Effect of Microstructure and Texture on Anisotropy and
Mechanical Properties of SAE 970X Steel Under Hot
Rolling
Mohammad Masoumi, M.A. Mohtadi-Bonab, and Hamilton Ferreira Gomes de Abreu
(Submitted March 30, 2016; in revised form May 9, 2016; published online May 27, 2016)
This paper presents the effect of microstructure and crystallographic texture by developed in hot rolling and different post-treatments on anisotropic and mechanical properties of SAE 970X steel. The experi-mental results showed that the hot-rolled sample followed by quenching and consequent tempering at 700°C led to a significant improvement in anisotropic and mechanical properties. This happened due to the reduction in the number of grains oriented with {001} planes parallel to normal direction. Also, the formation of new strain-free and recrystallized grains associated with {111}//ND and {110}//ND directions improved the mechanical properties. These grains corresponded to the close-packed planes in BCC structure as well.
Keywords anisotropy, crystallographic texture, mechanical prop-erties, SAE 970X steel
1. Introduction
High-strength low-alloy (HSLA) steels are widely used in automotive industry such as cars, trucks, and cranes due to the excellent combination of strength and formability (Ref 1,2). On the other hand, hot rolling process which was carried out above the non-recrystallization temperature (TNR) can be applied for many steel products because of less energy expenditure and more productivity (Ref 3, 4). Besides the numerous advantages, such as destroying the cast microstruc-ture of the steel ingot, refinement of the crystal grains of the steel and elimination of the defects of the microstructure, and an improvement of the mechanical properties, hot rolling process causes some disadvantages such as delamination or dissection due to the presence of non-metallic inclusions, and high residual stresses results in low fracture toughness (Ref5,
6). For this, thermomechanical controlled process (TMCP) can improve mechanical properties by different rolling schedules with post-heat treatments (Ref7,8). In the current study, the effect of different heat treatments after hot rolling on microstructure, texture, and mechanical properties was inves-tigated.
Plastic anisotropy is considered as the variation of physical and mechanical properties depending on the crystallographic direction where it is measured (Ref8). Since such properties play a significant role in attaining the favorable formability, the
plastic anisotropy is considered as an important factor in sheet forming. Anisotropy depends on several metallurgical factors such as variation in shape and grain size, chemical segregation, inclusions, and finally grain orientations (Ref 9, 10). Grains oriented in a preferred direction in polycrystalline materials after deformation and post-treatment may influence the final physical and mechanical properties. The texture of a rolled sheet is represented by {hkl}<uvw>in which {hkl} planes
are parallel to the rolling plane and the<uvw>directions are parallel to the rolling direction (Ref 11). Dillamore et al. (Ref 12) reported that {110}//ND-, {112}//ND-, and {111}// ND-oriented grains corresponded to the close-packed planes in the BCC structure can achieve excellent toughness and mechanical properties. Zong et al. (Ref 13) also showed that the presence of grains oriented with {111}//ND improves the anisotropy of mechanical properties of low-carbon steel. Recently, Ghosh et al. (Ref 14) documented that cleavage along {001}//ND-oriented grains provides easy crack propa-gation path leading to the significant reduction in mechanical properties.
The main aim of this work was to improve the anisotropy and mechanical properties of SAE* 970X steel based on the control of crystallographic texture under hot rolling followed by different post-treatments. Therefore, microstructure and crystallographic texture of investigated specimens were char-acterized. Then, the results were used for interpretation of anisotropy and mechanical properties.
