Universidade de Aveiro Departamento de Qu´ımica 2017
Patr´ıcia Eus ´ebio
Caneira
Controlo das Variav ´eis no Processo de Lavac¸ ˜ao das
Rolhas TwinTop
Universidade de Aveiro Departamento de Qu´ımica 2017
Patr´ıcia Eus ´ebio
Caneira
Controlo das Variav ´eis no Processo de Lavac¸ ˜ao das
Rolhas TwinTop
Dissertac¸ ˜ao apresentada `a Universidade de Aveiro para cumprimento dos re-quesitos necess ´arios `a obtenc¸ ˜ao do grau de Mestre em Engenharia Qu´ımica realizada sob orientac¸ ˜ao cient´ıfica do Doutor Dmitry Victorovitch Evtyugin, Pro-fessor Associado com Agregac¸ ˜ao do Departamento de Qu´ımica da Universi-dade de Aveiro e do Engenheiro Paulo Fernando da Silva Gil, Diretor da Enge-nharia do Produto da Amorim& Irm ˜aos S.A.
O j ´uri
Presidente Prof. Doutor Maria In ˆes Purcell de Portugal Branco
Professora Auxiliar do Departamento de Qu´ımica da Universidade de Aveiro -Universidade de Aveiro
Paulo Fernando da Silva Gil
Engenheiro - Director de Engenharia do Produto da Amorim&Irm ˜aos, S.A Doutor Jo ˜ao Andr ´e da Costa Tedim
Investigador Auxiliar Departamento de Engenharia de Materiais e Cer ˆamica -Universidade de Aveiro
agradecimentos Em primeiro lugar queria agradecer `a Amorim& Irm ˜aos S.A. pela oportunidade de realizar a presente dissertac¸ ˜ao em ambiente empresarial em especial `a unidade industrial Equipar por toda a ajuda prestada.
Ao meu orientador na empresa, o engenheiro Paulo Gil, pela ajuda e conheci-mento transmitido apesar da dist ˆancia, nunca deixou de me apoiar em tudo o que necessitei durante o est ´agio.
Ao professor orientador, Prof. Dmitry Evtyugin, queria agradecer o material disponibilizado, a orientac¸ ˜ao disponibilizada e os telefonemas a horas tardias.
`
A engenheira Maria Cortez, diretora industrial da UI Equipar, um obrigada pela confianc¸a, pelas reuni ˜oes disponibilizadas, pelas orientac¸ ˜oes e pelo apoio concedido nos momentos mais dific ´eis.
Queria agradecer ao engenheiro Micael Dinis pelos conhecimentos transmiti-dos e pelo aux´ılio prestado.
Um especial obrigada `a Isilda Gagueja pelo conhecimento prestado em termos de produc¸ ˜ao, pela ajuda prestada para a realizac¸ ˜ao do planeamento das lavac¸ ˜oes, pelos desabafos e conversas em momentos dificeis, em geral pela confianc¸a depositada.
Obrigada `a Ana Silva pela conversa tranquilizadora e inspiradora.
Obrigada `a Marina, `a Margarida, `a Cid ´alia e `a Edite pela partilha das horas de almoc¸o e pelas gargalhas durante as mesmas.
Obrigada aos colaboradores da lavac¸ ˜ao dos setores da TwinTop e da Aglomerada pelo aux´ılio, pela paci ˆencia mas tamb ´em pelos bons momentos conseguidos.
Obrigada ao Belmiro, um amigo de longa data que sempre me motivou e prestou ax´ılio em momentos cruciais do meu percurso.
Um enorme obrigada e um abrac¸o apertado aos meus pais, pela oportunidade de realizar o mestrado, pelo sacrif´ıcio realizado, pelas palavras de conforto e pelo apoio condicional.
Queria agadecer ao meu namorado pelo aux´ılio prestado, por acreditar em mim e nunca me deixar desistir em horas de maior aperto.
palavras-chave Cortic¸a, Rolhas TwinTop®, Lavac¸ ˜ao, Branqueamento, Agente Redutor, Trata-mento de Superf´ıcie
resumo A presente dissertac¸ ˜ao realizada em ambiente empresarial na Amorim &
Irm ˜aos, S.A., teve como principal objetivo o controlo das variav ´eis do pro-cesso de lavac¸ ˜ao de rolhas TwinTop®melhorando o aspeto visual, a uniformi-dade da cor e o revestimento das mesmas. Foi abordada uma an ´alise modal de falhas e efeitos para compreender e adquirir conhecimento sobre o pro-cesso de lavac¸ ˜ao. Foram estudadas as t ´ecnicas e m ´etodos de avaliac¸ ˜ao dos par ˆametros pretendidos para a caraterizac¸ ˜ao deste tipos de rolhas t ´enicas. Por isso realizou-se estudos para a validac¸ ˜ao da reduc¸ ˜ao de reagentes qu´ımicos e a sua substituic¸ ˜ao utilizados na lavac¸ ˜ao ”branca”de rolhas TwinTop®. Decor-rente deste estudo foram apresentadas e avaliadas duas abordagens diferen-tes para a lavac¸ ˜ao: na primeira abordagem, foi reduzido apenas o agente de branqueamento (per ´oxido de hidrog ´enio); na segunda, foi alterada as quanti-dades dos reagentes envolvidos tendo em atenc¸ ˜ao o balanc¸o das reac¸ ˜oes de branqueamento. Estudou-se ainda a possibilidade de introduzir o agente redu-tor e as suas respetivas quantidades (hidrogenossulfito de s ´odio e ditionito de s ´odio) em vez do atual hidrogenossulfato de s ´odio, com intuito de diminuir o per ´oxido residual nas rolhas. As duas abordagens referidas foram testadas a n´ıvel laboratorial e industrial. Em todos os ensaios, as rolhas foram submetidas a uma avaliac¸ ˜ao da humidade relativa, do teor residual de per ´oxidos ap ´os 1 e 48 horas da lavac¸ ˜ao e a brancura ISO atrav ´es de reflet ˆancia difusa para o com-primento de onda de 457 nm atrav ´es de colorimetria. O ensaio com a reduc¸ ˜ao de per ´oxido de hidrog ´enio foi submetida a an ´alise de superf´ıcie por FTIR-ATR. Os resultados obtidos para a primeira abordagem permitem uma reduc¸ ˜ao de 14% de per ´oxido de hidrog ´enio utilizado na lavac¸ ˜ao ”branca”obtendo-se os mesmos valores de brancura ISO. A segunda aborgem permite uma reduc¸ ˜ao da quantidade de reagentes e substituic¸ ˜ao do agente redutor para o hidro-genossulfito de s ´odio, gerando uma poupanc¸a anual de 4.406,88 C/ano. O tratamento de superf´ıcie foi analisado por FTIR-ATR obtendo-se uma percen-tagem total de revestimento ligeiramente superior para as rolhas com reduc¸ ˜ao de per ´oxido de hidrog ´enio na lavac¸ ˜ao.
keywords Cork, TwinTop®Stoppers, Washing, Bleaching, Reducing Agent, Surface Tre-atment
abstract The present dissertation held in a business environment in Amorim&Irm ˜aos, S.A., had as its main objective the control of the variations of the washing pro-cess of TwinTop®stoppers by improving the visual appearance, color uniformity and coating thereof. A modal analysis of flaws and effects was undertaken to understand and acquire knowledge about the washing process. The techni-ques and methods of evaluation of the desired parameters for the characteri-zation of this type of technical stoppers were studied. Therefore, studies have been carried out for the validation of the reduction of chemical reagents and their substitution used in the ”white”washing of TwinTop® stoppers. From this study two different approaches to washing were presented and evaluated: in the first approach, only the bleaching agent (hydrogen peroxide) was reduced; in the second, the quantities of the reactants involved were altered taking into account the balance of the bleaching reactions. It was also studied the pos-sibility of introducing the reducing agent and its respective amounts (sodium hydrogen sulfite and sodium dithionite) instead of the current sodium hydrogen sulfate, in order to reduce the residual peroxide in the stoppers.The two ap-proaches mentioned were tested at laboratory and industrial level. In all tests the corks were subjected to an evaluation of the relative humidity, the residual peroxide content after 1 and 48 hours of the wash and the ISO whiteness by diffuse reflectance at the wavelength of 457 nm by colorimetry. The hydrogen peroxide reduction assay was subjected to FTIR-ATR surface analysis. The results obtained for the first approach allow a 14% reduction of hydrogen pe-roxide used in the ”white”wash to obtain the same ISO whiteness values. The second abatement allows a reduction of the amount of reagents and substitu-tion of the reducing agent for the sodium hydrogen sulfite, generating an annual saving of 4,406.88 euro/year.The surface treatment was analyzed by TTR-FTIR giving a slightly higher total percentage of coating for stoppers with reduction of hydrogen peroxide in the wash.
