Aplicação de Metodologias Lean na Logística Interna de
Acabamentos Têxteis
José Ricardo Teixeira Custódio
Dissertação de Mestrado
Orientador na FEUP: Professor Paulo Osswald
Mestrado Integrado em Engenharia e Gestão Industrial
Resumo
O presente projeto foi realizado numa empresa de acabamentos têxteis, responsável por preparar, tingir e acabar tecido com as mais diversas características, e surgiu da necessidade em manter a posição de líder nacional neste segmento de mercado e da filosofia de melhoria contínua presente.
A movimentação de material, em especial de work-in-progress, é uma atividade fundamental relacionada com a logística interna e que permite manter as máquinas em processamento. A existência de máquinas e circuitos produtivos diferentes faz com que a quantidade de transportes seja elevada e a acumulação de stocks colocados de forma dispersa pela fábrica torna a identificação dos lotes de produção de difícil realização. Esta dificuldade em encontrar o lote certo para transporte faz com que as máquinas parem por falta de material, gerando-se desperdício de tempo e recursos. As máquinas (râmulas) devido as suas características técnicas consumem elevadas quantidades de recursos energéticos para se manterem operacionais.
A presente dissertação permitiu identificar e estudar as ineficiências do processo de transporte de lotes de produção e do abastecimento das máquinas. Metodologias lean, gestão visual e outros conceitos de engenharia de produção foram implementadas com o intuito de agilizar todo o processo de transporte, organizar o work-in-progress e eliminar as paragens das máquinas por falta de lotes de produção.
Foram analisados os métodos de trabalho do transportador e os dados da produção para caracterizar a situação inicial e obter uma ideia clara e detalhada sobre os problemas que contribuíam para a perda de eficácia.
Foi aplicada a gestão visual, através de um aperfeiçoamento do sistema de etiquetas coloridas que auxilia o transporte, foi desenhado um novo layout para armazenar temporariamente os lotes de produção que saem de uma máquina até serem necessários na máquina seguinte, foram criados buffers para garantir que as máquinas têm sempre carga mesmo que o transportador se atrase, foi melhorado o sistema de identificação dos lotes de produção e por fim a elaboração das especificações para a criação de uma aplicação informática para gestão dos transportes que permita melhorar toda a logística interna e garantir que as paragens nas máquinas por falta de material terminem.
A implementação de todas as propostas apresentadas permitiu ter todos os lotes de produção organizados e prontos para transporte, desocupar 209 m2 de área ocupada com cavaletes a suportar tecido não conforme e que era destinada ao armazenamento de cavaletes dentro do processo produtivo, reduzir o tempo de procura de um cavalete em 70%, obter aumentos na produção de 4 râmulas até ao limite de 7% através da eliminação das paragens por falta de tecido e melhorar o sistema logístico de apoio ao transporte (etiquetas e sistema de identificação). Consequentemente o aproveitamento dos recursos energéticos foi melhorado.
Application of Lean Methodologies on Internal Logistics of Textile
Finishing Manufacturing
Abstract
The present project was developed on a textile finishing manufacturing, responsible to prepare, dye and finish cloth with the most diverse characteristics, and arose from the need of keeping the national leader position in this market segment and the philosophy of continuous improvement that is present. exists must keep up to date.
The movement of materials, in special work-in-progress, it’s a fundamental activity related to internal logistics, which allows keeping the machines working. The existence of different machines and productive sequences increases the amount of movements needed and the stock accumulation placed in a disorganized way throughout the factory increasing the difficulty on the identification of the production batches. The difficulty on finding the exact production batches is responsible for the stops of the machines due to the lack of material, resulting on waste of time and resources. The machines due to their technical characteristics consume considerable amounts of energy resources to stay operational.
The present dissertation allowed the identification and study of the inefficient of movement of production batches and the supply of machinery. Lean methodologies, visual management and other concepts of production engineering were applied to speed up the process of transport, organize the work-in-progress and eliminate stops times caused by the lack of production batches.
The analyse of transporter working methods and the production data was essential to characterize the initial situation and obtain a clear and detailed idea about the problems that contribute to the loss of effectiveness.
Visual management was applied trough an improvement of colour label system that help the transport, a new layout to temporarily store the production batches that come out of one machine until the moment to enter on the next machine was designed, were created buffers to ensure that the machines always have material even if the transporter its late, the identification system that identifies the production batches was improved and lastly were elaborated the specifications to the creation of a informatic application to transport management, which allows to improve all the internal logistics and assuring the elimination of all production breaks due to the lack of production batches.
The implementation of all proposes presented allowed to have all the productive batches organized and ready to be transported, release 209 m2 of area occupied with nonconforming material and that should be used by material inside the productive sequence, reduce the time to search and found an easel in 70%, increase the production of 4 machines until 7% through the elimination of stops by lack of material to work and improve the logistics system of support to transports (labels and identification system). Therefore, the usage of energetic resources was improved.
Agradecimentos
À TMG – Acabamentos Têxteis, S.A. por ter criado esta oportunidade e a todas as pessoas da empresa que estiveram diretamente envolvidas no trabalho realizado e que contribuíram para o seu sucesso, em especial ao Engenheiro Baltazar Peixoto por ter proposto o tema e pela orientação e suporte ao longo do mesmo.
Ao Professor Paulo Osswald pela disponibilidade, ajuda e conselhos transmitidos que em muito ajudaram a superar os desafios encontrados.
Aos amigos que me acompanharam durante estes 5 anos de ensino superior. Aos meus pais e irmão pelo suporte e ânimo que transmitiram.
Índice de Conteúdos
1 Introdução ... 1
1.1 Grupo Têxteis Manuel Gonçalves ... 1
1.2 TMG Acabamentos Têxteis, S.A. ... 2
1.3 Enquadramento do projeto e motivação... 2
1.4 Objetivos do projeto ... 3
1.5 Metodologia seguida no projeto ... 3
1.6 Estrutura da dissertação ... 3 2 Revisão Bibliográfica ... 4 2.1 Fundamentos do Lean ... 4 2.2 Push e Pull ... 5 2.3 Just-in-Time ... 6 2.4 Kanban ... 7 2.5 Metodologia 5S ... 8 2.6 Gestão visual ... 9 2.7 Armazéns de produção ... 9 2.8 Buffer ... 10
3 Caracterização da situação inicial ... 11
3.1 Análise do processo produtivo ... 11
3.2 A secção de acabamento ... 13
3.2.1 Produção das râmulas ... 14
3.2.2 Paragens na produção ... 15
3.2.3 Tratamento do registo de atividades ... 16
3.2.4 Setups ... 17
3.3 Movimentação de cavaletes ... 17
3.4 Parques de alimentação das máquinas ... 21
3.5 Identificação com etiquetas ... 22
3.6 Identificação dos cavaletes... 23
3.7 Resumo dos problemas encontrados ... 23
4 Desenho e descrição das propostas de solução ... 25
4.1 Alteração do layout dos parques de abastecimento ... 25
4.2 Sistema de etiquetas ... 29
4.3 Criação de buffers ... 31
4.4 Identificação dos cavaletes... 33
4.5 Plano de transporte ... 33
4.7 Plano de implementação e medição de resultados ... 38
5 Conclusões e perspetivas de trabalho futuro ... 41
Referências ... 43
ANEXO A: Sector têxtil em Portugal ... 44
ANEXO B: Plano para 2018 dos parques de cavaletes ... 45
ANEXO C: Sistemas de etiquetas ... 46
ANEXO D: Buffers ... 47
