DEVELOPMENT AND EVALUATION
OF A POWERED COWPEA THRESHER
1
V.I. UMOGBAI, 2A.U. FULANI AND 3S.E. OBETTA
1&3Department of Agricultural and Environmental Engineering, University of Agriculture, P.M.B 2373,
Makurdi, Nigeria [email protected] +2348035006774
2Department of Agricultural Engineering, College of Agriculture, P.M.B 33, Lafia, Nigeria
ABSTRACT
Threshing is one of the major problems associated with production of cowpea in Nigeria and most farmers still employ crude methods of threshing the crop. For this reason a thresher was designed and constructed using locally available materials. The popularly grown variety of cowpea (Kakando) in the middle belt region of Nigeria was used for performance evaluation of the thresher. The Kakando seed has an average length of 10.36 mm, and a thickness of 7.8 mm. Its angle of friction is 30° and a terminal velocity of 7.01 m/s. The evaluation was carried out at drum speeds of 700, 900 and 1200 rpm and moisture contents of 4.63 %, 6.40 % and 9.01 %. The study was laid in a factorial experiment in a Completely Randomized Design (CRD) with a total of 9 treatment combinations replicated three times. The results showed that the percentage unthreshed pods, threshing efficiency, cleaning efficiency, grain damage, blown away seeds, seed loss and threshing recovery were 2.19 %, 97.81 %, 97.02 %, 1.31 %, 0.86 %, 1.36 % and 69.49 % respectively. The grain output was 101.54 kg/hr. The result of regression analysis gave a coefficient R2 of 0.802, which implies that at any of the drum speeds and known moisture content the average grain output is about 80.2 % of the rated output of the thresher. Analysis of Variance (ANOVA) showed that the drum speed has no effect on the efficiency of the thresher except for seed damage and feed rate where it is significant at . and . for seed damage and feed rate respectively. Moisture content had no effect on cleaning efficiency, blown away seeds and threshing recovery, but showed high significance on performance efficiency at . . The thresher can easily be dismantled for transportation and maintenance. The cost of production was seventy thousand naira (N70,000:00
$483:00).
Key Words: Cowpea, Thresher, Design, Construction, Evaluation.
INTRODUCTION
Cowpea (Vigna unguculata Walp.) is a stable widely consumed proteinous leguminous crop. It enriches the soil through nitrogen-fixating bacteria in its root nodules 1. In West Africa where the crop is said to have originated, the planting period varies from April to May in the southern wet regions and July to August in the northern regions. This depends on the variety of beans. Spraying with pesticides “Karate” enhances yield 2 . Based on colour and days of maturity the early maturity varieties include IT82E-18 (brown), IT82E-60 white and IT84E-124 brown (55-70 days), while the medium maturity varieties are VITA-3red, TVX3236 cream, IT81D-994 white (70-85 days) IT81D-1228 14 white and IT82D-38D-5 white (45-55 days)3 .The crop is also grown in
India, Southern Eastern Asia, Australia, the Caribbean, Southern United States and throughout the lowland tropics of Africa4(FAO,1981). The use of the crop is common among Nigeria communities. It may be soaked and the coat removed, ground into paste, mixed with little oil and boiled to serve as moi-moi or fried as cake (akara). In some communities the fresh seeds and young pods are eaten as vegetable and young shoots and leaves are consumed as spinach. Despite the wide nutritional value, the crop is not cultivated in large scale in Nigeria because of the labour involved in harvesting and threshing. In high yielding conditions the whole plant may be uprooted, gathered and left to dry. In some areas they are allowed to dry and handpicked where the yield is low.
Status of Cowpea Threshing in Nigeria
hampering the processing of the crop and also discouraging farmers to cultivate the crop in large scale. The very
few ones available for use by farmers have exhibited poor performance in terms of winnowing 7. For these
reasons, it is necessary for farmers to be provided with means by which their agricultural products can be processed with minimum drudgery.
To encourage the cultivation of cowpea on a large scale in Nigeria, some threshers have been locally designed
and fabricated, notably among which are those of 8,9,10 ,11.12 and 13 The performances of these machines have
not been satisfactory especially in the area of seed damage and winnowing. Also the capacity of the threshers in kg/hr is low especially with the manually powered threshers. The cost of operation and maintenance of the locally developed powered threshers is high due to frequent wear and damage of the threshing unit. As a result of these limiting factors, further research is necessary to produce an acceptable cowpea thresher for the small and medium scale farmers. Therefore, the main objectives of this study is to design, construct and evaluate the performance of an engine powered cowpea thresher for use by small and medium scale farmers in rural areas.
