UFOP - CETEC - UEMG
R E D E M A T
RE D E TE M ÁT IC A E M EN G E N H A R IA D E MAT E R IA IS
U F O P – C E T E C – U E M G
DISSERTAÇÃO DE MESTRADO
“Avaliação da Tenacidade à Fratura e da Resistência à
Fadiga de Dois Aços Utilizados em Eixos de Carros
Torpedos”
Autor: Ricardo Tadeu Meneses Sodré
Orientador: Prof.º Dr. Leonardo Barbosa Godefroid
Ouro Preto - MG
UFOP - CETEC - UEMG
R E D E M A T
RE D E TE M ÁT IC A E M EN G E N H A R IA D E MAT E R IA IS
U F O P – C E T E C – U E M G
Ricardo Tadeu Meneses Sodré
“Avaliação da Tenacidade à Fratura e da Resistência à Fadiga de
Dois Aços Utilizados em Eixos de Carros Torpedos”
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em
Engenharia de Materiais da REDEMAT,
como parte integrante dos requisitos para
a obtenção do titulo de Mestre em
Engenharia de Materiais.
Área de Concentração: Análise e Seleção de Materiais
Orientador: Prof.º Dr. Leonardo Barbosa Godefroid
“Ninguém
Ninguém é tão auto-suficiente para nunca ser ajudado; Ninguém é tão sábio que nunca tenha errado;
Ninguém é tão errado que nunca tenha acertado; Ninguém é tão alguém que nunca precisou de alguém!”
Autor Desconhecido
Eépor isso que...
Primeiramente agradeço a Deus pela graça da vida e pela conquista de mais um degrau;
Ao Prof. Dr. Leonardo Barbosa Godefroid pela orientação dedicada, paciência, incentivo
e por conseguir disseminar seus conhecimentos de maneira objetiva e clara;
A companhia ArcelorMittal Tubarão pela oportunidade e confiança a mim depositada,
principalmente através do Eng.º Ruben Pinasco e do Eng.º Álvaro Pio. Agradeço também
o apoio financeiro;
Aos professores que participaram da banca examinadora, pelas críticas construtivas;
Ao Eng.° Yukio Nishida e a equipe do Laboratório de Testes Mecânicos da companhia
ArcelorMittal Tubarão pelas valiosas análises microestruturais;
Ao bolsista Wagner Duarte por ter dedicado parte da sua graduação a parte prática desta
dissertação;
A todos os funcionários da Escola de Minas pelas diversas contribuições;
A Universidade Federal de Minas Gerais (UFMG) pela base sólida;
A Universidade Federal de Ouro Preto (UFOP), principalmente ao DEMET, pela acolhida;
Ao meu querido Brasil por conseguir manter um ensino de referência em suas
universidades federais;
Aos meus irmãos de sangue e aos meus irmãos de coração;
Um agradecimento especial aos meus pais Geraldo e Maildes. Ele por oportunamente ter
acreditado que só o estudo poderia trilhar um novo rumo; e Ela pela torcida de mãe e
RESUMO
“Avaliação da Tenacidade à Fratura e da Resistência à Fadiga de Dois Aços
Utilizados em Eixos de Carros Torpedos”
Fadiga e fratura de eixos ferroviários são problemas técnicos que vêm sendo
tratados nos estudos de comportamento mecânico dos materiais. A fratura de eixos de
carros torpedos em operação traz perda de produção e custo elevado para substituição
dos mesmos. Neste trabalho foi estudada a tenacidade à fratura através do parâmetro
CTOD e o crescimento de trinca por fadiga da/dNx∆K para dois tipos de aços aplicados em eixos de carros torpedos de indústria siderúrgica: o ASTM A21 grau H e o AISI/SAE
4130, na condição de tratamento térmico temperado e revenido. A principal diferença
entre estes dois tipos de aços é a composição química. Corpos-de-prova do tipo C(T),
com espessura
B
=12,5mm, largura W=50mm na orientação L-R foram usados nos experimentos. A freqüência de ensaio foi de f= 30Hz e razão entre tensõesR
=0,1. Os resultados mostraram que o tamanho de trinca máxima admissível para o ensaio detenacidade à fratura foi 70,3% maior para o material AISI/SAE 4130, associada a uma
resistência mecânica 20,6% maior. Na região I da curva sigmoidal de
)
log(
)
/
log(
da
dN
x
∆
K
, o valor para o limiar de intensidade de tensão∆
K
thfoi 6% superior para o material ASTM A21 grau H, sendo então mais resistente ao crescimento de trincapor fadiga. Por outro lado foi observado um comportamento praticamente idêntico da taxa
de propagação da trinca por fadiga nas regiões II e III. Nos dois tipos de aço o
mecanismo de fechamento de trinca por fadiga foi predominantemente induzido por
rugosidade, sendo mais acentuado no aço do tipo ASTM A21 grau H.
ABSTRACT
“Evaluation of Fracture Toughness and Fatigue Strength of Two Steels
Applied in Pugh Car Shafts”
Fatigue and fracture of railway shafts are technical problems that have been
treated in studies of mechanical behavior of materials. The pugh car shafts fracture during
operation causes production losses and high cost to replace them. In this work, it has
been studied the fracture toughness through CTOD parameter and the fatigue crack
growthda/dNx∆K , of two steel types applied in pugh car shafts of a steel plant: the ASTM A21 grade H and AISI/SAE 4130 quenched and tempered. The main difference
between these two steel types is their chemical composition. C(T) specimens, with
B
=12,5mm thickness and W =50mm width in L-R orientation were used in the experiments. The testing frequency was f=30Hz at stress ratio ofR
=0,1. Results revealed that the maximum admissible crack size to fracture toughness testing was 70,3% higher toAISI/SAE 4130 material, associated with 20,6% higher mechanical tensile strength. In the
region I of sigmoid curve
log(
da
/
dN
)
x
log(
∆
K
)
, the value of stress intensity thresholdth
K
∆
was 6% higher to ASTM A21 grade H material, being more resistant to fatigue crackgrowth. In the other hand, it has been seen an identical behavior of fatigue crack
propagation rate in the regions II and III. In both types of steel, the fatigue crack closure
mechanism is predominantly induced by rugosity, and stronger in ASTM A21 grade H
steel type.
ÍNDICE
RESUMO... v
ABSTRACT... vi
ÍNDICE... vii
LISTA DE FIGURAS... ix
LISTA DE TABELAS... xvii
NOMENCLATURA... xix
CAPÍTULO 1 – INTRODUÇÃO E OBJETIVOS... 01
1.1 – Introdução... 01
1.2 – Objetivos...……….………... 03
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA………….……….………...…. 04
2.1 – Introdução……….…...…. 04
2.2 – Mecânica de Fratura Aplicada à Integridade Estrutural de Componentes….…..…. 06
2.2.1 – Generalidades………... 06
2.2.2 – Parâmetros da Tenacidade à Fratura……... 07
2.2.3 – Propagação de Trinca por Fadiga... 24
2.3 – Relação Microestrutura-Propriedades... 37
2.3.1 – Constituintes Microestruturais, Formação e Influência dos Aços……... 38
2.3.2 – Microestrutura versus Tenacidade à Fratura... 46
2.3.3 – Microestrutura versus Propagação de Trinca por Fadiga……….... 49
2.4 – Aços Aplicados em Eixos de Carros Torpedos... 51
2.4.1 – O Aço ASTM A21H... 52
2.4.2 – O Aço AISI/SAE 4130………... 53
CAPÍTULO 3 – MATERIAIS E MÉTODOS………...…………... 56
3.1 - Materiais... 56
3.1.1 – Análise Química………...……….……..…... 56
3.1.2 – Tratamento Térmico das Ligas ASTM A21 grau H e AISI/SAE 4130... 56
3.1.3 – Preparação dos Materiais... 57
3.1.4 – Elaboração dos Desenhos dos Corpos-de-Prova... 57
3.2 - Método... 59
3.2.1 – Análise Microestrutural………..…... 59
3.2.2 – Ensaio de Tração...………...… 60
3.2.4 – Ensaio de Propagação de Trinca por Fadiga... 66
3.2.5 – Análise Fratográfica……….………... 72
CAPÍTULO 4 – RESULTADOS E DISCUSSÃO……….………... 74
4.1 – Análise Microestrutural... 74
4.2 – Ensaio de Tração... 76
4.2.1 – Fratografia dos Corpos-de-Prova do Ensaio de Tração... 77
4.3 – Ensaio de Tenacidade à Fratura... 79
4.3.1 – Fratografia dos Corpos-de-Prova C(T) de Tenacidade à Fratura (CTOD)... 83
4.4 – Ensaio de Propagação de Trinca por Fadiga... 85
4.4.1 – Fechamento de Trinca por Fadiga………...…………..…...… 88
4.4.1 – Fratografia dos Corpos-de-Prova C(T) de Propagação de Trinca por Fadiga... 89
CAPITULO 5 – CONCLUSÕES E SUGESTÕES…... 92
5.1 – Conclusões……….………….…... 92
5.2 – Sugestão Para Trabalhos Futuros………...…. 93
LISTA DE FIGURAS
Figura 1.1 – Carro torpedo n.º 09 da companhia Arcelormittal Tubarão com capacidade
de 450ton. Possui 24 eixos... 2
Figura 2.1 – Representação esquemática do eixo montado (rodeiro) do carro torpedo
indicando as regiões com histórico de falhas... 5
Figura 2.2 – Superfície de fratura do eixo do carro torpedo – Propagação de trinca por
fadiga por aproximadamente 80% da seção – Aço do tipo ASTM A21 grau H... 5
Figura 2.3 – Carro Torpedo realizando operação de basculamento do ferro gusa.
