UTILIZAÇÃO DE RESÍDUOS DE BLOCOS DE CONCRETO COMO AGREGADO EM
BLOCO DE CONCRETO ESTRUTURAL NA CIDADE DE SINOP/MT
Use of concrete residues as aggregate in structural concrete block in Sinop/MT
Ana Paula Favretto Bussolaro1, André Ferraz2Resumo: A construção civil é uma grande geradora de resíduos e consequentemente enfrenta problemas na destinação final destes materiais. Dentre os resíduos mais comuns, podemos destacar o concreto como o segundo material mais gerador de resíduos, sendo assim um problema para a sociedade. Neste contexto, esta pesquisa analisou a utilização de resíduos de blocos de concreto como agregado em bloco de concreto estrutural. Para isto foram moldados blocos de concreto estrutural com diferentes teores de resíduos reciclados e posteriormente submetidos a ensaios de resistência a compressão, absorção de água e análise dimensional. Os resultados mostraram que o acréscimo de resíduos reciclados provocou um aumento da absorção de água e uma redução da resistência a compressão, a medida que é substituído o agregado convencional pelo agregado reciclado. Concluiu-se que, a utilização de resíduos de concreto como agregado em bloco de concreto estrutural, só poderão ser executadas se for utilizado baixo teor de resíduo.
Palavras-chave: Agregado reciclado; Resíduo; Bloco de concreto estrutural; Moedor de resíduo.
Abstract: The construction industry is a big waste generator and consequently faces problems in the disposal of these materials. In renovation and construction of buildings concrete is the second most waste generator material, thus this project analyzed the use of discarded concrete as aggregate in structural concrete block. Structural concrete blocks were molded with different contents of recycled waste and later tested for compressive strength, water absorption and dimensional analysis. The results showed that the addition of recycled waste caused an increasing in the water absorption and a significant reduction of resistance to compression, as the conventional aggregate is substituted by recycled aggregate. In conclusion, the use of discarded concrete as aggregate in structural concrete block can only be used if low amount of residue is used.
Keywords: Sustainability; Reuse of waste; Recycled aggregate; Structural concrete block
1 Introdução
A indústria da construção civil é uma das principais fontes de impactos ambientais. O aquecimento do mercado da construção civil gera, por consequência, uma grande quantidade de resíduos. Visando a diminuição de impactos abientais, estes resíduos precisam ser minimizados ou então devem ser adotados métodos para serem reaproveitados, possibilitando assim que as novas gerações desfrutem dos recursos naturais ainda existentes.
No Brasil a utilização dos resíduos, provenientes da construção civil vem aumentando nos últimos tempos. Sendo utilizados nas camadas de base e sub-base de rodovias e na fabricação de concreto não estrutural. Entretanto alguns pesquisadores apontam que é possível a utilização de agregados reciclados em concreto com função estrutural, mas não existe uma norma regulamentadora para o caso (DALPINO, 2008). O concreto é um dos materiais mais utilizados pelo homem, e por consequência é o segundo material mais gerador de entulhos no Brasil, com 21,1% ficando atrás da argamassa que possui 37,4% do total dos resíduos oriundos da construção civil. (ZORDAN; PAULON, 1998)
O reaproveitamento dos resíduos do concreto pode diminuir a quantidade desperdiçada de material. Como também a não degradação dos ambientes onde os resíduos seriam jogados. Com isso, a obtenção dessas alternativas é de suma importância para a utilização
desses resíduos. Uma alternativa é substituir os agregados convencionais por aqueles obtidos através das reciclagens, e adicionar, por exemplo, nos blocos de concreto.
O bloco de concreto é o principal material empregado na alvenaria estrutural. Segundo Camacho (2006), a alvenaria estrutural vem crescendo cada dia mais, mostrando-se uma ótima solução construtiva, pois proporciona maior rapidez e um menor custo comparado com a alvenaria de tijolos cerâmicos, chegando à redução de 30% do valor total da obra. No município de Sinop/MT, a reciclagem de entulhos não é uma técnica muito disseminada e a maioria dos resíduos são encaminhados para o lixão da cidade. As indústrias de concreto e blocos que atendem o município e região geram uma grande quantidade de resíduos, entretanto, na maioria dessas indústrias os entulhos ainda não são reutilizados e são somente, armazenados.
