, que pode acarretar em risco ergonômico devido aos esforços biomecânicos, tendo que se a baixar ou se esticar para alcançar a base para alocação e retirada da matéria-prima e risco mecânico, pois é um material que pode cortar e esmagar membros, caso não manuseado com cuidado e protegido pelo equipamento de proteção individual.
A Figura 16 mostra o setor de estoque das chapas de alumínio.
Figura 16 - Estoque das chapas de alumínio
Fonte: Empresa concedente (2017)
4.3.2 Setor de furo das chapas de alumínio
No setor de furo das chapas, o colaborador está exposto ao risco ergonômico elevado devido às repetições de movimento para realizar a operação. Tais repetições podem provocar lesões por esforço repetitivo (LER), causando desconforto e perda de rendimento. O ruído gerado pelos setores de polimento e lixamento pode contribuir para a presença de riscos físicos.
4.3.3 Setor de repuxo
O setor de repuxo possui três tornos mecânicos, porém como há um número reduzido de funcionários, apenas um torno é utilizado por vez, podendo variar de torno dependendo da peça a ser produzida.
No processo de modelagem da peça são gerados resíduos metálicos que podem provocar cortes ou perfurações na pele (Figura 17). No ajuste do torno, também é necessário um grande esforço físico e torção do dorso para o ajuste das matrizes ao torno, bem como toda a operação de trabalhar com o alumínio, o que acarreta em uma exposição a distensões musculares e fadiga, sendo um ambiente propício a risco ergonômico.
Figura 17 - Setor de repuxo (esq.) e retalhos de alumínio (dir.)
Fonte: Empresa concedente (2017)
O ruído excessivo proveniente desta etapa do processo também gera risco físico ao trabalhador.
4.3.4 Setor de polimento
O setor de polimento (Figura 18) conta com duas politrizes, sendo que somente uma foi usada durante o período em estudo. Nele foram identificados os riscos físicos, devido ao elevado ruído gerados pelo funcionamento da máquina em contato com o utensílio de alumínio; o risco químico grande, pela poeira suspensa no ar que podem causar doenças respiratórias e o risco ergonômico, devido à má postura decorrente do posto de trabalho inadequado.
Figura 18 - Setor de polimento
Fonte: Empresa concedente (2017)
4.3.5 Setor de lixamento
O setor de lixamento é caracterizado pela presença de riscos físicos e químicos, devido às atividades provenientes do processo. Além disto, também há riscos de acidentes perante o funcionamento do motor que rotaciona as matrizes no momento da operação.
4.3.6 Setor de rebite
No setor de rebite, foi evidenciada a presença de riscos mecânicos e ergonômicos, devido ao manuseio das rebitadeiras, onde se executa as etapas de furo e rebite.
5. Resultados
Esta etapa descreve os aspectos de atendimento as normas regulamentadoras, as análises dos riscos ergonômicos e físicos suscetíveis aos funcionários, as análises preliminares de risco e a elaboração do mapa de risco do setor de produção com propostas de melhorias.
5.1 Análise ergonômica
A análise ergonômica foi iniciada com o questionário de percepção, em que os funcionários puderam responder de forma objetiva e simplificada, as atividades que realizam durante a jornada de trabalho, o tempo aproximado de cada atividade e a posição como executam tais atividades.
Também foi abordado se os funcionários realizam pausas durante o período de trabalho e o tempo médio dessas interrupções. Ao final do questionário, obteve-se o
mapeamento das regiões do corpo que mais são afetadas durante a execução das atividades, o tipo de desconforto sentido e a intensidade sobre a região afetada.
No Quadro 9 é apresentado um resumo do questionário, no qual foi levado em consideração as duas atividades principais que geram desconforto na sequência estipulada de acordo com o grau de intensidade.