Radiação e respingos de gusa nos eixos centrais... 6
Figura 2.4 – Comparação entre a visão da Mecânica de Fratura (b) e a tradicional visão
da resistência dos materiais (a). Adaptado de ANDERSON (1995)... 7
Figura 2.5 – Representação esquemática de uma chapa de dimensões relativamente
infinitas com uma trinca central de formato elíptico de comprimento 2a, HERTZBERG
(1989)... 8
Figura 2.6 – Os três modos de carregamento que podem ser aplicados em uma trinca,
ANDERSON (2005)... 10
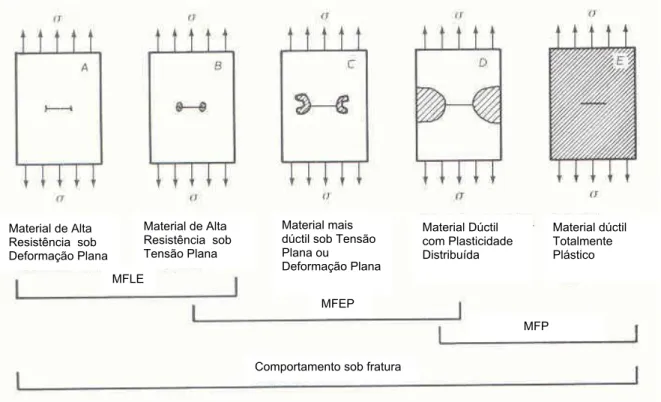
Figura 2.7 – Faixa de aplicação da MFLE, MFEP E MFP para descrever o
comportamento da fratura. Adaptado de EWALDS & WANHILL (1993)... 12
Figura 2.8 – Deslocamento
δ
na ponta da trinca proposto por Wells, ANDERSON(2005)... 13
Figura 2.9 – Definições de CTOD proposta por Rice em 1968, (a) deslocamento da ponta
da trinca original e (b) intercepto a 90°, ANDERSON (2005)... 13
Figura 2.10 – Deslocamento de trinca efetiva na correção da zona plástica segundo Irwin.
Figura 2.11 – Cálculo de CTOD de acordo com Dugdale para uma trinca de comprimento
2a, STEPHENS (2001)... 16
Figura 2.12 – Tipos esquemáticos de curvas carga x deslocamento obtidas durante o
ensaio de CTOD. A curva n. ° 5 foi utilizada neste trabalho, ANDERSON (2005)... 17
Figura 2.13 – Resultados de ensaio de CTOD em junta soldada, na região do metal base,
de aço patinável tipo USI-SAC 50, ARAÚJO SILVA (2001)... 17
Figura 2.14 – Corpos-de-prova padronizados para os ensaios de Mecânica de Fratura,
ASTM E1823 (1996). (a) prova tipo C(T) utilizado neste trabalho; (b)
Corpo-de-prova compacto em tração em forma de disco; (c) Corpo-de-Corpo-de-prova de dobramento SENB;
(d) Corpo-de-prova de tração com entalhe central; (e) Corpo-de-prova em forma de
arco... 19
Figura 2.15 – Nomenclatura adotada pela ASTM para extração de corpos-de-prova de
Mecânica de Fratura. (a) para placa laminada ou forjada (b) para discos cilíndricos ou
eixos. A orientação L-R foi utilizada neste trabalho, ASTM E1823 (1996)... 20
Figura 2.16 – Tipos de entalhes possíveis de acordo com a Norma ASTM E1820
(1999)... 21
Figura 2.17 – Trinca por fadiga introduzida através de carregamento cíclico, ANDERSON
(1995)... 21
Figura 2.18 – Representação esquemática das medidas básicas do corpo-de-prova tipo
C(T) para o cálculo do CTOD crítico de carga máxima. Adaptado da Norma ASTM E1820
(1999)... 23
Figura 2.19 – Diferentes fases da vida a fadiga e fatores relevantes. Adaptado de SHIJVE
(2001)... 25
Figura 2.20 – O processo de fadiga: Uma placa fina sob um carregamento cíclico de
Figura 2.21 – Microscopia eletrônica de varredura de bandas de deslizamento persistente
na superfície de um corpo-de-prova de cobre submetido a carregamento por fadiga,
MUGHRABI et alli (1983)...26
Figura 2.22 – Representação esquemática da seção transversal de microtrinca por
fadiga, SCHIJVE (2001)... 27
Figura 2.23 – Vista de topo de uma trinca por fadiga com a frente passando por alguns
grãos, SCHIJVE (2001)... 28
Figura 2.24 – (a) Curva sigmoidal de crescimento de trinca por fadiga com suas regiões
típicas; (b) Curva de crescimento de trinca por fadiga para um aço bifásico ferrita e
martensita, para diferentes razões
R
; CANGUE (2002)... 29Figura 2.25 – Representação esquemática da determinação prática dos coeficientes C e
m da equação de Paris, BROEK (1988)... 32
Figura 2.26 – Definições de vários valores de
K
. Mostra o efeito benéfico do fenômeno de fechamento de trinca. Definições similares se aplicam aσ
, SCHIJVE(1988)... 35
Figura 2.27 – Mecanismos de fechamento de trinca por fadiga em metais. (a) fechamento
induzido por plasticidade (b) fechamento induzido por rugosidade (c) fechamento induzido
por óxido (d) fechamento induzido por fluido viscoso, e (e) fechamento induzido por
transformação de fase. ANDERSON (1995)... 36
Figura 2.28 – Curvas de crescimento de trinca por fadiga para uma liga de alumínio com
quatro diferentes estados de pré-deformação, e correspondente variação do fechamento
de trinca com a força motriz (SP = shot peening), VIANA et alli (2005)...37
Figura 2.29 – Imagem de microscopia ótica apresentando os grãos de austenita e maclas
de recozimento em um aço inoxidável austenítico, CALLISTER (2002)... 38
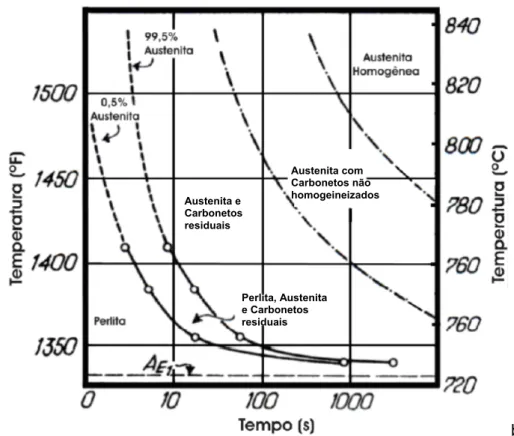
Figura 2.30 – Efeito da temperatura e do tempo de austenitização na homogeneização da
Figura 2.31 – Imagem de microscopia ótica apresentando os grãos de ferrita de um aço
com baixíssimo teor de carbono, CALLISTER (2002)... 40
Figura 2.32 – Imagem de microscopia ótica apresentando a rede de cementita ao longo
das colônias de perlita, e as lamelas de cementita dentro das colônias de perlita.