2. Experimental Procedures
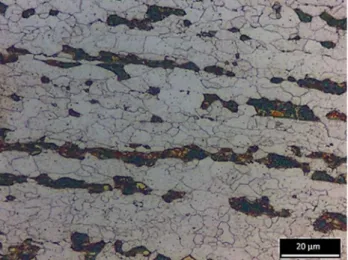
The as-received HSLA hot-rolled SAE 970X steel contain-ing 0.1 C, 1.66 Mn, 0.01 P, 0.006 S, and 0.2 Si (wt.%), with the nominal thickness of 8.5 mm, was selected in this work. The microstructure of the cross section (RD-ND plane) of this steel is shown in Fig.1. The banded ferrite-pearlite microstructure degrades the formability and mechanical properties (Ref15). In Mohammad Masoumi and Hamilton Ferreira Gomes de Abreu,
Department of Metallurgical and Materials Engineering, Federal University of Ceara´, Campus do Pici, Bloco 729, Fortaleza, Ceara CEP 60.440-554, Brazil; andM.A. Mohtadi-Bonab, Department of Mechanical Engineering, University of Bonab, Velayat Highway,
Bonab, Iran. Canada. Contact e-mail: [email protected]. *The Society of Automotive Engineers.
JMEPEG (2016) 25:2847–2854 ASM International
order to dissolve inclusions and precipitations, eliminate the effects of non-uniform morphology, and develop recrystallized and strain-free grains, the as-received sample was heated up to 1200C for 1 h. The solution-annealed plate was sectioned
across rolling direction into four samples. Three of these were rolled with a Stanat model TA-315 rolling machine with speed of 273 rpm, at 1000C (TNR= 1006C) in two steps to get the 4 mm thickness (8.5 mm fi 6.5 mm fi 4 mm). One
hot-rolled sample was cooled in air (called ‘‘as-hot hot-rolled’’ sample), and the others were quenched in water, followed by constant tempering at 350 and 700C for 1 h. Therefore, the
as-received, solution-annealed, as-hot-rolled, and quenching and consequent tempering at 350C and 700C samples were
achieved to investigate the influence of such processes on the final mechanical and anisotropic properties.
Microstructural studies were carried out along the RD-ND section on all specimens using scanning electron microscopy (SEM). The surfaces of samples were prepared by grinding with SiC papers up to 2500 grit and then polishing with 6, 3, and 1lm diamond paste. Finally, the specimens were etched with 2% nital solution for approximately 40 s. Also, the Vickers hardness was measured in mentioned regions of specimens with 4.903 N indentation load for 15 s. (HV0.5).
Microtexture studies were conducted in RD-ND plane of investigated samples using an Oxford Channel 5-EBSD system attached to a SEM Philips XL-30 Philips XL30 S with an acceleration voltage of 20 kV, sample tilt angle of 70, working
distance of 12 mm, and step size of 0.5lm. The electron backscatter diffraction (EBSD) data were analyzed using both HKL Channel 5 software and MTEX—free and open source software toolbox. The surfaces of samples were prepared by grinding up to 2500 grit, then polished with 6, 3, and 1lm diamond paste and, finally, polished with 0.05lm colloidal silica slurry for 9 h.
Macrotexture characterization was carried out on the mid-thickness of samples in the RD-TD plane. These studies were performed by Philips XÕPert x-ray diffractometer equipped with a Texture Goniometer. Three incomplete pole figures, i.e., {110}, {200}, and {211} pole figures, were obtained by using a Cr radiation in the reflection mode on a 5 grid up to 85
sample tilt. The orientation distribution function (ODF) of each sample was calculated from the measured pole figures using MTEX. The u2= 45 section of Euler space was used to display the computed ODFs.
