Ensaios em Produto Acabado
NBR 13818
Prof. Edney Neves – IFPR – Campus Campo Largo – Curso Técnico em Cerâmica
Aula 16
Determinação da Resistência a Abrasão Superficial Determinação da Resistência a Abrasão Profunda Determinação da Resistência ao Gretamento
Determinação da Resistência a
Abrasão Superficial
Prof. Edney Neves – IFPR – Campus Campo Largo – Curso Técnico em Cerâmica
•
Importância do resultado:
• Mesmo sendo um resultado com precisão questionável, auxilia a determinar se um piso pode ser aplicado em locais de baixo, médio ou alto tráfego;
• Este ensaio realiza-se em revestimentos esmaltados, e quanto
maior o PEI, numa escala de 0 a 5, maior é a resistência da superfície ao desgaste por materiais abrasivos;
(Obs.: PEI significa Porcelain Enamel Institute, órgão que realizou os testes de abrasão pela primeira vez)
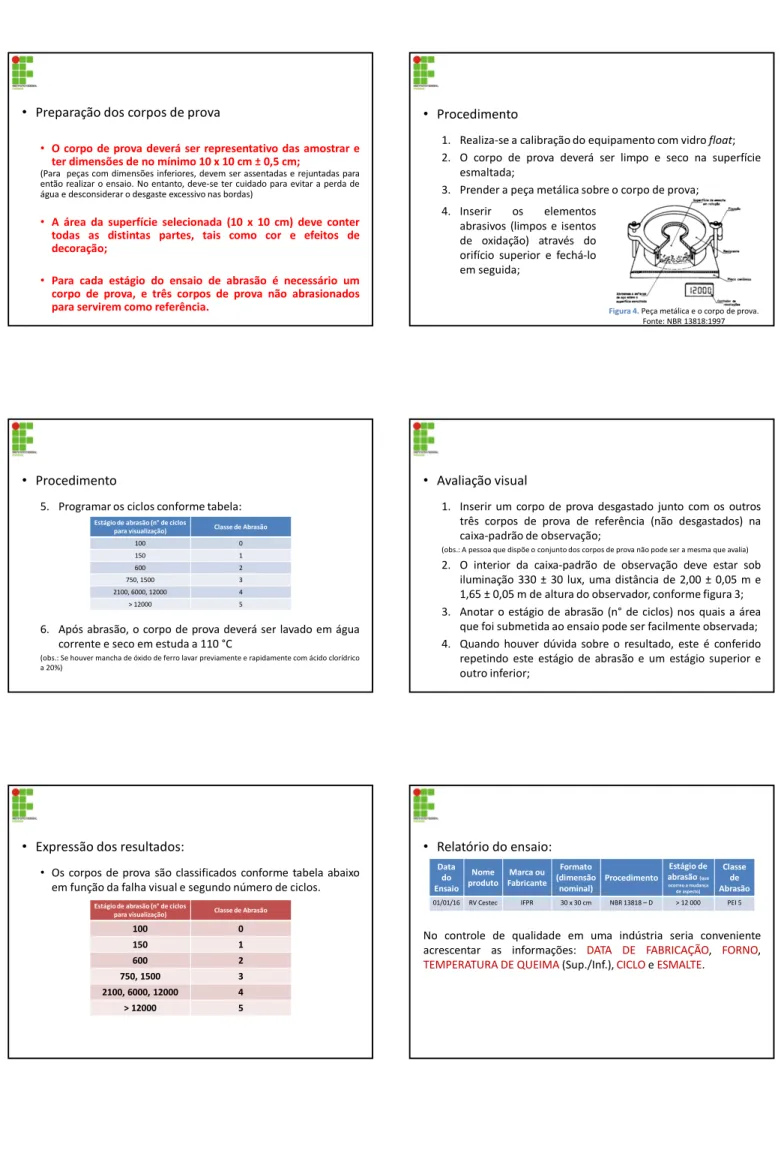
Figura 1. Esquema conceitual do abrasímetro. Fonte: NBR 13818:1997
•
Determinação da Resistência à Abrasão Superficial
Figura 2. Peça metálica e o corpo de prova. Fonte: NBR 13818:1997
•
Determinação da Resistência à Abrasão Superficial
Composição das cargas abrasivas:
- 70,00 g± 1% de esferas de aço de 5 mm± 10% de diâmetro;
- 52,50 g± 1% de esferas de aço de 3 mm ± 10% de diâmetro;
- 43,75 g± 1% de esferas de aço de 2 mm ± 10% de diâmetro;
- 8,75 g± 1% de esferas de aço de 1 mm ± 10% de diâmetro;
- 3,00 g ± 1% de óxido de alumínio branco fundido de grana F80, conforme ISO 8486; e
- 20 ml de água destilada ou deionizada.