ANEXO E: Arrumação da área de trabalho (5S) ... 48
Siglas
AGV – Automated Guided Vehicles
ATP – Associação Têxtil e de Vestuário de Portugal B2B – Business to Business
FIFO – First In First Out MTO – Make-To-Order MTS – Make-To-Stock
RFID – Radio Frequency IDentification SMED – Single Minute Exchange of Dies TF – Tinto em Fio
TP – Tinto em Peça WIP – Work-In-Progress
Índice de Figuras
Figura 1 - Modelo baseado na filosofia push ... 6
Figura 2 - Modelo baseado na filosofia pull ... 6
Figura 3 - Exemplo de um cartão kanban ... 7
Figura 4 - Exemplo de um armazém ... 10
Figura 5 - Exemplo de um buffer entre 2 processos ... 10
Figura 6 - Cavalete vazio à esquerda e cavalete com tecido à direita ... 12
Figura 7 - Percurso de 2 artigos desde que iniciam o processamento até que chegam a última etapa ... 13
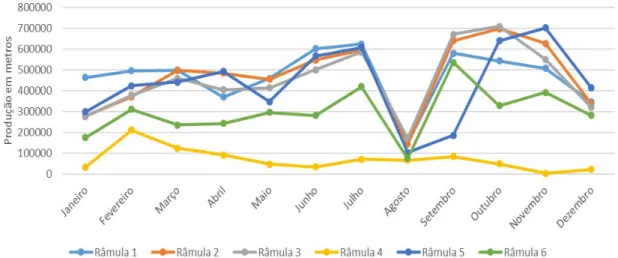
Figura 8 - Produção mensal de cada râmula no ano de 2016 ... 14
Figura 9 - Distribuição do tempo de trabalho em cada râmula no ano de 2016 ... 15
Figura 10 - Ciclo de trabalho do transportador... 18
Figura 11 - Rotas possíveis para a entrada e saída de tecido nas râmulas ... 20
Figura 12 - Layout atual para os armazéns de WIP ... 21
Figura 13 - Cavalete com a placa virada para dentro (à direita) e cavalete com a placa virada para fora (à esquerda) ... 23
Figura 14 - Esquema representativo das três formas de colocação dos cavaletes em armazém ... 26
Figura 15 - Proposta de layout para os armazéns de WIP ... 27
Figura 17 – Novo ciclo de trabalho do transportador ... 32
Figura 18 - Representação dos buffers à entrada da râmula e da zona para colocar os rolos já processados e prontos para transporte ... 32
Figura 16 - Proposta para as novas bolsas plásticas e comparação com o sistema anterior ... 33
Figura 19 - Comparação do tempo necessário para realizar todos os transportes entre o método atual e o proposto ... 36
Figura 20 - Zonas de arrumação dos cavaletes com tecido não conforme ... 37
Figura 21 - Armazém preenchido com cavaletes a suportar tecido não conforme ... 38
Figura 22 - Comparação da quantidade de rolos processados nas râmulas com o método atual e o proposto ... 40
Índice de Tabelas
Tabela 1 - Agrupamento das râmulas por semelhança de processos que podem realizar ... 14
Tabela 2 - Metros processados por cada râmula em 2016 ... 15
Tabela 3 - Número médio de cavaletes processados por dia em cada râmula ... 19
Tabela 4 - Número médio de metros processados por dia em cada râmula ... 19
Tabela 5 - Sistema atual de etiquetas de identificação ... 22
Tabela 6 - Capacidade de cada armazéns e orientação dos cavaletes no seu interior ... 28
Tabela 7 - Sistema de etiquetas proposto e comparação com o sistema anterior ... 30
Tabela 8 - Intervalo de tempo que cada râmula fica ocupada quando processa um rolo de 1400 metros ... 31
Tabela 9 - Descrição dos transporte parque-máquina ... 35
Tabela 10 - Descrição do transporte máquina-parque ... 35
Tabela 11 - Tempo necessário para realizar todos os transportes ... 36
Tabela 12 - Plano de implementação das propostas apresentadas... 39
1 Introdução
A presente dissertação realizada em ambiente empresarial permitiu estudar um problema recorrente da empresa têxtil Têxtil Manuel Gonçalves – Acabamentos Têxteis S.A. (para simplificação usa-se a denominação TMG AT daqui em diante).
O problema em questão é o da movimentação e organização dos materiais em processo de produção. Este problema cria dificuldades à produção e a sua resolução é fundamental para obter um melhor funcionamento da empresa.
A TMG AT opera no sector têxtil, mais especificamente, no segmento de acabamento de tecidos e malhas.
Em Portugal o sector têxtil é uma das indústrias com mais peso e tradição, principalmente na zona norte do território nacional, e tem um elevado impacto na economia nacional (Anexo A). O sector têxtil é definido como o sector responsável pela produção das fibras, tecelagem, tinturaria, acabamento e outros tratamentos têxteis. Neste sector é onde se encontram as maiores empresas do ramo e tem ao seu serviço tecnologias e maquinaria que combinadas com técnicas de produção sofisticadas permitem produzir em larga escala. As atividades de corte, costura e confeção do vestuário em si enquadram-se no sector do vestuário. Ao contrário do sector têxtil, o sector do vestuário requere o uso intensivo de mão-de-obra e é pouco automatizado.
Atualmente a TMG AT é líder em Portugal no que toca ao acabamento de tecidos e malhas e a nível Europeu situa-se entre as 3 maiores empresas que operam neste segmento.
Para manter a sua posição a empresa pretende continuar a melhorar e com base nesse desejo surge a presente dissertação com a qual se pretende agilizar o fluxo de materiais em produção e melhorar a organização interna criando condições para a produção aumentar e diminuir o lead time (fator diferenciador relativamente às empresas asiáticas) e manter a confiança dos seus clientes.
1.1 Grupo Têxteis Manuel Gonçalves
O grupo TMG, fundado em 1937 por Manuel Gonçalves, é um dos maiores grupos económicos do país, sendo conhecido pelas suas atividades no sector têxtil, nomeadamente na fiação e acabamento de tecidos para os mais diversos fins.
O grupo iniciou a sua atividade no mundo do têxtil com a empresa de fiação de tecidos e daí cresceu e expandiu. Atualmente o grupo é constituído por 3 grandes empresas: a TMG Tecidos, TMG Automotive e a TMG Acabamentos Têxteis. Para além da área têxtil o grupo tem participações noutros sectores como a banca e energia.
Os têxteis produzidos na TMG AT destinam-se aos seguintes sectores: vestuário, desporto e decoração.
1.2 TMG Acabamentos Têxteis, S.A.
Fundada em 1963, a TMG AT dedica-se à prestação de serviços para a indústria têxtil (B2B) e desde a sua criação, tem sido reconhecida como uma referência na sua área de trabalho devido à qualidade de serviço prestada, constante inovação e melhoria de processos.
Nesta unidade são realizados tratamentos químicos e físicos aos tecidos e malhas de forma a conferir-lhes cor, suavidade, estabilidade e durabilidade, entre outros. Os tecidos e malhas são provenientes de outras empresas, a TMG AT apenas lhes acrescenta valor, isto é, a TMG AT trabalha sobre o tecido ou malha dos clientes que é a matéria-prima principal de todo o processo.
Atualmente a empresa tem mais de 190 funcionários e labora 24 horas por dia, 5 dias por semana.
A atividade da empresa começa com a receção do produto (tecido ou malha) e termina quando estes sofrem todos os processamentos necessários e se encontram em expedição. Os produtos finais dividem-se em 3 categorias: tinto em fio, tinto em peça e brancos. Estes são descritos mais em pormenor no capítulo 3.
Em termos de produção os tecidos correspondem a 84% da produção total e as malhas representam o restante (16%).
A aposta contínua em novas tecnologias e processos permite à TMG AT manter-se competitiva, assegurando a sua posição no mercado. Os seus principais clientes são as grandes marcas europeias e americanas de vestuário fabril e vestuário de moda.
1.3 Enquadramento do projeto e motivação
O presente estudo incidiu sobre a movimentação de lotes de produção (denominados cavaletes) de e para um conjunto definido de máquinas, as râmulas, que são o recurso com maior afluência de material, e teve como finalidade perceber quais os motivos para as ineficiências do processo, nomeadamente o transporte e planeamento, e como poderiam ser implementadas melhorias.
A complexidade do processo produtivo, com as diferentes referências de produtos a passar em diferentes fases do processo pela râmulas, o cruzamento de fluxos e o agrupamento de máquinas por sector (não existem linhas de produção dedicadas a uma referência) torna todo o processo produtivo difícil de gerir e cria a necessidade de constante transportes e paragens para setups.
O transporte de lotes de produção, internamente designado por transporte de cavaletes, apesar de ser uma atividade logística que não acrescenta valor ao produto é sem dúvida um processo de enorme importância.
A elevada quantidade de cavaletes na fábrica, cerca de 500, e o fluxo diário de cavaletes que entra nas râmulas (72 cavaletes) cria a necessidade de organizar todo o material em espera e agilizar o transporte de cavaletes respetivamente.