Quadro 9 - Síntese do questionário de percepção das dores corporais
Fonte: Autoria própria (2017)
5.1.2 Método OWAS
• Troca de matrizes
Quanto ao supervisor de produção, a primeira atividade analisada foi à troca de matrizes (Figura 19), relatada como a principal causa das dores na coluna baixa, braços e ombros. Apesar de o funcionário fazer uso de um guincho para auxiliar no transporte das matrizes, a dificuldade encontrada é no momento de encaixe, pois o tamanho e peso das matrizes acabam forçando o funcionário a ficar em uma má posição para ajeitá-las, o que acarreta nas dores e o desgaste físico. No momento da atividade de troca das matrizes, a postura do tronco fica inclinada, com grande movimentação dos braços e de pé com ambas as pernas esticadas. A categoria de ação a ser tomada é que são necessárias correções tão logo quanto possível.
Figura 19 - Movimentação da troca de matriz analisada pelo método OWAS
Fonte: Autoria própria (2017)
• Repuxo nos tornos
Já a segunda atividade abordada foi o repuxo das peças de alumínio no torno, responsável pelas dores na coluna baixa, pernas e ombros. Para a realização da tarefa (Figura 20), que ocorre após a colocação da matriz no torno, o funcionário mantém a postura do tronco inclinada e torcida, com os braços abaixo da linha dos ombros, e as pernas esticadas ou flexionadas dependendo do movimento. A atividade em si requer bastante movimentação e os braços e ombros são muito exigidos para controlar a força aplicada na peça a ser modelada. A
categoria de ação de análise do software alertou que serão necessárias correções em um futuro próximo.
Figura 20 - Operação de repuxo analisada pelo método OWAS
Fonte: Autoria própria (2017)
• Atividade de Furo das Chapas
De acordo com a opinião do auxiliar de produção, a atividade que mais causa desconforto e dores nos ombros e no pescoço, é o furo das chapas de alumínio. O movimento é realizado de forma ereta, com um dos braços acima do nível dos ombros e o outro segurando a chapa a ser furada, sendo de forma parada com ambas as pernas esticadas. O resultado da avaliação pelo método OWAS ressaltou que não será necessária intervenção ergonômica, entretanto, com a percepção da maneira de como é realizado o movimento e a quantidade excessiva de repetições (podendo alcançar até 500 furos em uma única chapa, aproximadamente), tem-se a probabilidade de ocorrer uma lesão por esforço repetitivo,
principalmente nas articulações dos ombros e cotovelos. A Figura 21 ilustra a atividade analisada.
Figura 21 - Atividade de furo das chapas analisada pelo método OWAS
Fonte: Autoria própria (2017) • Transporte e armazenamento manuais
Em relação ao transporte manual e o armazenamento das chapas, é demandada um esforço que afeta a coluna alta, braços e pernas muito grande para cumprir com tais tarefas, sendo realizadas as atividades forma inclinada, andando e movimentando as chapas, com os dois braços abaixo do nível dos ombros, e as pernas esticadas, em determinada operação, ultrapassando a carga dos 20 quilogramas. A avaliação qualitativa do método OWAS é que
serão necessárias intervenções em um futuro próximo. A atividade é demonstrada na Figura 22.
Figura 22 - Atividade de transporte manual e armazenamento das chapas analisada pelo método OWAS
Fonte: Autoria própria (2017)
É possível observar que o auxiliar de produção faz uma movimentação de inclinar o dorso para pegar as chapas que estão armazenadas no pallet. Esta curvatura é prejudicial para a saúde, podendo gerar lesões na coluna, devido à força gravitacional resultante que age sobre o dorso, esquematizada com o diagrama de flechas.
O Quadro 10 apresenta os resultados de acordo com as classificações do método OWAS.