Dessa forma, objetivou-se com este trabalho, utilizar os resíduos de blocos de concreto, proveniente dos blocos defeituosos em uma empresa de Sinop/MT, na substituição de parte dos agregados comumente usados na fabricação dos blocos de concreto estrutural.
Para isso adotou-se um traço adequado para a fabricação dos blocos, da classe B de acordo com a ABNT, substituindo em partes os agregados miúdos comuns pelos obtidos da reciclagem dos resíduos de concreto. E então verificar a resistência à compressão e a absorção de água que estes blocos terão. Com isso, foi possível comparar as resistências à compressão e absorção de água dos blocos moldados com agregado reciclado e os blocos moldados com agregados convencionais.
1Graduanda em Engenharia Civil, UNEMAT, Sinop-MT, Brasil,
2Doutor, Professor, UNEMAT, Sinop-MT, Brasil,
2 Blocos de concreto estrutural
De acordo com Manzione (2004) apud Berenguer (2010), A alevania estrutural é um método construtivo onde a mesma desempenha a função estrutural. Também é possível dizer que a alvenaria é projetada e executada de forma planejada.
Os componentes que formam a alvenaria estrutural são os seguintes: Blocos de concreto estrutural, argamassa, graute (microconcreto de alta fluidez) e armaduras se necessário. Os blocos de concreto para alvenaria estrutural devem atender a todos os requisitos da Norma Brasileira – NBR 6136: Blocos vazados de concreto simples para alvenaria – Requisitos (ABNT,2006). Os blocos são constituídos de uma mistura de cimento Portland, agregados, água e aditivos em alguns casos. Juntamente com a argamassa, os blocos resistem aos esforços solicitantes (BERENGUER, 2010).
Segundo ABNT (2006), Os blocos devem ter arestas vivas e não podem conter trincas, fraturas ou outras imperfeições que possam afetar o seu assentamento, resistência e a durabilidade da construção.
O fato dos blocos possuírem dimensões conhecidas e de pequena variabilidade, torna possível utilizar a modulação. A coordenação modular consiste no ajuste das dimensões da obra, como múltiplo da dimensão básica da unidade, evitando cortes e desperdícios na execução (CAMACHO, 2006).
De acordo com a ABNT (2006), os blocos são classificados de acordo com as suas dimensões por famílias. Podem ser como bloco inteiro, bloco de amarração L e T, blocos compensadores A e B (para ajuste de modulação) e blocos tipo canaleta.
E ainda podem ser classificados quanto ao seu uso, de acordo com a ABNT (2006) em quatro grupos:
1) Classe A – Com função estrutural, para uso em elementos de alvenaria acima ou abaixo do nível do solo. E resistência característica maior que 6 Mpa;
2) Classe B – Com função estrutural, para uso em elementos de alvenaria acima do nível do solo. E resistência característica maior que 4 Mpa;
3) Classe C – Com função estrutural, para uso em elementos de alvenaria abaixo do nível do solo. E resistência característica maior que 3 Mpa;
4) Classe D – Sem função estrutural, para uso em elementos acima do nível do solo. E resistência característica maior que 2 Mpa.
Os blocos utilizandos os resíduos reciclados moldados nesta pesquisa, tiveram com objetivo ser classificados em B.
2.2 Materiais empregados
Os materiais usado na fabricação do bloco de concreto é a mistura dos agregados, que podem ser miúdos ou graúdos, água e cimento Portland.
2.2.1 Cimento Portland
De acordo com a NBR 5732:1991:Cimento Portland comum (ABNT, 1991), o cimento Portland é um
aglomerante hidráulico obtido basicamente pela mistura, queima e moagem do clínquer Portland, sendo este constituído de silicatos de cálcio.
Na operação se adiciona a quantidade necessária de uma ou mais formas de sulfato de cálcio.
Segundo Sousa (2001), qualquer tipo de cimento pode ser utilizado no bloco de concreto, entretanto é importante observar se o cimento é compatível com os demais materiais utilizados, como agregados e aditivos, e também o tipo de cura empregado. 2.2.2 Água
A água utilizada no amassamento deve ser limpa e isenta de produtos nocivos a hidratação do cimento (ABNT, 2006).
