Diogo Cassiano Matos Silva
Licenciado em Engenharia do AmbienteValorização de lamas de ETA na operação de
decantação primária assistida em ETAR
Dissertação para obtenção do Grau de Mestre em Engenharia do Ambiente – Perfil de Sanitária
Orientador: António P.M.C. Mano, Professor Auxiliar, FCT-UNL
Júri:
Presidente: Prof.ª Doutora Leonor Miranda Monteiro do Amaral Arguente: Prof.ª Doutora Rita Maurício Rodrigues Rosa
Valorização de lamas de ETA na operação de decantação assistida em ETAR
Copyright © Diogo Cassiano Matos Silva, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa
Agradecimentos
Ao Professor António Pedro Mano, pela oportunidade que me deu, pela sua orientação, pela disponibilidade e paciência, pelos ensinamentos a nível académico e sobre a vida em geral e pelas palavras de incentivo.
Ao Engenheiro Pedro Fontes, pela proposta que deu origem à realização deste trabalho.
À Professora Conceição Raimundo, que sempre esteve disponível e com boa disposição para me fazer perceber as minhas dúvidas e constrangimentos e pelo empréstimo do seu livro.
À Professora Leonor Amaral e ao Professor António Rodrigues pela disponibilidade e orientações dadas antes do início deste trabalho.
À Dona Luísa, que sempre esteve ao meu lado no decorrer da parte prática deste trabalho e que se mostrou sempre disponível a ajudar com qualquer coisa.
À Dona Adélia, que também teve um papel fulcral na componente prática deste trabalho.
À minha madrinha, Maria Ramos, por todo o apoio e dedicação ao longo deste trabalho e de todo o meu percurso académico.
Aos meus colegas de curso e amigos André, Daniel, Fábio, Flávia e Miguel pelo companheirismo e amizade ao longo desta jornada.
A todos os outros amigos que sempre estiveram presentes que tenho a certeza que sabem quem são.
Resumo
Com este trabalho pretende-se avaliar a viabilidade em aplicar lamas produzidas nas estações de tratamento de água (ETA) da Asseiceira e de Santa Águeda na operação de decantação primária assistida (DPA) de uma Estação de Tratamento de Águas Residuais (ETAR), tendo sido efetuados ensaios de jar-test com água residual proveniente das ETAR de Santa Cruz/Silveira, Castelo Branco e Fernão Ferro.
Esta avaliação foi suportada pelas determinações dos parâmetros Carência Química do Oxigénio (CQO), Fósforo Total (Pt), Sólidos Suspensos Totais (SST) e Sólidos Suspensos Voláteis (SSV) na água residual, nas lamas e no sobrenadante do jar-test, tendo sido efetuadas igualmente determinações ao alumínio nas lamas e no sobrenadante do jar-test.
Foram utilizadas, numa primeira fase, lamas pulverizadas e numa segunda fase lamas espessadas, tendo sido realizados dois lotes de ensaios em cada uma. Em cada lote de ensaios foram realizados igualmente um jar-test em que se utiliza cloreto férrico como coagulante. As lamas pulverizadas foram aplicadas diretamente à água residual enquanto as lamas espessadas passaram primeiramente por um processo de acidificação e centrifugação, na tentativa de se recuperar o alumínio presente na lama sob a forma de uma solução o mais pura possível.
Foi possível verificar, com os ensaios realizados, que as lamas da ETA de Santa Águeda são inadequadas tanto para a aplicação direta sob a forma pulverizada como para recuperação do alumínio pelo processo de acidificação. Tal deve-se fundamentalmente à presença de carvão ativado em pó (CAP) e pH muito altos.
Relativamente às lamas da ETA da Asseiceira verifica-se que estas têm potencial para serem aplicadas à operação de DPA. A aplicação das lamas pulverizadas apresenta um acréscimo na eficiência de remoção em relação ao ensaio controlo de 45% e 48% para a CQO e para o Pt, respetivamente.
Abstract
This work intends to evaluate the feasibility of applying alum sludge produced at Asseiceira and Santa Águeda water treatment plant (WTP) in chemically enhanced primary treatment (CEPT) operation of a wastewater treatment plant (WWTP). Several jar-tests were carried out with wastewater from the WWTP of Santa Cruz / Silveira, Castelo Branco and Fernão Ferro. In order to perform this evaluation, determinations of the COD, TP, TSS and VSS parameters were performed in the wastewater, in the sludge and in the supernatant of the jar-tests. At a later stage, aluminum content was also measured in the sludge and in the jar-test supernatant.
The sludges studied were in a pulverized form and in a thickened form, being carried out two batches of jar-tests for each one of them. Each test batch is accompanied by a jar-test, in which ferric chloride is applied as a coagulant.
The pulverized sludge was applied directly to the wastewater while the thickened sludge was firstly submitted through an acidification and centrifugation process in an attempt to recover the aluminum present in the slurry, in the form of a solution.
