Utilização de resíduos de concreto na fabricação de blocos de concreto sem função
estrutural
Use of concrete waste in the manufacture of concrete blocks without structural
function
Márcio Macario1, Júlio César Benatti2
Resumo: A produção de resíduos na construção civil tem sido cada vez mais alvo de pesquisas, visando sua utilização como matéria prima em substituição aos materiais comumente usados. Esse tipo de pesquisa vem trazendo aplicações diversas para estes materiais que seriam descartados em locais que degradariam o ambiente. Aliada a essas pesquisas está a aplicação de resíduos na confecção de blocos de concreto sem função estrutural, já que as normas vigentes impedem a utilização de resíduos em concretos com função estrutural. Em concordância com a NBR 6136:2007, os blocos produzidos devem apresentar algumas características quanto a resistência à compressão simples, absorção e retração. O objetivo deste trabalho foi avaliar se os blocos produzidos com diferentes percentuais de RCC atenderiam ao mínimo exigido pela norma. Na análise dos resultados, observou-se o atendimento à norma, contudo, se faz necessário realizar estudos mais específicos para a substituição de 100% da areia natural por areia proveniente de resíduo, já que o mesmo necessita de uma quantidade maior de água para a mistura. O estudo visa contribuir para novas aplicações de resíduos gerados em canteiros de obras. Palavras-chave: Bloco; Resíduo; Vedação.
Abstract: The production of waste in construction has been increasingly target of many researches, aiming its utilization as a raw material in substitution of the commonly used ones. This kind of research brings numerous applications for the materials that would be disposed in places which would degrade the environment. Combined with these researches, there is the application of the waste in the production of concrete blocks with no functional structure, once the current regulation prevents the use of waste in concrete with functional structure. In agreement with the NBR 6136:2007, the manufactured blocks must present some characteristics such as resistance to simple compression, absorption and retract. The aim of this work was to evaluate if the produced blocks with different RCC percentage would meet the minimum required by the standard. In analyse of results, observed the compliance with standard, however it was necessary to perform more specific studies when it came to replace 100% of natural sand for the sand from the waste, as it needs of a greater amount of water to the mixture. The purpose of the study is to contribute to the new applications of the generated waste at worksites.
Keywords: Block; Residue; Sealing.
1 Introdução
O crescimento da construção civil tem sido notório ao longo dos anos e, em conjunto com esse crescimento, vem a geração de resíduos, seja proveniente de demolições ou perdas durante as fases de construção.
A geração de resíduos da construção civil - RCC no Brasil é algo que tem causado grande preocupação ao poder público, pois tem sido descartado de forma desordenada em locais não apropriados. A produção de resíduos sólidos urbanos no Brasil e no exterior apresenta valores significativos, em termos de quantidade, dos quais, cerca de 13% a 67% desses resíduos são oriundos da construção civil. (JOHN, 2000, ÂNGULO, 2005 apud DE PAULA, 2010). A quantidade de resíduos não é algo que se possa ignorar e seu gerenciamento é de extrema importância para que o mesmo não cause maiores complicações ao ambiente. Esses resíduos, se descartados de forma inadequada, podem ser grandes causadores de problemas ambientais. Na maioria do território brasileiro, eles são dispostos de forma negligente em locais irregulares, sem o menor cuidado ou tratamento (CÂNDIDO, 2013).
Em Sinop, MT, um município que está em um crescimento expressivo no cenário nacional, e com o
setor de construção civil em ritmo acelerado de desenvolvimento, é inevitável a produção de entulhos gerados pela demolição ou construção de novas edificações. Tendo em vista que o município não dispõe de um projeto de gestão de resíduos em conformidade com a resolução n° 307/2002 do CONAMA, Conselho Nacional do Meio Ambiente (SANTOS, 2012) os resíduos gerados não têm um aproveitamento adequado, sendo dispostos, na maioria das vezes, em local disponibilizado pela Prefeitura Municipal sem a devida triagem.
Santos (2012) relata que Sinop, MT produz mais de 7.600 t/mês de RCC, com uma produção per capta de
cerca de 2,17 kg/hab.dia. Esse montante de resíduo é descartado em terreno cedido pela prefeitura do município, sem os devidos cuidados de separação dos diversos tipos de resíduos. Assim, é comum que juntamente com o RCC (resíduo sólido caracterizado como classe II-B - inerte) sejam dispostos também resíduos não inertes (classe II-A) e perigosos (classe I).
Ainda de acordo com a resolução CONAMA 307/2002, os geradores de RCC deveriam ter como meta primordial a não produção de resíduos. Quando não for possível deve-se buscar a redução, reutilização, a reciclagem e a destinação final, sanando assim grande parte dos problemas gerados pelo descarte inadequado do mesmo (CONAMA, 2002). A utilização de resíduos beneficiado ou reciclados em diversas áreas da construção civil é uma forma de se atender à resolução.
