*e-mail: [email protected]
1. Introduction
1.1. High performance ibers
High-tech iber is an expressive way to indicate that advanced science and technology have been used to produce this iber. They are high-modulus and high-tenacity (HM-HT) ibers1. Although the main difference between natural and synthetic ibers is in structure also natural ibers and synthetic ibers can be classiied as high-function ibers and high performance ibers, respectively. Synthetic ibers were developed initially as copies of silk, wool, or cotton2.
The irst high performance iber, Kevlar was developed in the 1965’s at DuPont - a company with a long history in iber synthesis - by discovering a new method of producing a polymer chain coupled to form a liquid crystalline solution3.
In the 1980s, polyethylene, irst synthesized in the 1930s, was processed into a high-performance commercial fiber (with the trade names Spectra and Dyneema),
based on gel-spinning technology invented at DSM in the Netherlands.
The high-strength polymeric iber Zylon, based on
rigid-rod polymer research that began in the 1970s at the U.S. Air Force Research Laboratory, was commercialized in 1998 by Toyobo in Japan. High-strength polyacrylonitrile - based carbon fibers were developed by optimizing some parameters such as the polyacrylonitrile-copolymer composition, fiber spinning, and polyacrylonitrile stabilization and carbonization. Other high-strength and high-modulus ibers have relatively high densities, are
inorganic ibers which include silicon carbide, alumina, glass and alumina borosilicate ibers4.
1.2. Aramid story
The twentieth century witnessed huge researches and innovations for ibers. After Nylon revolution DuPont
Co.’s researchers struggled to develop stiffer and tougher nylon-related fiber. In 1965 Stephanie Louise Kwolek developed the first liquid crystal poly (p-phenzamide) (PBA) polymer, which provided the basis for poly (p-phenylene terephthalamide) under trade name of Kevlar
iber in 1971[1,5-7]. The wholly aromatic structure with all para-substitutions creates stiff macromolecular rod-like structures.
The irst commercial material, named Kevlar, were
made by DuPont in USA, Ireland and Japan. Another type of PPTA ibers, named Twaron, was produced in 1978 by
Teijin Aramid B.V. in Netherland1,5,8-12.
Poly (p-phenylene terephthalamide) abbreviated PPTA, are organic ibers acronym originating from aromatic poly (amide) with a distinct chemical composition of wholly aromatic polyamides which at least 85% of amide groups (—CO—NH—) are bond directly to two aromatic rings2,12-15. Burchill16 reported that it is largely poly (p-phenylene terephthalamide), Figure 1.
Aramid is an acronym originating from aromatic poly (amide). Alternative names were PPTA, poly (p-phenylene terephthalamide), aramid, aramide, polyaramid and polyaramide. The International Union of Pure and Applied Chemistry (IUPAC) nomenclature for a Kevlar fiber is Poly (imino-1,4-phenyleneiminocarbonyl-1,4- phenylenecarbonyl)17.
Microstructural Developments of Poly (p-phenylene terephthalamide)
Fibers During Heat Treatment Process: A Review
Dawelbeit Ahmed, Zhong Hongpeng, Kong Haijuan, Liu Jing, Ma Yua, Yu Muhuo*
State Key Laboratory for Modiication of Chemical Fibers and Polymer Materials, College of Material Science and Engineering, Donghua University, 201620, Shanghai, China
Received: October 31, 2013; Revised: April 6, 2014
Poly (p-phenylene terephthalamide) ibers prepared by wet or dry-jet wet spinning processes have a notable response to very brief heat treatment (seconds) under tension. The modulus of the as-spun iber can be greatly affected by the heat treatment conditions (temperature, tension and duration). The crystallite orientation and the iber modulus will increase by this short-term heating under tension. Poly (p-phenylene terephthalamide) ibers have a very high molecular orientation (orientation angle 12-20°). Kevlar and Twaron ibers are poly (p-phenylene terephthalamide) ibers. This review reports
for PPTA ibers the heat treatment techniques, devices and its process conditions. It reports in details the structural relationships between the iber properties which are inluenced by the heat treatment process. In particular, focused deeply on the effect of the crystal structure and the morphology of the ibers on the mechanical properties of PPTA ibers.
2. PPTA Fibers Fabrication
The processes steps of PPTA ibers fabrications begin by synthesis of the polymer, preparation of the spinning dope (with suitable solvent and concentration) and, inally, formation of the iber by spinning18.
2.1. Polymer synthesis
The low temperature polycondensation process found by Paul W. Morgan19 led to the preparation of unmeltable high molecular weight polymers. The low temperature solution polymerization methods employ reactions which proceed at high rates. This method is designated broadly for polycondensation solutions - although the process encompasses systems in which the reactants and polymer stay dissolved as well as systems in which the reactants are not all dissolved at the start and great many from which the polymer precipitates.
Solution polycondensation method can be used to prepare many classes of polymers such as polyamide polyureas, poly urethanes, and poly phenyl esters e.g. Poly (m-phenylene isophthalamide) (MPD-I) “commercially is Nomex and Teijincontex” and poly (p- phenylene
terephthalate) (PPTA) “commercially is Kevlar and
Twaron”. The reaction here proceeds under dry nitrogen
conditions at temperatures in the range –10 ~ 60 °C for several minutes to several seconds. In this method the reaction mixture will become increasingly viscous and the polymer may precipitate at a certain point.
Kwolek and Morgan investigated the method of preparing an aromatic polyamide (Poly aramid) of poly (p-phenylene terephthalate) by low temperature polymerization which involve the reaction of an aromatic diamine (p-phenylene diamine ‘PPD’) and an aromatic diacid chloride (terephthaloyl chloride ‘TCl’ in an amide solvent, as shown in Figure 2[10,19-21].
The PPTA chain is fully extended and consists of an alternation of rigid aromatic rings and amide groups. The chain conformation, may be assumed as a kind of planar-zigzag form consisting of short and long linear bonds which correspond to the amide C(O)-N bond and the para substituted phenylene ring, respectively22. The greater degree of conjugation and more linear geometry of the para linkages shown in Figure 3, combined with the greater chain orientation derived from this linearity, are primarily responsible for the increasing strength23. The hydrogen bonding and the chain rigidity of these polymers lead to very high glass transition temperatures24.
2.2. Dope preparation
Synthesized poly (p- phenylene terephthalate) (PPTA) is dissolved in concentrated sulphuric acid (H2SO4) to prepare a dope for iber spinning. The H2SO4 solution of PPTA shows a typical lyotropic solution property. The viscosity of the solution reaches its minimum point at a concentration of around 20 wt. % and the temperature is about 65-70 °C. The viscosity of the anisotropic solution of PPTA is hinh = 4.9 in concentrated H2SO4. Figure 4 explains the relationship between the concentration and the solution viscosity for poly (p-benzamide) (PBA) (hinh= 2.41) by Kwolek
5. The Oriented domains are formed at concentrations of more than 12 wt. %25.
Figure 1. Chemical structure of PPTA iber.
Figure 2. Synthesis of poly (p-phenylene terephthalamide).
Figure 3. Structure of poly (p-phenylene terephthalamide).
Figure 4. Relationship between concentration of polymer and
2.3. Spinning process
PPTA ibers could be spun from amide and salt solutions using a conventional wet-spinning process. These solutions are typically of low concentration and have anisotropic nematic states, as shown in Figure 5[26]. Figure 6 shows the differences in behaviour during spinning process of lexible and rigid polymers.
The anisotropic solution (liquid crystal domains) pass (extruded) through the spinneret and being stretched in about 0.5 or 1 cm of the air gap and the coagulation bath have 0 or 5 °C. The iber comes out with high speed up to 200 m/min[18,28-30]. The dope viscosity should be low so as to allow processibility and the polymer concentration should be high so as to minimize the cost. The polymer molecular weight should be high to maximize the mechanical properties21. In the model of polymer molecular orientation in a dry-jet wet-spinning process emerges a single strand from the spinneret, as shown in Figure 8.
Figure 5. Liquid crystalline structure of PPTA/H2SO4 solution13.
Figure 6. Flexible and rigid polymers, differences in behaviour
during spinning process3.
In 1970, Blades27 innovated that the high-strength and high-modulus ibers can be spun from anisotropic solutions (spinning dope) of aramid polymers by using dry jet-wet spinning processes. Dry jet-wet spinning gives a higher strength, a higher modulus and a lower elongation - Figure 7.
Figure 7. Dry-jet wet-spinning process by Blades24,27,28.
Figure 8. PPTA ibers formation13,18,24,31.