It was possible to verify that Santa Águeda’s alum sludge is unsuitable for both the direct application under pulverized form and for the recovery of aluminum by the acidification process. This is mainly due to the presence of powder activated carbon (PAC) and very high pH's. Asseiceira's alum sludge shows that it has the potential to be applied to the CEPT operation. The application of the pulverized sludge presents an increase in the removal efficiency in relation to the control of 45 % and 48 % for the COD and for the TP, respectively.
Índice de Matérias
1. Introdução ... 1
2. Objetivo ... 3
3. Revisão Bibliográfica... 5
3.1. Coagulação, Floculação e Decantação ... 5
3.1.1. Turvação e partículas coloidais ... 5
3.1.2. Coagulação ... 6
3.1.3. Floculação ... 11
3.1.4. Alumínio no ambiente, riscos para a saúde e valores de referência ... 12
3.2. Decantação primária assistida ... 14
3.2.1. Principais características ... 14
3.2.2. Características da água residual bruta ... 15
3.2.3. Modo de Operação ... 17
3.2.4. Implementação em ETAR ... 18
3.2.5. Efeitos da aplicação da DPA em ETAR ... 19
3.2.6. Vantagens e desvantagens ... 22
3.3. Lamas de ETA ... 23
3.3.1. Introdução ... 23
3.3.2. Composição ... 23
3.3.3. Quantificação da produção ... 24
3.3.4. Deposição e potenciais utilizações ... 25
3.3.5. Aplicações ao tratamento de águas residuais ... 29
3.3.6. Recuperação de coagulantes ... 31
4. Plano Experimental ... 33
5. Caso de Estudo ... 35
5.1. Introdução ... 35
5.2. ETA de Santa Águeda ... 35
5.3. ETA da Asseiceira ... 38
5.4. ETAR de Santa Cruz/Silveira ... 41
5.5. ETAR de Castelo Branco ... 42
5.6. ETAR de Fernão Ferro ... 43
6. Materiais e métodos ... 45
6.1. Jar-test ... 45
6.2. Medição de parâmetros ... 46
6.3. Ensaio com cloreto férrico ... 46
6.4. Fase 1 - Doseamento de Lamas Pulverizadas (1) ... 47
6.4.1. Caracterização das lamas pulverizadas ... 47
6.4.2. Água residual ... 48
6.4.3. Seleção de doses de lamas pulverizadas ... 49
6.4.4. Doseamento de lamas ... 49
6.5. Fase 2 - Doseamento de Lamas Pulverizadas (2) ... 51
6.5.1. Água residual ... 51
6.5.2. Doseamento de lamas ... 51
6.6. Fase 3 - Doseamento de Solução de Alumínio Recuperado (1) ... 54
6.6.1. Recuperação do alumínio das lamas pulverizadas ... 54
6.6.2. Caracterização das lamas espessadas ... 56
6.6.3. Recuperação de alumínio das lamas espessadas ... 56
6.6.4. Caracterização da solução de alumínio recuperado (SAR) ... 58
6.6.5. Água residual ... 59
6.6.6. Seleção de doses de SAR ... 59
6.6.7. Sedimentação sem adição de reagentes ... 59
6.6.8. Doseamento no ensaio com cloreto férrico ... 59
6.7. Fase 4 - Doseamento de Solução de Alumínio Recuperado (2) ... 60
6.7.1. Água residual ... 60
6.7.2. Sedimentação sem adição de reagentes ... 60
6.7.3. Caracterização do sobrenadante do jar-test com SAR ... 60
6.8. Síntese do procedimento experimental ... 61
7. Resultados ... 63
7.1. Apresentação ... 63
7.1.1. Fase 1 – Doseamento de Lamas Pulverizadas (1) ... 64
7.1.2. Fase 2 – Doseamento de Lamas Pulverizadas (2) ... 65
7.1.3. Fase 3 – Doseamento de Solução de Alumínio Recuperado (1)... 66
7.1.4. Fase 4 - Doseamento de Solução de Alumínio Recuperado (2) ... 67
7.2. Exploração dos resultados obtidos ... 68
7.2.1. Fase 1 - Doseamento de Lamas Pulverizadas (1) ... 70
7.2.2. Fase 2 – Doseamento de Lamas Pulverizadas (2) ... 73
7.2.3. Fase 3 – Doseamento de Solução de Alumínio Recuperado (1)... 76
7.2.4. Fase 4 - Doseamento de Solução de Alumínio Recuperado (2) ... 80
8. Discussão ... 85
8.1. Fase 1 - Doseamento de Lamas Pulverizadas (1) ... 85
8.2. Fase 2 – Doseamento de Lamas Pulverizadas (2) ... 89
8.3. Fase 3 – Doseamento de Solução de Alumínio Recuperado (1) ... 93
8.4. Fase 4 – Doseamento de Solução de Alumínio Recuperado (2) ... 95
9. Conclusões ... 99
10. Considerações finais ... 101
11. Referências Bibliográficas ... 103
Anexo 1 – Metodologia para medição da CQO... 108
Anexo 2 – Metodologia para medição de Sólidos ... 111
Anexo 3 – Metodologia para medição do Fósforo Total ... 114
Anexo 4 – Metodologia para medição de pH ... 116
Anexo 5 - Análises às lamas ... 118
Índice de Figuras
Figura 1 - Modelo de Stern da dupla camada ... Erro! Marcador não definido.
