U FOP - CET EC - U EM G
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Dissertação de Mestrado
"
OTIMIZAÇÃO DE VARIÁVEIS NO PROCESSAMENTO DE
CHAPAS GROSSAS
EM LAMINADOR DE DESBASTE
"
Autor: Eduardo Judice de Novais
Orientador: Prof. André Barros Cota
U FOP - CET EC - U EM G
REDEMAT
R
EDET
EMÁTICA EME
NGENHARIA DEM
ATERIAISUFOP – CETEC – UEMG
Eduardo Judice de Novais
“
OTIMIZAÇÃO DE VARIÁVEIS NO PROCESSAMENTO DE CHAPAS
GROSSAS EM LAMINADOR DE DESBASTE
"
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da REDEMAT, como parte integrante dos requisitos para a obtenção do título de Mestre em Engenharia de Materiais.
Área de concentração: Processo de Fabricação
Orientador: Prof. André Barros Cota
ÍNDICE
1. Introdução………...….………01
2. Justificativas e objetivos………..………02
3. Revisão Bibliográfica……….……...03
3.1.Laminação de chapas grossas em laminadores de tiras a quente………..….…..03
3.1.1.Fluxo de produção e características do equipamento………..…….….04
3.1.2.Produção de chapas grossas no estado normalizado diretamente da laminação a q u e n t e … … … 0 9 3.1.3.TEMPERATURAS CRÍTICAS……….……….…..12
3.1.4 Fator de Forma “m”………14
3.2. Refinamento da Microestrutura………..1 6 4.Materiais e métodos...19
4.1 Materiais………19
4.2 Métodos……….19
4.2.1 Propriedades Mecânicas e Metalografia………20
4.2.2 Sanidade interna………22
4.3 Desenvolvimento do processo de laminação………23
4.3.1 ETAPA 1………..23
4.3.2 ETAPA 2………..26
4.3.3 ETAPA 3……….………..26
5.Resultados e discussão……….……….…28
5.1 ETAPA 1……….………28
5.2 ETAPA 2……….………….……….………..34
5.3 ETAPA 3………..………..……….38
6. CONCLUSÕES………..45
A
GRADECIMENTOS
Agradeço à Companhia ArcelorMittal Tubarão pela oportunidade e suporte oferecido para a realização deste trabalho.
Agradeço também aos colegas do Departamento de Produção de Tiras a Quente, pelo companheirismo, pelos incentivos e pelas recomendações.
Ao meu orientador, André Cota, aos demais professores da REDEMAT, e ao meu colega de serviço, Júlio Bellon, pelas preciosas colaborações técnicas e paciência.
À minha família, pela compreensão e apoio nos momentos em que este trabalho me exigiu grande dedicação e acima de tudo a Deus que me pôs no caminho e se mostrou presente a todo instante.
R
ESUMO
A
BSTRACT
LISTA DE FIGURAS
Figura 3.1- Fluxograma da geração das placas de estoque……….……….06
Figura 3.2- Desenho esquemático do forno de reaquecimento de placas………..06
Figura 3.3- Desenho esquemático da descarepação primária………..…07
Figura 3.4- Desenho das cadeiras de laminação de desbaste vertical e horizontal de um laminador quádruo………..………08
Figura 3.5- Peças fabricadas com as chapas grossas da ArcelorMittal Tubarão……..08
Figura 3.6- Fluxograma completo do processo de fabricação de chapas grossas no laminador de tiras a quente da ArcelorMittal………09
Figura 4.1 – Dimensões do corpo de prova de tração, com acabamento superficial no raio (r) e no comprimento útil menor que 5 µm [ASTM A770, 2007]………21
Figura 4.2 – Dimensões da amostra: comprimento de 400 mm a 500 mm por largura de 400 mm a 500 mm, com a identificação da direção de laminação e esquema dos blanks para a confecção dos corpos de prova de tração e de metalografia. LO significa lado da operação, T1T significa direção transversal………..…..………..21
Figura 4.3 – Imagem do processo de inspeção com ultrassom para determinação de descontinuidades no interior das chapas processadas………..………22
Figura 4.4- Fator de forma m associado ao número de passes………..………….24
Figura 5.1- Valores obtidos na primeira experiência para o limite de escoamento (LE) das chapas processadas com 5, 7 e 9 passes nas direções transversal (T) e longitudinal (L). Limite de escoamento mínimo de 250MPa (ASTM A36)………...29
Figura 5.3- Valores obtidos na primeira experiência para o alongamento total das chapas processadas com 5, 7 e 9 passes nas direções transversal (T) e longitudinal ( L ) .A l o n g a m e n t o t o t a l m í n i m o d e 2 3% (A S T M 3 6 ) … … … . . 3 0
Figura 5.4- Microestrutura da chapa processada com cinco passes. Tamanhos de grão ferrítico ASTM 9,0 na face, 7,0 a 1/4 e 7,0 na metade da espessura………..31
Figura 5.5- Microestrutura da chapa processada com sete passes. Tamanhos de grão ferrítico ASTM 8,0 na face, 8,0 a 1/4 e 7,5 na metade da espessura………..…………32
Figura 5.6- Microestrutura da chapa processada com nove passes. Tamanhos de grão ferrítico ASTM 7,5 na face, 7,0 a 1/4 e 7,0 na metade da espessura………..33
Figura 5.7- Valores do limite de escoamento das chapas processadas com 5 passes de laminação e seguidos de 3 passes de resfriamento, medidos nas direções transversal e longitudinal. Limite de escoamento mínimo de 250MPa (ASTM A36).…35
Figura 5.8 - Valores do limite resistência das chapas processadas com 5 passes laminação seguidos de 3 passes de resfriamento. Limite de resistência mínimo de 400MPa e máximo de 550MPa (ASTM A36)………...35
Figura 5.9- Valores do alongamento total das chapas processadas com 5 passes de laminação seguidos de 3 passes de resfriamento. Alongamento total mínimo de 23% (ASTM 36)………..36
Figura 5.10- Microestrutura da chapa avaliada na metade da espessura da chapa processada com 5 passes de laminação seguida de 3 passes de resfriamento. Tamanho de grão ferrítico ASTM 6,0……….37
Figura 5.12- Valores do limite de resistência das chapas processadas com 5 passes de laminação seguida de 15 passes de resfriamento, medidos nas direções transversal e longitudinal. Limite de resistência entre 400 a 550MPa (ASTM A36)………..39
Figura 5.13- Valores do alongamento total das chapas processadas com 5 passes de laminação seguida de 15 passes de resfriamento. Alongamento total mínimo de 23% (ASTM 36)………..39
Figura 5.14- Microestrutura das chapas avaliada na metade da espessura da chapa processada com 5 passes seguida de 15 passes de resfriamento. Tamanho de grão ferrítico ASTM 9,0……….41
Figura 5.15- Valores médios do limite de escoamento da chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes de resfriamento; etapa 3- com 15 passes de resfriamento. Limite de escoamento mínimo definido pela norma ASTM A36 é de 250MPa……….42
Figura 5.16- Valores médios do limite resistência das chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes de resfriamento; etapa 3 - com 15 passes de resfriamento. Limite de resistência mínimo de 400MPa e máximo de 550MPa, definido pela norma ASTM A36……….42
Figura 5.17- Valores médios do alongamento total das chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes de resfriamento; etapa 3 - com 15 passes de resfriamento. Alongamento mínimo definido pela norma ASTM A36 é de 23%...43
LISTA DE TABELAS
Tabela 4.1- Composição química do material selecionado (% em peso)………19
Tabela 4.2- Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 5 passes, de das chapas………..24
Tabela 4.3- Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 7 passes, de 2 das chapas………25
Tabela 4.4- Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 9 passes, de 2 das chapas………25
Tabela 5.1- Valores dos limites de escoamento e resistência e do alongamento total das chapas laminadas com 5, 7 e 9 passes……….………30
Tabela 5.2- Valores dos limites de escoamento e resistência e do alongamento total das chapas laminadas com 5 seguidos de passes de resfriamento……….36
L
ISTA DE SÍMBOLOS
Ar3 – A temperatura na qual a austenita começa a se transformar em ferrita durante o
resfriamento.
Tnr – Temperatura que delimita o intervalo em que a austenita apresenta
recristalização incompleta entre passes de laminação.
m – fator de forma adimensional que permite avaliar o processo de laminação sob aspecto de grau de penetração de deformação.
R – Raio dos cilindros de laminação.
h1 - Espessura inicial antes de cada passe do esboço que se tornará chapa grossa.
h2 - Espessura final após cada passe do esboço que se tornará chapa grossa.
∆h – Diferença entre as espessuras final e inicial.
Sv - Área interfacial efetiva da austenita por unidade de volume.
σe – Limite de escoamento e varia de acordo com o tamanho de grão conforme a
equação de Hall- Petch.