The crucial iber microstructure formation takes place during the coagulation stage of this spinning process. The inal stages of the spinning process for the coagulated filaments consist of washing, neutralizing and drying. During the drying process a light tension is applied. This tension does not make signiicant stretching32.
high performance, PPTA ibers are known to have very high modulus and very high strength and good thermal stability as a result of their chemical structure17.
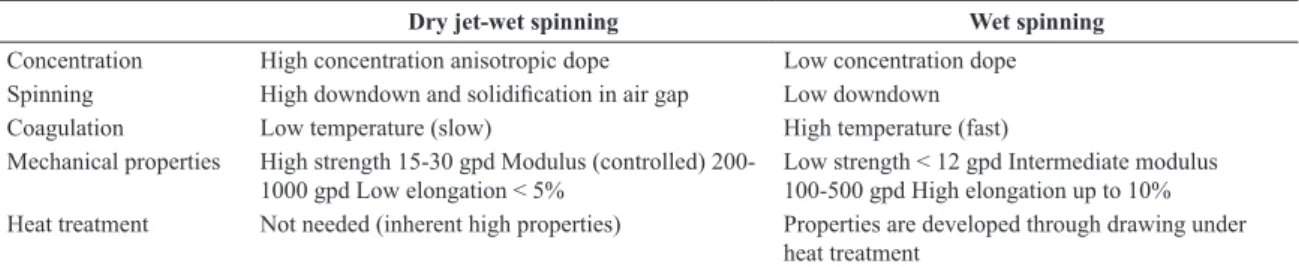
The relationships between the processing parameters - which are the conditions, the fiber structure and the properties of the PPTA iber - are crucial to understand the behaviour of the ibers, the yarns, and the fabrics for any desired application. Table 1 shows the difference between the dry jet-wet spinning and the wet spinning of PPTA ibers. The modulus is a function of the total spinning strain tends to increase with the increasing of the spin stretch factor (SSF) of the ratio between the velocity of the iber leaving the coagulating bath and the jet velocity (This stretch factor should be in the range 1 to 14)21.
3. Microstructure of PPTA Fibers
3.1. Crystal structure
PPTA iber’s structure was early studied by Northolt on the basis of X-ray diffraction. Northolt investigated the iber structure. He reached the conclusion that the supermolecular structure instead of having a two-phase structure consisting of amorphous and crystalline domains, it- probably- has a paracrystalline structure34. The crystal molecular structure of PPTA ibers is monoclinic (pseudo-orthorhombic). The unit cell has a = 7.87 Å, b = 5.18 Å, c (iber axis) =12.9 Å – other alternative measured values are tabulated in Table 2. The angle γ = 90° and the crystal structure possesses Pn or P21/n space-group35,36. The layer of the hydrogen-bonded chains and the contents of the cell are shown in Figures 9a
Table 1. Dry jet-wet spinning versus wet spinning process of PPTA ibers21.
Dry jet-wet spinning Wet spinning
Concentration High concentration anisotropic dope Low concentration dope Spinning High downdown and solidiication in air gap Low downdown
Coagulation Low temperature (slow) High temperature (fast)
Mechanical properties High strength 15-30 gpd Modulus (controlled)
200-1000 gpd Low elongation < 5% Low strength < 12 gpd Intermediate modulus 100-500 gpd High elongation up to 10% Heat treatment Not needed (inherent high properties) Properties are developed through drawing under
heat treatment
Table 2. Lattice Constants of PPTA13,34,37-39.
Lattice constant Northolt Haraguchi* Yang Rebouillat Wu Z.quan Chang-Sheng
Li**
a, Å 7.87 8.0 7.80 7.9 7.88±0.06 5.23
b, Å 5.18 5.1 5.19 4.5-5.2 5.28±0.005 7.76
c, Å 12.9 12.9 12.9 12.8 12.9±0.2 12.86
* PPTA ilm; ** It seems Chang-Sheng Li’s a and b constants are swapped.
and b: (a) the projection of the crystal structure parallel to the a-axis of a layer of hydrogen–bonded chains and (b) is the projection parallel to the c-axis. The unit cell contains two chains one points up and the other points down25.
The lexibility of the polymer chains is low due to the absence of free rotations around the Ph-C bond and the Ph-N bond and, so, no regular chain folding or kinks and jogs can be envisaged in the solid polymer. The tensile crystallite modulus has been calculated for the all-trans conformation and the inal result is that Kevlar ibers have two separate amorphous and crystalline phases, but they have an extended chain structure or oriented amorphous structure and they may be reasonably considered to be of a more paracrystalline structure35.
In the wide angle X-ray diffraction (WAXD) of PPTA materials is observed intensity peaks of diffraction in the (hk0), the (h00) and the (00l) planes at the equatorial and meridional scan as shown in the curves of Figure 10
relection-planes, respectively. While Hindeleh and Abdo41 reported that the angular range of the diffraction angle 2θ of the peaks of the (110) and the (200) relection-planes is 12-35°, and after 35° the scan gave lat intensity curves. Figure 11 illustrates the WAXD patterns of the equatorial and meridional scan of Kevlar 29 and Kevlar 49 ibers.
Figure 10. The equatorial and meridional scan of Kevlar ibers41,43.
– reported by Northolt and van Aartsen34, Panar et al.40,
Yang13,31, Hindeleh and Abdo41 and Hindeleh and Obaid42.
Yang13,31 reported that the equatorial scan gave peaks at diffraction angle 2θ (Bragg angle) of 20.5° for the (110), 23° for the (200) and 28.2° for the (211) relection-planes, respectively. On the other hand, the meridional scan gave peaks at diffraction angle 2θ of 6.9° for the (001), 13.7° for the (002), 27.1° for the (004) and 42° for the (006)
Figure 11. WAXD patterns of Kevlar ibers, (up) Kevlar 2944, and
(down) Kevlar 49[41].
3.2. Morphological structure
3.2.1. Level-scales structure (cross-section)
microvoids structures. The skin-core structures are found to be roughly circular cylinders with 30-50 nm diameters40,45-47.
3.2.2. Fibrillar structure
Panar et al. suggested that PPTA ibers, in fact, consist of ibrils40. An optical micrograph of a broken end of a PPTA iber – illustrated in Figure 13 – showed bundles of ibrils
which support Panar et al.’s suggestions. These ibrils are oriented along the iber axis and they are 600 nm wide and several centimetres long – as illustrated in Figure 14. These ibrils had been also observed by the transmission electron microscope (TEM) on the surface of a PPTA iber as shown in Figure 1540.
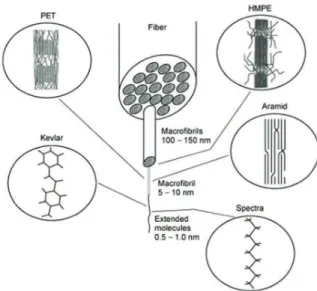
Figure 12. Micro and macro ibrillar structures of PET, HMPE, Kevlar and UHMWPE(Spectra) ibers48.
Figure 13. Bundles of PPTA ibrils40.
3.2.3. Skin-core structure
During the coagulation stage in the spinning process, the skin of the formed ibers strongly coagulates at the initial instant the ibers are in contact with the path, while the core relaxes rapidly7. Figure 16 illustrates the skin-core structure of etched PPTA ibers – shown by the scanning electron microscope (SEM). Panar et al.40 used the plasma technique to cut the ends of the iber so as to study the skin-core structure of PPTA ibers. They found that, the surface ibrils are uniformly axially oriented, while the core ones are imperfectly packed and are ordered (so, voids will be
formed in the core): Figures 17 and 18. They, also, found that the difference in skin-core structure is more clear in the less crystalline regions on the surfaces of Kevlar ibers49, and that this difference in skin-core structure is related to the iber orientation and to the perfection of the chain packing a cross the ibers40.
Yang13,28 reported that the skin-core structure difference in density, voids and ibrillar orientation results from the iber coagulation process. M. Fukuda and H. Kawai51 found that the skin thickness is 1 mm.
The orientation of the polymer chains in the skin of PPTA ibers is more perfect in Kevlar 49 than in Kevlar 29. This happens because the passage of the water molecules in the case of Kevlar 29 is larger than in the case of Kevlar 49. This result is due to the fact that Kevlar 49 is made by the heat treating process of dried Kevlar 29 under tension at a high temperature.
On the other hand, in the case of Kevlar 149 the skin thickness is larger than both of that in the cases of Kevlar 29 and Kevlar 49. Figure 19 shows the cross-polarized microphotograph of Kevlar 149. The Kevlar 149 iber has no deinite skin-core structure, so, it can be concluded that it has a low tensile strength and a high modulus and that its surface is much more permeable to the moisture than its inside51-53.