Figura 2 - Relação entre as doses de alumínio e a turvação residual ... 6
Figura 3 – Reação do sal de alumínio com a água e bases constituintes da alcalinidade... 7
Figura 4 - Sequência de reações de hidrólise do sal de alumínio com a água ... 7
Figura 5 - Sequência de formação de estruturas polinucleares com o sal de alumínio ... 7
Figura 6 - Diagrama da solubilidade para os sais de Al3+ e Fe3+ relativamente à concentração e pH ... 9
Figura 7 - Tipos de floculação ... 11
Figura 8 - Esquema do modo de operação da DPA numa ETAR convencional ... 17
Figura 9 - Algumas operações do tratamento da fase líquida da ETA de Santa Águeda ... 36
Figura 10 - Esquema de tratamento da ETA de Santa Águeda ... 37
Figura 11 - ETA da Asseiceira ... 38
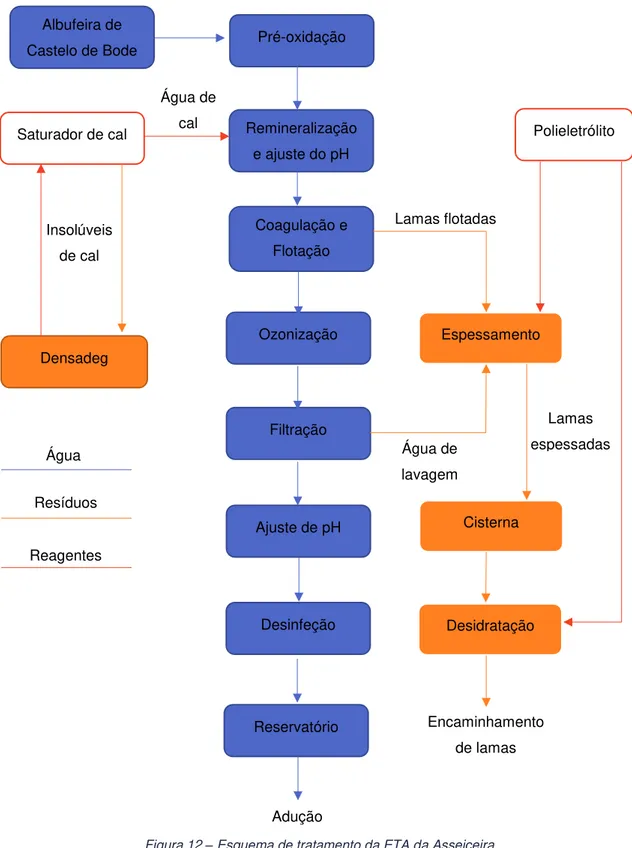
Figura 12 – Esquema de tratamento da ETA da Asseiceira ... 40
Figura 13 - ETAR de Fernão Ferro ... 43
Figura 14 - Aparelho de Jar-test utilizado nos ensaios (modelo FC6S da Velp Scientifica) ... 45
Figura 15 - Lama pulverizada da ETA da Asseiceira (à esquerda) e de Sta. Águeda (à direita) ... 48
Figura 16 - Lamas da Asseiceira após serem doseadas (esquerda) e após o jar-test (direita) ... 50
Figura 17 - Ensaio Jar-test com lamas de Santa Águeda ... 50
Figura 18 - Sobrenadante do ensaio com lamas de Santa Águeda após jar-test ... 50
Figura 19 - Lama da Asseiceira com agitação (balões 1, 2, 3 e 4) e sem agitação (balões 5 e 6) ... 51
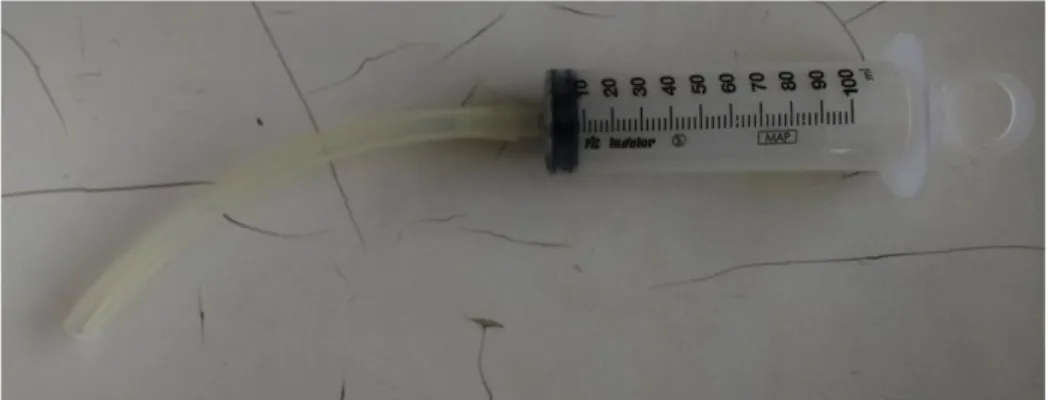
Figura 20 - Lama da Asseiceira completamente dispersa nos balões volumétricos após agitação intensa52 Figura 21 - Instrumento para doseamento das lamas aos copos de ensaio no jar-test ... 52
Figura 22 - Dispersão das lamas durante o ensaio de jar-test (à esquerda) e sobrenadante após o ensaio (à direita) ... 52
Figura 23 - Configuração de equipamentos para recuperação do alumínio das lamas ... 54
Figura 24 - Acidificação da lama pulverizada da Asseiceira ... 55
Figura 25 - Jar-test com lamas acidificadas da Asseiceira (à esquerda) e Santa Águeda (à direita) ... 55
Figura 26 - Lamas espessadas da Asseiceira (à esquerda) e de Santa Águeda (à direita) após o processo de solubilização do alumínio ... 57
Figura 27 - Aparelho de centrifugação Kubota 5800 ... 57
Figura 28 - SAR da Asseiceira após acidificação e centrifugação ... 58
Figura 29 - SAR de Santa Águeda após centrifugação ... 58
Figura 30 - CQO residual após ensaio de jar-test ... 70
Figura 31 - Fósforo total residual após ensaio de jar-test ... 70
Figura 32 - Sólidos suspensos totais e voláteis residuais após ensaio de jar-test ... 70
Figura 33 – Percentagem de remoção de CQO em relação à amostra de água residual bruta ... 71
Figura 34 - Percentagem de remoção de Pt em relação à amostra de água residual bruta ... 72
Figura 35 - Percentagem de remoção de SST em relação à amostra de água residual bruta ... 72
Figura 36 - Percentagem de remoção de SSV em relação à amostra de água residual bruta ... 72
Figura 37 - CQO residual após ensaio de jar-test ... 73
Figura 38 - Fósforo total residual após ensaio de jar-test ... 73
Figura 39 - Sólidos suspensos totais e voláteis residuais após ensaio de jar-test ... 73
Índice de Tabelas
Tabela 1 - Poder relativo de coagulação de vários coagulantes utilizados em tratamento de águas ... 10
Tabela 2 - Valores de referência de concentração de alumínio dissolvido para águas de abastecimento . 13 Tabela 3 - Eficiências de remoção de CBO5, CQO, Pt e SST em decantação primária convencional e assistida ... 15