Microestrutura revelada por ataque com reagente Nital 2%, CALLISTER
(2002)... 41
Figura 2.33 – Microestruturas em um aço eutetóide. (a) Perlita formada a 720°C; (b)
bainita obtida por transformação isotérmica a 290°C; (c) bainita obtida por transformação
isotérmica a 180°C; (d) martensita. As micrografias foram atacadas por reagente Vilela,
BAIN (1939)... 43
Figura 2.34 – Influência do teor de carbono nas temperaturas Ms e Mf e no tipo de martensita formada, VUROBI (2007)...44
Figura 2.35 – Dureza em função do percentual de carbono de ligas ferro-carbono
temperadas para martensita e revenido a diversas temperaturas, METALS HANDBOOK,
vol1 (1990)... 45
Figura 2.36 – Relação média entre o teor de carbono e a dureza para aços martensíticos,
martensíticos revenidos a 371°C e perlíticos. Adaptado de BAIN (1939)... 45
Figura 2.37 – Correlação entre tenacidade à fratura e limite de escoamento para vários
aços de alta resistência mecânica, Adaptado de METALS HANDBOOK, vol. 19 (1996.. 46
Figura 2.38 – Efeitos de inclusões de sulfeto na tenacidade à fratura de aços ferríticos,
GODEFROID (1995)... 47
Figura 2.39 – Efeito do teor de carbono e da temperatura de ensaio na tenacidade à
fratura de aços liga; GODEFROID (1995)... 48
Figura 2.40 – Efeito do tamanho de grão na tenacidade à fratura. (a) Curva de tenacidade
à fratura dinâmica (
K
Id) de um aço totalmente perlítico, em função da temperatura, para três tamanhos de grãos austeníticos primários. (b) Tenacidade à fratura em função daFigura 2.41 – Tenacidade à fratura em função do limite de escoamento, para aços
estruturais. TRIP (Transformação induzida por plasticidade), Adaptado de METALS
HANDBOOK, vol. 19 (1996)... 49
Figura 2.42 – Comportamento do crescimento de trinca por fadiga para várias classes de
aços, Adaptado de METALS HANDBOOK, vol. 19 (1996)... 50
Figura 2.43 – Fator limite de intensidade de tensão (
∆
K
th) versus limite de escoamento para vários tipos de aços.R
= 0 a 0,5, Adaptado de METALS HANDBOOK, vol. 19 (1996)………..…... 50Figura 2.44 – Variação do
∆
K
th com o tamanho de grão para aços aR
=0,05. Para os aços ferrita-perlita de baixa resistência mecânica, o tamanho de grão de refere ao grãoferrítico. Para os aços de alta resistência, martensíticos, o tamanho de grão se refere ao
grão austenítico da fase mãe, Adaptado de METALS HANDBOOK, vol. 19 (1996)... 51
Figura 3.1 – Representação esquemática do corpo-de-prova para ensaio de tração,
ASTM E8 (2004)... 58
Figura 3.2 – Representação esquemática do corpo-de-prova para ensaio de tenacidade à
fratura (CTOD). Acabamento geral Ra=0,8
µ
m, exceto onde indicado, ASTM E1820(1999)... 58
Figura 3.3 – Representação esquemática do corpo-de-prova para ensaio de propagação
de trinca por fadiga
(
da
/
dN
)
x
∆
K
. Acabamento geral Ra=0,8µ
m, exceto onde indicado, ASTM E647 (2000)... 59Figura 3.4 – Microscópio ótico com analisador de imagens LEICA da companhia
ArcelorMittal Tubarão……...60
Figura 3.5 – Corpos-de-prova para ensaios de tração fabricados para cada aço
estudado………... 61
Figura 3.6 – Esquema da posição de retirada do corpo-de-prova longitudinal dentro do
Figura 3.7 – Máquina Shimadzu de ensaios mecânicos da companhia Arcelormittal
Tubarão... 62
Figura 3.8 – Máquina MTS de ensaios mecânicos do DEMET/EM/UFOP... 63
Figura 3.9 – Exemplo de corpo-de-prova que foi utilizado para tenacidade à fratura.
B
=12,5mm; W= 50mm eb
0=
0
,
8
B
retirados na posição L-R. ASTM E1823 (1996)...64Figura 3.10 – Determinação experimental da componente plástica
V
pm, para um dos corpos-de-prova do material do tipo AISI/SAE 4130. Neste casomm
V
pm=
1
,
2
... 65Figura 3.11 – Exemplo de corpo-de-prova utilizado no ensaio de propagação de trinca por fadiga.
B
=12,5mm; W= 50mm que foi retirado na posição L-R, ASTM E1823 (1996)....66Figura 3.12 – Requisitos normalizados de tamanho para corpos-de-prova de fadiga, Adaptado de ASTM E647 (2000)... 68
Figura 3.13 – Corpo-de-prova tipo C(T) com clip-gage; (a) detalhe do clip-gage no corpo-de-prova; (b) fixação do clip-gage no corpo-de-prova………...69
Figura 3.14 – Método da diferenciação da secante, Manual MTS... 70
Figura 3.15 – Ajuste linear e quadrático na curva P x COD, Manual MTS... 71
Figura 3.16 – Determinação da carga de fechamento
P
cl, Manual MTS... 72Figura 3.17 – Microscópio Eletrônico de Varredura JEOL JSM 5510 da EM-UFOP... 73
Figura 4.2 – Microestrutura de um aço do tipo AISI/SAE 4130; (a) e (b) seção longitudinal.