σ0 - Constante para cada material específico.
Ke - Constante para cada material específico.
C
APÍTULO
1:
I
NTRODUÇÃO
O complexo industrial de laminação de tiras a quente da Companhia ArcelorMittal Tubarão, inaugurado em 2002, apresenta o estado da arte em tecnologias de laminação a quente. O Laminador de Tiras a Quente (LTQ) possui tecnologias que permitem a produção de laminados a quente que atendem as tolerâncias mais restritivas do mercado, com espessuras variando entre 1,20mm e 19,00mm e larguras entre 700mm e 1880mm.
O projeto inicial de produção identificou oportunidades de vendas de material espesso e largo aproveitando a forte demanda por chapas grossas iniciada em 2006. Em especial foi explorado a capacidade de produção de laminados a quente com espessuras entre 16mm e 200mm e larguras até 1880mm, evidenciando qualidade do produto, competitividade, logística, desenvolvimento de novos produtos e de centros de serviços com objetivo principal de crescimento neste mercado com agregação de valor.
Pesquisas têm sido desenvolvidas com o objetivo de estudar a influência de parâmetros de laminação a quente na produção de chapas grossas e têm mostrado que a laminação deve ocorrer na região austenítica e acima da temperatura Ar3
(temperatura de início de transformação da austenita em ferrita) [TAMURA et al., 1998; GORNI et al., 1999; GORNI et al., 2000; DEVA et al., 2004], objetivando o refino microestrutural, a homogeneização das segregações e a melhoria da sanidade interna da chapa grossa.
O principal problema da laminação de chapas grossas está no fato de que a deformação não penetra totalmente ao longo da espessura do material, concentrando-se em sua periferia. Modificações no processo de laminação fazem-concentrando-se necessárias, visando intensificar a penetração da deformação ao longo da espessura, maximizando seu efeito de refino e homogeneização microestrutural no núcleo do esboço. São elas: aumento do grau de deformação aplicado por passe, resfriamento intensificado da superfície do laminado e redução da velocidade periférica dos cilindros durante a aplicação do passe [GORNI et al., 1999].
C
APÍTULO
2:
J
USTIFICATIVAS E OBJETIVOS
O desenvolvimento do produto chapa grossa na ArcelorMittal Tubarão, utilizando o laminador de desbaste, iniciou-se com o objetivo de se obter um produto com propriedades mecânicas similares ao da concorrência local, com a agregação de valor sem investimentos, aproveitando a estrutura existente e os momentos ociosos da linha de produção. Além disso, o desenvolvimento deste trabalho deverá facilitar o acesso ao mercado de chapas produzidas para aplicação naval, construção civil, máquinas e equipamentos, e permitirá entrar em um nicho de mercado até então concentrado em um único concorrente local.
Atualmente, o aumento da concorrência agravada pela crise financeira induziu o desenvolvimento deste trabalho, visando fortalecer a relação da ArcelorMittal Tubarão com os clientes e sua competitividade, oferecendo como um diferencial a garantia de propriedades mecânicas de chapas grossas processadas em laminador de desbaste atendendo aos requisitos da norma ASTM A36 [ASTM A36, 2005].
Objetivo Geral
Avaliar a influência de variáveis de processo como fator de forma e taxa de resfriamento em um laminador de desbaste sobre as propriedades mecânicas de chapas grossas com 100 mm de espessura, visando a garantia de propriedades mecânicas atendendo a padrões de qualidade e produção estabelecida.
Objetivos Específicos
• Avaliar os efeitos da aplicação de diferentes valores de redução de espessura e fator de forma durante a laminação de chapas grossas sobre as propriedades mecânicas do produto final.
• Avaliar a influência das variáveis de processo citadas acima sobre o tamanho de grão ferrítico.
CAPÍTULO
3:
R
EVISÃO
B
IBLIOGRÁFICA
3.1.
L
AMINAÇÃO DE CHAPAS GROSSAS EM LAMINADORES DE TIRAS AQUENTE
.
O processo de laminação é um tratamento ou processamento termomecânico, em que se aplicam a combinação de processos de deformação e térmicos, permitindo mudar a forma e a microestrutura da liga. Usualmente, a aplicação do processamento termomecânico visa a otimização das propriedades mecânicas através do controle da microestrutura final do produto e, consequentemente, as suas propriedades mecânicas [Honeycombe, 1981].
Na laminação de chapas grossas de aços busca-se um produto final com valores de limite de escoamento entre 250 a 500MPa, adequados para as suas diferentes aplicações. Além disto, os estes aços são produzidos com a adição de elementos de liga e são processados para se obter a desejada resistência e tenacidade. O processamento de chapas consiste no reaquecimento das placas, em sucessivos passes de laminação para a redução da espessura, término da laminação a temperaturas específicas e, normalmente, resfriamento controlado visando refinar a microestrutura. Atuando nestes parâmetros, podem-se obter chapas com uma atrativa combinação de resistência mecânica e tenacidade, sem a adição de elementos de liga.
3.1.1.
F
LUXO DE PRODUÇÃO E CARACTERÍSTICAS DO EQUIPAMENTOAs placas utilizadas na ArcelorMittal Tubarão para a produção de chapas grossas, produtos de espessuras correspondentes a 20mm a 150mm, são provenientes das máquinas de lingotamento contínuo e utilizadas na faixa de máxima largura permitida pelo equipamento, pois o processamento de materiais estreitos em laminadores com largura de mesa grande apresenta produtividade muito baixa em relação ao potencial da linha, o que compromete a margem de lucro que pode ser obtida.
Uma solução clássica para este problema está na produção de esboços com dupla ou tripla largura. Neste caso, o esboço efetivamente processado no laminador apresenta largura igual ao dobro ou triplo da largura do produto final. Esses esboços extralargos devem ser cortados longitudinalmente a gás para se obter o produto final na largura desejada [GORNI, 1996].
Os benefícios dessa prática são evidentes: afinal, onde se laminava apenas um esboço, passou-se a processar simultaneamente dois ou três. Além disso, a perda por descarte lateral é proporcionalmente menor em esboços mais largos, o que contribui para aumentar o rendimento metálico global.
Do ponto de vista operacional, há apenas uma desvantagem nesta prática, que é a necessidade do corte longitudinal a gás desses esboços. Esta atividade, como todo processamento adicional do produto, implica em maior necessidade de manuseio e controle do material, custos suplementares decorrentes do corte a gás, etc. Estes inconvenientes têm de ser assumidos pela empresa ou repassados ao cliente final.
ocorrerá a 1/3 e 2/3 da chapa, onde a intensidade de uma eventual segregação será menor que no centro da largura [GORNI, 1996].
Apesar do uso de esboços com dupla ou tripla largura ser bastante conhecido em função do aumento de produtividade que ele promove, seria ainda importante caracterizar os esboços do ponto de vista da composição química, microestrutura ou propriedades mecânicas. É necessário ainda o desenvolvimento de pesquisas para caracterizar esses produtos laminados, com relação ao grau de segregação, microestruturas e propriedades mecânicas ao longo de sua largura, com o objetivo de ser verificar quantitativamente qual o real grau de homogeneidade que se pode esperar do material processado através dessa rota de fabricação [Gorni, 1996]
As placas normalmente utilizadas para a produção de chapas grossas no laminador da ArcelorMittal possuem parâmetros de qualidade restritivos para sua transformação em bobinas. Estes parâmetros podem ser dimensionais, de qualidade ou composição química, e por isso tornam o processo ainda mais vantajoso, porém o material com garantia de propriedades mecânicas deverá ser “de linha”, isto é, sem parâmetros críticos de qualidade que possam comprometer a sanidade interna do produto final ou o resultado das propriedades mecânicas desejadas.
A figura 3.1 ilustra o fluxograma da geração das placas de estoque, indicando que certa quantidade é destinada a laminação de chapas grossas.
Figura 3.1- Fluxograma da geração das placas de estoque.
Figura 3.2- Desenho esquemático do forno de reaquecimento de placas.
PLACAS DE LINHA LINGOTAMENTO
PLACAS ESTOQUE
• Dimensional • Qualidade
• Composição Química
Motivos de Desclassificação:
CLIENTE
ü
Aproveitamento em outros pedidos de linha: Placa ou Bobina.ü
Vender como placa
de estoque
ü
Após o reaquecimento, o material segue para a descarepação primária, onde se utilizam jatos de água com 180 bar de pressão para a retirada da carepa da superfície formada durante o processo de aquecimento no forno e no caso das chapas grossas, auxilia na redução da temperatura inicial do processo (Figura 3.3).
Figura 3.3- Desenho esquemático da descarepação primária.
O material segue então para um laminador quádruo reversível vertical para ajustar a largura e guiar a placa durante o processo e um horizontal, onde poderá sofrer de 3 a 9 passes de laminação, dependendo da espessura inicial da placa e da espessura que se deseja alcançar no produto final (Figura 3.4).