Conte ´udo
Conte ´udo vi
Lista de Figuras ix
Lista de Tabelas xi
Lista de Acr´onimos xiii
1 Introduc¸˜ao 1
1.1 Objetivos e procedimentos da dissertac¸˜ao . . . 1
1.2 O sector da cortic¸a . . . 1
1.3 A corticeira Amorim . . . 3
1.3.1 A unidade industrial - Equipar . . . 4
1.4 Morfologia e composic¸˜ao qu´ımica da cortic¸a . . . 5
1.4.1 Morfologia da cortic¸a . . . 6
1.4.2 Composic¸˜ao qu´ımica da cortic¸a . . . 7
A. A suberina . . . 8 B. A lenhina . . . 8 C. Os polissacar´ıdeos . . . 8 D. Os compostos extrat´aveis . . . 9 1.4.3 Aplicac¸˜oes da cortic¸a . . . 9 1.5 As rolhas de cortic¸a . . . 10 1.5.1 Tipos de rolhas . . . 10
2 Rolhas T´ecnicas TwinTop® 12 2.1 Descric¸˜ao e caracter´ısticas . . . 12
2.2 Processo Produtivo . . . 12
2.3 Classificac¸˜ao e defeitos . . . 15
3 O processo de lavac¸˜ao 18 3.1 O processo de branqueamento . . . 18 3.1.1 Per´oxido de hidrog´enio . . . 19 3.1.2 Hidr´oxido de s´odio . . . 20 3.1.3 O acidificante . . . 20 3.1.4 Os redutores . . . 20 A.Hidrogenossulfito de s´odio . . . 20 B.Ditionito de s´odio . . . 21 4 Materiais e m´etodos 23 4.1 An´alise cr´ıtica ao processo de lavac¸˜ao . . . 23
4.1.1 AMFE . . . 23
4.1.2 Auditoria . . . 24
4.2 M´etodos de controlo de qualidade . . . 25
4.2.1 Ensaios f´ısico-mecˆanicos . . . 25 A. Humidade . . . 25 B. Capilaridade . . . 25 C. Forc¸as de extrac¸˜ao . . . 26 4.2.2 Ensaios qu´ımicos . . . 26 A. Teor de per´oxidos . . . 26 B. Espectroscopia FTIR-ATR . . . 27 4.2.3 Ensaios visuais . . . 27 A. Brancura ISO . . . 27 B. Aspeto visual . . . 28 4.2.4 Especificac¸˜oes t´ecnicas . . . 29 4.3 Desenho de experiˆencias . . . 29
4.3.1 Reduc¸˜ao da quantidade de reagentes qu´ımicos . . . 30
4.3.2 Substituic¸˜ao de reagentes qu´ımicos . . . 34
4.4 Impacto sobre o produto . . . 36
4.4.1 Tratamento de superf´ıcie . . . 36
4.4.2 Ensaios industriais . . . 36
5 Resultados e discuss˜ao 37 5.1 An´alise cr´ıtica do processo de lavac¸˜ao . . . 37
5.1.1 An´alise AMFE . . . 37
5.1.3 Avaliac¸˜ao do processo de lavac¸˜ao . . . 38
5.2 Reduc¸˜ao da quantidade de reagentes qu´ımicos . . . 42
5.3 Substituic¸˜ao de reagentes qu´ımicos . . . 46
5.4 Avaliac¸˜ao do tratamento de superf´ıcie . . . 48
5.5 Ensaios industriais . . . 52
6 Conclus˜oes 55 Bibliografia 57 7 Anexos 61 7.1 An´alise AMFE . . . 61
7.2 Avaliac¸˜ao do processo de lavac¸˜ao . . . 62
7.3 Tratamento de superf´ıcie . . . 62
7.3.1 Quantificac¸˜ao do tratamento de superf´ıcie . . . 62
Lista de Figuras
1.1 Ocupac¸˜ao do montado de sobro a n´ıvel mundial [32]. . . 2
1.2 Estimativa da produc¸˜ao da cortic¸a por pa´ıs [1]. . . 2
1.3 Evoluc¸˜ao das exportac¸˜oes e importac¸˜oes portuguesas da cortic¸a entre 2005 e 2016 [34] . . . 3
1.4 Unidades industriais da unidade de neg´ocios Amorim& Irm˜aos S.A [33]. . . 4
1.5 Corte transversal de um sobreiro [61]. . . 5
1.6 Vista microsc´opica de c´elulas de cortic¸a [60]. . . 6
1.7 Estruturas das unidades percursoras da lenhina. . . 8
1.8 Representac¸˜ao da estrutura da celulose. . . 9
2.1 Rolhas T´ecnicas TwinTop® [24]. . . 12
2.2 Processo produtivo de rolhas t´ecnicas TwinTop® [24]. . . 13
2.3 Trˆes etapas do descortic¸amento: separar, extrair e marcar, respetivamente [25]. 13 2.4 Etapa de extrac¸˜ao e corte dos bast˜oes para rolhas de cortic¸a. . . 14
2.5 Etapa de colagem dos discos ao corpo aglomerado da rolha de cortic¸a. . . . 15
2.6 Exemplos de defeitos do processo de fabrico tais como descolados, descen-trados, trincas e defeitos de corpo. . . 16
2.7 Exemplos de defeitos do desenvolvimento da cortic¸a tais como ano seco, cobrilha, bicho, fenda, lenticela e prego. . . 16
3.1 Equipamento de lavac¸˜ao de rolhas de cortic¸a. . . 18
4.1 Material utilizado para o ensaio da capilaridade. . . 26
4.2 Equipamento utilizado para a medic¸˜ao do teor residual de per´oxidos. . . 27
4.3 Espetrofot´ometro para medic¸˜ao da brancura ISO. . . 28
4.4 Padr˜ao apresentado consoante a cor da lavac¸˜ao. . . 29
4.5 Evaporador rotativo utilizados nos ensaios laboratoriais. . . 30
5.1 Avaliac¸˜ao do processo de lavac¸˜ao versus objetivo a atingir. . . 38
5.3 Brancura ISO obtida para cada uma das m´aquinas de lavar. . . 40
5.4 Variac¸˜ao do pH e da brancura ISO para as diferentes m´aquinas. . . 41
5.5 Valores de temperatura, pH e brancura ISO para as diversas m´aquinas. . . . 41
5.6 An´alise visual para o ensaio de reduc¸˜ao da quantidade do per´oxido de hi-drog´enio. . . 44
5.7 An´alise visual para o ensaio da nova formulac¸˜ao ”branca”. . . 45
5.8 Espectro FTIR obtido para os ensaios de referˆencia e de reduc¸˜ao da quanti-dade de per´oxido, em rolhas lavadas e tratadas. . . 49
5.9 Espectro FTIR obtido para as amostras de rolhas lavadas. . . 50
5.10 Espectro FTIR obtido para as amostras de rolhas tratadas. . . 51
7.1 Exemplo do plano de lavac¸˜oes para a segunda-feira da semana 22. . . 62
7.2 Espectro Adaptado ”Fourier-transform infrared spectroscopy - attenuated to-tal reflection” (FTIR-ATR) obtido para as amostras n˜ao lavadas. . . 63
7.3 Espectro FTIR-ATR obtido para as amostras de referˆencia lavadas. . . 63
7.4 Espectro FTIR-ATR obtido para as amostras de referˆencia tratadas. . . 64
7.5 Espectro FTIR-ATR obtido para as amostras de reduc¸˜ao de per´oxido de hi-drog´enio lavadas. . . 64
7.6 Espectro FTIR-ATR obtido para as amostras de reduc¸˜ao de per´oxido de hi-drog´enio tratadas. . . 65
Lista de Tabelas
1.1 Composic¸˜ao qu´ımica da cortic¸a [14]. . . 7 1.2 Diversos tipos de rolhas e sua breve descric¸˜ao [22]. . . 11 2.1 Especificac¸˜oes t´ecnicas das rolhas TwinTop®[24]. . . 12 4.1 Especificac¸˜oes t´ecnicas requeridas nas experiˆencias realizadas [24, 48]. . . 29 4.2 Concentrac¸˜ao e pH dos reagentes utilizados na reproduc¸˜ao da lavac¸˜ao em
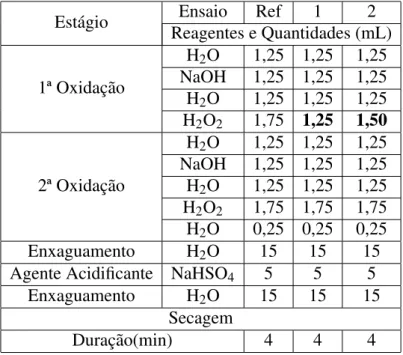
escala laboratorial. . . 30 4.3 Esquema do processo de lavac¸˜ao ”branca”utilizada atualmente. . . 31 4.4 Esquema do processo de lavac¸˜ao ”branca”com reduc¸˜ao da quantidade de
per´oxido de hidrog´enio. . . 32 4.5 Esquema de ensaios de lavac¸˜ao ”branca”com reduc¸˜ao da quantidade de per´oxido
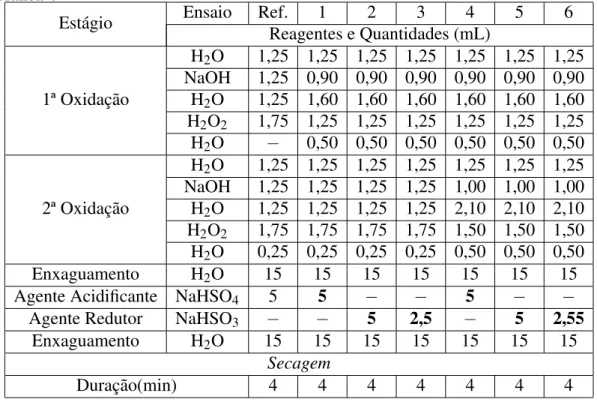
de hidrog´enio. . . 33 4.6 Esquema de ensaios de reduc¸˜ao da quantidade de reagentes qu´ımicos da
lavac¸˜ao “branca”. . . 33 4.7 Esquema de ensaios para a implementac¸˜ao do novo agente redutor na lavac¸˜ao
”branca”. . . 34 4.8 Esquema de ensaios para a implementac¸˜ao do novo agente redutor a uma
concentrac¸˜ao de 3%. . . 35 4.9 Esquema de ensaios para a implementac¸˜ao de novos agentes redutores. . . . 35 4.10 Esquema de ensaios industriais da lavac¸˜ao ”branca”. . . 36 5.1 Resultados obtidos pela an´alise An´alise Modal de Falhas e Efeitos (AMFE). 37 5.2 Resultados obtidos nos ensaios de reduc¸˜ao da quantidade de per´oxido de
hidrog´enio. . . 42 5.3 Resultados obtidos na nova reduc¸˜ao da quantidade de per´oxido de hidrog´enio. 44 5.4 Resultados obtidos nos ensaios de reduc¸˜ao da quantidade de reagentes qu´ımicos. 45 5.5 Resultados obtidos nos ensaios de implementac¸˜ao do hidrogenossulfito de
5.6 Resultados obtidos nos ensaios de implementac¸˜ao do hidrogenossulfito de s´odio a uma concentrac¸˜ao de 3%. . . 47 5.7 Resultados obtidos nos ensaios de novos agentes redutores. . . 48 5.8 Resultados obtidos nos ensaios de forc¸as de extrac¸˜ao e de capilaridade. . . . 52 5.9 Resultados obtidos nos ensaios industriais. . . 53 5.10 Poss´ıveis custos obtidos na implementac¸˜ao dos ensaios efetuados. . . 54 7.1 Resultados obtidos pela an´alise AMFE. . . 61 7.2 Absorvˆancias das amostras para um comprimento de onda de 798cm−1. . . 62
Lista de Acr´onimos
AMFE An´alise Modal de Falhas e Efeitos APCOR Associac¸˜ao Portuguesa de Cortic¸a
CIPR C´odigo Internacional de Pr´aticas Rolheiras CTCOR Centro Tecnol´ogico da Cortic¸a
DOE Adaptado ”Design of Experiments” EQ Equipar
FTIR-ATR Adaptado ”Fourier-transform infrared spectroscopy - attenuated total reflection”
ISO Adaptado ”International Standards Organization” NP Norma Portuguesa
PIE Plano de Inspec¸˜ao e Ensaio RA Rolha Aglomerada
RCT Rolha de Corpo T´ecnico
ROSA Adaptado Rate of Optimal Steam Application® RN Rolha Natural
TCA 2,4,6-Tricloroanisol TT TwinTop®
CAP´ITULO
1
Introduc¸˜ao
1.1
Objetivos e procedimentos da dissertac¸˜ao
A presente dissertac¸˜ao tem como principal objetivo o controlo das vari´aveis do processo de lavac¸˜ao de rolhas TwinTop®visando a melhoria do aspeto visual e a uniformidade da cor da rolha TwinTop® durante o per´ıodo de est´agio, de Feveiro a Julho de 2017. As aborda-gens apresentadas nesta dissertac¸˜ao devem assegurar uma cor homog´enea e uniforme entre o corpo aglomerado e o topo da rolha, bem como o m´ınimo de empolamento e de poros escuros. Pretende-se ainda melhorar o tratamento superficial de rolhas com um elast´omero de silicone atrav´es da otimizac¸˜ao do processo de lavac¸˜ao.
