INVESTIGAÇÃO DOS EFEITOS DO AQUECIMENTO A BAIXAS TEMPERATURAS NAS ALTERAÇÕES DA RESISTÊNCIA MECÂNICA E DA USINABILIDADE DO AÇO ABNT. Assim, este trabalho tem como objetivo estudar a possibilidade do aço ABNT 4140 alterar suas propriedades mecânicas e usinabilidade por aquecimento em baixas temperaturas, semelhante ao aquecimento por exposição à energia solar térmica. Desta forma, o aço ABNT 4140 é dividido em 3 condições: a primeira é o controle, a segunda realizará a operação de pré-tratamento e a terceira realizará o tratamento de pré-processamento.
O tratamento térmico será realizado em forno elétrico, serão realizados ciclos de aquecimento para simular variações de temperatura semelhantes ao aquecimento e exposição solar. As diferentes condições serão comparadas em relação ao desgaste da ferramenta, rugosidade do material após usinagem e teste de tração. Portanto, o objetivo deste trabalho é buscar evidências se o aquecimento semelhante à energia solar térmica pode gerar alterações nas propriedades mecânicas e na usinabilidade do aço ABNT 4140.
Objetivos
Objetivo geral
Portanto, se o cozimento puder ser realizado em baixas temperaturas, isso reduziria o custo além de reduzir o impacto ambiental ao utilizar uma quantidade menor de energia. Assim, conhecendo o potencial térmico solar, foi possível estimar um possível efeito do aquecimento solar na usinabilidade e nas propriedades mecânicas do aço.
Objetivo específico
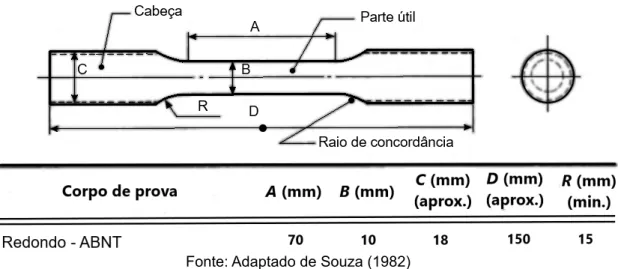
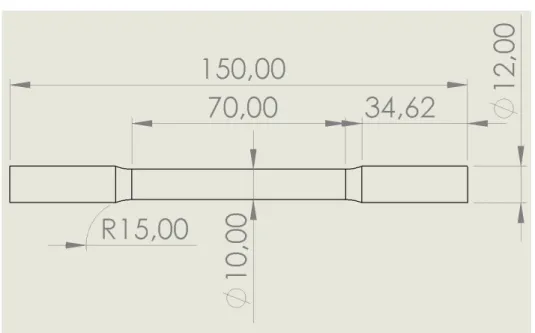
As medidas utilizadas para os corpos de prova foram obtidas conforme sugestão de Souza (1982), mostrada na figura 6. Os corpos de prova foram submetidos ao ensaio de tração em máquina de ensaios universal da marca EMIC linha DL de 100 kN, o que foi observado pode pode ser visto na figura 29. Após a usinagem das amostras, foram realizados ensaios de tração sob três condições diferentes, uma amostra após o ensaio pode ser vista na figura 33.
Tratamento térmico
Normalização e Recozimento
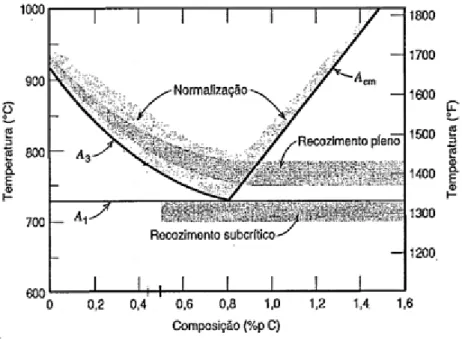
Para os aços, Chiaverini (1977) e Callister (2000) afirmam que a normalização é um tratamento térmico que consiste em aquecer o material a temperaturas acima do ponto de recristalização por um tempo suficiente e depois resfriar o material ao ar, o que garante uma microestrutura mais refinada. este tratamento é recomendado para peças que foram laminadas ou que sofreram deformações mecânicas ou processos de fundição, a fim de homogeneizar sua microestrutura. Segundo Chiaverini (1955), o recozimento pode ser realizado em temperaturas abaixo do ponto de recristalização, denominado subcrítico, seu objetivo é remover ou reduzir tensões mecânicas ou soldadas, ou que sejam cortadas por chama, isto pode ser realizado em temperaturas. acima de 500°C. O recozimento total é utilizado em aços que ainda não foram trabalhados ou formados mecanicamente e cuja temperatura foi elevada acima do ponto de recristalização e seu resfriamento no forno, porém, o resultado é uma microestrutura.
