Resumo
A aplicação da técnica de extração por solventes para a recuperação de metais e da água a partir de resíduos e eluentes industriais é apresentada nesse trabalho. Os seguintes estudos de caso foram analisados: (1) separação seletiva e concentração de Zn contido em eluentes gerados na indústria de zinco, (2) separação de Zn e Fe pre-sentes em eluentes da indústria de galvanização a quente e (3) recuperação de Co e Ni a partir de baterias de celular descarregadas. Dados obtidos em escala de laboratório e em escala-piloto foram empregados para demonstrar a potencialidade da técnica no tratamento de eluentes, visando à reutilização, tanto dos metais, quanto da água, que seriam inutilizados, resultando em economia de energia com redução de impactos ambientais, além da minimização dos custos relacionados ao transporte de materiais perigosos e manutenção de aterros.
Palavras-chave: Extração por solventes, recuperação de metais, meio ambiente.
Abstract
The use of solvent extraction to recover metals and water from industrial resi-dues is highlighted in this work. The method was applied (1) to selectively concentrate Zn from efluents generated by the zinc industry, (2) to separate Zn and Fe from spent pickling efluents produced by the hot-dip galvanizing industry, and (3) to recover Co and Ni from spent batteries. Batch and pilot scale data was used to point out solvent extraction as a feasible method to reuse both metals and water thus resulting in energy savings with reducing environmental impacts, minimizing costs required to transport hazardous materials to waste sites, to replace the discharged wastewater and to produce the raw material that would be previously discharged as wastes.
Keywords: Solvent extraction, metal recovery, environmental.
Metalurgia e materiais
Metallurgy and materials
Extração por solventes aplicada
à recuperação de metais e
da água a partir de resíduos
industriais e efluentes líquidos
Solvent extraction for metal and water recovery
from industrial wastes and effluents
Marcelo Borges Mansur
Professor Adjunto do Departamento de Engenharia Metalúrgica e de Materiais, Universidade Federal de Minas Gerais – UFMG
marcelo.mansur@demet.ufmg.br
1. Introduction
The amount of metals contained in hazardous wastes produced worldwide is signiicant. While adequate disposal of such residues in landills meets environ-mental requirements, it results in the loss of valuable metals, energy resources and money. Therefore, recycling is essential to
A sulphuric acid efluent containing predominantly Zn and many other metals in lower concentrations ([Zn] = 13.5 g/L, [Co] = 0.7 mg/L, [Cd] = 22.7 mg/L, [Fe] = 240.6 mg/L, [Pb] = 5.4 mg/L, [Ca] = 0.6 g/L, [Mg] = 2.4 g/L, [Mn] = 0.75 g/L, pH = 3.1) was treated by solvent extraction with D2EHPA (di-2-ethylhexyl phos-phoric acid) dissolved in Exxsol D-80 in order to selectively separate Zn and con-centrate it. The efluent was produced by Votorantim Metais Co. (Brazil), which is the ifth largest zinc producer in the world today. The efluent is currently treated by precipitation with soda, resulting in a considerable amount of sludge containing several metals, while water is reused and/ or discharged. The sludge is disposed in landill and/or preferentially reused in the industrial plant to adjust the pH of aqueous streams. Both pathways have disadvantages: in the former, all metals are lost (environmental liability) while in the latter, Zn is recovered but remaining metals precipitated as metal hydroxides are reprocessed again and again, so they accumulate in the plant. In this context, the inclusion of a solvent extraction step with D2EHPA (di-2-ethylhexyl phosphor-ic acid) as extractant to treat the efluent could recover zinc (main species present
in the efluent), separate it from the other metals that could be precipitated with NaOH and reuse water. The precipitation of the remaining metals will involve a considerable lower consumption of soda, so a smaller volume of sludge is generated for disposal, avoiding the return of such metals to the industrial process.