MATERIALS AND METHOD
Cowpea pods were collected from the popularly grown variety (Kakando) from farms around Lafia, Nassarawa
State, Nigeria. Kakando is among the most difficult variety of cowpea for threshing 5 and 14. The sizes, angle of
friction, weights of pods and seeds, moisture content of pods, density of seeds, and terminal velocity were the physical properties considered for the design, construction and performance evaluation of the thresher.
The lengths and thickness of 60 seeds were measured using the venier calliper while the lengths of 30 pods were measured with a meter rule. A digital weighing balance was used to determine the weight of 60 seeds. Ten readings were taken and the means were used for calculations. The angle of friction was the main factor considered for the design of the hopper. The angle of friction should be such that a free flow of seeds with
minimum resistance is guaranteed. The angle of friction was measured using the device developed by 15.
The oven-drying method was used to determine the moisture content of the pods. The pods were conditioned to moisture content of 4.3 %, 6.4 % and 9.01 % with the aid of the oven’s digital reading. They were further verified using the formula:
1
The density was determined using the formula:
/ 2
Sphericity was determined as follows:
Sphericity =
=
/
= / 3
Where:
a = longest diameter (0.001036 m)
b = longest intercept normal to a (0.0078 m)
c = longest intercept normal to a and b (0.005 m)
Spericity = 3.31 . m
The aerodynamic properties which give the terminal velocity were determined and computed using the formula:
15, 16, 17 and 18
X X
4
Where:
= projected area (m2)
C = drag coefficient
g = acceleration due to gravity (9.8 m/s2)
m = weight of the particle (0.0024 kg)
= fluid density (1.15 kg/m3)
= specific weight of particle (727 kg/m3)
= absolute viscosity (17.85 kg/sec-m)
= projected area of the grain given as
A VIKING R175A diesel engine made in China was purchased from the market at Lafia and used to operate the thresher. The engine has a rated power of 4.84 KW, rated speed of 2600 rpm and a net weight of 60kg. The engine is fitted with a throttle valve which allows for speed selection and variation from 200 rpm to 2600 rpm. The speeds used for evaluation of the thresher were 700 rpm, 900 rpm and 1200 rpm.
Fuel Consumption
The tank was filled and drained. The quantity of fuel drained was noted. It was again filled and the engine was started. A stop watch was used to record the time. After threshing, the tank was drained and the quantity of fuel measured. It was discovered that the rate of fuel consumption of the diesel engine was 7.21 ml/min.
PERFORMANCE EVALUATION OF THE THRESHER
In order to attest the viability of the thresher, a performance test was carried out on it. A quantity of 2160 kg of cowpea pods was used for the test. 80 kg was each threshed at three different drum speeds of 700, 900 and 1200 rpm and at the moisture contents of 4.3, 6.4 and 9.01 % and replicated three times.
The performance of the thresher was evaluated using the procedure for evaluation of grain threshers
recommended by the National Centre for Agricultural Mechanization, Ilorin, Nigeria 19.
Feed rate = Quantity of pods fed into the thresher (kg/hr)
Percentage of unthreshed grain = / % 5
Where; Total weight of pods unthreshed (kg)
Total weight of pods fed into the machine (kg)
Threshing efficiency = 100 – percentage of the unthreshed pods
Cleaning efficiency = / % 6
Where; Weight of unthreshed seeds from seed outlet (kg)
Weight of grain and chaff from the grain outlet (kg)
Percentage of cracked/damaged grain = / % 7
Where; Weight of damaged and broken seeds (kg)
Weight of seeds from all outlets (kg)
Percentage grain loss = % 8
Where; Weight of unthreshed pods from seed outlet (kg)
Threshing recovery = / % 9
Percentage of blown away seeds = / % 10
Where; Weight of blown away seeds (kg)
Grain output = / 11
DESCRIPTION OF THE THRESHER
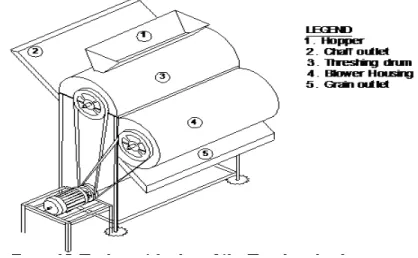
An isometric view of the cowpea thresher is shown in Figure 1. Its main features are the feeding, threshing, cleaning, grain outlet and chaff outlet units. All other parts are accessories to the basic units. The thresher works on the principle of rotary impact. Figure 2 shows the orthographic projection and Figure 3 is a photograph of the constructed thresher.