Quadro 10 - Resultado do método OWAS
Fonte: Autoria própria (2017)
5.1.3 Método NIOSH
Para completar a análise referente aos esforços biomecânicos, foi realizada também uma avaliação pelo método NIOSH. As chapas que chegam pela transportadora são armazenadas e retiradas dos pallets de madeira na expedição a uma distância de 13 cm do chão e transportado para o estoque, em que a base superior da prateleira está a 125 cm de altura do chão. A quantidade total de chapa transportada, no dia analisado, foi de 30 unidades, possuindo 650 mm de diâmetro e 2,5 mm de espessura, com um peso de 2,150 quilogramas. A frequência foi de 3 levantamentos por minuto com 10 unidades para transportar as chapas na prateleira. A distância do peso em relação ao corpo durante o levantamento é de 40 cm, aproximadamente, e a distância vertical considerada da retirada da chapa do pallet até a estocagem na prateleira é de 112 cm. A qualidade da pega foi classificada como ruim pela opinião do colaborador, devido ao tamanho do material e risco de cortes.
Assim, foi possível realizar os cálculos do limite de peso recomendado e o índice de levantamento. O resultado é mostrado na Figura 23.
Figura 23 - Resultado do LPR e do IL para a atividade de transporte e armazenamento de chapas
Fonte: Autoria própria (2017)
Deste modo, o resultado encontrado do IL maior que 2 evidenciou que há risco de o colaborador vir a ter alguma lesão na coluna de forma considerável, pois o peso real levantado é superior ao resultado do limite de peso recomendável nestas circunstâncias.
5.2 Análise de ruído
A coleta dos dados ocorreu no período matutino. Foram aferidos os níveis de intensidade sonora para três produtos diferentes para averiguar se há variabilidade entre eles, com tempos de produção distintos. No início do período foi aferido a intensidade sonora do ambiente, ao centro do chão de fábrica, sem ocorrência de atividade, obtendo-se uma variação de 52,6 dB a 65,7 dB.
A Tabela 6 mostra o resultado das aferições dos produtos em análise do setor de repuxo próximo ao torno com uma amostra de três produtos diferentes.
Tabela 6 - Níveis de ruído do setor de repuxo
Fonte: Autoria própria (2017)
O setor de repuxo apresentou um nível médio de 84,2 dB com um tempo total de exposição ao ruído de 57 minutos e 10 segundos, estando abaixo do índice estipulado pela NR 15 para uma exposição diária de 8 horas de trabalho.
A Tabela 7 apresenta o resultado das aferições no setor de polimento medido próximo à politriz.
Tabela 7 - Níveis de ruído do setor de polimento
Fonte: Autoria própria (2017)
No setor de polimento foi aferido uma média de intensidade sonora de 105,2 dB com um tempo de exposição de 15 minutos e 25 segundos, estando abaixo do limite máximo permitido pela legislação de 30 minutos para a faixa de 105 dB. Ficou evidente a necessidade do uso do equipamento de proteção individual para atenuar o ruído, sendo que no momento da aferição, o funcionário usou corretamente o protetor auricular tipo concha. Apesar de as medições mostrarem que o trabalhador opera dentro das normas estipuladas, há risco físico que foi mapeado para alertar sobre o uso do EPI a qualquer pessoa que ingressar no local no momento de produção.
A Tabela 8 informa o resultado das aferições no setor de lixamento, próximo à máquina de lixar.
Tabela 8 - Níveis de ruído do setor de lixamento
Fonte: Autoria própria (2017)
As medições apresentaram que o nível médio de intensidade sonora no setor de lixamento para a amostra coletada foi de 78,7 dB, totalizando 28 minutos e 45 segundos de exposição ao ruído, estando de acordo com a norma vigente.
Os tempos de exposição apresentados nos diferentes setores podem sofrer variação devido a fatores como cansaço físico do operador, qualidade da matéria-prima, estado de manutenção de máquinas e ferramentas, entre outros.
Na avaliação, houve mais de um período de exposição a ruídos de diferentes níveis, sendo necessário considerar seus efeitos de forma combinada, onde para o cálculo foi usada à equação 4, conforme os níveis estipulados pela NR15 (Tabela 9).