1 Graduando, Engenharia Civil, Universidade do Estado de
Mato Grosso, Sinop - MT, Brasil, mlamacario@hotmail.com
2 Professor, Mestre, Universidade do Estado de Mato Grosso,
Buscando contribuir com a redução da disposição inadequada do RCC no município de Sinop, MT, este trabalho visa o seu reaproveitamento a partir da utilização na confecção de blocos de concreto não estrutural, em substituição aos agregados miúdos naturais (areia).
2 Referencial Teórico
2.1 Resíduos da construção civil (RCC)
De acordo com a Resolução 307 (CONAMA, 2002), são classificados como RCC todos os resíduos originário de construções, reformas, reparos e demolições de obras de construção civil ou que sejam resultado do processo de preparação e da escavação de terrenos ou tenham origem de materiais tais como tijolos, blocos cerâmicos, concreto em geral, solos, rochas, metais, resinas, colas, tintas, madeiras e compensados, forros, argamassa, gesso, telhas, pavimentos asfáltico, vidros, plásticos, tubulações, fiações elétricas etc.
Resíduos da construção civil são classificados, segundo a NBR 10.004 (ABNT, 2004), como sendo resíduos sólidos classe II-B (Não perigosos e inertes). Segundo Pinto, (2005) apud Fernandez, (2011), os
resíduos da construção civil podem apresentar 61% dos resíduos sólidos urbanos (em massa). O elevado valor percentual deste tipo de resíduo deve estar relacionado ao desenvolvimento do setor da construção no cenário nacional e às técnicas empregadas na execução dessas obras.
O processo de classificação dos resíduos pode ser feito com base nos processos ou atividades que lhe deram origem, bem como dos materiais que os constituem e suas características, em comparação as listagens de resíduos e substâncias cujo impacto à saúde e ao meio ambiente é conhecido (ABNT, 2004).
A Resolução n° 307 do CONAMA classifica os resíduos em quatro categorias, sendo elas:
I. Classe A – resíduos reutilizáveis ou recicláveis que podem ser utilizados na forma de agregados, tais como:
a. de construção, demolição, reformas e reparos de pavimentação e de outras obras de infraestrutura, inclusive solos provenientes de terraplanagem;
b. de construção, demolição, reformas e reparos de edificações: componentes cerâmicos (tijolos, blocos, telhas, placas de revestimento etc.), argamassa e concreto;
c. de processo de fabricação e/ou demolição de peças pré-moldadas em concreto (blocos, tubos, meios-fios etc.) produzidas nos canteiros de obras;
II. Classe B – resíduos recicláveis para outras destinações, tais como: plásticos, papel, papelão, metais, vidros, madeiras e gesso;
III. Classe C – resíduos para os quais não foram desenvolvidas tecnologias ou aplicações economicamente viáveis que permitam a sua reciclagem ou recuperação;
IV. Classe D – resíduos perigosos oriundos do processo de construção, tais como tintas, solventes, óleos e outros ou aqueles contaminados ou prejudiciais à saúde oriundos de demolições, reformas e reparos de clínicas radiológicas, instalações industriais e outros bens, como telhas e demais objetos e materiais que contenham amianto ou outros produtos nocivos à saúde.
Diante desta classificação, pode-se destacar que os resíduos classificados como “A” podem ser reutilizados
ou reciclados na forma de agregados, podendo ser empregado diretamente em obras de construção civil ou encaminhados para áreas de aterro de resíduos da construção civil e armazenados de forma que permitam sua utilização ou reciclagem posteriormente.
2.2 Gerenciamento de resíduos da construção civil em Sinop, MT
Sinop, MT é um município que está passando por um grande crescimento econômico e em conjunto com isso a área da construção civil também tem crescido, portanto, a geração de resíduos oriundos dessas construções também sofrerá um aumento. Santos (2012) ressalta que a geração de resíduos sólidos provenientes da construção civil em Sinop, que alcança 7.600 ton./mês, viabiliza a instalação de central de processamento de resíduos da construção civil no município.
Embora Sinop tenha empresas de pequeno, médio e grande porte na área da construção civil, são poucas as que se preocupam com o gerenciamento dos resíduos gerados em suas obras. Normalmente, estas empresas contratam um serviço especializado que se encarrega da disposição final do resíduo no depósito de resíduos secos do município. Nesta área, destinada ao descarte de RCC, não é feito nenhum tipo de triagem, o que contribui para a mistura dos resíduos recicláveis com outros.