Feeding Unit
This unit is triangular in shape; 54cm in width and 70cm in length. It is made of mild steel sheet (gauge 17). It is the medium through which the cowpea pods are introduced into the machine for threshing. It is welded directly
above the surface of the upper cylinder cover at an angle of 30° to facilitate easy flow of cowpea pods by gravity
into the threshing chamber.
Threshing Unit
mm apart for the threshed materials to pass through to be cleaned by the blower. The threshing drum is welded onto the shaft which is inserted into bearings at both ends. The clearance between the concave and the threshing drum is 2 cm. The bearings are bolted to the frame through holes drilled on the frame at the side. It is by the rotation of the shaft that threshing takes place by impact of the spikes on pods.
Cleaning Unit
This unit is cylindrical in shape and made of mild steel sheet which houses a centrifugal fan with three straight blades of 15 cm wide and 55 cm in length which are welded onto a shaft of 30 cm in diameter. The shaft is inserted in bearings at both ends. The bearings are bolted to the frame through drilled holes on it. The rotations of the blades generate a blast of air which blows away the chaff. Power is transmitted to the blower blades by a prime mover through a belt and pulley assembly.
Grain Outlet Unit
This is the outlet through which the grains are collected for bagging or for further processing. It is triangular in shape; 30 cm in length and folded to a web of 10 cm to direct the flow of grains. The grain outlet runs through the full length of the thresher and it is bolted to the frame.
Chaff Outlet Unit
This unit is the passage for the chaff after threshing of the cowpea has been accomplished. It is 36cm in length and it is covered to direct the flow of chaff. It is situated on the side of the threshing unit to enable the blower blow the chaff through it.
Cost of Production
The cost of production which includes material cost, labour cost and 10% contingences is seventy thousand naira (N70, 000:00 $438:00).
Operation of the Thresher
The operation of the thresher is based on the use of beaters (spike tooth) which thresh the crop by impact and the use of radial type of fan paddles which generate a blast of air to clean the threshed cowpea. The thresher is operated by one person who after assembling the thresher, starts and sets the engine to the required speed. The cowpea pods are fed into the thresher and they flow by gravity into the threshing chamber. The chaff is blown away while clean grains are collected at the grain outlet.
Figure 2: Orthographic projection of the cowpea thresher
Figure 3: Photograph of the constructed thresher
RESULTS AND DISCUSSION
Table 1: T-Test for the Dimensions, Weight and Angle of Friction of Cowpea Seed and Pod
Variables Sample size
mean Std. deviation
Std. Error mean
df t-value Sig.
Seed Length(mm) 60 10.36 1.14 0.15 59 70.19 0.000**
Seed thickness(mm) 60 6.56 0.79 0.10 59 64.31 0.000**
Seed weight (g) 30 0.25 0.034 0.01 29 40.37 0.000**
Pod length(mm) 30 18.23 2.13 0.15 29 70.19 0.000**
Angle of friction 5 300 1.95 0.85 4 34,29 0.000**
Note: **highly significant at 1% probability level, P<0.05, * = significant, ns = not significant.