Tabela 4 - Fração da CQO correspondente a vários intervalos de dimensões de partículas. ... 16
Tabela 5 - Características qualitativas das lamas em DPA ... 20
Tabela 6 - Principais vantagens e desvantagens da utilização da decantação primária assistida em ETAR ... 22
Tabela 7 - Valores de referência da qualidade média das LETA e valores limite no DL 276, 2009 ... 24
Tabela 8 - Possíveis aplicações para as lamas de ETA ... 27
Tabela 9 - Plano Experimental ... 33
Tabela 10 - Quantidade e qualidade média da água residual afluente à ETAR de Santa Cruz/Silveira ... 41
Tabela 11 - Histórico dos caudais da ETAR de Fernão Ferro em 14 dias de Outubro de 2017 ... 43
Tabela 12 - Volumes efetivos de cloreto férrico a dosear em cada copo no ensaio de jar-test ... 47
Tabela 13 - Obtenção das doses de lama a aplicar ... 49
Tabela 14 – Síntese do procedimento experimental ... 61
Tabela 15 - Caracterização da água residual bruta da ETAR de Santa Cruz ... 64
Tabela 16 - Caracterização das lamas pulverizadas ... 64
Tabela 17 - Caracterização do sobrenadante do jar-test com utilização do cloreto férrico como coagulante ... 64
Tabela 18 - Caracterização do sobrenadante do jar-test com utilização de lamas da ETA da Asseiceira como coagulante ... 64
Tabela 19 - Caracterização do sobrenadante do jar-test com utilização de lamas da ETA de Santa Águeda como coagulante ... 64
Tabela 20 - Caracterização da água residual bruta da ETAR de Santa Cruz ... 65
Tabela 21 - Caracterização do sobrenadante do jar-test com utilização do cloreto férrico como coagulante ... 65
Tabela 22 - Caracterização do sobrenadante do jar-test com utilização de lamas da ETA da Asseiceira como coagulante ... 65
Tabela 23 - Caracterização do sobrenadante do jar-test com utilização de lamas da ETA de Santa Águeda como coagulante ... 65
Tabela 24 - Caracterização do sobrenadante do jar-test sem adição de coagulantes... 65
Tabela 25 - Caracterização da água residual bruta da ETAR de Castelo Branco ... 66
Tabela 26 - Caracterização das lamas espessadas ... 66
Tabela 27 – Caracterização da solução de alumínio recuperado ... 66
Tabela 28 - Caracterização do sobrenadante do jar-test com utilização do cloreto férrico como coagulante ... 66
Tabela 29 - Caracterização do sobrenadante do jar-test com utilização da SAR como coagulante ... 66
Tabela 30 - Caracterização do sobrenadante do jar-test sem adição de coagulantes... 66
Tabela 31 - Caracterização da água residual bruta da ETAR de Fernão Ferro ... 67
Tabela 32 - Caracterização da solução de alumínio recuperado da ETA da Asseiceira... 67
Tabela 34 - Caracterização do sobrenadante do jar-test com utilização da SAR como coagulante ... 67
Tabela 35 - Caracterização do sobrenadante do jar-test sem adição de coagulantes... 67
Tabela 36 - Remoções do ensaio com recurso ao cloreto férrico em relação à amostra bruta ... 71
Tabela 37 - Remoções do ensaio com recurso a lama da ETA da Asseiceira em relação à amostra bruta ... 71
Tabela 38 - Remoções do ensaio com recurso a lama da ETA de Sta. Águeda em relação à amostra bruta ... 71
Tabela 39 - Remoções do ensaio com recurso ao cloreto férrico em relação ao controlo ... 74
Tabela 40 - Remoções do ensaio com recurso a lama da ETA da Asseiceira em relação ao controlo ... 74