Segundo Cândido (2012), cerca de 50% do RCC produzido em Sinop, MT é considerado reciclável, cerca de 123,12 t/d ou aproximadamente 1,09 kg/hab.dia. No panorama nacional esta produção está entre 0,66 a 2,43 kg/hab.dia
A Figura 1 apresenta o depósito de resíduos secos localizado no município de Sinop, MT
Figura 1. Depósito de resíduos secos de Sinop. Fonte: Cândido, 2013
Figura 2. Classificação RCC de Sinop. Fonte: Adaptado de Cândido 2013
Diante do levantamento feito por Cândido (2012), pode-se perceber que grande parte dos RCCs produzido em Sinop é composta por Cerâmica (25 %) e concreto (34 %). Os materiais classificados como outros são basicamente solo e areia.
2.3 Utilização dos RCCs como agregados para concreto
A utilização de agregados provenientes de RCC em concretos talvez seja a mais difundida até o momento, mas sua utilização somente é recomendada para concretos sem finalidade estrutural e é feita a partir da substituição dos agregados comumente usados pelos provenientes do beneficiamento do RCC.
Em Sinop, Guarido (2012) utilizou RCC proveniente de obras no município como substituto do agregado miúdo em concreto. O autor utilizou taxas de substituição de 20% e 50% de agregado proveniente de RCC. Os resultados mostraram ganhos significativos na resistência a compressão para o concreto com 20% de agregado reciclado. O autor observou uma menor trabalhabilidade das amostras com maiores taxas de substituição, em razão da maior absorção dos agregados de RCC em relação ao agregado natural. Contudo, a pesquisa se mostrou satisfatória e pôde-se concluir que a utilização de agregados provenientes de RCCs no município de Sinop é viável.
2.4 Classificação dos blocos de concreto segundo a NBR 6136:2007
A NBR 6136:2007 (ABNT 2007) estabelece parâmetros para a classificação de blocos de concreto, bem como suas finalidades, materiais constituintes, famílias e resistências mínimas.
A classificação é feita por classes e varia de acordo com a função e uso, são elas:
Classe A – com função estrutural, para uso em elementos de alvenaria acima ou abaixo do nível do solo;
Classe B – com função estrutural, para uso em elementos de alvenaria acima do nível do solo;
Classe C – com função estrutural, para uso em elementos de alvenaria acima do nível do solo;
Classe D – sem função estrutural, para uso em elementos de alvenaria acima do nível do solo.
O tipo de bloco confeccionado durante essa pesquisa foi o classificado como Classe D, tendo em vista que a NBR 6118:2014 restringe qualquer elemento de concreto com função estrutural que utilize em sua composição agregados provenientes de reciclagem. A família é a M-20 com dimensões de 190x190x390 (mm). A resistência mínima para blocos de classe D é
de 2,0 Mpa, a absorção média em % é ≤ 13,0%
(considerando agregado leve).
2.5 Blocos de concreto utilizando resíduos da construção civil
A utilização de RCCs como agregados para produção de blocos de concreto não é um tema recente. Vários pesquisadores já desenvolveram trabalhos onde a substituição, total ou parcial, dos agregados naturais por agregados provenientes do beneficiamento dos resíduos gerado pela construção civil é viável e atenderam aos requisitos mínimos das normas que regulamentam a produção de blocos de concreto.
Buttler e Corrêa (2006) elaboraram sua pesquisa utilizando resíduos oriundos de peças pré-moldadas de concreto. Por apresentarem homogeneidade e insignificante presença de agentes contaminantes, os autores consideraram o material excelente para utilização como agregado. Verificou-se que, de maneira geral, as propriedades físicas dos blocos foram influenciadas pela presença dos agregados reciclados, entretanto todos os requisitos exigidos em norma foram atendidos.
A pesquisa revelou ainda que, devido a maior porosidade do agregado reciclado, a absorção de água foi maior que nos blocos de referência. Quanto à retração por secagem, embora os blocos com agregados reciclados tenham apresentados valores significativamente maiores que os blocos de referência, esses valores ainda estavam dentro da retração máxima permitida por norma.
Já para as propriedades de resistência à compressão e tração indireta, os valores obtidos para os blocos com agregados reciclados foram próximos dos blocos de referencia (BUTTLER e CORRÊA, 2006).
Buttler e Corrêa (2006) chegaram a conclusão que, independentemente da taxa de substituição e da qualidade do resíduo, os blocos com agregado reciclado apresentaram resultados satisfatórios, o que viabilizaria a utilização desse tipo de agregado reciclado na confecção de blocos de concreto.
De Paula (2010) promoveu a substituição do agregado natural por agregado reciclado na proporção de 25, 50, 75 e 100% e pode constatar que não foram afetadas significativamente as propriedades mecânicas dos blocos com agregados reciclados. O autor obteve valores de resistência que variaram de 3,67 MPa a 2,03 MPa. De acordo com o autor, devem-se fazer estudos para minimizar a elevada porosidade do agregado, para se obter maior durabilidade de edificações que utilizarem esses blocos.
os principais materiais que constituíam os resíduos coletados. Grande parte dos resíduos era composta de argamassas (37,4%), material cerâmico (23,3%) e concreto (21,1%). O autor observou que devido à alta porosidade dos agregados reciclados, o consumo de água foi maior que nos concretos convencionais, devido a sua maior absorção.