Para tal, comec¸ou-se por avaliar o processo de lavac¸˜ao com base na an´alise modal de falhas e efeitos, na auditoria e em conhecimento adquirido. De seguida, estudaram-se e carterizaram-se as t´ecnicas e m´etodos de controlo de qualidade a serem aplicados nos en-saios que permitiam uma resposta clara e simples aos objetivos pretendidos.
De seguida, foi elaborado um desenho de experiˆencias que permite de forma concisa re-lacionar o impacto das entradas do processo no produto final, salientando oportunidades de otimizac¸˜ao do processo. Todos os ensaios foram avaliados em termos de humidade relativa, de teor residual de per´oxido e de brancura ISO.
Posteriormente, foram avaliados os ensaios industriais e de tratamento de superf´ıcie da rolha de forma a entender qual a repercuss˜ao no produto final. Por fim, foram analisados os resultados obtidos para as diferentes propostas assim como a discuss˜ao dos mesmos. Foi ainda calculada a importˆancia das propostas em termos econ´omicos.
1.2
O sector da cortic¸a
O montado de sobro ocupa, na totalidade, cerca de 2,1 milh˜oes de hectares com maior incidˆencia nas regi˜oes do Mediterrˆaneo Ocidental como Portugal e Espanha, mas tamb´em contemplando o sul de Franc¸a e a costa ocidental italiana. Em alguns pa´ıses do norte de
´
Africa como a Arg´elia, Marrocos e a Tun´ısia existem tamb´em uma consideravel ´area de sobro. Os sobreiros necessitam de um ecossistema particular, onde o seu crescimento ´e favorecido por climas quentes e h´umidos com influˆencia dos oceanos envolventes, como o Oceano Altˆantico e Mediterrˆaneo.
A Figura 1.1 mostra a ocupac¸˜ao do montado de sobro nos pa´ıses anteriormente referidos [1, 2].
Figura 1.1: Ocupac¸˜ao do montado de sobro a n´ıvel mundial [32].
quer no plano social e ambiental, uma vez que o sobreiro apresenta como principais quali-dades a prevenc¸˜ao da degradac¸˜ao dos solos, tornando-os mais produtivos, combatendo a desertificac¸˜ao e as alterac¸˜oes clim´aticas, criando emprego e riqueza no pa´ıs [1].
Em Portugal, o sobreiro ocupa uma ´area de montado de sobro de 736.775 hectares, com predominˆancia na regi˜ao do Alentejo, representando 84% do territ´orio nacional. No territ´orio nacional s˜ao extra´ıdas cerca de 340 mil toneladas de cortic¸a, tornando-se Portugal l´ıder, no que respeita `a produc¸˜ao de cortic¸a, com uma percentagem de 50%, como demonstra a Figura 1.2 [1, 3].
Figura 1.2: Estimativa da produc¸˜ao da cortic¸a por pa´ıs [1].
No mercado internacional da cortic¸a, Portugal lidera as exportac¸˜oes, contribuindo para 63% das exportac¸˜oes mundiais e ocupa a terceira posic¸˜ao do ranking mundial das importac¸˜oes de cortic¸a com uma quota correspondente a 11% [3].
Em 2016, Portugal atingiu um volume exportado de 936,3 milh˜oes de euros, segundo o International Trade Statistics. Entre o ano de 2015 e 2016, as exportac¸˜oes obtiveram um
cres-cimento de 4% em valor exportado face a anos anteriores. A Figura 1.3 mostra a evoluc¸˜ao das exportac¸˜oes e importac¸˜oes portuguesas no setor da cortic¸a [34].
Figura 1.3: Evoluc¸˜ao das exportac¸˜oes e importac¸˜oes portuguesas da cortic¸a entre 2005 e 2016 [34]
.
1.3
A corticeira Amorim
O Grupo Amorim iniciou a sua atividade em 1870, tornando-se numa multinacional de origem portuguesa, dirigida desde 1952, pelo empres´ario Am´erico Amorim. L´ıder no sector da cortic¸a a n´ıvel mundial, diversificou o seu neg´ocio, internacionalizou as suas atividades e profissionalizou-se, diferenciando-se pela qualidade e apostando na investigac¸˜ao, centrando-se no centrando-seu lema “nem um s´o mercado, nem um s´o cliente, nem uma s´o divisa, nem um s´o produto” [4].
A Corticeira Amorim, fundada em 1963, ´e uma empresa relevante no sector da cortic¸a, possuindo v´arias unidades de neg´ocios, entre as quais, as mat´erias-primas (Amorim Natural Cork, S.A), as rolhas (Amorim& Irm˜aos, S.A), os aglomerados comp´ositos (Amorim Cork Composites, S.A), os revestimentos (Amorim Revestimentos, S.A) e por fim, os isolamentos (Amorim Isolamentos, S.A).
Com base nas ´areas de neg´ocio apresentadas, os produtos oferecidos integram desde a ind´ustria tˆextil, o imobili´ario, os pavimentos, a construc¸˜ao e a aeron´autica, apresentando um volume de neg´ocios de cerca de 605 milh˜oes de euros anuais com 22.000 clientes [5].
A empresa Amorim & Irm˜aos, S.A garante a produc¸˜ao individualizada dos diversos ti-pos de rolhas de cortic¸a atrav´es das suas oito unidades industriais, apresentadas na Figura 1.4. A Unidade Industrial Equipar (EQ) ´e respons´avel pela produc¸˜ao de rolhas t´ecnicas
Figura 1.4: Unidades industriais da unidade de neg´ocios Amorim& Irm˜aos S.A [33]. TwinTop® (TT) e de rolhas aglomeradas. A distribuic¸˜ao das rolhas produzidas est´a a cargo da Equipar distribuic¸˜ao. O presente trabalho, realizado na Unidade Industrial EQ, teve como principal objetivo o controlo das vari´aveis do processo de lavac¸˜ao de rolhas TT.
1.3.1
A unidade industrial - Equipar
A Unidade Industrial EQ situa-se na zona industrial do Monte da Barca (Coruche), e encontra-se dividida entre a produc¸˜ao de rolhas TT e de rolhas Aglomeradas. Nesta uni-dade industrial s˜ao produzidas cerca de 105 milh˜oes rolhas por ano, tendo como base trˆes granulados diferentes, o granulado de Rolha Natural (RN) compreendido entre 1 e 2 mm, o granulado de Rolha Aglomerada (RA) apresenta um granulado entre 2 a 3 mm e por fim, o granulado de Rolha de Corpo T´ecnico (RCT) que compreende o tamanho do granulado entre 3 a 7 mm.
A EQ est´a distribu´ıda por secc¸˜oes que acompanham o processo produtivo das rolhas de cortic¸a, entre as quais, a triturac¸˜ao, a separac¸˜ao, a moldac¸˜ao, a extrus˜ao/corte, o topejamento, a colagem, os acabamentos mecˆanicos, a lavac¸˜ao, a escolha, a marcac¸˜ao e a embalagem e expedic¸˜ao.
Desde 2012, a EQ implementou o projeto Cork Mais, um programa de desenvolvimento em equipas visando a melhoria cont´ınua termos de qualidade, custo servic¸o e motivac¸˜ao. A importˆancia deste projeto prende-se com a troca de ideias e conhecimentos entre chefias e colaboradores para o desenvolvimento do trabalho di´ario, com foco na criac¸˜ao de valor para o cliente, na eliminac¸˜ao dos desperd´ıcios, na gest˜ao visual e no envolvimento dos colabora-dores [6].
1.4
Morfologia e composic¸˜ao qu´ımica da cortic¸a
O sobreiro, Quercus suber L, apresenta uma folhagem verde e a sua altura ronda entre os dez e os quinze metros, sendo a sua longevidade m´edia de duzentos anos. Conhecida como uma ´arvore autˆentica por ostentar uma casca exterior homog´enea e volumosa de tecido sube-roso e por se autorregenerar. A presenc¸a de c´elulas-m˜ae designadas de felog´enio permitem a adic¸˜ao de an´eis anuais de cortic¸a. Em Portugal estas ´arvores encontram-se protegidas, uma vez que o seu abate ´e proibido por lei [7].
O sobreiro apresenta a uma zona mais interior onde se verifica os an´eis de crescimento designada de lenho, uma zona interm´edia designada de entrecasco e uma zona exterior de-signada de cortic¸a, como mostra a Figura 1.5.
Figura 1.5: Corte transversal de um sobreiro [61].
A cortic¸a carateriza-se por um tecido vegetal que reveste o tronco e ou o caule da ´arvore. Totalmente natural, biodegrad´avel, renov´avel, recicl´avel e com propriedades ´unicas que lhe conferem um car´ater inigual´avel. Esta ´e extra´ıda dos sobreiros sem nunca prejudicar o nor-mal desenvolvimento da ´arvore [8, 9].
A extrac¸˜ao da cortic¸a ocorre de forma gradual, sendo que o primeiro descortic¸amento s´o ´e realizado quando o sobreiro tem vinte e cinco anos, e ap´os essa data, o descortic¸amento ocorre a cada nove anos entre o final da primavera e o ver˜ao. Durante a vida desta ´arvore ´e poss´ıvel realizar cerca de dezassete tiragens de cortic¸a, obtendo-se em m´edia duzentos qui-logramas de cortic¸a por cada sobreiro do montado [7, 10].
A cortic¸a pode ser classificada em cortic¸a virgem, secundeira ou amadias consoante o n´umero de descortic¸amentos realizados no sobreiro. A cortic¸a virgem ´e a cortic¸a retirada ap´os o primeiro descortic¸amento, ou desb´oia, por volta dos vinte e cinco anos de vida da ´arvore, apresentando uma estrutura bastante irregular e com uma superf´ıcie externa com um aspeto rugoso. Esta cortic¸a ´e utilizada essencialmente para triturac¸˜ao e aglomerados [11].
A cortic¸a secundeira corresponde ao segundo descortic¸amento, expondo uma superf´ıcie mais regular do que a cortic¸a virgem, mas apresenta alguma ondulac¸˜ao, n˜ao constitu´ıdo assim carater´ısticas necess´arias para a produc¸˜ao de rolhas. Por fim, a partir do terceiro descortic¸amento, obtemos a cortic¸a amadia, que exibe um crescimento regular e uma
homo-geneidade da cortic¸a adequadas para a produc¸˜ao de rolhas [11].
