Bu çalışmada, farklı torna çalışma koşulları ve malzemeleri kullanılarak stabil, gürültüsüz kesme derinlikleri araştırılmıştır. Seramik kesici uçlardaki tutarlı kesme derinliği TiC kesici uçlardan daha yüksekti ve gürültü titreşimleri önlendi.
GİRİŞ VE AMAÇ
Yedinci bölümde deneysel çalışmalardan elde edilen veriler istatistiksel yöntemlerle analiz edilerek istatistiksel optimizasyon ve hipotez testi çalışmaları yapılmıştır. Sekizinci bölümde deneysel ve istatistiksel çalışmalar sonucunda elde edilen sonuçlar değerlendirilerek bazı sonuçlara varılmıştır.
LİTERATÜR ARAŞTIRMASI
Tırlama Titreşimleri
Stabil kesme derinliği olarak da adlandırılabilen titreşimlerin başladığı talaş kalınlığı, tezgahla, iş parçasıyla, takımın geometrisiyle ve kesme koşullarıyla doğrudan ilişkilidir (Tlusty, 1999). Tüm çalışmaların incelenmesinden görülebileceği gibi, çalışmalar kesme sırasında takım geometrisi ile takım iş parçası arasındaki kesme koşulları üzerine odaklanmıştır.
Talaşlı İmalat
Kesme hızı (V), kesilmemiş iş parçasının yüzeyinde, kesici takımın önündeki bir noktanın birim zamanda kat ettiği mesafe olarak tanımlanır ve genellikle m/dak cinsinden ifade edilir. Kesme işlemi, kesici takımın iş parçasına uyguladığı kuvvet sonucu, kesici takımın birinci deformasyon bölgesi olarak da adlandırılabilecek bölgeden bir parça ayırdıktan sonra kesilmesidir.

Seramik Malzemeler ve Kesici Uçlar
Yüksek sertlikteki seramik kesici uçlar, yüksek sıcaklıklarda sertliğini koruyabilir ve iş parçasıyla reaksiyona girmez. Bu tezde Alümina olarak da adlandırılan (Al2O3) bazlı Böhler marka seramik insertler kullanılacaktır.
ÇALIŞMADA KULLANILAN KESİCİ UÇLARIN KARŞILAŞTIRMASI
TİC ve Seramik Uçların Tornalama Şartlarının Karşılaştırılması
- Talaş açısının etkisi (γ)
- Yaklaşma (ayar) açısının etkisi
- Esas kesme kenarı boşluk ve yardımcı kesme kenarı ön boşluk açılarının etkisi (α ve α n ) açılarının etkisi (α ve αn)
- Kalemliğin iş parçası ekseninden kaçıklığının etkisi
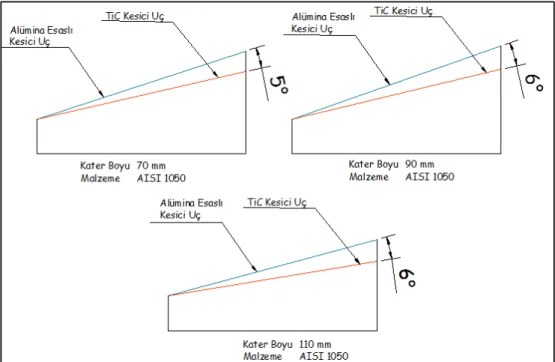
Kesme işlemi sırasında takım tezgahı, kesici takım ve iş parçasının oluşturduğu sistem esnek bir yapıya sahiptir. Bununla; Verimli kesim için en iyi seçim pozitif eğim tutucuları kullanmaktır. Ayrıca, eğim açısı -9° iken -3° ve -6°'ye kıyasla talaş kaldırma sırasında daha fazla gürültü meydana geldi.
Bu nedenle test malzemelerinin işlenmesinde pozitif roket açılı kesici uçların kullanılması, titreşim titreşimlerinin olmadığı durumlarda avantaj sağlayacaktır. Kesici kenar iş parçasının ekseninin üzerindeyse kesici kenar kesemeyecek ve yalnızca sürtünecektir. Öte yandan ana kesici bıçağın uzatılması, kesici bıçağın ısınmasına ve dolayısıyla ucun çabuk solmasına neden olacaktır.
Bu, kesme kuvvetleri açısından alümina bazlı seramik kesici uç için bir avantaj gibi görünse de, kesici ucun erimesi ve üretilen ısıdan kaynaklanan termal şok riski olacaktır. Sonuç olarak iki kesici ucun birbirlerine göre takımın geometrisinden dolayı önemli bir avantajının olmadığı görülmektedir.