Aumento de 500X e 200X respectivamente. Reativo Picral 4% e Nital 2%; (c) e (d)
seção longitudinal. Aumento de 100X em duas regiões distintas. Sem ataque... 75
Figura 4.3 – Microfratografias do aço do tipo ASTM A21H; (a) Fratura semi-frágil com
zonas bem definidas; (b) Ampliação de 25X no centro do corpo-de-prova; (c) Ampliação
de 250X no centro do corpo-de-prova (zona fibrosa)... 77
Figura 4.4 – Microfratografias do aço do tipo AISI/SAE 4130 (a) Fratura semi-frágil; (b)
Ampliação de 25X no centro do corpo-de-prova; (c) Ampliação de 250X no centro do
corpo-de-prova (zona radial)... 78
Figura 4.5 – Variação do CTOD de carga máxima com o limite de escoamento de um aço
do tipo ASTM A21H e outro do tipo AISI/SAE 4130……... 80
Figura 4.6 – Fratografias de corpo-de-prova tipo C(T) de um aço ASTM do tipo A21H,
obtidas no ensaio de tenacidade à fratura pelo método CTOD de carga máxima; (a)
macrografia do corpo-de-prova; (b) ampliação de 200X da interface da pré-trinca por
fadiga para o crescimento estável da trinca durante o ensaio; (c) ampliação de 500X da
região do crescimento estável da trinca. Presença de dimples, fratura dúctil... 83
Figura 4.7 – Fratografias de corpo-de-prova tipo C(T) de um aço do tipo AISI/SAE4130,
obtidas no ensaio de tenacidade à fratura pelo método CTOD de carga máxima; (a)
macrografia do corpo-de-prova; (b) ampliação de 200X da interface da pré-trinca por
fadiga para o crescimento estável da trinca durante o ensaio; (c) ampliação de 500X da
região do crescimento da trinca. Presença de dimples, fratura dúctil... 84
Figura 4.8 – Curvas
(
da
/
dN
)
x
∆
K
comparando o comportamento dos aços ASTM A21H e AISI/SAE 4130. R=0.1 e f=30Hz……...86Figura 4.9 – Relação entre o
∆
K
the a tensão limite de escoamento para os materiais do tipo ASTM A21H e AISI/SAE4130... 87Figura 4.10 – Medição experimental da variação do fechamento de trinca com a força
Figura 4.11 – Fratografias de corpos-de-prova tipo C(T) de um aço do tipo ASTM A21H,
submetido ao ensaio de propagação de trinca por fadiga; (a) macrografia do
corpo-de-prova; (b) ampliação de 2000X da região I (
∆
K
th). Presença de planos de cisalhamento; (c) ampliação de 2000X da região II. Presença de estrias de fadiga. A seta indica adireção/sentido de propagação da trinca... 90
Figura 4.12 – Fratografias de corpos-de-prova tipo C(T) de um aço AISI/SAE 4130,
submetido ao ensaio de propagação de trinca por fadiga; (a) macrografia do
corpo-de-prova; (b) ampliação de 2000X da região I (
∆
K
th). Presença de planos de cisalhamento; (c) ampliação de 2000X da região II. Presença de estrias de fadiga. A seta maior indica adireção/sentido de propagação da trinca e a menor uma das facetas ligadas aos grãos de
ferrita pro-eutetóide... 91
LISTA DE TABELAS
Tabela 2.1 – Composição química nominal (% em peso) de acordo com a norma ASTM
A21(1978)...50
Tabela 2.2 – Propriedades mecânicas de acordo com a norma ASTM A21 (1978) grau H...50
Tabela 2.3 – Composição química nominal (% em peso) de acordo com as normas SAE J412 (1995)...52
Tabela 2.4 – Propriedades mecânicas especificadas pela companhia Arcelormittal Tubarão para o eixo em material AISI/SAE 4130...52
Tabela 3.1 – Composição química nominal (% em peso) dos materiais utilizados...54
Tabela 3.2 – Parâmetros adotados para o ensaio de tração...60
Tabela 3.3 – Parâmetros adotados para o ensaio de tenacidade à fratura...62
Tabela 3.4 – Parâmetros adotados para o ensaio de propagação de trinca por fadiga...64
Tabela 4.1 – Análise das Inclusões via EDS confirmando a presença de sulfeto de manganês...74
Tabela 4.2 – Valores médios obtidos no ensaio de tração para um aço ASTM A21H e outro AISI/SAE 4130...74
Tabela 4.3 – Valores obtidos no ensaio de tenacidade à fratura para um aço do tipo ASTM A21H...77
Tabela 4.5 – Resultados dos ensaios de Tenacidade à Fratura e Resistência Mecânica,
GUIMARÃES & OLIVEIRA (2007)...79
NOMENCLATURA
Letras Latinasa – Tamanho da trinca, [mm];
0
a
– Tamanho da trinca inicial, [mm];máx
a
– Tamanho de trinca máximo, [mm];0
b
– Ligamento inicial do corpo-de-prova (W
−
a
0), [mm];B
– Espessura do corpo-de-prova C(T), [mm];N
B
– Espessura efetiva do corpo-de-prova C(T), [mm];C– Constante experimental empírica;
C(T) – Corpo-de-prova de tração do tipo Compact Tension ;
dN
da
- Taxa de crescimento de trinca, [mm/ciclo];
e- soma dos quadrados dos resíduos;
E – Modulo de elasticidade do material, [GPa];
E’ – Modulo de elasticidade adaptado devido ao estado de tensões gerados por
σ
, [GPa]long
E
- Energia absorvida no ensaio de impacto Charpy V a 20°C no sentido longitudinal;trans
E
- Energia absorvida no ensaio de impacto Charpy V a 20°C no sentido transversal;G- Taxa de liberação de energia;
IC
J
- Valor crítico da integral J;R
J ou δR - Resistência ao crescimento estável da trinca; J-Q – Parâmetro da Mecânica de Fratura Biparamétrica;
K
– Fator de intensidade de tensão na ponta da trinca, [MPam
];IC
K
- Fator de intensidade de tensão no modo trativo para carregamento estático sob condição de deformação plana, [MPam
];C
K
- Fator de intensidade de tensão para carregamento estático sob condição de tensão plana, [MPam
];cl
K
– Fator de intensidade de tensão para fechamento da trinca , [MPam
];d
K
- Fator de intensidade de tensão para carregamento dinâmico sob condição de deformação plana, [MPam
];máx
mín
K
– Fator de intensidade de tensão mínimo, [MPam
];op
K
– Fator de intensidade de tensão para abertura de trinca , [MPam
];R
K - Fator de intensidade de tensão para resistência ao crescimento estável de trinca,
[MPa
m
];Kt – Fator de concentração de tensão;
L-R – Orientação do corpo-de-prova (sentido longitudinal - radial);
m – constante adimensional;
m– Inclinação da parte reta da curva de
log(
da
/
dN
)
x
log(
∆
K
)
; N – número de ciclos de fadiga;P
- Carga Aplicada no ensaio, [N];cl
P
- Carga de fechamento de trinca, [N];f
P
– Carga para a realização da pré-trinca por fadiga, [N];j
P
- Carga da região de união entre os ajustes linear e quadrático da curvaP
x COD, [N];máx
P
- Carga máxima aplicada em fadiga, [N];min
P - Carga mínima aplicada em fadiga, [N];
p
r
- Raio da zona plástica na ponta da trinca, [mm]; rp – Fator rotacional plástico;y
r
- Correção da zona plástica para o estado plano de tensões;R
– Relação entre a tensão mínima e a tensão máxima (σ
min/
σ
máx); Ra – Rugosidade média da superfície, [µ
m
];RT – Resistência à propagação da trinca;
ton – Toneladas;
U- Energia total do sistema, [kJ];
U – Fração efetiva – relação entre
∆
K
eff e∆
K
; v – Deslocamento [mm];pl
V
- Componente plástica do deslocamento da abertura na ponta da trinca ao ponto de avaliação na curva carga x deslocamento;V
Pc,V
Pic,V
PuouV
Pm [mm];W– Largura do corpo-de-prova C(T), [mm];
Y – Fator de forma;
Letras Gregas
a
∆ - Variação do tamanho da trinca, [mm];
K
∆
- Variação do fator de intensidade de tensão, [MPam
];eff
K
∆
- Fator Limite de Intensidade de Tensão Efetivo, [MPam
];th
K
∆
- Fator Limite de Intensidade de Tensão, [MPam
];L
∆
- Alongamento do corpo-de-prova no ensaio de tração, [%];δ =
δ
T – Deslocamento de abertura da ponta da trinca – CTOD, [mm];δC – Deslocamento crítico de abertura da ponta da trinca, [mm];
el
δ
- Parcela elástica do CTOD, [mm];pl
δ
- Parcela plástica do CTOD, [mm];p
γ
- Trabalho de deformação plástica por unidade de área de superfície criada, [kJ/m2-];s
γ
- Energia de superfície livre por unidade de área de superfície, [kJ/m2-];Π
- Energia potencial, [kJ];σ
- Tensão nominal aplicada ao material, [MPa];LE
e
σ
σ
=
- Limite de Escoamento, [MPa];máx
σ
- Tensão máxima, [MPa];min
σ
- Tensão mínima, [MPa];op
σ
- Tensão de abertura da trinca, [MPa];uts
σ
- Limite de resistência mecânica, [MPa];y
u
- Deslocamento da ponta da trinca, [mm];ν
- Coeficiente de Poisson;p
w
- Energia potencial, [kJ];S
Siglas
ARBL – Aço de Alta Resistência Baixa Liga
ASTM – American Society for Testing and Materials (Sociedade Americana para Testes
de Materiais);
CCC – Estrutura cristalina Cúbica de Corpo Centrado;
CFC – Estrutura cristalina Cúbica de Face Centrada;
COD – Crack Opening Displacement (Controle da Abertura da Trinca);
CTOD – Crack Tip Opening Displacement (Controle de abertura da ponta da trinca);
DEMET – Departamento de Engenharia Metalúrgica e de Materiais;
EDS – Energy Dispersive Spectrometer (Espectômetro de Energia Dispersiva por
Raios-X);
EM – Escola de Minas;
Fe-C – Diagrama ferro-carbono;
HRc – Dureza Rockwell C;
Hv – Hardness Vickers (Dureza Vickers);
MEV – Microscópio Eletrônico de Varredura;
MFEP – Mecânica de Fratura Elasto-Plástica;
MFLE – Mecânica de Fratura Linear Elástica;
MFP – Mecânica de Fratura Plástica biparamétrica;
MTS – “Material Testing System” (Máquina de Teste de Material);
SAE – “Society of Automotive Engineering” (Sociedade de Engenharia Automotiva);
SENB – Corpo-de-prova de dobramento;
TCC – Estrutura cristalina Tetragonal de Corpo Centrado;
TRIP – “Transformation-Induced Plasticity” (Transformação induzida por plasticidade);
CAPÍTULO 1 – INTRODUÇÃO E OBJETIVOS
“O entendimento do fenômeno da fadiga é essencial para o conhecimento de
várias condições técnicas que afetam a vida em fadiga e o crescimento
da trinca por fadiga. Este conhecimento é fundamental na análise das propriedades
de fadiga de uma estrutura de engenharia.” SCHIJVE, J. (2001).