Tabela 41 - Remoções do ensaio com recurso a lama da ETA de Santa Águeda em relação ao controlo 74 Tabela 42 - Processo de acidificação com a taxa de recuperação de alumínio ... 77
Tabela 43 - Volume de ácido necessário para baixar o pH da lama para 2 para diferentes concentrações ... 77
Tabela 44 - Remoções do ensaio com recurso ao cloreto férrico em relação ao controlo ... 77
Tabela 45 - Remoções do ensaio com recurso à SAR em relação ao controlo ... 77
Tabela 46 - Processo de acidificação com a taxa de recuperação de alumínio ... 81
Tabela 47 - Volume de ácido necessário para baixar o pH da lama para 2 para diferentes concentrações ... 81
Tabela 48 - Remoções do ensaio com recurso ao cloreto férrico em relação ao controlo ... 81
Lista de abreviaturas
CAP – Carvão Ativado em Pó
CBO – Carência Bioquímica do Oxigénio CQO – Carência Química de Oxigénio CSI - Centrifugal settleability index CST - Capilary Suction Time
DPA – Decantação Primária Assistida DPC – Decantação Primária Convencional ECC - Equivalentes de Carbonato de Cálcio
LETA – Lamas produzidas numa Estação de Tratamento de Água Pt – Fósforo Total
1. Introdução
A água é um bem essencial, pelo que tem de ser garantida para a subsistência dos ecossistemas, do homem e do seu desenvolvimento (Dassanayake et al., 2015). Por outro lado, a tendência para a urbanização e rápido crescimento populacional tem levado a uma procura crescente por água potável (Ahmad et al., 2016).
Desde 1993 até à atualidade, a percentagem de água segura que abastece Portugal passou de 50% para quase 100% (ERSAR, 2017).
Perante este crescimento, a indústria da água tem sido objeto de um grande crescimento nas últimas décadas, de modo a fazer face à inevitável procura por água potável.
As águas de origem superficial, como rios e albufeiras representam cerca de 67% das captações a nível nacional (ERSAR, 2017). Estas águas transportam partículas coloidais, sólidos e alguma matéria orgânica suspensa e se forem consumidas sem o devido tratamento podem causar problemas graves de saúde (Ahmad et al., 2016; Davis & Edwards, 2014).
As operações e processos de coagulação-floculação-decantação têm como principal objetivo a remoção destas partículas da água. O seu princípio de funcionamento é fazer com que as partículas em suspensão se agreguem em flocos de dimensões tais que seja possível a sua remoção através de uma sedimentação simples (Droste, 1997). Para tal são adicionados coagulantes e floculantes à água. Este processo é acompanhado por uma operação de filtração que tem como objetivo a remoção das partículas remanescentes que não foram removidas no processo de coagulação-floculação-decantação. No entanto, os filtros têm um limite para a quantidade de matéria que conseguem reter, necessitando de lavagens periódicas.
Estes processos produzem, de forma inevitável, subprodutos designados por lamas de ETA (LETA) e constituem parte integral dos resíduos produzidos pelas ETA (Babatunde & Zhao, 2007). Estas são constituídas essencialmente por hidróxidos metálicos precipitados, matéria orgânica e inorgânica suspensa e dissolvida, tendo maiores percentagem de argilas, siltes e areias (Ahmad et al., 2016; Dassanayake et al., 2015). Devido essencialmente às concentrações elevadas de hidróxidos metálicos, as LETA podem potenciar impactes ambientais e sociais (Sampaio, 2017), sendo geralmente consideradas um resíduo industrial não-perigoso com denominação LER 19 09.