A pesquisa pode revelar que do ponto de vista das propriedades mecânicas a utilização de agregados reciclados para produção de blocos é viável, mas quando se trata de substituir integralmente o agregado natural por agregado reciclado é necessária cautela, pois o mesmo apresentou resistência mecânica aos 28 dias muito próxima do mínimo exigida por norma para blocos de classe D que é de 2,0 MPa (DE PAULA, 2010).
O estudo de blocos de concreto que utilizam agregados reciclados não é um assunto novo, mas é um tema que deve ser estudado mais profundamente, visando a utilização racional dos resíduos gerado pela construção civil na confecção dos mesmos.
3 Materiais e Métodos
3.1 Obtenção e caracterização do agregado miúdo de RCC
Para a confecção deste trabalho foi necessário a obtenção dos resíduos de concreto, e para tanto foi necessário o deslocamento para a cidade de Cuiabá, tendo em vista que a britagem de resíduos em Sinop não seria possível em tempo hábil para a execução do projeto, mais precisamente nas dependências do Instituto Federal de Mato Grosso (IFMT). O resíduo utilizado foi o proveniente da moldagem de manilhas para rede de esgoto que apresentaram algum tipo de imperfeição e, portanto, foram descartadas pela empresa. Após o recolhimento, o concreto foi fragmentado em pedaços para facilitar o processo de britagem.
Para processo de britagem foi utilizado um britador do tipo mandíbula, da marca VEGEDRY modelo Queixada 300 P, conforme apresentado na Figura 3. Esse tipo de britador faz a separação entre o agregado graúdo e o miúdo através de peneiras acopladas ao mesmo, como pode ser visto na Figura 4. Os resíduos foram ensacados (Figura 5) e transportados para Sinop – MT, onde foi dado início ao trabalho em questão.
Figura 3. Britador tipo mandíbula. Fonte: Acervo próprio, 2014.
Figura 4. Separação dos agregados britados. Fonte: Acervo próprio, 2014.
Figura 5. Agregados ensacados. Fonte: Acervo próprio, 2014.
Após o processo de britagem, os resíduos passaram por um processo de caracterização granulométrica, O ensaio foi realizado nas dependências do campus da UNEMAT em Sinop.
O primeiro passo foi determinar o teor de material pulverulento contido nos resíduos britados. Entende-se como material pulverulento a partícula mineral com dimensão inferior a 75 µm, incluindo os materiais solúveis em água, presentes nos agregados (ABNT, 2001). Para tanto, retirou-se uma amostra dos resíduos, que foi seca em estufa por um período de 24 horas. Após esse período, separou-se 200 g dessa amostra, que foi lavada em uma peneira de 75 µm até que a água corrente estivesse passando límpida, conforme a Figura 6.
Figura 6. Lavagem dos resíduos na peneira 75 µm. Fonte: Acervo próprio, 2014.
Após ser lavado, o resíduo foi transferido para um recipiente e colocado em estufa a uma temperatura de (105 ± 5)°C por um período de 24 horas. Passado esse período, a amostra foi pesada novamente. A porcentagem de material pulverulento pode ser obtida a partir da Equação 1:
100
x
m
m
m
=
m
i f i
(Equação 1)
m: porcentagem de material pulverulento; mi : massa inicial;
mf : massa final.
Após a separação do material pulverulento, deu-se início ao ensaio de granulometria, utilizando peneiras da série normal com abertura inferior a 2,00 mm. Para o ensaio de granulometria foi utilizada a NBR 7211/2005 (ABNT, 2005). A Figura 7 apresenta etapas do ensaio de granulometria.
a) Pesagem da amostra. b) Peneiramento da amostra. Figura 7. Pesagem e peneiramento da amostra de resíduos.
Fonte: Acervo próprio, 2014.
3.2 Definição do traço e moldagem dos blocos
O desenvolvimento deste trabalho tanto teve como base as pesquisas desenvolvidas por De Paula (2010) e Barbosa (2005), com algumas variações no processo de confecção dos blocos, que foram confeccionados de forma manual.
Os blocos confeccionados deveram apresentar características e resistências mínimas compatíveis com blocos de classe D e dimensões de acordo com blocos da família M-20, conforme descrito anteriormente.
Os Materiais utilizados na confecção dos blocos foram: Cimento Portland do tipo CPII-Z-32;
Agregados naturais (brita nº 0 de gnaisse e areia natural de rio);
Agregados reciclados de RCC, contendo em sua composição apenas resíduo de concreto, com granulometria predominante na faixa areia;
Água potável.