As cargas aplicadas durante o processo são um fator importante e determinante para o número de passes, pois se forem muito baixas podem comprometer o rastreamento do material pelo sistema de controle e, consequentemente, o automatismo do processo e se forem muito altas podem atingir os limites de segurança do equipamento e causar o seu desarme, inclusive com a placa entre os cilindros de laminação, causando sérios danos ao equipamento.
As chapas grossas produzidas pela ArcelorMittal Tubarão têm sua aplicação no seguimento de indústria de bens de capital: caldeiraria pesada, usinagem e ferramentaria para a fabricação de peças oxi-cortadas para a indústria, contrapesos, barras, engrenagens e flanges (Figura 3.5).
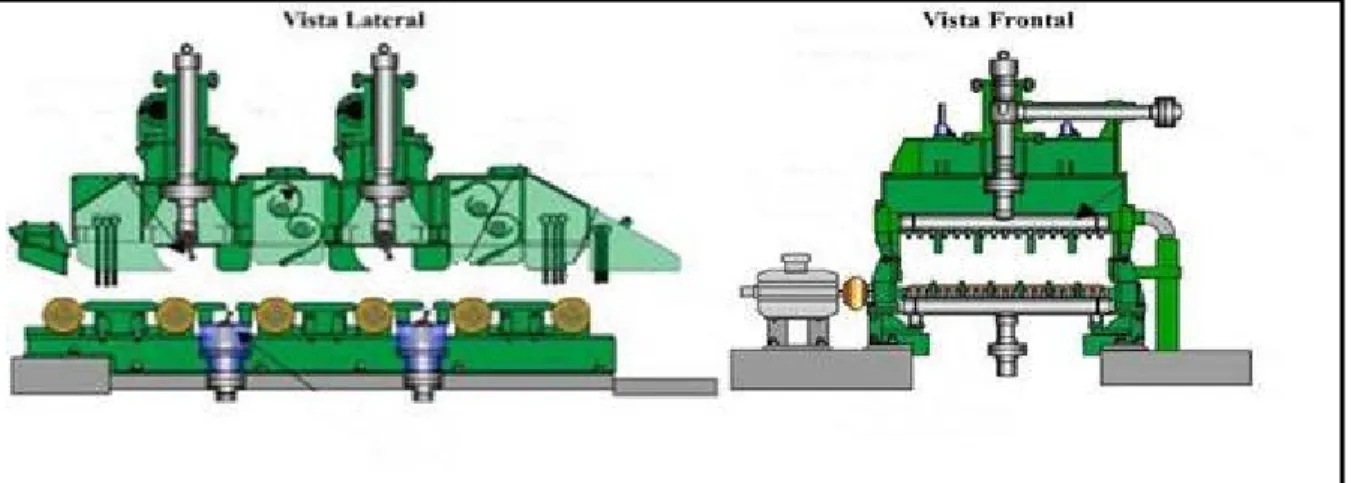
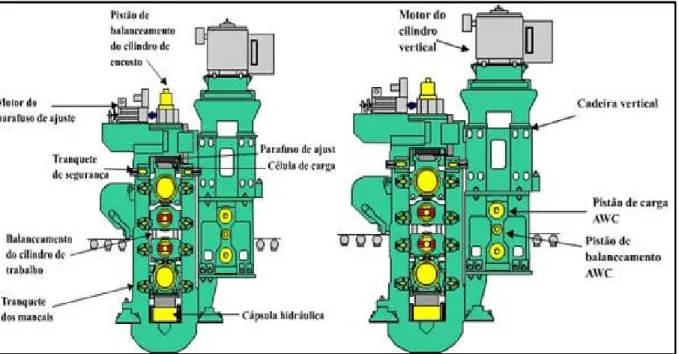
Figura 3.4- Desenho das cadeiras de laminação de desbaste vertical e horizontal de um laminador quádruo.
Figura 3.5- Peças fabricadas com as chapas grossas da ArcelorMittal Tubarão: (a) engrenagens, (b) contra pesos, (c) vigas e (d) barras.
(a) (b)
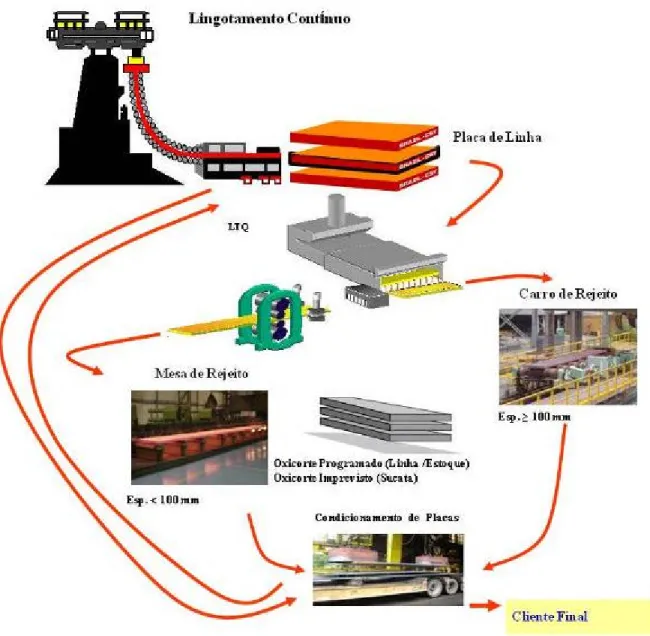
Figura 3.6- Fluxograma completo do processo de fabricação de chapas grossas no laminador de tiras a quente da ArcelorMittal.
3.1.2.
P
RODUÇÃO DE CHAPAS GROSSAS NO ESTADO NORMALIZADO DIRETAMENTE DA LAMINAÇÃO A QUENTEA normalização consiste na austenitização completa do aço, seguida de resfriamento ao ar tranqüilo. Tem por objetivo refinar e homogeneizar a estrutura do aço, conferindo-lhe melhores propriedades do que o recozimento.
estrutura mais uniforme do que a obtida por laminação, por exemplo, além de reduzir a tendência ao empenamento e facilitar a dissolução de carbonetos e elementos de liga. Os constituintes que se obtêm na normalização são ferrita e perlita fina, ou cementita e perlita fina.
No caso de aços liga, para produtos fundidos, laminados e forjados, utiliza-se a normalização como tratamento prévio ao tratamento definitivo ou se não sofreram resfriamento uniforme a partir de temperaturas altas, a normalização é aplicada para refinar sua estrutura. Em geral, a temperatura situa-se de 35 ºC a 40ºC acima da linha Ar3, conforme o tipo de aço em consideração [Krauss, 1990].
A principal característica de chapas grossas no estado normalizado consiste na relativa insensibilidade de suas propriedades mecânicas a um tratamento térmico de normalização adicional. Esta situação ocorre tipicamente em clientes que produzem peças submetidas a operações intensivas de soldagem. A rota clássica para a produção desse tipo de material inclui o tratamento térmico de normalização na usina, que consiste na austenitização da chapa e seu posterior resfriamento ao ar calmo. Este tratamento térmico implica em custos adicionais de processamento e manuseio. Logo é desejável, tanto quanto possível, eliminá-lo para tornar o produto mais barato e reduzir seu tempo de fabricação. Estes fatores, obviamente, aumentam sua competitividade desde que, sejam mantidas as mesmas características de qualidade do material normalizado convencionalmente.
Há mais de 20 anos as siderúrgicas mundiais desenvolveram processos de tratamento termomecânico que permitem a produção de chapas grossas no estado normalizado diretamente da laminação a quente. Este tratamento, conhecido como laminação de normalização é, na realidade, uma laminação efetuada sob condições controladas de temperatura. Um dos principais parâmetros a serem obedecidos é a temperatura de acabamento, que deve ser próxima à temperatura de austenitização utilizada no tratamento térmico convencional de normalização.
A principal preocupação ao se produzir chapas grossas normalizadas diretamente do calor de laminação está em se garantir que este material é equivalente ao produto normalizado por tratamento térmico convencional.
de grandeza da utilizada durante a fase de austenitização do tratamento térmico de normalização.
Desse modo, o término da laminação dos esboços deve ocorrer sob temperaturas onde a recristalização da austenita entre passes ainda ocorra de forma plena. Logo, não devem ser utilizados elementos microligantes que elevem excessivamente a temperatura de não recristalização (Tnr), o que reduziria o campo de temperaturas disponível para se efetuar a laminação.
O uso de microligantes como o Ti e V é bastante oportuno neste sentido quando possível, pois seu efeito de elevação na Tnr é bem menor que o do Nb. Isto permite abaixar significativamente a temperatura de acabamento, pois a faixa de temperaturas onde a austenita se recristaliza se torna maior.