Tabela 9 - Efeito combinado da exposição dos ruídos
Fonte: Autoria própria (2017)
(Eq.4)
O resultado da dose de ruído foi de 0,7, medida inferior ao limite máximo estipulado de um (1). A análise da dose de ruído ao qual o funcionário foi submetido no período da aferição mostra que não há insalubridade por meio de riscos físicos gerados pelo ruído, e
ressalta as análises feitas individualmente de cada setor. Entretanto, isso não significa que o funcionário não deva utilizar o protetor auricular, pelo contrário, foram detectados picos máximos de ruído que podem provocar danos ao organismo com o passar do tempo, evidenciando assim, um ambiente de trabalho capaz de gerar risco físico pelo ruído através das atividades desempenhadas.
5.3 Análise preliminar de risco
Com a identificação dos riscos ambientais, tornou-se necessário uma avaliação mais qualitativa dos tipos de riscos existentes. Para isto, foi usada a técnica da análise preliminar de risco.
Na avaliação, foram considerados os perigos eminentes para se desenvolver a prática do trabalho, as prováveis causas desses perigos e suas consequências ou efeitos para o trabalhador. Após esta etapa, foi necessária uma avaliação qualitativa dos riscos segmentada pelas categorias de Frequência, Severidade e Risco. Para complementar, traçaram-se planos de ação para os perigos abordados como estratégia de prevenção e a nomeação de um responsável legal pela averiguação de tais medidas. Por fim, abordaram-se os equipamentos de proteção individual que são indispensáveis para a segurança do colaborador, os equipamentos e ferramentas utilizadas para realização das atividades no posto de trabalho e as normas regulamentadoras que regem as leis às quais a empresa deve cumprir.
Os Quadros de 11 a 16 apresentam as análises preliminares de risco realizada nos setores de estoque de matéria-prima, repuxo, chapas, polimento, lixamento e rebite, respectivamente.
Quadro 11 - APR do setor de estoque de matéria-prima
Quadro 12 - APR do setor de repuxo
Quadro 13 - APR do setor de furo das chapas
Quadro 14 - APR do setor de polimento
Quadro 15 - APR do setor de lixamento
Quadro 16 - APR do setor de rebite
5.4 Propostas dos planos de ação
Como medida de segurança e uso obrigatório por lei, para se evitar a ocorrência de doenças ocupacionais e lesões corporais, o uso dos EPI’s é fundamental para a segurança do colaborador. Assim, é sugerida a criação de uma ficha técnica de controle de EPI para fins de comprovação e controle, assinada pelo colaborador diariamente antes do início da jornada de trabalho. Deste modo, facilitará a supervisão do uso efetivo e também o controle de estoque de EPI.
Outra medida paliativa seria o incentivo à prática ao programa de qualidade de vida no trabalho (QVT), que entre as diretrizes há a saúde física e dessa forma indica-se realizar alongamentos e pausas curtas para o descanso e evitar o acúmulo de fadiga, renovando a capacidade física e mental do colaborador durante a jornada de trabalho.
No caso específico da demanda de esforço físico pelo transporte manual de cargas, recomenda-se o uso de um carrinho de mão com regulagem de altura para transporte das chapas de alumínio de acordo com a Figura 24.
Figura 24 - Carrinho para auxílio no transporte manual de chapas de alumínio
Fonte: Anhanguera Ferramentas (2017)
Conforme simulado na Figura 25, recomenda-se a altura da pega em 75 cm, o deslocamento vertical seria cerca de 50 cm, evitar rotacionar o tronco com a carga e adequar a quantidade de chapas a serem posicionadas nas prateleiras de no máximo 5 por vez (aproximadamente 10,750 kg). Dessa forma o IL seria próximo a 1, conforme o limite de peso recomendado (LPR).