ÇALIŞMADA KULLANILAN İSTATİSTİKSEL YÖNTEMLER
Regresyon Analizi
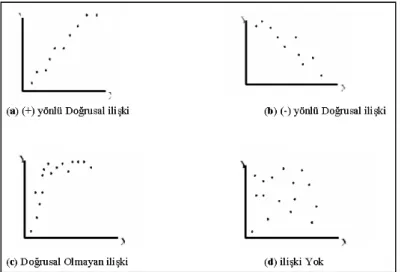
Bu nedenle sıçrama grafiği kullanılarak (Şekil 4.1) (veriler arasında ilişki var, ilişki yok, doğrusal veya doğrusal olmayan ilişki var ise vb.) ilişkinin durumu ve türü belirlenmeli ve bir değişkenler arasındaki korelasyon bulunmalıdır. Bir bağımlı değişkenin birden fazla bağımsız değişkene bağımlı olduğu modellere çok değişkenli regresyon modelleri, bu modeller üzerinde yapılan analizlere ise çok değişkenli regresyon analizleri adı verilmektedir. Ancak bu ilişki bir eğri grafiğiyle açıklanabiliyorsa bu tür ilişkilerin bir eğri regresyon modeliyle de açıklanması gerekir.
Hipotez testi
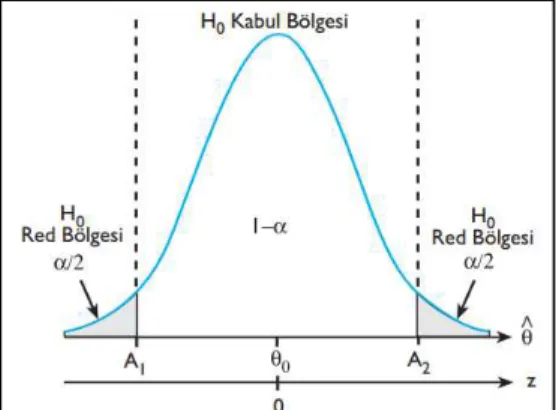
Bu bağlamda Ha, ifade edilme şekline göre “iki yönlü test” (Şekil 4.3), “tek yönlü üst kuyruk testi” (Şekil 4.4) ve “tek yönlü alt kuyruk testi” olarak adlandırılmaktadır. Bu aşamada, gerçekte doğru olan bir sıfır hipotezinin reddedilmesi veya aslında yanlış olan bir sıfır hipotezinin kabul edilmesi gibi iki tür hatayla karşılaşılabilir. Bu anlamda sıfır hipotezini reddetme kararları, θ ile θ0 arasında bir fark olduğunu ve sıfır hipotezinin kabul edilmesindeki farklılığın örnekleme hatasından kaynaklandığını gösterecektir.
Son olarak elde edilen istatistiksel karar, söz konusu problem için bir karara dönüştürülür. Bu test ile iki grup değerin ortalaması alınır, bu ortalamalar karşılaştırılır ve aralarındaki farkın rastgele mi yoksa anlamlı bir fark mı olduğu belirlenir. İlk durumda; Örnekten elde edilen verilerin ortalama değerlerini karşılaştırmak ve aralarındaki farkın anlamlı olup olmadığını anlamak için kullanılır.
Öğretim yöntemlerine ilişkin olarak öğretmenlerin A yöntemine ilişkin görüşleri ile B yöntemine ilişkin görüşleri arasında anlamlı bir farklılık var mıdır? İkinci durumda; Belirli bir örneklem değişkenine ait iki farklı zaman diliminde elde edilen verilerin ortalamalarını karşılaştırmak ve aralarındaki farkın anlamlı olup olmadığını anlamak için kullanılır.
MATERYAL VE YÖNTEM
Deneysel Çalışmalarla İlgili Genel Bilgiler
Tornalama işlemi sırasında oluşan sarsıntı titreşimleri kesme derinliğine bağlı olarak ölçülmüş ve sarsıntının başladığı kesme derinliği belirlenmeye çalışılmıştır.
Kullanılan materyaller ve özellikleri
Farklı malzemelerde yapılan kesme işlemlerinde, kesici takım askı boylarında ve kesme koşullarında oluşan çatırtı frekansı, ortaya çıkan sesin bir mikrofon yardımıyla kaydedilmesi ve LabView 7.1 programında işlenmesiyle belirlenmiştir. Modal analiz ve kesme testleri sırasında Tablo 5.3'te verilen cihazlar bir DAQ dinamik sinyal koşullayıcıya bağlandı. Bu dinamik sinyal koşullayıcı, ilk iki kanalı darbe modal titreşim testlerinde genel DAQ için kullanılan dört analog kanala sahiptir.