Este problema enquadra-se na logística interna de abastecimento de máquinas e foi proposto pelo Departamento de Manutenção e Energia, que tem a seu cargo a responsabilidade de aumentar a eficiência das máquinas visando uma melhor utilização dos recursos energéticos. Outros projetos estão a decorrer noutras secções da fábrica com o intuito de identificar desperdícios dos recursos, em especial da água.
1.4 Objetivos do projeto
Os objetivos do projeto são:
• Mapear o fluxo dos lotes de produção (cavaletes) de e para um conjunto de máquinas da secção de acabamento;
• Identificar potenciais oportunidades de melhoria;
• Melhorar a movimentação e armazenamento entre processos dos lotes de produção; • Criar um plano de transporte do material;
• Implementar e acompanhar as melhorias propostas.
No atual paradigma de concorrência global é necessário que a TMG AT permaneça em constante melhoria e evolução, desta forma pretende-se reduzir as ineficiências com o transporte de cavaletes com a finalidade de minimizar a ocorrência de paragens na produção e também obter uma organização mais eficiente do armazém de produtos intermédios.
A melhoria do fluxo de materiais com consequente redução das paragens da produção (cerca de uma hora por dia) é uma das medidas de melhoramento a implementar que têm como objetivo principal reduzir os desperdícios energéticos e melhorar a alimentação das máquinas.
1.5 Metodologia seguida no projeto
O presente projeto foi divido em várias etapas e criado um fio condutor que permitisse manter a coerência desde o início até à conclusão do projeto, criar objetivos intermédios e prevenir desvios face ao planeado.
A primeira etapa foi o período de adaptação à empresa e enquadramento de todo o processo produtivo e dos processos de suporte a este.
A pesquisa bibliográfica ocupou a segunda etapa da metodologia e possibilitou fortalecer o suporte teórico sobre os vários temas relacionados com o projeto.
De seguida realizou-se um diagnóstico da situação inicial, recolheram-se e analisaram-se dados e identificaram-se os principais problemas associados à produção e movimentação dos lotes de produção.
Na quarta etapa foram desenhadas as propostas de melhorias e calculados os seus benefícios, sendo implementadas as de mais simples execução e/ou melhor ratio benefício/custo.
Na última etapa avaliou-se o desempenho das melhorias implementadas até a data e foram indicadas propostas de melhoria para o futuro.
1.6 Estrutura da dissertação
A presente dissertação encontra-se dividida em 5 capítulos:
Capítulo 1 – Introdução ao sector têxtil, grupo TMG e TMG AT; enquadramento do projeto; objetivos do projeto e por último a metodologia usada.
Capítulo 2 – Enquadramento teórico de todos os temas relacionados com o projeto. Capítulo 3 – Descrição da situação inicial e identificação dos problemas existentes. Capítulo 4 –Desenho das soluções, plano de implementação e medição de resultados.
Capítulo 5 – Conclusões obtidas durante o trabalho desenvolvido e perspetivas de trabalhos futuros.
2 Revisão Bibliográfica
2.1 Fundamentos do Lean
Na produção em massa a redução de custos acontece quando se produz em grandes quantidades um baixo número de produtos diferentes. Este modelo de produção, tipicamente americano, foi o método de trabalho de muitas empresas até a crise do petróleo de 1973. Com o fim da segunda guerra mundial surgiu no Japão a necessidade de reduzir custos ao mesmo tempo que se produzia um elevado número de peças diferentes em pequenas quantidades. Essa necessidade foi a responsável pelo surgimento do sistema Toyota Production System (TPS) que é base do Lean (Ohno 1988).
Criado por Taiichi Ohno, durante as décadas de 50 a 70, o TPS tem como objetivo a eliminação total do desperdício. O desperdício pode ser dividido em 7 tipos (Ohno 1988):
• Desperdício de sobreprodução – Consiste em produzir em maior quantidade ou antes do pedido do cliente, este é o maior dos desperdícios, pois para além de criar stock consome tempo útil e matérias-primas e encobre todos os outros;
• Desperdício de tempo disponível (esperas) – Tempo perdido por esperas de material, setups e paragens;
• Desperdício em transporte – O transporte de materiais de uma célula de trabalho para outra não acrescenta valor ao produto;
• Desperdício de sobreprocessamento – Todo o processo produtivo que não gera valor percebido do ponto de vista do cliente;
• Desperdício de inventário – O stock acarreta custo de armazém, transporte, ocupa espaço e certos artigos podem tornar-se obsoletos causando prejuízos;
• Desperdício de movimento – Neste caso o desperdício é relacionado com movimentos de operador que não geram valor. Por exemplo: deslocações para ir buscar ferramentas;
• Desperdício de produzir produtos defeituosos – A produção de produtos com defeitos gera prejuízos. Os produtos podem não ter recuperação indo para o lixo ou é necessário despender mais tempo e recursos para os consertar.
Através desta abordagem, os gastos de tempo, esforço e material que não geram valor para o cliente e não são absolutamente necessários para o processo são identificados para posteriormente serem removidos do processo produtivo (Ohno 1988). O conjunto dos desperdícios referidos representa o Muda (palavra japonesa para desperdício) (Womack and Jones 1996).
Mais tarde, Liker (2004) referiu um desperdício adicional: o Brainpower. Este caracteriza-se por não incentivar os operadores a sugerirem as suas ideias para a melhoria da organização.
Como são os operários que lidam diretamente com a produção, estes podem contribuir com ideias vantajosas, de difícil perceção para entidades externas ao processo.
A força do TPS está na sinergia entre dois pilares: o Just-in-Time e o Jidoka (automação com toque humano) (Toyota n.d.).
A filosofia principal do Just-in-Time é fazer apenas o que é necessário, nas quantidades necessárias e apenas quando necessário. O Jidoka defende que as máquinas devem ser autónomas e alertar o supervisor para qualquer falha. Assim os defeitos são imediatamente detetados e não se propagam ao longo da linha de produção (Toyota n.d.).
Com o TPS a Toyota revolucionou a indústria automóvel e criou as bases para o surgimento do Lean Manufacturing.
Womack, Jones and Roos (1990) utilizaram o termo lean para descrever a metodologia da Toyota e demonstrar que este não se aplica apenas ao setor automóvel, mas que pode ser aplicada praticamente a toda a indústria.
Os princípios do lean são (Womack and Jones 1996):
• Valor – Perceber do ponto de vista do cliente, o que este valoriza;
• Identificar a cadeia de valor – identificar o conjunto de ações especificas necessárias para conferir o valor ao produto ou serviço;
• Otimizar o fluxo contínuo – Reorganizar todas as atividades necessárias para criar um produto ou serviço de forma a que estas ocorram num fluxo contínuo;
• Sistema Pull – O cliente deve “puxar” o produto em vez do produtor “empurrar” o produto para o cliente. O cliente torna-se no responsável por desencadear a produção das quantidades certas;
• Procura pela perfeição – Melhorar cada vez mais revendo continuamente todos os processos anteriores.
Ao aplicar os conceitos do lean manufacturing as organizações pretendem produzir mais com menos recursos (menos esforço humano, menos espaço, menos tempo, menos equipamentos e menos recursos financeiros).
2.2 Push e Pull
A produção fabril pode acontecer de uma das seguintes formas: baseando-se no método push ou no método pull.
No primeiro caso o planeamento é quem desencadeia o processo produtivo, definindo o que produzir, a quantidade e quando produzir, e à medida que cada seção termina a sua parte “empurra” o produto para a seção seguinte até chegar à última etapa onde se “empurra” o produto para o armazém criando normalmente elevado volume de stock (Imai 1997) (Figura 1).
Este método é tipicamente usado para produtos com uma incerteza de procura baixa ou nos casos em que é importante obter economias de escala de forma a reduzir os custos (Harrison, Lee, and Neale 2003).
Figura 1 - Modelo baseado na filosofia push
As empresas com este método definem a sua produção futura de acordo com dados históricos, padrões e previsões, o que pode resultar em excesso ou falta de stock e consequentemente baixo nível de serviço (Chen et al. 2000). Uma ocorrência frequente é o denominado bullwhip effect – tendência para grandes variações no inventário em resposta a mudanças na procura, estas variações são maiores à medida que nos deslocamos no sentido inverso da cadeia de valor.