Plastic anisotropy defines Lankford coefficient (R) by the ratio of strain in the width direction (ew) to the strain in the thickness direction (et) in uniaxial tensile test. To calculate Lankford coefficient in each sample, three tensile specimens with 6 mm in width and 25 mm in gage length were machined along 0, 45, and 90to rolling direction, according to ASTM E8 standard (Ref16). The tensile tests were carried out using a universal testing machine with an initial strain rate of 10 2/s. A meanRvalue,R, is defined by measuring Lankford values (R) in the rolling, transverse, and diagonal directions and is calculated by Eq. (1) as follows (Ref 17):
R¼1=4ðR0þ2R45þR90Þ: ðEq 1Þ
The variation ofRvalue around the rolling plane is called
DRand is defined by
DR¼1=2ðR 2R45þR90Þ: ðEq 2Þ
3. Results and Discussion
3.1 Microstructural Characterization
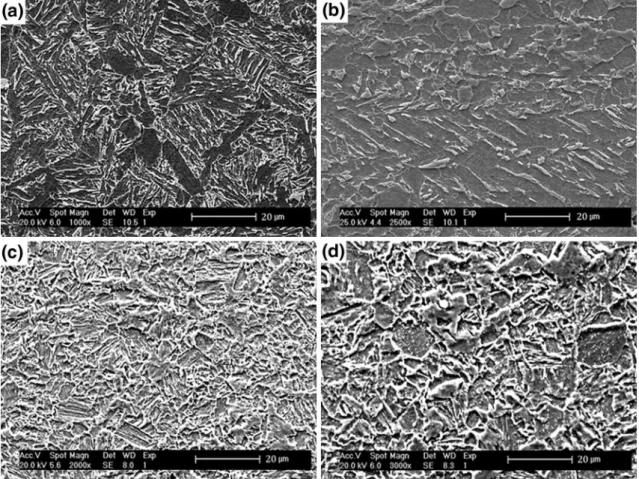
It is well known that the microstructure of steel plays a significant role in achieving the desired mechanical properties. Figure2 shows the microstructures (RD-ND plane) of inves-tigated specimens. The as-received material with banded ferrite-pearlite microstructure (Fig.1) was subjected to the solution annealing at 1200C for 1 h to eliminate undesired
morphology and develop recrystallized grains. The ferrite grains with low hardness (164 HV) were obtained and shown in Fig.2a. Furthermore, the mixture of ferrite and pearlite grains which nucleated at the boundaries of prior austenite grains was characterized in hot-rolled sample followed by air cooling (Fig. 2b). Moreover, recovery in the ferrite structure was occurred during hot rolling due to its high stacking fault energy (SFE) and this phenomenon facilitated the dislocation mobility during deformation. Besides, the hardness value of this sample increased to 182±6 HV.
Lath martensite with a small amount of martensite-austenite constituents was obtained in the material by quenching at elevated temperature. Also, it is well known that the body-centered cubic (BCC) martensite formed because of low tetragonality results in the fact that the carbon cannot occupy the octahedral positions in the bcc lattice (Ref 18). The microstructure of quenched followed by tempering at 350C (Fig.2c) showed low-carbon martensite with Widmansta¨tten ferrite precipitates at grain boundaries. Also, no cementite particles were found in this figure due to the low carbon content. The low-carbon lath martensite with a high amount of dislocation density provides low energy sites to settle carbon atoms in regular interstitial positions (Ref 19). Therefore, the microstructure changes caused the interstitial carbon atoms hindered the dislocation motion (Ref 20). In this sequence, tempering at higher temperatures (700 C) led to the formation of bainite structure (Fig.2d). Also, the stored energy induced during rolling process facilitates dislocation annihilation and rearrangement, recovery, recrystallization, and grain growth during subsequent treatments. Also, the hardness value was measured 224±4 and 221±3 of constant tempering at 350
3.2 EBSD Studies on the Tested Materials
In order to find a correlation between microstructural parameters (such as the geometry of the lattice planes of the crystal, the crystallographic orientation of grains, grain bound-ary distributions) and mechanical properties, EBSD examina-tion was conducted in all investigated samples. Figure3shows the normal direction inverse pole figure (IPF) maps of the specimens in which the {001}//ND-oriented grains with 15
deflection are identified by red color. In the same way, the grains with 15 deflection related to ideal {110} and {111}
planes are illustrated by green and blue colors, respectively. Also, grain boundaries with misorientation between 2 £ h £ 15 indicated as low-angle grain boundaries
(LAGBs), while grain boundaries with misorientation greater than 15 are considered as the high-angle grain boundaries
(HAGBs). Although diffraction patterns of ferrite grains can easily be detected, Kikuchi pattern in BCC martensite phase can hardly be detected due to high dislocation densities. Therefore, the low-quality image of orientation map was obtained in quenching and consequent tempering at 350C
sample.