É importante observar o grau de bandeamento na microestrutura, pois sua diminuição, associada ao tratamento térmico de normalização, pode ser responsável por melhoria no desempenho do material [GORNI, 1998].
A principal diferença que se pode observar entre a laminação de normalização e o tratamento térmico convencional de normalização está na homogeneidade térmica do esboço.
Outro aspecto que distingue as duas rotas de fabricação está no efeito que a deformação a quente aplicada durante a laminação de normalização pode exercer sobre a cinética de transformação da austenita durante o resfriamento subsequente ao ar. Contudo, uma vez que durante este processo o material deve se recristalizar completamente entre os passes e após o final da laminação é bastante provável que o efeito da deformação a quente sobre a cinética da transformação da austenita seja minimizado. Neste caso, o aumento na densidade de defeitos microestruturais decorrentes do encruamento da austenita proporcionado pela deformação a quente , tende a ser anulado pelos processos de restauração subsequentes [DeARDO, 1985, TANAKA, 1981; TANAKA, 1984].
significativamente superior à de sua superfície, fato que é ainda mais nítido em esboços pesados.
Isto ocorre em função da maior velocidade de resfriamento na superfície do esboço em relação a seu núcleo. Podem ainda ocorrer heterogeneidades térmicas ao longo do comprimento ou largura do esboço, em função de falhas no processo de reaquecimento da placa. Logo, é altamente desejável que se tomem medidas para reduzir esse gradiente térmico, bem como desenvolver modelos matemáticos que permitam prevê -lo com precisão.
A necessidade desse alto grau de homogeneidade térmica se justifica pela grande influência que a temperatura de acabamento exerce sobre as propriedades mecânicas do esboço. De fato, a experiência industrial mostrou que, na faixa de temperaturas de acabamento entre 820ºC e 840ºC, uma queda de 10oC nesse
parâmetro leva a um aumento de 5 MPa no limite de escoamento e 3MPa no limite de resistência [GORNI et al., 1997]. Tal fato torna recomendável a adoção de uma série de medidas para garantir a homogeneidade térmica do esboço, evitando assim flutuações indesejáveis em suas características:
• Supressão do uso da descamação durante a fase de acabamento;
• Intervalos de tempo não excessivos entre passes;
• Manter a dispersão associada à temperatura de acabamento dentro de uma faixa de ±20°C.
A temperatura de acabamento deve estar acima da Tnr, para que a microestrutura no final da laminação consista de austenita totalmente recristalizada.
3.1.3.
T
EMPERATURASC
RÍTICASdestas temperaturas é essencial para se determinar a temperatura de reaquecimento para cada composição química do aço. Como os precipitados de nitreto de Ti são os mais estáveis, baixa solubilidade é esperada para as temperaturas normais de reaquecimento (1150oC a 1250oC), sendo os finos precipitados de TiN (diâmetro
inferior a 100nm) os mais efetivos para se controlar o tamanho de grão austenítico durante o reaquecimento [DeARDO et al., 1988; ZAJAC et al.,1991].
A temperatura de não recristalização, Tnr, separa duas regiões: a primeira onde a deformação ocorre na região de recristalização da austenita (o grão austenítico é refinado pela repetida recristalização estática entre os passes); a segunda onde a deformação ocorre na região de não recristalização da austenita (os grãos austeníticos são panquecados e heterogeneidades de deformação são produzidas no seu interior) [Boratto et al., 1988; Bai et al., 1993; Bai et al., 1996].
Por fim, tem-se a temperatura de início de transformação da austenita em ferrita, Ar3. A precisa determinação desta temperatura crítica é essencial para o projeto de
roteiros de laminação controlada e para a previsão das cargas de laminação [Boratto et al., 1988; Bai et al., 1993; Bai et al., 1996].
Boratto et al., (1988) apresentaram uma técnica de medição de Tnr e Ar3 em um único ensaio de torção, baseado na análise da dependência da tensão de fluxo média equivalente com a temperatura, sob condições de história termomecânica próximas à da laminação industrial. Estes valores foram medidos para 17 diferentes composições químicas de aços, na faixa: 0,04%C a 0,17%C - 0,15%Si a 0,50%Si - 0,016%Al a 0,052%Al - 0,41%Mn a 1,9%Mn - 0,0%Nb a 0,06%Nb - 0,0%V a 0,12%V - 0,0%Ti a 0,06%Ti - 0,0%Mo a 0,31%Mo - 0,0%Cr a 0,67%Cr - 0,0%Ni a 0,45%Ni.
Neste ensaio de torção, as amostras foram submetidas a 17 passes, cada um com 20% de deformação equivalente, à taxa de deformação de 2s-1 e intervalo de
tempo médio entre os passes de 32 s. Os valores de Tnr medidos por Boratto et al.
(1988) foram combinados com dados da literatura para 20 outros aços e como resultado de uma análise de regressão linear múltipla foi obtida uma equação relacionando Tnr com a composição química:
Observa-se, na equação (3.1), que a recristalização é retardada, em ordem de efetividade, pelo Nb, Ti, Al e V. Nenhum efeito significativo sobre a recristalização foi encontrado para o Mo, Cr, Mn e Ni.
A temperatura Ar3, após a laminação controlada, de 173 tipos de aços foi medida por Ouchi et al.,(1982), que estabeleceram uma relação quantitativa entre a temperatura Ar3 e a composição química, que mostra que Ar3 diminui com a adição de certos elementos de liga, como o C, Mn, Mo, Ni, Cu e Cr:
Ar3 (oC)=910-310%C-80%Mn-20%Cu-15%Cr-55%Ni-80%Mo+0,35(hf-8) (3.2)
onde hf é a espessura da chapa em mm. Esta equação é aplicável para reduções
acima de 50% na região de não recristalização. A temperatura Ar3 pode ser abaixada por elementos de liga como o Nb, Ti e V, quando eles estão em solução sólida na austenita. Contudo, se eles precipitam durante o condicionamento da austenita, Ar3 aumenta (OUCHI et al., 1982; MANOHAR et al., 1996; COTA et al., 1977).
3.1.4
F
ATOR DEF
ORMA“m”
O principal parâmetro que permite avaliar no processo de laminação se o núcleo do material será submetido a um nível adequado de deformação é o fator de forma m,
conhecido também como fator de penetração da deformação:
2 1
h
h
h
.
R
2
m
+
∆
=
(3.3)onde R é o raio dos cilindros de trabalho, h1 e h2 são as espessuras de entrada
Outro aspecto a ser notado é que o efeito dos passes com alto valor de m sobre
o material é intensificado quando se lamina o material sob baixas velocidades.
Naturalmente, todas essas medidas implicam numa contrapartida em termos de equipamento. Altos valores de m estão associados a altos valores de deformação por passe, que se traduzem em altos torques e cargas de laminação. [GORNI, 1996]
Quando se avalia a substituição quase total do antigo processo de produção de placas a partir de lingotamento convencional mais laminação desbastadora pelo lingotamento contínuo, verifica-se que o processo foi praticamente inevitável, em função das melhores características de qualidade do produto final e menores custos promovidos por esta nova rota.
Tal fato, porém, criou um sério problema para a fabricação de chapas grossas, ou seja, com espessura acima de 80 mm. Uma vez que a máxima espessura da placa lingotada continuamente é da ordem de 250 mm, teoricamente somente se podem garantir níveis adequados de sanidade interna e homogeneidade microestrutural para chapas grossas com espessura de até 80 mm, ou seja, um terço da espessura original da placa bruta de solidificação. Isto é o que impõem as normas de chapas grossas para vasos de pressão, que exigem que o semi-produto bruto de solidificação, que dará origem ao laminado apresente espessura igual a pelo menos três vezes a espessura final da chapa.
Este impasse está provocando o questionamento deste antigo paradigma frente a uma nova realidade industrial. Torna -se necessário verificar até que ponto essa restrição continua procedente, considerando-se os grandes avanços no refino e limpeza dos aços que ocorreram ao longo das últimas décadas, bem como novas técnicas de laminação a quente, que permitem a produção de laminados com as propriedades mecânicas desejadas.
Entretanto, de acordo com a literatura, as deformações por passe aplicadas durante a laminação a quente devem ser suficientes para promover a plena deformação do núcleo do laminado, diminuindo a diferença entre o grau de deformação na superfície e no centro da chapa. Os valores do fator de forma m relativos aos
passes de laminação não devem ficar abaixo de 0,8, que é o valor mínimo recomendado pela literatura [GORNI et al., 2000].
redução no grau de deformação global pode implicar em um menor refinamento microestrutural, o que diminui o limite de escoamento, e em uma menor homogeneização das segregações, o que gera a formação de porosidades, deteriorando a sanidade interna da chapa grossa.