No caso do planeamento pull a produção inicia-se quando existe uma ordem de encomenda externa ou quando existe um consumo de produtos em stock, ou seja, a produção é baseada nas encomendas. Este pedido é recebido pela última fase de produção que transmite a informação para à fase anterior e assim sucessivamente, desta forma, cada fase “puxa” o produto da anterior evitando a necessidade de planeamento de cada fase. A título de exemplo pode ser consultada a Figura 2 em que as setas a preto reproduzem o fluxo de informação. A estratégia de produção baseada em pull é geralmente aplicada a produtos com uma procura variável onde as economias de escalas não são um fator crítico porque os setups são pouco morosos, assim é favorável gerir a produção de acordo com a procura real (Harrison, Lee, and Neale 2003). O exemplo mais conhecido de um sistema de produção pull é a Toyota Motor Corporation®, que ao reduzir os setups conseguiu reduzir a escala de produção e adotar o sistema pull.
Figura 2 - Modelo baseado na filosofia pull
O sistema pull apresenta várias vantagens fase ao sistema push. As principais são: baixo nível de inventário, baseia-se na procura real, o método JIT e diminuição em geral do lead time. Por outro lado, esta filosofia é difícil de implementar.
Segundo Womack and Jones (1996), converter um sistema de produção batch-and-queue num fluxo contínuo combinado com pull vai duplicar a produtividade de todo o sistema enquanto reduz o inventário e o tempo de processamento em 90%. Seguidamente a esta mudança da cadeia de valor segue-se a melhoria contínua (kaizen) que continua a procura pela perfeição iniciada com o lean.
2.3 Just-in-Time
O JIT pretende reduzir o inventário e para tal defende que as peças necessárias para a montagem de um produto só devem chegar no momento em que são necessárias e na quantidade necessária. A sobreprodução e existência de stock, que são os maiores desperdícios na visão JIT, são então eliminados e outros problemas na produção que até ao momento estavam ocultos serão revelados (Ohno 1988).
Dentro da politica JIT, quando existe um pedido de fabrico (produto, quantidade e data de entrega) este é entregue à ultima estação de trabalho, que por sua vez, recorre ao supermercado de um processo anterior para retirar os componentes necessários no preciso momento em que são necessários, que por sua vez repõe essa quantidade de componente, e assim sucessivamente. Neste exemplo é notório que é necessário que as várias estações estejam em sintonia. O kanban é normalmente o sistema utilizado para transmitir a informação (Ohno 1988).
A aplicação deste conceito permite criar um fluxo uniforme de material no decorrer do processo produtivo que potencia a redução de buffers intermédios e pode ser aplicado desde uma escala mais pequena como uma linha de montagem até cadeias de valor com diferentes empresas (Karlsson and Norr 1994).
2.4 Kanban
A palavra kanban (de origem japonesa) significa cartão ou registo. Este termo é usado para denominar um sistema de inventário/controlo, usado na produção lean e JIT, e foi inventado pela Toyota como forma de controlo e aumento de eficiência da produção. O kanban é atualmente muito usado na logística interna como forma de representar uma necessidade de material ou de transporte.
O objetivo do sistema kanban é obter uma sincronia entre os vários processos e a procura atual, de modo a que todos avancem simultaneamente. Assim à medida que um dado material é consumido, um sinal é emitido para produzir e entregar a quantidade definida do mesmo material. Neste caso é usado um kanban de produção, mas nos casos onde apenas seja necessário o transporte de material para uma estação a jusante da cadeia de valor é usado o kanban de transporte. (Ohno 1988). Por definição, quando um kanban de transporte é usado terá de acontecer alguma outra sinalização para montante, caso contrario o sistema entrará em rutura, ou seja, um kanban de transporte (de um supermercado para o posto cliente) implica sempre um de produção (do supermercado para o produtor que o abastece).
O resultado final em um sistema estável deste tipo é a obtenção de stocks constantes ao longo do tempo, na quantidade mínima de reposição.
Existem diferentes tipos de kanbans sendo os mais comuns:
• Cartão: é um simples cartão com as informações da peça, estação de origem, quantidade a produzir, entre outras (Figura 3);
• Kanbans fixos em contentores: neste caso temos dois contentores (contentor 1 e contentor 2) com as mesmas peças e capacidade. Quando o conteúdo do contentor 1 é consumido o mesmo é enviado para trás de forma a receber mais material. O contentor 2, que permanece no mesmo local, passa a ser usado pelo operador na sua tarefa de produção. É necessário que o tempo de ida e volta do contentor 1 seja inferior ao tempo de consumo do contentor 2 de forma a não existirem paragens na produção por falta de material. Este sistema pode funcionar com vários contentores, não têm de ser necessariamente 2.
Com o crescimento dos meios informáticos nas indústrias surgiram os kanbans eletrónicos (e-kanban) que substituem os comuns cartões por sinais eletrónicos. Este novo sistema tem a vantagem de eliminar certos erros como a colocação do cartão no sitio errado ou a sua perda. Como a base dos e-kanban é um sistema informático torna-se mais fácil obter em tempo real informações sobre a procura atual, analisar o lead time do reabastecimento e ajustar de forma mais eficiente a quantidade de cartões (Drickhamer 2015).
Para o sucesso deste sistema é necessário cumprir as seguintes regras (Chiarini 2012):
• Os produtos só podem ser produzidos e transportados com o kanban e este é intransmissível;
• Os produtos defeituosos não podem ser transportados para o processo seguinte; • O processo que recebe o kanban só pode produzir nas quantidades requisitadas; • A quantidade de kanbans deve ser monitorizada continuamente.
2.5 Metodologia 5S
A metodologia 5S compreende um conjunto de regras que visam manter a área de trabalho organizada, identificada e limpa com o intuito de obter melhorias de produtividade, qualidade e segurança. A falta de regras, procedimentos e disciplina são agravantes diretos de desperdícios de tempo, falta de limpeza e higiene e, em certos casos, podem originar de acidentes de trabalho (Hirano 1995). Com o 5S são implementadas as seguintes medidas: seiri, seiton, seiso, seiketsu e shitsuke (é destas 5 palavras em japonês todas começadas pela letra “s” que surge o nome 5S) que apesar de representarem diferentes conceitos, no seu conjunto criam as vantagens enunciadas pelo 5S.
Segundo Hirano (1995):
Seiri significa “escolher e separar”. Com o Seiri o operador deve escolher o que é útil e o que não o é, e depois separá-los. Os objetos desnecessários mais comuns numa área de trabalho são: objetos com defeitos, ferramentas desnecessárias, stock obsoleto, entre outros.
Removendo esses objetos é possível: ganhar espaço, reduzir o tempo perdido quando o operador tem de procurar por um objeto de que realmente precisa, revelar problemas que estavam ocultos pela confusão e ter movimentações mais rápidas.
O segundo passo é o Seito, que significa arrumação e serve para organizar o posto de trabalho, com maior incidência nas ferramentas de trabalho. O espaço deve ser organizado de forma a que seja fácil encontrar as ferramentas necessárias, colocá-las de volta e que todos fiquem a saber onde as possam encontrar.
Com o Seiso, que significa limpeza e manutenção, pretende-se que os operadores percebam a importância de manter a sua área de trabalho limpa e organizada. O recurso a listas de tarefas são o mais comum para garantir que todos passos de uma boa limpeza são seguidos.
O quarto passo, Seiketsu, significa normalização e após realizar os 3 passos anteriores é importante não esquecer que se mais nada se fizer tudo volta atrás. O Seiketsu pretende que este novo cenário se torne standard e parte da rotina e para tal acontecer procedimentos são criados para relembrar todo o pessoal das suas obrigações e responsabilidades.
Por fim, o Shitsuke, significa disciplina e é o último dos 5S e o mais difícil de implementar. Com o passar do tempo algumas organizações começam a diminuir a importância e o tempo despendido com a metodologia 5S pelos mais diversos motivos como: maior carga de trabalho, deixar o 5S para as férias, falta de indicadores, entre outros. Para que tal não aconteça a direção deve transmitir uma mensagem clara sobre a importância do 5S, as verificações e auditorias devem ainda ser usadas como auxílio à mensagem da direção.
2.6 Gestão visual
Os nossos olhos conseguem absorver muita informação de forma rápida desde que esta lhes seja disponibilizada de forma apelativa e organizada. Explorando esta nossa capacidade a gestão visual pretende criar sistemas simples e intuitivos que ajudem os funcionários a realizar o seu trabalho da forma correta (Liker 2004).