Só em Portugal, estima-se que sejam produzidas cerca de 66 000 ton/ano de lamas cujo destino final é, normalmente, a deposição em aterro sanitário (Boaventura, 2000). Sendo esta solução dispendiosa e insustentável do ponto de vista ambiental, torna-se imperativo encontrar soluções para a sua reutilização.
De modo a conseguir cumprir com estas normas, as ETAR incluem órgãos na sua linha de tratamento onde é efetuada a remoção de compostos pela via física, química e biológica. Numa ETAR convencional, o processo biológico a que se recorre mais frequentemente é as lamas ativadas, onde microrganismos sintetizam carbono orgânico com consumo de oxigénio (processo aeróbio). Neste processo, o consumo energético representa cerca de 40 a 65% dos custos totais de energia das ETAR (FCT-UNL & Águas do Oeste, 2015).
Com o objetivo de reduzir estes consumos energéticos, começa a haver um crescente interesse em otimizar os processos de decantação primária de modo a diminuir a carga afluente aos processos biológicos e consequentes gastos energéticos. Assim, recorre-se comummente à adição de coagulantes como o cloreto férrico, que promove a agregação e precipitação de partículas suspensas, matéria orgânica e fósforo, que podem ser removidas na operação de decantação primária. Estima-se ser possível reduzir em cerca de 25% do consumo energético nos reatores biológicos aeróbios com a inclusão do processo de decantação primária assistida (De Feo et al., 2012).
Deste modo, evidencia-se a oportunidade de aliar a valorização de um resíduo que até aos dias de hoje não tem um destino apropriado (lamas de ETA), à necessidade que as ETAR têm de tornar os seus processos mais eficientes e económicos sem que seja comprometida a qualidade da água descarregada para o meio ambiente.
2. Objetivo
Com este trabalho, pretende-se contribuir para o estudo da viabilidade da valorização de lamas de ETA (LETA) no tratamento de água residual, pretendendo-se também a otimização da operação de decantação primária assistida com a aplicação deste resíduo.
3. Revisão Bibliográfica
3.1.
Coagulação, Floculação e Decantação
3.1.1.
Turvação e partículas coloidais
A presença de turvação em águas é muito relevante pois pode contribuir para causar problemas potenciais para a saúde, associados nomeadamente à presença de matéria orgânica suspensa, bactérias, protozoários e microrganismos que podem estar adsorvidos a partículas e coloides (Davis & Edwards, 2014).
Os coloides têm sempre associada uma carga elétrica, que é normalmente negativa (Duan & Gregory, 2003). Esta carga atrai iões de carga oposta para a superfície do coloide, formando uma camada rígida de iões (camada de Stern), que por sua vez atrai iões negativos e positivos numa segunda camada mais dispersa, formando assim uma dupla camada, como é representado na figura 1. Este fenómeno é responsável pela repulsão entre as partículas coloidais numa solução (Metcalf & Eddy, 2003).
Figura 1 - Modelo de Stern da dupla camada (Daltin, 2011)
Com dimensões compreendidas entre 0,01 e 1 µm, as forças de repulsão entre estas partículas são predominantes em relação às forças de atração de Van der Waals (que são fracas devido à sua massa reduzida) (Schneider et al., 2011).
Devido a estas propriedades, e atendendo à grande influência dos movimentos brownianos nesta escala, os coloides encontram-se estáveis (i.e. dispersos na solução), conferindo à água a turvação anteriormente referida.
3.1.2.
Coagulação
A coagulação é o processo de destabilização das cargas das partículas coloidais. Neste, é adicionado um sal metálico, de alumínio ou de ferro, que são os mais utilizados em águas e águas residuais, respetivamente.
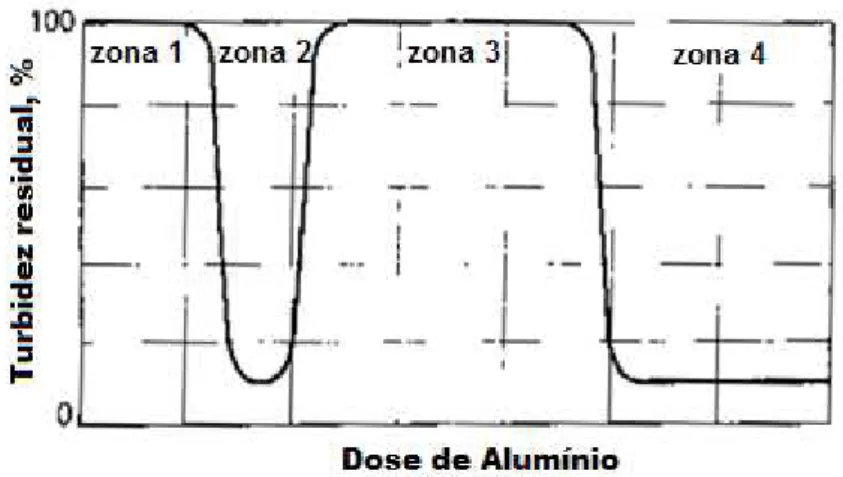
É possível serem definidas 4 zonas para diferentes concentrações de sal metálico doseado, cada uma com diferentes mecanismos de atuação na solução (Duan & Gregory, 2003). Na figura 2 está representada a relação entre cada zona e a turvação residual após a coagulação-floculação-decantação:
• Zona 1: Dose muito baixa de coagulante; coloides com carga negativa e estáveis. • Zona 2: Dose suficiente para se dar neutralização de cargas e a coagulação. • Zona 3: Doses superiores neutralizam e revertem as cargas dos coloides,
restabilizando-os na solução.