The solution-annealed sample with random shapes and crystallographic orientations suggested the development of primary recrystallization and grain growth. Then, elongated grains with mostly oriented with {001}//ND were characterized in the as-hot-rolled sample. The grain refinement due to dynamic recovery and recrystallization during rolling at elevated temperature is observed in this condition (Fig.3b).
Small and random-oriented grains with high internal energy and local stress concentration were formed in quenching and consequent tempering at 350C. Finally, almost equiaxed
shape grains with the dominant {110}//ND textures were developed in quenching and consequent tempering at 700C.
As shown in Fig. 3d, micro-shear bands formed inclined at about 45to the rolling direction close to (110)<110>
ori-entation with high Taylor factor and passed through several grains (Ref21).
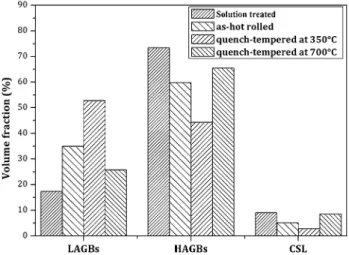
Figure4 shows the grain boundary distributions in all specimens. The high number of HAGBs (around 75%) is related the formation of new small strain-free recrystallized grains with high fraction of high-angle boundaries which were developed from the solution-annealed condition. Moreover, the fraction of LAGBs was increased in the hot-rolled sample, especially at misorientation angle less than 2. This indicates that dynamic recrystallization did not happen during deforma-tion. As a result, the fraction of HAGBs was decreased at this stage of hot deformation. Furthermore, tempering at 350C did
mechanical properties in the solution-annealed and quenching and consequent tempering at 700C samples. It is concluded that the increase in HAGBs results in grain refinement and the formation of new strain-free grains by dynamic recovery and recrystallization in solution treated and quenching and conse-quent tempering at 700C samples. Dislocations which were
produced during plastic deformation and water quenching tend to move along slip planes to settle at boundaries (Ref22). This absorption and rearrangement of dislocations led to increase the orientation differences between neighboring grains and increase the HAGBs and grain fragmentation in this condition. On the other hand, dislocation accumulation at vicinity of boundaries can provide required driving force to recrystallization.
3.3 Crystallographic Texture Evolution
The texture evolution was investigated at the mid-thickness of rolling plane in tested specimens and shown in Fig.5. The (001)<110> (rotated cube) and {111}//ND (c-fiber) texture
components were dominant in solution heat-treated sample. Also, it is shown that the (111)<121> components were predominant inc-fiber (see Fig.5a). The rotated cube compo-nents were generated from recrystallization of austenite grains at higher temperature followed by ferrite transformation, while (111)<121>components were directly generated from recrys-tallization of ferrite grains at a lower temperature (Ref 23). Then, texture intensity was increased in the as-hot-rolled sample (see Fig.5b). In this condition, besides the earlier components, the (111)<341> texture components, including
(111)[341], (111)[431], and (111)[134], were developed pro-gressively. The formation of subgrains inside the individual grains led to reduce in stored energy during hot deformation due to the absorption and dislocation rearrangement at bound-aries (Ref24).