19 Grain outlet 1 Mild steel 150x500
18 Blower drum 1 Mild steel 300
17 Concave 1 Mild steel 300
16 Grain fall 2 Mild steel 210x600
15 Threshing drum 1 Mild steel 300x550
14 Cylinder 1 Mild steel 300x600
13 Cylinder cover 2 Mild steel 300
12 Machine stand 1 Mild steel 45x45
11 Engine stand 1 Mild steel 45x45
10 Bolt 20 M 12x30
9 Engine pulley 2 Cast iron 100
8 Diesel engine 1
7 Blower blade 4 Mild steel
6 Bearing (ball) 4 Stainless steel
5 Shaft 2 Mild steel 30
4 Pulley 2 Cast iron 170
3 Threshing spikes 42 Mild steel 10
2 Chaff outlet 1 Mild steel
1 Hopper 1 Mild steel
NONAME OF
PARTS QTY
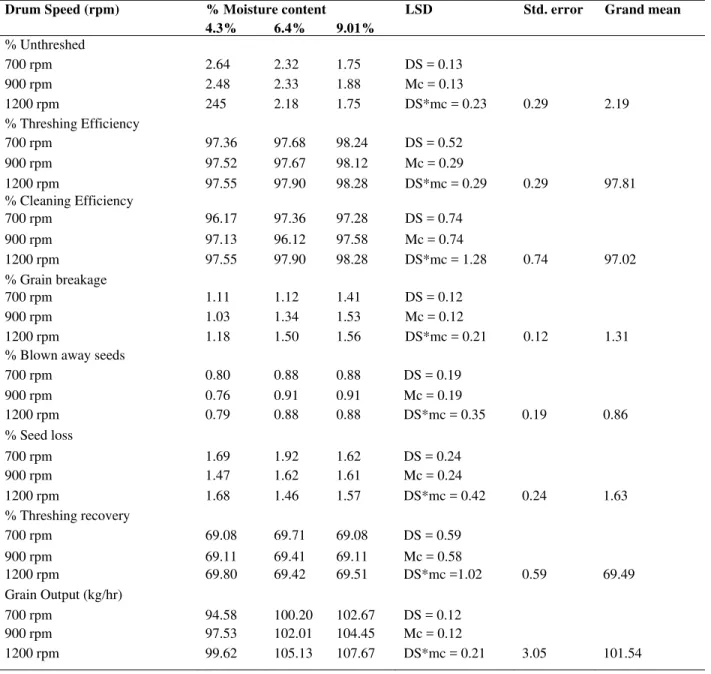
Table 2: Average Results of the Thresher Performance
Drum speed(rpm) 700 900 1200
Moisture content(MC)%db 4.3 6.4 9.01 4.3 6.4 9.01 4.3 6.4 9.01
Feed rate (kg/hr) 138.56 139.85 141.74 139.5 147.31 150.27 143.8 152.19 154.18
Percentage unthreshed(%) 2.64 2.32 1.75 2.48 2.33 1.88 2.45 2.18 1.75
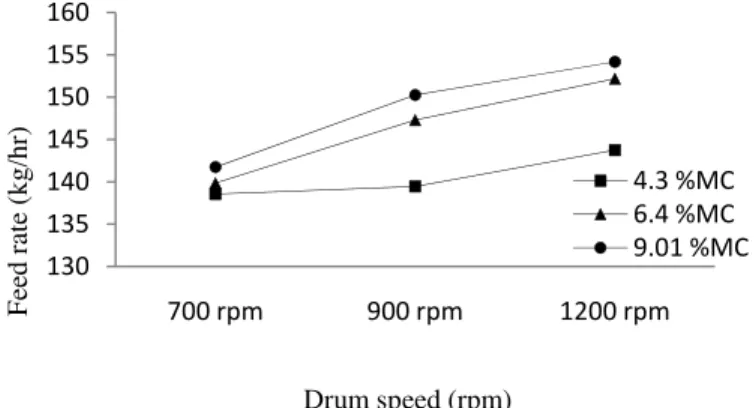
Threshing efficiency (%) 97.36 97.68 98.24 97.52 98.67 98.12 97.54 97.90 98.28
Cleaning efficiency (%) 96.17 97.361 97.28 97.13 96.12 97.58 96.79 97.03 97.72
Percentage grain breakage (%) 1.11 1.12 1.41 1.03 1.34 1.53 1.18 1.50 1.56
Percentage blown away seeds (%) 0.80 0.88 0.88 0.76 0.91 0.91 0.79 0.88 0.88
Percentage seeds loss (%) 1.69 1.92 1.62 1.47 1.62 1.61 1.68 1.46 1.57
Threshing recovery (%) 69.08 69.71 69.97 69.11 69.40 69.39 69.80 69.42 69.51
Grain output(kg/hr) 94.58 100.20 102.67 97.53 102.01 104.45 99.62 105.13 107.67
Moisture content (%) db a = 4.3% b = 6.4% c = 9.01% All the values in bracket are in rpm
Table 3: Mean values and LSD mean separation of parameter assessed as influenced by the effects of drum speed at 4.3%, 6.4% and 9.01% moisture contents.