Segundo a Associac¸˜ao Portuguesa de Cortic¸a (APCOR), a produc¸˜ao mundial de cortic¸a ultrapassa as duzentas e uma mil toneladas anuais [3].
1.4.1
Morfologia da cortic¸a
A cortic¸a ´e um tecido constitu´ıdo por membranas celulares que ostentam c´elulas dispos-tas de modo compacto na forma de prisma de secc¸˜ao hexagonal, com uma estrutura alveolar apresentando-se cheias de uma mistura gasosa semelhante ao ar, que s˜ao parte integrante da sua estrutura microsc´opica, como mostra a Figura 1.6. O preenchimento das c´elulas per-mite que a cortic¸a apresente baixa densidade. Esta carater´ıstica ´e de elevado interesse, pois qualquer tipo de oscilac¸˜ao acentuada do seu valor pode comprometer a boa capacidade de vedante. A t´ıtulo de curiosidade a cortic¸a pesa apenas 0,16 gramas por cent´ımetro c´ubico e consegue flutuar [11, 21]. O g´as existente nas c´elulas permite ainda uma elevada resistˆencia ao impacto e ou ao atrito, mas tamb´em uma boa capacidade isolante.
A comunicac¸˜ao entre as c´elulas ´e realizada atrav´es de microcanais designados de plas-modesmos, enquanto as paredes celulares apresentam suberina na sua constituic¸˜ao que ´e respons´avel pela impermeabilidade deste material, tanto a l´ıquidos como a gases, devido a este composto ser hidrof´obico e apresentar baixa polaridade [11, 21].
Figura 1.6: Vista microsc´opica de c´elulas de cortic¸a [60]. `
A medida que cada ano passa, a cortic¸a apresenta a camada mais recente no seu interior, que normalmente ´e caraterizada por uma elasticidade inferior `as restantes camadas e tamb´em pela presenc¸a de canais lenticulares, designados de poros. ´E de salientar que quanto menor ´e a porosidade, melhor ´e a qualidade da cortic¸a [11]. Quando ´e efetuado o descortic¸amento, a parte interior designada de entrecasco fica exposta, que mais tarde formar´a a raspa devido `a sobreposic¸˜ao das camadas mais recentes.
A n´ıvel macrosc´opico, ´e poss´ıvel verificar os an´eis de crescimento que apresentam diferenc¸as visuais mas tamb´em estruturais, uma vez que s˜ao formados em diferentes per´ıodos. De cor mais clara, correspondem a uma espessura de c´elulas inferior formadas durante a Primavera /Ver˜ao, enquanto, os an´eis de crescimento de cor mais escura indicam que a sua formac¸˜ao
ocorreu durante o Outono/Inverno [13].
Deste ponto de vista, ´e muito comum contar o conjunto de an´eis de crescimento, que per-mitem saber a idade da cortic¸a, visto que uma camada escura e uma clara perfazem um ano de vida. A cor clara da cortic¸a, a lisura, a maciez, a homogeneidade das c´elulas suberificadas e as carater´ısticas dos poros tais como a dimens˜ao, a quantidade e a sua distribuic¸˜ao s˜ao consideradas parˆametros importantes na avaliac¸˜ao da qualidade da cortic¸a [12]. Sendo um material com caracter´ısticas ´unicas, as suas propriedades s˜ao alvo de estudo de forma a compreender de que forma se pode obter proveito da cortic¸a. A cortic¸a ´e ainda considerando um material compress´ıvel e retardante ao fogo visto que responde positivamente a variac¸˜oes de press˜ao como a deformac¸˜oes e desfruta de uma combust˜ao lenta [12, 21].
1.4.2
Composic¸˜ao qu´ımica da cortic¸a
A composic¸˜ao qu´ımica da cortic¸a tem sofrido v´arios estudos desde a sua descoberta, devido aos diversos fatores tais como a origem geogr´afica do sobreiro, as condic¸˜oes cli-mat´ericas e o solo, bem como caracter´ısticas da ´arvore, a idade, o tamanho e o tipo de cortic¸a (virgem ou de amadia).
Considerando a Tabela 1.1, o componente maiorit´ario da cortic¸a corresponde `a suberina que ronda os 45% , sendo respons´avel pela compressibilidade e elasticidade da cortic¸a. De seguida, a lenhina corresponde a 27% da composic¸˜ao qu´ımica da cortic¸a caraterizando-se pela capacidade estrutural das paredes celulares da cortic¸a. Os polissacar´ıdeos correspon-dem a 12% da composic¸˜ao e est˜ao relacionados com a estrutura da cortic¸a. De seguida, com cerca de 10% da composic¸˜ao da cortic¸a est˜ao os compostos extrat´aveis, que influenciam as caracter´ısticas de impermeabilizac¸˜ao da cortic¸a. Por fim, as cinzas com apenas 5% da composic¸˜ao da cortic¸a [14].
Tabela 1.1: Composic¸˜ao qu´ımica da cortic¸a [14]. Componentes Cortic¸a Virgem Cortic¸a Amadia
Suberina(%) 45 48 Lenhina(%) 27 29 Polissacar´ıdeos(%) 12 12 Extrat´aveis(%) 10 8-5 Cinzas(%) 5 2-1 Outros(%) 1 1-5
A. A suberina ´
E o principal componente da cortic¸a, sendo um pol´ımero de elevado peso molecular, constitu´ıdo por uma frac¸˜ao de poli´ester alif´atico ligada de forma covalente a uma frac¸˜ao fen´olica. A frac¸˜ao alif´atica apresenta unidades ω-hidroxi´acido, α,ω-´acido dicarbox´ılico, ´acidos gordos de cadeia longa e alguns ´alcoois, enquanto, a frac¸˜ao fen´olica ´e constitu´ıda por um pol´ımero que na sua maioria apresenta unidades de guaiacol. Desempenha um papel fun-damental no que diz respeito `a impermeabilidade e `a estabilidade das propriedades qu´ımicas e f´ısicas da cortic¸a [13].
B. A lenhina
Em segundo lugar com cerca de 27%, a lenhina ´e um pol´ımero de natureza arom´atica predominante no reino vegetal, sendo um dos principais componentes da parede celular. A lenhina ´e um agente de ligac¸˜ao, pois permite a ligac¸˜ao entre as microfibrilas e as c´elulas adjacentes, conferindo rigidez e impermeabilidade `a parede celular.
A estrutura molecular e a composic¸˜ao qu´ımica da lenhina n˜ao est˜ao totalmente definidas, mas sabe-se que para a sua formac¸˜ao s˜ao necess´arios trˆes precursores: o ´alcool trans-p-cumar´ılico (H), o ´alcool trans-conifer´ılico (G) e o ´alcool trans-sinap´ılico (S), representados na Figura 1.7 [15].
Figura 1.7: Estruturas das unidades percursoras da lenhina.
Consoante os trˆes tipos de madeira, folhosa, resinosa ou gram´ınea, as proporc¸˜oes dos diferentes mon´omeros existentes na formac¸˜ao da macromol´ecula variam. As resinosas apre-sentam lenhina que teve como precursor o ´alcool conifer´ılico (G) enquanto a lenhina das folhosas ´e formada tendo em conta o ´alcool conifer´ılico e o ´alcool sinap´ılico (S). Contudo, a lenhina do sobreiro ´e formada atrav´es do alc´ool do tipo S/G (sinap´ılico e conifer´ılico) [16]. C. Os polissacar´ıdeos
Os polissacar´ıdeos presentes na composic¸˜ao da cortic¸a s˜ao a celulose e a hemiceluloses. A celulose ´e um pol´ımero de cadeia linear, com elevado peso molecular e ´e constitu´ıdo
por unidades D-glucopiranose interligadas por ligac¸˜oes glicos´ıdicas na posic¸˜ao β(1→4), as-sumindo uma conformac¸˜ao em cadeira, como demonstrado na Figura 1.8 [17].
Figura 1.8: Representac¸˜ao da estrutura da celulose.
A celulose apresenta como unidade estrutural a celobiose constitu´ıda por duas unidades de β-D-glucopiranose que entre elas formam um ˆangulo de 180º. Este pol´ımero apresenta ligac¸˜oes intramoleculares e intermoleculares de hidrog´enio, formando zonas cristalinas bas-tante ordenadas e n˜ao permitem a passagem de ´agua, hidrof´obicas. Por outro lado, existem tamb´em zonas amorfas, menos ordenadas, que permitem a absorc¸˜ao de ´agua o que torna a celulose mais flex´ıvel [18].
Designadas de polissacar´ıdeos ramificados, as hemiceluloses, s˜ao constituintes presen-tes na estrutura celular vegetal, apresentando uma mistura de hexoses e pentoses na sua composic¸˜ao [18]. Os polissacar´ıdeos presentes na cortic¸a est˜ao associados `a lenhina na pa-rede celular da cortic¸a sendo respons´aveis pela estrutura e suporte das papa-redes celulares [19]. D. Os compostos extrat´aveis
Os compostos extrat´aveis s˜ao compostos n˜ao estruturais da madeira, normalmente de es-trutura extracelular e apresentam baixo peso molecular. S˜ao sol´uveis em solventes orgˆanicos e/ou em ´agua.
Na cortic¸a os compostos extrat´aveis existentes dividem-se em dois grupos: os cer´oides e os compostos fen´olicos. Os compostos cer´oides conferem a impermeabilidade da cortic¸a. Os compostos fen´olicos est˜ao subdivididos em hidrolis´aveis e ou condensados. Os taninos hidrolis´aveis s˜ao ´esteres de ac¸´ucares e ´acidos fen´olicos que quebram facilmente uma ligac¸˜ao de uma mol´ecula com adic¸˜ao de ´agua. Os taninos condensados s˜ao flavon´oides polim´ericos derivados essencialmente da catequina e da leucoantocianidina [20].
1.4.3
Aplicac¸˜oes da cortic¸a
A cortic¸a, nos dias de hoje, apresenta uma enorme diversidade de aplicac¸˜oes, desde a ´area da construc¸˜ao como os revestimentos e pavimentos em cortic¸a, como isolante ac´ustico e recurso t´ermico; outras ´areas onde a cortic¸a predomina s˜ao a industria de comp´ositos, de calc¸ado, da marroquinaria e da decorac¸˜ao e at´e mesmo na aeron´autica [1].
As rolhas de cortic¸as lideram as exportac¸˜oes da cortic¸a, constituindo um produto de ele-vada importˆancia na vedac¸˜ao de vinhos devido `as suas propriedades conhecidas, e incentivam uma forte investigac¸˜ao e desenvolvimento para ir ao encontro das expetativas dos consumi-dores, como ser´a abordado no cap´ıtulo seguinte.