Bench scale tests revealed that D2EHPA extracts metals according to Zn >> Fe ~ Pb > Cd ~ Ca > Mg ~ Mn ~ Co. Based on their pH1/2 values, four separate metal groups were distinguished: Zn (pH1/2 ~ 0.9), Fe and Pb (pH1/2 ~ 2.0 - 2.2), Cd and Ca (pH1/2 ~ 2.9 - 3.2), and Mg, Mn and Co (pH1/2 ~ 4.3 - 4.8). Therefore, zinc can be separated ahead of all the other metals at low pH values. For pH = 1.5, Zn extraction increased from 35 to 80% when the concentration of D2EHPA was raised from 10 to 30%w/w while all Zn was extracted at D2EHPA concentrations higher than 25%w/w for pH = 2.5. At 20%w/w of D2EHPA, the extraction of Ca dropped from 30 to 14% while the extraction of Mg dropped from 20% to null, respectively. On the other hand, Fe extraction increased from 18 to 60% while Zn went from 65 to 95%. This result points out that Zn and Fe are preferably extracted by D2EHPA than
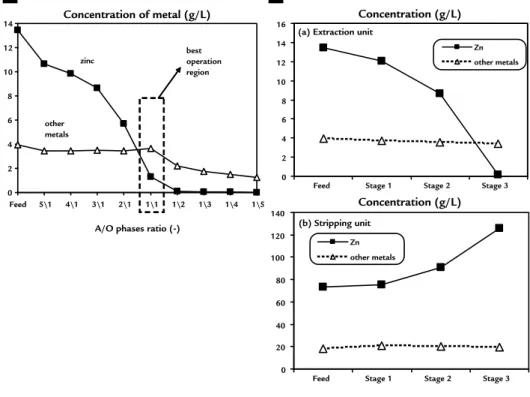
Ca and Mg at higher pH values. The considerable reduction in Mg extraction at the expense of the increase of Fe ex-traction seems more convenient because (1) the concentration of Mg in the feed is comparatively higher so 60% of Fe extracted at pH 2.5 corresponds to 156.4 mg/L Fe in the extract while 21% of Mg extracted at pH 1.5 corresponds to 520 mg/L Mg in this phase (the same can be said for Ca), (2) for Votorantim Co., Zn and Mg must be preferentially separated in this step to reduce the amount of Mg in the industrial circuit, and (3) around 98% of Zn is extracted at pH = 2.5, so a lesser number of mixer-settlers will be required. The method was then found feasible to recover Zn from the efluent. As shown in Figure 1, Zn concentration and total concentration of the remaining metals in the efluent decreases as the A/O ratio reduces. It is interesting to notice that Zn concentration decreases with A/O ratio for the whole range studied, reaching a very low concentration (high Zn extraction) at A/O ratio ≥ 1/2. On the other hand, the total concentration of remaining metals exhibits a quite constant value which is similar to those of feed at A/O ratios ≥ 1, having a signiicant drop only at A/O ratios < 1. So, it seems to be but these are normally constrained by
high operating costs and/or conditions. In this context, solvent extraction appears as a powerful technique as it allows recycling of metal ions and water from both diluted and concentrated solutions (Andersson & Reinhardt, 1983).
Solvent extraction is a well-estab-lished separation method used in hydro-metallurgical processing of several metals that consists basically of three main steps. In the extraction step, the metal-bearing aqueous feed solution (efluent) is contact-ed with an organic (or solvent) phase that contains an extractant agent dissolved in a diluent (normally commercial kerosene). The metal of interest reacts with the extractant and it is transferred from the aqueous to the organic phase. The liquid phases are then separated and the aqueous one is submitted for the recovery of other metals, to be recycled or even discharged, while the organic phase goes on to the next step. If selectivity in the extraction step is low, the loaded organic phase goes
to the scrubbing step to remove other metals or impurities co-extracted using a suitable aqueous solution that may be recycled to a stage upstream of the circuit. Finally, in the stripping step, the metal in the loaded solvent is stripped out from the organic phase to some suitable aqueous solution resulting in a fairly concentrated solution on the metal of interest (as a metal salt form), which goes to further processing for pure metal or metal oxide production (electrolysis, evaporation, crystallization, etc). According to Ritcey and Ashbrook (1984), the solvent extrac-tion is a simple operaextrac-tion requiring just a shift in the equilibrium between the extraction and stripping processes, so the selectivity of the extractant and its metal loading capacity represent decisive parameters to be deined in a separation process based on solvent extraction.