Drum Speed (rpm) % Moisture content LSD Std. error Grand mean
4.3% 6.4% 9.01%
% Unthreshed
700 rpm 2.64 2.32 1.75 DS = 0.13
900 rpm 2.48 2.33 1.88 Mc = 0.13
1200 rpm 245 2.18 1.75 DS*mc = 0.23 0.29 2.19
% Threshing Efficiency
700 rpm 97.36 97.68 98.24 DS = 0.52
900 rpm 97.52 97.67 98.12 Mc = 0.29
1200 rpm 97.55 97.90 98.28 DS*mc = 0.29 0.29 97.81
% Cleaning Efficiency
700 rpm 96.17 97.36 97.28 DS = 0.74
900 rpm 97.13 96.12 97.58 Mc = 0.74
1200 rpm 97.55 97.90 98.28 DS*mc = 1.28 0.74 97.02
% Grain breakage
700 rpm 1.11 1.12 1.41 DS = 0.12
900 rpm 1.03 1.34 1.53 Mc = 0.12
1200 rpm 1.18 1.50 1.56 DS*mc = 0.21 0.12 1.31
% Blown away seeds
700 rpm 0.80 0.88 0.88 DS = 0.19
900 rpm 0.76 0.91 0.91 Mc = 0.19
1200 rpm 0.79 0.88 0.88 DS*mc = 0.35 0.19 0.86
% Seed loss
700 rpm 1.69 1.92 1.62 DS = 0.24
900 rpm 1.47 1.62 1.61 Mc = 0.24
1200 rpm 1.68 1.46 1.57 DS*mc = 0.42 0.24 1.63
% Threshing recovery
700 rpm 69.08 69.71 69.08 DS = 0.59
900 rpm 69.11 69.41 69.11 Mc = 0.58
1200 rpm 69.80 69.42 69.51 DS*mc =1.02 0.59 69.49
Grain Output (kg/hr)
700 rpm 94.58 100.20 102.67 DS = 0.12
900 rpm 97.53 102.01 104.45 Mc = 0.12
Note: **highly significant at 5% probability level, P<0.05, * = significant at 1% probability level, ns = not significant.
Table 4: ANOVA for the cowpea thresher performance
Note: ** highly significant at p ≤ 0.01, * significant at p ≤ 0.05, ns = not significant
Figure 4: Effect of drum speed on feed rate (kg/hr) at moisture contents of 4.3 %, 6.4 % and 9.01 %
Figure 5: Effect of drum speed on percentage unthreshed at moisture contents of 4.3 %, 6.4 % and 9.01 %
130 135 140 145 150 155 160
700 rpm 900 rpm 1200 rpm
Fee
d
ra
te
(kg/hr)
Drum speed (rpm)
4.3 %MC 6.4 %MC 9.01 %MC
0 0.5 1 1.5 2 2.5 3
700 rpm 900 rpm 1200 rpm
% Unthreshed
Pods
Drum speed (rpm)
4.3 %MC 6.4 %MC
Source of variatio n
Df F-Value Unthr eshed Threshin g efficienc y Cleanin g efficien cy Seed damag e Blown away seeds See d loss Threshin g recovery Fee d rate Grain outpu t Drum speed(A)
2 0.682n
s 0.503
ns 0.733ns 0.010*
*
0.988ns 0.24
0ns
0.514ns 0.00
1** 0.011* Moisture content( B) 2 0.001 **
0.001** 0.065ns 0.001*
*
0.451ns 0.83
3ns
0.585ns 0.00
1**
0.001* *
AB 4 0.928n
s
0.923ns 0.186ns 0.163ns 0.997ns 0.42
8ns
0.482ns 0.10
1ns
0.996n
s
Error 16
Figure 6: Effect of drum speed on threshing efficiency at moisture contents of 4.3 %, 6.4 % and 9.01 %
Figure 7: Effect of drum speed on cleaning efficiency at moisture contents of 4.3 %, 6.4 % and 9.01 %
Figure 8: Effect of drum speed on percentage grain damage at moisture contents of 4.3 %, 6.4 % and 9.01 %
Figure 9: Effect of drum speed on blown away seeds at moisture contents of 4.3 %, 6.4 % and 9.01 %
95 95.5 96 96.5 97 97.5 98
700 rpm 900 rpm 1200 rpm
%
clea
nin
g
effici
en
cy
Drum speed (rpm)
4.3 %MC 6.4 %MC
0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8
700 rpm 900 rpm 1200 rpm
%
grain
dam
a
ge
Drum speed(rpm)
4.3 %MC 6.4 %MC 9.01 %MC
0.65 0.7 0.75 0.8 0.85 0.9 0.95
700 rpm 900 rpm 1200 rpm
%
blown
aw
a
y
see
d
Drum speed(rpm)
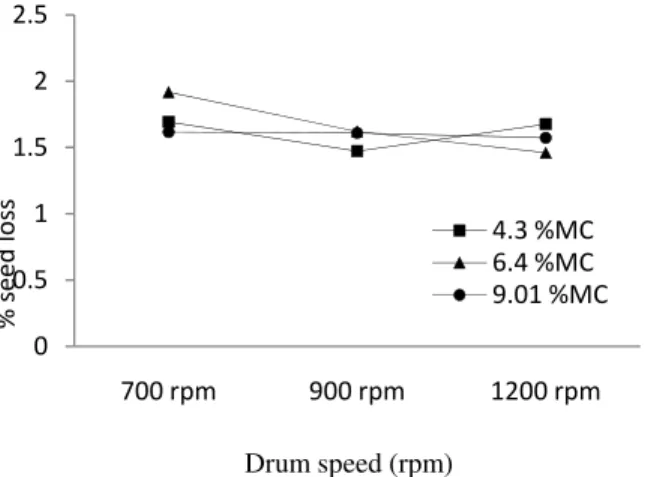
Figure 10: Effect of drum speed on percentage seed loss at moisture contents of 4.3 %, 6.4 % and 9.01 %
Figure 11: Effect of drum speed on grain output (kg/hr) at moisture contents of 4.3 %, 6.4 % and 9.01 %