1.5
As rolhas de cortic¸a
O interesse nas rolhas de cortic¸a aumenta ao percebermos que apresentam um elevado peso nas exportac¸˜oes no mercado global [3]. Devido a este fato, as ind´ustrias corticeiras assumem um elevado interesse pela melhoria e dinamizac¸˜ao deste produto face aos pedidos dos consumidores/clientes. O n´umero de rolhas de cortic¸a produzidas tˆem vindo a aumentar com os aperfeic¸oamentos que as ind´ustrias tˆem realizado, de forma a desenvolver a melhor rolha de cortic¸a para o tipo de bebida em que vai ser aplicada, quer seja vinho ou champanhe, visando as suas condic¸˜oes de est´agio.
1.5.1
Tipos de rolhas
Existem diversos tipos de rolhas produzidas pela Amorim& Irm˜aos, S.A consoante a utilizac¸˜ao da rolha, uma vez que cada tipo de vinho tranquilo, espumante ou restantes bebidas alco´olicas deve ser acondicionado de formas distintas. A Tabela 1.2 apresenta os diversos tipos de rolhas e uma breve descric¸˜ao da sua utilizac¸˜ao.
As rolhas TwinTop® ser˜ao alvo deste estudo uma vez que o mercado dos Estados Unidos tem apresentado elevado interesse na vedac¸˜ao dos vinhos por rolhas de cortic¸a.
Tabela 1.2: Diversos tipos de rolhas e sua breve descric¸˜ao [22].
Bebida Tipo Tipo de Cortic¸a Aplicac¸˜ao/Durac¸˜ao
Vinhos Tranquilos
Natural Rolha natural
Rotac¸˜ao baixa Acquamark® Rolha colmatada
TwinTop® Corpo aglomerado (3-7 mm) com 2 discos de cortic¸a natural TwinTopEvo® Corpo aglomerado (1-2 mm) com
2 discos de cortic¸a natural Neutrocork® Corpo aglomerado (1-2 mm) Advantec® Corpo aglomerado (2-3 mm) com
revestimento
Rotac¸˜ao r´apida AdvantecColours® Corpo aglomerado (2-3 mm) com
revestimento colorido Rolha aglomerada Corpo aglomerado (2-3 mm)
Vinhos Espumantes
Spark® Corpo aglomerado (2-3 mm) com 2 discos de cortic¸a natural Spark Top one® Corpo aglomerado (2-3 mm) com
1 disco de cortic¸a natural Rolha aglomerada Corpo aglomerado (2-3 mm)
Vinhos Espirituosos
Natural Rolha natural
NeutroTop Corpo aglomerado (1-2 mm) TopSeries® Rolha natural capsulada
CAP´ITULO
2
Rolhas T´ecnicas TwinTop
®2.1
Descric¸˜ao e caracter´ısticas
As rolhas TT s˜ao rolhas t´ecnicas que se caraterizam pela presenc¸a de dois discos de cortic¸a natural, um em cada topo, sendo o corpo denso constitu´ıdo por aglomerado de cortic¸a de 3 a 7 mm. Preferencialmente ´e utilizado em vinhos frutados de est´agios m´edios, geral-mente, entre 2 e 3 anos [24, 55].
Figura 2.1: Rolhas T´ecnicas TwinTop® [24].
A rolha apresenta as especificac¸˜oes, indicadas na Tabela 2.1, que s˜ao caracter´ısticas `as quais o produto deve responder, visto que s˜ao os crit´erios principais sujeitos a avaliac¸˜ao numa inspec¸˜ao por amostragem.
Tabela 2.1: Especificac¸˜oes t´ecnicas das rolhas TwinTop®[24]. Ensaios Carater´ısticas Especificac¸˜oes
F´ısico-mecˆanicos Comprimento l± 0,1 mm Diˆametro d± 0,4 mm Ovalidade ≤ 0,3 mm Humidade 4-9% Massa Vol´umica 250-330 kg/m3 Forc¸a de Extrac¸˜ao 15-25 dNa F´ısico-qu´ımicos Teor de Per´oxidos ≤ 0,1 mg/rolha
Teor de P´o ≤ 3 mg/rolha OTR 12 meses 3,2 mg/rolha (Taxa de Transferˆencia de Oxig´enio) 24 meses 3,4 mg/rolha 36 meses 3,5 mg/rolha
2.2
Processo Produtivo
O processo produtivo deste tipo de rolhas t´ecnicas envolve diversas etapas ilustradas no esquema da Figura 2.2.
Figura 2.2: Processo produtivo de rolhas t´ecnicas TwinTop® [24].
Inicialmente, ocorre o descortic¸amento do sobreiro, composto por trˆes fases: a separac¸˜ao, a extrac¸˜ao e a marcac¸˜ao. A Figura 2.3 apresenta as diversas etapas do descortic¸amento.
Figura 2.3: Trˆes etapas do descortic¸amento: separar, extrair e marcar, respetivamente [25]. Este processo inicial acontece na altura do ano onde a fase de crescimento da cortic¸a ´e mais ativa, entre os meses de Maio e Agosto. A cortic¸a ´e retirada do sobreiro em pranchas, existindo uma atenc¸˜ao redobrada, pois quanto maior ´e a prancha, maior ´e o seu valor comer-cial [25]. Depois do descortic¸amento, as pranchas recolhidas s˜ao enviadas para a f´abrica, empilhadas e permanecem expostas ao ar livre para permitir a estabilizac¸˜ao da cortic¸a devido `a exposic¸˜ao a diferentes condic¸˜oes atmosf´ericas. Esta pr´atica segue as normas do C´odigo In-ternacional de Pr´aticas Rolheiras (CIPR), denominando-se esta etapa por per´ıodo de repouso. Ap´os esse tempo de estabilizac¸˜ao a cortic¸a passa pela etapa de cozimento que consiste na cozedura da cortic¸a em ´agua fervente de forma a diminuir a atividade biol´ogica alterando duas propriedades, a espessura e a densidade, tornando a cortic¸a mais el´astica e macia.
De seguida, ocorre uma etapa de estabilizac¸˜ao que se caracteriza por um per´ıodo de duas a trˆes semanas na qual se aplanam as pranchas de cortic¸a de forma a obter a consistˆencia necess´aria para o fabrico das rolhas.
O processo de triturac¸˜ao, pretende partir a cortic¸a e tritur´a-la com o aux´ılio de um sis-tema pneum´atico que empurra a cortic¸a na direc¸˜ao dos discos presentes nas trituradoras que cortam a cortic¸a passando-a a grˆanulos.
Ap´os a triturac¸˜ao, ´e realizada uma separac¸˜ao granulom´etrica da cortic¸a consoante a sua granulometria e a sua densimetria, tendo em vista o tipo de rolha que se vai produzir. Divide-se em trˆes grupos, o granulado para rolhas TT, o granulado para rolhas aglomeradas e o granulado para rolhas micro. O sistema ROSA® ´e um sistema inovador que realiza uma destilac¸˜ao por arraste de vapor de ´agua de todo o granulado de modo a extrair compostos orgˆanicos vol´ateis na produc¸˜ao de rolhas aglomeradas e de rolhas TT, mais propriamente, a remoc¸˜ao do 2,4,6-Tricloroanisol (TCA) [26].
A Figura 2.4 demonstra a etapa de extrus˜ao/corte, onde ocorre a aglomerac¸˜ao dos corpos de cortic¸a.
Figura 2.4: Etapa de extrac¸˜ao e corte dos bast˜oes para rolhas de cortic¸a.
O granulado proveniente do sistema ROSA® ´e misturado com um pr´e-pol´ımero de po-liuretano que garante a ades˜ao do granulado que ir´a formar o bast˜ao, com l´atex para ajudar na dispers˜ao dos componentes da mistura, com ´oleo paraf´ınico, que atua como lubrificante para facilitar a passagem dos bast˜oes nas extrusoras e ´agua (caso seja necess´ario ajustar o valor da humidade relativa), segundo receitas pr´e-estabelecidas.
A mistura j´a preparada serve de alimentac¸˜ao para as extrusoras atrav´es de um carro de abastecimento. Cada extrusora apresenta 25 tubos de crescimento de bast˜oes, de cada lado, que ap´os o seu desenvolvimento total s˜ao introduzidos numa mesa de corte que apresenta uma serra m´ovel, cortando-os, em corpos aglomerados [27, 28, 29].
A pr´oxima etapa designa-se de topejamento na qual os bast˜oes j´a cortados de acordo com o comprimento definido sofrem o topejamento que consiste na correc¸˜ao do comprimento dos corpos de forma a uniformiza-los.
Posteriormente, na colagem, ´e efetuada a colagem dos discos de cortic¸a aos corpos aglo-merados. Nesta operac¸˜ao o corpo aglomerado passa por uma cola e s˜ao colocados os discos consoante o n´umero de discos e a posic¸˜ao em cada topo da rolha, levando a um forno de onde j´a saem colados, como mostra a Figura 2.5.
Figura 2.5: Etapa de colagem dos discos ao corpo aglomerado da rolha de cortic¸a. agentes abrasivos destinados a conferir as dimens˜oes finais das rolhas, em termos de com-primento e de diˆametro.
A etapa seguinte designa-se de lavac¸˜ao, onde ocorre a lavagem das rolhas de cortic¸a apresentando como objetivos a limpeza, a desinfec¸˜ao e o branqueamento das mesmas. No cap´ıtulo 3 encontra-se uma desric¸˜ao mais detalhada desta etapa do processo produtivo.
De seguida, ´e realizada a escolha eletr´onica, que consiste na triagem eletr´onica das ro-lhas com defeitos atrav´es da an´alise do corpo e topos. Caso a escolha eletr´onica n˜ao detete algum defeito ´e efetuada uma escolha manual onde se faz uma nova triagem. Um exemplo de escolha manual baseia-se na presenc¸a de uma mancha de cor no corpo da rolha.
Posteriormente efetua-se a marcac¸˜ao que consiste na impress˜ao de um log´otipo ou texto bem como o c´odigo do fornecedor e a contramarca. Como modo de impress˜ao esta pode ser feita a tinta, a fogo, a induc¸˜ao el´etrica ou a laser.
O tratamento de superf´ıcie consiste no revestimento da superf´ıcie da rolha recorrendo com produtos `a base de silicone e de parafina, permitindo o deslize da rolha no gargalo da garrafa, quer na inserc¸˜ao como na extrac¸˜ao.
A contagem e o ensaque ´e onde se d´a a contagem das rolhas e o seu embalamento. Por fim, a armazenagem e a expedic¸˜ao consistem no armazenamento das paletes das rolhas ou corpos no armaz´em de produto final at´e se proceder `a sua expedic¸˜ao, ap´os a verificac¸˜ao das condic¸˜oes de transporte [27, 28, 29].