O traço utilizado na confecção dos blocos foi aquele proposto por Barbosa (2005): 1:1,5:1,5:2 (cimento : pedrisco : pó-de-pedra : areia)
As substituições de resíduos foram feitas somente na fração de areia, com porcentagens crescentes. Para a confecção dos blocos foi utilizada uma forma manual com as dimensões de 19x19x39 cm da marca USIMAK, conforme mostra a Figura 8.
a) Fôrma manual. b) Características do bloco. Figura 8. Fôrma tipo manual e características do bloco
acabado. Fonte: http:/www.usimak.com.br/, 2014.
Os blocos foram produzidos com percentuais de substituição do agregado natural por reciclados nas proporções de 0%, 20%, 50% e 100%.
A fabricação do concreto foi feita de forma manual, tendo em vista o uso da betoneira não assegurou perfeita homogeneidade do concreto produzido. Após a fabricação do concreto, deu-se início à moldagem dos blocos, feita através do preenchimento das fôrmas e posterior compactação como o auxílio de golpes com soquete de base quadrada. O processo foi todo manual e não se fez uso de vibração. A compactação do concreto no interior da forma foi realizada ao longo de toda a moldagem dos blocos. Foram moldados nove blocos para cada traço, com um total de 36 blocos para 7 dias de cura e 36 blocos para 28 dias de cura. Após a moldagem, os blocos foram transportados para câmara úmida e permaneceram ali por todo o período de cura, conforme pode se observar na Figura 9.
Durante o período de cura os blocos foram molhados a cada 8 horas, para que não houvesse perda excessiva de umidade, o que levaria ao aparecimento de fissuras.
Figura 9. Blocos estocados em câmara úmida. Fonte: Acervo próprio, 2014.
Os blocos produzidos durante essa pesquisa foram submetidos aos ensaios de compressão simples e absorção, conforme fluxograma apresentado na Figura 10, abaixo.
Figura 10. Fluxograma dos ensaios de ruptura e absorção dos blocos. Fonte: Acervo próprio, 2014.
3.3 Ensaio de resistência à compressão simples
Após o período de cura, deu-se início aos ensaios de ruptura por compressão simples. Para assegurar perfeita distribuição de tensões na base do bloco, foi necessário fazer um recapeamento das faces dos blocos. O procedimento foi realizado tendo como base o que descreve a NBR 12118:2010 (ABNT, 2010). A
Blocos contendo ou não substituição
de agregados
7 dias Ensaio de compressão 6
blocos
28 dias Ensaio de compressão 6
blocos
28 dias Ensaio de absorção 3
regularização foi realizada com argamassa de cimento, cal e areia, conforme se verifica na Figura 11, abaixo. O processo de regularização das faces foi realizado em todos os blocos que foram utilizados para o ensaio de compressão simples. Seguindo as recomendações normatizadas, o capeamento não pode ultrapassar a espessura máxima de 3 mm, e o mesmo deve ser feito em superfície plana e não aderente.
Após o processo de regularização os blocos passam pelo processo de ruptura por compressão simples, para verificação da resistência. O procedimento do ensaio foi feito de acordo com ABNT (2010).
Figura 11. Blocos capeados. Fonte: Acervo próprio, 2014.
Para o ensaio à compressão simples foi necessário fazer uma adaptação à prensa que tínhamos disponível no laboratório de concreto da UNEMAT, tendo em vista que a base de apoio não tem as dimensões mínimas para acomodar os blocos e com isso proporcionar uma distribuição de tensão uniforme sobre os blocos. A adaptação foi feita com a utilização de duas chapas metálicas de 22,5 mm de espessura com dimensões de 220 x 420 mm. Essa adaptação está prevista em norma, portanto os ensaios ainda continuam padronizados. A seguir está apresentada na figura 12 o posicionamento dos blocos na prensa bem como a chapas metálicas.
Figura 12. Prensa adaptada. Fonte: Acervo próprio, 2014.
A resistência característica à compressão foi estimada através da Equação 2, abaixo:
f
-1
-i
f
...
f
f
2
=
f
bk,est b(1) b(2) b(i-1)
bi
(Equação 2)
Sendo:
i=n/2, se n for par; I=(n-1)/2, se n for impar;
Onde:
fbk,est é a resistência característica estimada da
amostra, expressa em megapascals;
fb(1), fb(2), ..., fbi são os valores de resistência à
compressão individual dos corpos-de-prova da amostra, ordenados crescentemente;
n é igual à quantidade de blocos da amostra.
3.4 Ensaio de absorção de água
O processo de verificação da absorção consiste em deixar os blocos repousar em estufa por um período de 24 horas. Após o processo de secagem, os blocos são imersos em água por um período de 24 horas. Depois, são retirados do tanque e é feita a drenagem da água superficial por um período de 60 s. Pesa se o bloco e torna se a imergi-lo no tanque por mais duas horas. O processo é repetido até que não haja variação na massa superior a 0,5 %. As Figuras 13 e 14 mostram os blocos na estufa e imersos em água para saturação, respectivamente.