Envelhecimento
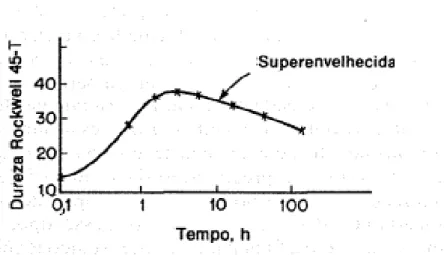
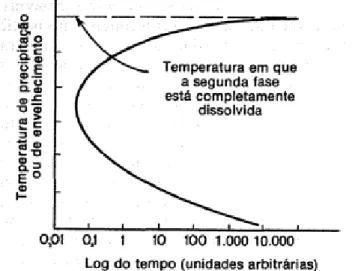
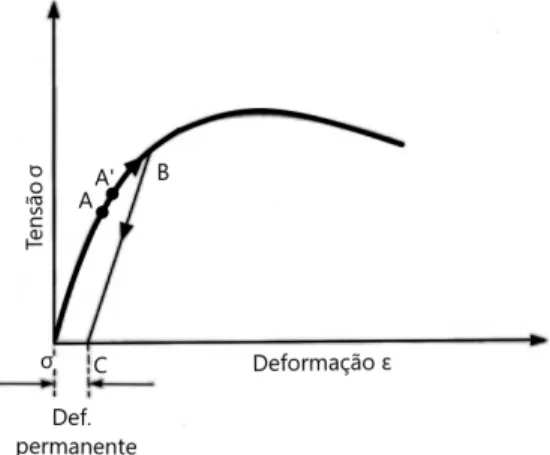
As faixas de temperatura de alguns dos tratamentos térmicos citados acima são mostradas na Figura 1. Segundo Reed-Hill (1973), esse efeito tem um valor máximo de dureza, se o tratamento continuar por muito tempo a dureza diminui, o que é apresentado na Figura 3, esse processo é chamado de overaging. A causa do crescimento constante de precipitados que ocorre quando o metal é mantido na temperatura de trabalho.
Ensaios Mecânicos
Ensaio de tração
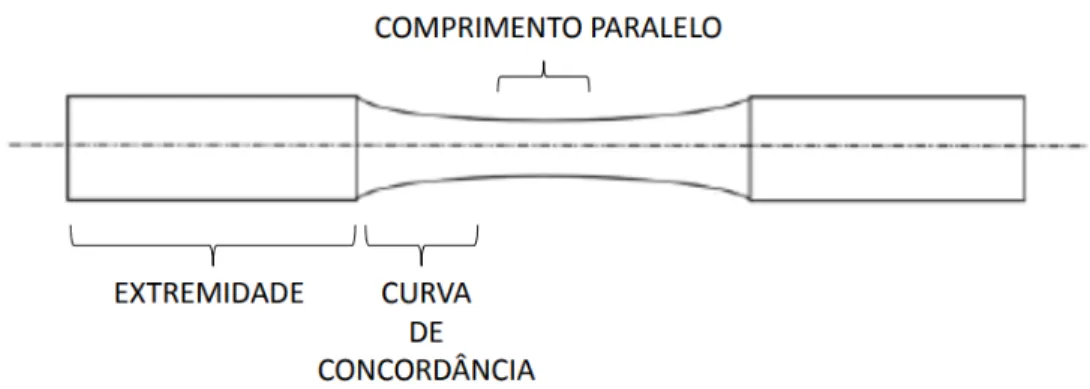
Outro ponto importante para a repetibilidade do ensaio é a amostra de ensaio, esta geralmente deve ser produzida conforme normas aplicáveis, conforme ABNT NBR ISO VERSÃO CORRETA 2:2018) em amostras processadas é necessário que a amostra possua a curva. 5 mostra a amostra usinada com perfil redondo utilizada para testes de tração.
