UNIVERSIDADE FEDERAL DO CEARÁ
CENTRO DE TECNOLOGIA
DEPARTAMENTO DE ENGENHARIA HIDRÁULICA E AMBIENTAL
DOUTORADO EM SANEAMENTO AMBIENTAL
VICTOR COCHRANE SANTIAGO SAMPAIO
PRÉ-TRATAMENTO DE ÁGUA PARA ABASTECIMENTO HUMANO
UTILIZANDO PROCESSO ELETROLÍTICO POR CORRENTE
CONTÍNUA PULSADA
VICTOR COCHRANE SANTIAGO SAMPAIO
PRÉ-TRATAMENTO DE ÁGUA PARA ABASTECIMENTO HUMANO
UTILIZANDO PROCESSO ELETROLÍTICO POR CORRENTE
CONTÍNUA PULSADA
Tese apresentada ao Curso de Pós-Graduação em Engenharia Civil (Doutorado em Saneamento Ambiental) do Departamento de Engenharia Hidráulica e Ambiental da Universidade Federal do Ceará, como parte dos requisitos para a obtenção do título de Doutor em Engenharia Civil. Área de concentração: Saneamento Ambiental
Orientador: Prof. Dra. Marisete Dantas de Aquino
VICTOR COCHRANE SANTIAGO SAMPAIO
PRÉ-TRATAMENTO DE ÁGUA PARA ABASTECIMENTO HUMANO
UTILIZANDO PROCESSO ELETROLÍTICO POR CORRENTE
CONTÍNUA PULSADA
Tese apresentada ao Doutorado em Engenharia Civil do Departamento de Engenharia Hidráulica e Ambiental da Universidade Federal do Ceará, como parte dos requisitos para obtenção do título de Doutor em Engenharia Civil (área de concentração: saneamento ambiental).
Aprovada em 01/02/2016.
BANCA EXAMINADORA
______________________________________________________________________ Prof. Dra. Marisete Dantas de Aquino (Orientadora)
Universidade Federal do Ceará - UFC
______________________________________________________________________ Prof. Dr. Francisco Suetônio Bastos Mota
Universidade Federal do Ceará - UFC
_______________________________________________________________________ Prof. Dr. Antonio Clecio Fontelles Thomaz
Universidade Estadual do Ceará - UECE
_______________________________________________________________________ Prof. Dr. Manoel do Vale Sales
Companhia de Água e Esgoto do Ceará - CAGECE
_______________________________________________________________________ Prof. Dr. Eliezer Fares Abdala Neto
AGRADECIMENTOS
A Deus, que iluminou о meu caminho durante esta jornada.
Aos meus pais amados, Francisco Grangeiro Sampaio (In Memoriam) e Maria José Cochrane Santiago Sampaio (In Memoriam), por tudo o que me ensinaram.
Aos meus irmãos, Marcelo e Leonardo, pela amizade e o apoio, e a todos os familiares, pelos conselhos.
À Prof.ª Dr.ª Marisete Dantas de Aquino, pela paciência na orientação е incentivo,
que tornaram possível а conclusão desta pesquisa.
Ao Prof. Dr. Raimundo Oliveira de Souza, por aceitar participar da banca de qualificação.
Aos Professores Dr. Francisco Suetônio Bastos Mota, Dr. Antonio Clecio Fontelles Thomaz e Dr. Manoel do Vale Sales por aceitarem participar da banca examinadora.
Ao Professor Dr. Eliezer Fares Abdala Neto, por ceder os circuitos elétricos e por ajudar na idealização do projeto de pesquisa; e ao Professor Dr. Ari Clecius Alves de Lima, pelos conhecimentos transmitidos.
A Francisco Erivando da Silva, pela indispensável ajuda neste trabalho, e a Antônio Ferreira, por desenvolver os circuitos elétricos.
A todos os meus colegas de pós-graduação, pelos bons momentos dentro e fora de sala de aula, e aos estudantes do Laboratório de Climatologia, LABOSAN e LAT, pela amizade. Ao CNPq, pelo apoio financeiro da bolsa de doutorado (Processo 140649/2011-5). À Gerência de Pesquisa e Desenvolvimento (GEPED) da CAGECE, por acreditar no meu trabalho e pelo financiamento da pesquisa (Processo: 0525.000214/2014-09), em especial, Ronner, Silvano, Tanara e Raquel.
A todos os funcionários da Gerência de Controle de Qualidade (GECOQ) da CAGECE, pela realização das análises laboratoriais e por estarem sempre dispostos a ajudar.
Aos funcionários da ETA Gavião, pelo apoio operacional, em especial, Isabel, Amanda, Régis, José Walter, Erick, Graça, Fátima, Liliana, César, Daniel, João Batista, José Airton, Marlon, Manoel Sales, Ednard e todos os outros profissionais.
À empresa Tecnoplus Ambiental, por efetuar as instalações necessárias para viabilizar a pesquisa, em especial ao engenheiro Antônio Herbert Quintino Rocha.
RESUMO
Essa pesquisa avaliou o processo eletrolítico por corrente contínua pulsada no tratamento de água. Foram realizados testes em escala laboratorial e em escala-piloto. No experimento em escala laboratorial, investigaram-se os efeitos provocados por tipos de eletrodos (platina, aço inoxidável, alumínio e aço carbono) em diversos tempos de reação na água bruta do açude Gavião, além de comparar as reações químicas e físicas dos quatro eletrodos em um tempo de reação. No teste de jarros, foram utilizados os eletrodos com características oxidantes combinado com um processo de clarificação da água e avaliado qual eletrodo era mais eficiente. Foram testadas 50% e 100% da dosagem de reagentes no processo. No teste em escala-piloto, foram testadas duas configurações na etapa de pré-oxidação da água: um sistema combinado com eletrocoagulação (eletrodos de aço carbono) e eletro-oxidação (eletrodos de aço inoxidável) e um sistema somente de eletro-oxidação (eletrodos de aço inoxidável com eletrodos de platina). No sistema de eletrocoagulação e eletro-oxidação, avaliou-se a remoção de turbidez, cor aparente e SUVA (absorbância específica da luz ultravioleta) em uma vazão de operação de 10 L∙min-1 e com taxa de filtração de 326 m3·m-2·dia-1. No sistema de
eletro-oxidação, foi realizado um planejamento fatorial utilizando a variável “reagentes” na coagulação e floculação e “vazão”. Após a otimização do sistema de eletro-oxidação, outros pré-oxidantes foram comparados com a tecnologia. Na escala laboratorial, os resultados mostraram que os eletrodos de alumínio e aço carbono denotaram ações coagulantes sobre a água bruta, enquanto os eletrodos de aço inoxidável e platina exprimiram ações oxidativas. No teste de jarros, a combinação dos eletrodos de platina com 100% da dosagem de reagentes apontou maior eficiência na remoção de cor aparente e turbidez. O sistema de eletrocoagulação e eletro-oxidação em escala-piloto atendeu às exigências da Portaria 2.914 em relação a cor aparente e turbidez e conseguiu uma remoção de 19,51% a 26,45% de SUVA. No sistema de eletro-oxidação em escala-piloto, três condições diferentes do sistema atenderam às exigências da Portaria 2.914, em relação à cor aparente e turbidez. Foi verificado que somente o fator “reagentes” foi significativo para a remoção de turbidez, e os fatores “reagentes” e “vazão” foram significativos para a remoção de cor aparente, enquanto os fatores “reagentes”, “vazão” e a interação dos dois foram significativos para a remoção de SUVA. Na comparação com outros pré-oxidantes, o processo eletrolítico se mostrou tão eficiente quanto o cloro e o dióxido de cloro. Nenhuma tecnologia, entretanto, conseguiu atender os limites impostos pela Portaria 2.914/MS quanto aos trihalometanos totais. O processo eletrolítico por corrente contínua pulsada se mostrou eficaz na etapa de pré-oxidação em tratamento de água.