Figura 25 - Resultado do LPR e do IL como sugestão de melhoria das atividades de transporte manual e armazenamento das chapas
Fonte: Autoria própria (2017)
Em relação aos riscos de acidentes, eles ocorrem muitas vezes pela falta de manutenção das máquinas ou ausência de sistemas de proteção eficientes para evitá-los. Deste modo, indica-se que se faça um plano de manutenção das máquinas e matrizes, bem como haja uma orientação no manuseio das mesmas, com treinamentos e supervisão, necessária principalmente para os novos colaboradores.
5.5 Mapa de risco
Após acompanhar, descrever e analisar o processo produtivo foi possível identificar os riscos ocupacionais presentes no chão de fábrica e realizar o mapa de risco do setor produtivo da empresa.
No Quadro 17 são apresentados os tipos de riscos ambientais existentes por cada setor.
Quadro 17 - Tipos de riscos por setor
Fonte: Autoria própria (2017)
O resultado do mapeamento é mostrado na Figura 26. Os números exibidos dentro de cada círculo representa a quantidade de trabalhadores que estão expostos aos riscos nos respectivos setores.
Figura 26 - Mapa de risco
Fonte: Autoria própria (2017)
6. Considerações finais
O trabalho realizado caracterizou o ambiente laboral com o levantamento e o mapeamento de risco dos setores, contribuiu com as análises preliminares de riscos e também as avaliações específicas de análise de ruído e ergonômica que afetam não só a saúde como o rendimento funcional do trabalhador. Foram esclarecidas também questões a respeito das condições de higiene e segurança no trabalho, das normas vigentes e a adoção de novas práticas para a execução das atividades que foram consideradas de maior risco.
As dificuldades encontradas para uma análise mais precisa dos riscos ergonômicos, foram quanto à mensuração das forças aplicadas nas atividades estudadas, devido ausência de um dinamômetro, instrumento próprio para a medição. Já em relação aos riscos ambientais, também foi levantada a presença de riscos químicos, especialmente a grande quantidade de poeira gerada nos processos de polimento e lixamento, porém não se concretizou a medição de tais níveis devido à falta de equipamento adequado.
Como proposta, espera-se que a empresa adote os planos de ações elencados nas avaliações das análises preliminares de risco e que mantenha a orientação correta para o uso contínuo dos equipamentos de proteção individual, pois, em certos momentos, o uso deles ainda é deixado de lado. Contudo, para se adotar novas práticas e ações é de suma importância que todos na organização trabalhem para um ambiente mais seguro e produtivo.
Referências
AMORIM, E. Análise Preliminar de Risco. Apostila de Ferramentas de Análise de Risco. UFAL, Maceió, 2010. Disponível em < http://webcache.googleusercontent.com/search?q=cache:keMNdRG26roJ:www.ctec.ufal.br/professor/elca/Apost ila%2520de%2520ferramentas%2520de%2520an%25C3%25A1lise%2520de%2520risco.doc+&cd=1&hl=pt-BR&ct=clnk&gl=br>. Acesso em: 28 ago. 2017.
ANHANGUERA FERRAMENTAS. Carro Hidráulico Pantográfico. Disponível em < https://www.anhangueraferramentas.com.br/produto/carro-pantografico-1000-kg-1000mm-me1000-80025> Acesso em: 20 set. 2017.
ARAUJO, G. Normas regulamentadoras comentadas: legislação de segurança e saúde no trabalho. 6ª ed. Rio de Janeiro, GVC, 1196 p. 2007.
BRASIL. Decreto Nº 4032, de 26 de novembro de 2001. Art. 388. Disponível em <http://www.planalto.gov.br/ccivil_03/decreto/2001/D4032.htm>. Disponível em: 30 ago. 2017.
CLT DINÂMICA – NORMAS REGULAMENTADORAS. NR 17 – Ergonomia. Disponível em <http://www.trt02.gov.br/geral/tribunal2/LEGIS/CLT/NRs/NR_17.html>. Acesso em: 04 jul. 2017.