Table 1 is the result of the measurement of length, thickness, weight and angle of friction of the cowpea pods and seeds. From the table it is seen that the mean pod length was 18.2 cm with a standard deviation of 2.13,
standard error of mean 0.15, t-value of 70.19 and significant value of (0.000**) at . , indicating that
there was a significant difference in the length of the sampled cowpea pods. The mean, standard deviation and standard error of the mean of the length of 60 cowpea seeds are 10.36 mm, 1.14 mm and 0.15 mm respectively.
The t-value of 70.19 and significant value of (0.000**) **) at . indicates that there was significant
difference in the length of cowpea pods. The mean, standard deviation and standard error for the thickness are 6.56 mm, 0.79 mm and 0.10 mm respectively. The t-value of 64.31 and significant value of (0.000**) at
. indicates there was significant difference in the thickness of the cowpea seeds measured. Similar trend
was observed in weight of sample of 30 seeds which had mean, standard deviation and standard error of 0.25 g ,
0.034 g and 0.01 g respectively. The t-value of 40.37 and significant value of (0.00**) at . indicates
there was significant difference in the weight of the cowpea seeds.
The terminal velocity of the variety “kananado” which depends on the moisture content was found to be 7.008
m/s. The volume and density were also found to be 0.000009891 m3 and 727 kg/m3 respectively, and sphericity
was 3.31 . m.
The result of sample t-test for the mean angle of friction of the hopper was 30° with a standard deviation of
1.95, standard error of mean of 0.87, t-value of 34.229 and significant value of (0.000**) at . , indicating
that there was significant difference in the angle of friction of the cowpea.
Results of the thresher performance at drum speeds of 700 rpm, 900 rpm and 1200 rpm at moisture contents of 4.3 %, 6.4 % and 9.01 % are shown in Table 2. The mean values and LSD of the parameters assessed as influenced by the effects of drum speeds and moisture contents are shown in Table 3. The results of Analysis of Variance (ANOVA) for the thresher performance are shown in Table 4. From the results, the highest feed rate was attained at the drum speed of 1200 rpm and 9.01 % moisture content. This is attributed to the high speed of the spikes which were able to split open the cowpea pods faster. Apparently the moisture content did not affect
0 0.5 1 1.5 2 2.5
700 rpm 900 rpm 1200 rpm
%
see
d
loss
Drum speed (rpm)
4.3 %MC 6.4 %MC 9.01 %MC
85 90 95 100 105 110
700 rpm 900 rpm 1200 rpm
Grai
n out
put
, kg
/hr
Drum speed(rpm)
the feed rate. The feed rate increased with the increase in drum speed as shown in Figure 4. The result of the ANOVA on the effect of drum speed and moisture content affected feed rate at 1 % level (highly significant). The highest percentage unthreshed pods of 2.67 %, was attained at the drum speeds of 700 rpm at 4.3 % moisture content. This is likely due to the low kinetic energy of the spikes which was not great enough to deliver enough impact to split open the cowpea pods. The result of the Analysis of Variance (ANOVA) of the effect of drum speed and the interaction of speed and moisture content did not affect the unthreshed pods but however had significant difference on unthreshed pods with variation of moisture content. The percentage unthreshed pods increased with increase in drum speed as well as the moisture content as shown in Figure 5.
