Joao Pedro Quaresma Campos
Texto
Imagem
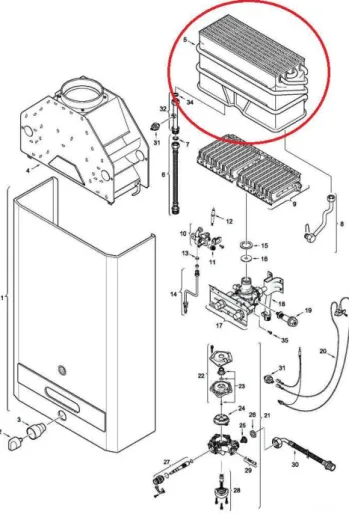
![Figura 10 - Operação comum de um esquentador, com a câmara de combustão em realce. Fonte [http://rikif.com/bosch-vent-requirements-tankless-water-heater/]](https://thumb-eu.123doks.com/thumbv2/123dok_br/18832085.412396/48.892.355.582.130.546/figura-operação-esquentador-câmara-combustão-realce-requirements-tankless.webp)
![Figura 12 – Identificação dos elementos de transmissão de um a bicicleta. Fonte [http://www.bttgps.com]](https://thumb-eu.123doks.com/thumbv2/123dok_br/18832085.412396/53.892.194.746.785.1086/figura-identificação-elementos-transmissão-bicicleta-fonte-http-bttgps.webp)
Documentos relacionados
A responsabilidade das definições de objetivos estratégicos (planejamento estratégico), táticos (gerencial) utilizando Sistema Integrado de Orçamento com capacidade
Isso a aquisição, porque construção de uma nova refinaria… Daí que, como afirmei antes, não se constroem refinarias novas nos Estados Unidos há 40 anos, porque é muito
Considerando a formação da equipe de trabalho, o tempo de realização previsto no projeto de extensão e a especificidade das necessidades dos catadores, algumas
TREINO NO LIMIAR ANAERÓBIO • MEDIDA OBJECTIVA DE INTENSIDADE RELATIVA, • ESFORÇO MODERADO •
A menor proporção de uso do SUS para exames preventivos e de diagnóstico precoce, em especial os cânceres de mama e próstata, sugere baixa cobertura populacional que pode
Assim, este estudo buscou identificar a adesão terapêutica medicamentosa em pacientes hipertensos na Unidade Básica de Saúde, bem como os fatores diretamente relacionados
A Oracle trabalhará para alcançar a Meta de Nível de Disponibilidade de Serviço de 99.9% para a produção do Oracle Responsys Automatic Failover for Transactional Messages
Uma das principais iniciativas lançadas pelo Conselho 11 e pela Comissão 12 em 2009 para combater esta ameaça foi a criação de um Observatório Europeu da Contrafacção e da