Usinagem
Rugosidade
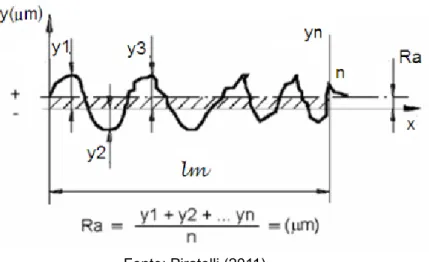
Dentre as formas de determinar a rugosidade segundo a ABNT, pode-se utilizar um método denominado desvio médio aritmético do perfil estimado, que pode ser explicado como os valores médios da altura dos picos e da profundidade dos vales, o rugosidade média. O diagrama de layout (Ra) pode ser visto na figura 8.
Desgaste
Desgaste de canal: em alguns casos, o desgaste ocorre nas duas extremidades de contato entre a peça e a ferramenta, mostradas na figura 10, ou seja, nos lados onde ocorre o desgaste de flanco. Desgaste de cratera: ocorre na superfície de saída da ferramenta onde há atrito entre ela e o cavaco, mostrado na Figura 11, não ocorre em todos os processos de usinagem, e diversas ferramentas como metal duro revestido, ferramentas cerâmicas ou o material usinado geram chips de curto-circuito. O crescimento desta cratera pode causar a quebra da ferramenta se encontrar desgaste no flanco.
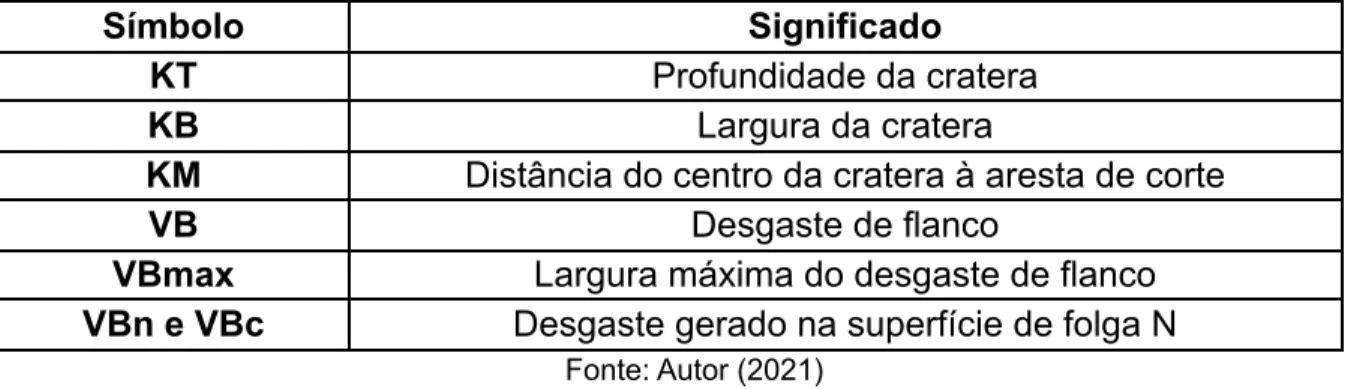
Essa deformação altera a geometria da aresta, mostrada na Figura 12, e causa problemas na formação de cavacos e no acabamento superficial. Esta deformação, se acentuada, pode provocar a quebra da ferramenta de corte. VBmax Largura máxima do desgaste de flanco VBn e VBc Desgaste gerado na face de folga N. Com o fluxo do cavaco esse material aderido vai se deformando e endurecendo formando assim uma nova aresta de corte, conforme mostra a figura 16, tende a crescer gradativamente até atingir quebra repentinamente, essa fratura não apenas danifica a ferramenta, causando extenso desgaste de flanco, mas também compromete o acabamento superficial quando carregada pelo fluxo de cavacos logo após o colapso.