Nowadays, there is a large number of available stable extractants show-ing excellent selectivity characteristics coupled with advances in engineering
and increasing demands for higher pu-rity products and more environmentally friendly processing routes. In this context, the main technical aspects of three differ-ent applications are detailed as follows aiming to demonstrate the range of practi-cal applicability of solvent extraction in the environmental ield: (1) separation and concentration of Zn from efluents generated by the zinc industry (Pereira et al., 2007), (2) separation of Zn and Fe from pickling efluents produced by the hot-dip galvanizing industry (Mansur et al., 2008), and (3) recovery of base metals like Co and Ni from spent bat-teries (Mantuano et al., 2006; Dorella & Mansur, 2007). Such investigations at laboratory and/or pilot scales using batteries of mixer-settlers were carried out by our research team at UFMG in cooperation with industry (Votorantim Metais, ABB Ltda, etc.) and institute CDTN (Centro de Desenvolvimento da Tecnologia Nuclear). The main achieve-ments are discussed as follows.
2. Case studies
advantageous to extract Zn at A/O = 1, pH 2.5 and 20%w/w of D2EHPA.
Pilot scale tests were then carried out using a mixer-settler cascade (3 extraction and 3 stripping stages) continuously op-erated in counter-current manner. In the extraction unit, both streams were fed at 12 mL/min (A/O = 1) and, in the strip-ping one, the stripstrip-ping solution stream
consisting of an industrial H2SO4 solution (nearly 2 M) was fed at 3 mL/min (O/A = 4). Results are summarized in Figure 2.
Almost all Zn was extracted in the extraction unit but Zn concentration in rafinate is still too high to discharge wa-ter, so it must be polished to remove all re-maining metals to permit its safe disposal. The extraction of Fe and Mg was low,
around 38.5% and 6.0%, respectively; in fact, the total concentration of remaining species did not change signiicantly. In the stripping unit, 98% of Zn was recovered from the extract thus resulting in a solu-tion with 125.7 g/L of Zn that can be sent to electrowinning. The concentration of other metals in the stripping solution was quite unchanged.
1 2
Figure 1 Concentration of zinc and
total concentration of the remaining metals in the aqueous phase at changing A/O ratios (pH = 2.5 and [D2EHPA] = 20%w/w).
Figure 2 Concentration of metals in
the aqueous phases in the mixer-settler battery: (a) Extraction unit, and (b) Stripping unit.
Separation of zinc and iron from pickling effluents
The treatment of efluents generated by metal plating industry is normally carried out by precipitation with soda, NaOH, or lime, Ca(OH)2 (or a mixture of both). It is an eficient method to clean water from spent HCl pickling efluents but unfortunately both acid and metal content conined to the sludge are not reprocessed. The amount of precipitating
agents required for treatment and the cost for the safe disposal of sludge are normally high, so solvent extraction can be an inter-esting alternative to separate Zn and Fe, and recycle the water. In HCl media, it has been found that Zn can be selectively separated from Fe(II) using TBP (tri-n-butyl phosphate), Cyanex 301 [bis(2,4,4-trimethylpentyl) dithiophosphinic acid] or
Cyanex 272 [bis(2,4,4-trimethylpentyl) phosphinic acid] as extractants, so Fe(III) must be reduced to Fe(II) in a previous step otherwise the Zn/Fe selectivity factor de-creases considerably. In order to show such characteristics, two efluents with distinct concentration levels were studied: efluent 1 (70.2 g/L of Zn, 92.2 g/L of Fe, acidity 0.25 M) was treated with TBP while
ef-0 10 20 30 40 50 60 70 80 90 100
0 1 2 3 4 5 6
O/A phases ratio (-)
Met
al e
xtr
action (%)
Fe (TBP 50%)
Zn (TBP 50%)
Fe (TBP 100%)
Zn (TBP 100%)
Figure 3 Zn and Fe extraction with TBP at changing O/A ratios (T = 25°C).