ABSTRACT
This research evaluated the effectiveness of the electrolytic process by pulsed direct current in water treatment. Tests were conducted at both laboratory and pilot scales. In the laboratory-scale experiment, the effects of electrode type (platinum, stainless steel, aluminum, and carbon steel) on reaction times in raw water from Gavião Dam were studied, in addition to comparisons of the chemical and physical reactions of the four electrodes over the course of the reactions. In the jar test, electrodes with oxidant characteristics were paired with a water clarification process and used to determine the most efficient electrode. Reagent dosages of 50% and 100% were tested in the process. In the pilot-scale test, two configurations were tested during the water pre-oxidation stage: a system based on a combination of electrocoagulation (carbon steel electrodes) and electro-oxidation (stainless steel electrodes), and a solely electro-oxidative system (stainless steel electrodes with platinum electrodes). In the combined electrocoagulative and electro-oxidative system, the reductions in turbidity, apparent color, and specific ultraviolet absorbance (SUVA) were evaluated at an operational flow of 10 L∙min-1 with a filtration rate
of 326 m3·m-2·day-1. In the electro-oxidative system, a factorial design was made using variable
reagents to control coagulation, flocculation, and flow. After optimization of the electro-oxidative system, other pre-oxidants were compared with the technology. At the laboratory scale, the results showed that the aluminum and carbon steel electrodes caused coagulation in raw water, while the stainless steel and platinum electrodes displayed oxidation. In the jar test, the combination of platinum electrodes with a 100% reagent dosage showed greater efficiency in the reduction of apparent color and turbidity. At the pilot scale the combined electrocoagulative and electro-oxidative system met the Ordinance 2.914 requirements in regards to apparent color and turbidity, and achieved SUVA reductions ranging from 19.51% to 26.45%, while in the electro-oxidative system, three different conditions in the system met the Ordinance 2.914 requirements regarding apparent color and turbidity. It was confirmed that only the reagents were significant for the reduction of turbidity, while both the reagents and flow were significant for the reduction of apparent color, and that the reagents, flow, and the interaction of the two were significant for SUVA reduction. When compared with other pre-oxidants, the electrolytic process showed similar efficiency to chlorine and chlorine dioxide treatments. However, no technology met the Ordinance 2.914 limits regarding total trihalomethane concentrations. The electrolytic process by pulsed direct current was shown to be effective for the pre-oxidation stage of water treatment.
LISTA DE FIGURAS
Figura 1 – Estrutura molecular hipotética de uma substância húmica... 21
Figura 2 – Adsorção da molécula de substâncias húmicas na superfície do Al(OH)3(s)... 24
Figura 3 – Reação do ácido hipocloroso com a matéria orgânica... 25
Figura 4 – Cadeia formada pela clivagem... 25
Figura 5 – Formação do clorofórmio... 26
Figura 6 – Interações que ocorrem dentro de um processo eletrocoagulação/flotação... 27
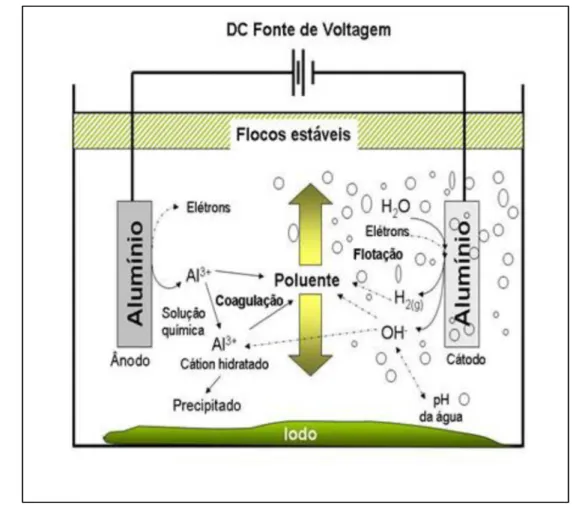
Figura 7 – Vias da remoção de poluentes no processo eletroquímico... 29
Figura 8 – Detalhes do processo de eletrocoagulação, utilizando eletrodos de alumínio... 32
Figura 9 – Eixo de integração Castanhão – Região Metropolitana... 40
Figura 10 – Esquema do processo de tratamento de água da ETA Gavião... 41
Figura 11 – Sistema representado por uma função ligando os fatores às respostas.... 43
Figura 12 – Planejamento 22com ponto central... 44
Figura 13 – Circuitos elétricos com corrente contínua pulsada... 46
Figura 14 – Fonte de 13,8 volts e reator com o par de eletrodos... 48
Figura 15 – Eletrodos de platina, aço inox, Aço carbono e alumínio... 49
Figura 16 – (a) esquema da 1ª etapa; (b) esquema da 2ª etapa... 50
Figura 17 – Teste de Jarros com os eletrodos de aço inox (esquerda) e de platina (direita)... 51
Figura 18 – Reator do processo eletrolítico... 52
Figura 19 – Esquema do funcionamento do sistema após a entrada de água bruta... 53
Figura 20 – Fontes de alimentação estabilizada de 13,8 volts com circuitos de corrente contínua pulsada... 54
Figura 21 – Esquema do tratamento de água em escala-piloto... 55
Figura 22 – Estrutura física do Centro de Pesquisa: a) captação de água bruta; b) tanque de mistura rápida; c) tanque de mistura lenta; d) filtros; e) micro manômetro diferencial... 56
Figura 24 – Esquema da segunda fase com o tratamento com a etapa da
pré-oxidação da matéria orgânica com o cloro... 60
Figura 25 – Esquema da terceira fase com o tratamento com a etapa da pré-oxidação da matéria orgânica com o dióxido de cloro... 61
Figura 26 – Esquema da quarta fase com o tratamento com a etapa da pré-oxidação da matéria orgânica com o dióxido de cloro... 62
Figura 27 – Comparação da turbidez (a) e da cor aparente (b) entre os distintos tempos de reação para os eletrodos de platina... 66
Figura 28 – Comparação da turbidez (a) e da cor aparente (b) entre os tempos de reação para os eletrodos de aço inox... 67
Figura 29 – Comparação da turbidez (a) e da cor aparente (b) entre os tempos de reação para os eletrodos de aço carbono... 68
Figura 30 – Comparação da turbidez (a) e da cor aparente (b) entre os tempos de reação para os eletrodos de alumínio... 69
Figura 31 – Comparação da turbidez da água bruta e após o final do processo de cada eletrodo... 71
Figura 32 – Comparação de COT da água bruta e após o final do processo de cada eletrodo... 76
Figura 33 – Gráficos de dispersão dos escores da primeira e segunda componentes principais das variáveis... 78
Figura 34 – Gráficos de dispersão dos escores da primeira e segunda componentes principais das amostras... 78
Figura 35 – Gráfico tridimensional da análise por agrupamento hierárquico... 79
Figura 36 – Gráfico da redução da turbidez (a) e da cor aparente (b) das águas processadas e da água bruta... 81
Figura 37 – Análise das componentes principais: a) variáveis; b) amostras... 82
Figura 38 – Amostras de água bruta, água pré-tratada pelo reator e água tratada (esquerda para a direita)... 85
Figura 39 – Resíduos da crosta acumulada entre os eletrodos de aço carbono... 88
Figura 40 – Gráfico da perda de carga das condições 1 a 5 em 120 minutos... 92
Figura 41 – Diagrama de Pareto para o efeito padronizado para turbidez... 94
Figura 42 – Superfície de resposta para remoção de turbidez... 94
Figura 44 – Diagrama de Pareto para o efeito padronizado para cor aparente... 97
Figura 45 – Superfície de resposta para remoção de cor aparente... 97
Figura 46 – Efeito das variáveis para a remoção de cor aparente... 98
Figura 47 – Diagrama de Pareto para o efeito padronizado para SUVA... 99
Figura 48 – Superfície de resposta para remoção de SUVA... 100
Figura 49 – Efeito das variáveis para a remoção de SUVA... 100
Figura 50 – Gráfico do pH da água bruta e dos tratamentos aplicados... 103
Figura 51 – Gráfico de turbidez da água bruta e dos tratamentos aplicados... 103
Figura 52 – Gráfico da perda de carga dos tratamentos aplicados... 104
Figura 53 – Gráfico de cor aparente da água bruta e dos tratamentos aplicados... 105
Figura 54 – Gráfico de alumínio da água bruta e dos tratamentos aplicados... 106
Figura 55 – Gráfico de ferro total da água bruta e dos tratamentos aplicados... 106