Figura 13. Saturação dos blocos. Fonte: Acervo próprio, 2014.
Figura 14. Secagem dos blocos. Fonte: Acervo próprio, 2014.
O cálculo da absorção é feito a partir da Equação 3, abaixo:
100
x
m
m
m
=
a
1 1
2
(Equação 3)
Onde a é a absorção total, em porcentagem, m1 é a massa do corpo-de-prova seco em estufa, em gramas e m2 é a massa do corpo-de-prova saturado, em gramas.
máximo que a ABNT (2007) estabelece que é de 13%.
4 Apresentação e Análise dos Resultados
4.1 Análise granulométrica do agregado de RCC
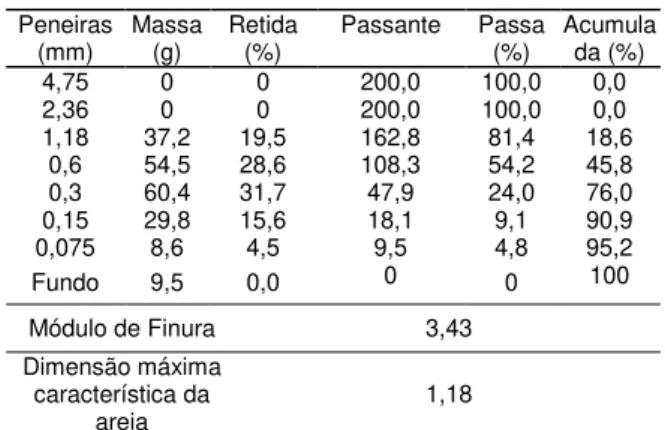
A Tabela 1 apresenta os resultados do ensaio de distribuição granulométrica executado com o agregado miúdo de RCC. A tabela traz também o módulo de finura e a dimensão máxima característica do agregado. A Figura 15 apresenta a curva granulométrica do agregado miúdo de RCC utilizado nos ensaios.
Tabela 1. Ensaio de granulometria Peneiras
(mm) Massa (g) Retida (%) Passante Passa (%) Acumulada (%) 4,75 2,36 1,18 0,6 0,3 0,15 0,075 0 0 37,2 54,5 60,4 29,8 8,6 0 0 19,5 28,6 31,7 15,6 4,5 200,0 200,0 162,8 108,3 47,9 18,1 9,5 100,0 100,0 81,4 54,2 24,0 9,1 4,8 0,0 0,0 18,6 45,8 76,0 90,9 95,2
Fundo 9,5 0,0 0 0 100
Módulo de Finura 3,43 Dimensão máxima
característica da
areia 1,18
Nota: O módulo de finura é calculado através da soma dos percentuais acumulados da série normal de peneiras.
Fonte: Acervo próprio, 2014.
Figura 15. Curva de distribuição granulométrica do agregado miúdo de RCC. Fonte: Acervo próprio, 2014.
Seguindo os procedimentos de ABNT (2003) para a determinação da granulometria, e baseado no módulo de finura, pode-se classificar o RCC como areia grossa. A Tabela 2 apresenta a classificação do agregado em função do seu módulo de finura, apresentada por Santos el al (2010).
Tabela 2. Classificação do agregado em função do módulo de finura.
Grossa 2,90 < MF < 3,50 Média 2,20 < MF < 2,90 Fina 1,55 < MF < 2,20 Nota: (MF) módulo de finura. Fonte: adaptado de Santos et al, 2010.
A quantidade de material pulverulento presente no agregado é de 4,8%, menor que a máxima admitida por ABNT (2003), que é de 5,0%. Admite-se como material pulverulento aquele com diâmetro menor de 75 μm.
4.2 Ensaio de resistência à compressão simples
Na Tabela 3 estão apresentadas as resistências médias de cada tipo de bloco e seus percentuais de RCC, calculados de acordo com ABNT (2003). A Tabela também apresenta a relação água - cimento utilizada nos traços.
Tabela 3. Resultado das médias dos ensaios de resistência a compressão simples nos blocos
Quantidade de RCC (%)
Resistência
média (MPa) resistência de 7 Aumento da para 28 dias
(%)
Relação água-cimento 7
(dias) (dias) 28
0 20 50 100 2,46 2,16 1,52 1,18 3,91 3,22 2,46 2,08 59 49 62 76 0,55 0,55 0,55 0,75 Fonte: Acervo próprio, 2014.
Observa-se, a partir da Tabela 3, que com o aumento da fração de agregado miúdo substituído por RCC, houve uma diminuição da resistência média do bloco. O comportamento foi verificado para os dois períodos de cura analisados.