3.2. REFINAMENTO DA MICROESTRUTURA
Para se obter um refinamento microestrutural pode-se atuar na temperatura de austenitização, na composição química da liga, na quantidade de deformação imposta no processo de laminação (condicionamento da austenita) e usando o resfriamento acelerado e controlado após o processo de laminação. A redução da temperatura de aquecimento implica em um menor tamanho de grão austenítico e, consequentemente, em uma microestrutura mais refinada após o processamento termomecânico.
Já o resfriamento acelerado, após a laminação de chapas de aços, vem sendo correntemente realizado com o objetivo de se obter um maior refinamento do grão ferrítico e a formação de produtos de baixa temperatura de transformação, como a bainita, em substituição à perlita. Ao contrário da laminação controlada em que o efeito benéfico sobre as propriedades mecânicas é obtido principalmente pelo refinamento do grão ferrítico, através do controle da microestrutura austenítica, o resfriamento acelerado pode aumentar a resistência mecânica do aço, sem deterioração da tenacidade, através do controle da morfologia do segundo constituinte, bainita, e do constituinte adicional MA (martensita e austenita retida) [Tanaka, 1984; DeArdo, 1988].
O tamanho de grão ferrítico final, obtido no processo de laminação, é fortemente afetado pelo condicionamento da austenita anterior à transformação, avaliado pelo parâmetro Sv (área interfacial efetiva da austenita por unidade de
volume) e pela temperatura Ar3 (temperatura de início de formação da ferrita) [Ouchi et al., 1982; DeArdo, 1985; Tanaka, 1985; DeArdo, 1988; Manohar et al., 1996]. O valor de Sv aumenta com o refinamento do grão austenítico recristalizado ou com o aumento da deformação na região de não recristalização, ocorrendo um refinamento do grão ferrítico resultante da transformação da austenita em ferrita [Tanaka, 1985].
deformação na região de não recristalização, é também influenciada pela taxa de resfriamento. O princípio de refinamento de grão pelo resfriamento acelerado pode ser explicado considerando-se o efeito da temperatura Ar3 sobre o tamanho de grão. Com
o aumento da taxa de resfriamento ocorre uma diminuição na temperatura Ar3 ,
aumentando-se a força motriz para a nucleação (aumento na taxa de nucleação), refinando o grão ferrítico. Logo, a laminação controlada aumenta o número de sítios para a nucleação da ferrita e o resfriamento acelerado aumenta a taxa de nucleação da ferrita e, neste sentido, os dois processos se complementam [Tanaka, 1985; DeArdo, 1988; Manohar et al., 1996].
Apesar de os fatores que controlam o tamanho de grão ferrítico serem muitos e variados, eles podem ser resumidos a: composição química, processamento termomecânico (deformação a quente) e taxa de resfriamento, que influenciam Sv e
Ar3. Tem-se encontrado que baixos valores de Ar3 e altos valores de Sv estão
associados com grãos ferríticos finos [DeArdo, 1985].
A intensificação do processo de laminação é, sem dúvida, a recomendação mais importante, dado seu efeito hegemônico sobre a microestrutura e propriedades mecânicas do produto. O principal problema da laminação de chapas grossas está no fato de que a deformação, na maioria das vezes, não penetra totalmente ao longo da espessura do material, concentrando-se em sua periferia.
Algumas alterações a serem adotadas no processo de laminação a quente podem intensificar a penetração da deformação ao longo da espessura, maximizando seu efeito de refino e homogeneização microestrutural no núcleo do esboço. São elas: aumento do grau de deformação aplicado por passe, resfriamento intensificado da superfície do laminado e redução da velocidade periférica dos cilindros durante a aplicação do passe.
R
ELAÇÃO DEH
ALL-P
ETCHA deformação plástica de policristais envolve dois importantes aspectos: 1- os contornos de grão agem como obstáculos ao movimento das discordâncias; 2- os grãos individuais no policristal têm uma grande variedade de orientações, com uma distribuição ao acaso.
discordâncias deve ter lugar através desse contorno de grão, que atua como uma barreira ao movimento das discordâncias por duas razões:
1. Uma vez que dois grãos possuem orientações diferentes, uma discordância que passa de um grão para outro terá que alterar sua direção de movimento. Isto se torna mais difícil à medida que a diferença na orientação cristalográfica aumenta.
2. A desordem atômica no interior de uma região de contorno de grão irá resultar em uma descontinuidade de planos de escorregamento de um grão para dentro de outro [Dieter, 1986].
Deve-se mencionar que, para contornos de grão de alto ângulo, as discordâncias podem não atravessar os contornos dos grãos durante a deformação. Em vez disso, uma concentração de tensão à frente do plano de escorregamento em um grão pode ativar fontes de novas discordâncias em um grão adjacente.
A relação de Hall-Petch (eq. 3.4) descreve a relação entre a tensão ou limite de escoamento como uma função do tamanho de grão. Verifica-se para muitos materiais
que quanto menor o tamanho de grão maior será a tensão de escoamento,
σ
e.σ
e =σ
0 + Ked-1/2 (3.4)onde d representa o tamanho médio do grão,
σ
0 e Ke são constantes para cadaCAPÍTULO
4:
M
ATERIAIS E MÉTODOS
4.1 M
ATERIAISAs placas selecionadas foram lingotadas especificamente para este projeto cujas dimensões são: espessura = 250 mm, largura = 1890 mm e comprimento = 4600 mm, de um aço baixo C - alto Mn, cuja composição típica é listada na tabela 4.1, padrão ArcelorMittal Tubarão. A escolha da largura de 1890 mm visa uma maior produtividade no processo, o que pode parecer ilógico se observarmos o baixo comprimento. Este último foi determinado por uma questão de logística, para que o produto final tivesse dimensões máximas que permitissem sua retirada pela mesa de rejeito dos fornos de reaquecimento.
Tabela 4.1- Composição química do material selecionado (% em peso)
Elemento Mínimo Máximo
C 0,135 0,185
Si 0,150 0,350
Mn 1,100 1,300
P 0,020
S 0,010
Al 0,020 0,040
Cu, Ni, Cr 0,050
As temperaturas calculadas de Ar3 e Tnr usando as equações 3.1 e 3.2, considerando
as suas composições máximas, são respectivamente 828 oC e 973 oC.
4.2 M
ÉTODOSplacas e chapas de 250 mm e 100mm, respectivamente.
Etapa 1 - Seis placas foram processadas com diferentes fatores de forma m, dos
maiores aos menores valores possíveis de serem alcançados, variando-se o número de passes, para avaliação prévia das propriedades mecânicas das chapas, bem como da sanidade interna dos produtos, buscando a ausência de trincas ou vazios (porosidades).
Etapa 2 – Da análise dos resultados da etapa 1, foi definido o número de passes de
laminação, considerando-se tanto os aspectos de propriedades mecânicas desejadas, especificadas pela norma ASTM A 36, como também garantia de sanidade interna da chapa com o caldeamento de trincas e vazios. Foram acrescentados três passes de resfriamento, sem deformação, com o objetivo de melhorar as propriedades finais obtidas.
Etapa 3 - Repetiu-se o teste anterior aumentando-se de forma siginificativa o número
de passes de resfriamento, sem deformação, de três para quinze, visando avaliar a influência do resfriamento forçado durante o processo de produção sobre as propriedades mecânicas finais e refinamento da microestrutura.
4.2.1 Propriedades Mecânicas e Metalografia
4.2.1.1 Propriedades mecânicas
Para a avaliação das propriedades mecânicas, após o resfriamento, foram retiradas 2 amostras na direção transversal e 2 amostras na direção longitudinal de cada chapa para ensaios de tração e 1 amostra para metalografia. Os CPs foram retirados do centro da espessura da chapa considerando esta a situação mais crítica. As dimensões dos corpos de prova para os ensaios de tração são mostradas na Figura 4.1, seguindo a norma ASTM A770 [ASTM A770, 2007]. A retirada das amostras das chapas seguiu o procedimento indicado na Figura 4.2.
Figura 4.1 – Dimensões do corpo de prova de tração, com acabamento superficial no raio (r) e no comprimento útil menor que 5 µm [ASTM A770, 2007].
Figura 4.2 – Dimensões da amostra: comprimento de 400 mm a 500 mm por largura de 400 mm a 500 mm, com a identificação da direção de laminação e esquema dos blanks para a confecção dos corpos de prova de tração e de metalografia. LO significa
lado da operação, T1T significa direção transversal.
4.2.1.2 Metalografia
resfriamento mais lento. A preparação das amostras seguiu o procedimento padrão metalográfico e no ataque utilizou-se Nital 2% e aumento de 200X.