0 2 4 6 8 10 12 14
Feed 5\1 4\1 3\1 2\1 1\1 1\2 1\3 1\4 1\5
A/O phases ratio (-)
Concentration of metal (g/L)
zinc
other metals
best operation region
0 2 4 6 8 10 12 14 16
Feed Stage 1 Stage 2 Stage 3 Concentration (g/L)
Concentration (g/L) Zn other metals
(a) Extraction unit
0 20 40 60 80 100 120 140
Feed Stage 1 Stage 2 Stage 3 Zn
other metals
0 10 20 30 40 50 60 70 80 90 100
1 2 3 4 5 6 7 8
pH of the aqueous phase
Met
al e
xtr
action (%)
Zn
Mn
Co Cd
Ni
Li
0 10 20 30 40 50 60 70 80 90 100
0.001 0.01
0.1 1
10
Concentration of protons (M)
Met
al e
xtr
action (%)
Zn - Cyanex 301 Fe - Cyanex 301 Zn - Cyanex 272 Fe - Cyanex 272
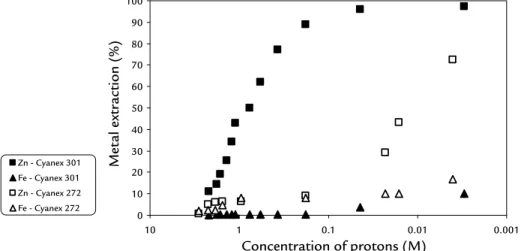
luent 2 (33.9 g/L of Zn, 230.91 g/L of Fe, acidity 2 M) was treated with Cyanex 272 and Cyanex 301. In all situations, zinc was extracted selectively while iron was left in the aqueous phase. Furthermore, zinc is extracted at low pH, so the cost to increase pH is minimal.
Figure 3 shows the extraction of Zn and Fe from efluent 1 with organic solu-tions containing 50%v/v of TBP (dissolved in Exxsol D-80) and 100%v/v of TBP at changing organic/aqueous volumetric ratio
of phases. It can be observed that the ef-iciency of the Zn/Fe separation increases at higher TBP/aqueous solution volumetric ratio. For 50%v/v of TBP, the Zn/Fe se-lectivity factor increased from 4.4 to 16.0 as the O/A volumetric ratio was changed in the investigated range; for 100%v/v of TBP, it increased from 9.1 to 98.0.
The eficiency of extractants Cyanex 272 and Cyanex 301 for the extraction of Zn and Fe from efluent 2 is shown in Figure 4 at changing acidities (or pH)
of the aqueous phase. Cyanex 301 was found to be signiicantly superior to Cy-anex 272 to separate Zn and Fe and, for the operational conditions investigated, a maximum in the selectivity Zn/Fe (around 350) was found at pH=0.75 for Cyanex 301. At higher pH values (or lower acidi-ties), the increase in the extraction of iron reduces the selectivity factor. Cyanex 301 can separate Zn over Fe(II) in a few stages but the stripping step will require very concentrated HCl solutions.
Recovery of base metals from spent betteries
Mobile phones, laptops, palm-tops, digital cameras, and many other portable electronic devices are indis-pensable equipment today that require rechargeable batteries. For instance, the number of mobile phone subscribers in the world was estimated at 2.14 billion in 2005 and it grows everyday every-where. In Brazil, there are more than 200 million mobile phones in operation nowadays. The higher the number of mobile phones or any other electronic device in use worldwide, the higher the number of spent batteries that must be recycled to avoid pollution. Such type of residue is an important secondary
source of metals that can be normally found at very high concentration levels, sometimes even higher than those found in natural ores, so it must be recycled not only for environmental reasons. Some metals are expensive such as Co and Ni. According to our estimates, NiCd bat-teries typically contain (2.0±0.8)%w/w Co and (22±14)%w/w Ni, NiMH bat-teries contains (6.1±0.7)%w/w Co and (49±5)%w/w Ni and Li-ion batteries contain (36±9)%w/w Co, excluding the plastic and metallic shells. Therefore, recycling of spent batteries may result in economic beneits, so solvent extraction could be a useful method to produce pure
metals or metal salts to be recycled from this kind of residue.
As most spent batteries contain Co and Ni as valuable metals to be recov-ered, Cyanex 272 naturally appears as a potential reagent to be used to separate metals present in this type of residue. As shown in Figure 5, it was found that metal extraction from sulphuric acid so-lutions with Cyanex 272 occurs accord-ing to the followaccord-ing pH sequence: Zn2+ > (Mn2+ = Co2+ = Cd2+) > Ni2+ > Li+. The pH1/2 values obtained are 2.5-3.0 for Zn, 4.0-4.5 for Mn, Co and Cd, 6.3 for Ni and 8.0 for Li. Taking into consideration the typical metal composition of
com-Figure 4
Extraction of Zn and Fe
with Cyanex 272 and Cyanex 301 at changing acidity of the effluent ([extractant] = 1.5 M, A/O ratio = 1 and T = 25°C).