Figure5c shows that the quenching and consequent tem-pering at 350C led to the strengthening of the rotated cube
a harmful effect on mechanical properties. Also, the intensity of (001)<130> components was increased in this sample. A
large number of dislocation produced by water quenching and absorbed at grain boundaries during subsequent tempering led to the rotation of crystallographic lattice to decrease energy. It is worth mentioning that the lattice rotation due to dislocation
alignment is very limited (smaller than several degrees). Obvious texture changes especially in {001}//ND texture fiber is related to displacive transformation during quenching. According to Kurdjumov-Sachs orientation relationship, there are 24 variant possibilities from FCC austenite to BCC martensite transformation (Ref 26). However, the grains oriented with {001}//ND was dominant of austenite phase in low-carbon steels. Then, these grains were consumed during ferrite transformation, as shown in Fig.6. The texture of quenching and consequent tempering at 700C sample, as shown in Fig.5d, demonstrates the similar texture components of quenching and consequent tempering at 350C. The intensity of rotated cube andc-fiber components was decreased, while the intensity of {110}//ND fiber especially the (110)[111] component was increased. The formation of new crystallo-graphic orientation due to the dislocation annihilation and rearrangement in tempering at relatively high temperature developed {110}//ND texture components in quenching and consequent tempering samples. As mentioned earlier, the grains aligned in dense planes in lattice demonstrate higher mechan-ical properties.
Many researchers (Ref27-29) reported thatc-fiber ({111}// ND) and a-fiber ({110}//RD) fiber textures laid on close-packed planes in BCC lattice and low Taylor factor have low Fig. 4 Grain boundary distributions in all investigated specimens
Fig. 5 ODF (u2= 45section) by XRD technique (a) solution-annealed, (b) hot-rolled, and quenching and consequent tempering at (c) 350C,
resistance against plastic deformation. Also, {001}, {112}, and {110}//ND texture components can play an important role by providing required slip system with low Taylor to initiate plastic deformation. However, grains with {001}//ND orienta-tion with high Taylor factor value and low packing density in BCC structure cannot provide enough slip systems to initiate plastic deformation. To evaluate the effect of the fiber textures, the fraction of texture intensity in {001}, {112}, {111}, {110}// ND, and {110}//RD (rolling direction) was calculated by MTEX software with 2.5deflection and shown in Fig.6.
From the literature (Ref 13, 14, 26), a reduction in the number of orientation close to the ideal {001}//ND fiber texture leads to a reduction in the number of available transgranular and intergranular cracks leading to an improvement in formability and mechanical properties. Therefore, the as-hot-rolled and quenching and consequent tempering at 700C samples are
expected to show better formability and mechanical properties due to a low intensity of {001}//ND textures. As shown in Fig.6, since the unfavored {001}//ND components were
reduced in quenching and consequent tempering at 700C sample because of all 24 variants possibilities, the {110}//ND texture orientations were developed significantly. However, there is no significant change observed in crystallographic orientation intensity. In overall, the formation of new strain-free grains associated with {111}//ND and {110}//ND directions corresponded to the dense planes in BCC structure, regardless to the fact that the intensity of {001}//ND-oriented grains are decreased or not, can result in an excellent combination of formability and mechanical properties in the as-hot-rolled and quenching and consequent tempering at 700C samples.
3.4 Mechanical and Anisotropic Properties
The mechanical and anisotropic properties of investigated specimens are shown in Fig.7and listed in Table1. According to SAE standard (Ref30), the minimum acceptable yield and ultimate tensile stress for SAE 970X are 485 and 585 MPa, respectively. The results demonstrated that solution treatment could not meet the SAE specification. The small values of hardness, yield, and tensile stress in this condition were attributed to the formation of a new set of recrystallized and strain-free grains. The higher value of R demonstrates a high resistance against thinning and higher height can be drawn before failure. It is notable that sheet formability is improved by the increase of R value. We observed the highest R value was obtained in quenching and consequent tempering at 700C sample, while quenching and consequent tempering at 350C
sample with the lowest Lankford value displayed lowest formability. The internal stress induced by quenching without a full recovery during tempering at 350 C led to a high strength with a low elongation and a low Lankford value.