2.3
Classificac¸˜ao e defeitos
As rolhas de cortic¸a TT classificam-se em diversos n´ıveis de qualidade consoante a aparˆencia visual do disco colado ao corpo da rolha e consoante o valor comercial a que s˜ao vendidos. Subdividem-se em seis classes visuais: AA, A, A/B, B, B/C e C, onde as ro-lhas de melhor qualidade s˜ao classificadas como AA e no caso contr´ario s˜ao nomeadas como C.
Cada classe de rolhas pode apresentar defeitos, existindo um limite de aceitac¸˜ao dos mes-mos para todas as classes, por exemplo uma rolha de classe AA n˜ao pode apresentar nenhum
defeito, contudo a classe B pode apresentar no m´aximo 1 defeito, numa primeira amostra. Al´em da desvalorizac¸˜ao da classe, os defeitos representam uma perda do valor econ´omico da rolha, tornando-se priorit´ario a reduc¸˜ao dos mesmos.
Os defeitos apresentados pelas rolhas de cortic¸a advˆem de dois fatores principais: do processo de fabrico ou da pr´opria cortic¸a.
O processo produtivo das rolhas t´ecnicas TT pode causar danos ou diminuir a qualidade visual da rolha devido a defeitos como: as trincas, os descentrados, os defeitos de corpo, os descolados, a partir, com o chanfro ao contr´ario e sem chanfro. Estes defeitos podem ser observados na Figura 2.6.
Figura 2.6: Exemplos de defeitos do processo de fabrico tais como descolados, descentrados, trincas e defeitos de corpo.
Durante o desenvolvimento da cortic¸a ocorrem fen´omenos que prejudicam a classe visual da rolha tais como a marca de insectos (bicho, a cobrilha, o prego ou costa), as condic¸˜oes atmosf´ericas a que a cortic¸a esteve expostas provocando alterac¸˜oes visuais e estruturais como o ano seco, a fenda e a lenticela, como demonstrado na Figura 2.7.
Figura 2.7: Exemplos de defeitos do desenvolvimento da cortic¸a tais como ano seco, cobri-lha, bicho, fenda, lenticela e prego.
2.4
Plano de inspec¸˜ao e ensaios
De acordo com a Norma Portuguesa NP EN ISO 9001:2015, a organizac¸˜ao deve planear, executar e controlar os processos que fornecem um produto ou servic¸o. Cabe `a organizac¸˜ao a determinac¸˜ao dos crit´erios de aceitac¸˜ao dos produtos e ou servic¸os fornecidos, bem como do controlo dos mesmos.
O Plano de Inspec¸˜ao e Ensaio (PIE) ´e uma especificac¸˜ao de um produto ou servic¸o vi-sando as suas carater´ısticas t´ecnicas, funcionais e respetivos crit´erios de aceitac¸˜ao. O PIE ´e um documento que indica qual a fase do processo que deve ser controlada, qual a frequˆencia do controlo, quais os documentos de referˆencia e quem ´e o respons´avel pela inspec¸˜ao e an´alise [30].
No caso da lavac¸˜ao das rolhas TT, o PIE prevˆe a avaliac¸˜ao da humidade relativa e a avaliac¸˜ao da cor, em todos os ciclos de lavac¸˜ao, sendo que s˜ao inspecionadas 5 rolhas pelo operador, sendo o crit´erio de aceitac¸˜ao uma humidade relativa de 6 ± 2% e a cor adequar-se ao padr˜ao. Em caso de rejeic¸˜ao deve ser informado o chefe do setor que toma a decis˜ao de segregar o lote ou de relavar as rolhas. Outro parˆametro a avaliar ´e a absorvˆancia a 420 nm, com uma periocidade m´ınima de um ano, a cada tipo de lavac¸˜ao, por um analista [35].
CAP´ITULO
3
O processo de lavac¸˜ao
A lavac¸˜ao ´e uma etapa da produc¸˜ao das rolhas TT, visando como principais objetivos, as-segurar a limpeza, a desinfec¸˜ao e o despoeiramento das rolhas de cortic¸a bem como alcanc¸ar o branqueamento das mesmas. O processo de lavac¸˜ao encontra-se descrito segundo as nor-mas indicadas no CIPR como pr´atica obrigat´oria [36].
Atualmente, a lavac¸˜ao ocorre essencialmente em quatros est´agios essenciais. Comec¸a-se por tratar as rolhas de cortic¸a com um agente de branqueamento, uma soluc¸˜ao de per´oxido de hidrog´enio, H2O2, um estabilizador, usualmente silicato de s´odio e uma soluc¸˜ao aquosa
de hidr´oxido de s´odio, modo a garantir um valor de pH b´asico para favorecer o desempenho do agente de branqueamento.
De seguida, ocorre um enxaguamento com ´agua de modo a efetuar a lavagem e a remo-ver os excessos de produtos qu´ımicos utilizados anteriormente. Promove-se o aquecimento, atrav´es do aumento da temperatura da reac¸˜ao, podendo ser utilizada tamb´em a injec¸˜ao de aquecimento durante os v´arios est´agios.
Posteriormente, aplica-se uma soluc¸˜ao aquosa de hidrogenossulfato de s´odio, uma substˆancia ´acida, utilizada para a neutralizac¸˜ao do hidr´oxido de s´odio restante. Na ´ultima fase ocorre a secagem das rolhas com recurso a injec¸˜ao de ar na lavadora para garantir que as rolhas de cortic¸a apresentem uma humidade relativa dentro das especificac¸˜oes permitidas, caso contr´ario, a cortic¸a ´e mais suscet´ıvel a contaminac¸˜oes.
Figura 3.1: Equipamento de lavac¸˜ao de rolhas de cortic¸a.
3.1
O processo de branqueamento
O processo de branqueamento visa a otimizac¸˜ao e uniformizac¸˜ao da brancura da su-perf´ıcie das rolhas de cortic¸a, atrav´es da quebra e degradac¸˜ao parcial da lenhina e de com-postos crom´oforos respons´aveis pela colorac¸˜ao da rolha.
No processo de branqueamento s˜ao adicionados agentes que interagem com a cortic¸a de forma a obter uma cor uniforme, de acordo com trˆes princ´ıpios fundamentais: aproveitar o m´aximo da sua eficiˆencia, diminuir os gastos e diminuir os impactos ambientais.
Primitivamente, o hipoclorito de c´alcio (CaClO2) foi utilizado como agente de
branquea-mento, no entanto, verificou-se que gerava efluentes prejudiciais ao meio ambiente. Permitia a formac¸˜ao de cloroanis´ois, compostos gerados na presenc¸a de cloro e de grupos fen´ois, principais percursores do desenvolvimento do TCA [13]. Assim sendo, a lavac¸˜ao com com-postos clorados foi banida como indica no CIPR bem como a utilizac¸˜ao destes comcom-postos nas restantes etapas do processo, validando a utilizac¸˜ao de per´oxido de hidrog´enio como agente de branqueamento mais apropriado [36].
3.1.1
Per´oxido de hidrog´enio
No processo de branqueamento ´e utilizado o per´oxido de hidrog´enio, H2O2, que atua
como agente de branqueamento, se caraterizando por um ´acido fraco que forma sais com diversos metais. Este agente de branqueamento pode ser corrosivo e causar irritac¸˜oes em contato com a pele.
Dada a carˆencia de informac¸˜ao sobre o branqueamento de cortic¸a s˜ao adotadas frequete-mente, as reac¸˜oes que ocorrem durante o branqueamento da pasta de papel, como indicado na literatura. A reac¸˜ao apresentada pela Equac¸˜ao 3.1, mostra a formac¸˜ao do ani˜ao hidro-per´oxido em meio alcalino, uma esp´ecie que se admite que reage com os grupos crom´oforos da lenhina.
H2O2(aq) + OH−(aq) −−→ HO−2 (aq) + H2O (l) (3.1)
A eficiˆencia do per´oxido de hidrog´enio pode ser afetada pela concentrac¸˜ao de reagente, pela presenc¸a de metais de transic¸˜ao, pelo tempo de reac¸˜ao e pela temperatura. A concentrac¸˜ao deste agente de branqueamento deve ser suficiente para que em meio alcalino, pH cerca de 12, ocorra a ativac¸˜ao do per´oxido de hidrog´enio e formac¸˜ao do ani˜ao hidroper´oxido (esp´ecie ativa) que vai permitir a brancura da rolha. Se o pH for inferior a 11, o per´oxido de hi-drog´enio n˜ao se ativa, ou seja, n˜ao ocorre a reac¸˜ao de branqueamento; se superior a 13 ocorre a degradac¸˜ao do per´oxido de hidrog´enio [37, 38].
Os metais de transic¸˜ao na forma de i˜oes formam sais que podem catalisar a decomposic¸˜ao do per´oxido de hidrog´enio, onde os i˜oes mais cr´ıticos s˜ao o ferro, o cobre e o manganˆes [54]. No que diz respeito ao tempo de reac¸˜ao, sabe-se que quando maior ´e o tempo de reac¸˜ao maior ´e a efic´acia do per´oxido de hidrog´enio como agente de branqueamento na eliminac¸˜ao dos compostos crom´oforos, mas em contrapartida menor ´e a produtividade da etapa de lavac¸˜ao. A temperatura de reac¸˜ao ´e um parˆametro do processo que deve estar pr´oximo do valor ´otimo de 80ºC. Acima desta gama, entre 110-120ºC, o per´oxido torna-se inst´avel e decomp˜oe-se formando radicais hidroxilo, o que n˜ao ´e o pretendido [56].
3.1.2
Hidr´oxido de s´odio
O hidr´oxido de s´odio, NaOH, conhecido industrialmente como soda c´austica, ´e uma base forte sol´uvel em ´agua que pode ser comercializada sob a forma de s´olido branco ou sob a forma de soluc¸˜ao incolor consoante a concentrac¸˜ao pretendida. Este composto ´e utilizado para o fabrico de celulose, detergentes, tˆexteis e at´e para o tratamento de ´aguas residuais [57].
No processo de lavac¸˜ao, ´e o primeiro reagente qu´ımico a ser adicionado pois garante a alcalinidade da superf´ıcie da rolha para ocorrer a reac¸˜ao de branqueamento. Com o meio b´asico, pH pr´oximo de 12, est˜ao reunidas as condic¸˜oes para ocorrer a ativac¸˜ao do i˜ao hidro-per´oxido.
3.1.3
O acidificante
O hidrogenossulfato de s´odio, NaHSO4, tamb´em conhecido por bissulfato de s´odio, ´e
uma substˆancia ´acida que pode ser produzido atrav´es da mistura estequiom´etrica de hidr´oxido de s´odio e de ´acido sulf´urico, segundo a Equac¸˜ao 3.2.