•
Preparação dos corpos de prova
• O corpo de prova deverá ser representativo das amostrar e ter dimensões de no mínimo 10 x 10 cm ± 0,5 cm;
(Para peças com dimensões inferiores, devem ser assentadas e rejuntadas para então realizar o ensaio. No entanto, deve-se ter cuidado para evitar a perda de água e desconsiderar o desgaste excessivo nas bordas)
• A área da superfície selecionada (10 x 10 cm) deve conter todas as distintas partes, tais como cor e efeitos de decoração;
• Para cada estágio do ensaio de abrasão é necessário um corpo de prova, e três corpos de prova não abrasionados para servirem como referência.
•
Procedimento
1. Realiza-se a calibração do equipamento com vidrofloat; 2. O corpo de prova deverá ser limpo e seco na superfície
esmaltada;
3. Prender a peça metálica sobre o corpo de prova;
4. Inserir os elementos abrasivos (limpos e isentos de oxidação) através do orifício superior e fechá-lo em seguida;
Figura 4. Peça metálica e o corpo de prova. Fonte: NBR 13818:1997
•
Procedimento
5. Programar os ciclos conforme tabela:
6. Após abrasão, o corpo de prova deverá ser lavado em água corrente e seco em estuda a 110 °C
(obs.: Se houver mancha de óxido de ferro lavar previamente e rapidamente com ácido clorídrico a 20%)
Estágio de abrasão (n° de ciclos
para visualização) Classe de Abrasão
100 0
150 1
600 2
750, 1500 3
2100, 6000, 12000 4 > 12000 5
•
Avaliação visual
1. Inserir um corpo de prova desgastado junto com os outros três corpos de prova de referência (não desgastados) na caixa-padrão de observação;
(obs.: A pessoa que dispõe o conjunto dos corpos de prova não pode ser a mesma que avalia)
2. O interior da caixa-padrão de observação deve estar sob iluminação 330 ± 30 lux, uma distância de 2,00 ± 0,05 m e 1,65 ± 0,05 m de altura do observador, conforme figura 3; 3. Anotar o estágio de abrasão (n° de ciclos) nos quais a área
que foi submetida ao ensaio pode ser facilmente observada; 4. Quando houver dúvida sobre o resultado, este é conferido
repetindo este estágio de abrasão e um estágio superior e outro inferior;
•
Expressão dos resultados:
• Os corpos de prova são classificados conforme tabela abaixo em função da falha visual e segundo número de ciclos.
Estágio de abrasão (n° de ciclos
para visualização) Classe de Abrasão
100 0
150 1
600 2
750, 1500 3 2100, 6000, 12000 4 > 12000 5
•
Relatório do ensaio:
No controle de qualidade em uma indústria seria conveniente acrescentar as informações: DATA DE FABRICAÇÃO, FORNO,
TEMPERATURA DE QUEIMA(Sup./Inf.),CICLOeESMALTE. Data do Ensaio Nome produto Marca ou Fabricante Formato (dimensão nominal) Procedimento Estágio de abrasão (que ocorreu a mudança de aspecto)
Classe de Abrasão
Determinação da Resistência a
Abrasão Profunda
Prof. Edney Neves – IFPR – Campus Campo Largo – Curso Técnico em Cerâmica
•
Importância do resultado:
• Indica a resistência da superfície de produtos não-esmaltados ao desgaste;
• É medido através da perda de massa, sendo que quanto
menor a absorção de água maior é a resistência à abrasão profunda.