Figura 56 – Gráfico de manganês da água bruta e dos tratamentos aplicados... 107
Figura 57 – Gráfico de cianobactérias da água bruta e dos tratamentos aplicados... 108
Figura 58 – Gráfico de SUVA da água bruta e dos tratamentos aplicados... 109
Figura 59 – Gráficos de dispersão dos escores da primeira e segunda componentes principais das variáveis... 111
LISTA DE TABELAS
Tabela 1 – Vantagens e desvantagens da filtração direta... 38 Tabela 2 – Configuração das condições do planejamento fatorial... 58 Tabela 3 – Resumo das etapas da pesquisa... 63 Tabela 4 – Informações para cálculo da densidade de corrente para a etapa em
escala laboratorial... 64 Tabela 5 – Média e desvio padrão de turbidez e cor aparente da água bruta e de
cada tempo de reação dos eletrodos... 65 Tabela 6 – Média, desvio-padrão e grupos (teste de Tukey) das análises
físico-químicas... 70 Tabela 7 – Matriz de dados autoescalados para as amostras de água bruta e água
após o processo de eletrólise... 77 Tabela 8 – Valores de turbidez e cor aparente para os ensaios realizados e a média
com teste de Tukey a 95% de confiança entre as águas processadas... 80 Tabela 9 – Matriz de dados autoescalados para cada processo... 82 Tabela 10 – Informações para cálculo da densidade de corrente para a etapa em
escala laboratorial... 83 Tabela 11 – Valores de perda de carga do filtro e cloro residual livre das águas
tratadas... 83 Tabela 12 – Média de pH, turbidez e cor aparente para as três carreiras de filtração
com teste de Tukey... 84 Tabela 13 – Médias de COD, Absorbância (254 nm) e SUVA para as três carreiras
de filtração com teste de Tukey... 86 Tabela 14 – Valor para energia elétrica consumida por volume de água produzido... 87 Tabela 15 – Informações para cálculo da densidade de corrente para a etapa em
escala laboratorial... 88 Tabela 16 – Média e desvio-padrão dos valores de pH das águas bruta, do reator e
da água tratada para todas as carreiras de filtração... 89 Tabela 17 – Média dos valores de turbidez, cor aparente e SUVA da água tratada
Tabela 19 – Eficiência na remoção de turbidez no tratamento para todas as carreiras de filtração... 93 Tabela 20 – Eficiência na remoção de cor aparente no tratamento para todas as
carreiras de filtração... 96 Tabela 21 – Eficiência na remoção de SUVA no tratamento para todas as carreiras
de filtração... 99 Tabela 22 – Média, desvio-padrão e grupos (Teste de Tukey) das análises
químicas, físicas e hidrobiológicas... 102 Tabela 23 – Valores de perda de carga do filtro para os quatro tratamentos
aplicados... 104 Tabela 24 – Matriz de dados autoescalados para as amostras de água bruta e água
LISTA DE ABREVIATURAS
AB Água Bruta
Abs Absorbância
AI Aço Inoxidável (Aço Inox) ANOVA Análise de Variância AT Alcalinidade Total
CAGECE Companhia de Água e Esgoto do Ceará COD Carbono Orgânico Dissolvido
COGERH Companhia de Gestão dos Recursos Hídricos COT Carbono Orgânico Total
CRL Cloro Residual Livre
DQO Demanda Química de Oxigênio DT Dureza Total
ETA Estação de Tratamento de Água FT Ferro Total
HCA Análise por Agrupamento Hierárquico
min Minuto
Mn Manganês
MON Matéria Orgânica Natural ND Não detectado pelo método OD Oxigênio Dissolvido PAC™ Cloreto de Polialumínio
PCA Análise das Componentes Principais
POL PolyDADMAC™
Pt Platina
R$ Real
RMF Região Metropolitana de Fortaleza
SUMÁRIO
1 INTRODUÇÃO... 16
2 OBJETIVOS... 20
2.1 Geral... 20
2.2 Específicos... 20
3 REVISÃO BIBLIOGRÁFICA... 21
3.1 Matéria Orgânica Natural... 21
3.2. Formação de trihalometanos (THM)... 25
3.3 Processo eletrolítico... 26
3.3.1 Eletroflotação... 27
3.3.2 Eletro-oxidação... 28
3.3.3 Eletrocoagulação... 31
3.3.4 Pesquisas e aplicações com processo eletrolítico... 33
3.4 Tratamento de água... 35
3.4.1 Pré-oxidantes e reagentes da desinfecção... 35
3.4.2 Coagulação e floculação... 36
3.4.3 Filtração... 37
3.4.3.1 Filtração direta descendente... 38
3.4.4 Sistema de abastecimento e tratamento de água da Região Metropolitana de Fortaleza... 39
3.5 Meios estatísticos... 42
3.5.1 Análise de Variância (ANOVA) e teste de Tukey... 42
3.5.2 Análise das componentes principais (PCA) e análise hierárquica dos grupos (HCA)... 42
3.5.3 Planejamento fatorial e superfície de resposta... 43
4 MATERIAL E MÉTODOS... 46
4.1 Local do experimento... 46
4.2 Montagem do processo eletrolítico com os circuitos elétricos de corrente contínua pulsada... 46
4.3 1ª etapa e 2ª etapa – Escala laboratorial... 47
4.3.1 Reator eletrolítico em escala laboratorial... 47
4.3.3. Descrição das 1ª e 2ª etapas... 49
4.4 3ª etapa – Teste de Jarros... 51
4.5 4ª etapa – Escala-piloto (Eletrocoagulação + Eletro-oxidação)... 52
4.5.1 Reator (processo eletrolítico) em escala-piloto... 52
4.5.2 ETA-piloto... 54
4.5.3 Configuração do experimento da 4ª etapa... 57
4.6 5ª etapa – Escala-piloto (Eletro-oxidação)... 57
4.6.1 Eletrodos utilizados na 5ª etapa... 57
4.6.2 Configuração do experimento da 5ª etapa... 58
4.7 6ª etapa – Comparação entre os pré-oxidantes... 59
4.7.1 Fase 1 – Tratamento sem pré-oxidação (branco)... 59
4.7.2 Fase 2 – Tratamento com pré-oxidação com o cloro... 60
4.7.3 Fase 3 – Tratamento com pré-oxidação com o dióxido de cloro... 60
4.7.4 Fase 4 – Tratamento com pré-oxidação com o processo eletrolítico... 61
4.7.5 Análises químicas... 62
4.7.6 Análise estatística dos resultados... 62
4.8 Resumo dos objetivos das etapas... 63
4.9 Programação computacional na análise estatística... 63
5 RESULTADOS E DISCUSSÃO... 64
5.1 1ª etapa – Comparação entre os tempos de reação para cada eletrodo... 64
5.1.1 Cálculo da densidade de corrente na etapa em escala laboratorial... 64
5.1.2 Efeitos do processo eletrolítico nos parâmetros de turbidez e cor aparente... 64
5.2 2ª etapa – Comparação entre os eletrodos... 69
5.2.1 Análise das componentes principais e agrupamento hierárquico da 2ª etapa. 76 5.3 3ª etapa – Teste de Jarros... 79
5.3.1 Análise das componentes principais e agrupamento hierárquico da 3ª etapa. 81 5.4 4ª etapa – Escala-piloto (Eletrocoagulação + Eletro-oxidação)... 83
5.4.1 Cálculo da densidade de corrente dos eletrodos de aço inox e aço carbono.... 83
5.4.2 Valores de perda de carga do sistema e cloro residual livre na água... 83
5.4.3 Estudo do pH, turbidez e cor aparente da 4ª etapa... 84
5.4.4 Remoção de MON na 4ª etapa... 85
5.4.5 Consumo de energia do processo eletrolítico da 4ª etapa... 86
5.5 5ª etapa – Escala piloto (Eletro-oxidação)... 88
5.5.1 Cálculo da densidade de corrente dos eletrodos de aço inox e platina... 88
5.5.2 Valores médios de pH... 89
5.5.3 Valores médios para turbidez, perda de carga, cor aparente e SUVA... 89
5.5.4 Planejamento fatorial... 92
5.6 6ª etapa – Comparação entre os pré-oxidantes... 101
5.6.1 Escolha da condição a ser comparada... 101
5.6.2 Comparação dos dados das carreiras de filtração... 101
5.6.3 Análise das componentes principais e agrupamento hierárquico... 109
5.6.4 Consumo de energia elétrica do reator... 113
6 CONCLUSÕES... 114
7 RECOMENDAÇÕES... 117
REFERÊNCIAS BIBLIOGRÁFICAS... 118
APÊNDICES... 132
1 INTRODUÇÃO
A água é um bem essencial para a vida de todos os seres da Terra, visto que é o solvente universal e é a substância mais abundante em todos os sistemas vivos, sendo um elemento essencial à vida vegetal e animal. Segundo Atkins (2002), a água pode fornecer um ambiente fluido dentro das células, por via do qual outras moléculas podem migrar. O ser humano necessita de água de qualidade adequada e em quantidade suficiente para atender suas necessidades, para proteção de sua saúde e propiciar o desenvolvimento econômico (BRASIL, 2006).