• Zona 4: “Sweep coagulation” - Doses ainda maiores originam precipitado de hidróxidos em quantidades significativas, arrastando a matéria em suspensão
Figura 2 - Relação entre as doses de alumínio e a turvação residual (Adaptado de Metcalf & Eddy, 2003)
3.1.2.1.
Adsorção e neutralização de cargas com produtos de hidrólise
Figura 3 – Reação do sal de alumínio com a água e bases constituintes da alcalinidade
Figura 4 - Sequência de reações de hidrólise do sal de alumínio com a água
Dependendo especialmente do pH da solução e da concentração de Alumínio, os monómeros formados (representados na figura 4) têm o potencial para a formação de estruturas polinucleares com pontes duplas de hidroxilos, com a sequência proposta na figura 5 (Tang, Xiao, & Wang, 2015):
Figura 5 - Sequência de formação de estruturas polinucleares com o sal de alumínio
Quanto maior for o composto polimérico formado, maior será a área superficial que adsorve as partículas em suspensão, e mais eficiente será o processo.
3.1.2.2.
Reversão das cargas dos coloides
A reversão das cargas dos coloides é um fenómeno que até aos dias de hoje ainda não foi suficientemente compreendido. Contudo, todas as especulações indicam que, para concentrações superiores de sal doseado, em relação às concentrações necessárias para a neutralização das cargas (referido anteriormente), os coloides revertem a sua carga e voltam a ficar estáveis na solução (Pianegonda et al., 2005; Schneider et al., 2011). O resultado é não haver remoção de turvação na solução.
3.1.2.3.
“
Sweep coagulation
”
-
Precipitação por arrastamento
Ao serem doseadas quantidades mais significativas de coagulante à água, são também produzidas grandes quantidades de agregados de hidróxidos na forma de Me(OH)3, que, ao
sedimentarem arrastam consigo a matéria suspensa presente na água (Metcalf & Eddy, 2003). A carga destes hidróxidos é positiva e os coloides encontrados na água têm maioritariamente carga negativa, como consequência, dá-se uma agregação electroestática entre eles (Ghernaout, 2012).
sólidos, havendo também a possibilidade de se formarem pontes entre hidróxidos o que torna os agregados mais fortes. Outro fator que promove uma maior remoção da matéria suspensa é o facto dos hidróxidos terem uma estrutura relativamente aberta, de modo a que, até um aglomerado pequeno tem uma boa probabilidade de capturar outras partículas (Duan & Gregory, 2003).
Verificou-se também para este mecanismo de coagulação que, para uma certa condição de pH e de temperatura, o aumento progressivo da concentração de coagulante apenas aumenta a formação de lamas não havendo acréscimo na remoção de matéria suspensa (Duan & Gregory, 2003).
3.1.2.4.
Solubilidade dos sais metálicos de Alumínio e Ferro
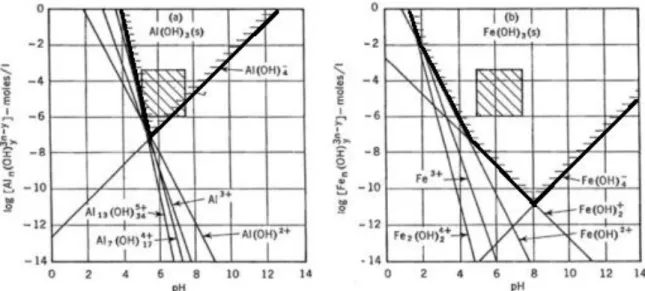
Ao ser doseado um sal metálico a uma solução aquosa, são formados hidróxidos metálicos. As formas com que estes se apresentam depende da concentração doseada e do pH da solução. No caso específico dos sais metálicos de Alumínio e Ferro (Al3+ e Fe3+) é notável que, com o
aumento do pH são formadas espécies dissolvidas de Me3+ com OH- como o Me(OH)2+ e
+ 2
Me(OH) , se a concentração de OH- for suficiente (i.e. para um valor mínimo de pH) começam
a formar-se precipitados na forma de Me(OH)3. Se o pH continuar a aumentar este precipitado
volta a dissolver-se parcial ou totalmente sob a forma de Me(OH)-4 (Hem & Roberson, 1967). Esta progressão de hidrolisação com o aumento do pH é representada na figura 4 para o caso do Alumínio, sendo válida da mesma forma para o sal de Ferro.