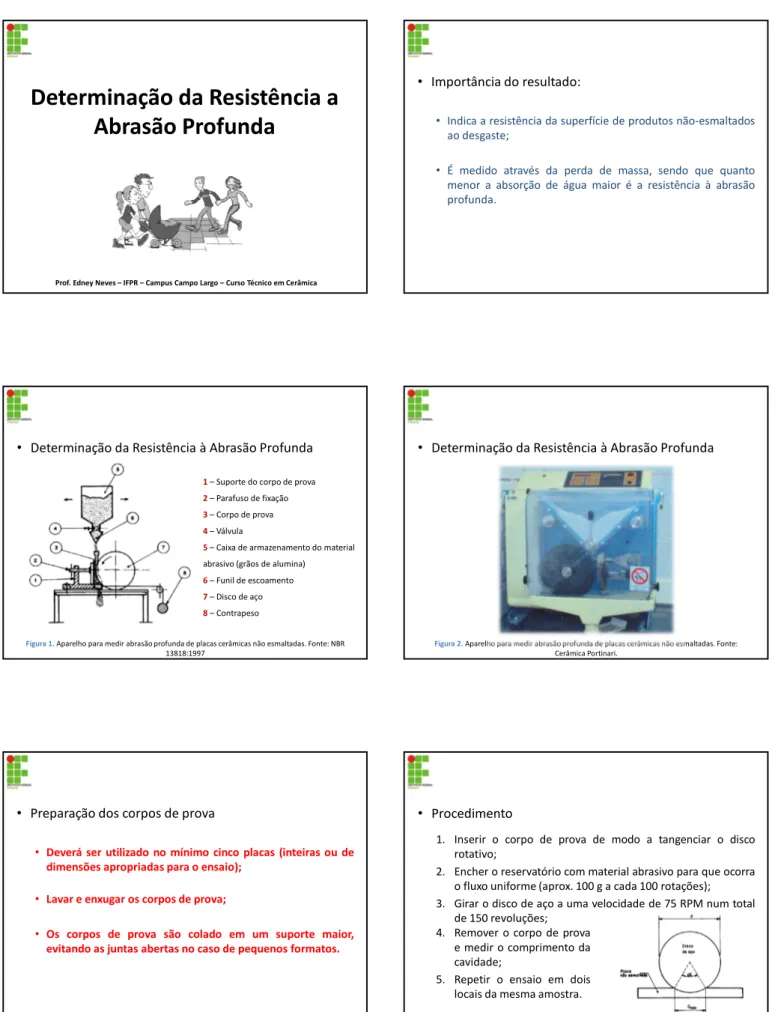
Figura 1. Aparelho para medir abrasão profunda de placas cerâmicas não esmaltadas. Fonte: NBR 13818:1997
•
Determinação da Resistência à Abrasão Profunda
1– Suporte do corpo de prova
2– Parafuso de fixação
3– Corpo de prova
4– Válvula
5– Caixa de armazenamento do material abrasivo (grãos de alumina)
6– Funil de escoamento
7– Disco de aço
8– Contrapeso
Figura 2. Aparelho para medir abrasão profunda de placas cerâmicas não esmaltadas. Fonte: Cerâmica Portinari.
•
Determinação da Resistência à Abrasão Profunda
•
Preparação dos corpos de prova
• Deverá ser utilizado no mínimo cinco placas (inteiras ou de dimensões apropriadas para o ensaio);
• Lavar e enxugar os corpos de prova;
• Os corpos de prova são colado em um suporte maior, evitando as juntas abertas no caso de pequenos formatos.