Abrasão mecânica; se o atrito é uma das principais formas de desgaste da ferramenta se manifesta no desgaste de cratera e, especialmente, no desgaste de flanco. É possível que partículas duras se soltem de algumas partes da ferramenta e sejam arrastadas pelo fluxo de cavacos, eventualmente causando desgaste em outras partes da ferramenta. Neste caso, você pode ver as ranhuras abrasivas que acompanham o fluxo dos cavacos. Ocorre principalmente em baixas velocidades, mas também pode ocorrer em altas velocidades de corte se houver fluxo irregular de cavacos, causando desgaste de flanco e cratera.
Outro exemplo é a usinagem de aço com ferramentas diamantadas, onde o carbono do diamante se difunde no ferro que compõe o aço, causando desgaste de cratera na ferramenta diamantada.

Usinabilidade
Este fenômeno pode ser potencializado pelo fluxo irregular de cavacos, seja devido a corte interrompido, profundidade de corte irregular ou falta de rigidez. Difusão; é um fenômeno microscópico que ocorre quando o material da ferramenta e da peça possuem afinidade química e há altas temperaturas, com essas duas características os átomos de um material para o outro, um exemplo é com ferramentas de metal duro e aço, que carbonetos no superfície da ferramenta, que tem menos resistência que o próprio metal duro e é rapidamente removida por abrasão. Outro exemplo é o aço rápido, onde a difusão não ocorre, pois a velocidade de corte não é suficiente para que ela ocorra.
Metais como cobalto e tungstênio durante o corte formam uma camada de óxido na ferramenta, que possui baixa resistência e é facilmente removida pelo fluxo de cavacos, gerando assim maior desgaste nas ferramentas, outros materiais como o alumínio que possuem um óxido muito duro, que caso contrário, o desgaste da ferramenta aumentaria. Fatores da ferramenta também podem influenciar, como dureza, condições de resfriamento, características da ferramenta, condições de corte como corte contínuo ou intermitente e entrada da ferramenta. A partir disso pode-se dizer que um mesmo material pode ter diferentes valores de usinabilidade dependendo do que for avaliado.
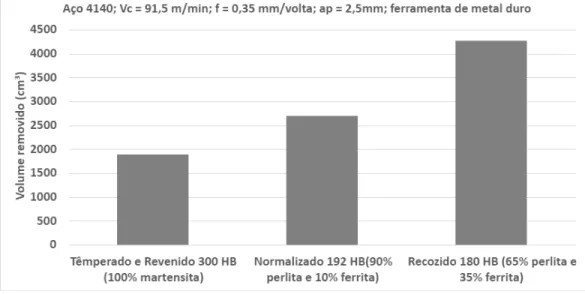
Diversos métodos de obtenção de índices de usinabilidade são propostos para avaliação da usinabilidade, e segundo Diniz (2013), o mais aceito é o chamado ensaio de longa duração, onde o material testado e o material considerado padrão são processados até o final. da vida da máquina. determinada ferramenta ou até um valor de desgaste predeterminado em diferentes velocidades de corte. Este teste obtém a vida útil da ferramenta para diferentes valores de velocidade de corte; por fim, o índice de usinabilidade é dado como a relação entre a vida útil da ferramenta no material testado e o material padrão, o que representa uma porcentagem. Dureza e resistência mecânica; Baixa dureza e resistência mecânica estão geralmente associadas à facilidade de usinagem, mas em materiais altamente dúcteis, a falta de resistência mecânica e a baixa dureza dificultam a usinagem, predominando a formação de aresta de corte embutida.
Essa taxa, que é elevada, contribui para a criação de uma aresta de corte embutida.Para esses materiais, a pré-operação pode ser vantajosa, pois irá endurecer o material antes do processamento, de modo que não endureça tanto durante o corte.
Material
Com os materiais definidos, os corpos de prova foram usinados conforme a norma ABNT NBR ISO CORRIGIDA VERSÃO 2:2018, conforme Figura 19. Para comparar o desgaste, foi determinada uma quantidade de volume de material removido e em duas quantidades diferentes, o sendo a primeira especificada como operação de baixo volume, removendo 50.000 mm³ e a segunda especificada como operação de alto volume, removendo 159.000 mm³.