2.2.3 Agregados Convencionais
Segundo a NBR 7211: Agregado para concreto (ABNT, 2005), os agregados resultam da britagem de rochas cujo beneficiamento gera uma distribuição granulométrica constituída de agregados graúdos e miúdos ou pela mistura de agregados britados e areia, possibilitando o ajuste da curva granulométrica em função das características dos agregados e do concreto a ser preparado.
A mesma norma também aponta que os agregados devem ser compostos por grãos de minerais duros, compactos, estáveis e limpos, não devem conter substâncias que possam afetar a hidratação e o endurecimento do concreto.
Os agregados classificados como miúdos, são os grãos que passam pela peneira ABNT 4,75mm, mas ficam retidos na abertura de malha 150m. Os agregados graúdos, são os grãos que passam pela peneira com abertura de 75 mm e ficam retidos na peneira ABNT 4,75mm (ABNT, 2005).
A ABNT (2006) recomenda que a dimensão dos agregados não ultrapasse o valor da metade da menor espessura da parede do bloco de concreto.
2.2.4 Adições e aditivos
Segundo a ABNT (2006) os aditivos ou adições podem ser utilizados, desde que não acarretem efeitos prejudiciais, e não promovam a deterioração do concreto dos blocos.
2.3 Agregados reciclados
De acordo com a Resolução n°307 do Conselho Nacional do Meio Ambiente (CONAMA, 2002), o agregado reciclado é o material oriundo do beneficiamento de resíduos de construção, apresentando características técnicas para a utilização em obras de engenharia, edificação, aterros sanitários e infraestrutura.
Esses resíduos reutilizáveis ou recicláveis como agregados fazem parte da Classe A, da resolução n°307 do CONAMA, pois são resíduos provenientes da construção, demolição, reformas e reparos de pavimentações e edificações. Também são produzidos no processo de fabricação e/ ou demolição de peças pré-moldadas em concreto (blocos, tubos, etc.), produzidas nos canteiros de obras.
Isso faz com que o RCD se torne um material heterogêneo, e assim de difícil reciclagem. Entretanto os resíduos de concreto (RC), são classificados pela sua homogeneidade, e assim de fácil reutilização (BUTTLER, 2007).
Segundo Buttler (2007) o uso de agregados reciclados mesmo estando em sintonia com as novas legislações ambientais, deve-se tomar cuidado com a composição desses agregados que podem apresentar substâncias que contaminem o mesmo. Além de que, elevadas taxas de agregados reciclados pode aumentar a absorção de água, causar aumento de retração e diminuição da coesão nas novas peças.
2.4 Processo de fabricação dos blocos de concreto estruturais
Segundo a ABNT (2006) os blocos devem ter aparência homogênea, ser compactos e livres de imperfeições, por isso a fabricação e o processo de cura são de grande importância.
2.4.1 Armazenagem dos agregados
Os agregados representam cerca de 75% a 85% do volume total da mistura que compõe a massa dos blocos. Um bom armazenamento garante que os agregados não sejam contaminados e também possibilita uma dosagem consistente em todo o processo (PIRES SOBRINHO et. al., 2008).
De acordo com a NBR 12655: Concreto – preparo (ABNT, 1996), controle e recebimento, os materiais que compõem o concreto devem ser armazenados na fábrica ou obra, separados desde o recebimento das cargas até a mistura.
2.4.2 Dosagem
A composição de cada concreto deve ser definida, em dosagem racional ou experimental, com a devida antecedência antes da concretagem. O estudo de dosagem deve ser feito com os mesmos materiais e condições iguais as da obra ou fabricação (ABNT, 1996). A medição dos materiais pode ser feita pelo peso ou pelo volume de cada material (PIRES SOBRINHO et. al., 2008).
A água deve ter sua dosagem corrigida, pois as variações dos teores de umidade nos agregados são inevitáveis, e também fundamentais para a moldagem dos blocos (MEDEIROS, 1993). Nas industrias muitas vezes, a água é acrescentada em função da experiência dos funcionários, causando erros de dosagem.