A água consumida pelo ser humano deve obedecer a critérios de qualidade definidos por normas nacionais ou internacionais. A obediência a esses critérios determina que a seleção da tecnologia de tratamento a ser adotada considere, além da qualidade da água a ser tratada, a própria característica da comunidade a ser beneficiada. Em muitos países em desenvolvimento, não há disponibilidade de recursos financeiros para construir estações de tratamento sofisticadas, exigindo dos pesquisadores que difundam as tecnologias apropriadas, visando a convertê-las em projetos realistas, econômicos e confiáveis (DI BERNARDO; BRANDÃO; HELLER, 1999).
Fedala et al. (2015) dizem que o tratamento de água se tornou um instrumento de pesquisa muito importante, visto que a comunidade científica testa vários métodos e tecnologias há alguns anos. Consoante leciona Letterman (1999), novos processos estão sendo desenvolvidos e postos em prática, e processos usados há décadas são estudados, refinados e melhorados. Dessa forma, esse desenvolvimento se torna benéfico para os engenheiros de companhias de saneamento que tencionam aplicar os processos em uma expansão ou uma implantação de uma estação de tratamento de água.
Dantas Neto et al. (2013) listam alguns problemas encontrados na aplicação de um sistema de tratamento de água no estado do Ceará:
• utilização de mananciais subterrâneos com alta concentração de ferro e manganês, associado a tecnologias de tratamento inapropriadas, prejudicando a qualidade da água e aumentando as perdas no processo de tratamento;
• utilização de mananciais superficiais lênticos (açudes e lagoas, por exemplo) muito eutrofizados, associado a tecnologias de tratamento inapropriadas, prejudicando a qualidade da água e aumentando as perdas no processo de tratamento;
• utilização de mananciais superficiais lóticos (rios) com altas concentrações de material particulado em suspensão durante o período chuvoso, associado a tecnologias de tratamento inapropriadas, também prejudicando a qualidade de água e aumentando as perdas no processo de tratamento;
• falta de pessoal com capacitação adequada para selecionar ou analisar o projeto executivo, a tecnologia selecionada, taxas de aplicação superficial e parâmetros hidráulicos que permitam o desenvolvimento de estações de tratamento de água apropriadamente projetadas e construídas para uma operação eficiente e barata a partir da qualidade de água bruta existente;
• falta de padronização dos projetos, acarretando dificuldades na fiscalização das obras, grande incidência de erros construtivos e alta variabilidade de equipamentos, dificultando a logística de manutenção; e
• operação das estações de tratamento de água inadequada devido às deficiências construtivas, acarretando grande consumo de produtos químicos, energia elétrica e elevado custos operacionais.
Um dos problemas que diminuem a qualidade da água para o tratamento é a eutrofização, resultado do enriquecimento com nutrientes (principalmente fósforo e nitrogênio). Esses são despejados dissolvidos ou particulados em lagos, represas e rios e são transformados em partículas orgânicas, matéria viva vegetal, pelo metabolismo das plantas (MOTA, 2008b). Mota (2008a) ensina que um dos influxos causado por esse fenômeno é a produção excessiva de algas e plantas aquáticas, que causam dificuldades no tratamento de água. Campos (2010) cita a possibilidade de haver uma proliferação de cianobactérias capazes de produzir compostos de alta toxicidade, causando gosto desagradável e odor nas águas potáveis.
Se houver algas no manancial, a pré-oxidação pode ser necessária para produzir água tratada e que atenda os limites da Portaria 2.914/2011. O uso de pré-oxidantes pode: remover cor, controlar sabor e odor, diminuir alguns poluentes orgânicos, precipitar metais, diminuir a dosagem de coagulante e melhorar a etapa da coagulação (MOTA, 2008a). Di Bernardo (2003) exprime que vários produtos químicos são avaliados como potenciais pré-oxidantes (dióxido de cloro, ozônio, permanganato de potássio, radiação ultravioleta e peróxido de hidrogênio, por exemplo) para aumentar a eficiência dos processos de tratamento de água, principalmente desde os anos 1970, quando se começou a descobrir os efeitos negativos dos subprodutos da cloração. Conforme Paschoalato, Trimailovas, Di Bernardo (2008), o pré-oxidante pode reagir com a matéria orgânica natural (MON) ou com as excretas das algas e formar substâncias tóxicas às pessoas.
Para Huang et al. (2015a), a formação de subprodutos de desinfecção é um grande problema para a qualidade da água potável e suscita preocupações na área da saúde pública. Os principais fatores que afetam a formação de subprodutos da desinfecção são os tipos precursores e suas concentrações. É demonstrado, recorrentemente, o fato de que a matéria orgânica natural (MON), composta principalmente de substâncias húmicas, é geralmente considerada como o principal precursor de subprodutos da desinfecção em águas superficiais. Numerosos estudos são realizados sobre a MON para determinar suas características e a formação de subprodutos na desinfecção da água. Portanto, uma remoção eficaz de MON é muito importante para a redução de subprodutos da desinfecção no tratamento da água.
2 OBJETIVOS
2.1 Geral
• Investigar o processo eletrolítico com corrente contínua pulsada aplicada ao tratamento de água para abastecimento humano.
2.2 Específicos
• Estudar o processo eletrolítico com distintos eletrodos na água bruta do açude Gavião, no município de Pacatuba – CE, em escala de bancada.
• Avaliar a resposta do processo eletrolítico combinado com um teste de jarros na clarificação da água bruta.
• Desenvolver um sistema misto (eletrocoagulação e eletro-oxidação) na etapa de pré-oxidação no tratamento de água em escala piloto.
• Aplicar um sistema de eletro-oxidação na etapa de pré-oxidação no tratamento de água em escala piloto.
3 REVISÃO BIBLIOGRÁFICA
3.1 Matéria Orgânica Natural
As águas superficiais podem denotar a seguinte composição: sólidos dissolvidos em forma ionizada, gases dissolvidos, compostos orgânicos dissolvidos e matéria em suspensão, tais como, microrganismos (bactérias, algas e fungos) e coloides. A maioria destes componentes apresenta cargas negativas em suas superfícies, repelindo-se umas às outras, mantendo-se em suspensão estável por longos períodos de tempo (PAVANELLI; 2001). Dentre esses, pode-se destacar a MON, que representa a maior fração da matéria orgânica em águas naturais (YILDIZ; KOPARAL; KESKINLER, 2008).
Filella (2014) define a MON como toda a matéria orgânica em um reservatório ou ecossistema natural, exceto os compostos de síntese (micropoluentes orgânicos). Uma vez que os processos naturais de formação e degradação envolvidos são diversos, a MON ocorrente em águas naturais tem uma ampla escala de propriedades e é composta de uma mistura complexa de compostos.
A MON pode ser encontrada em maior parte como substâncias húmicas (DUAN et al., 2002). As substâncias húmicas têm vários grupos funcionais – álcool, purina, amina, cetona e, principalmente, ácido carboxílico e fenol – além de uma estrutura de anéis aromáticos condensados aleatoriamente (DUAN; GREGORY, 2003; SHARP et al., 2006). Sua estrutura química é representada na Figura 1.
Figura 1 – Estrutura molecular hipotética de uma substância húmica.
Filella (2009) classifica a MON quanto ao tamanho físico baseado na distinção entre material dissolvido e material particulado em águas naturais, separadas por filtração com filtro de membrana de 0,45 μm. Segundo Esteves (2011), as substâncias húmicas dissolvidas
formam um grupo heterogêneo de moléculas orgânicas, de médio a alto peso molecular, de coloração amarelada a amarronzada e que compõem de 50% a 95% do carbono orgânico dissolvido (COD), ou seja, correspondem a fração orgânica dissolvida. O grupo do COD pode conter inúmeras biomoléculas como açúcares, proteínas, ácidos carboxílicos, substâncias húmicas, entre outros, formando grupos de cerca de 4000 moléculas diferentes. Duan et al. (2002) expressam que a concentração de substância húmica nas águas doces superficiais varia entre 0,1 a 50 mg∙L-1 como COD, enquanto Kabsch-Korbutowicz (2006) exprime que os níveis
variam de 0,1 – 115 mg∙L-1, com uma média global de 5,75 mg∙L-1 para águas correntes.