The threshing efficiency ranged from 97.36 % to 97.67 %. The ANOVA on the effect of drum speeds on percentage threshing efficiency at the different moisture content reveals that the influence of drum speed was
not significant (0.503ns), while the effect of moisture content was highly significant (0.001**) at . . Also,
the influence of interaction between the drum speeds and moisture contents was not significant (0.923ns) on the
threshing efficiency at . . The threshing efficiency increased with increase in drum speed as shown in
Figure 6.
Cleaning efficiencies of between 96.12 % and 97.72 % was recorded as the kinetic energy of the blast of air generated by the blower blades which blow away the chaff. The result of the ANOVA on the effect of drum speed and moisture content and the interaction between them shows that they did not affect the cleaning
efficiency at . . Figure 7 shows a gradual increase in cleaning efficiency at 9.01 % moisture content with
increase in drum speed; but at 4.3 % moisture content the cleaning efficiency rises rapidly and falls, while at 6.4 % moisture content it falls rapidly and rises.
The highest percentage of 1.56 % broken seeds was recorded at the highest cylinder speed of 1200 rpm at the moisture content of 9.01 %. This could be attributed to the increase in drum speed and feed rate. The grain damage decreased with increase in moisture content. Figure 8 shows that the percentage grain damage increased with an increase in drum speed. Result of the ANOVA indicated that the effect of moisture content and drum speed highly affect seed damage at 1 % level. The blast of air generated by the blower blades blew away some seeds with the chaff. The highest percentage seeds blown away was 0.91 % which was recorded at drum speed of 900 rpm at moisture contents of 6.4 % and 9.01 %. At moisture content of 4.3 % the percentage of blown away seeds increased with increase in drum speed as shown in Figure 9. ANOVA indicated that the interaction of the drum speed and the moisture content have no effect on percentage blown away seeds.
The highest average seed loss of 1.92 %, 1.62 % and 1.68 % were recorded at the drum speed of 700, 900 and 1200 rpm and at the equivalent moisture con tent of 6.4 % respectively. The result indicated that the seed loss increased with the increase in drum speed as well as moisture content. Figure 10 shows the effect of drum speed on seed loss. The result indicated that the seed losses at the moisture content of 9.01 % increased with an increase in drum speed and decreased with increase in drum speed at 6.4 % MC. At the moisture content of 4.3 %, seed losses decreased with increase of drum speed from 700 rpm to 1200 rpm. The result of ANOVA on the effect of drum speed on percentage seed loss at different moisture contents revealed that the influence of drum
speed was not significant (0.240ns) on the loss of cowpea seeds while the effect of moisture content was also not
significant (0.833ns) at . . Also, the influence of interaction between drum speeds and varying moisture
contents was not significant (0.923ns) on the percentage seed loss of the cowpea at . .
The highest average percentage threshing recovery of 69.77 %, 69.40 % and 69.78 % were attained ta the drum speed of 700, 900 and 1200 and at the moisture content of 9.01 %, 6.4 % and 4.3 % respectively. The result of ANOVA revealed the drum speed, moisture content and the interaction of drum speed and moisture content have no effect on threshing recovery.
The highest average grain output of 102.67 kg/hr, 104.45 kg/hr and 107.67 kg/hr were obtained at the drum speed of 700, 900 and 1200 respectively at the moisture content of 9.01 each. It was noticed that output capacity increased with an increase in drum speed as well as moisture content. Figure 11 shows the effect of drum speed on grain output. The result indicated that grain output increased rapidly with an increase in drum speed.
ANOVA showed that the moisture content has a high significant effect on the grain output at . , while
the drum speed has an effect on grain output at . . There is no significant difference between the drum
speed and moisture content on the grain output.