Segundo Oliveira e Araújo (2013), a determinação da quantidade de umidade nos agregados pode ser feita pelo método da estufa, onde os agregados são pesados molhados e secos, após secos em estufa, e assim encontra-se a umidade total com a seguinte fórmula:
ℎ =𝑀ℎ−𝑀𝑠
𝑀𝑠 ∗ 100 (Equação 1)
Onde:
Mh= Massa da amostra úmida (g); Ms= Massa da amostra seca (g); h = Umidade dos agregados (%).
2.4.3. Mistura
Segundo Pires Sobrinho et al. (2008), os equipamentos de mistura são muito importantes, pois permitem a homogeneização dos materiais. São encontrados três tipos de misturadores, sendo eles: plenário de eixo vertical; forçado de eixo horizontal; e basculante. 2.4.4 Equipamentos de conformação
Os equipamentos utilizados para a fabricação de blocos são denominados vibro-prensas. De acordo com Sousa (2001), essa máquina recebe esse nome por ter o mecanismo de vibração e prensagem empregadas simultaneamente durante o processo de fabricação. Ela é responsável pelo preenchimento, adensamento e controle da altura do bloco.
Existem três tipos de vibro-prensas, as pneumáticas, que dependem da capacidade do compressor, mostrando eficiência na conformação. As vibro-prensas hidráulicas são movidas à pressão de bombas e garantem também uma boa conformação dos blocos. As mecânicas, que são muito limitadas e não garantem uma boa qualidade, os blocos produzidos apresentam grande porosidade e baixa resistência.
Segundo Medeiros (1993), a sequência básica para o funcionamento das máquinas, pode ser resumida nas seguintes etapas:
1) Preenchimento da gaveta alimentadora com o material destinado à moldagem;
2) Preenchimento do molde metálico onde os blocos serão moldados. Esta etapa é acompanhada com a vibração do molde, como mostra a Figura 1.
Figura 1: Preenchimento do molde com concreto. Fonte: Acervo próprio, 2013.
4) Desforma dos blocos após o final da vibração, os blocos saem das formas em cima de pallets.
5) O pallet com os blocos recém-formados avança para a frente, onde passa por uma escova que tira o excesso de material da parte superior, e assim se inicia um novo ciclo.
2.4.5 Cura
De acordo com Metha e Monteiro (2006), o termo cura do concreto envolve a combinação das condições que promovem a hidratação do cimento, ou seja, o tempo, temperatura e as condições de umidade imediatamente após o acréscimo dos materiais. Em todas as reações químicas, a temperatura tem efeito de aceleração em reações de hidratação. Com temperatura normal os compostos constituintes do cimento Portland começam a hidratar assim que a água é adicionada.
Figura 2: Cura dos blocos de concreto. Fonte: Acervo Próprio, 2013.
Segundo Sousa (2001), a cura é outro processo importante na produção dos blocos de concreto. Depois da moldagem, os blocos são colocados em raques durante 7 dias, como mostra a Figura 2. Depois disso são empilhadas em pallets, que ficam durante 14 a 28 dias, para obter a sua resistência. A cura natural é bastante empregada onde as situações climáticas favorecem o rápido endurecimento do concreto. Neste tipo de cura, recomenda-se que os blocos fiquem protegidos do vento e constantemente úmidos, pelo menos durante os sete primeiros dias (TANGO, 1984, apud SOUSA, 2001).
2.5 Propriedades físicas dos blocos de concreto estrutural
Os blocos vazados de concreto devem passar por alguns ensaios e assim atender as exigências da norma NBR 6136:2006. Um dos ensaios é o de absorção de água, que mede o percentual de água absorvida pelo bloco, este não deve ser superior a 10%.
A norma ainda estabelece os limites de retração linear e os valores de resistência à compressão, Tabela 1. O ensaio de resistência à compressão é utilizado para verificar as cargas que os blocos podem suportar se submetidas a forças externas. Para esta pequisa, os
blocos foram considerados como sendo da Classe B, ou seja 4Mpa.
Tabela 1: Requisitos para resistência á compressão, absorção e retração.
Classe Resistência Característica
Fbk (Mpa)
Absorção
média (%) Retração (%)
A
B ≥≥4,06,0 ≤10,0 ≤0,065
C ≥3,0
D ≥2,0
Fonte: ABNT, 2006.