3.2.4. Pleat sheet structure
A combination of electron diffraction and electron microscope dark-field image technique is used by Dobb et al.46 to study Kevlar 49, concluded that the (200) planes form two alternate systems near the edges of the iber at a small angle to each other along the iber axis- known as a pleat sheet, see Figure 20. This pleat sheet is found to have an axial banding at 250 and 500 nm periodicities in the longitudinal iber sections. It is concluded that the 250 nm spacing is just one-half of the 500 nm periodicity Figure 16. Skin-core structure of PPTA ibers40.
Figure 17. Structural model of the skin and core structure by
Panar et al.40.
resulting from changes in the crystalline orientation. There is good evidence that the pleated sheet consists of parallel oriented crystals which are oriented such that the b-axis (the axis parallel to the intermolecular hydrogen bonds) is perpendicular to the fibre surface. The pleat sheets mentioned here are formed during the coagulation of the PPTA ibers. The periodicity of a pleat sheet is not easy to be varied by changing the spinning conditions. The formation of the mentioned pleat sheet structure gives the iber an inherent elongation (elasticity). The angle between the two planar surfaces forming the pleated sheet structure is about 170° - Figure 21. Each pleat sheet has a misorientation angle of about 5°-7° to the iber axis-this misorientation also applies to the crystallites forming a pleated sheet13,45,52,54.
3.2.5. Chain-end defects
The chain-end distribution is determined by the solidification process (PPTA-H2SO4) which should not be changeable by the subsequent fiber fabrication (neutralization, washing and drying). These iber fabrication processes, might only, affect the radial direction of the swollen ibers so they will not alter the chain-end distribution. Under high stress ields the crystals of a PPTA iber will form columns parallel to the stress ield – termed shish kebab – which consist of a central ibrillar core of aligned macromolecular extended-chain and the crystal lamellae grow perpendicularly on these ibrillar nuclei
(stress direction)52. The chain-end distribution model is shown in Figure 22. The chain ends in the skin are essentially arranged randomly relative to one another but they become progressively more clustered in the iber interior resulting in periodic transverse weak planes separated by about 200 nm along the iber axis. The crystal growth of a PPTA iber occurs in the shape of a 60 nm in diameter cylindrical crystallites. Within each of these cylindrical crystallites a number of the chain ends are assumed to cluster.
The chain-end concentrations and distributions along a PPTA iber axis (Figure 23) in both the skin and the core of the iber are the main structural factors affecting deformation, failure processes and the strength of PPTA ibers. Northolt and Sikkema55 postulated a simple model based on x-ray and electron diffractions. He considered the iber as being built up of a parallel array of identical ibrils. Each of the ibrils consists of a series of crystallites parallel to their symmetry axes which follow the orientation distribution with respect to the iber axis, Figure 24.
Comparing the three models of the PPTA iber structures given by Panar et al.40, Morgan et al.52 and Northolt and Sikkema55 we can observe that the 600 nm ibril diameter deduced by Panar et al. is ten times larger than the 60 nm ibril diameter deduced by Morgan et al.
Grujicic et al.56 explanation is that the chain-end defect resulted in the chain scission (brake) and the side group defect causes the chain side functionalization.
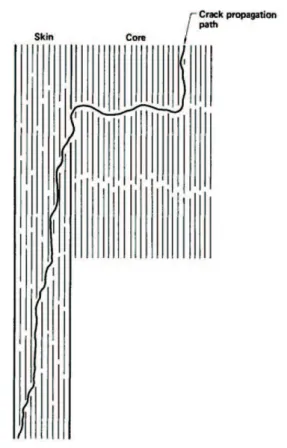
3.2.6. Deformation defects
Crack propagation can readily occur parallel to the rods because of the rupture of the hydrogen bonds. The difference in orientation and alignment of the skin chains versus the core microibrils, which are sub-structured by crystallites, Figure 19. Cross-polarized microphotograph of Kevlar 14951.
Figure 20. The pleat structure model, Dobb et al.46.
Figure 21. Microibrillar structure diagram54.
has been often used to support the hypothetical fracture model (crack propagation path)1. Figure 25 shows the crack propagation path (fracture model).
Morgan et al.52 explained the result of the deformation and failure of Kevlar 49, they stated that the skin will exhibit a more continuous structural integrity in the iber direction than the core, and the core will fail more readily by transverse crack propagation as a result of chain-end model.
3.2.7. Defect bands
The structure of chain extension – in defected layers – in PPTA ibers have a ibrillar morphology in which the individual ibrils having a high proportion of extended chains passing through periodic defected layers. These extended chains distinguish PPTA ibers from conventional ones. In conventional ibers the defect spacing (referred to as long period) is longer than the correlation length (referred to as crystal size). In PPTA ibers, in contrast, the defect spacing (about 35 nm) is smaller than the correlation length, which is over 80 nm.
The value 35 nm of the defect spacing in the banding of the PPTA ibers is observed by Panar et al.40 by using Figure 23. Chain-end distribution in the PPTA iber skin (- - -) and
core (ــــــ) along the iber axis52.
Figure 24. The model of PPTA iber, by Northolt and Sikkema55.
Figure 25. Crack propagation path of PPTA ibers52.
etching techniques in reluxing hydrochloric acid solutions plus small angle X-ray scattering (SAXS).
The defected layer and its relationship to chain extension are crucial to understanding the structural features of PPTA ibers which are most closely related to the high strength of these ibers. Figure 26 is a schematic drawing of a defected band structure – individual lines represent molecular backbones40.
As mentioned above, the 80 nm crystal size (axial correlation length) is more than (twice) the 35 nm long period (defect spacing).
The increased crystal size may be due to a high proportion of chains being largely extended as they pass through the defected bands. The crystal size and the long period of the PPTA iber are the seriously affected structural parts in heat treatment processes as a consequence of the high-modulus property40.
3.2.8. Microvoids
The electron density discontinuities in the small angle x-ray scattering (SAXS) intensity on the equator pattern of dried fiber indicate the presence of microvoids in PPTA ibers, Figure 27. This phenomenon was studied by Dobb et al.57 and Dobb and Robson58. These microvoids are found to be circular in cross-section and have a ratio of length to width (L/W) of about four, and aligned approximately parallel to the c-axis of the crystallite. The dark regions shown in Figure 28 are locations of microvoids in Kevlar 29 stained by silver sulphide (Ag2S). The reduction
in the SAXS intensity notiied the presence of moisture in the voids57-60.
Grujicic et al.56,61 reported that the insertion of molecular nitrogen will cause voids. Furthermore, the insertion of sulphuric acid will cause interstitials which can be the main factor of point defects (voids) increments.
3.3. PPTA computational modelling
Laboratory research time beneit and cost minimization can appropriately be optimize by the use of Computer-Aided Engineering (Computer-Aided Design/Machine CAD/ CAM). Nowadays, computational approach to material properties, design and its behaviours is greatly developed and accurately designed.
An outstanding analysis of PPTA ibers at multi scale levels is investigated by Grujicic et al.56,62-65.
The computational investigations properly described the material models which are used to achieve the material (PPTA) behaviour at the length-scale levels from chemical structure (atoms) to composite structure (laminate) with brief description in eight levels. Grujicic et al.’s
length-Figure 27. Small angle x-ray scattering pattern of Kevlar 49 ibers62.
Figure 28. Micrographs of longitudinal sections through stained
Kevlar 29[60].
Table 3. Various length-scales level of PPTA ibers.
Scale level (Length-scale)
Description
Laminate -The laminate are fully homogenized. -No discernible (microstructural / architectural features).
Stacked-lamina -Each lamina is fully homogenized, i.e. no microstructural features are resolved within the lamina. -Laminate are stacked and interconnected via lamina/lamina interfaces. Single lamina -Two-phase microstructure of each lamina is
recognized Each phase is fully homogenized. -The architecture of the reinforcing phase is highly simpliied.
Fabric unit-cell -Distinction is made between the warp- and weft-yarns in the reinforcing phase. -Yarns and the matrix are fully homogenized. -Yarn-yarn contact and sliding are accounted for explicitly.
Yarn -Each yarn is considered as an assembly of fully-homogenized mechanically engaged discrete fibers. -Fiber-fiber contact and sliding are modelled explicitly.
Fiber -Fibers are considered as an assembly of nearly-parallel ibrils held together by weak van der Waals forces. -Adjacent fibrils differ with respect to the orientation of the stacked sheets.