•
Procedimento
1. Inserir o corpo de prova de modo a tangenciar o disco rotativo;
2. Encher o reservatório com material abrasivo para que ocorra o fluxo uniforme (aprox. 100 g a cada 100 rotações); 3. Girar o disco de aço a uma velocidade de 75 RPM num total
de 150 revoluções; 4. Remover o corpo de prova
e medir o comprimento da cavidade;
•
Expressão dos resultados:
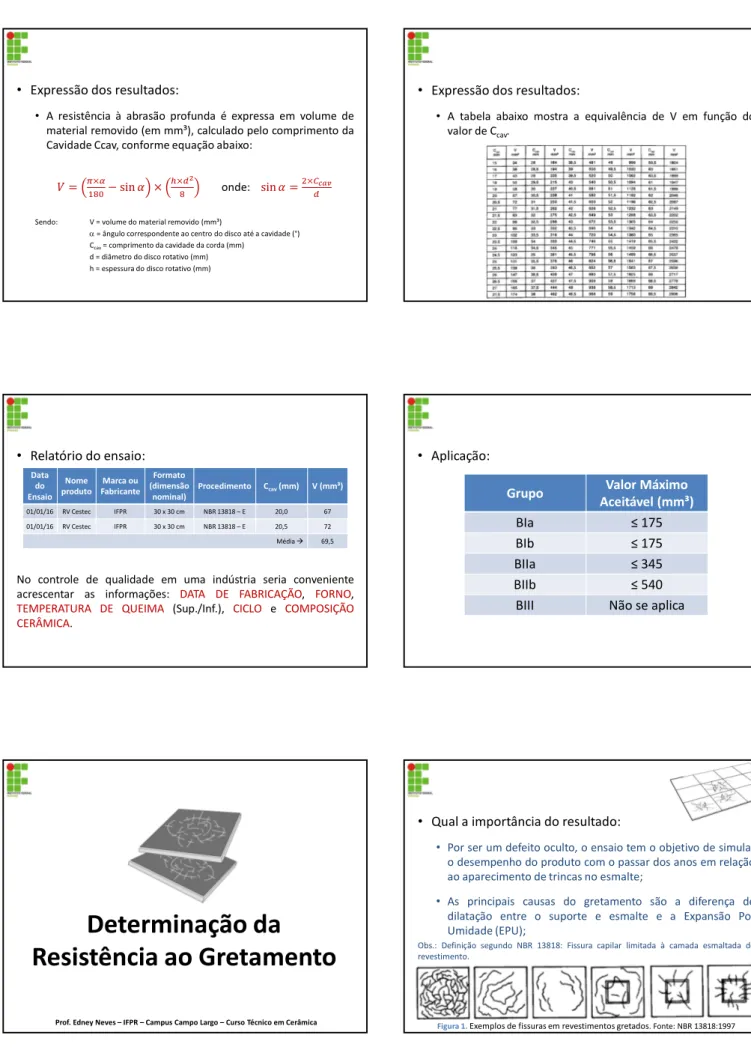
• A resistência à abrasão profunda é expressa em volume de material removido (em mm³), calculado pelo comprimento da Cavidade Ccav, conforme equação abaixo:
= × − sin × × onde: sin = ×
Sendo: V = volume do material removido (mm³)
a= ângulo correspondente ao centro do disco até a cavidade (°) Ccav= comprimento da cavidade da corda (mm)
d = diâmetro do disco rotativo (mm) h = espessura do disco rotativo (mm)
•
Expressão dos resultados:
• A tabela abaixo mostra a equivalência de V em função do valor de Ccav.
•
Relatório do ensaio:
No controle de qualidade em uma indústria seria conveniente acrescentar as informações: DATA DE FABRICAÇÃO, FORNO,
TEMPERATURA DE QUEIMA (Sup./Inf.), CICLO e COMPOSIÇÃO CERÂMICA.
Data do Ensaio
Nome produto
Marca ou Fabricante
Formato (dimensão
nominal)
Procedimento Ccav(mm) V (mm³)
01/01/16 RV Cestec IFPR 30 x 30 cm NBR 13818 – E 20,0 67 01/01/16 RV Cestec IFPR 30 x 30 cm NBR 13818 – E 20,5 72 Média 69,5
•
Aplicação:
Grupo
Valor Máximo
Aceitável (mm³)
BIa
≤ 175
BIb
≤ 175
BIIa
≤ 345
BIIb
≤ 540
BIII
Não se aplica
Determinação da
Resistência ao Gretamento
Prof. Edney Neves – IFPR – Campus Campo Largo – Curso Técnico em Cerâmica
•
Qual a importância do resultado:
• Por ser um defeito oculto, o ensaio tem o objetivo de simular
o desempenho do produto com o passar dos anos em relação ao aparecimento de trincas no esmalte;
• As principais causas do gretamento são a diferença de
dilatação entre o suporte e esmalte e a Expansão Por Umidade (EPU);
Obs.: Definição segundo NBR 13818: Fissura capilar limitada à camada esmaltada do revestimento.