Figure 5
mercial batteries, it can be conclude that batteries must be classiied and leached by type. Therefore, different treatment routes depending on the type of battery must be considered. Alkaline batteries contain mainly zinc and manganese that could be easily separated with Cyanex 272 or D2EHPA (Nathsarma & Devi, 2006). For NiCd batteries, Cyanex 272 can easily separate Cd from Ni that are present in major proportion in this type
of battery. For NiMH batteries, Co could be easily separated from Ni which remains in the aqueous solution but an additional previous extraction step using D2EHPA will be necessary to separate Cd and Co if NiCd and NiMH batteries are leached together (Souza et al., 2005). Finally, for the Li-ion batteries, Co and Li can be separated with Cyanex 272. A very few number of contact stages will be required to separate Co from Li as
evidenced by the isotherm of cobalt with Cyanex 272 according to the McCabe-Thiele method (Dorella & Mansur, 2007). The stripping of Co from the loaded organic phase can achieve very concentrated aqueous solutions, i.e., around 63 g/L of Co, with 0.4 g/L of Al and practically no Li. Therefore, solvent extraction separates Co eficiently thus resulting in concentrated solutions that might be directly sent to electrowinning.
3. Final considerations
4. Acknowledgements
5. References
The results achieved in these stud-ies show that solvent extraction is a very eficient method to recover metals from industrial efluents or from leach solutions from residues. Batch and pilot
scale studies reveal that solvent extrac-tion might contribute to save energy by eliminating the energy required to transport hazardous materials to waste sites, by reducing the energy required
to produce and process the raw met-als that were previously discarded in waste sludge, and also by reducing the energy required for replacement of the discharged wastewater.
Sincere thanks to Votorantim Metals Co., ABB Ltd. and CDTN for
technical support, and also to CNPq, CAPES, FINEP and FAPEMIG for
inancial support.
ANDERSSON, S.O.S., REINHARDT, H. Recovery of metals from liquid efluents. In: LO, T. C., BAIRD, M. H. I., HANSON, C. (ed.). Handbook of Solvent Extraction. 1 ed. New York: John Wiley & Sons, 1983. Cap. 15, p. 751-761. 980p.
DORELLA, G., MANSUR, M. B. A study of the separation of cobalt from spent Li-ion battery residues. Journal of Power Sources, v. 170, n. 1, p. 210-215, 2007.
MANSUR, M. B., MAGALHÃES, F. S., ROCHA, S. D. F., BENEDETTO, J. S. Selective extraction of zinc(II) over iron(II) from spent hydrochloric acid pickling efluents by liquid-liquid extraction. Journal of Hazardous Materials, v. 150, n. 3, p. 669-678, 2008.
MANTUANO, D. P., DORELLA, G., ELIAS, R. E. A., MANSUR, M. B. Analysis of a hydrometallurgical route to recover base metals from spent rechargeable batteries by liquid-liquid extraction with Cyanex 272. Journal of Power Sources, v. 159, n. 2, p. 1510-1518, 2006.
NATHSARMA, K. C., DEVI, N. Separation of Zn(II) and Mn(II) from sulphate solu-tions using sodium salts of D2EHPA, PC88A and Cyanex 272. Hydrometallurgy, v. 84, n. 3-4, p. 149-154, 2006.
PEREIRA, D. D., ROCHA, S. D. F., MANSUR, M. B. Recovery of zinc sulphate from industrial efluents by liquid-liquid extraction using D2EHPA (di-2-ethylhexyl phos-phoric acid). Separation and Puriication Technology, v. 53, n. 1, p. 89-96, 2007. RITCEY, G. M., ASHBROOK, A. W. Solvent extraction - Principles and applications
to process metallurgy. Part I. New York: Elsevier, 1984. 361p.
SOUZA, R. M. P., LEÃO, V. A., PINA, P. S. Remoção de metais pesados em resíduos sólidos: o caso das baterias de celular. REM - Revista Escola de Minas, v. 58, n. 4, p. 375-379, 2005.