Segundo Womack and Jones (1996), a gestão visual permite que as informações sobre os indicadores mais relevantes do processo sejam mais transparentes e fáceis de entender permitindo feedback imediato sobre a situação atual e sobre a necessidade de ajustamentos que possam ser necessários no decorrer do processo.
Imagens, etiquetas, esquemas, símbolos e o recurso a cores são os principais meios utilizados na gestão visual.
A gestão visual tem uma abordagem muita ampla, aplicando-se regularmente a atividades de logística interna como a identificação das zonas de circulação de matérias, zonas de abastecimento e zonas de armazenagem. A troca de informação é também mais fácil com o recurso a cores e símbolos.
Por exemplo:
• Sinais luminosos: o operador, quando usa todas as peças que dispõem, prime um botão que gera um sinal luminoso que por sua vez informa que é necessário abastecer essa parte da linha de montagem;
• Espaço livre no chão ou estante: sempre que existe um espaço livre num destes locais o operador deve produzir e reabastecer eliminado o espaço livre.
Outro recurso muito importante da gestão visual é a deteção de anomalias (Liker 2004), emitindo sinais luminosos quando uma certa máquina pára ou quando é detetado um defeito no controlo de qualidade automático.
Os objetivos da gestão visual são aumentar a eficiência, transparência e diminuir os desperdícios com foco na melhoria contínua.
2.7 Armazéns de produção
Os armazéns de produção ou supermercados de produção são tipicamente espaços amplos usados para armazenar materiais. Os materiais armazenados podem ser matérias-primas, informação, produtos em diferentes pontos da cadeia de valor, ou qualquer outro tipo de produto.
Operações de etiquetagem, empacotamento, controlos de quantidade e qualidade, picking, controlo de inventário, entre outras são usais em armazéns ou entrepostos de distribuição, mas não acontecem em armazéns de produção. Assim, no caso do armazéns e entrepostos de produção é possível acrescentar certas operações que geram valor ao produto, eliminando a ideia que os armazéns apenas geram custos, contrariamente, aos supermercados de produção onde não se realizam operações, senão passariam a designar-se por postos de trabalho.
Os objetivos dos armazéns de produção é criar suporte para as mais amplas operações armazenando diversos tipos de produtos úteis para as diferentes fases de produção e que esse armazenamento aconteça ao menor custo possível.
Para que existe que exista um funcionamento adequado do supermercado este tem de ter um layout que potencie a sua eficácia, já que a sua escolha influenciará todas as operações que aí possam acontecer.
O layout inclui a organização física das áreas de armazenamento, acessos de carregamento e descarregamento, equipamentos e todos os outros tipos de estruturas (Figura 4). Um layout
que potencie movimentações mais fáceis e rápidas pode ter influência nos custos, por exemplo minimizando as perdas de tempo nas deslocações.
O uso de sinalização e identificação é de extrema importância permitindo destacar as zonas de passagem, os diferentes locais de armazenamento dos produtos, os acessos e saídas. Uma boa sinalização e identificação previne a ocorrência de acidentes de trabalho e torna o armazém mais organizado.
Figura 4 - Exemplo de um armazém
Usualmente os materiais são armazenados em estantes ou contentores, dependendo do tipo de produto. Cada um destes sistemas tem as suas vantagens e desvantagens dependendo do tipo de produtos que lá se pretende colocar, desta forma a melhor solução para um produto pode ser a pior para outro.
Transportar os materiais gera um custo e toma tempo, assim deve-se trabalhar para reduzir os movimentos ao mínimo e tornar os transportes necessários o mais eficiente possíveis.
O transporte de materiais pode ser feito manualmente ou pode requerer o uso de equipamentos como: rebocadores, tapetes rolantes, robôs, entre outros (Waters 2003).
2.8 Buffer
Buffering refere-se a uma área de armazenamento entre processos onde o output de um processo será usado num processo a jusante da cadeia de valor (Figura 5).
No caso de termos 2 processos subsequentes em que o primeiro tem um tempo de ciclo de 30 segundos e o segundo processo de 45 segundos, caso não exista um buffer o primeiro processo terá de parar 15 segundos por cada unidade produzida até poder produzir novamente. Colocando um buffer entre os processos e sabendo que o segundo processo é o bottleneck (recurso que limita a capacidade máxima de produção de um processo) consegue-se manter ambos a operar. Quando o buffer se encontrar cheio nesse caso o primeiro processo deve parar e dedicar-se a outras tarefas (produção de outros componentes, manutenção, abastecer outro processo, entre outros) até que o buffer volte a ter espaço, como o tempo de ciclo do segundo processo é 45 segundos e o do primeiro é 30 segundos o primeiro processo deve iniciar novamente a produção quando o buffer ficar vazio, não havendo o risco de ocorrência de paragem no segundo processo. O material no buffer é considerado como WIP. Desta forma, com o buffering consegue-se que os processos operem independentemente (Jacobs and Chase 2013).
Figura 5 - Exemplo de um buffer entre 2 processos
Processo 1 Processo 2
3 Caracterização da situação inicial
Neste capítulo é apresentada uma breve análise de todo o sistema produtivo da TMG AT que servirá de base para uma posterior análise, mais detalhada, da área em estudo.
3.1 Análise do processo produtivo
A TMG AT é uma empresa prestadora de serviços do sector têxtil, nomeadamente no acabamento de tecidos e malhas. As suas instalações dividem-se em duas grandes áreas com organização independente: a área dos tecidos, que representa a maioria da fábrica, e a área das malhas. Apenas a secção dos tecidos é alvo da análise do processo produtivo, já que foi exclusivamente nesta secção que todo o estudo decorreu.
A TMG AT trabalha em regime make-to-order (MTO), pois a principal matéria-prima (tecidos) é fornecida diretamente pelos clientes, impossibilitando a criação de stocks. Esta particularidade é uma vantagem, pois é desnecessário investir em matéria-prima colocando avultadas quantias de dinheiro parado em material. O elevado número de cores e tratamentos químicos e físicos diferentes também não permite trabalhar para make-to-stock (MTS), pois existem milhares de combinações possíveis.
O tecido é principalmente constituído por algodão, mas podem existir outras variedades como o algodão-poliéster ou o algodão-licra. A TMG AT apenas trabalha com produtos que tenham na sua base algodão, ou seja, produtos constituídos por 40% ou mais de fibras sintéticas não são aceites. A matéria-prima pode ser classificada de duas formas: tela crua e tinto em fio. A tela crua é caracterizada como tecido na sua cor natural. O tinto em fio é o tecido que sofreu um tingimento do próprio fio antes da tecelagem. O exemplo mais comum de tinto em fio são os tecidos com padrões criados na tecelagem (por exemplo: xadrez e riscas). O tecido chega de uma destas formas: em rolos pequenos, fardos ou paletes.
A secção de tecidos é divida em 3 zonas distintas: a preparação, a tinturaria e o acabamento. A preparação é responsável pela limpeza e branqueio, entre outros processos, da tela crua. A limpeza consiste em remover todas as impurezas da tela (resinas e sujidade), o branqueio remove a cor natural das fibras (os tintos em fio não são submetidos a este processo) e os restantes processos permitem aumentar a taxa de absorção de corantes pelas fibras do tecido. Estes processos permitem que o tecido seja mais facilmente trabalhado nas fases seguintes. É no início desta secção que o tecido é enrolado sobre o cavalete.
O cavalete é uma estrutura metálica sobre rodas que serve para armazenar e movimentar o tecido e é também a forma de abastecimento das máquinas (Figura 6), daqui surge a importância de passar o tecido da sua forma original para o cavalete. As dimensões são 2,4 metros de comprimento, a largura varia entre 0,97 e 1,3 metros e a altura varia entre 1 a 1,65 metros. Este sistema facilita todo o processo produtivo e permite que o tecido esteja sempre esticado, de forma a manter um aspeto liso.
A tinturaria é a secção onde os tecidos recebem a cor. A cor é transmitida ao tecido por impregnação de um líquido específico, elaborado de acordo com a sua composição e a cor final desejada. Os tecidos, cuja cor final é branca ou que já foram recebidos com a cor final (tinto em fio) não entram nesta fase do processo.
Na secção de acabamento as características físicas e químicas dos tecidos são novamente alteradas desta vez para lhes conferir resistência, suavidade, maleabilidade, estabilidade dimensional, entre outras. O acabamento é influenciado pela aplicação final do tecido, por exemplo um fato de trabalho normalmente recebe um tratamento para repelir água e óleos de forma a manter-se seco e limpo. As características mais requisitadas são a suavidade, resistência à lavagem, temperatura e fricção.