H2SO4+ NaOH −−→ NaHSO4+ H2O (3.2)
Outra forma de produzir bissulfato de s´odio ´e adicionar ´acido sulf´urico e cloreto de s´odio a condic¸˜oes de temperatura elevadas.
Durante a lavac¸˜ao, o hidrogenossulfato de s´odio, ´e adicionado ap´os o t´ermino das etapas de oxidac¸˜ao e do primeiro enxaguamento, pois apresenta como principal func¸˜ao a neutralizac¸˜ao do hidr´oxido de s´odio existente, segundo a reac¸˜ao apresentada na Equac¸˜ao 3.3 [57].
NaHSO4+ NaOH −−→ Na2SO4+ H2O (3.3)
Al´em na neutralizac¸˜ao de reagentes em excesso, o agente acidificante permite a neutralizac¸˜ao do pH e a melhoria da brancura da rolha, assegurando a sua estabilidade durante o per´ıodo de vida da mesma.
A ind´ustria do papel considera o hidrogenossulfito de s´odio e o ditionito de s´odio, como poss´ıveis agentes redutores num est´agio adicional do branqueamento de pastas krafts, onde essa sequˆencia ´e totalmente livre de cloro. Tal facto, permite estudar a possibilidade de aplicac¸˜ao destes reagentes `a ind´ustria corticeira.
3.1.4
Os redutores
A.Hidrogenossulfito de s´odio
O hidrogenossulfito de s´odio de f´ormula qu´ımica, NaHSO3, podendo apresentar-se na
s´odio, ´e produzido industrialmente atrav´es do borbulhamento de di´oxido de enxofre em soluc¸˜oes que contenham um baixo teor de hidrogenossulfito de s´odio face a uma quantidade elevada de carbonato de c´alcio. A reac¸˜ao descrita apresenta-se na Equac¸˜ao 3.4.
2 NaHSO3+ 2 Na2CO3+ 2 H2O + 4 SO2−−→ 6 NaHSO3+ 2 CO2 (3.4)
O hidrogenossulfito de s´odio ´e utilizado como aditivo alimentar na conservac¸˜ao de ali-mentos enlatados bem como na produc¸˜ao e engarrafamento de vinhos, visando a prevenc¸˜ao da oxidac¸˜ao dos mesmos.
Como principais vantagens, o hidrogenossulfito de s´odio reage com o per´oxido de hi-drog´enio, formando o hidrogenossulfato de s´odio, segundo a reac¸˜ao apresentada na Equac¸˜ao 3.5, garantindo uma diminuic¸˜ao do teor de per´oxidos residual no final da lavac¸˜ao e a neutralizac¸˜ao do hidr´oxido de s´odio em excesso [58].
NaHSO3+ H2O2−−→ NaHSO4+ H2O (3.5)
Realc¸ando que a estequiometria da reac¸˜ao ´e de 1:1, significa que o n´umero de moles de bissulfato de s´odio atualmente empregue no processo de lavac¸˜ao, ser´a o mesmo se utilizar-mos o novo agente redutor, hidrogenossulfito de s´odio.
B.Ditionito de s´odio
O ditionito de s´odio, Na2S2O4, conhecido por ditionito de s´odio, ´e caraterizado por um
p´o cristalino branco e utiliza-se principalmente na ind´ustria tˆextil como redutor dos corantes mas tamb´em ajuda na limpeza por reduc¸˜ao das m´aquinas de tingimento. O ditionito de s´odio pode ser obtido pela reac¸˜ao do borohidreto como mostra a Equac¸˜ao 3.6.
NaBH4+ 8 NaHSO3←−→ NaBO2+ 6 H2O + 4 Na2S2O4 (3.6)
Segundo a ind´ustria do papel, podem ocorrer reac¸˜oes favorav´eis e desfavorav´eis durante o branqueamento. As reac¸˜oes favorav´eis prendem-se com a ac¸˜ao redutora do ditionito com a lenhina que permite a reduc¸˜ao da quantidade de compostos crom´oforos. A reac¸˜ao de bran-queamento pode ocorrer por uma simples transferˆencia de eletr˜oes para os crom´oforos da le-nhina, tornando-se numa abordagem favor´avel. Em contrapartida, na presenc¸a de oxig´enio, o ditionito de s´odio forma o produto intermedi´ario NaHSO3que depois reage com o per´oxido
em excesso formando o hidrogenossulfato de s´odio, como apresenta a Equac¸˜ao 3.7.
S2O42−+ H2O + O2−−→ HSO3−+ HSO4− (3.7)
O controlo do pH do meio ´e um parˆametro essencial para o bom desempenho do ditionito de s´odio, pois se o pH for inferior a 4 ocorre a degradac¸˜ao do agente redutor, contudo, a um
pH superior a 7 ocorre uma revers˜ao da brancura. O valor do pH ideal situa-se entre 6 e 6,5. Existem ainda parˆametros como a temperatura, o tempo de reac¸˜ao e a percentagem de brancura ISO que s˜ao influenciadores do branqueamento com o ditionito de s´odio [39].
Pelo artigo [38], verifica-se a reac¸˜ao de branqueamento ´e dividida em duas fases: a fase r´apida onde s˜ao degradados os compostos crom´oforos mais reactivos e a fase final, bastante mais lenta, onde ocorre a degredac¸˜ao dos restantes. A degradac¸˜ao destes grupos, ´e superior para temperaturas elevadas durante o mesmo intervalo de tempo.
Deste modo verifica-se que face `a literatura existente, existem v´arias vari´aveis influencia-doras do processo de branqueamento tais como: a concentrac¸˜ao de per´oxido de hidrog´enio e de hidr´oxido de s´odio, a temperatura, a press˜ao, o tempo de operac¸˜ao para uma determinada percentagem de brancura ISO pretendida [38].
CAP´ITULO
4
Materiais e m´etodos
Neste cap´ıtulo s˜ao abordados os materiais, m´etodos e t´ecnicas a serem utilizadas nos ensaios realizados afim de caraterizar o processo de lavac¸˜ao.
4.1
An´alise cr´ıtica ao processo de lavac¸˜ao
4.1.1
AMFE
Para compreender o processo de lavac¸˜ao foi realizada uma an´alise cr´ıtica ao processo de lavac¸˜ao de forma a compreender os parˆametros cr´ıticos e quais as suas causas. Para tal, comec¸ou-se por estudar o processo de lavac¸˜ao e quais os principais impactos no produto final. De seguida, foram recolhidas informac¸˜oes sobre as reclamac¸˜oes existentes de clientes e classificou-se quais apresentam maior relevˆancia devido `a lavac¸˜ao.
Posto isto, foi elaborada uma AMFE que apresenta como principal objetivo a identificac¸˜ao dos modos de falha e respetiva quantificac¸˜ao da probabilidade do risco de ocorrer as poten-ciais falhas. A AMFE suporta trˆes fases essenpoten-ciais: a an´alise qualitativa onde se identificam e caraterizam todos os modos de falha e causas que levam aos principais efeitos associados ao processo; a fase quantitativa onde se calcula o n´umero de prioridade e risco (NPR), tendo em considerac¸˜ao os ´ındices de ocorrˆencia da falha (O), o ´ındice de probabilidade de detec¸˜ao (D), o ´ındice de gravidade dos efeitos da falha (G) dado pela Equac¸˜ao 4.1.
NPR= O × D × G (4.1)
Onde NPR corresponde ao n´umero de prioridade e risco, O corresponde ao ´ındice de ocorrˆencia, D corresponde ao ´ındice de detec¸˜ao e G corresponde ao ´ındice de gravidade.
A terceira e ´ultima fase da AMFE corresponde `a an´alise dos ´ındices acima referidos, onde o n´umero de prioridade e risco (NPR) de maior valor e modos de falha com ´ındices de gravidade elevados s˜ao avaliados e ´e definido um plano de ac¸˜oes corretivas para eliminar a causa da falha ou para reduzir os ´ındices de ocorrˆencia e gravidade.
Quanto maior o n´umero de prioridade e risco (NPR), maior ´e a probabilidade de ocorrer uma determinada falha potencial e de que esta se repita.
Existem dois tipos de an´alise modal de falhas e efeitos: a AMFE de concec¸˜ao/projeto e a AMFE de processo. A AMFE de projeto deve ser utilizada para garantir que o produto ser´a eficiente e corresponder´a `as expetativas durante o seu fabrico, sendo que esta avaliac¸˜ao deve ser feita o mais cedo poss´ıvel. A AMFE de processo ´e utilizada quando o projeto j´a est´a terminado, mas permite identificar modos potenciais de falha de cada processo [42].
4.1.2
Auditoria
A auditoria ´e um processo sistem´atico e documentado para obter evidˆencias de auditoria e respetiva avaliac¸˜ao afim de determinar o grau de satisfac¸˜ao dos crit´erios de auditoria.
Os principais objetivos da auditoria s˜ao avaliar uma determinada atividade que afeta a qualidade final de um bem ou servic¸o, prioritizando crit´erios relacionado com a satisfac¸˜ao do cliente. Al´em de avaliar o ponto de situac¸˜ao de um processo, as auditorias possibilitam a troca de conhecimento entre o auditor e os auditados, enfatizando os procedimentos j´a exis-tentes e avaliando procedimentos inexisexis-tentes ou que apresentem lacunas.
Existem dois tipos de auditorias consoante a entidade que a realiza, classificando-se de auditorias internas (1ª parte) e auditorias de 2ª parte. As auditorias de primeira parte s˜ao realizadas pela pr´opria organizac¸˜ao enquanto as auditorias de segunda parte s˜ao efetua-das por organizac¸˜oes externas, por clientes ou por entidades independentes afim de obter a certificac¸˜ao. Existem ainda as auditorias a fornecedores que s˜ao motivadas pela organizac¸˜ao face aos seus fornecedores.
As auditorias podem apresentar diversas finalidades, designando-se de:
• Auditoria de Concess˜ao: quando se pretende obter a acreditac¸˜ao ou certificac¸˜ao na sequˆencia da an´alise de um processo;
• Auditoria de Acompanhamento: quando ´e realizada a auditoria para garantir a manutenc¸˜ao da acreditac¸˜ao ou da certificac¸˜ao;
• Auditoria de Renovac¸˜ao: realizada para obter a renovac¸˜ao da acreditac¸˜ao ou da certificac¸˜ao; • Auditoria de Extens˜ao: realizada quando se pretende extender a acreditac¸˜ao ou certificac¸˜ao
a novos processos, ainda n˜ao auditados;
• Auditoria de Seguimento: permite avaliar se as ac¸˜oes corretivas decorrentes de outras auditorias est˜ao empregues devidamente ou adequadas [40, 41].