___________________________________
1.1– INTRODUÇÃO
A fratura de componentes é um problema que a sociedade tem enfrentado desde
a construção de estruturas arcaicas. Atualmente o problema é pior do que em séculos
passados, devido à complexidade dos equipamentos e exigência de disponibilidade.
Essas estruturas são freqüentemente submetidas a carregamentos cíclicos, sendo que as
tensões resultantes conduzem os materiais envolvidos a danos físicos. Até mesmo no
caso de tensões bem abaixo do limite de escoamento do material, o dano vai sendo
acumulado com a aplicação dos carregamentos, até que seja desenvolvida uma trinca,
que posteriormente, pode se propagar e levar a falha da estrutura.
Muitas das falhas mecânicas que ocorrem na prática são causadas por fadiga,
sendo que as conseqüências desse processo de falha podem ser catastróficas, com
grandes perdas materiais, ou até mesmo de vidas humanas. BARSON & ROLFE (1987);
SURESH (1991); KITAGAWA (1994), SCHIJVE (2001), YUNG-LI LEE (2005); dentre
outros são referências clássicas sobre fadiga.
O entendimento do mecanismo de fadiga é essencial para considerar várias
condições técnicas que afetam a vida em fadiga e o crescimento de trinca, tais como:
qualidade superficial, tensão residual e influência do ambiente. Este conhecimento é
essencial para a análise da fadiga em estruturas de engenharia. Métodos de predição de
fadiga podem evoluir se a fadiga for entendida como um processo de iniciação de trinca
seguido pelo período de crescimento da trinca até a falha do componente.
Um exemplo de estrutura sujeita a fadiga são eixos de carros torpedos utilizados
em indústrias siderúrgicas em geral. Esses carros são utilizados para o transporte de
ferro gusa líquido do Alto Forno para a Aciaria no processo siderúrgico convencional,
Figura 1.1 e estão sujeitos a cargas cíclicas durante operação.
A fadiga de eixos ferroviários vem sendo tratada nos estudos de fadiga dos
padrões que consideram uma tensão de fadiga permitida para os aços e a definição do
número de combinações de carga sobre o qual o eixo deve ser empregado, BERETTA et
alli (2005).
Ao lado da aproximação clássica que define a resistência mínima requerida para
os eixos, existe uma demanda crescente de confiabilidade dos componentes,
especialmente considerando a definição de intervalos de inspeção para “vida segura” e a
aplicação em trens de alta velocidade, onde aços de alta resistência mecânica são
utilizados, BERETTA et alli (2005).
Figura 1.1 – Carro torpedo n.º 09 da companhia ArcelorMittal Tubarão com capacidade
de 450ton. Possui 24 eixos.
Segundo a Norma BS EN 13261 (2003), eixos ferroviários devem possuir
MPa
e
≥
320
σ
;550
≤
σ
uts≤
650
MPa
, alongamento ∆L≥22%, energia absorvida pelo impacto Charpy a 20°C na longitudinalE
long≥
35
J
e na transversalE
trans≥
25
J
.Um estudo econômico realizado por DUGA (1983), estimou o custo anual de
fratura nos EUA em 1978 de $119bi, cerca de 4% do produto interno bruto. Além disso,
este estudo estima que o custo anual possa ser reduzido em $35bi se a corrente
tecnologia fosse aplicada, e mais $28bi se a Mecânica de Fratura também fosse utilizada.
Os aços aplicados em eixos de carros torpedo geralmente apresentam
comportamento dúctil à temperatura ambiente onde estão sujeitos a carregamentos que EIXOS
podem produzir uma significativa plasticidade. Para tais condições, a avaliação da
integridade estrutural de componentes contendo descontinuidades, requer o emprego da
Mecânica de Fratura Elasto-Plástica (MFEP); ANDERSON (2005).
De acordo com KITAGAWA (1994), a Mecânica de Fratura é uma simulação
tecnológica que utiliza modelos de trincas para a avaliação da resistência a propagação
de trincas de corpos trincados. Logo, a caracterização do material quanto à resistência à
propagação de trincas é dada pela curva CTOD versus ∆a, ou através de
∆
K
th1. Já a relação que descreve o comportamento da propagação de trincas por fadiga nos metais,relaciona a taxa de crescimento de trinca por fadiga (da/dN ) com a variação do fator de
intensidade de tensão na ponta da mesma,
∆
K
em uma curva logarítmica sigmoidalK
x
dN
da
∆
log
)
log(
.1.2– OBJETIVOS
O presente trabalho teve como objetivo a avaliação e comparação de dois tipos de
materiais empregados em eixos de carros torpedos quanto a sua tenacidade à fratura,
empregando-se o conceito de CTOD (Crack Tip Opening Displacement); além da
comparação quanto ao comportamento da propagação de trincas por fadiga aplicando-se
o conceito da curva
x
K
dN
da
∆
.
Os materiais estudados foram aços do tipo ASTM A21H e AISI/SAE4130,
atualmente empregados nos eixos dos carros torpedos da companhia ArcelorMittal
CAPÍTULO 2 – REVISÃO BIBLIOGRÁFICA
“A mecânica de fratura não se preocupa com a prevenção da nucleação de trincas, ao contrário,
admite que sempre haverá descontinuidades em um material estrutural e busca a resposta a
pergunta: Para uma certa tensão, qual o maior tamanho de trinca que pode ser tolerado sem
ocorrer a falha?” CHAWLA & MEYERS (1986)
__________________________
2.1 – INTRODUÇÃO
A companhia ArcelorMittal Tubarão possui 22 carros torpedos que são destinados
ao transporte de ferro gusa líquido, produzido pelo Alto Forno, até a Aciaria para adição
de ferros ligas e redução de impurezas, proporcionado a transformação do ferro gusa em
aço. Esses carros têm capacidade de transportar 450ton de ferro gusa líquido, possuem
400ton de peso próprio que são sustentados por 24 rodeiros (conjunto do eixo com as
duas rodas ferroviárias) distribuídos ao longo do seu comprimento. Dezesseis desses
carros estão em operação desde 1983 e seus eixos utilizam o material ASTM A21H (aço
médio carbono, similar ao AISI/SAE 1050), forjado, temperado e revenido. A partir de
1998 os 6 novos carros torpedos foram especificados com eixo em AISI/SAE 4130 (aço
ultra-alta resistência), forjado, temperado e revenido.
Nos últimos anos foi constatada a fratura de eixos por fadiga em região de
concentração de tensão sob média tensão nominal. Na Figura 2.1 pode ser identificada a
região de fratura típica (seis casos) e a região atípica (1 caso).
A fratura destes eixos em operação traz perda de produção e grande dificuldade
para substituição dos mesmos, visto que normalmente o carro torpedo se encontra
carregado de gusa (450ton) em local de difícil acesso durante a falha. A substituição dura
em torno de 08 horas e acarreta perda de produção.
Historicamente, após a trinca por fadiga ser nucleada ocorre à propagação por
aproximadamente 80% da seção, e então ocorre ruptura da seção remanescente, Figura
2.2.