Dada a complexidade dos processos realizados é necessário realizar dois controlos de qualidade (1ª Revista e 2ª Revista).
O primeiro controlo de qualidade é realizado no fim da tinturaria e tem como objetivo determinar se a cor do tecido está de acordo com o especificado e se a mesma está igual nas 3 amostras recolhidas. As amostras são recolhidas do início, meio e fim do rolo de tecido. O segundo controlo de qualidade realiza inspeções, medições, teste químicos e teste físicos para determinar se as propriedades do tecido estão em concordância com os parâmetros estabelecidos pelo cliente. A inspeção é realizada em todo o tecido enquanto que os testes e medições são realizados em amostras.
Se tudo estiver em conformidade o tecido segue para o embalamento onde é dividido em rolos menores, etiquetado e embalado. Caso haja algum defeito e seja possível a recuperação do produto é criada uma sequência de correção.
Uma sequência de correção pode obrigar a branquear o tecido e a realizar novamente todo o processo de preparação, tinturaria e acabamento e respetivos controlos de qualidade.
Os produtos finais são classificados em 3 categorias: tinto em fio, tinto em peça e branco. O tinto em peça são os tecidos que foram tingidos, os brancos são os tecidos cuja sua cor final é branco e o tinto em fio, como referido anteriormente, são os tecidos onde o fio foi tingido. A filosofia de produção é push, o que implica que a preparação seja a responsável por desencadear o fluxo de produção. O fluxo de informação segue no mesmo sentido.
Entre as várias secções existe uma avultada quantidade de stock que também é consequência do atual sistema produtivo. O pior dos casos verifica-se na tinturaria, onde existe, em média, o equivalente a 5 dias de trabalho à espera para ser processado.
A complexidade do processo produtivo da TMG AT é exibida na Figura 7 onde são descriminados 2 processos diferentes e a sua respetiva rota entre as diferentes máquinas e secções. As setas cor-de-laranja representam um produto com a referência OT001, acabamento L09S0 e cor 28794 e as setas de cor preta o produto com a referência 3TPRO,
acabamento GE40S e cor 2G900. O contorno das caixas de texto refere-se à secção onde a máquina se encontra.
Figura 7 - Percurso de 2 artigos desde que iniciam o processamento até que chegam a última etapa
Observando os 2 circuitos da Figura 7 é percetível a complexidade do processo produtivo e as constantes “mudanças de direção” que os produtos sofrem. Na figura em questão estão representados 2 tipos de circuitos dos mais de 40 existentes.
A secção de acabamento, nomeadamente as râmulas, foi a escolhida devido a ser o segmento com maior fluxo de material, maior número de problemas de organização e onde ocorrem a maioria dos transportes.
Definida a área de trabalho, procedeu-se a análise detalhada do processo produtivo que aí ocorre e das necessidades impostas.
3.2 A secção de acabamento
A secção de acabamento serve-se de mais de 20 equipamentos produtivos entre os quais se destacam as 6 râmulas, onde passam a totalidade dos produtos produzidos, alguns dos quais mais que uma vez.
A principais funções das râmulas são:
• Termofixar – Aplicação de calor para fixar os corantes às fibras e estabilizar a dimensão do tecido;
• Impregnar – Tratamento químico do tecido com recurso a amaciadores, resinas, água, entre outros;
• Secar;
• Raclar – Aplicação de uma pasta densa sobre o tecido;
• Eliminar voaços - Remoção de impurezas do tecido. Com o uso de calor estas evaporam-se, desaparecendo do tecido.
Dado a dimensão e versatilidade das mesmas é possível realizar vários processos em simultâneo, desta forma o tecido é sujeito a vários procedimentos de forma sequencial e contínua.
Relacionando os diferentes processos com as características das râmulas é possível formar 3 grupos (Tabela 1). Os processos de cada grupo são exclusivos.
Tabela 1 - Agrupamento das râmulas por semelhança de processos que podem realizar
Grupo Râmula Processos
I 1 e 6
Máquinas destinadas a termofixar os tecidos oriundos da tinturaria. Funcionam a termofluído o que permite obter altas temperaturas de operação (cerca de 220ºC). Para além de termofixar são também usadas para remover os voaços.
II 2, 3 e 5
Máquinas destinadas a impregnar o tecido com amaciador, água, resinas, entre outros.
Funcionam a vapor de água o que permite obter temperaturas de operação na ordem dos 150ºC, suficiente para efetuar secagens.
III 4
Máquina destinada a aplicar racla. É usada para termofixar no caso da râmula 1 e 6 estarem ocupadas e existir muito artigo em espera, isto é, em situações excecionais. Também opera a termofluído.
Estas máquinas devido ao seu tamanho e complexidade têm elevados consumos de recursos (eletricidade, ar comprimido, água, vapor de água e termofluído).
Para além das râmulas, nesta secção ainda existem outras máquinas responsáveis por atribuir diferentes características físicas ao tecido. Por exemplo: a Sanfor é a máquina responsável por conceder encolhimento ao tecido.
As râmulas, apesar de estarem localizadas na secção de acabamento, são requisitadas por todas as secções da fábrica o que aumenta em muito o volume de material a entrar e sair desta secção. Por exemplo: um tecido que tenha acabado de ser tingido pode ter de recorrer a uma râmula para fixar a cor e secar e voltar novamente para a tinturaria.
3.2.1 Produção das râmulas
Na Figura 8 pode-se consultar o número de metros processados por cada râmula nos diferentes meses de 2016.
Analisando a Figura 8 é possível concluir que: • Existe sazonalidade;
• Os meses de maior produção são: junho, julho, setembro, outubro e novembro; • A râmulas 1, 2, 3 e 5 apresentam uma taxa de produção similar.
Notas:
• A discrepância no mês de agosto advém do facto da fábrica fechar durante 3 semanas para férias;
• No último mês do ano a empresa para durante uma semana;
• A râmula 4 devido a sua especificidade só é usada em situações muito pontuais. Em termos anuais a produção de cada râmula é exposta na Tabela 2.
Tabela 2 - Metros processados por cada râmula em 2016
Râmula Metros processados Percentagem
1 5.648.340,4 21% 2 5.688.294,8 22% 3 5.451.067,4 21% 4 842.346,6 3% 5 5.235.382,4 20% 6 3.581.924,1 14% Total 26.447.355,6 100% 3.2.2 Paragens na produção
As paragens na produção dividem-se em 3 grupos: as planeadas, as não planeadas e por falta de trabalho. Analisando a Figura 9 é percetível a distribuição de tempo para cada tipo de paragens.
Pausas para refeições e a manutenção preventiva são exemplos de tipo de paragens planeadas que ocorrem.
Situações de sem planeamento são causadas por falta de trabalho para a máquina, ou seja, a máquina não opera exclusivamente por falta de encomendas.
As paragens não planeadas relacionam-se com a falta de recursos, esperas, setups e limpezas. Numa situação perfeita não deviam existir tais paragens, pois são uma perda direta de desempenho. Sendo impossível eliminá-las por completo o objetivo é reduzi-las ao máximo. Uma parte significativa deste tipo de paragens é criada pela falta de tecido/cavalete, isto é o transportador não chegou a tempo, com consequente paragem da máquina.
Os problemas de abastecimento (paragens por falta de tecido) são menos frequentes nas râmulas 1 e 6 (em média 50 minutos por dia), pois os cavaletes vêm na sua maioria da tinturaria o que restringe o tempo de procura pelo cavalete. Para as râmulas 2, 3 e 5 como os cavaletes provém de qualquer zona da fábrica torna-se mais difícil procurá-los sendo o tempo de paragens por falta de tecido em média de 70 minutos por dia.
Na râmula 4 não existem problemas de abastecimento, pois como só trabalha 2 a 3 horas por dia o material é todo colocado à entrada (entre 1 a 3 rolos de tecido) e só depois se inicia o processo.
Uma paragem de 50 e 70 minutos equivalem a 3,5% e 4,9% do tempo disponível, respetivamente, o que em termos anuais representa mais de 8 e 11 dias de trabalho, respetivamente, sem operar.