Para a substituição total do agregado, a trabalhabilidade do concreto foi muito prejudicada, em razão da elevada absorção de água pelo agregado de RCC. Assim, para que se pudesse moldar os blocos, foi necessário acrescentar certa quantidade de água, o que aumentou a relação água - cimento para este traço.
A Figura 16 apresenta a variação da resistência à compressão do bloco em função da substituição de agregado natural por RCC e do tempo de cura.
Figura 16. Variação da resistência à compressão dos blocos. Fonte: Acervo próprio, 2014.
Embora a resistência prevista para o traço não tenha sido alcançada (4,5 MPa), chegou-se a um valor de resistência acima da resistência mínima exigida pela norma ABNT (2007) para blocos não estruturais classe D (2,0 MPa).
Os baixos valores de resistência à compressão encontrados devem estar associados ao método utilizado para a fabricação do concreto e moldagem dos blocos. Como todo o processo foi manual, conforme previsto por Fonseca (2002) houve uma maior perda de água para o ambiente. Além disso, o processo manual de execução não permite um bom controle tecnológico, tanto no que se refere à perfeita 0 10 20 30 40 50 60 70 80 90 100
0,01 0,1 1 10
P o rc e n ta g e m q u e P a ss a
mistura dos materiais, quanto na compactação do concreto no interior do molde.
Além disso, devido à baixa relação água - cimento utilizada nos ensaios, é possível que a quantidade de água disponível tenha sido insuficiente para a completa hidratação do cimento, o que prejudicaria a formação dos silicatos e, portanto, a resistência final do concreto. Isso explicaria a menor resistência dos concretos com maiores quantidades de agregados de RCC, que, por serem mais porosos, absorvem mais água. Assim, quanto maior a porcentagem de RCC no concreto, menor a água disponível para a hidratação e menor a resistência à compressão. A hipótese ainda explicaria a menor redução de resistência ocorrida entre o traço com substituição de 100% de RCC, uma vez que foi acrescentado mais água. A Figura 17, a seguir, mostra a menor queda de resistência do concreto para os dois últimos traços.
Figura 17. Variação da resistência à compressão em função da fração de RCC. Fonte: Acervo próprio, 2014.
Outro fator que poderia explicar a menor resistência do concreto com o aumento do teor de RCC seria a baixa resistência do agregado. Entretanto, essa consideração não seria adequada, em razão dos baixos valores de resistência encontrados para o concreto, muito inferiores ao valor de resistência do agregado.
4.3 Absorção dos blocos
Os ensaios de absorção foram realizados em 3 blocos de cada substituição com idade de 28 dias. A NBR 6136:2007 estabelece que a absorção de água para blocos não aparente não deve ser superior a 13%. Na Tabela 4 estão discriminados os resultados referente a absorção de água nos blocos ensaiados. Pode-se notar que nos blocos com percentual de substituição igual a 50 e 100%, a absorção foi mais acentuada. A maior absorção para estes traços está de acordo com o previsto por Celestino (2013) e Leite (2001), que afirmam que concretos com maior porcentagem de RCC absorvem mais água, em razão da maior porosidade destes agregados.
Tabela 4. Resultados médios de absorção de água nos blocos
Substituição do agregado natural
(%)
Absorção (%) 28 dias 0
20 50
8,15 8,59 11,41
100 11,71
Fonte: Acervo próprio, 2014.
A Figura 18 apresenta a variação da absorção de água em função do teor de RCC.
Figura 18. Variação da absorção de água em função da fração de RCC. Fonte: Acervo próprio, 2014.
Os valores de absorção encontrados foram inferiores ao máximo estipulado por ABNT (2007).
O ensaio de absorção dos blocos é importante pelo fato de que se consider a utilização de blocos de concreto aparente, o mesmo estará sujeito a ações de intempéries, entre elas a chuva. Se a absorção dos blocos for elevada, o mesmo terá seu peso próprio aumentado.
Dos resultados apresentados, constata-se que a substituição do agregado natural por agregado de RCC é viável tecnicamente para todos os traços estudados, posto que os blocos atendem às exigências de ABNT (2007).
5 Conclusão
Este trabalho verificou a viabilidade da utilização de agregados compostos de RCC em substituição de agregado natural para blocos de concreto não estrutural (de vedação).
Os resultados indicaram que, apesar de não se alcançar os valores de resistência previstos, a resistência obtida para todos os traços estudados foi superior à mínima exigida pela norma ABNT (2007). Os baixos valores de resistência encontrados devem estar associados à baixa quantidade de água utilizada na moldagem do concreto, o que deve ter prejudicado a hidratação do cimento, no entanto não foi do interesse dessa pesquisa fazer correções no fator água/cimento.
realizada de modo manual, é possível que com processo de fabricação controlado e com equipamentos próprio para a vibro-prensagem dos blocos, os resultados se tornariam mais satisfatórios. O estudo de viabilidade econômica na produção de blocos de concreto com a adição de resíduos seria um estudo muito importante para pesquisas futuras.