Embora a classificação de substâncias húmicas em ácidos húmicos e fúlvicos se baseie na química do solo, a mesma terminologia é adotada para a matéria orgânica aquática (MCDONALD et al., 2004). Para Rodríguez, Schlenger e García-Valverde (2014), os ácidos fúlvicos e os ácidos húmicos são as duas frações principais das substâncias húmicas. Eles podem ser distinguidos pela diferença de solubilidade em pH 1 em que o ácido húmico precipita e o ácido fúlvico permanece em solução. Os ácidos fúlvicos representam uma fração maior (ácido fúlvico/ácido húmico) em que a proporção é, geralmente, cerca de 9:1, além de serem mais solúveis do que os ácidos húmicos, uma vez que têm em média um peso molecular inferior e um maior grau de acidez (principalmente, ácido carboxílico) que os ácidos húmicos (ácidos húmicos são muitas vezes em forma coloidal, em virtude do seu grande tamanho). Os ácidos húmicos, no entanto, contêm mais compostos aromáticos em sua estrutura molecular, absorvem mais radiação ultravioleta e têm mais cores do que os ácidos fúlvicos. Além disso, os ácidos húmicos geralmente possuem maior potencial de formação de THM e são mais facilmente coagulados por sais de Al3+ ou Fe3+ do que os ácidos fúlvicos (ZHAO et al., 2015). McDonald
et al. (2004) também classificam uma fração, a humina, como um componente da MON, porém não é solúvel em qualquer pH da água.
Samios et al. (2007) citam que os ácidos húmicos e fúlvicos possuem uma importância ambiental em decorrência das suas propriedades, como sua acidez e basicidade no meio em que se encontram e a condição de reagir com metais pesados por complexação e inseticidas por adsorção.
incluindo o desempenho dos processos unitários (oxidação, coagulação e adsorção) e na aplicação de desinfetantes (MOLNAR et al., 2013). Newcombe e Dixon (2006) também arrolam alguns problemas decorrentes do excesso de MON em águas captadas por estações de tratamento de água: excesso de aplicação de produtos químicos e formação de espuma, o que pode caracterizar um problema físico no processo; há a necessidade de um monitoramento contínuo para verificar a variação de MON na água captada, para otimizar a dosagem de coagulante e de auxiliar de coagulação; pode causar entupimento nas membranas de filtração e diminuição da vida útil da osmose reversa e filtração por ultramembrana; pode competir com os sítios de carvão ativado para remoção de microcontaminantes. Além disso, há uma correlação direta de que as substâncias húmicas sejam fortes precursores dos subprodutos da desinfecção (CHEN et al., 2011).
Os métodos de remoção de cor na água podem se basear na utilização de resinas de troca iônica, carvão e lignito derivado de carbono ativado, osmose reversa e ozonização. Os processos por meio de resina de troca aniônica e osmose reversa são dispendiosos. O carvão com base em carbono ativado não é muito eficiente na remoção de cores; seus poros são muito pequenos para comportar as grandes moléculas de ácidos húmico e fúlvico. O lignito com base de carbono é muito mais eficiente na remoção de substâncias húmicas e tem menor custo. Nenhum destes sorventes, no entanto, funcionam bem em todas as situações (GHABBOUR; DAVIES, 2000).
Os três mecanismos de coagulação para remover a MON mais comumente referidos são: neutralização de cargas, aprisionamento e adsorção (GREGOR; NOKES; FENTON, 1997; GOTTFRIED et al., 2008). A neutralização da carga ocorre na região onde a precipitação de hidróxido de alumínio é mínima, e o alumínio catiônico interage eletrostaticamente com a MON aniônica para formar produtos insolúveis. A desestabilização por aprisionamento acontece quando um segmento de uma cadeia polimérica é absorvido em mais de uma partícula, ligando, assim, as partículas entre si. Na adsorção, a concentração de coagulante deve ser alta o suficiente para provocar uma precipitação rápida da MON com o ( ) .
superfície de ( ) ( ) por meio de forças físicas e químicas, como as forças de van der Waals e as ligações de hidrogênio. Esse mecanismo é mostrado na Figura 2.
Figura 2 – Adsorção da molécula de substâncias húmicas na superfície do Al(OH)3(s).
Fonte: Adaptado de Lu, Chen e Yang (1999).
A estrutura complexa da matéria orgânica, entretanto, como a carga altamente negativa e a ampla gama de moléculas com peso molecular variado, complicam a coagulação (XU et al. 2011).
Quando os níveis de matéria orgânica são baixos numa amostra aquosa, pode-se utilizar o parâmetro de carbono orgânico total (COT), passível de fornecer um resultado mais preciso do que a demanda bioquímica de oxigênio. O método de ensaio utiliza calor e oxigênio, radiação ultravioleta, oxidantes químicos, ou alguma combinação destes métodos, para converter o carbono orgânico em dióxido de carbono, que pode ser medido com um analisador de infravermelho (MARTÍNEZ; UCHE, 2010).
ultravioleta. Pode existir intensiva correlação entre a absorção de radiação ultravioleta e teor de carbono orgânico, cor e precursores de THM e outros subprodutos da desinfecção.
Consoante noticiam Huang et al. (2015b), valores altos de SUVA indicam que a matéria orgânica é composta, principalmente, de material hidrofóbico, e a matéria orgânica tem alto peso molecular. Valores baixos de SUVA indicam que a água contém compostos orgânicos que são, principalmente, hidrofílicos e a matéria orgânica tem baixo peso molecular, além de ter ínfima densidade de carga.
3.2 Formação de trihalometanos (THM)
Os ácidos húmicos, que contêm anéis de 1,3-diidroxibenzeno, são de particular importância. O átomo de carbono (C-2), localizado entre os carbonos onde estão os radicais – OH, recebe átomos de cloro oriundos do ácido hipocloroso (Figura 3) (BAIRD; CANN, 2011).
Figura 3 – Reação do ácido hipocloroso com a matéria orgânica.
Fonte: Adaptado de Baird e Cann (2011).
Assim, ocorre uma clivagem entre o C2 e o C3 que forma uma cadeia (Figura 4).
Figura 4 – Cadeia formada pela clivagem.
Fonte: Adaptado de Baird e Cann (2011).
Na ocorrência de ácido hipocloroso, o carbono terminal se torna triclorado, de forma que o –CCl3 é facilmente deslocado pelo OH- da água para formar clorofórmio (Figura
Figura 5 – Formação do clorofórmio.
Fonte: Adaptado de Baird e Cann (2011).
Uma sequência de reações análogas produz outros THM. Mediante a ação sobre materiais húmicos, o ácido hipobromoso, HOBr, é formado quando o íon brometo, em meio aquoso, desloca o cloro do HOCl (Equação (01)).
( )+ ( )⟷ ( )+ ( ) (01)
A US Environmental Protection Agency (USEPA) determinou o limite de 80 µg L -1 para trihalometanos totais em água para abastecimento humano. Segundo Baird e Cann
(2011), esse limite não é determinado para regular somente os THM, mas serve também de indicador de que a produção de outros subprodutos da desinfecção não é excessiva.
3.3 Processo eletrolítico
A aplicação da eletroquímica em tratamento de água foi proposta pela primeira vez em 1889, na Inglaterra. Nos Estados Unidos, uma patente de tratamento de água residuária utilizando eletrodos de alumínio e aço carbono foi recebida em 1909 e, em 1946, foi aplicado um método para tratamento de água potável em larga escala, utilizando eletrodos de alumínio para remover a cor pela ação dos flocos de hidróxidos de alumínio. Em 1956, desenvolveu-se na Grã-Bretanha um sistema similar ao de 1946 para tratar água de rio com eletrodos de aço carbono. Os sistemas montados em 1946 e 1956 mostraram resultados promissores na remoção de turbidez e cor, mas não foram amplamente aceitos por causa de altos custos gerados quando comparados com a aplicação de produtos químicos (MATTESON et al., 1995).
muitas pesquisas sobre a aplicação desse processo em águas residuárias e, principalmente, na aplicação da separação de óleo em água (MATTESON et al., 1995).