CONCLUSION AND RECOMMENDATIONS
The holes of sizes 13.78 mm in diameter with the concave clearance of 15 mm to 20 mm are quite ideal and adequate for this variety of cowpea (kananado).
threshing recovery and grain output are 154.18 kg/hr, 2.67 %, 98.24 %, 97.71 %, 1.56 %, 0.91 %, 1.92 %, 69.78 % and 107.07 kg/hr respectively.
The drum speed and moisture content of 900 rpm and 9.01 % respectively is recommended for threshing this variety of cowpea (kananado).
The concave is replaceable to suit different types of crop. The machine can also be used as a winnower if the concave and threshing drums are removed. Suggestion for further work will dwell on increasing the width, length of spikes so as to increase the feed rate as well as incorporating a screen separator into the machine to grade the grains.
REFERENCES
[1] Komolafe, M.F. and Joy D.C.. Tropical Agricultural Science for West African Schools and Colleges. University Press Limited, Ibadan, Nigeria (1981) PP103 – 104.
[2] Olatunji, Q.B.A. General Agriculture for West Africa. George Allen and UWIN, London. (1979).
[3] Adeyemo, M.O. Crop varieties. Lecture on Pre– Season Training Programme Cooperative Extension Centre, University of Agriculture, Makurdi, Nigeria. (2004).
[4] FAO. Food and Agricultural Organisation Yearbook.Vol 35.FAO. Rome,Italy. (1981).
[5] Choudhury, M.S and Kaul, R.N Alvan Blanch threshers. Test Report No. DAE/78.4. Department of Agricultural Engineering. Institute of Agricultural Research. P.M.B 1044, Zaria, Nigeria. (1978).
[6] Adewumi, J.K, Olayanju T.M.A, and S.A Adewuyi, Support for Small Rice Thresher in Nigeria. Monograph Series 23. Making Nigeria Agricultural Markets Work for the Poor DFID/PrOpCom. SA II Associates LTD/GTE, 40 Mississipi street, Maitama, Abuja. (2007).
[7] Adesuyi, J. Design and Construction of a Maize Thresher. An Unpublished PhD Thesis, University of Ibadan Nigeria. (1983). [8] Ige, M.TThreshing and Separation Performance of a Locally Built Cowpea Thresher.Journal of Agricultural Engineering Research
.(1978). (23):45-51.
[9] Fashina, A.B,“Development of a Cowpea Threshing Machine”College of Agriculture Ahmadu Bellow University, Zaria. (1990). NSAE/CONF. 90/FPM/030.
[10] Dauda, A. Design, Construction and Performance Evaluation of a Manually Operated Cowpea Thresher for Small Scale Farmers in Northern Nigerian. AMA Journal, (2001). 32(4):47-49.
[11] Ahaneku, I.E, A.R. Kamal and O.A. Ogunjirin, Design, Construction and Performance Evaluation of a Multipurpose Crop Thresher. Journal of Agriculture Engineering and Technology (2003).Vol. 11 17-23.
[12] Irtwange,S.VDesign,Fabrication and Performance of a Motorised Cowpea Thresher for Nigerian Small-scale Farmers. African Journal of Agricultural Research .(2009).Vol.4(12).
[13] Umogbai, V.I and Shehu A. Development and Performance Evaluation of a Manually Operated Cowpea Thresher. Advanced Materials Research. Vol.62-64.pp 62-64 Switzerland (2009).
[14] Umogbai, V.I. Development of an Angle of Friction Measuring Device. Journal of Engineering Science and Technology. (2004).Vol.4.No.1pp116-1211
[15] Moshenin, N.N. The Properties of Plant and Animal Materials. Gordon and Breach. New York. (1970).
[16] Ogunlowo, A.S. and O.C. Ademosun Design of Pneumatic Separation and Determination of Aerodynamic and Terminal Velocity of Nigeria Seeds. Agricultural Engineering Dept. Federal University of Technology, Akure (FUTA), Nigeria. (1989).
[17] Ojha,T.P. and A. M. Michael, Principle of Agricultural Engineering. (2003),Vol. 4 (1) 442-448
[18] Sahay, K.M. and K.K. Singh Unit Operations of Agriculture Processing. Vika Publishing House PVT Ltd. Jangpura. New Delhi, India. (2005).