It is worth mentioning that the maximum value of R and minimum value of the /DR/ prevent the earing phenomenon (i.e., |DR| = 0) leading to reach the favorable deep-drawing. It was shown that after hot rolling, the yield and tensile stresses were increased by work hardening. In addition, the normal anisotropy (R) was decreased to 2.122, while planar anisotropy was increased to 0.075. As a result, undesirable earing formation in this condition is expected.
Fig. 6 Orientation intensity of orientations of SAE 970X on speci-mens in different fibers
Quenching followed by tempering is an effective way to obtain a good combination of toughness, formability, and also improve of the fatigue life. Quenching forms small voids and vacancies due to prismatic dislocation loops and stress concentration (Ref31). Low-carbon martensite with elongated cementite, pile up of dislocation, and higher hardness causes a minimum plastic deformation in quenched condition. In other words, a large amount of distortion occurred during water quenching leads to rapid increase in hardness and mechanical properties. Thus, tempering was performed to relieve thermal stress/strain induced during quenching and improve mechanical properties. The results showed that tensile and anisotropic properties of samples were significantly changed by tempering process. The decrease in hardness with the increase of temperature is attributed to the decomposition of the low-carbon martensite and release of the internal stress (Ref32,33). A high yield and tensile stress with low elongation obtained from tempering at 350C led to low fracture toughness and low formability. Further, an excellent combination of strength and elongation was obtained by tempering at constant 700C.
A high value of normal anisotropy with relative small planar anisotropy in this condition showed a significant improvement in formability.
Vickers hardness of all conditions was measured at room temperature and results are listed in Table1. The solution-annealed specimen showed lower hardness than other specimens due to the formation of free strain recrystallized grains and new grains. Hot rolling increased the hardness value of low-carbon steel by work hardening. Next, the hardness reached a maximum value in the quenching and consequent tempering sample at 350C and then was decreased by increasing the tempering
temperature. The induced thermal shock which produced a large amount of dislocation in the structure led to increase of the hardness value in samples. However, the increase of tempering temperature increases the recovery and dislocation annihilation and leads to reduced hardness values.
4. Conclusions
The effect of microstructure and crystallographic texture produced by hot rolling followed by different post-treatments
on anisotropic and mechanical properties was studied in the current work. The main results can be summarized as follows:
(1) A high value of normal anisotropy with relative small planar anisotropy in quenching and consequent temper-ing at 700C, regardless of an excellent combination of strength and elongation, showed a significant improve-ment in anisotropy and mechanical properties.
(2) Dislocations absorption and rearrangement of LAGBs and their change to HAGBs were the main reason to grain refinement in tempering at 700C condition. (3) The as-hot-rolled and quenching and consequent
temper-ing at 700C samples with a small decrease in the intensity of {001}//ND texture showed better anisotropy properties.
(4) The formation of new strain-free grains associated with {111}//ND and {110}//ND directions which were corsponded to the close-packed planes in BCC structure re-sulted in an excellent anisotropy in samples quenching and consequent tempering at 700C.
Acknowledgment
The authors would like to acknowledge the Brazilian research agencies CNPq and CAPEs, the research board of the Federal University of Ceara´ for the financial support and Laborato´riode Caracterizac¸a˜o de Materials (LACAM) for the provision of research facilities of this work.