Num processo de engenharia, a auditoria deve centrar-se na revis˜ao intensa das diversas eta-pas do processo produtivo, incluindo parˆametros de equipamentos e controlo estat´ıstico do processo.
Com base das evidˆencias de auditoria s˜ao planeadas ac¸˜oes de melhoria visando o con-trolo, correc¸˜ao e registo das n˜ao conformidades detetadas, avaliando a posibilidade de eli-minar as causas que originaram a n˜ao conformidade. Por fim, devem ser implementadas as ac¸˜oes corretivas e rever a sua efic´acia.
4.2
M´etodos de controlo de qualidade
Para o desenvolvimento de um produto, existe um protocolo de validac¸˜ao decorrente da etapa de lavac¸˜ao que apresenta trˆes etapas fundamentais:
A – Abertura do projeto e definic¸˜ao do plano de trabalho.
B – Verificac¸˜ao das amostras, ensaios experimentais ou piloto, semi-industriais, engarra-famento em cave, ensaio industrial e as respetivas conclus˜oes.
C – Implementac¸˜ao do produto.
Para os ensaios de reduc¸˜ao da quantidade e substituic¸˜ao de produtos qu´ımicos durante a lavac¸˜ao ´e necess´ario garantir o controlo da qualidade das rolhas produzidas, realizando ensaios f´ısico-mecˆanicos, ensaios qu´ımicos e ensaios visuais [43].
4.2.1
Ensaios f´ısico-mecˆanicos
A. Humidade
A variac¸˜ao da humidade da rolha depende de in´umeros fatores entre os quais, as condic¸˜oes atmosf´ericas, a humidade da cortic¸a proveniente do montado ou a adic¸˜ao de ´agua durante as diversas etapas do processo produtivo.
Para determinar a humidade presente nas rolhas de cortic¸a, utiliza-se como referˆencia a norma portuguesa NP 2803-2 - Rolhas Cil´ındricas – Ensaios F´ısicos- Mecˆanicos – Determinac¸˜ao do Teor de ´Agua. Para tal utiliza-se um higr´ometro (Aqua-Boy) da marca KPM que deter-mina o teor de ´agua existente nas rolhas de cortic¸a recorrendo `a condutimetria [44, 48]. Ap´os a etapa de lavac¸˜ao, aguardou-se cerca de trinta minutos para que ocorra a estabilizac¸˜ao da humidade das rolhas. Os resultados s˜ao apresentados em percentagem, sendo os limites de especificac¸˜ao inferior e superior de 4 e 9%, respetivamente.
Quando a amostragem ´e elevada, existe um aut´omato para a determinac¸˜ao das dimens˜oes (comprimento, diˆametro e ovalidade), da humidade relativa e da massa vol´umica das rolhas de cortic¸a, designado de Medcork®.
B. Capilaridade
A capilaridade ´e um ensaio f´ısico que permite avaliar a efic´acia do tratamento de su-perf´ıcie a que as rolhas de cortic¸a est˜ao expostas.
O ensaio consiste no contato das rolhas de cortic¸a previamente tratadas com vinho tinto ou com uma soluc¸˜ao hidroalco´olica corada a 12%. As rolhas s˜ao deixadas no tabuleiro com o topo da rolha mergulhado na soluc¸˜ao referida, durante um per´ıodo de estabilizac¸˜ao de 24 horas, como mostra a Figura 4.1. Ap´os esse per´ıodo, ´e medida a capilaridade, em mil´ımetros, pela comparac¸˜ao do pico mais alto da subida do l´ıquido em relac¸˜ao `a linha de contato com
o l´ıquido na superf´ıcie da rolha. A capilaridade permite realizar uma primeira an´alise da vedac¸˜ao da rolha quando esta contacta com o vinho tinto [45, 48].
Figura 4.1: Material utilizado para o ensaio da capilaridade.
C. Forc¸as de extrac¸˜ao
A forc¸a de extrac¸˜ao ´e caraterizada pela forc¸a necess´aria para extrair a rolha de uma gar-rafa recorrendo a um dinam´ometro.
O ensaio da forc¸a de extrac¸˜ao apresenta como referˆencias a norma portuguesa NP 2803-4: 96 –Rolhas cil´ındricas de cortic¸a - Ensaios f´ısicos - Determinac¸˜ao da forc¸a de extrac¸˜ao e a norma internacional ISO 9727-5 [46, 48].
Antes do ensaio da forc¸a de extrac¸˜ao as rolhas devem estabilizar durante um per´ıodo de 24 horas ap´os o tratamento de superf´ıcie. As rolhas s˜ao introduzidas nas garrafas com re-curso `a rolhadora da marca Bertolaso, onde permanecem em repouso durante 1 hora. Depois deste per´ıodo, utiliza-se a m´aquina de extrac¸˜ao da marca Mecmesin, onde se aplica o saca rolhas, regula-se a velocidade da prensa e fixa-se a garrafa na base m´ovel da prensa. Coloca-se a prensa em movimento descendente para efetuar a extrac¸˜ao e lˆe-Coloca-se o valor da forc¸a de extrac¸˜ao da rolha.
A forc¸a de extrac¸˜ao da amostra ´e a m´edia dos resultados das forc¸as de extrac¸˜ao obtidos para cada rolha, sendo o resultado expresso em decaNewton (daN).
4.2.2
Ensaios qu´ımicos
A. Teor de per´oxidos
A utilizac¸˜ao de per´oxido de hidrog´enio como agente de branqueamento durante o pro-cesso de lavac¸˜ao, possibilita a existˆencia de uma quantidade residual deste agente no final da lavac¸˜ao ou at´e mesmo ao fim de 48 horas.
Segundo a norma portuguesa NP 4502:2010, colocam-se trˆes rolhas dentro de um matraz e adiciona-se 100 mL de ´agua destilada, agitando durante uma hora. Mergulha-se uma tira Reflectoquantno extrato e determina-se o teor residual de per´oxidos no equipamento RQflex.
A Figura 4.2 apresenta o equipamento utilizado durante o ensaio de medic¸˜ao do teor residual de per´oxidos.
Figura 4.2: Equipamento utilizado para a medic¸˜ao do teor residual de per´oxidos. O valor lido no equipamento ´e expresso em mg/L, sendo necess´ario corrigir este valor atrav´es do peso m´edio das trˆes rolhas para obter o teor de per´oxido residual em mg/rolha como indicado na Equac¸˜ao 4.2.
Teor peroxido residual(´ mg rolha) =
L× 0, 1
n (4.2)
Onde L representa a medic¸˜ao efetuada no RQflex dada em mg/L e n representa o n´umero de rolhas de cortic¸a [47]. Segundo o CIPR, o teor residual de per´oxidos ap´os a lavac¸˜ao deve ser inferior a 0,200 mg/rolha [36].
B. Espectroscopia FTIR-ATR
A FTIR-ATR ´e uma t´ecnica de an´alise qu´ımica quantitativa que permite a identificac¸˜ao dos grupos funcionais presentes numa determinada amostra.
O espetrofot´ometro de FTIR-ATR utilizado foi FT-IR System da marca Perkin Elmer, li-gado a um software designado de Spectrum, que originou espectros de refletˆancia em func¸˜ao do comprimento de onda. Os espectros foram registados num comprimento de onda entre 4000 - 5000 cm−1, com uma resoluc¸˜ao de 4,0-2,0 cm−1com um varrimento de 32 scans.
4.2.3
Ensaios visuais
A. Brancura ISO
A brancura ISO carateriza-se pela medic¸˜ao do fator de refletˆancia intr´ınseca da amostra medida a um comprimento de onda bem definido, na zona do vis´ıvel, aos 457 nm e foi implementada na f´abrica recentemente de acordo com a norma interna. Na realidade, o que se mede ´e a raz˜ao da radiac¸˜ao refletida pela amostra e a luz refletida por uma superf´ıcie padr˜ao de um modo perfeito (corpo opaco).
Para efetuar este procedimento utiliza-se a norma interna de medic¸˜ao de brancura ISO, sendo indispens´avel normas internacionais como a ISO 2469, 2470 e 3688. Afim de medir a brancura ISO, ap´os a lavac¸˜ao, ´e retirada uma amostra significativa de 50 rolhas, onde s˜ao escolhidos os melhores topos, ou seja, os que apresentam menos poros e visivelmente maior brancura. Ap´os um per´ıodo de estabilizac¸˜ao de 48 horas s˜ao realizadas trˆes medic¸˜oes no topo e trˆes medic¸˜oes no corpo da rolha. Deste modo, a brancura m´edia de cada rolha ´e definida como o valor m´edio das seis medic¸˜oes efetuadas.
No total da amostra, a brancura m´edia ISO ´e dada pelo quociente entre o somat´orio das brancuras m´edias de cada rolha e o tamanho da amostra, como indicado na Equac¸˜ao 4.3.
Brancura media(%) =´ 1 n× n
∑
i=1 Bi (4.3)Onde n representa o tamanho da amostra e Bi representa a brancura m´edia de cada rolha [50, 51].
Os ensaios foram realizados com recurso a um espetrofot´ometro CM-700d da marca Konica Minolta, como mostra a Figura 4.3, auxiliados por um software designado de Spectra Magic NX.
Figura 4.3: Espetrofot´ometro para medic¸˜ao da brancura ISO.
B. Aspeto visual
A an´alise visual consiste na avaliac¸˜ao do aspeto final da rolha t´ecnica, visando parˆametros como a cor, a homogeneidade da lavac¸˜ao, a cor e qualidade dos topos, o empolamento e a aresta. Como o aspeto visual da rolha ´e um crit´erio essencial, foi solicitado a dois avaliado-res, um supervisor de sec¸˜ao e uma operadora da sec¸˜ao de escolha eletr´onica que pontuassem as amostras de 1 a 5, sendo 1 a classificac¸˜ao mais baixa e 5 a classificac¸˜ao mais alta, se-gundo os v´arios crit´erios apresentados. Quanto maior o valor obtido em pontos, melhor ´e o aspeto visual da rolha de cortic¸a, podendo num m´aximo obter uma pontuac¸˜ao de 35 pontos. A aprovac¸˜ao do aspeto visual da rolha ´e garantido pela comparac¸˜ao com os padr˜oes, como apresentado na Figura 4.4.
![Figura 1.3: Evoluc¸˜ao das exportac¸˜oes e importac¸˜oes portuguesas da cortic¸a entre 2005 e 2016 [34]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15981073.1102576/18.892.187.731.226.492/figura-evoluc-das-exportac-importac-portuguesas-cortic-entre.webp)
![Figura 1.4: Unidades industriais da unidade de neg´ocios Amorim& Irm˜aos S.A [33].](https://thumb-eu.123doks.com/thumbv2/123dok_br/15981073.1102576/19.892.214.664.132.394/figura-unidades-industriais-unidade-neg-ocios-amorim-irm.webp)