O processo eletrolítico destaca-se como tecnologia eficiente aplicada no saneamento ambiental. A eletrólise é um processo não espontâneo, necessitando do uso da corrente elétrica para ocorrer (ATKINS; JONES, 2001), e, geralmente, agrega oxidação, flotação e coagulação. Todos estes mecanismos eletrolíticos estão baseados na utilização de eletrodos, de sacrifício ou não, de polaridade reversível, podendo ser gerados íons coagulantes com origem no ânodo, e as bolhas de hidrogênio no cátodo, que ocasionam a flotação dos flocos (RUBIO; SOUSA; SMITH, 2002). É um processo de fácil automação, versátil, e requer apenas uma pequena área da estação de tratamento, podendo ter um baixo custo. Além das vantagens para a saúde pública de não requerer a adição de produtos químicos potencialmente tóxicos, é um processo especialmente limpo, uma vez que o elétron é o reagente principal (GUSMÃO; MORAES; BIDOIA, 2010; RIBEIRO et al., 2013).
Emamjomeh e Sivakumar (2009b) expressam que o processo eletroquímico é uma técnica que pode envolver a coagulação por adição de íons metálicos com base no eletrodo de sacrifício, como envolver sedimentação e flotação. Assim, eletrocoagulação e eletroflotação podem ocorrer simultaneamente no sistema. Essa interação de processos é mostrada na Figura 6.
Figura 6 – Interações que ocorrem dentro de um processo eletrocoagulação/flotação.
Fonte: adaptado de Emamjomeh e Sivakumar (2009b).
3.3.1 Eletroflotação
dependente de geração de cloro. A geração de gás e a de cloro são dependentes de corrente elétrica aplicada ao sistema (HERNLEM; TSAI; 2000).
A eletroflotação foi proposta pela primeira vez em 1904, na área da mineração, para flotação de minerais valiosos. São produzidas pequenas bolhas de hidrogênio geradas no cátodo e bolhas de oxigênio produzidas no ânodo (MANSOUR; KOLSI; KSENTINI, 2007), como mostrado nas Equações (02) e (03), respectivamente:
2 ( )+ 2 → ( )+ 2 ( ) (02)
2 ( )→ ( )+ 4 ( )+ 4 (03)
A eletroflotação atua como a separação sólido/líquido baseada na suspensão de partículas e remoção de materiais hidrofóbicos por bolhas de gás (hidrogênio e oxigênio) geradas na superfície dos eletrodos. É semelhante à flotação por ar dissolvido, que se baseia na produção de dispersões de bolhas finas para flutuar materiais (ARAYA-FARIAS et al., 2008; HERNLEM; TSAI; 2000). No processo convencional de flotação, o diâmetro das bolhas produzidas varia de 600 a 1000 µm. Essas bolhas, por serem muito largas, não são efetivas para flotar partículas com diâmetros abaixo de 20 µm. A eletroflotação, no entanto, consegue produzir bolhas com diâmetro de 15 a 80 µm, eficientes na flotação de partículas (SARKAR, DONNE, EVANS; 2011). Além disso, Kolesnikov, Varaksin e Kryuchkova (2001) citam que a ocorrência de uma carga eletrostática na superfície da massa de água faz aumentar a eficiência do aprisionamento de partículas pelas bolhas.
De acordo com Nahui et al. (2008) e Ricordel, Darchen e Hadjiev (2010), a eletroflotação promove a flotação e a coagulação simultaneamente e, em consequência, menos lodo é formado. Além disso, são os equipamentos da eletrocoagulação e eletroflotação compactos, sendo uma vantagem para ser instalado numa ETA onde o espaço disponível seja limitado.
3.3.2 Eletro-oxidação
indireta, um forte oxidante, como hipoclorito, ou um íon metálico oxidado, pode ser gerado no processo, e os poluentes são destruídos na solução pelo agente oxidante.
Figura 7 – Vias da remoção de poluentes no processo eletroquímico.
Fonte: adaptado de Chiang, Chang e Wen (1995).
Na perspectiva de Scialdone et al. (2009) e Anglada et al. (2011), a eficiência da oxidação eletroquímica de compostos orgânicos depende de muitos fatores, incluindo o tipo de material dos eletrodos, a densidade de corrente, o regime de fluxo dinâmico, o pH e a existência na solução de compostos capazes de atuar como mediadores (substâncias doadoras de elétrons). Ghernaout, Naceur e Aouabed (2011) citam os principais fatores que influenciam no rendimento do processo eletrolítico.
• Potencial do eletrodo e densidade de corrente: sua taxa determina a eficiência do processo, o que determina a ocorrência das reações.
• Distribuição de corrente: determina a distribuição espacial do consumo de reagentes e é recomendável ser mais homogênea o possível.
• Transporte de massa: uma maior eficiência é obtida quando há um elevado coeficiente de transporte de massa que leva a uma maior uniformidade da concentração de poluentes na camada de reação perto da concentração da superfície do eletrodo.
• Arranjo dos eletrodos: a dimensão da célula, o espaçamento entre os eletrodos e o formato do eletrodo afetam o rendimento do processo eletroquímico.
• Meio eletrolítico: a escolha do eletrólito e a sua concentração, pH e temperatura. • Material de eletrodos: para a degradação de contaminantes orgânicos, o material ideal do eletrodo deve ser completamente estável no meio de eletrolítico; barato; e exibir alta atividade frente à oxidação orgânica e baixa atividade nas reações secundárias (por exemplo, geração de gás oxigênio).
pode haver a formação também de compostos reativos do oxigênio, como ∙ , , ,∙ . Esses oxidantes podem destruir uma concentração alta de poluentes orgânicos e inorgânicos (KHELIFA; MOULAY; NACEUR, 2005).
2 ( )→ ( )+ 2 (04)
Na superfície catódica, a água é, inicialmente, reduzida com produção de gás hidrogênio e íons hidroxilas, conforme está na Equação (05).
2 ( )+ 2 → ( )+ 2 ( ) (05)
Simultaneamente, o ácido hipocloroso é gerado na solução por meio da reação química do cloro com a fase aquosa, produzido no ânodo, expresso na Equação (06).
( )+ ( )→ ( )+ ( )+ ( ) (06)
O ácido hipocloroso se dissocia com formação dos íons hipoclorito e hidrogênio – reação essa diretamente dependente do pH do meio, conforme contido na Equação (07).
( )→ ( )+ ( ) (07)
Esses íons hidrogênio reagem com os íons hidroxilas, produto da reação catódica, para formar água, conforme contém a Equação (08).
( )+ ( )→ ( ) (08)
Santos et al. (2006) e Santos, Afonso e Dutra (2011) propõem o mecanismo de adsorção da água do processo eletroquímico e explicam que a água é adsorvida na camada do óxido do metal (MOx) (Equação (09)) e produz o composto MOx(∙OH)ads (Equação (10)) em
virtude de uma interação do radical hidroxila com a superfície do eletrodo.
+ → (∙ ) + + (09)
A formação de radicais hidroxilas adsorvidos, (∙OH)ads, é uma etapa determinante
para a oxidação de compostos orgânicos (Equações (11) e (12)) e a geração de oxigênio (Equações (13) e (14)).
(∙ ) + → + + ! + + (11)
+ → + (12)
(∙ ) → + + + (13)
→ + (14)
3.3.3 Eletrocoagulação
Materiais de alumínio e aço carbono são geralmente utilizados como ânodos, a dissolução dos quais produz hidróxidos, oxi-hidróxidos e hidróxidos poliméricos. Esses coagulantes são geralmente mais eficazes do que os utilizados na dosagem de coagulantes químicos: são capazes de desestabilizar suspensões coloidais e as emulsões, para adsorver, neutralizar ou precipitar poluentes dissolvidos, e, finalmente, para formar flocos que podem ser removidos por sedimentação/filtração ou flotação (ESSADKI et. al., 2008). A injeção de composto coagulante na água pode ser controlada com a corrente eletrolítica (RICORDEL; DARCHEN; HADJIEV, 2010).
Na inteligência de Barbosa e Teran (2009) e Ruíz e Giraldo (2009), o processo eletrolítico ocorre quando há dois eletrodos submersos em uma solução contendo eletrólitos e com aplicação de tensão elétrica. A corrente elétrica fornece a força eletromotriz causando uma série de reações químicas no meio: ocorrem a oxidação de compostos e a substituição iônica entre os eletrólitos inorgânicos e os sais orgânicos, com a consequente redução da concentração da matéria orgânica dissolvida na solução e a desestabilização das partículas coloidais por eletrocoagulação.
produção eletroquímica de agentes de desestabilização que provocam neutralização da carga do substrato para remoção do contaminante. O agente coagulante é introduzido como resultado de uma reação do eletrodo, e tais processos permitem um controle da quantidade do reagente introduzido no efluente. A Figura 8 descreve esse sistema. Assim, como exemplo, A13+ ou Fe3+
podem ser introduzidos usando-se alumínio ou aço carbono como ânodo, respectivamente.