Fibril -Fibrils are considered as crystalline thread-like entities containing parallel sheets of aligned and hydrogen bonded molecular chains. -Inter-sheet bonding is of a van de Waals character.
scale levels are summarized in Table 3. Moreover, the molecular-level model involves investigating the inluences of the molecular structures and defects on the properties. Furthermore, these computational series were extended and established to investigate the effects of prior mechanical stresses on the residual mechanical properties of such materials (Kevlar KM2).
4. Properties of PPTA Fibers
PPTA ibers classiied as highly oriented polymeric ibers have high strength and have low extensibility26. Also, they
have high tenacity (HT) (tenacity=tensile strength), high stability-temperature (HT), high modulus (HM), low creep and low density (1.44-1.45 dtex), see Table 4. Moreover, PPTA ibers have high glass transition temperatures (about 360 °C), high decomposition temperatures (about 530 °C) and high melting temperatures (about 560 °C). They, also, have low combustibility (they are dificult to be ignited and do not feed the lame) and have good thermal insulating capabilities (they are good dielectrics and are almost non-conductive). Their environmental stability in sea water, oils and solvents is good but, they have moderate stability in a
Table 4. Mechanical properties of PPTA ibers9,13,28,72,75.
Product name Kevlar 29 Kevlar 49 Kevlar 149
Kevlar 68 Kevlar 119
Kevlar 129
Twaron 1000
Twaron 1055/6
Twaron 2000
Product type standard
modulus modulusHigh Ultra-high modulus Intermediate modulus ElongationHigh strengthHigh standard modulus modulusHigh strengthHigh
Density (dtex) 1.44 1.45 1.47 1.44 1.44 1.45 1.44 1.45 1.44
Tensile modulus
(GPa) 70 135 143 99 55 99 66 125 90
Tensile strength
(GPa) 2.9 2.9 2.3 3.0 3.1 3.4 2.7 2.8 3.8
Elongation (%) 3.6 2.8 1.5 3.3 4.4 3.3 3.4 2.5 3.5
Moisture regain
(%) 5-7 3-4 1-1.2 4-6 5-7 4-6 7 3.5 5.5
Figure 29. The stress–strain curve of PPTA ibers under heat
treatment69.
saturated steam at pH of 4 to 8. They have good resistance to high energy radiation with exception to the ultraviolet radiation for which they have poor resistance. Figure 29 illustrates a comparison between stress–strain curves for a PPTA iber and other types of ibers. The PPTA iber curve bends upwards as compared to the other curves. This means that a PPTA iber has a modulus at high stress which is greater than those of the other types of ibers9,11,13,21,28,59,66-74.
5. Applications of PPTA Fibers
Nowadays PPTA ibers have more advantages than high strength bulk materials such as steel. They are becoming increasingly used in cement composites. The PPTA iber properties that facilitate their usage in cement composites are: Low density, high speciic strength (tensile strength per unit linear density) and that they can be easily processed into different complex shapes. Also, the PPTA ibers are used in ropes, cables, protective apparel, industrial fabrics that require high cut and puncture resistant properties, ballistic protections, aerospace, telecommunications (to avoid the damage of the optical transmission which emerges when the optical iber is stretched), permselective use and other applications that need high modulus and high tensile strength. Kevlar 49 ibers are used extensively in ballistic armour, asbestos replacements and certain composites that require greater damage tolerance.
Some specific applications of PPTA fibers are summarized in Table 52,4,11,72,76-81.
6. Heat Treatments of PPTA Fibers
6.1. Deinition
speciic desired structures and properties or changes in them.”
The term thermal cycles implicitly involves the change of temperature with time during a heat treatment process. These changes may be essential to improve processing (e.g., machinability) or to meet proper service conditions “(e.g., increased (or controlled) surface and core hardnesses, wear, fatigue resistance, dimensional accuracy, desired microstructure and residual stress proile and improved tensile and yield strength, toughness, ductility, impact strength, weld integrity and magnetic and electrical properties”82.
6.2. Heat treatment zone
Fujiwara et al.83 deduced mathematical equations describing the appropriate heating temperatures for the case of drying treatment and for heating treatment under tension (post-heating):
6.2.1. Drying treatment
Here a wet PPTA iber is to be dried by heating. It was found that the value x of the drying temperature in °C must be such that its product with the drying time t in seconds raised to the power 0.08 be approximately in the range 150 to 300.
Mathematically (approximately): 150 ≤ xt0.08≤ 300
6.2.2. Heat treatment under tension (post-heating)
Here a dry or wet PPTA iber is to be heated under tension for the sake of structure and property improvements. It was found that the value y of the heating temperature in °C must be such that its product with the treating time τ in seconds raised to the power 0.08 be approximately in the range 250 to 550.
Mathematically (approximately): 250 ≤ yτ0.08≤ 550
{Vlodek et al.24 reported a range of 250 to 550 °C for the treating temperature under 5-50% tension for time less than 10 minutes}.
6.2.3. Pre-heat treatment (Drying)
The spinning of PPTA solutions start when the spinneret is placed in a coagulation bath of water7. Then, the resulting iber is dried under tension on rollers (to draw the iber) at a temperature lying below its glass transition temperature
Tg and satisfying Fujiwara et al’s deduction - this process is known as cold drawing84. Morgan et al. reported a drying temperature of about 65 °C52.
6.2.4. Post-heat treatment (subsequent heat treatment)
The concept of a iber heating process is always done with adding tensions to draw the iber. Thus, the issue of heating is that of the drawing needed to orient the molecular chains (orientation phase) in the direction of the iber axis and at the same time to increase the ordered arrangement of the intermolecular structure (crystallization phase)85. Moreover, drawing with applying heat (post-heat treatment) should be done at temperatures lying between the glass transition temperature Tg and the melting temperature Tm and satisfying Fujiwara et al.’s deduction72 so as to produce a iber of a higher modulus52.
6.3. Thermal ageing
Many researchers studied the environmental exposure effects on PPTA fibers. They examined the structural mechanism and the mechanical properties of heat treated ibers by means of the thermal and oxidative methods15,75.
7. Heat Treatment Devices
7.1. Heating tubes and ovens
Heat transfer takes place in these tubes and ovens by convection. Blades86 post-heat treated a pre-heat treated iber by using a heating tube containing a low of a nitrogen gas. It is noticed that in Blades’s method the iber is heat treated in its solid state. In such methods, of heat treatments, the presence of an atmosphere of an inert gas (such as nitrogen) is essential for the heat transfer by convection. In Blades’s method the iber is passed over the tension guide around the iber spool which is controlled by a magnetic brake, then, it is passed over the idler roll after which it’s passed over a pulley equipped with a force gauge and then passed through the heating tube and pulled by pairs of driven rolls to pass it to the constant tension windup roll-as illustrated in Figure 30. Chern and Trump, also, used this process to manufacture a high modulus and a high strength PPTA iber. They processed the never-dried iber swollen with water of controlled acidity. They reported that the iber, preferably, should have about 20-100% water (based on the weight of a dry iber). They used heating temperatures in the range 500-660 °C with time exposure of 0.25 to 12 seconds and tension of about 1.5 to 4 gpd[87].
Table 5. Some Applications Of PPTA Fibers78.
Applications Examples
Friction materials and gasket Prosthetics, brake linings, clutch facings, gaskets, thixotropic additive Medical applications Prosthetics, ibrous bone cement
Optical applications Optical iber cables
Protective applications Bulletproof vests, helmets, vehicle protection, ire-ighting, cut protection, ballistics, heat resistant work wear , lame-retardant textiles
tension control device with Telon iber guide, the heating (annealing) device which is 12 mm long, the quenching device (at a 0.1 mm distance from the heating device) and the take-up device. The take-up device (roller) is driven by a motor and is connected by a timing belt with the take-in device (roller), see Figures 31 and 32.
The Lee device steps of the fiber treatment are as follows:
The iber is passed from the spool by the take-in device to the take-up device under controlled tension through the tension control device then it is passed to the heating device after which it is passed to the quenching device and inally to the take-up device53,88.
Other researchers worked in the ield of heat treatment under tension by using heating tubes and ovens are Rao et al.43,89 and Knijnenberg90.
7.2. Hot rollers
In the heat treatment of the PPTA ibers by hot rollers the heat transfer of the heat used to treat the ibers takes place by conduction. Cochran and Strahorn91 heat treated the PPTA ibers at high speed under tension by passing them over twenty rollers arranged in two sets of arrays of rollers close to each other (Figure 33). The irst set is the heating rollers (1 to 12) and the second set is the cooling rollers (13 to 20). The steps of the heat treatment in this method are as follows: First the iber is passed over the irst subset of the heating rollers 1 to 5, then it is passed over the second subset of the heating rollers 6 to 12 and inally it is passed over the set of the cooling rollers 13 to 20.