3 Desenvolvimento sustentável
De acordo com Marques Neto (2003), o crescimento desordenado da população em áreas sem planejamento, aliado a falta de conscientização ambiental e de gestão ambiental sustentável, são os grandes causadores da degradação das áreas de descarte dos resíduos de construção e demolição. Com o impacto ambiental, econômico e social, causados pela geração e deposição dos resíduos da construção civil, tem levado os pesquisadores da área a estudar alternativas sustentáveis, para uma melhor utilização dos resíduos gerados (MARQUES NETO 2003).
3.1 Reutilização e reciclagem de resíduos
Segundo a Resolução n° 307 do CONAMA (2002), o gerenciamento de resíduos visa reduzir, reutilizar ou reciclar os resíduos. A reutilização é o processo de reaplicação de um resíduo sem a transformação do mesmo, e a reciclagem é o processo de reaproveitamento de um resíduo após certa transformação.
Os estudos em relação a reciclagem dos resíduos são visíveis, segundo Oliveira (2002, p.21). A reciclagem de resíduos da construção civil para concretos tem sido estudada e vem se mostrado viável em pesquisas brasileiros do ponto de vista tecnológico e econômico. De acordo com a pesquisa Cândido (2013), a geração de resíduos recicláveis em Sinop é de aproximadamente 110 t/d, sendo que 34% são de resíduos de concreto, e é assim a maioria dos resíduos produzidos, como pode ser visto na Figura 3.
Figura 3: Classificação de resíduos da construção civil em Sinop.
Fonte: CÂNDIDO, 2013.
infraestrutura, os rejeitos de concretos são os que constituem a fração mais importante. Pela sua constituição, o agregado de concreto é rico em rejeitos minerais e se torna matéria-prima de grande importância para materiais reciclados. Os materiais produzidos através dos agregados reciclados de concreto apresentam uma alternativa promissora para a construção civil e para a fabricação de concreto com ou sem função estrutural.
4 Materiais e métodos
Para a realização da pesquisa foram coletados resíduos de blocos de concreto em uma Indústria de Sinop/MT. Esses resíduos coletados são os blocos que o controle de qualidade da Industria não aceitou, por conter algum tipo de defeito. Segundo a Indústria em questão, esses blocos recusados somam um total de 0,1% da produção.
O segundo passo foi triturar esses resíduos na granulometria adequada para o uso. Os resíduos foram quebrados em pedaços menores, como mostra na figura 4, e depois triturados. Para isso foi utilizado uma máquina de moer entulhos, disponibilizada por uma construtora da cidade.
Figura 4: Resíduos de blocos. Fonte: Acervo próprio, 2014.
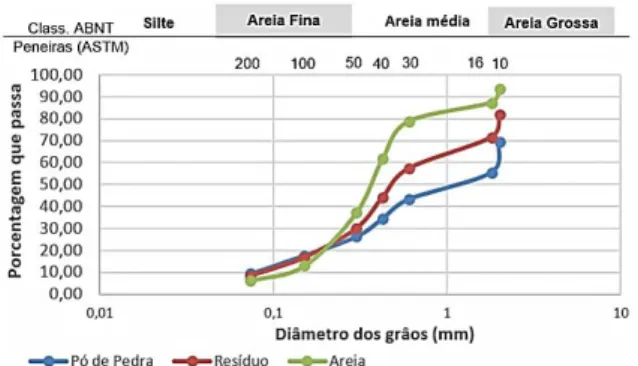
O próximo passo foi peneirar o resíduo triturado, pois a máquina tritura o material em granulometrias diversas. Para o processo foi utilizado uma peneira de 4,75mm, onde todo o agregado graúdo ficou retido. Para a caracterização do resíduo utilizado, foi confeccionada a curva granulométrica do material, utilizando as peneiras padronizadas pela ABNT. Como pode ser visto na Figura 5, os gráficos mostram a comparação da curva granulométrica de cada material, o resíduo triturado, a areia e o pó de pedra.
Figura 5: Curvas granulométricas dos agregados. Fonte: Acervo próprio, 2014.
Como mostra o gráfico, a curva granulométrica do resíduo triturado e do pó de pedra são semelhantes e assim o pó de pedra pode ser realmente, substituído pelo resíduo.