References
1. T.B. Hilditch, T. de Souza, and P.D. Hodgson, Properties and Automotive Applications of Advanced High-Strength Steels (AHSS), Welding and Joining of Advanced High Strength Steels, M. Shome and M. Tumuluru, Ed., Elsevier, 2015, p 9–28
2. N.J. Den Uijl and L.J. Carless, Advanced Metal-Forming Technologies for Automotive Applications, Advanced Materials in Automotive Engineering, J. Rowe, Ed., Elsevier, 2012, p 28–56
3. M. Muraki, T. Obara, M. Satoh, and T. Kan, Control of Recrystalliza-tion During High-Temperature Hot-Rolling of Grain-Oriented Silicon Steel,J. Mater. Eng. Perform., 1995,4(4), p 413–417
Table 1 Mechanical and anisotropy properties of all investigated samples
Sample Direction
Yield stress, Mpa
Tensile
stress, Mpa Total El., % R R /DR/ Hardness, HV
As-received Longitudinal 500 611 17 2.471 2.400 0.065 176
45 528 674 12 2.368
Transverse 524 653 7 2.394
Solution annealed Longitudinal 488 570 24 2.680 2.770 0.025 164
45 510 582 19 2.758
Transverse 512 596 22 2.885
As hot-rolled Longitudinal 546 608 13 2.074 2.122 0.075 182
45 598 614 13 2.085
Transverse 607 635 11 2.245
Quenching and consequent tempering at 350C
Longitudinal 649 703 6 1.738 1.762 0.046 224
45 778 663 5 1.739
Transverse 778 659 5 1.832
Quenching and consequent tempering at 700C
Longitudinal 573 698 15 2.817 2.987 0.045 201
45 603 689 13 2.965
4. A.H. Zaky, Determinations of the Non-Recrystallization Temperature for X52 Steel Produced by Compact Slab Process Combined with Direct Hot Rolling,J. Mater. Eng. Perform., 2006,15(6), p 5–12 5. A. Saxena, V. Kumar, P.P. Sengupta, and S.K. Chaudhuri, Edge
Cracking in Hot-Rolled Coils of Semi-Killed Steels,J. Mater. Eng. Perform., 1997,6(5), p 605–610
6. X. Chen and Y. Huang, Hot Deformation Behavior of HSLA Steel Q690 and Phase Transformation During Compression, J. Alloy. Compd., 2015,619, p 564–571
7. X. Chen, Y. Huang, and Y. Lei, Microstructure and Properties of 700 MPa Grade HSLA Steel During High Temperature Deformation, J. Alloy. Compd., 2015,631, p 225–231
8. U.F. Kocks, C.N. Tome´, H.R. Wenk, H. Mecking, Texture and Anisotropy: Preferred Orientations in Polycrystals and Their Effect on Materials Properties, 2000, ISBN: 9780521794206
9. Y. Guo, Z. Wang, J. Xu, G. Wang, and X. Liu, Texture Evolution in a Warm-Rolled Ti-IF Steel During Cold Rolling and Annealing,J. Mater. Eng. Perform., 2009,18(4), p 378–384
10. A. Ghosh, P. Modak, R. Dutta, and D. Chakrabarti, Effect of MnS Inclusion and Crystallographic Texture on Anisotropy in Charpy Impact Toughness of Low Carbon Ferritic Steel,Mater. Sci. Eng. A, 2016,654, p 298–308
11. V. Randle, O. Engler, Introduction to Texture Analysis: Macrotexture, Microtexture and Orientation and Mapping, 2009 ISBN-10: 9056992244
12. I.L. Dillamore, R.J. Hazel, T.W. Watson, and P. Hadden, An Experimental Study of the Mechanical Anisotropy of Some Common Metals,Int. J. Mech. Sci., 1971,13(12), p 1049–1061
13. C. Zong, G.G. Zhu, and W.M. Mao, Effect of Crystallographic Texture on Anisotropy of Yield Strength in X100 Pipeline Steel,J. Iron. Steel Res. Int., 2013,20(8), p 66–71
14. A. Ghosh, S. Kundu, and D. Chakrabarti, Effect of Crystallographic Texture on the Cleavage Fracture Mechanism and Effective Grain Size of Ferritic Steel,Scr. Mater., 2014,81, p 8–11