Another an on-line fiber heat treatment (shown in Figure 34) is innovated by Chern92 for the simultaneous drying and heat treating. In this innovation the wet spun ibers to be treated should have greater than 20 percent water (based on weight of dry iber). These ibers are supplied continuously in multiple wraps around a pair of rolls in a heating zone having temperatures of 200 to 660 °C. The heating gas used here is – generally – a supper saturated steam.
For the case of the production of Twaron ibers, the heat treatment is done by running the yarn on a series of hot driven rollers. The rollers are running at the same speed as the ibers. But, differences in velocity between the iber and the rollers occur due to the iber elongation by the force gradients on the rollers. The temperature and the rotation speed of the rollers can be varied separately, so as, to apply a force and temperature proile on the running ibers93. Figure 30. Heating tube used by Blades86.
Figure 31. Heat treatment device used by Lee et al.53,88.
Figure 32. Tension control device used by Lee et al.53,88.
Then, K. G. Lee et al.53 used a heating device in which he controlled the treatment time by controlling the velocity of the ibers that are passed through a constant heating temperature zone by applying a controllable tension throughout the process.
The main function of heat, here, is the removal of moisture and the molecular the orientation of the molecular of the iber. The iber ilament force and the temperature profile are the main factors that determine the final mechanical properties of every individual iber94.
Cochran and Yang95, also, investigated an on-line system by treating the dried PPTA ibers, containing at least 10% moisture, over hot rollers under 3-7 gpd tension at a drying temperature not more than 175 °C and a treating temperature, optionally, in the range 300-600 °C under a tension of at least 0.5gpd. The drying roller was heated by saturated steam. Such heat treated ilaments have more improved tenacity as compared with similar ilaments dried under low tension and heat treated under the same conditions.
Further modiications can be done by heat settings on hot drums at 420-450 °C. Figure 35 illustrates a full Schematic diagram of the spinning of PPTA ibers in a production plant producing up to 124 parallel running ilaments (in a wrap)96.
8. Heat Treatment Process
Heat treatment can be used to produce changes in both the morphology and the mechanical behaviour of the ibers that are needed to improve the properties and the structural characteristics of PPTA ibers97. As-spun PPTA iber can be subsequently heat treated at a high temperature and a high tension for several seconds to increase its crystallinity and degree of crystalline orientation. In this method the iber is heat treated in its solid state. The iber modulus is increased by this short term of heating under tension.
The responses of as-spun dry jet-wet and wet spun PPTA ibers to heat treatment are studied by Jaffe and Jones21. Figure 36 shows the difference in response of the ibers produced by the two types of mentioned spinning methods.
Many other researchers worked in the field of heat treatment of as-spun fibers. The heat treatment conditions for as-spun PPTA fibers used by Blades86, Morgan et al.52, Cochran and Strahorn91, Cochran and
Yang95, Chatzi and Koenig35, Wu et al.38, Chern and Trump87, Chern92, Chern et al.98, Lee et al.53, Rao et al.43,89, and Knijnenberg et al.90 are summarized in Table 6.
9. Microstructural Developments and
Property Relationships of PPTA Fibers
9.1. Structure improvements
The heat treatment of PPTA fibers under different conditions can make the ibers to rearrange their structures for further improvements in their crystalline perfection, crystalline orientation and their iber’s moduli99. Ran et al.61 and Chu and Hsiao100,101 applied a new technique by using hot-pins for heating process to study the structural changes and the deformations occurring during the drawing process of PPTA (Kevlar 49) iber via small and wide angle x-ray scattering techniques.
9.2. Structural defects
The over-all properties of PPTA ibers are affected by the type and the concentration of the various structural defects (crystallographic and morphological). Grujicic et al.56,62-65 reported that defect’s type, size and concentration are sensitive functions of the PPTA iber fabrication (polymer synthesis, dope preparation and spinning process) – which are summarized in the present review in section 2.
9.3. Mechanical properties
The tensile modulus and the tensile strength of heat treated PPTA fibers are much higher compared with those of the other conventional ibers (Nylon, Polyester, etc.).While the elongation at break is relatively lower for PPTA ibers13,28,70.
9.3.1. Tensile modulus
The rearrangement of the ibers’ structures by means of heating under tension corresponds to producing a higher tensile modulus. Analysis of equatorial X-ray diffraction patterns reveals that the increase of the apparent crystalline size (ACS) is accompanied by an increase of the iber Figure 33. Heat treatment apparatus used by Cochran and
Strahorn91.
Figure 35. Full Schematic diagram of dry-jet wet spinning of PPTA ibers, Fourne96.
modulus - provided that the tension during the treatment is high enough. On the other hand, if the tension does not exceed a certain critical level, then, no increase in the modulus will take place - even if the temperature is elevated.
The tensile moduli of the Kevlar ibers are such that the modulus for Kevlar 149 > for Kevlar 49 > for Kevlar 29 > for Kevlar 1197,89,102.
9.3.2. Tensile strength
The tensile strength of PPTA ibers decreases largely under heat treatment, although – as mentioned above – the tensile modules increases. In fact, the decrease in the tensile strength is due to exposing the iber to high temperatures103. The reasons for this decrease are:
First, the pleats are straightened-out during the heat treatment under tension. This process may create microvoids around these pleats104. Voids tend to reduce the tensile strengths60.
Second, although the iber tensile strength is controlled by the overall molecular orientation, but it may also be reduced with the increasing of the skin region as a result of a high orientation105.
Third, the heated iber strength decreases with the increase of the apparent crystal size (ACS)89.
Fourth, the effect of the weak Van der Waal’s interactions in the a-axis direction in changing the unit cell dimensions is weakened by the heat exposures75.
Fifth, the increase of the surface helix angle by the twisting of the PPTA ibers106.
Sixth, the strength is adversely affected by overall gross morphological defects58.
The closing-up of the peak positions for the (110) and the (200) diffraction planes, is a sign that a sharp decrease in the tensile strength took place76.
The tensile strengths of Kevlar ibers are such that the tensile strength for Kevlar 149 < for Kevlar 49 < for Kevlar 29 < for Kevlar 119 7,89,102.
9.3.3. Compressive properties
The compressive properties of the PPTA ibers have been studied in many literatures15,90,107-113. Tensile tests of compressively kinked poly(p-phenylene terephthalamide) (PPTA) ibers reveal only a 10% loss in tensile strength after application of compressive strains much greater than the critical strain required for kink band initiation114. A new route of synthesis, based on PPTA compatible reactive oligomers added to the standard PPTA dope prior to the iber spinning process, done by Knijnenberg et al.115, resulted in an increase in the compressive strength properties when these new PPTA ibers are heat treated at temperatures of 340 to 510 °C for a duration of 5 to 300 seconds.
9.4. Crystallite structure
9.4.1. Apparent Crystal Size (ACS)
The apparent crystal sizes of the (110) and (200) relection planes – which are determined by the equatorial scan using Scherrer formula - are found to be sensitive to Chatzi Cochran IIb
Chern
Lee Rao Knijnenberg
Dry ibers Never-dried ibers
(water-swollen)
Temperature, °C 250 300-600 200-660 500-660 400 180-370 340-510
Time, seconds 1-6 0.2-0.6 0.25-5 0.006-9 180 30-60
Tension, gpd 6 0.5 1.5-4 0.1-6 Varied
Speed, m/s 2.5-6
Stretch % 5
Moisture contain% Control the moisture
contain in
drying stage
7-10
aCochran and Strahorn91
; bCochran and Yang95. Table 6. Heat treatment process of PPTA ibers.
Blades Morgan Cochran I
a
Wu 1st array 2ed array Cooling
Temperature, °C 450-580 550 175-300 175-300 0-100 Preferred 25
380-480
Time, seconds 0.5-5 5
Tension, gpd 1-8 1-6 0.6-4.0 0.6-4.0 0.5-1.5
Speed, m/s 4.7 4.7
Stretch % 5 0.1-1.6 0.2-1.16 Between
the applied tensions and the heating temperatures. They are found to increase monotonically with increasing the heating temperatures. However, the apparent crystal size of the (110) plane increases faster than that of the (200) plane. The apparent crystal sizes of the (110) and the (200) relection planes are found to have the respective values of 52 and 46 Å for Kevlar 29, the values 66 and 41 Å for Kevlar 49, the values 123 and 76 Å for Kevlar 149 and the values 52.1 and 49.9 Å for Kevlar 129[39,43]
9.4.2. Axial crystal size (L)
The axial crystal sizes of the (00l) relection planes of the PPTA ibers – which are determined by the meridional scan using Scherrer formula – are affected by the applied tensions and heating temperatures. Rao et al.43 and Hindeleh and Abdo41 reported that the relection order of the (002) plane decreases with increasing the heating temperatures when the iber is heated to temperatures above 400 °C. The values 656.14 nm, 737.15 nm, and 1547.79 nm are found for the relection order of the (002) plane for Kevlar 29, Kevlar 49, and Kevlar 149 ibers, respectively. It is noticed that these values are greater than the corresponding apparent crystal sizes13,89
Chang-Sheng Li et al. reported the value 94.7 Å for Kevlar 129 in (004) plane39.