4.2.2 Sanidade interna
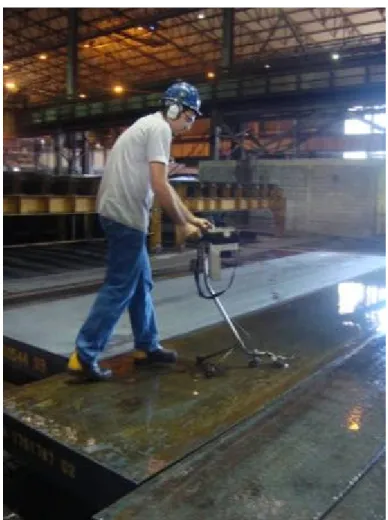
Para se avaliar a sanidade interna das chapas utilizou-se o ensaio ultrassônico antes da retirada das amostras para confecção dos corpos de prova. A figura 4.3 mostra a foto do processo de inspeção com ultrassom para determinação de descontinuidades no interior das chapas processadas.
4.3 D
ESENVOLVIMENTO DO PROCESSO DE LAMINAÇÃO4.3.1 ETAPA 1
Como já foi mencionado, nesta primeira etapa foi verificada a influência do fator de forma e do número de passes de laminação sobre as propriedades mecânicas finais da chapa grossa produzida, bem como sua influência no caldeamento de trinca e vazios provenientes do processo de lingotamento contínuo. A variável de processo de laminação mais importante neste trabalho foi o parâmetro adimensional m, fator de
forma. A variação do valor de m foi estabelecida para 5, 7 e 9 passes de laminação,
mantendo-se a redução total fixa.
As variáveis de processamento utilizadas foram: o valor do fator de forma m e o
número de passes de laminação (Figura 4.4), mantendo-se fixas a temperatura de austenitização (1230oC), a velocidade de laminação de desbaste em 5 m/s e as espessuras inicial e final das placas e chapas, 250 mm e 100 mm, respectivamente.
A temperatura final de laminação foi de aproximadamente 1050oC, ou seja, as chapas foram laminadas na região austenítica, pois a temperatura Ar3 para este aço,
dada pela equação (3.2) é de 828oC.
Para melhoria das propriedades mecânicas desejadas estipulou-se a laminação com o uso total de passes de descarepação para promover o maior resfriamento possível do esboço.
Assim, nesta primeira etapa, verificou-se a influência do fator de forma m nas
propriedades mecânicas dos materiais processados, variando o número de passes entre 5, 7 e 9. Procurou-se também processar o material em seqüência, sem interrupções, para que todas as chapas tivessem o mesmo tratamento térmico de aquecimento no forno e tempos aproximados de aquecimento, reduzindo consideravelmente a influência que diferenças nestas variáveis poderiam causar. Devido a limitações do equipamento, somente conseguiram-se valores de m menores
que 0,8 no primeiro passe de laminação na sequência de 7 e 9 passes (Figura 4.4). As tabelas 4.2, 4.3 e 4.4 mostram os valores das espessuras da chapa, a redução por passe e os correspondentes valores de m, para laminação em 5, 7 e 9 passes,
Após o término da laminação o material teve seu resfriamento ao ar calmo, a partir da temperatura de fim de laminação, de aproximadamente 1050°C, atendendo aos parâmetros da laminação de normalização.
Figura 4.4- Fator de forma m associado ao número de passes
Tabela 4.2-Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 5 passes, de das chapas
Espessura inicial Espessura final Redução m
250,0 215,7 14% 0,878
215,7 178,9 17% 1,073
178,9 146,1 18% 1,230
146,1 121,1 17% 1,306
121,1 102,5 15% 1,347
Espessura inicial Espessura final Redução m
250,0 216,1 14% 0,872
216,1 178,8 17% 1,080
178,8 146,4 18% 1,222
146,4 121,0 17% 1,316
Tabela 4.3-Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 7 passes, de 2 das chapas
Espessura inicial Espessura final Redução m
250,0 222,6 11% 0,773
222,6 197,8 11% 0,827
197,8 170,0 14% 1,001
170,0 150,2 12% 0,970
150,2 133,3 11% 1,012
133,3 119,9 10% 1,009
119,9 102,8 14% 1,296
Espessura inicial Espessura final Redução m
250,0 223,2 11% 0,764
223,2 197,4 12% 0,843
197,4 170,3 14% 0,988
170,3 150,3 12% 0,974
150,3 133,9 11% 0,995
133,9 119,7 11% 1,037
119,7 103,0 14% 1,281
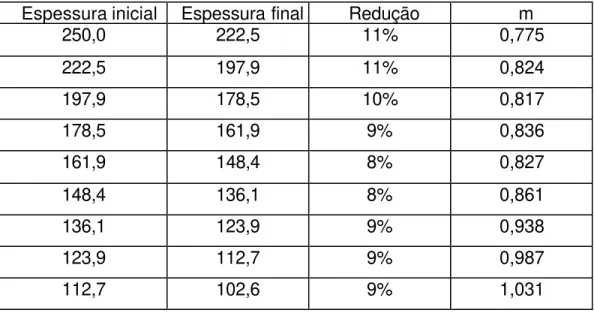
Tabela 4.4-Valores das espessuras, a redução por passe e os correspondentes valores de m para a laminação em 9 passes, de 2 das chapas
Espessura inicial Espessura final Redução m
250,0 222,5 11% 0,775
222,5 197,9 11% 0,824
197,9 178,5 10% 0,817
178,5 161,9 9% 0,836
161,9 148,4 8% 0,827
148,4 136,1 8% 0,861
136,1 123,9 9% 0,938
123,9 112,7 9% 0,987
Espessura inicial Espessura final Redução m
250,0 221,3 11% 0,794
221,3 198,5 10% 0,794
198,5 178,4 10% 0,830
178,4 162,1 9% 0,828
162,1 147,9 9% 0,849
147,9 135,9 8% 0,852
135,9 123,6 9% 0,944
123,6 113,2 8% 0,951
113,2 102,3 10% 1,070
4.3.2 ETAPA 2
Nesta etapa foi escolhido um dos processos de laminação da etapa 1 que apresentou melhor resultado de propriedades mecânicas e que favoreceria o caldeamento de trincas e vazios no interior das placas. Foi escolhido o processamento com cinco passes de laminação por apresentar maiores valores de m, como mostrado
na figura 4.4, o que deve resultar em maior deformação em todas as fibras ao longo da espessura, como citado pela literatura.
Visando obter melhores resultados de propriedades mecânicas foi feito a adição de mais três passes de resfriamento sem deformação após os cinco passes de laminação, esperando-se obter um maior refinamento de grão com consequente aumento do limite de escoamento.
4.3.3 ETAPA 3
temperatura Ar3. Não foi possível medir precisamente a temperatura final obtida, por
Capítulo 5
:
R
ESULTADOS
E DISCUSSÃO
5.1 ETAPA 1
A Figura 5.1 apresenta os valores do limite de escoamento das amostras para as chapas submetidas a 5, 7 e 9 passes de laminação, medidos nas direções transversal e longitudinal. Estes valores são listados na tabela 5.1. Observa-se que a aplicação de 5 e 7 passes de laminação resultou em valores do limite de escoamento das chapas na direção transversal acima do estabelecido pela norma ASTM A36, que define o valor mínimo de 250MPa na direção transversal. Com relação aos valores do limite de escoamento das chapas na direção longitudinal, estes foram menores que 250MPa.
Os limite e escoamento na direção transversal apresentaram-se superiores à direção longitudinal para todas as situações, o que pode ser explica pela anisotropia plástica da chapa provocada pelo processo de laminação [Batista, 2005].
Os valores de limite de resistência obtidos, imediatamente após a laminação, medidos nas direções transversal e longitudinal, são mostrados na Figura 5.2 e estão listados na tabela 5.1. Todas as chapas atenderam aos requisitos especificados na norma ASTM A36 (ou seja, os valores do limite de resistência mantiveram-se entre 400 e 550 MPa), independente do número de passes utilizados e dos valores de m por
passe.
O alongamento total das chapas medidos nas direções transversal e longitudinal manteve-se praticamente constante, independente do número de passes, conforme mostrado na Figura 5.3, atendendo o requisito de 23% de alongamento mínimo. Os valores estão listados na tabela 5.1.
As figuras 5.4 a 5.6 apresentam a microestrutura das chapas laminadas com 5, 7 e 9 passes, respectivamente, avaliadas na face, a ¼ de profundidade e no centro da chapa. A microestrutura é constituída de ferrita 70% e perlita 30%, com tamanhos de grão ferrítico ASTM indicados nas legendas das figuras.
22,5 µm e 26,7 µm no meio da espessura da chapa, com uma variação pequena do tamanho de grão com a espessura da chapa. Para a chapa laminada com 9 passes o tamanho de grão medido na face foi de 26,7 µm e de 31,8 µm a ¼ e no meio da espessura da chapa, com uma variação pequena do tamanho de grão com a espessura da chapa.