Posteriormente, o novo agregado foi acondicionado em sacos plásticos e transportado para a Indústria de blocos. Os outros materiais aplicados na confecção dos blocos, como cimento (CP II – Z), aditivo (superplástificante), pó de pedra, pedrisco e areia média, foram utilizados da própria indústria.
Nesta pesquisa foram testados três traços de concreto, substituindo o pó de pedra pelo agregado miúdo reciclado. O traço padrão utilizado foi o 1:15, ou seja, 1 kg de cimento para 15 kg de agregados, sendo os agregados areia média, pó de pedra e pedrisco (1:7:4:4). Pode se dizer que o cimento corresponde a 7% do traço, enquanto a areia 43% e por fim, os agregados correspondem a 25% cada.
Este traço foi escolhido pois é o mesmo utilizado na indústria, onde foram moldados os blocos, com isso é possível fazer uma comparação com os blocos estruturais usualmente fabricados.
Os blocos foram fabricados substituindo o pó de pedra pelo entulho reciclado, variando a sua porcentagem, começando com o teor de 10%, e em seguida aumentando para 20% e 30% de resíduo.
Para a correção da umidade dos agregados, foram ensaiadas amostras de todos os agregados. A umidade do pó de pedra apresentou: 0,22%; pedrisco: 0,18%; resíduo: 0,37% e da areia: 2,43% de umidade. Portanto o teor de água do traço foi corrigido a partir destas umidades.
Segundo Moraes (2012), pode ser utilizado a seguinte fórmula para a correção da água segundo a umidade do agregado:
𝐴𝑐 = Ai − (100U ∗ Ma) (Equação 2)
Sendo que: Ac = Água corrigida Ai = Água inicial U = Umidade (%) Ma = Massa inicial
Com isso, a umidade que antes era de 5,9% no traço padrão, passou para 3,9%.
Para melhorar a coesão entre o cimento e os agregados, promovendo assim, um melhor acabamento, durabilidade, resistência e diminuição da quantidade de água necessária, foi adicionado 0,83% de aditivo superplastificante à mistura, em relação ao cimento empregado, seguindo o padrão de produção da fábrica, para blocos estruturais.
Foram moldados 16 blocos de dimensões de 14x19x39cm, para cada traço formulado, totalizando 48 blocos. Estes foram moldados e prensados em uma máquina vibro-prensa hidráulica configurada para ciclos de 20 segundos. A cada ciclo são fabricados quatro blocos, quantidade máxima que a forma de prensagem permite.
entulhos, Estufa, Peneiras com a classificação da ABNT e um misturador, como mostra a figura 6.
Figura 6: Equipamentos: 1)Vibro prensa hidráulica; 2)Moedor de entulhos; 3) Estufa; 4)Peneiras; 5)Misturador.
Fonte: Acervo próprio, 2014.
Depois de moldados, os 48 blocos entraram no processo de cura, e durante vinte e oito dias ficaram ao ar livre, protegidos de intempéries e constantemente umedecidos.
Ao fim dos vinte e oito dias, 12 blocos de cada traço foram encaminhados para o Laboratório do Senai em Cuiabá/MT, para serem submetidos aos ensaios de resistência à compressão, absorção de água e análise dimensional. Todos os ensaios foram realizados por um responsável técnico e seguindo as especificações da norma 12118 (ABNT, 2014) Blocos vazados de concreto simples para alvenaria — Métodos de ensaio. Com os resultados dos ensaios, foi possível fazer a comparação da Resistência à Compressão e a absorção de água entre blocos utilizando entulhos como agregado miúdo e blocos da Classe B utilizando agregados convencionais.
5 Análises e resultados
O ensaio de determinação de medidas e espessuras apresentaram resultados satisfatórios. Certificando que os blocos moldados seguem as especificações da norma NBR 6136:2006, na qual não devem apresentar trincas ou imperfeições em suas medidas.
Nos resultados dos ensaios de absorção de água (figura 7), comparamos as respostas do traço padrão, com os resutados dos traços com resíduo.
Figura 7: Porcentagem de absorção de água nos blocos. Fonte: Acervo próprio, 2014.
Desta forma observa-se que, conforme é adicionado resíduo, a absorção de água aumenta, aproximadamente 26% em relação ao padrão, para o primeiro traço de 10% de resíduo. Aumenta 29% para o segundo traço e 25% para o último traço de 30% de resíduo.