(N.B. Rao’s et al. nm units are surprising!)
9.4.3. Lattice distortion (crystalline perfection)
The paracrystalline lattice structure analysis developed by Barton116 is founded by Hosemann117-121. The defects in the crystal lattice can be improved by the possibility of lateral crystal growth (Axial crystal size) particularly along the hydrogen bonding direction occurring during the heat treatment of the PPTA iber. The level of the distortion parameter of the paracrystallinity and the constant α* can be modiied by the heat treatment as had been concluded by Hindeleh and Hosemann122
and Hindeleh et al.44,123. Lee reported that the distortion of the lattice decreases as the modulus increases during the iber heat treatment process under tension. Kevlar ibers have high molecular crystalline perfections (the crystalline perfection for Kevlar 149 > for Kevlar 49 > for Kevlar 29)124.
9.4.4. Crystal orientation
The decrease in the orientation angle for heat treated PPTA fibers is an indication for improvement in the crystallites alignment43,53. This improvement is produced
by the increasing of both the temperature and the applied tension. Kevlar ibers have high molecular orientation (the molecular orientation for Kevlar 149 > for Kevlar 49 > for Kevlar 29).
The misorientation of the ibrils in heat treated ibers decreases with increasing the stretch ratio as a result of an increase in the total orientation43,89. However, the iber modulus, the crystal perfection and the crystallinity increase as a result of the increase in the total orientation due to the mentioned stretching (as illustrated by Jaffe and Jones in Figure 37)21. On the other hand, the total crystal orientation decreases with increasing the compressive strain125.
The orientation angle of a PPTA (Kevlar) iber is about 12° and it decreases to about 9° after heat treatment99,126 – an indication that the heat treatment of a PPTA iber increases its total orientation.
10. Summary
The spinning process is the iber forming step and the subsequent iber-heat treatment is the iber re-structuring step to improve its properties26,127.
The following observations relate to PPTA ibres: The beneits which can be got from the heat treatment processes are improving the molecular orientation and the crystal perfection, and increasing the crystallinity and the modulus of PPTA ibers – as a result of structural improvements.
The improvement of the molecular orientation at a given chain length is the most important factor correlating with the iber strength128.
The relationship between the tensile modulus and the orientation are illustrated in Figure 37. On the other hand, the tensile strength of the spinning of PPTA ibers is a function of the total spinning stress and it tends to increase with increasing the spin stretch factor, increasing the inherent viscosity and with decreasing the air gap. The crystal structural characterizations show that the wet spun iber is less crystalline and has less eficiency for hydrogen bonding in the unit cell than the dry jet-spun iber which gives low elongation21.
The stress–strain curve for heat treated PPTA ibers bends upwards to give greater moduli at higher stresses as the pleats are pulled out, Figure 29[69,94,124].
The iber tensile strengths and failure strains decrease with the increase of the heat treatment temperature129.
It is important for every post-drawing process (heat treatment process) at elevated temperatures to know the lifetime of the iber at that particular drawing temperature84.
The spun yet undrawn iber has a very high strength96. High temperature resistance and high modulus are joint properties of PPTA ibers because they both arise from the strong intermolecular forces in the iber structure130.
The hydrolysis of amide linkages happens between the microibrils in the core rather than in the skin of the PPTA iber39.
During heat treatment processes the lattice distortion (crystalline perfection) is sensitive to the heating temperature, however, the orientation is more sensitive to the applied tension89.
Figure 37. The relationship between the tensile modulus and
In heat treatment processes the voids formed for prolonged periods and the void contents increase with the increase in crystallite size. Voids affect the mechanical properties of the ibers, namely, they tend to decrease the tensile strength58,59,131.
The PPTA fabrics capacity to absorb water and ability to take up dyestuff are very low compared to other fabrics130.
11. Conclusion
The beneits which can be got from the studies of the heat treatment of PPTA ibers are:
1. Improving the molecular orientation & improving the crystal perfection and increasing the crystallinity & increasing the modulus of PPTA ibers - as a result of structural improvements due to the heat treatment of the PPTA ibers.
2. The improvement of the molecular orientation at a given chain length is the most important factor correlating with the iber strength.
3. The reduction of the tensile strength value is -essentially- influenced by the molecular-level defects.
Acknowledgements
I would like to take this opportunity to extent my acknowledgements to the National Basic Research Program of China (973 Project) - under Project 2011CB606101 - for inancing this piece of research.
Also, my acknowledgements are extended to the China Scholarship Council (CSC) for giving me a scholarship to do post-graduates studies in China.
References
1. Rebouillat S. Aramids. In: Rebouillat S. High performance fibres. England: Woodhead Publishing; 2000.
2. Phillips GO, Takigami M and Hongu T. New millennium fibers. USA: Woodhead Publishing; 2005.
3. DuPont. Kevlar aramid fiber. Wilmington; 2000.
4. Chae HG and Kumar S. Making strong fibers. Materials Science. 2008;319(5865):908-909. http://dx.doi.org/10.1126/ science.1153911.
5. Kwolek SL. Optically anisotropic aromatic polyamide dopes. USA Patent RE30352. 1980.
6. DuPont. Kwolek, Stephanie Louise. Available from: <http:// www2.dupont.com>.
7. Kwolek SL, Memeger W and van Trump JE. Liquid crystalline para aromatic polyamides. In: Proceedings of the IUPAC International Symposium on Polymers for Advanced Technologies; 1987. IUPAC; 1987. p. 384-418.
8. Teijin Aramid. Available from: <http://www.teijinaramid.com>. 9. Enka. Twaron: technical guide. Germany: Enka; 1984. 10. Tanner D, Fitzgerald JA and Phillips BR. The Kevlar story:
an advanced materials case study. Angewandte Chemie. 1989; 101(5):665-670. http://dx.doi.org/10.1002/ange.19891010539 11. Afshari M, Kotek R and Chen P. High performance fibers. In: Afshari M, Kotek R and Chen P. High performance polymers and engineering plastics. New York: John Wiley & Sons; 2011. p. 269-340. http://dx.doi.org/10.1002/9781118171950.ch9 12. Eashoo M, Shen D, Wu Z, Lee CJ, Harris FW and Cheng
SZD. High-performance aromatic polyimide fibres: 2. Thermal mechanical and dynamic properties. Polymer. 1993;34(15):3209-3215. http://dx.doi.org/10.1016/0032-3861(93)90392-N.
13. Yang HH. Kevlar aramid fiber. New York: John Wiley & Sons; 1993.
14. Fink JK. High performance polymers. William Andrew; 2008. 15. Downing JW and Newell JA. Characterization of structural
changes in thermally enhanced Kevlar-29 fiber. Journal of Applied Polymer Science. 2004;91(1):417-424. http://dx.doi. org/10.1002/app.13021.
16. Burchill PJ. Chemical characterization of Kevlar-49. Journal of Materials Science. 1978;13(10):2275-2276. http://dx.doi. org/10.1007/BF00541687.
17. Neilson B. Aromatic polyamides aramid. Austin: The University of Texas; 2009.
18. Yang HH and Allen S. Fiber spinning of anisotropic polymers. In: Yang HH and Allen S. Advanced fiber spinning technology. Society of Fibre Science and Technology; 1994. p. 142.
19. Morgan PW. Aromatic polyesters with large cross-planar substituents. Macromolecules. 1970;3(5):536-544. http:// dx.doi.org/10.1021/ma60017a013.
20. Yang HH. Nomex aramid fiber. In: Yang HH. High technology fibers. New York: Marcel Dekker; 1993. p. 77-174. PMid:8395540.
21. Jaffe M and Jones RS. High-performance aramid fibers. In: Jaffe M and Jones RS. High Technology fibers. New York: Marcel Dekker; 1983. p. 349-392
22. Tashiro K. Molecular theory of mechanical properties of crystalline polymers. Progress in Polymer Science. 1993;18(3):377-435. http://dx.doi.org/10.1016/0079-6700(93)90013-3.