Figura 5.1- Valores obtidos na primeira experiência para o limite de escoamento (LE) das chapas processadas com 5, 7 e 9 passes nas direções transversal (T) e
longitudinal (L). Limite de escoamento mínimo de 250MPa (ASTM A36).
Figura 5.2- Valores obtidos na primeira experiência do limite de resistência (LR) para chapas processadas com 5, 7 e 9 passes nas direções transversal (T) e longitudinal
(L). Limite de resistência mínimo de 400MPa e máximo de 550MPa (ASTM A36). LE (MPa)
230 235 240 245 250 255 260 265
L T L T L T
5 passes 7 passes 9 passes
LR (MPa)
350 400 450 500 550 600
L T L T L T
Figura 5.3- Valores obtidos na primeira experiência para o alongamento total das chapas processadas com 5, 7 e 9 passes nas direções transversal (T) e longitudinal
(L). Alongamento total mínimo de 23% (ASTM 36).
Tabela 5.1- Valores dos limites de escoamento e resistência e do alongamento total das chapas laminadas com 5, 7 e 9 passes
5 Passes 7 Passes 9 Passes
L 246 245 237
T 262 262 239
L 454 451 447
T 458 457 453
L 34 35 36
T 35 37 35
M Pa
M Pa
% LE
LR
AL
ETAPA 1
AL (%)
20 23 26 29 32 35 38
L T L T L T
Face
1/4
Face 1/4 1 / 2
Figura 5.4- Microestrutura da chapa processada com cinco passes. Tamanhos de grão ferrítico ASTM 9,0 na face, 7,0 a 1/4 e 7,0 na metade da espessura
Face 1/4 1/2
Face 1/4 1/2
Face 1/4 1/2
Face 1/4
Face 1/4 1/2
1/2
5.2 ETAPA 2
Na segunda etapa dos experimentos, três chapas foram submetidas a 5 passes de laminação, seguidos de 3 passes de resfriamento (laminação sem deformação). Esta escala de passes foi escolhida, pois mesmo as amostras apresentando valores semelhantes de propriedades mecânicas à escala de sete passes, os maiores valores de m garantem uma melhor sanidade interna do material. Os valores de m
aumentaram com o número do passe, de 0,87 a 1,35 (figura 4.4).
Observa-se que os valores do limite de escoamento das amostras (Figura 5.7 e tabela 5.2) atenderam a norma ASTM A36 para as chapas na direção transversal, com valores maiores que 250MPa. Com relação aos valores do limite de escoamento das chapas na direção longitudinal, o valor médio para as três chapas foi menor que 250MPa.
Com relação aos valores de limite de resistência das amostras (Figura 5.8 e tabela 5.2), todas as chapas atenderam aos requisitos especificados na norma ASTM A36. Quanto ao alongamento total das chapas, observa-se (Figura 5.9 e tabela 5.2) que os valores são maiores que os citados na figura 5.3 para 5 passes de laminação, sem passes de resfriamento, devido ao resfriamento forçado imposto na etapa 2, e atendem o requisito de 23% de alongamento da norma ASTM A36.
Figura 5.7- Valores do limite de escoamento das chapas processadas com 5 passes de laminação e seguidos de 3 passes de resfriamento, medidos nas direções transversal e
longitudinal. Limite de escoamento mínimo de 250MPa (ASTM A36).
Figura 5.8- Valores do limite resistência das chapas processadas com 5 passes laminação seguidos de 3 passes de resfriamento. Limite de resistência mínimo de
400MPa e máximo de 550MPa (ASTM A36). LE (MPa)
225 230 235 240 245 250 255 260
T L T L T L
Chapa 1 Chapa 2 Chapa 3
LR (MPa)
350 400 450 500 550 600
T L T L T L
Figura 5.9- Valores do alongamento total das chapas processadas com 5 passes de laminação seguidos de 3 passes de resfriamento. Alongamento total mínimo de 23%
(ASTM 36).
Tabela 5.2- Valores dos limites de escoamento e resistência e do alongamento total das chapas laminadas com 5 seguidos de passes de resfriamento
Chapa 1 Chapa 2 Chapa 3
L 238 238 258
T 252 254 258
L 445 444 452
T 438 438 440
L 42 40 39
T 40 41 41
AL %
ETAPA 2
LE M Pa
LR M Pa
AL (%)
20 23 26 29 32 35 38 41 44
T L T L T L
Placa 1
Placa 2
Placa 3
Figura 5.10- Microestrutura da chapa avaliada na metade da espessura da chapa processada com 5 passes de laminação seguida de 3 passes de resfriamento.
5.3 ETAPA 3
Na terceira etapa dos experimentos, três chapas foram submetidas a 5 passes de laminação seguida de 15 passes de resfriamento (sem deformação). Observa-se que os valores do limite de escoamento (Figura 5.11), limite de resistência (Figura 5.12) e alongamento total das chapas (Figura 5.13) atenderam a norma ASTM A36. Estes valores estão listados na tabela 5.3. Verifica-se que os valores do limites de escoamento são maiores que o mínimo exigido pela norma, 250MPa, tanto na direção transversal quanto na longitudinal.
O aumento no limite de escoamento está associado a um resfriamento maior aplicado as chapas, que foram processadas com 15 passes de resfriamento, que resulta em um maior refinamento da microestrutura. Quando se avalia a microestrutura das chapas (Figura 5.14), a sua constituição é de ferrita e perlita, com aproximadamente 70% de ferrita com tamanho de grão ferrítico ASTM 9,0 ou de 15,9
µm, medido na metade da espessura da chapa. Verifica-se que o tamanho de grão é menor que o das chapas laminadas com 5 passes de laminação seguida de 3 passes de resfriamento, avaliado na metade da espessura (tamanho de grão ASTM 6,0 ou 44,9 µm (figura 5 .10).
Figura 5.11- Valores do limite de escoamento das chapas processadas com 5 passes de laminação seguida de 15 passes de resfriamento, medidos nas direções transversal
e longitudinal. Limite de escoamento mínimo de 250MPa (ASTM A36). LE (MPa)
220 230 240 250 260 270 280 290 300
T L T L T L
Figura 5.12- Valores do limite de resistência das chapas processadas com 5 passes de laminação seguida de 15 passes de resfriamento, medidos nas direções transversal e
longitudinal. Limite de resistência entre 400 a 550MPa (ASTM A36).
Figura 5.13- Valores do alongamento total das chapas processadas com 5 passes de laminação seguida de 15 passes de resfriamento. Alongamento total mínimo de 23%
(ASTM 36). LR (MPa)
350 400 450 500 550 600
T L T L T L
Chapa 4 Chapa 5 Chapa 6
AL (%)
20 23 26 29 32 35 38
T L T L T L
Tabela 5.3- Valores dos limites de escoamento e resistência e do alongamento total das chapas laminadas com 5 seguida de 15 passes de resfriamento.
Chapa 1 Chapa 2 Chapa 3
L 275 289 237
T 276 293 239
L 453 451 447
T 459 473 453
L 37 36 36
T 29 35 35
LE M Pa
LR M Pa
AL %
ETAPA 3
Placa 1
Placa 3
Figura 5.14- Microestrutura das chapas avaliada na metade da espessura da chapa processada com 5 passes seguida de 15 passes de resfriamento. Tamanho de grão
ferrítico ASTM 9,0.
Para comparar os resultados obtidos nas diferentes etapas de processamento, optou-se por avaliar o valor médio do limite de escoamento, do limite de resistência, do alongamento total nas direções transversal e longitudinal, o tamanho médio do grão ferrítico medido na metade da espessura da chapa, para o caso de 5 passes de laminação, considerando as 3 etapas de processamento: sem passes de resfriamento, com 3 passes de resfriamento e com 15 passes de resfriamento. Estes valores estão representados nas figuras 5.15, 5.16, 5,17 e 5.18, respectivamente, para as três etapas de processamento termomecânico.
Avaliando as propriedades mecânicas verifica-se que do ponto de vista dos valores médios do limite de escoamento, do limite de resistência e do alongamento total, as chapas processadas 5 passes de laminação, sem passes de resfriamento, com 3 passes de resfriamento e com 15 passes de resfriamento, atendem a norma ASTM A36. No entanto, quando se avalia o limite de escoamento medido na direção longitudinal da chapa, somente as chapas processadas com 15 passes de resfriamento apresentam valores maiores que 250MPa.
Figura 5.15- Valores médios do limite de escoamento da chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2 - com 3 passes de resfriamento;
etapa 3- com 15 passes de resfriamento. Limite de escoamento mínimo definido pela norma ASTM A36 é de 250MPa.
Figura 5.16- Valores médios do limite resistência das chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes de resfriamento; etapa 3- com 15 passes de resfriamento. Limite de resistência mínimo de 400MPa e máximo de
550MPa, definido pela norma ASTM A36.