Agradecimentos
Gostaria primeiramente de agradecer a Deus, pois sem a sua misericórdia e provisão sobre a minha vida nada disso seria possível.
Agradeço aos meus Pais, Sebastião Macário e Maria José da Silva Souza Macário, meus irmãos, Marcos Macário, Marcelo Macário, Mariza Macário e Marina Macário, aos tios José Alfredo da Silva e Quitéria Macário da Silva, aos meus primos, Miriam Macário da Silva e família, Raquel Macário da Silva e família, David Macário da Silva e família e Maria Macário da Silva e família. Esse passo com certeza mudara o futuro de nossa família.
Agradeço a igreja batista nacional do jardim botânico na pessoa do Pr Reginaldo, Pr Jacson e Pr Rogério, que me acolheram para poder dar início a essa caminhada acadêmica.
Agradeço aos professores que me orientaram na elaboração desse projeto, ao Professor e Mestre Júlio Cesar Benatti que teve paciência e demonstrou apoio durante a execução da pesquisa, a arquiteta Jaqueline Pertile que participou como professora na fase de elaboração do projeto.
Agradeço aos meus amigos que participaram dessa jornada que não teve fases fáceis mas que trouxeram aprendizados e verdadeiros amigos que levarei para toda a vida.
Agradeço a Professora e Doutora Juzelia Santos Costa, por permitirem e acompanharem o processo de britagem nas dependências do campus do IFMT. Que Deus possa abençoar a todos que fizeram parte dessa longa jornada e que as bênçãos do Senhor estejam sobre cada um de vocês. Obrigado Jesus.
Referências
ASSOCIAÇÃO BRASILEIRA DE NORMAS
TECNICAS. NBR 6136: Blocos vazados de concreto simples para alvenaria – Requisitos. Rio de Janeiro, 2007.
_____. NBR 7211: Agregados para concreto - Especificação. Rio de Janeiro, 2005. 15 p.
_____. NBR 7184: Blocos vazados de concreto simples para alvenaria – Determinação da resistência à compressão. Rio de Janeiro, 1992. 2 p.
_____. NBR 7217: Agregados – Determinação da composição granulométrica. Rio de Janeiro, 1987. 3 p.
_____. NBR 10004: Resíduos sólidos – Classificação. Rio de Janeiro, 2004. 77 p.
_____. NBR 12118: Blocos vazados de concreto simples para alvenaria – Métodos de ensaios. Rio de Janeiro, 2010. 16 p.
BRASIL, Ministério do Meio Ambiente, Conselho Nacional do Meio Ambiente – CONAMA. CONAMA n° 307 de 5 de julho de 2002 – Gestão dos Resíduos da Construção Civil. Disponível em: <http://www.ebah.com.br/content/ABAAAfAwAAH/200 2-res-conama-307> Acessado em: 18 de out. 2013.
CÂNDIDO, E. da. Viabilidade técnica da implantação de uma usina de reciclagem de resíduos da construção civil em Sinop-MT. 2012. Trabalho de Conclusão de Curso – Engenharia Civil. Universidade do Estado de Mato Grosso. Sinop, 2012.
DE PAULA, P. R. F. Utilização dos resíduos da construção civil na produção de blocos de argamassa sem função estrutural. 2010. 132 f. Dissertação (Mestrado em Engenharia Civil) –
Universidade Católica De Pernambuco, Recife, 2010.
FONSECA, F. B. Desempenho estrutural de paredes de alvenaria de blocos de concreto de agregados reciclados de rejeitos de construção e demolição. 2002. 167 f. Dissertação (Mestrado em Engenharia Civil) – Escola de Engenharia de São Carlos, Universidade de São Paulo, São Paulo, 2010.
GUARIDO, É. Q. Concreto com resíduo de construção e demolição (RCD): Estudo da resistência à compressão axial na cidade de Sinop – MT. 2012. Trabalho de Conclusão de Curso –
Engenharia Civil. Universidade do Estado de Mato Grosso. Sinop, 2012.
NOVAIS, C. M. Caracterização de agregados reciclados de resíduos da construção civil para uso em base e sub-base de pavimento urbano em Sinop-MT. 2012. Trabalho de Conclusão de Curso –
Engenharia Civil. Universidade do Estado de Mato Grosso. Sinop, 2012.
PINTO, T. de P. Gestão ambiental de resíduos da construção civil: A experiência do SindusCon-SP. São Paulo: Obra Limpa I & T: SindusCon-SP, 2005.
Disponível em:
<http://www.sindusconsp.com.br/downloads/prodserv/ publicacoes/manual_residuos_solidos.pdf>. Acesso em 23 de out. 2013.