Estes valores mostram que é possível processar mais produto do que aquele que está a ser de momento processado. Assim, seria possível aumentar a rentabilidade, ganhar mais espaço de manobra para operar e aceitar novas encomendas sem o receio de falhar os prazos de entrega e diluir os custos fixos de operação.
Para além do tempo desperdiçado, as paragens das máquinas representam perdas em energia consideráveis, dado que, as râmulas são máquinas que funcionam a altas temperaturas e todo o tempo que estão ligadas sem processar representa custos energéticos elevados.
Em suma, os tempos de paragens não planeadas são os mais significativos. Estes podem ser reduzidos fazendo um planeamento da produção mais focado na minimização de setups e limpezas e tornando a alimentação das râmulas mais eficiente. A manutenção preventiva é também fundamental para reduzir o número de avarias, principalmente nas máquinas mais antigas ou que trabalhem mais horas, pois são as mais propícias a este tipo de ocorrências.
3.2.3 Tratamento do registo de atividades
O operador de cada máquina tem o dever de registar todas as operações que efetua. Deve registar no computador paralelo à máquina quando inicia uma dada atividade e quando a termina. O conjunto de todos os registos cria um diário de atividade com todos os dados de operação: quantidade, máquina, duração, data, descrição do processo, entre outros.
Analisando o registo de atividade do ano 2016 foi possível constatar diversos desvios. Exemplo 1: Mais de 2000 metros de tecidos foram processados em 2 minutos.
Esta quantidade de tecido demoraria no mínimo 1 hora para ser processada. Visto que o comprimento do tecido está inserido corretamente no sistema informático não há dúvida que o operador não efetuou de forma correta o registo de entrada e saída do cavalete.
Exemplo 2: Limpeza da máquina decorreu durante 48 horas.
Neste caso o operador inseriu no computador o código de limpeza, mas na realidade o que aconteceu foi o fecho da fábrica no fim-de-semana e o operador em vez de inserir o código de
paragem inseriu o código de limpeza. Este erro pode ter sido propositado ou não, mas em todo o caso torna o registo de atividades menos fiável.
Devido a existência deste tipo de erros foi necessário para todos os cálculos realizados, com base no registo de atividade, filtrar por diversas vezes os dados e em certos casos inserir fórmulas para detetar de forma automática os erros e anomalias.
Como o ficheiro de atividade tinha mais de uma centena de milhar de registos de produção era impossível analisar pontualmente todos os casos, o recurso a fórmulas e filtros foi a única solução viável.
3.2.4 Setups
Os setups necessários à operação são mudança de banho e mudança de processo.
A mudança de banho acontece quando o tecido seguinte não vai ser impregnado com a mesma solução. Aquando deste setup é necessário esvaziar o balceiro, limpá-lo e voltar a enchê-lo com a solução pretendida. Todos estes procedimentos são automáticos, necessitando apenas de acionamento manual. Este setup está relacionado com a mudança de acabamento, sendo pouco influenciado pela composição ou cor do tecido. Após mudar o banho é inserido um rastilho (tecido para limpezas) na máquina para limpar todos os resíduos que o tecido anterior possa ter deixado (por exemplo: absorver restos de banho deixado pelo tecido anterior). A mudança de processo ocorre quando o próximo tecido não opera segundo os mesmos parâmetros de trabalho, como velocidade, tensão, banho e largura. A mudança de parâmetros é manual, o operador consulta os parâmetros de operação para o rolo seguinte e insere-os na consola de controlo da máquina. A mudança de banho, que é uma das alterações possíveis deste setup, acontece da mesma forma que descrito anteriormente. O rastilho é novamente usado para limpar a máquina e permitir os ajustes dos parâmetros, em especial da largura. Por exemplo: para processar 2 tecidos com a mesma composição (100% algodão), mas com acabamentos diferentes, um impregnado com amaciador e outro com resina, é suficiente uma mudança de banho.
A mudança de processo é o setup que ocorre mais vezes e é também o setup que demora mais tempo. Em média, uma mudança de processo requer 30 minutos e uma mudança de banho necessita de 24 minutos.
3.3 Movimentação de cavaletes
A movimentação de cavaletes entre máquinas devido à distância a percorrer e ao peso (entre 100 kg e 6000 kg) necessita de ser feita com recurso a um rebocador, podendo existir exceções.
Sempre que um rolo começa a ser processado e o próximo rolo da ordem de fabrico não está na máquina surge a necessidade de informar o transportador que é necessário procurar o próximo cavalete da ordem de fabrico. Os cavaletes são identificados com uma placa de 6 algarismos.
Enquanto a máquina tem bastante tecido para processar o operador espera que o transportador passe nas proximidades para o informar da necessidade do próximo rolo de fabrico. No caso do rolo atual estar prestes a terminar e o transportador ainda não tiver aparecido, o operador da máquina vai procurá-lo para o avisar da falta do próximo cavalete, por exemplo o cavalete n.º 400500.
Este método de trabalho obriga a que por vezes o operador da máquina tenha de procurar o transportador ou até o próprio cavalete deixando de supervisionar a máquina onde opera ou até parando a mesma.
O transportador após receber a informação tem de procurar o cavalete e posteriormente transportá-lo. Este começa por procurá-lo nas saídas das máquinas/parques, dando prioridade ao parque da máquina, pois é maior a probabilidade do rolo aí se encontrar. Após o identificar o transportador prende o rebocador ao cavalete com uso de uma corrente e transporta o cavalete para a máquina onde o cavalete foi requisitado. Chegado ao destino coloca o cavalete na entrada da máquina e desengata a corrente.
A jornada de trabalho do transportador é repartida em ciclos com a seguinte configuração (Figura 10):
Figura 10 - Ciclo de trabalho do transportador
O maior problema é o tempo necessário para procurar um cavalete em específico, que pode ultrapassar os 15 minutos, sendo a média 5 minutos.
Para além de transportar os cavaletes para as râmulas o transportador realiza todos os outros transportes para as restantes máquinas e quando identifica cavaletes com etiqueta colorida nas saídas das máquinas desloca-os para um dos parques livres, preferencialmente o parque de destino caso este exista e tenha espaço livre. Estes transportes das saídas das máquinas para os parques são normalmente realizados aquando de um retorno após abastecer a mesma máquina. Por dia, em média, a fábrica gera 237 transportes (entre a local onde se encontra o cavalete (parque ou qualquer outra zona da fábrica) e a máquina de destino) e as râmulas por si só geram 72 transportes. Sendo que os problemas de encontrar os cavaletes são persistentes gera-se uma grande perda de tempo, com congera-sequente paragem das máquinas por falta de material, ou em certos casos, alteração da sequência de produção influenciando o número de setups, limpezas e custos.
Para realizar os 237 transportes de material para a toda a fábrica, ao tempo médio calculado na Figura 11, o transportador necessita de 27 horas. Como em alguns casos os próprios
10 seg 30 seg 300 seg 20 seg 40 seg 10 seg Total = 410 seg
operadores das máquinas movimentam os cavaletes manualmente, caso estes sejam pequenos, ou usam os rebocadores extra para apoiar a tarefa do transportador principal todos os transportes acabam por ser realizados. Esta clara sobrecarga do transportador cria as paragens das máquinas.
Focando nas râmulas, o transportador necessita de realizar 72 transportes por dia para as abastecer, estando a distribuição por râmula representada na Tabela 3. O tempo necessário que tem de despender para realizar essa tarefa é de 8 horas e 12 minutos (36% do tempo disponível nos 3 turnos).
Tabela 3 - Número médio de cavaletes processados por dia em cada râmula
Râmula 1 2 3 4 5 6 Soma
Média diária 16 21 16 2 10 7 72
Desvio Padrão 1,5 4 2 1,2 3,2 2,2 -
Apesar de o número de cavaletes processados variar bastante de râmula para râmula em termos de metros a diferença é muito mais subtil (Tabela 4). A râmula 4 é uma exceção devido às suas características.
Tabela 4 - Número médio de metros processados por dia em cada râmula
Râmula 1 2 3 4 5 6 Soma
Média diária 24041 24292 23062 3685 22746 15408 113234 Desvio padrão 3268 6012 5950 2741 7863 4560 -
A dificuldade em encontrar um dado cavalete é resultado da dimensão da fábrica e da falta de sistematização na localização dos cavaletes. Ocorrem situações em que um dado cavalete pode esperar mais de uma semana até ir para o processo seguinte, ficando parado na fábrica, e com o amontoar de mais cavaletes este acaba por ficar cada vez mais difícil de encontrar. Os factos referidos anteriormente em conjunto com as centenas de cavaletes que existem (aproximadamente 500 o que equivale a 1164 m2 de área ocupada) e as questões de falta de
espaço nos locais destinados à sua colocação conduzem à forma dispersa como os cavaletes são colocados.