Alguns fatores como temperatura elevada, ambiente de operação corrosivo,
flutuações bruscas de tensões e concentradores de tensão no eixo abreviam sua vida à
fadiga. A alteração desses fatores muitas vezes é inviável. Como exemplo, durante o
basculamento do ferro gusa na Aciaria, ocorre aquecimento do eixo por radiação a
Figura 2.1 – Representação esquemática do eixo montado (rodeiro) do carro torpedo
indicando as regiões com histórico de falhas.
Figura 2.2 – Superfície de fratura de um eixo do carro torpedo – Propagação de trinca por
fadiga por aproximadamente 80% da seção – Aço do tipo ASTM A21 grau H. FRATURA TÍPICA
Figura 2.3 – Carro Torpedo realizando operação de basculamento do ferro gusa.
Radiação e respingos de gusa nos eixos centrais.
2.2 – MECÂNICA DE FRATURA APLICADA À INTEGRIGADE ESTRUTURAL
DE COMPONENTES
2.2.1 – Generalidades
A abordagem tradicional da Resistência dos Materiais em projetos de estruturas
considera basicamente duas variáveis: a tensão máxima aplicada e a resistência
mecânica do material. Esta é uma abordagem mais tradicional e mais largamente
empregada, tratando o material como um meio contínuo, isotrópico e homogêneo.
Assume-se que o material seja adequado para utilização caso sua resistência mecânica
(representada por um critério de escoamento apropriado) seja superior à solicitação
externa, considerando um fator de segurança.
Modernamente, entretanto, a abordagem da Mecânica de Fratura permitiu
considerar que os materiais estruturais não são contínuos e incorporou uma variável
adicional na análise: o tamanho da descontinuidade no sólido ou estrutura. A partir daí,
definiu-se a propriedade tenacidade à fratura como aquela que descreve a resistência à
propagação de um defeito (tipo trinca) e representa a capacidade do material em
absorver energia mecânica sem fraturar. Neste contexto, a tenacidade à fratura é uma
propriedade tão relevante do material quanto à própria tensão limite de escoamento,
Figura 2.4 – Comparação entre a visão da Mecânica de Fratura (b) e a tradicional visão
da resistência dos materiais (a). Adaptado de ANDERSON (2005).
2.2.2 – Parâmetros da Tenacidade à Fratura
Conforme GODEFROID (1985) a tenacidade à fratura de um material representa a
sua habilidade inerente de resistir a certo valor de intensidade de tensão na ponta de
uma trinca nele presente sem que ocorra fratura.
Para caracterizar o comportamento mecânico de um material com trinca, Griffith
em 1921, fazendo um balanço entre mudanças de energia elástica de deformação e de
superfície, propôs que para ocorrer o avanço de uma trinca sob uma tensão aplicada, a
queda na energia potencial do sistema deve ser no mínimo igual ao aumento da energia
de superfície devido à extensão de uma trinca.
Em 1913, usando as análises de Inglis de tensões para uma trinca de formato
elíptico numa chapa de comportamento elástico de dimensões infinitas, Figura 2.5,
Griffith deduziu que a mudança da energia potencial da chapa é dada por,
'
2 2E
B
a
w
p=
−
π
σ
(Eq. 2.1)onde B é a espessura da chapa, E’ é o módulo de Young adaptado (
E
'
=
E
para o estadode tensão plana e
(
2)
1
/
'
=
E
−
ν
E
para o estado de deformação plana), e a é metade docomprimento da trinca.
A energia de superfície do sistema é dada por,
s
s
aB
onde
γ
s é a energia de superfície livre por unidade de área de superfície. Sendo assim, aenergia total do sistema, devido à trinca será dado por,
s s p
aB
E
B
a
w
w
U
π
σ
4
γ
'
2 2+
−
=
+
=
(Eq. 2.3)Figura 2.5 – Representação esquemática de uma chapa de dimensões relativamente
infinitas com uma trinca central de formato elíptico de comprimento 2a, HERTZBERG
(1989).
Griffith notou que a condição crítica para iniciar o crescimento da trinca será:
0
2
'
2=
+
−
=
sE
a
dA
dU
π
σ
γ
(Eq. 2.4)
onde A=2aB, é a área da trinca.
Griffith concluiu sua teoria baseado no comportamento frágil de um vidro na
temperatura ambiente, considerando que a tensão na ponta da trinca excede a
resistência de coesão do material (tensão necessária para superar a força das ligações
inter-atômicas).
Na maioria dos materiais de engenharia, contudo, há deformação plástica nas
proximidades da ponta da trinca, induzida pela concentração de tensão no local. Por isso,
Orowan em 1952 aplicou o conceito de Griffith para metais, simplesmente
complementando a energia de superfície com a dissipação de energia de deformação
plástica do material, obtendo-se,
)
(
4
s ps
aB
w
=
γ
+
γ
(Eq. 2.5)onde
γ
pé o trabalho de deformação plástica por unidade de área de superfície criada.Vale lembrar que geralmente
γ
p é muito maior queγ
s. BEnfim, a teoria de Griffith diz que a trinca se propaga se a energia total do sistema
diminuir ou permanecer constante. Com essa proposição foi possível obter ferramentas
matemáticas para a Mecânica de Fratura. Em 1956 Irwin definiu a taxa de liberação de
energia do material G, como,
= Π − = E a dA d G 2
πσ
, sendo
Π
a energia potencial (Eq. 2.6)Esta taxa de liberação de energia, quando assume um valor crítico, leva à
propagação instável da trinca e, portanto, é uma medida da tenacidade à fratura do
material. Seja G a força de crescimento da trinca, e RT a resistência à propagação da
mesma. Enquanto G assume valores menores ou iguais a RT, o crescimento é estável.
Quando G excede o valor de RT, a propagação da trinca é instável. A resistência à
propagação da trinca RT está definida pela Equação 2.7,
[
s p]
T
w
w
R
=
2
+
(Eq. 2.7)onde
w
sé a energia para formação de superfície no material, ew
pé a energia dedeformação plástica em torno da trinca.
Posteriormente, em 1957, Irwin aperfeiçoou os conceitos da Mecânica de Fratura
com a introdução do parâmetro
K
, chamado de fator de intensidade de tensão. A intensidade do campo de tensão-deformação, localizado, nas vizinhanças da ponta datrinca é descrita em função de
K
, RICARDO (2003). Freqüentemente o fatorK
inclui umsubscrito, tal como I, II ou III. Estes subscritos referem-se aos três modos diferentes de
carregamento de um corpo trincado, Figura 2.6. O modo I, também chamado de modo de
abertura ou trativo, é caracterizado por uma solicitação no plano da chapa, normal ao
plano das faces da trinca. É considerado tecnicamente o modo mais importante, pois é
encontrado com freqüência nos problemas básicos de fratura, desta forma, a maior parte
dos estudos de Mecânica de Fratura é baseada neste modo. O modo II é denominado
modo de deslizamento ou cisalhamento planar, onde o deslocamento das superfícies da
trinca se dá no plano da trinca e perpendicular a aresta frontal da trinca. Por fim, o modo
III, chamado de modo de rasgamento, é causado por um cisalhamento fora do plano da
trinca, sendo que o deslocamento das superfícies da trinca se dá no plano da trinca e
Figura 2.6 – Os três modos de carregamento que podem ser aplicados em uma trinca,
ANDERSON (2005)
Cada trinca tem um fator KI singular, que depende diretamente do comprimento
a da mesma, da tensão aplicada ao material
σ
, e de um fator de forma Y. Este fatorK
vem caracterizar o crescimento da trinca como estável ou instável. A Equação 2.8 mostra
uma relação entre o fator de intensidade de tensão, segundo o modo trativo (I) de
carregamento, e suas variáveis.
a
Y
K
I=
σ
π
(Eq. 2.8)A trinca se torna instável quando KI assume um valor crítico, que é chamado de
IC
K
. Este fatorK
IC mede a tenacidade à fratura do material. Seu valor é obtidoexperimentalmente, e é numericamente proporcional a G (Equação 2.6). O parâmetro
K
descreve o comportamento do material na Mecânica de Fratura Linear Elástica (MFLE).