Em 2006, Souza encontrou resultados semelhantes utilizando resíduos de concreto, mesmo não utilizando os mesmos traços. Constatou que o entulho usado como agregado apresenta absorção superior ao agregado convencional. O autor justifica esse aumento devido a grande porosidade, bem como a maior quantidade de finos que os resíduos possuem. Quanto aos resultados dos ensaios de resistência a compressão, podemos ver na figura 8 o gráfico de comparação entre os traços.
Figura 8: Resultado de ensaio de resistência a compressão. Fonte: Acervo próprio, 2014.
Em comparação com o traço padrão da indústria, os blocos com 10% de substituição de agregado convencional por resíduo, perde pouca resistência a compressão (menos do que 3,5%). Passa de 4,90 Mpa para 4,73 Mpa aos 28 dias. Mas continua sendo da classe B.
O traço com 20% de resíduo perde 40% de sua resistência a compressão, 2,93Mpa. E o último traço com o teor de 30% de resíduo, perde 51%, ficando com 2,4Mpa de resistência a compressão.
Com isso, pode-se entender a real utilização do resíduo. Utilizando o traço de 10% de substituição de
0% 2% 4% 6% 8% 10%
Traço padrão
10% de resíduo
20% de resíduo
30% de resíduo
Absorção de água
resíduo, poderemos então consumir 300g de resíduo em cada bloco fabricado.
Uma indústria com produção de 6 mil blocos/dia poderá utilizar 1.800kg/dia de resíduos. De acordo com estudos dessa indústria, o resíduo gerado, equivale a 0,1% da produção diária, ou seja 72kg. Então, esta industria consegue eliminar os resíduos gerados por ela mesma e continuar com blocos de qualidade e de classe B.
6 Conclusões
O uso de resíduos de concreto em blocos, provoca um aumento da absorção de água. Entretanto este valor não ultrapassa as especificações exigidas pela NBR 6136:2006.
Os blocos moldados com resíduos de blocos de concreto apresentaram decréscimo na resistência a compressão com a adição de agregados reciclados. Comprometendo, assim, as características da classe B em que a norma determina. Estes blocos passaram a ser da classe D.
De acordo com a ABNT (2006), os blocos para serem classificados com função estrutural devem suportar os esforços de compressão maiores que 6 Mpa para uso em níveis abaixo do nível do solo. Ou apresentar uma resistência maior que 4 Mpa para uso em níveis acima do nível do solo.
Assim sendo, o único traço utilizando os resíduos, que alcançou os objetivos, foi o que substituiu apenas 10% dos agregados convencionais.
Os demais traços foram prejudicados e perderam grande resistência, em comparação ao padrão. Portanto, estes blocos não podem ser utilizados em alvenaria estrutural, todavia poderiam ser usados como bloco de vedação, que não exigem grande resistência a compressão e podem ser utilizados, como blocos sem função estrutural.
Por fim, conclui-se que, a substituição dos agregados convencionais pelos agregados reciclados de blocos de concreto, deve ser feita com moderação, no que se diz respeito ao uso em blocos de concreto estruturais.
Agradecimentos
A Deus, por ter me concedido a vida e também por me dar uma família linda que posso contar em todos os momentos.
Aos meus pais que sempre me apoiaram e me deram tudo que alguém realmente precisa, amor, compreenção e confiança. Também me ensinaram a ter caráter e humildade.
Aos meus irmãos que sempre que eu precisei estavam dispostos a me amparar e me dar todo o carinho e companherismo.
Aos colegas da faculdade, muitos deles marcaram história em minha vida. Aos que viraram amigos pra qualquer hora e aos simplesmente colegas, guardarei todos com muito carinho em meu coração.
A BDS Blocos, na pessoa do Sr. Narciso, Sisan Engenharia, Emerson Lara, Chales, Eder e Andressa que me ajudaram com alguns detalhes da pesquisa. Aos professores orientadores professora Camila Regina Eberle e professor Doutor André Ferraz. E a
todos os meus professores que transmitiram seus conhecimentos a todos nós alunos.
A UNEMAT que forneceu os recursos básicos para a minha graduação.
E a todos que de alguma forma colaboraram para a minha formação, serei eternamente grata.