CORLETT, E. N., BISHOP, R. P. A technique for assessing postural discomfort. Ergonomics, v.19, p.175-182, 1976.
COUTO, Hudson de Araújo. Ergonomia aplicada ao trabalho. O manual técnico da máquina humana. Belo Horizonte: Ergo Editora, 1995.
DELWING, E. B. Curso Técnico em Segurança do Trabalho: Segurança do Trabalho I. (2002). Disponível em <file:///C:/Users/Windows%207/Downloads/Apostila_Segurança_do_Trabalho__I.pdf>. Acesso em: 18 mai. 2017.
DUL, J.; WEERDMEESTER, B. Ergonomia Prática. Traduzido por Itiro Iida. 2. ed. São Paulo: Edgard Blücher, 2004.
GUIA TRABALHISTA. Norma Regulamentadora 15: Atividades e Operações Insalubres. Disponível em: <http://trabalho.gov.br/images/Documentos/SST/NR/NR15/NR15-ANEXO15.pdf> Acesso em: 02 set. 2017.
GOLDMAN, C. F. Análise de acidentes de trabalho ocorridos na atividade da indústria metalúrgica e
metal mecânica do estado do Rio Grande do Sul em 1996 e 1997 breve interligação sobre o trabalho do
soldador. Dissertação. Porto Alegre, p. 13. 2000. Disponível em: <
file:///C:/Users/Windows%207/Downloads/000329880.pdf>. Acesso em: 03 set. 2017.
IIDA, I. Ergonomia. Projeto e Produção. 2. ed. São Paulo: Edgard Blücher, 2005. Disponível em: < https://issuu.com/editorablucher/docs/issuu_ergonomia_isbn9788521203544>. Acesso em: 30 ago. 2017. JUSBRASIL. Art. 19 da Lei de Benefícios da Previdência Social – Lei 8213/91. Disponível em <http://www.jusbrasil.com.br/topicos/11357361/artigo-19-da-lei-n-8213-de-24-de-julho-de-1991>. Acesso em: 19 mai. 2017.
KORF, E. D.; GOELLNER, C. I. Diretrizes para programas de gerenciamento de riscos de acidentes
ambientais e ocupacionais (PGR) em instalações industriais. Revista Gestão Industrial, v. 07, n. 3: p. 60-74,
2011. Disponível em <file:///C:/Users/Windows%207/Downloads/679-3115-1-PB.pdf>. Acesso em: 29 jun. 2017.
LIMA, F. de P. A. Noções de organização do trabalho. In: OLIVEIRA, C. R. de (Org.) Manual prático de LER – lesões por esforços repetitivos. Belo Horizonte, Livraria e Editora Health, 1998, p. 167-190.
MATTOS, U. A. de O.; MÁSCULO, F. S. (Organizadores). Higiene e Segurança do Trabalho. Rio de Janeiro: Elsevier Editora Ltda, 2011.
MATTOS, U. A. de O.; FREITAS, N. B. B. Mapa de Risco no Brasil: As limitações da Aplicabilidade de um
Modelo Operário. Cadernos de Saúde Pública, v. 10, n. 2, p. 251-258, 1994. Disponível em
<http://www.scielosp.org/pdf/csp/v10n2/v10n2a12.pdf>. Acesso em: 19 mai. 2017.
MELO, M. B. F. V. de Equipamentos de Proteção Individual. In: MATTOS, U. A. de O.; MÁSCULO, F. S. Higiene e Segurança do Trabalho. Rio de Janeiro: Elsevier Editora Ltda, Cáp. 15, 2011.
MINISTÉRIO DO TRABALHO. Normatização. Disponível em <http://trabalho.gov.br/seguranca-e-saude-no-trabalho/normatizacao>. Acesso em: 26 jun. 2017.