Diğer iki kanal da modal titreşim testlerinde genel DAQ için kullanılabileceği gibi BNC ve Microdot kablolarıyla test yapmak için de kullanılabilir. Puls üreteci ve dinamik sinyal işlemcisi arasındaki ekranlı kablo, her iki ucu BNC bağlantılı 1 m tipi Kistler kablosudur. DAQ kartı ile dinamik sinyal işlemcisi arasındaki kablo, her iki ucu da fiş bağlantılı, National Instrument SHC68 – 68 – EPM tipi ana kablodur.
Çekiçleme testlerinden elde edilen veriler Cut-Pro 8.0 yazılımında işlenerek mevcut kesme sisteminin yapısal sabitleri elde edilmiştir. Bu yazılım, çevrimdışı kesme işlemi optimizasyonu için geliştirilmiş analitik ve zaman tanımlı bir kesme işlemi simülasyon yazılım paketidir.
Tornalama operasyonlarındaki deneysel çalışmalar
Farklı kesitli çaprazların kullanılmasının nedeni, iki kesitli çapraz arasındaki yapısal sabitlerin nasıl farklılaştığını görmektir. Çubuk tutucuların farklı uzunluklarda takılmasının nedeni, kesme sisteminin doğal frekansının ve gürültü frekansının bu uzunluklara göre nasıl değişebileceğini araştırmak ve TiC ve Alümina bazlı kesici uçlardaki stabil kesme derinliklerini karşılaştırmaktır. Çekiç testi sonrasında değerler kaydedilerek kesici takımın doğal frekansı, sertlik katsayısı (k) ve sönüm oranı (s)'nin söz konusu takımın uzunluğuna oranı bulunmuştur.
Kesici kenarları karşılaştırmak amacıyla Türkeş'in (2007) çalışmasında kullanılan malzeme ve hıza göre her takım uzunluğu ve hızı için kesme işlemleri yapılmıştır (Şekil 5.6 ve Şekil 5.7). Tornalama işlemi sırasında, titreşimli titreşimlerin meydana geldiği sabit bir kesme derinliğine ulaşmak için kesme derinliği kademeli olarak artırıldı. Tornalama sonucu sarsıntı titreşimlerinin oluştuğu kesme derinlikleri kaydedilerek Türkeş'in (2007) çalışmasında elde edilen değerlerle karşılaştırılmıştır.
Karşılaştırma için, %99,7 alümina bazlı seramik karoların (Şekil 5.9) ve TiC'den yapılmış karoların kesme performansı titreşim titreşimlerine göre incelenmiştir.
BULGULAR VE TARTIŞMA
Yine AISI-1010 malzeme ve L=80 mm için sertleşme testi sonunda çizilen frekans alanındaki transfer fonksiyonunun frekans tepki fonksiyonu (FRF) grafiği ve yapısal modal sabitlerin belirlenmesi Şekil 1'de verilmiştir. Şekil 6.2. Burada bahsedilen kesme sisteminin modal analiz testinin yapılması sonucunda elde edilen grafikler ve yapısal sabitler, testin şekli ve yönteminin kısa bir açıklaması açısından örnek olarak verilmiştir. Burada benzer şekilde yapılan çekiç ve gürültü testleri ile AISI-1010, AISI-1050 ve Al-7075 kalite iş parçalarına ait 20×20 mm ve 25x25 mm profil tutucuların farklı uzunluklarındaki yapısal sabitlerin değerleri verilmektedir. Sırasıyla Ek A.
AISI 1010 malzemede, ardından sırasıyla AISI 1050 ve Al 7075 malzemelerde tornalama işlemleri için gürültü titreşimlerinin oluştuğu kesme derinlikleri bulunmuştur. Tornalama operasyonları sonucunda her çubuk uzunluğu ve makine hızı için sabit kesme derinlikleri elde edildi. Bu değerler ve TiC kesici uç ile aynı hız ve ilerlemede ve çubuk boyunda elde edilen değerler malzeme bazında verilmektedir.

Kararlı kesme derinliği Kater Boyu 70 mm
Kararlı kesme derinliği Kater Boyu 80 mm
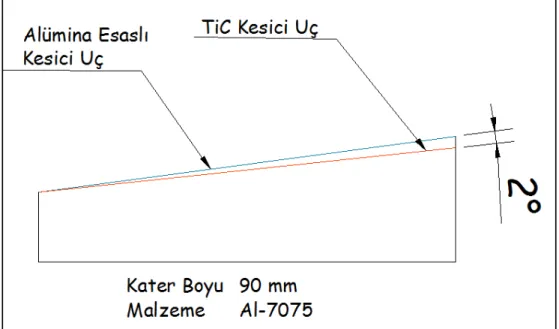
Kararlı kesme derinliği Kater Boyu 90 mm
Kater Boyu 90 mm
Son olarak Al 7075 malzemesi için paso sayısı Tablo 6.7'de verilmiştir ve seramik ve metal kesici uçların kesme derinliklerini çubuk uzunluklarına göre karşılaştıran grafikler Şekil 6.10'da verilmiştir.