Figura 11 - Rotas possíveis para a entrada e saída de tecido nas râmulas
Em suma, estes podem chegar às râmulas de 4 zonas diferentes e após o seu processamento seguem para um dos 10 locais possíveis.
Os circuitos mais comuns são (setas a vermelho):
• Tinturaria – Râmula – Tinturaria (16% dos transportes); • Preparação – Râmula – Preparação (20% dos transportes); • 1ª Revista – Râmula – Sanfor (19% dos transportes); • 1ª Revista – Râmula – Polimerizador (17% transportes).
Outro fator que aumenta ainda mais a desarrumação é a existência de um elevado número de cavaletes que estão fora do processo produtivo (existiam 196 cavaletes a 1 de março de 2017, o que equivale a 456 m2) e que acabam por ocupar o espaço destinado aos cavaletes que realmente estão em produção. Estes cavaletes estão espalhados por várias zonas, não estão segregados e não se distinguem dos que estão produção. Este tipo de cavaletes, designados por cavaletes não conformes, existem devido a diversas situações:
• Cancelamento ou congelamento de encomendas;
• Erros de produção que geram uma necessidade de mudar a cor do tecido para uma mais cor escura, mas que só retomam o processo produtivo quando o cliente requisitar um produto de tal cor.
Por exemplo: se um tecido de cor amarela ficar manchado, existe a possibilidade de o recuperar para uma cor mais escura (preto ou azul, por exemplo) mas tem de ficar à espera que o cliente aprove e requisite essa recuperação, podendo este processo levar meses, ou até mesmo anos. Nestas situações o cliente é indemnizado pelos prejuízos causados.
Os cavaletes com tecido não conformes são um problema em crescimento, pois continuam a aumentar e dado que o tecido não é propriedade da TMG AT, esta não pode simplesmente enviá-los para a reciclagem sem o consentimento e devida indeminização ao cliente. Usualmente quando a quantidade de cavaletes com tecido não conforme é elevada e o espaço a eles destinados está quase esgotado ou já é insuficiente são realizados contactos com os proprietários dos tecidos e tenta-se antecipar o restauro ou enviar para a reciclagem o máximo possível de rolos de tecido desocupando cavaletes e espaço. Em certos casos é cobrado um custo de armazenagem de forma a minimizar tais situações.
3.4 Parques de alimentação das máquinas
Na TMG AT existem parques para colocar os cavaletes, temporariamente, enquanto estes aguardam a sua vez para serem processados.
O layout dos parques atuais é ilustrado na Figura 12.
Figura 12 - Layout atual para os armazéns de WIP
Legenda:
1 – Parque para os tecidos do Termosol, Kusters e reprocessamento 7 – Parque da máquina Esmeril, Carda e Tesoura 2 – Parque da máquina Termosol 8 – Parque dos tecidos que são considerados lixo 3 – Parque da 1ª Revista 9 – Parque das 6 râmulas
4 – Parque dos cavaletes que já terminaram a tinturaria 10 – Parque de TF e brancos para as râmula 5 –- Parque para cavaletes com tecido não conformes 11 – Parque Sanfor e 2ª Revista máquina 6 – Parque de TP para entrar na râmula 12 – Parque 2ª Revista manual
Este sistema, aparentemente simples, apresenta vários problemas porque:
• Nem todas as máquinas têm parque e os cavaletes a si destinados ficam colocados nas redondezas destas sem terem um local predefinido ou sendo todos colocados no mesmo sítio;
• A dimensão dos parques é insuficiente para o WIP usual criando situações de sobrelotação e congestionamento;
• A orientação dos cavaletes nem sempre é a mesma dentro do mesmo parque com consequente mau aproveitamento do espaço existente;
• Os cavaletes com tecido não conforme acabam por ser colocados nesses parques permanecendo lá durante meses ocupando espaço precioso;
• A identificação e delimitação dos parques nem sempre é clara culminando em situações de ocupação indevida de outros parques e em certos casos das áreas destinadas à passagem de pessoas ou dos transportadores;
• Alguns parques estão longe da máquina a que se destinam.
Para além dos problemas dos parques em si, é frequente que os transportadores não respeitem a organização estabelecida, principalmente porque existem 3 turnos e em cada turno o transportador tem a sua própria ideia de organização, o que resulta em mais dispersão.
Origina-se deste modo um conjunto de problemas que levam à desorganização do espaço e inevitáveis perdas de desempenho e tempo.
3.5 Identificação com etiquetas
Quando um dado rolo está a ser processado o operador da máquina deve consultar a rota de fabrico e colar uma etiqueta, junto ao número do cavalete, referente à máquina seguinte. Este sistema serve para ajudar a identificar os cavaletes destinados a uma certa máquina de uma forma mais rápida, assim o transportador ao encontrar um cavalete com uma dada etiqueta sabe que o deve levar para o parque de abastecimento da máquina atribuída a essa respetiva cor. Por exemplo: se o transportador encontrar um cavalete com uma etiqueta preta sabe que o deve transportar para o parque de abastecimento do esmeril.
O atual sistema de etiquetas é constituído por um conjunto de 17 etiquetas que diferem em cor e/ ou formato (Tabela 5).
Tabela 5 - Sistema atual de etiquetas de identificação
Cor Formato Significado Zona de destino Dourada
Retangular
Artigo a definir cor Parque 1 e 2
Verde Artigo a definir cores Parque 1 e 2
Laranja Artigo com uma só cor Parque 1 e 2
Castanho claro Artigo para 1ª Revista Parque n.º 3
Vermelho Artigo para impregnar na râmula Parque 9 e 10 Azul claro Artigo para polimerizador Máquina polimerizador
Preto Artigo para esmeril Parque 7
Amarelo Artigo para sanfor Parque 11
Laranja Artigo para 2ª Revista Parque 11 e 12
Rosa claro Artigo para biancalani Máquina biancalani
Rosa escuro Artigo para jet Máquina jet
Verde Artigo para calandra Máquina calandra
Cinza Artigo para carda Parque 7
Azul escuro Artigo para tesouras Parque 7
Amarelo
Circular
Artigo para pad-steam Máquina pad-steam Azul claro Artigo para termofixar na râmula Parque 6 e 9
De momento o atual sistema de etiquetas é ineficiente pois:
• Na grande maioria dos cavaletes não foi colocada nenhuma etiqueta;
• Há cavaletes com duas ou mais etiquetas criando confusão sobre qual das etiquetas será a correta;
• Certas máquinas estão fora do sistema de etiquetas;
• Algumas etiquetas referem-se a processos e outras a máquinas.
3.6 Identificação dos cavaletes
Os cavaletes com o tecido de uma determinada encomenda, como referido anteriormente, são identificados por uma placa com 6 algarismos. Essa placa é inserida dentro de uma bolsa plástica transparente, que se encontra suspensa na frente do cavalete, juntamento com a guia de rota do tecido.
A bolsa plástica deve ser colocada de forma que a placa com o número do cavalete fique virada para fora, para que possa ver vista pelos operadores, mas como a bolsa é muito maleável pode rodar para o lado de dentro não sendo possível ler o número de cavalete (exemplo na Figura 13). Nestas situações os operadores têm de se deslocar à placa e rodá-la para o lado de fora para verem o número.
Estas situações dificultam ainda mais o trabalho do transportador, pois quando este se encontra à procura de um dado cavalete têm de sair do veículo para rodar a placa do cavalete e verificar se é ou não o cavalete que procura. Caso a bolsa estivesse virada para a frente o transportador não teria de parar e sair do rebocador para fazer essa verificação. O tempo despendido para parar o rebocador, sair, rodar a placa, perceber se é ou não o cavalete que procura e voltar para o rebocador é, em média, 15 segundos.
3.7 Resumo dos problemas encontrados
Sinteticamente os problemas são:
• Falta de sistematização na localização dos cavaletes e mau funcionamento dos parques de WIP;
• Ineficiências do sistema de informação logístico;
Figura 13 - Cavalete com a placa virada para dentro (à direita) e cavalete com a placa virada para fora (à esquerda)