LE(M Pa)
220 230 240 250 260 270 280 290 300
Et apa 1 Et apa 2 Et apa 3
LR (M Pa)
350 400 450 500 550 600
Figura 5.17- Valores médios do alongamento total das chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes de resfriamento; etapa 3- com 15 passes de resfriamento. Alongamento mínimo definido pela norma ASTM A36
é de 23%.
Tamanho de Grão ASTM
1 2 3 4 5 6 7 8 9 10
Et apa 1 Et apa 2 Et apa 3
Figura 5.18- Tamanho médio do grão ferrítico medido na metade da espessura das chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3
passes de resfriamento; etapa 3- com 15 passes de resfriamento. ASTM 7 = 31,8 µm, ASTM 6 = 44,9 µm, ASTM 9 = 15,9 µm
AL (%)
20 25 30 35 40 45 50
Figura 5.19- Limite de escoamento com uma função do tamanho de grão, d, chapas laminadas em 5 passes: etapa 1- sem passes de resfriamento; etapa 2- com 3 passes
de resfriamento; etapa 3- com 15 passes de resfriamento.
O processamento das chapas com 5 passes de laminação seguida de 15 passes de resfriamento resultou em uma microestrutura com o menor tamanho de grão ferrítico, de 15,9 µm e, consequentemente, em um maior valor médio do limite de escoamento.
A anisotropia planar observada, isto é, a diferença de propriedades mecânicas nos corpos de prova retirados nas direções transversal e longitudinal está associada à formação de uma estrutura de bandeamento paralelamente à direção de laminação durante a deformação (como mostram as microestruturas), com a clara separação dos constituintes microestruturais em bandas de ferrita e perlita.
C
APÍTULO
6:
C
ONCLUSÕES
1. Em todas as etapas com cinco passes de laminação foi possível atingir um fator de forma capaz de atender as especificações de propriedades mecânicas estabelecidas pela norma ASTM A36 bem como eliminar trincas e vazios no interior da placa;
2. Com nove passes não é possível atender as especificações;
3. Maior fator de forma, melhor são as propriedades mecânicas finais;
4. Apenas três passes a mais de resfriamento não representam alteração significante nas propriedades mecânicas finais;
5. Com o resfriamento vigoroso é possível garantir um maior refino de grão e o atendimento das propriedades estabelecidas com folga.
6. Foi possível notar o refinamento dos grãos na espessura ao meio da chapa grossa confirmando o conceito do fator de forma maior que 0,8.
C
APÍTULO
7:
R
EFERÊNCIAS
B
IBLIOGRÁFICAS
1 ASTM A36M, Standard Specification for Carbon Structural Steel, General Requirements for, American Society For Testing & Materials, 2005
2 ASTM A770 / A770M, Standard Specification for Through-Thickness Tension Testing of Steel Plates for Special Applications, 2007.
3 BAI, D.Q., YUE, S., MACCAGNO, T.M., JONAS, J.J., Continuous Cooling Transformation Temperatures Determined by Compression Tests in Low Carbon Bainitic Grades. Metallurgical and Materials Transactions A, v. 29A, p. 989-1001, March 1998.
4 BAI, D.Q., YUE, S., SUN, W.P., JONAS, J.J., Effect of Deformation Parameters on the No-Recrystallization Temperature in Nb-Bearing Steels. Metallurgical Transactions A, v. 24A, p. 2151-2159, October 1993.
5 BATISTA, G. Z. Curvamento por Indução de Tubo da Classe API 5L X80. Dissertação de mestrado apresentada ao Departamento de Ciência dos Materiais e Metalurgia da PUC-Rio. Dezembro, 2005;
6 Boratto, F., Barbosa, R., Yue, S., Jonas, J.J., Effect of Chemical Composition on the Critical Temperatures of Microalloyed Steels. In: INT. CONF. ON PHYSICAL METALLURGY OF THERMO-MECHANICAL PROCESSING OF STEELS AND OTHER METALS, ISIJ, 1988, Tokyo. Proceedings...Tohyo: Tamura, I.(ed.); The ISIJ, 1988. p. 383-390.
7 CALLISTER JR., W.D., Ciência e Engenharia de Materiais: Uma introdução, Ed. LTC, 5ª edição, 2002, 408p.
8 COTA, A.B., RODRIGUES, P.C.M., BARBOSA, R., SANTOS, D.B., Efeito da Deformação Sobre a Temperatura de não Recristalização em um Aço ARBL Bainítico de Baixo Carbono. In: 2o Congresso Internacional de Tecnologia Metalúrgica e de Materiais, ABM, 1997. Anais... CD-ROM - ABM.
10 DeARDO, A.J., Ferrite Formation from Thermomechanically Processed Austenite in HSLA Steels. In: HIGH STRENGTH LOW ALLOY STEELS, 1984, Wollongong. Proceedings...Wollongong: Dunne, D.P., Chandra, T.(ed.), June, 1985. p. 70-79.
11 DEVA, A., MOHAPATRA S. K., DATTA R., Production of thick plate on the hot strip Mill at the Rourkela steel plant (RSP). Ironmaking and Steelmaking, v.31, p. 305-311, 2004.
12 DIETER, G.E., Mechanical Metallurgy, McGraw Hill, 3rd Edition, 1986, 800p.
13 GORNI, A.A, uso de laminação de normalização para a produção de chapas grossas grau DIN 17100 St 52.3N. In: 53° Congresso Anual da Associação Brasileira de Metalurgia e Materiais, Belo Horizonte, 13 a 17 de Setembro de 1998.
14 GORNI, A.A., CAVALCANTI, C.G., REIS, J.S.S., SILVEIRA, J.H.D., Análise da homogeneidade das propriedades mecânicas ao longo da espessura de chapas grossas extra-grossas, Contribuição Técnica ao XXXVII Seminário de Laminação – Processos e Produtos Laminados e Revestidos da Associação Brasileira de Metalurgia e Materiais – ABM., Curitiba PR, 20 a 22 de Setembro de 2000.
15 GORNI, A.A., CAVALCANTI, C.G., REIS, J.S.S., SILVEIRA , J.H.D., Produção de chapas grossas extrapesadas, grau ASTM A36, a partir de placas do lingotamento contínuo, In: XXXVI Seminário de Laminação - Processos e Produtos Laminados e Revestidos, ABM, Belo Horizonte MG, 22 a 24 de Setembro de 1999.
16 GORNI, A.A., CAVALCANTI, C.G., RE IS, J.S.S., SILVEIRA, J.H.D., Produção de chapas grossas normalizadas diretamente do calor de laminação. In: XXXIV Seminário de Laminação - Processos e Produtos Laminados e Revestidos, ABM, Belo Horizonte MG, 26 a 28 de agosto de 1997.
17 HONEYCOMBE, R.K.W., Steel – Microstructure and Properties, Edward Arnold, London, 1981, cap. 9.
18 KRAUSS, G., Steels: Heat Treatment and Processing Principles. Colorado: ASM International, 2st ed., 1990. 496p.
19 MANOHAR, P.A., CHANDRA, T., KILLMORE, C.R., Continuous Cooling Transformation Behavior of Microalloyed Steels Containing Ti, Nb, Mn and Mo. ISIJ International, v. 36, no 12, p. 1486-1493, 1996.
Chemical Composition on the Onset Temperature of γ→α Transformation after Hot Rolling. Transactions ISIJ, v. 22, p. 214-222, 1982.
21 REIS, J.S.S., Júnior L.M., Gorni A.A., Silva C.N.P,Cavalcanti C.G., desenvolvimento de chapas grossas com tripla largura, In: Seminário de Laminação, Associação Brasileira de Metalurgia e Materiais, Volta Redonda (RJ), Setembro de 1996.
22 TAMURA, I., SEKINE, H., TANAKA, T., OUCHI, C., Thermomechanical processing of high strength low alloy steels. Butterworths, London, 1988, 248p.
23 TANAKA, T., Controlled Rolling of Steel Plate and Strip. International Metals Reviews, nº 4, p. 185-212, 1981.
24 TANAKA, T., Four Stages of the Thermomechanical Processing in HSLA Steels. In: HIGH STRENGTH LOW ALLOY STEELS, 1984, Wollongong. Proceedings...Wollongong: Dunne, D.P., Chandra, T.(ed.), June, 1985. p. 6-16.
25 TSUZUKI, T., TOMITA, Y., YAMABA, R., HADA, T., TANAKA, A., OKAMOTO, K.,Trans. Iron Steel Inst. Jpn, 1984, 24, B410.

![Figura 4.1 – Dimensões do corpo de prova de tração, com acabamento superficial no raio (r) e no comprimento útil menor que 5 µm [ASTM A770, 2007]](https://thumb-eu.123doks.com/thumbv2/123dok_br/15710471.630683/33.894.116.779.129.271/figura-dimensões-corpo-prova-tração-acabamento-superficial-comprimento.webp)