Kater Boyu 110 mm
İSTATİSTİKSEL ANALİZ
- Doğrusal- Doğrusal Olmayan Regresyon Analizi ve Optimizasyon Modeli
- Eşleştirilmiş “t Testi”
Elde edilen denklemler karşılaştırıldığında devir sayısının, dalma uzunluğunun ve iş parçasının akış mukavemetinin kararlı kesme derinliğini önemli ölçüde etkilediği görülmektedir. Bağımlı değişkenin sabit kesme derinliği, bağımsız değişkenlerin devir sayısı, cep uzunluğu ve akma dayanımı olduğu doğrusal regresyon denkleminin varyans analizi Şekil 7.1'de verilmiştir. Oluşturulan doğrusal olmayan regresyon denkleminin yardımıyla, girinti uzunluğuna ve devir sayısına göre sabit kesme derinliklerini gösteren 2 boyutlu bir grafik Şekil 7.3'te gösterilmektedir.
Oluşturulan doğrusal olmayan regresyon denklemi kullanılarak, kararlı kesme derinliğinin sehim uzunluğuna ve akma dayanımına bağlı değişimi Şekil 7.4'te 3 boyutlu grafikler kullanılarak gösterilmiştir. Oluşturulan doğrusal olmayan regresyon denklemi kullanılarak, kararlı kesit derinliğini maksimuma çıkarmak için doğrusal olmayan bir optimizasyon modeli oluşturuldu. Stabil kesme derinlikleri devir/dakika en düşük olduğunda (125 dev/dak), sarkma uzunluğu en düşük olduğunda (70 mm) ve akma mukavemeti en düşük olduğunda (124 MPa) maksimuma çıkar.
Bu bölümde seramik uç ile metal ucun (Türkeş, 2007) stabil kesme derinlikleri açısından ikili t-testi ile karşılaştırılması yapılmıştır. Bu teste göre seramik ucun stabil kesme derinlikleri açısından metal uca göre üstün olduğu söylenebilir.

SONUÇLAR VE ÖNERİLER
- Deney Sonuçlarının İrdelenmesi
- Değerlendirme ve Öneriler
Alümina bazlı seramik kesici uçlar yüksek hızlı uygulamalar için uygun olsa da, düşük hızlarda TiC kesici uçlara göre daha stabil kesme derinliği sağladıkları gösterilmiştir. Talaşlı imalat işlemleri sonrasında elde edilen sabit kesme derinlikleri ile azalan malzeme sertliği ile çizilen grafikler arasındaki açı değerinin azalması, alüminyum oksit esaslı seramik kaplamaların sert malzemeler üzerinde kullanımının ideal olacağını göstermektedir. Çubuğun uzunluğu kısaldıkça ve malzemenin sertliği azaldıkça, alümina bazlı seramik uçlarda titreşim oluşumu ve bazı yüksek stabil kesme derinliklerinde (10 mm gibi) titreşimden kaynaklanan titreşimin şiddeti önemli ölçüde azalır. azaltılmış.
Alümina esaslı seramik uçların devir sayısı azaldıkça daha kısa sürede kırıldığı gözlemlenmiştir. Devir sayısının azalmasıyla birlikte stabil kesme derinliğinin artmasının nedeni, alümina bazlı seramik kesici uçların kesme işlemi sırasında oluşan ısı ve deformasyon kuvvetlerine daha uzun süre dayanabilmesi ve kesme özelliğini daha geç kaybetmesidir (sonradan kör). ). Alümina bazlı seramik kesici uçlar, hızın yüksek olduğu ve sert malzemelerin işlendiği durumlarda maksimum performans gösterir.
Özellikle yüzey kalitesi ile birlikte yüksek stabil kesme derinliğinin ve buna paralel olarak işlem süresinin kısaltılmasının amaçlandığı durumlarda, alüminyum bazlı seramik kesici uçların kullanımına özellikle dikkat edilmelidir. Bu nedenle kaba işleme sonrası tüm tornalama operasyonlarında alüminyum esaslı seramik kesici uçların kullanılması işleme süresini kısaltacak ve yüzey kalitesini artıracaktır. Bu tez çalışmasında farklı bir bakış açısı olarak TiC kesici uçlar ile alüminyum esaslı seramik kesici uçlar ile elde edilen stabil kesme derinlikleri karşılaştırılmış ve alüminyum esaslı kesici uçların maksimum stabil kesme derinliğinin elde edilmesinde çok daha etkili olduğu bulunmuştur. yüzey kalitesinden ve geometriden ödün verilir.
Doğan, B., 2010, Sialon bazlı seramik ara parçaların sıcaklığa bağlı olarak ısıl iletkenlik analizi, Doktora Tezi, Makina Bölümü, Kırıkkale Üniversitesi.