Segundo EWALDS & WANHIL (1993) a MFLE foi originalmente desenvolvida para
descrever crescimento de trinca e fratura sob condições essencialmente elásticas, como
o nome já diz. No entanto tais condições são encontradas somente para fratura em
deformação plana de materiais metálicos de alta resistência mecânica e para fratura de
materiais com comportamento frágil, como vidros, cerâmicos, rochas e gelo.
Mais tarde foi demonstrado que o conceito de MFLE poderia ser levemente
alterado de forma a incluir materiais com plasticidade limitada na ponta da trinca. Nesta
categoria é tratado o problema de fratura sob tensão plana. No entanto, existe uma
importante classe de materiais de engenharia que são mais dúcteis do que o
comportamento permitido para a análise: a zona plástica na ponta da trinca é
Elasto-Plástica (MFEP). Para o comportamento elasto-plástico, HUTCHINSON (1968) e RICE &
ROSENGREN (1968) mostraram que o campo de tensão e de deformação na frente de
uma trinca estacionária, pode ser descrito por um fator único denominado integral-J, ou
através do CTOD.
A MFEP estende o campo da Mecânica de Fratura para descrever o
comportamento da fratura além do regime elástico, mas ela também é limitada. Logo
MFEP não pode tratar de todos os casos dos chamados colapsos plásticos. Segundo
GODEFROID (1985) para materiais com comportamento totalmente plástico pode ser
utilizado a Mecânica de Fratura Plástica bi-paramétrica (MFP). Ou seja:
Para materiais com comportamento linear elástico, a tenacidade à fratura pode ser
descrita em termos do fator de intensidade de tensão
K
, nas seguintes condições:a)
K
C= Carregamento estático sob condição de tensão plana;b)
K
IC= Carregamento estático sob condição de deformação plana;c)
K
d= Carregamento dinâmico sob condição de deformação plana;d) KR= Resistência ao crescimento estável da trinca.
Para materiais com comportamento elasto-plástico, a tenacidade à fratura é
descrita pelos seguintes parâmetros:
a) δC = Deslocamento crítico de abertura de trinca (CTOD); b)
J
IC= Valor crítico da integral J;c) JR ou δR = Resistência ao crescimento estável da trinca.
Para os materiais com comportamento plástico, um número significativo de
pesquisadores tem procurado estender a teoria da Mecânica de Fratura além dos limites
impostos pela utilização de um parâmetro, KIRK, DODDS, Apud ANDERSON (2005);
DOWD (1995). A maior parte destas aproximações envolve a introdução de um segundo
parâmetro para caracterizar as condições na ponta da trinca. São eles:
a) A tensão elástica T;
b) A teoria J-Q.
Pode ser visualizado esquematicamente o campo de aplicação de cada uma das
Figura 2.7 – Faixa de aplicação da MFLE, MFEP E MFP para descrever o
comportamento da fratura. Adaptado de EWALDS & WANHILL (1993).
Como dito anteriormente, os aços aplicados em eixos de carros torpedo,
geralmente apresentam comportamento dúctil à temperatura ambiente onde estão
sujeitos a carregamentos que podem produzir uma significativa plasticidade na ponta da
trinca. Para tais condições, a avaliação da integridade estrutural de componentes
contendo defeitos requer o emprego da Mecânica de Fratura Elasto-Plástica (MFEP);
ANDERSON (2005), e nesse caso foi utilizado o conceito do δC (CTOD). Vários estudos também vem sendo realizados em torno da integral J dentre eles podem ser citados RICE
(1968), BEGLEY & LANDES (1972), CLARKE et alli (1976), LANDES et alli (1979),
VASSILAROS et alli (1980), ERNST et alli (1981), VILARIM DA SILVA (1998),
CARVALHO SILVA (2004) e HIPPERT (2004).
2.2.2.1 – O Método CTOD
De acordo com ANDERSON (2005), Wells em 1961 mostrou experimentalmente
que a Mecânica de Fratura Linear Elástica (MFLE) não era aplicável para uma importante
classe de materiais (elasto-plásticos). Enquanto examinava a fratura dos
corpos-de-prova, Wells notou que as faces das trincas tinham propagado independente da fratura
principal; deformações plásticas tinham “embotado” a trinca que inicialmente era aguda,
Figura 2.8.
Comportamento sob fratura
MFP MFLE
MFEP Material de Alta
Resistência sob Deformação Plana
Material de Alta Resistência sob Tensão Plana
Material mais dúctil sob Tensão Plana ou
Deformação Plana
Material Dúctil com Plasticidade Distribuída
Figura 2.8 – Deslocamento
δ
na ponta da trinca proposto por Wells, ANDERSON (2005).O grau de embotamento da trinca aumentava proporcionalmente à tenacidade do
material. Esta observação levou ao pesquisador propor que a abertura da ponta da trinca
poderia ser uma medida da tenacidade à fratura do material. Este parâmetro é conhecido
como CTOD (crack tip opening displacement – deslocamento de abertura da ponta da
trinca).
Existem outras definições alternativas de CTOD. As duas mais comuns, ilustradas
na Figura 2.9, são o deslocamento na ponta da trinca original e o intercepto a 90°.
Nota-se que as duas definições são equivalentes, Nota-se a trinca embota na forma de um
semicírculo.
Figura 2.9 – Definições de CTOD proposta por Rice em 1968, (a) deslocamento da ponta
da trinca original e (b) intercepto a 90°, ANDERSON (2005)
Considerando a ponta da trinca com uma pequena zona plástica como proposta
por Irwin, Figura 2.10, Wells determinou o deslocamento de um tamanho de trinca efetivo
para correção desta zona plástica. Esta análise relaciona o valor de CTOD com o fator de
intensidade de tensão no limite de escoamento em pequena escala, RODRIGUES
Figura 2.10 – Deslocamento de trinca efetiva na correção da zona plástica segundo Irwin.
BROEK, (1988).
Para o campo de tensões e de deformações no regime elástico, o deslocamento
y
u
vale:π
π
µ
´ 24 2 2 1 y I y I y r K E r K k
u = + = (Eq. 2.9)
onde
E
'
é o efetivo módulo de Young, KI é o fator de intensidade de tensão. A correçãoda zona plástica para o estado plano de tensão é dada pela pela Equação 2.10,
2 1
2
1
=
e yK
r
σ
π
(Eq. 2.10)onde
σ
eé o limite de escoamento do material. Considerando as equações acima, oCTOD (
δ
) vale:E
K
u
e
y
π
σ
δ
=
2
=
4
12 (Eq. 2.11)Alternativamente, CTOD pode ser relacionado à taxa de liberação de energia.
e
G
σ
π
δ
=
4
(Eq. 2.12) Zona plásticae
Segundo BURDEKIN e STONE (1966) o CTOD pode ser definido como o
deslocamento de abertura da trinca no final da zona plástica, Figura 2.11. De acordo com
esta definição, o CTOD de uma trinca, também em uma placa infinita sujeita a uma
tensão trivial (tração pura) é dada por:
= e e E a
σ
σ
π
π
σ
δ
2 sec ln 8 (Eq. 2.13)Expandindo os termos da série “ ln sec” temos:
+ + = + + = ... 2 6 1 1 ... 2 12 1 2 2 1
8 2 4 12 2
e e e e e E K E a
σ
σ
π
σ
σ
σ
π
σ
σ
π
π
σ
δ
(Eq. 2.14)Como
→
0
e
σ
σ
, e eG
E
K
σ
σ
δ
=
=
'
21 (Eq. 2.15)
A relação entre CTOD, KI e G dos modelos de Burdekin e Stone considera
condição de tensão plana e de um material não encruável. Considerando a dependência
do estado de tensão e do encruamento, uma forma mais geral da relação pode ser
expressa como: e e
m
G
E
m
K
σ
σ
δ
=
=
´
21 (Eq. 2.16)
Onde m é uma constante adimensional que é aproximadamente 1,0 para estado
de tensão plana e 2,0 para estado de deformação plana. Já
E
'
=
E
para o estado detensão plana e
(
2)
1
/
'
=
E
−
ν
E
para o estado de deformação plana.Quando CTOD é igual ao CTOD crítico, ocorre a propagação instável da trinca e
Figura 2.11 – Cálculo de CTOD de acordo com Dugdale para uma trinca de comprimento
2a, STEPHENS (2001).