Tratamento térmico
A temperatura obtida com o material nesta data foi de 50,5 °C conforme imagem térmica da câmera, que pode ser observada na Figura 24. Assim, as amostras ficaram a 50 °C por 8 horas, e o forno foi desligado por duas horas, para permitir que o material retorne à temperatura ambiente, o que leva 10 horas. Foi criado um espaço para o material a ser colocado no interior do forno, suas dimensões são mostradas na Figura 28.

Ensaio de tração
Desgaste
Rugosidade
Usinagem
Ensaios de tração
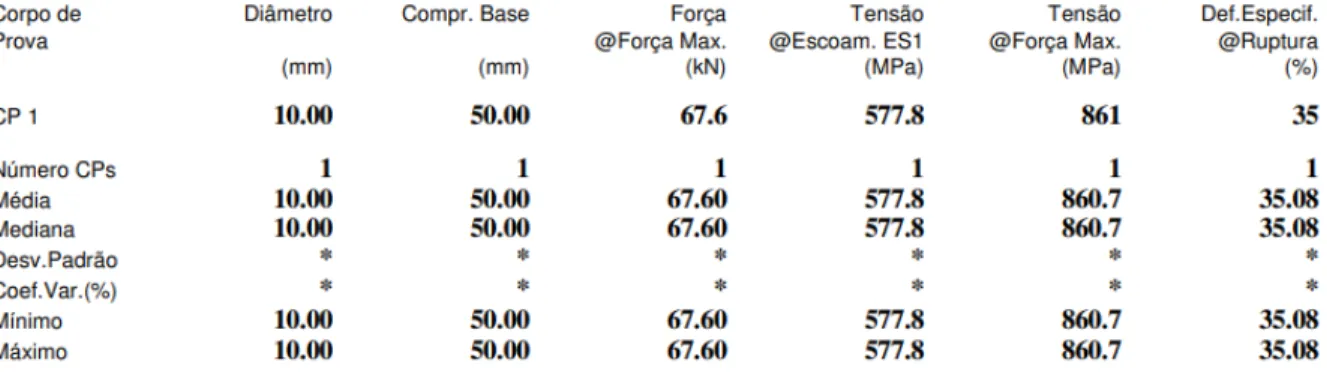
Um dos corpos de prova com pré-tratamento apresentou problemas de fixação e foi especificado na tabela como “Erro”. As amostras tratadas antes da usinagem apresentaram menor tensão última, menor tensão de escoamento e maior alongamento.
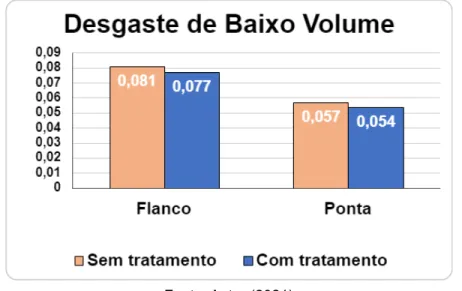
Desgaste da ferramenta
A partir destes dados pode-se observar que o processamento do material tratado produz menos desgaste tanto na ponta quanto na lateral, em relação ao material sem tratamento, essa diferença é inicialmente menor, mas pode-se supor que tende a aumentar quanto maior o volume. removido.. Nas amostras pouco usinadas, o desgaste foi reduzido em aproximadamente 5% na ponta e no flanco, enquanto nas amostras usinadas de alto volume variou de 25% no desgaste de flanco a 38% no desgaste de borda.
Rugosidade
Após análises quanto à resistência mecânica, não foram encontradas alterações significativas com a utilização do tratamento térmico. No entanto, o material tratado demonstrou uma redução de aproximadamente 5% na tensão de escoamento, uma diminuição de aproximadamente 3,5% na resistência à tração e um aumento de aproximadamente 3,6%. Em termos de usinagem, o material tratado induziu menos desgaste da ferramenta, tanto na ponta quanto no flanco, em até 25% sob condições de alto volume, o que se revelou significativo.
Portanto, pode-se argumentar que há evidências de que a exposição do aço ABNT 4140 à influência da energia solar térmica por um tempo e em condições semelhantes às estudadas melhora a sua usinabilidade. Também é possível argumentar que o material pode ter passado por um processo de envelhecimento conforme relatado por Reed-Hill (1973). Porém, em relação às propriedades mecânicas, testes adicionais precisam ser realizados para demonstrar a eficácia deste método de exposição.