•
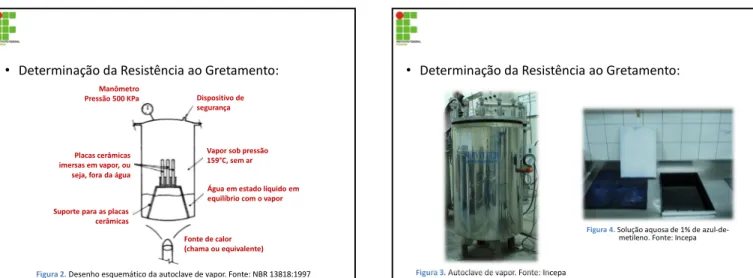
Determinação da Resistência ao Gretamento:
Figura 2. Desenho esquemático da autoclave de vapor. Fonte: NBR 13818:1997 Dispositivo de
segurança
Vapor sob pressão 159°C, sem ar
Água em estado líquido em equilíbrio com o vapor
Fonte de calor (chama ou equivalente) Suporte para as placas
cerâmicas Placas cerâmicas imersas em vapor, ou seja, fora da água Manômetro Pressão 500 KPa
•
Determinação da Resistência ao Gretamento:
Figura 3. Autoclave de vapor. Fonte: Incepa
Figura 4. Solução aquosa de 1% de azul-de-metileno. Fonte: Incepa
•
Preparação dos corpos de prova
• 1 placa cerâmica inteira = 1 corpo de prova;
• Para placas grandes, estas podem ser cortadas. Contudo todas as partes devem ser ensaiadas;
• O ensaio deve ser realizado sobre, no mínimo, 5 corpos de prova (retirados aleatoriamente do lote fabricado).
•
Procedimento
1. Os corpos de prova devem ser imersos em solução aquosa de 1% de azul-de-metileno para certificar que não há gretamento antes do ensaio;
2. Para testes em cerâmica fabricada a mais de quatro meses deve-se requeimar os corpos de prova a 500 ± 5 °C, com taxa de aquecimento de (150 ± 5 °C)/hora durante 2 h (objetivo é eliminar a EPU já ocorrida). Quando a temperatura no resfriamento chegar a 70 ± 5°C, os corpos de prova devem ser retirados e esfriados em dessecador durante 24 h a 32 h; Obs.: A cerâmica recém retirada do forno não necessita ser requeimada. 3. Repetir o item 1;
•
Procedimento
4. Os corpos de prova devem ser inseridos em um suporte para evitar contato com a água e entre as peças;
5. Fechar a autoclave e aumentar gradativamente a pressão até 500 kPa, e mantê-la por 2 h;
6. Após este período desligar o equipamento, esperar pressão baixar. Abrir autoclave e deixar os corpos de prova esfriarem durante 30 minutos (as peças ainda dentro da autoclave); 7. Retirar as peças e imergir em solução de 1% de
azul-de-metileno (facilitar a visualização das trincas);
8. Lavar a superfície em água corrente e observar a existência
•
Expressão dos resultados:
• Relatório do ensaio:
No controle de qualidade em uma indústria seria conveniente acrescentar as informações: DATA DE FABRICAÇÃO, FORNO,
TEMPERATURA DE QUEIMA(Sup./Inf.),CICLO DO FORNO;CÓDIGO DA COMPOSIÇÃO CERÂMICA; PRESSÃO DA AUTOCLAVEe N° DE CICLOS.
Obs.: Algumas fábricas testam seus produtos em 3 ciclos consecutivos e ainda em pressões maiores que a norma exige.
Data do Ensaio
Corpo de prova
Nome produto
Marca ou Fabricante
Formato (dimensão nominal)
Procedimento Gretamento(sim/não)