Referências
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS (ABNT). NBR 12655. Concreto – preparo, controle e recebimento. Rio de Janeiro. 1996. 3p.
___.NBR 12118: Blocos vazados de concreto simples para alvenaria — Métodos de ensaio. Rio de Janeiro. 2014.
___.NBR 5732: Cimento Portland Comum. Rio de Janeiro. 1991. 5p.
___.NBR 6136: Blocos vasados de concreto simples para alvenaria – Requisitos. Rio de Janeiro. 2006. 9p. ___.NBR 7211: Agregados para concreto – Especificação. Rio de Janeiro. 2005. 11p.
BERENGUER D. S. Técnica de execução de alvenaria estrutural. 2010. 17p. Universidade Católica do Salvador.
BUTTLER, A. M. Uso de agregados reciclados de concreto em blocos de alvenaria estrutural. 2007. Escola de engenharia de São Carlos.
CAMACHO, J. S. Projeto de edifícios de alvenaria estrutural. 2006. 48p. Universidade Estadual Paulista “Júlio de Mesquita Filho”. NEPAE (Núcleo de ensino e pesquisa da alvenaria estrutural),Ilha Solteira. CÂNDIDO, E. da. Viabilidade técnica da implantação de uma usina de reciclagem de resíduos da construção civil em Sinop-MT. 2012. Trabalho de Conclusão de Curso – Engenharia Civil. Universidade do Estado de Mato Grosso. Sinop, 2012.
DALPINO, C. E. R. Utilização de resíduos da construção civil para a produção de concreto. 2008. 57p. Monografia (Trabalho de Conclusão do Curso de Graduação em Engenharia Civil). Universidade Anhembi Morumbi, São Paulo.
MARQUES, NETO, J. C. Diagnóstico para estudo de gestão dos resíduos de construção e demolição. 2003. 13p. Dissertação (Pós Graduação em Engenharia Hidráulica e Saneamento). Universidade de São Paulo/ São Carlos, São Carlos.
MEDEIROS, J. S. A alvenaria estrutural não armada de bloco de concreto: Produção de Componentes e Parâmetros de Projeto. 1993. 8p. Dissertação (Mestrado em Engenharia de Construção Civil). Escola Politécnica/USP. São Paulo. São Paulo.
MEHTA, P. K.; MONTEIRO P,. J. M. Concrete - Microstructure, properties and materials. 3rd ed. 2006 University of California at Berkeley. 659p.
MINISTÉRIO DO MEIO AMBIENTE – CONSELHO NACIONAL DO MEIO AMBIENTE (CONAMA). Resolução N°307. 2002. 96p. Gestão dos Resíduos da Construção Civil.
OLIVEIRA M. J. E. Materiais descartados pelas obras de construção civil: estudo de resíduos de concreto para reciclagem. Tese (Doutorado em Geociências e Meio Ambiente). 2002. 191p. Universidade Estadual Paulista, Rios Claros.
OLIVEIRA, M. J. E.; ASSIS, C. S.; MATTOS, J. T. Recycled Aggregate Standardization In Brazil. 2004. 10p. Universidade Estaudal Paulista, UNESP.
OLIVEIRA I.; ARAÚJO J. Apostila Maco I - Agregados e Aglomerantes. Apostila para a disciplina de Materiais de Construção I. 2013. 27p. Pontifícia Universidade Católica de Goiás, Goiania.
PIRES SOBRINHO C. W. A. et al.; Bloco de concreto: característica do processo de produção na região metropolitana do Recife. In: ENCONTRO NACIONAL DA ENGENHARIA DE PRODUÇÃO, n. XXVIII, 2008, Rio de Janeiro. Rio de Janeiro: ENEGEP.
SOUSA J. G. G. Contribuição ao estudo da relação entre propriedades e proporcionamento de blocos de concreto – aplicação ao uso de entulho como agregado reciclado. 2001. 120p. Dissertação (Mestrado em Estruturas e Construção Civil). Universidade de Brasília, Brasília.
SOUZA, C. A. Utilização de resíduo de concreto como agregado miúdo para argamassa de concreto estruturais convencionais. 2006. 101p. Dissertação (Pós Graduação em Construção Civil). Universidade Federal de Minas Gerais, Belo Horizonte.