15. L. Storojeva, D. Ponge, R. Kaspar, and D. Raabe, Development of Microstructure and Texture of Medium Carbon Steel During Heavy Warm Deformation,Acta Mater., 2004,52(8), p 2209–2220 16. Annual Book of ASTM Standards, E8, 2001
17. D.T. Llewellyn and R.C. Hudd,Steels: Metallurgy and Applications, 3rd ed., Butterworth Heinemann, Oxford, 1998, p 21–22
18. U.K. Viswanathan, G.K. Dey, and M.K. Asundi, Precipitation Hardening in 350 Grade Maraging Steel,Metall. Trans. A, 1993,24, p 2429–2442
19. S.C. Kennett, G. Krauss, and K.O. Findley, Prior Austenite Grain Size and Tempering Effects on the Dislocation Density of Low-C Nb– Timicroalloyed Lath Martensite,Scr. Mater., 2015,107, p 123–126
20. W.D. Callister and D.G. Rethwisch,Materials Science and Engineer-ing: An Introduction, 8th ed., Willey, New York, p 322–328 21. M.R. Barnett, Role of In-Grain Shear Bands in the Nucleation of
{111}//ND Recrystallization Textures in Warm Rolled Steel,ISIJ Int., 1998,38, p 78–85
22. M. Eskandari, M.A. Mohtadi-Bonab, A. Zarei-Hanzaki, A.G. Odeshi, and J.A. Szpunar, High-Resolution EBSD Study of Adiabatic Shear Band and Neighboring Grains After Dynamic Impact Loading of Mn-Steel Used in Vehicle Structure,J. Mater. Eng. Perform., 2016,25(4), p 1611–1620
23. N.P. Gurao, P. Kumar, A. Sarkar, H.G. Brokmeier, and S. Suwas, Simulation of Deformation Texture Evolution During Multi Axial Forging of Interstitial Free Steel,J. Mater. Eng. Perform., 2013,22(4), p 1004–1009
24. B. Jakobsen, H.F. Poulsen, U. Lienert, J. Almer, S.D. Shastri, H.O. Sørensen, C. Gundlach, and W. Pantleon, Formation and Subdivision of Deformation Structures During Plastic Deformation,Science, 2006, 312(5775), p 889–892
25. J. Hu, K. Ikeda, and T. Murakami, Effect of Texture Components on Plastic Anisotropy and Formability of Aluminium Alloy Sheets, J. Mater. Process. Technol., 1998,73(3), p 49–56
26. G.V. Kurdjumov and G. Sachs, U¨ ber den Mechanismus der Sta¨hlhar-tung,Zietschrift fu¨r Phys. Hadrons Nucl., 1930,64, p 325–343 27. A. Ul Haq and A.Q. Khan, The rolling texture of 18% Ni-350 maraging
steel,J. Mater. Eng. Perform., 1993,2, p 89–95
28. V.V. Usov, V.S. Girenko, M.D. Rabkina, A.V. Bernatskii, and N.M. Shkatulyak, Effect of the crystallographic texture on the anisotropy of fracture characteristics of control-rolled low-alloy steel, Mater. Sci., 1993,29(2), p 146–150
29. V.V. Usov and N.M. Shkatulyak, Fractal nature of the brittle fracture surfaces of metal,Mater. Sci., 2005,41(1), p 62–66
30. Automotive: SAE Technical Standards WIP, G-21 Counterfeit Materiel Committee, Procedure for Visual Evaluation of Interior and Exterior Automotive Trim (2015)
31. A.K. Taheri, T.M. Maccagno, and J.J. Jonas, Effect of Cooling Rate After Hot Rolling and of Multistage Strain Aging on the Drawability of Low-Carbon-Steel Wire Rod, Metall. Mater. Trans. A, 1995,26(5), p 1183–1193
32. M. Vasudevan and P. Palanichamy, Characterization of Microstructural Changes During Annealing of Cold Worked Austenitic Stainless Steel Using Ultrasonic Velocity Measurements and Correlation with Mechan-ical Properties,J. Mater. Eng. Perform., 2002,11(2), p 169–179 33. A. Saxena, S.K. Shukla, and S.K. Chaudhuri, Microstructure and