Figura 8 – Detalhes do processo de eletrocoagulação, utilizando eletrodos de alumínio.
Fonte: PESSOA, 2008.
Malakootian, Mansoorian e Moosazadeh (2010) descrevem a eletrocoagulação em três etapas. Na primeira, há a formação de coagulante por meio da dissolução dos íons no ânodo. Na segunda etapa, há a desestabilização de poluentes e partículas seguido de uma agregação, ao passo que, na terceira, há a formação de flocos suspensos por gases.
3.3.4 Pesquisas e aplicações com processo eletrolítico
Abdala Neto e Aquino (2012) compararam um fotorreator (eletro-oxidação com eletrodos de aço inoxidável + fotocatálise heterogênea) com outros pré-oxidantes (cloro, dióxido de cloro e o tratamento sem pré-oxidante) em um sistema de tratamento de água em escala-piloto. O fotorreator atingiu maior eficiência na remoção de turbidez (99,5%), DQO (65,50%) e clorofila “a” (98,97%), além de atingir menor índice de THM (77,20 µg·L-1) do que
os demais pré-oxidantes.
Gao et al. (2010) aplicaram um sistema de eletrocoagulação-flotação para remover alga em uma cultura de Microcystis aeruginosa. Os resultados indicaram que os eletrodos de alumínio obtiveram maior remoção que os eletrodos de aço carbono. Os parâmetros ótimos determinados foram: densidade de corrente = 1 mA∙cm-2, pH entre 4 e 7, temperatura da água
de 18°C a 36°C, densidade de algas de 0,55 × 109 a 1,55 × 109 células∙L-1. Nas condições ótimas,
foi obtida uma remoção de algas de 100% com o consumo de energia de 0,4kWh∙m-3.
Qi-yan et al. (2007) investigaram diversas variáveis de processo no uso de eletrodos de alumínio para remover ácidos húmicos em solução sintética. Com um tempo de reação de 60 minutos, densidade de corrente de 4,76 mA·cm-2, espaçamento de 1,0 cm entre os eletrodos
e em pH ácido, houve uma redução de 20 mg∙L-1 para 0,43 mg∙L-1 alcançando 97,8% de
eficiência.
Boudjema et al. (2014) estudaram a viabilidade do tratamento da água de rio por eletrocoagulação com eletrodos de alumínio. Em 30 minutos de reação, houve uma redução de 80% na demanda química de oxigênio e uma redução de 95% na turbidez. Também ocorreu redução significativa da carga microbiana, em que foram reduzidos 99% de coliformes fecais e Escherichia coli, além de uma destruição quase total de fungos.
Maia (2014) investigou a aplicação da eletrocoagulação em um reator em escala de bancada com dois conjuntos de eletrodos, alumínio e aço carbono, no polimento de um efluente de lagoa de estabilização. O experimento investigou as variáveis pH, velocidade de agitação, tempo de reação e concentração de eletrólito, determinando as configurações ótimas para o conjunto de eletrodos onde houve maior remoção de matéria orgânica. Observou-se que as configurações ótimas para os eletrodos de aço carbono foram: 7,91 de pH inicial, 210 rpm de velocidade de agitação e 0,5049 mg∙L-1 de NaCl de concentração de eletrólito e 10 minutos de
para DBO, além de adequar o efluente ao lançamento em corpo receptor quanto aos parâmetros de fósforo total e coliformes totais.
Silva (2013a) comparou um sistema de eletroflotação com aço inoxidável com diversas técnicas (autoclave, micro-ondas e ultrassom) para separar a biomassa algal de efluente de lagoas de estabilização à ruptura celular, como alternativa de pré-tratamento a fim de maximizar a extração de lipídios para produção de biodiesel, além do propósito de tratar o efluente. Obteve-se eficiência de remoção de turbidez superior a 80% em 20 minutos de operação do reator em batelada. Sobre a extração de lipídios, o sistema de eletroflotação demonstrou menor eficiência do que a técnica por micro-ondas, mas exprimiu um menor custo do que essa técnica.
Lima et al. (2014) avaliaram a eficiência de processos eletro-oxidativos na degradação a temperatura ambiente do azo corante Acid Red 27 em meio aquoso em distintas concentrações e sob variados potenciais de eletrólise, usando o ânodo dimensionalmente estável de Ti/Ru0,3Ti0,4Sn0,3O2. Os resultados mostraram degradações superiores a 88% em todas as
concentrações investigadas para o potencial de 2,5V.
Lin et al. (2005) desenvolveram um sistema de eletrocoagulação compacto e de baixo custo, com uma capacidade de 28 m3∙dia-1 com vistas a recuperar águas cinzas para uso
doméstico sem contato humano. O sistema atingiu uma remoção de até 60% da demanda química de oxigênio. O custo unitário total de reúso de águas cinzas no uso doméstico foi de $ 0,27 por m3, o que ficou abaixo da taxa de água potável local. Além disso, a instalação do
tratamento requereu uma área de 8 m2.
Silva (2013b) utilizou um reator de eletrocoagulação em escala de laboratório com um conjunto de quatro placas de eletrodos de alumínio e agitação magnética para o tratamento de efluente de piscicultura. Os eletrodos foram arranjados dentro da célula eletrolítica de forma monopolar, em paralelo e a uma distância de 11 mm. Foram utilizados as variáveis operacionais e os intervalos de variação: pH inicial de 4 a 8, condutividade de 1000 a 4000 μS∙cm-1, tempo
de reação de 15 a 35 minutos, agitação de 200 a 600 rpm e corrente elétrica de 1,0 a 2,5 A. A condição ótima de operação do reator ocorreu com pH inicial 8, condutividade de 1000 μS∙cm -1, tempo de reação de 35 minutos, agitação de 200 rpm e corrente elétrica de 2,5 A. Nesta
3.4 Tratamento de água
O tratamento da água envolve o emprego de várias operações e processos unitários para adequar a água de distintos mananciais aos padrões de qualidade definidos pelos órgãos de saúde e agências reguladoras. Da segunda metade do século XIX à primeira metade do século XX, o tratamento da água teve como objetivo central a clarificação e a remoção de organismos patogênicos, época que foram se desenvolvendo as técnicas de coagulação, floculação, decantação e desinfecção. Principalmente com origem nos anos de 1960 e 1970, porém, o desenvolvimento agrícola e industrial impôs uma intensa produção e uso de novas substâncias químicas, como os agrotóxicos, fármacos e hormônios sintéticos, o que implicou a necessidade do desenvolvimento e emprego de técnicas mais avançadas (PÁDUA, 2009).
3.4.1 Pré-oxidantes e reagentes da desinfecção
3.4.1.1 Cloro
Kozani et al. (2007) citam que o cloro é largamente usado, não só por ser efetivo no controle de seres patogênicos, mas também por ter baixo custo. Libânio (2008) destaca que a ação dos desinfetantes físicos e químicos sobre os microorganismos ocorre pela ruptura da parede celular, difusão do desinfetante no interior do microorganismo e interferência na reprodução celular.
A reação do cloro na água é mostrada na Equação (06). A reatividade do cloro depende da sua especiação em virtude do pH e sua ação oxidante ser controlada pelo ácido hipocloroso, que é um produto da hidrólise da substância clorada (DEBORDE; VON GUNTEN, 2008). Quando a água é clorada, ocorre a oxidação da matéria orgânica, determinada pela “demanda de cloro”. Em seguida, o cloro ou o hipoclorito reage com a amônia, resultando em cloraminas inorgânicas chamadas “cloro residual combinado”. Após essas reações, ocorre o excesso de cloro, chamado “cloro residual livre”. (POHLING, 2009).
acetonas, fenóis clorados e ácidos fenólicos; quinonas cloradas, ácidos benzóicos e compostos heterocíclicos (ATES et al., 2007).
Vários estudos sugerem que existe aumento dos riscos de câncer de bexiga, estômago, intestino grosso e retal em locais onde é utilizada a cloração no tratamento de águas superficiais. Entre todos subprodutos, os THM recebem muita atenção, porque o clorofórmio se mostra um agente cancerígeno em animais (TOMAK et al., 2004).