2.2.2.2 – Determinação Experimental de CTOD
O valor de CTOD crítico pode ser determinado através de diferentes formas.
Conforme apresenta a Figura 2.12, existem diversos valores de
δ
crítico, de acordo como comportamento do material e o interesse de estudo, QUITES (2004). Basicamente as
curvas 1 e 2 são utilizadas para ∆a< 0,2mm; as curvas 3 e 4 para ∆a>0,2mm e a curva 5 para ∆a>>0,2mm, utilizada neste trabalho. Já na Figura 2.13 pode-se visualizar uma curva real de carga versus deslocamento para uma junta soldada de aço patinável tipo
USI SAC 50.
O ensaio de CTOD é padronizado pela Norma ASTM E1820 (1999). Conforme
esta norma, o valor de CTOD determinado deve ser usado para caracterizar a tenacidade
de materiais:
a) que são demasiadamente dúcteis ou não têm tamanho suficiente para ser
ensaiados pelo método KIC, ou, Zona Plástica
b) que mostram uma tendência para instabilidade da extensão de trinca que
invalidaria o ensaio de acordo com os requerimentos do ensaio de integral
)
(
J
ICJ
.Figura 2.12 – Tipos esquemáticos de curvas carga x deslocamento obtidas durante o
ensaio de CTOD. A curva n. ° 5 foi utilizada neste trabalho, ANDERSON (2005).
Figura 2.13 – Resultados de ensaio de CTOD em junta soldada, na região do metal base,
de aço patinável tipo USI-SAC 50, ARAÚJO SILVA (2001).
0 1 2 3 4
0 500 1000 1500 2000 2500 3000
METAL DE BASE
USI SAC-50
C
a
rga (k
gf
)
COD (mm)
Deslocamento, v
Carga, P
1
2
3 4
2.2.2.3 – Tipos e Orientação dos Corpos-de-prova
Para a realização dos ensaios de tenacidade à fratura, existem cinco tipos de
corpos-de-prova padronizados, Figura 2.14. São eles:
a) Corpo-de-prova de tração compacto – C(T);
b) Corpo-de-prova compacto de tração em forma de disco;
c) Corpo-de-prova de dobramento – SENB;
d) Corpo-de-prova de tração com entalhe central;
e) Corpo-de-prova em forma de arco.
Pode ser observado que todos estes corpos-de-prova apresentam três dimensões
fundamentais, que são:
a= comprimento de trinca;
B
= espessura;W = largura.
Na maioria dos casos práticos W B=2 e a W =0,5 e os corpos-de-prova para CTOD mais utilizados são o C(T) e o SENB, mas é permitido pela Norma ASTM E1820
(1999) 2≤W B≤4 e
0
,
45
≤
a
/
W
≤
0
,
70
para a determinação de CTOD.A orientação dos corpos-de-prova segue a Norma ASTM E1823 (1996), sendo
que para placas laminadas e forjadas seguem as orientações da Figura 2.15(a) e para
discos cilíndricos ou eixos seguem a Figura 2.15(b). Neste trabalho foi utilizada a
orientação L-R, Figura 2.15(b), para todos os corpos-de-prova. Ou seja, uma possível
influência de anisotropia do material não foi foco de estudo.
De acordo com GODEFROID (1995) o único requisito da norma de ensaio a
respeito do tamanho do corpo-de-prova é a recomendação para se trabalhar com uma
espessura
B
igual à espessura que vai ser empregada na estrutura de engenharia. Poroutro lado, ANDERSON (2005) apresentou resultados sobre a determinação de CTOD,
onde se verificou que a independência entre
δ
e as dimensões do corpo-de-prova foiverificada, para clivagem, quando:
C
b
B
,
0≥
300
δ
Como este trabalho tratou da comparação entre dois tipos de aços, essa relação pode
Figura 2.14 – Corpos-de-prova padronizados para os ensaios de Mecânica de Fratura,
ASTM E1823 (1996). (a) prova tipo C(T) utilizado neste trabalho; (b)
Corpo-de-prova compacto em tração em forma de disco; (c) Corpo-de-Corpo-de-prova de dobramento SENB;
(a)
(b)
Figura 2.15 – Nomenclatura adotada pela ASTM para extração de corpos-de-prova da
Mecânica de Fratura. (a) para placa laminada ou forjada; (b) para discos cilíndricos ou
eixos. A orientação L-R foi utilizada neste trabalho, ASTM E1823 (1996).
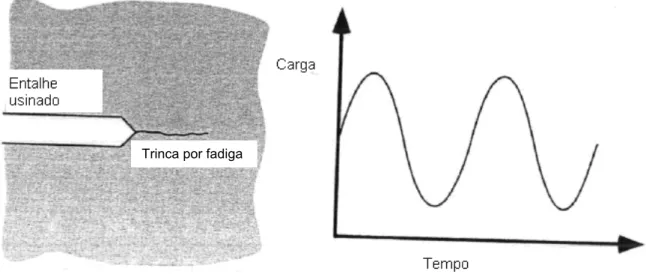
2.2.2.4 – Pré-trincamento por Fadiga
ANDERSON (2005) relata que a teoria da Mecânica de Fratura se aplica a trincas
que são muito agudas na sua ponta antes do carregamento e que a confecção de um
entalhe nos corpos-de-prova não fornece esta configuração, Figura 2.16. Assim, há uma
necessidade de preparação adicional dos corpos-de-prova, e o procedimento mais
No pré-trincamento por fadiga utiliza-se intensidade de tensão na ciclagem (
K
máx)de 0,8
K
IC, no início e de 0,6K
IC no final do processo, além de se utilizar amplitudes decarga que obedeçam à relação
R
(P
minP
máx) baixa, na ordem de no máximo 0,1. Esteprocedimento é utilizado para se evitar grandes plastificações à frente da trinca, e com
isso, obter uma trinca mais aguda possível, ASTM E399 (1999). Em materiais de alta
tenacidade à fratura este procedimento, apesar de oneroso e demorado, é de fácil
controle, entretanto, para materiais que apresentam grande resistência mecânica
acompanhada de comportamento intrinsecamente frágil, o processo de obtenção de
pré-trincas é uma tarefa relativamente difícil, SANTANA DA SILVA (2001), Figura 2.17.
Figura 2.16 – Tipos de entalhes possíveis de acordo com a Norma ASTM E1820 (1999).
Figura 2.17 – Trinca por fadiga introduzida através de carregamento cíclico, ANDERSON
(2005).
Segundo a Norma ASTM E1820 (1999), a carga
P
f para realização da pré-trincapor fadiga deverá ser de:
(
0)
2 0
2
4
,
0
a
W
Bb
P
ef
=
+
σ
(Eq. 2.17)
onde
B
é a espessura do corpo-de-prova;W é a largura do corpo-de-prova;
e
σ
é o limite de escoamento compensado a 0,2% de deformação à temperaturade interesse;
0
b
é o ligamento inicial (W
−
a
0);0
a
é o comprimento inicial da trinca.Para o ensaio de tenacidade à fratura refletir as propriedades reais do material, a
trinca por fadiga deve satisfazer as seguintes condições:
a) O raio da ponta da trinca na falha deve ser muito maior que a raio inicial da trinca
por fadiga;
b) A zona plástica produzida durante o trincamento por fadiga deve ser pequena
quando comparada com a zona plástica da fratura.
2.2.2.5 – Cálculo de CTOD Crítico de Carga Máxima
O valor de CTOD pode ser retirado da curva carga versus deslocamento, Figura 2.12 para o corpo-de-prova compacto C(T) através das Equações 2.18 e 2.19. A
representação esquemática das medidas básicas para o corpo-de-prova C(T) pode ser
visualizada na Figura 2.18:
pl
el
δ
δ
δ
=
+
(Eq. 2.18)(
)
[
(
)
]
(
)
[
r
W
a
a
z
]
V
a
W
r
E
K
p pm pe