23. Shishoo R. Textiles in sport. Woodhead Publishing; 2005.
24. Vlodek G, Hartzler JD, Lee KS, Rodini DJ and Yang HH. Aramid fibers. In: Vlodek G, Hartzler JD, Lee KS, Rodini DJ and Yang HH. Handbook of fiber chemistry. 3th ed. CRC Press; 2006.
25. Abe Y and Yabuki K. Lyotropic polycondensation including fibers. In: Matyjaszewski K and Möller M, editors. Polymer science: a comprehensive reference. Amsterdam: Elsevier; 2012. p. 469-495.
26. Morton WE and Hearle JWS. Physical properties of textile fibres. USA: Woodhead Publishing; 2008.
27. Blades H. Dry-jet wet-spinning processes. USA Patent 3767756. 1973.
28. Yang HH. Aramid fibers. In: Yang HH. Comprehensive composite materials. Oxford: Pergamon; 2000. p. 199-229. PMCid:PMC1723367. http://dx.doi.org/10.1016/B0-08-042993-9/00044-9
29. Kumar S and Gupta VB. Manufactured fibre for high performance, industrial and non-convevtional applications. In: Gupta VB and Kothari VK. Manufactured fibre technology. London: Chapman & Hall; 1997. p. 514-559. http://dx.doi. org/10.1007/978-94-011-5854-1
30. Yang HH. Spinning process. USA Patent 4340559. 1982.
31. Yang HH. Aramid fibers. In: Yang HH. Fibre reinforcements for composite materials. Amsterdam: Elsevier; 1988. p. 249-329.
33. McKenna HA and Hearle J. Handbook of fibre rope technology. Woodhead Publishing; 2004.
34. Northolt MG and van Aartsen JJ. On the crystal and molecular structure of poly-(p-phenylene terephthalamide). Journal of Polymer Science. Polymer Letters Edition. 1973;11(5):333-337. http://dx.doi.org/10.1002/pol.1973.130110508.
35. Chatzi EG and Koenig JL. Morphology and structure of Kevlar fibers: a review. Polymer-Plastics Technology and Engineering. 1987;26(3-4):229-270. http://dx.doi. org/10.1080/03602558708071938.
36. Northolt MG. X-ray diffraction study of poly(p-phenylene terephthalamide) fibres. European Polymer Journal. 1974;10(9):799-804. http://dx.doi.org/10.1016/0014-3057(74)90131-1.
37. Haraguchi K, Kajiyama T and Takayanagi M. Effect of coagulation conditions on crystal modification of poly(p-phenylene terephthalamide). Journal of Applied Polymer Science. 1979;23(3):915-926. http://dx.doi.org/10.1002/ app.1979.070230326.
38. Wu Z, Huang B, Zhang A and Qian B. The effect of heat treatment on the texture and mechanical properties of PPTA fibers Journal of china textile university. 1987; 13(5). 39. Li CS, Zhan MS, Huang XC and Zhou H. The evolution of
structure and properties of poly(p-phenylene terephthalamide) during the hydrothermal aging. Journal of Applied Polymer Science. 2012;126(2):552-558. http://dx.doi.org/10.1002/ app.36822.
40. Panar M, Avakian P, Blume RC, Gardner KH, Gierke TD and Yang HH. Morphology of poly(p-phenylene terephthalamide) fibers. Journal of Polymer Science. Polymer Physics Edition. 1983;21(10):1955-1969. http://dx.doi.org/10.1002/ pol.1983.180211006.
41. Hindeleh AM and Abdo SM. Effects of annealing on the crystallinity and microparacrystallite size of Kevlar 49 fibres.
Polymer. 1989;30(2):218-224. http://dx.doi.org/10.1016/0032-3861(89)90108-0.
42. Hindeleh AM and Obaid A. X-ray diffraction and TGA studies on annealed PPT twaron fibers and powder. Acta Polymerica. 1996;47(1):55-61. http://dx.doi.org/10.1002/ actp.1996.010470108.
43. Rao Y, Waddon AJ and Farris RJ. The evolution of structure and properties in poly(p-phenylene terephthalamide) fibers.
Polymer. 2001;42(13):5925-5935. http://dx.doi.org/10.1016/ s0032-3861(00)00906-x.
44. Hindeleh AM, Halim NA and Ziq KA. Solid-state morphology and mechanical properties of Kevlar 29 fiber. Journal of Macromolecular Science, Part B: Physics. 1984;23(3):289-309. http://dx.doi.org/10.1080/00222348408219461.
45. Slutsker LI, Chereiskii ZY, Utevskii LY, Kuz’min VN, Kalmykova VD, Sokolova TS, et al. Supermolecular structure and elastic properties of fibres prepaped from aromatic polyamides. Polymer Science U.S.S.R. 1975;17(7):1808-1814. http://dx.doi.org/10.1016/0032-3950(75)90188-4.
46. Dobb MG, Johnson DJ and Saville BP. Supramolecular structure of a high-modulus polyaromatic fiber (Kevlar 49). Journal of Polymer Science. Polymer Physics Edition. 1977;15(12):2201-2211. http://dx.doi.org/10.1002/pol.1977.180151212. 47. Singletary J, Davis H, Ramasubramanian MK, Knoff W
and Toney M. The transverse compression of PPTA fibers. Part I: single fiber transverse compression testing. Journal of Materials Science. 2000;35(3):573-581. http://dx.doi. org/10.1023/a:1004764024568.
48. Wilusz E. Military textiles. Woodhead Publishing in Textiles; 2008.
49. Rebouillat S, Peng JCM and Donnet JB. Surface structure of Kevlar fiber studied by atomic force microscopy and inverse gas chromatography. Polymer. 1999;40(26):7341-7350. http:// dx.doi.org/10.1016/S0032-3861(99)00040-3.
50. Li LS, Allard LF and Bigelow WC. On the morphology of aromatic polyamide fibers (Kevlar, Kevlar-49, and PRD-49). Journal of Macromolecular Science, Part B: Physics. 1983;22(2):269-290. http://dx.doi.org/10.1080/00222348308215504.
51. Fukuda M and Kawai H. Moisture sorption mechanism of aromatic polyamide fibers: diffusion of moisture in poly (p-phenylene terephthalamide) fibers 1. Textile Research Journal. 1993;63(4):185-193. http://dx.doi. org/10.1177/004051759306300401.
52. Morgan RJ, Pruneda CO and Steele WJ. The relationship between the physical structure and the microscopic deformation and failure processes of poly(p-phenylene terephthalamide) fibers. Journal of Polymer Science. Polymer Physics Edition. 1983;21(9):1757-1783. http://dx.doi.org/10.1002/ pol.1983.180210913.
53. Lee KG, Barton R and Schultz JM. Structure and property development in poly(p-phenylene terephthalamide) during heat treatment under tension. Journal of Polymer Science Part B. 1995;33(1):1-14. http://dx.doi.org/10.1002/ polb.1995.090330101.
54. van der Zwaag S. Structure and properties of aramid fibres. In: Zwaag S van der. Handbook of textile fibre structure. Textile Institute; 2009. PMCid:PMC2683930.
55. Northolt MG and Sikkema DJ. Lyotropic main chain liquid crystal polymers. In: Northolt MG and Sikkema DJ. Separation techniques thermodynamics liquid crystal polymers. Springer Berlin Heidelberg; 1991. p. 115-177.
56. Grujicic M, Ramaswami S, Snipes J, Yavari R, Lickfield G, Yen CF, et al. Molecular-level computational investigation of mechanical transverse behavior of p-phenylene terephthalamide (PPTA) fibers. Multidiscipline Modeling in Materials and Structures. 2013;9(4):462-498. http://dx.doi.org/10.1108/ MMMS-11-2012-0018.
57. Dobb MG, Park CR and Robson RM. Role of microvoids in aramid fibres. Journal of Materials Science. 1992;27(14):3876-3878. http://dx.doi.org/10.1007/BF00545470.
58. Dobb MG and Robson R. Structural characteristics of aramid fibre variants. Journal of Materials Science. 1990;25(1):459-464. http://dx.doi.org/10.1007/BF00714056.
59. Dobb MG. The production, properties and structure of high performance poly(p-phenylene terephthalamide) fibres. In: Dobb MG. Strong fibres. Elsevier Science North-Holland; 1985. p. 673-704.