NORMA REGULAMENTADORA 6 – Equipamento de Proteção Individual. Disponível em < http://www.trabalhoseguro.com/Portarias/port_25_2001_altera_nr6.html>. Acesso em: 25 nov. 2017.
ORGANIZAÇÃO INTERNACIONAL DO TRABALHO – Promovendo o trabalho decente. Doenças
profissionais são principais causas de morte no trabalho. Disponível em
<http://www.oit.org.br/content/doencas-profissionais-sao-principais-causas-de-mortes-no-trabalho>. Acesso em: 10 jul. 2017.
PORTELA, G. P. J. Gerenciamento de risco baseado em fatores humanos e cultura de segurança: estudo de
caso de simulação computacional do comportamento humano durante a operação de escape e abandono em instalações offshore. 1. ed. Rio de Janeiro: Elsevier Editora Ltda, 2014.
RODRIGUES, C. L. P. Conceitos básicos sobre segurança do trabalho. In: MATTOS, U. A. de O.; MÁSCULO, F. S. Higiene e Segurança do Trabalho. Rio de Janeiro: Elsevier Editora Ltda, Cáp. 2, 2011. SALIBA, T. M. Manual Prático de Avaliação e Controle do Ruído – PPRA - 4. ed – São Paulo: LTr, 2008. SESI – SERVIÇO SOCIAL DA INDÚSTRIA. Legislação Comentada: Normas Regulamentadoras de
Segurança e Saúde no Trabalho. Departamento Regional da Bahia. Salvador, 2008. Disponível em
<https://moodle.ufsc.br/pluginfile.php/748669/mod_resource/content/1/NRs_Comentadas.pdf>. Acesso em: 04 jul. 2017.
SESI – SERVIÇO SOCIAL DA INDÚSTRIA. Manual de segurança e saúde no trabalho: Indústria da
Construção Civil – Edificações. São Paulo: SESI, 2008. Disponível em
SILVA, E. L. da; MENEZES, E. M. Metodologia da Pesquisa e Elaboração de Dissertação. 4. ed. Ver. Atual. Florianópolis: UFSC 2005. Disponível em < https://projetos.inf.ufsc.br/arquivos/Metodologia_de_pesquisa_e_elaboracao_de_teses_e_dissertacoes_4ed.pdf>. Acesso em: 21 mai. 2017.
SILVA, F.P. da; KRÜGER, J. A.; XAVIER, A.A. de P. Aplicação do Método Owas no Transporte e
Manuseio de Fôrmas de Alumínio Utilizadas para Construção de Casas In Loco: Um Estudo de
Caso. XXX Encontro Nac. Eng. Produção, p. 1-14, 2010. Disponível em
<http://www.pg.utfpr.edu.br/dirppg/ppgep/ebook/2010/CONGRESSOS/ENEGEP/46.pdf>. Acesso em 01 set. 2017.
SOARES, M. M.; DINIZ, R. L. Proteção Contra Riscos Ergonômicos. In MATTOS, U. A. de O.; MÁSCULO, F. S. Higiene e Segurança do Trabalho. Rio de Janeiro: Elsevier Editora Ltda, Cáp. 14, 2011.
SOUSA, G. G.; JERÔNIMO de M. C. E. Análise Preliminar de Riscos Ambientais para Atividades
Relacionadas a Perfuração de um Poço de Petróleo Terrestre. Monografias Ambientais, v. 13, n. 3, p.
3265-3277, 2014. Disponível em <https://periodicos.ufsm.br/remoa/article/viewFile/13051/pdf>. Acesso em: 28 ago. 2017.
WATERS, T. R., PUTZ-ANDERSON, V., GARG, A., FINE, L. J. Revised NIOSH equation for design and
evaluation manual lifting tasks. Ergonomics, v. 36, n.7, p.749-776, 1993.
VERTHEIN, M.A.R.; MINAYO-GOMES, C. Construção do sujeito doente em LER. Hist. Ciênc. Saúde, v.7, n.2, p.327-45, 2000.