3.4.1.2 Dióxido de cloro
Richter e Azevedo Netto (1991) relatam que o dióxido de cloro (ClO2) é um forte
oxidante (250% mais do que o cloro) e é produzido na própria estação de tratamento, em solução, utilizando uma mistura de clorito de sódio (NaClO2) com cloro, como exemplificado
na Equação (15). Esse processo é apenas uma opção para produzir o dióxido de cloro, pois existem outras maneiras de sintetizar esse oxidante.
+ 2#$ → 2 + 2#$ (15)
Jin et al. (2009) dizem que o dióxido de cloro pode ser sintetizado por uma mistura de clorito de sódio com 20% (m/m) de ácido clorídrico a 50°C, mostrado na Equação (16).
5#$ + 4 → 5#$ + 4∆ + 2 (16)
De acordo com Ayyildiz, Ileri e Sanik (2009) e Limoni e Teltsch (1985), a reação do dióxido de cloro com compostos orgânicos pode não formar subprodutos, como os THM, porém, como adita Richter (2009), em condições alcalinas (pH > 10), o dióxido de cloro se decompõe em cloritos e cloratos (Equação (17)) e podem ter efeitos na saúde das pessoas.
2 + 2 → + + (17)
3.4.2 Coagulação e floculação
coagulação e a floculação têm como vantagens o fato de terem um baixo custo em relação a outros métodos e serem eficazes na redução dos precursores de subprodutos, especialmente na remoção de COT (DIEMERT et al., 2013).
Na compreensão de Chaiwong e Nuntiya (2008), Phalakornkule et al. (2010), Baudequin et al. (2011) e Gonzalez-Torres et al. (2014), os coagulantes se baseiam na desestabilização química dos compostos dissolvidos, coloidais e do material particulado, e os floculantes são produtos químicos usados para agregar coloides e outras partículas em suspensão na água para formar um floco. Normalmente, os coagulantes são constituídos por compostos de cátions multivalentes como o alumínio ou o ferro (sulfato de alumínio, cloreto férrico e sulfato férrico), cloreto de polialumínio ou polieletrólitos. Essas moléculas positivamente carregadas interagem com as partículas e moléculas carregadas negativamente, visto que possuem alta afinidade. A aplicação desses produtos químicos deve ser em pH apropriado para que reajam na água, formando hidróxidos insolúveis, que, após a precipitação, se ligam em conjunto para constituir longas cadeias, prendendo fisicamente a partícula pequena para um floco maior.
Conforme Li et al. (2015), os produtos químicos cloreto de polialumínio (PAC: ( ( )) * )+,) e cloreto de poli-dialildimetilamônio (poliDADMAC: ( - *# )))
possuem elevada eficiência de no tratamento de água bruta. Nam et al. (2013) citam que o teste de jarros (Jar Test) pode ser usado em escala laboratorial para determinar a dosagem ótima do coagulante e floculante, podendo ser testadas várias concentrações ou outras variáveis outras do processo, como pH, velocidade e tempo de mistura, temperatura e tempo de reação (WANG et al., 2007).
Apesar de serem eficazes no tratamento de água, os coagulantes e os floculantes exibem algumas desvantagens: rendimento reduzido em água com baixa temperatura, custos de aquisição relativamente altos, podem ser nocivos à saúde humana, produzir grandes volumes de lodos e influenciar significativamente no pH da água tratada (ANTOV; ŠĆIBAN;
PRODANOVIĆ, 2012).
3.4.3 Filtração
3.4.3.1 Filtração direta descendente
A filtração direta descendente é um processo em que a água previamente coagulada e floculada é encaminhada diretamente para os filtros rápidos. Os filtros devem remover as impurezas que causam cor e turbidez, assim como os produtos gerados pelos reagentes químicos utilizados no processo (RICHTER, 2009).
Richter e Azevedo Netto (1991) expressam que é muito importante prever e considerar o que poderá ocorrer com o manancial no futuro (possível degradação progressiva) e enumeram as vantagens e desvantagens da filtração direta na Tabela 1.
Tabela 1 – Vantagens e desvantagens da filtração direta. Vantagens
• Estações mais compactas.
• Custo de construção 15 a 35% menor do que o custo das estações convencionais. • Despesas menores com reagentes.
• Menor produção de lodo. Desvantagens
• Aplicabilidade limitada e muito dependente das características da água bruta e da manutenção da sua qualidade ao longo do tempo.
• Mais sensível às variações de qualidade da água exigindo operação mais cuidadosa e operadores mais hábeis.
• Lavagem mais frequente dos filtros e maior gasto de água para lavagem. • Menor flexibilidade do processo.
Fonte: adaptado de Richter e Azevedo Netto (1991).
O florescimento de algas em certas épocas do ano representa um dos mais sérios problemas à operação de uma estação de filtração direta, pois provoca rapidamente a oclusão dos filtros e, em consequência, carreiras de filtração muito curtas e um gasto excessivo de água de lavagem. Podem ocorrer carreiras de filtração tão curtas como 4 – 6 horas e consumo de lavagem superior a 30% (RICHTER, 2009).
Pádua (2006) entende que, na filtração direta descendente, a densidade algal é limitada a 1.000 UPA/mL (Unidade Padrão de Área ∙ mL-1) e a concentração de clorofila “a”
em 10 μg∙L-1. Deve-se destacar o fato de que a ocorrência de florações de alguns gêneros de
desses organismos supera cerca de 20.000 células ∙ mL-1. Algumas espécies filamentosas (ex:
Cylindrospermopsis raciborskii) podem colmatar rapidamente o meio filtrante.
3.4.4 Sistema de abastecimento e tratamento de água da Região Metropolitana de Fortaleza
Figura 9 – Eixo de integração Castanhão – Região Metropolitana.
Atualmente, o tratamento de água realizado pela CAGECE na ETA Gavião é composto por: captação da água bruta; pré-oxidação com dióxido de cloro; coagulação; fluoretação; filtração direta descendente; desinfecção e distribuição. Essas etapas são representadas na Figura 10.
Figura 10 – Esquema do processo de tratamento de água da ETA Gavião.
Fonte: elaborado pela CAGECE.
Como relata Santos (2011), a síntese de dióxido de cloro pode gerar cloro também. Esse composto pode comprometer a qualidade da água após a pré-oxidação com a formação de subprodutos, como os trihalometanos (THM) e ácidos haloacéticos.
3.5 Meios estatísticos
3.5.1 Análise de Variância (ANOVA) e teste de Tukey
A análise de variância (ANOVA) é um meio estatístico usado para separar e estimar as causas da variação. Assim, há um teste nos resultados para saber se há diferença significativa pela alteração de algum fator da análise, desde a variação em virtude do erro aleatório. O teste ANOVA pode trabalhar tanto com um fator, como pode trabalhar com dois fatores de interesse (MILLER; MILLER, 1988).
Albano e Rodriguez (2009) referem que o ANOVA pode ser avaliado da seguinte maneira: se o “F” calculado for menor do que o “F” crítico, os fatores analisados não possuem diferenças significativas. Caso, no entanto, o “F” calculado for maior do que o “F” crítico, há uma evidência de que os fatores analisados possuem diferença significativa. É possível analisar se há diferença pelo valor “p”. Se ele for menor do que 0,05, significa que existem diferenças significativas entre os níveis do fator analisado pela ANOVA. Se ele for maior do que 0,05, significa que não existem diferenças significativas entre os níveis do fator analisado. O valor 0,05 indica 95% de confiança no teste (ou 5% no nível de significância).
Nos casos em que a ANOVA for significante (p ≤ 0,05), pode ser utilizado o Teste
de Tukey para análise das médias (PETERNELLI; MELLO, 2011). Como expressam Sousa, Lira Júnior e Ferreira (2012), o Teste de Tukey pode ser utilizado para detalhar uma informação, permitindo mostrar quais grupos diferem, ou não, estatisticamente.
3.5.2 Análise das componentes principais (PCA) e análise hierárquica dos grupos (HCA)
A Análise de Componentes Principais (PCA) é uma técnica de exame estatístico multivariado, utilizada para identificar os modos de variação dentro de um conjunto de dados de várias variáveis e explicar detalhadamente a variabilidade global (JAMIESON et al., 2015). Os autovetores são calculados para a matriz de covariância, mutuamente perpendicular aos vetores no gráfico da dispersão dos escores. Esses autovetores são organizados em ordem decrescente de magnitude (chamados autovalores). O autovetor com maior magnitude representa o sentido da primeira componente principal no gráfico de dispersão dos escores (TRIPATHI; CHATTOPADHYAY; GANGULY, 2015).