60. Dobb MG, Johnson DJ, Majeed A and Saville BP. Microvoids in aramid-type fibrous polymers. Polymer. 1979;20(10):1284-1288. http://dx.doi.org/10.1016/0032-3861(79)90157-5. 61. Grujicic M, Glomski PS, Pandurangan B, Bell WC, Yen CF and
Cheeseman BA. Multi-length scale computational derivation of Kevlar yarn-level material model. Journal of Materials Science. 2011;46(14):4787-4802. http://dx.doi.org/10.1007/ s10853-011-5389-8.
62. Ran S, Fang D, Zong X, Hsiao BS, Chu B and Cunniff PM. Structural changes during deformation of Kevlar fibers via on-line synchrotron SAXS/WAXD techniques. Polymer. 2001;42(4):1601-1612. http://dx.doi.org/10.1016/s0032-3861(00)00460-2.
64. Grujicic M, Yavari R, Ramaswami S, Snipes JS, Yen CF and Cheeseman BA. Molecular-level study of the effect of prior axial compression/torsion on the axial-tensile strength of PPTA fibers. Journal of Materials Engineering and Performance. 2013;22(11):3269-3287. http://dx.doi.org/10.1007/s11665-013-0648-2.
65. Grujicic M, Ramaswami S, Snipes JS, Yavari R, Yen CF and Cheeseman BA. Axial-compressive behavior, including kink-band formation and propagation, of single p-phenylene terephthalamide (PPTA) fibers. Advances in Materials Science and Engineering. 2013; 2013:1-15. http://dx.doi. org/10.1155/2013/329549
66. Qiong GB. The development trend of the high strength high modulus aramid fiber and the countermeasures of development. In: Qiong GB. Textiles for industrial use. City: Publisher; 1990.
67. Teijin Aramid. Twaron: a versatile high-performance fiber. Teijin Aramid; 2012.
68. Dobb MG, Robson RM and Roberts AH. The ultraviolet sensitivity of Kevlar 149 and Technora fibres. Journal of Materials Science. 1993;28(3):785-788. http://dx.doi. org/10.1007/bf01151257.
69. Tanner D, Fitzgerald JA, Riewald PG and Knoff WF. Aramid structure: property relationship and their role in applications devolepment. In: Tanner D, Fitzgerald JA, Riewald PG and Knoff WF. High technology fibers. New York: Marcel Dekker; 1993. p. 35-82.
70. Ericksen RH. Creep of aromatic polyamide fibres. Polymer. 1985;26(5):733-746. http://dx.doi.org/10.1016/0032-3861(85)90111-9.
71. Gaymans RJ, Tijssen J, Harkema S and Bantjes A. Elastic modulus in the crystalline region of poly(p-phenylene terephthalamide). Polymer. 1976;17(6):517-518. http://dx.doi. org/10.1016/0032-3861(76)90133-6.
72. Lee WJ, Fukai BK, Seferis JC and Chang IY. Crystallization and processing behaviour of the polyamide J-1 polymer and composites reinforced with Kevlar fibre. Composites. 1988;19(6):473-480. http://dx.doi.org/10.1016/0010-4361(88)90705-7.
73. Brown JR and Hodgeman DKC. An e.s.r. study of the thermal degradation of Kevlar 49 aramid. Polymer. 1982;23(3):365-368. http://dx.doi.org/10.1016/0032-3861(82)90336-6.
74. Brown JR and Power AJ. Thermal degradation of aramids. Part I: pyrolysis/gas chromatography/mass spectrometry of poly(1,3-phenylene isophthalamide) and poly(1,4-phenylene terephthalamide). Polymer Degradation & Stability. 1982;4(5):379-392. http://dx.doi.org/10.1016/0141-3910(82)90044-1.
75. Vijayan K. Effect of environmental exposures on the aramid fibre kevlar. Metals Materials and Processes. 2000;12(2-3):259-268.
76. Shubha M, Parimala HV and Vijayan K. Kevlar 49 fibres: correlation between tensile strength and X-ray diffraction peak positions. Journal of Materials Science Letters. 1991;10(23):1377-1378. http://dx.doi.org/10.1007/ bf00735683.
77. Bourbigot S, Flambard X and Poutch F. Study of the thermal degradation of high performance fibres: application to polybenzazole and p-aramid fibres. Polymer Degradation & Stability. 2001;74(2):283-290. http://dx.doi.org/10.1016/ S0141-3910(01)00159-8.
78. Hu H and Liu Y. High modulus, high tenacity yarns. In: Hu H and Liu Y. Technical textile yarns: industrial and medical applications. Woodhead Publishing Limited and CRC Press LLC; 2010. p. 329-386. PMCid:PMC3020670. http://dx.doi. org/10.1533/9781845699475.2.329
79. Randhawa SU and Rai N. A scheduling decision aid in glass fiber manufacturing. Computers & Industrial Engineering. 1995;29(1-4):255-259. http://dx.doi.org/10.1016/0360-8352(95)00081-B.
80. Naaman AE. High performance fiber reinforced cement composites. In: Naaman AE. High-performance construction materials: science and applications. Singapore: World Scientific Publishing; 2008. p. 91-153. http://dx.doi. org/10.1142/9789812797360_0003
81. Thostenson ET, Li C and Chou TW. Nanocomposites in context.
Composites Science and Technology. 2005;65(3-4):491-516. http://dx.doi.org/10.1016/j.compscitech.2004.11.003.
82. Sinha AK. Physical metallurgy handbook. New York: McGraw-Hill; 2002.
83. Fujiwara MT, Kajita TS, Matsushita MT and Manabe IS.
Process for the preparation of high Young’s modulus poly-p-phenylene-terephthalamide.USA Patent 4440710. 1984.
84. Northolt MG, den Decker P, Picken SJ, Baltussen JJM and Schlatmann R. The tensile strength of polymer fibres polymeric and inorganic fibers. Heidelberg: Springer Berlin; 2005. p. 1-108.
85. Stern PG and Segerman E. On the structure of polypropylene f i b r e s . Po l y m e r. 1 9 6 8 ; 9 : 4 7 1 - 4 7 7 . h t t p : / / d x . d o i . org/10.1016/0032-3861(68)90057-8.
86. Blades H. High modulus, high tenacity poly(p-phenylene terephthalamide) fibers.USA Patent 3 869 430. 1975.
87. Chern TS and Trump JEV. Process for manufacturing a high modulus poly-p-phenylene terephthalate. USA Patent 4883634. 1989.
88. Lee KG and Schultz JM. The development of structure and mechanical properties in poly(ethylene terephthalate) fibres during heat treatment under stress. Polymer. 1993;34(21):4455-4470. http://dx.doi.org/10.1016/0032-3861(93)90152-Z. 89. Rao Y, Waddon AJ and Farris RJ. Structure–property relation
in poly(p-phenylene terephthalamide) (PPTA) fibers. Polymer. 2001;42(13):5937-5946. http://dx.doi.org/10.1016/s0032-3861(00)00905-8.
90. Knijnenberg A, Busscher LAG, Dingemans TJ and Bos J.
Heat treatment for increasing compressive strentgh of PPTA filaments. EP Patent 2218807 B1. 2012 Feb 15.
91. Cochran SR, Strahorn FW. Yarn heat treatment apparatus.USA Patent 4 500 278. 1985.
92. Chern TS. On-line fiber heat treatment. US Patent 5 009 830; 1991 Apr 23.
93. Delfos R, Leguy C, Warncke N, George D, Antoniuk O, Medvedyeva M, et al. The homogeneity of yarn in the heat treatment section of the production process of Twaron. In:
Proceedings Physics with Industry; 2010; Leiden.
94. Komoto T, Tanaka K, Hironaka S, Matsumoto T and Takano N. Morphological study of the wear of crystalline polymers I: High density polyethylene. Wear. 1982;75(1):173-182. http:// dx.doi.org/10.1016/0043-1648(82)90146-6.
95. Cochran SR and Yang HH. Yarn drying process. US Patent 4726922. 1988 Fev. 23.
96. Fourne F. Synthetic fibers. Munich: Hanser; 1998.
97. Farris RJ, Hsu SL and Thomas EL. Mechanical properties versus morphology of ordered polymers. Amherst: University of Massachusetts; 1982.
98. Chern TS, de la Veaux SC, Lahijani J and van Trump JE. High modulus poly-p-phenylene terephthalamide fiber. European Patent EP 0247889 B1. 1987.



![Figure 28. Micrographs of longitudinal sections through stained Kevlar 29 [ 60 ] .](https://thumb-eu.123doks.com/thumbv2/123dok_br/18880572.422545/10.765.84.362.725.1039/figure-micrographs-longitudinal-sections-stained-kevlar.webp)