Figura 6 - Diagrama da solubilidade para os sais de Al3+ e Fe3+ relativamente à concentração e pH
(Stumm & O’Melia, 1968)
3.1.2.5.
Operação associada ao processo de coagulação
A operação na etapa de coagulação (i.e., adição e dispersão de sal metálico na solução) deverá ser rápida e intensa, pois os sais metálicos começam a hidrolisar e a formar compostos poliméricos numa fração de segundo após serem adicionados à água (Metcalf & Eddy, 2003). Segundo Davis & Edwards (2014), há uma relação entre as condições de mistura e a especiação do alumínio, com uma maior precipitação de hidróxido de alumínio para uma mistura mais intensa e a formação de compostos polinucleares para uma mistura mais lenta. O autor também refere que uma mistura inadequada provoca gradientes de pH na solução, resultando numa reação não homogénea.
Devido à variabilidade das características de diferentes águas e à complexidade das reações com a adição de sais metálicos, a determinação do tipo de coagulante e respetiva dose ideal deverá ser avaliada em reatores piloto ou através de jar-test (Metcalf & Eddy, 2003).
3.1.2.6.
Coagulantes utilizados
Atualmente estão disponíveis uma grande quantidade de coagulantes que podem ser utilizados nos mais variados casos e necessidades de tratamento. A capacidade de um agente para a coagulação depende da sua carga.
Na Tabela 1 resumem-se alguns coagulantes que poderão ser utilizados no tratamento de águas de abastecimento e águas residuais, com o poder relativo de coagulação para cada um.
Tabela 1 - Poder relativo de coagulação de vários coagulantes utilizados em tratamento de águas (Droste,
1997)
Sal metálico Poder relativo de coagulação (Schultze-Hardy) Coloides positivos Coloides negativos
NaCl 1 1
Na2SO4 30 1
Na3PO4 1000 1
BaCl2 1 30
MgSO4 30 30
AlCl3 1 1000
Al2(SO4)3 30 >1000
FeCl3 1 1000
Fe2(SO4)3 30 >1000
Comparando os dois diagramas apresentados na figura 6, admite-se que os coagulantes de ferro poderão ser mais eficientes quando o mecanismo de sorção de contaminantes é predominante. No entanto, os coagulantes de alumínio podem ser mais eficientes nos casos em que a neutralização de cargas e complexação de espécies de hidróxidos são mecanismos de coagulação mais importantes (Davis & Edwards, 2014).
chloride). Este coagulante pré-hidrolisado parece tornar a coagulação mais eficiente a temperaturas baixas e também produzem uma menor quantidade de lamas. Pelo facto de estes estarem parcialmente neutralizados, têm menor efeito no pH da água a ser tratada e, consequentemente, reduzem a necessidade de correção de pH após este processo (Duan & Gregory, 2003).
Ferrari Gualberto (2009), refere que os sais de alumínio são mais seguros, menos corrosivos e produzem menos lamas quando comparados com os sais de ferro, contudo, as lamas formadas têm maiores dificuldades em ser espessadas e desidratadas.
3.1.3.
Floculação
A floculação é o termo utilizado para se referir à agregação de partículas finas ou partículas destabilizadas quimicamente (através de coagulantes). É um processo exclusivamente físico, caracterizando-se como uma fase de transporte de partículas que as leva a colidirem entre elas formando flocos que, com dimensões superiores, são mais facilmente removidas por sedimentação ou filtração (Droste, 1997; Metcalf & Eddy, 2003).
A floculação pode ser materializada por indução de um gradiente de velocidade ou por sedimentação diferenciada (figura 7), sendo a primeira mais comum em tratamento de água de abastecimento e a segunda mais comum em tratamento de águas residuais (Metcalf & Eddy, 2003).
Figura 7 - Tipos de floculação (Adaptado de Metcalf & Eddy, 2003)
Para que o processo de floculação seja mais eficiente é comum a adição de polímeros, também denominados por polieletrólitos. Os polímeros são macromoléculas compostas por uma série de monómeros unidos por ligações covalentes. Os polímeros podem ser classificados quanto à sua carga, podendo ser catiónicos, aniónicos ou não iónicos (Sartori, 1998).
3.1.4.
Alumínio no ambiente, riscos para a saúde e valores de referência
O alumínio é um metal extremamente abundante, representando 8% da crosta terrestre e apresenta-se frequentemente sob a forma de feldspatos (KAlSi3O8) ou bauxite (Al2O3·nH2O), que
podem facilmente libertar o alumínio por lixiviação e entrar em qualquer fonte de água (Water Quality Association, 2014). No ambiente, as concentrações de alumínio podem variar muito consoante fatores físico-químicos e mineralógicos, sendo possível observar-se concentrações de alumínio dissolvido entre 0,001 a 0,05 mg/L para água mais neutras e 0,5-1mg/L para água mais ácidas ou ricas em matéria orgânica (World Health Organization (WHO), 2010). Em águas subterrâneas é possível encontrar valores entre os 0,1 e 8 mgAl3+/L (Water Quality Association,
2014).
Segundo vários estudos epidemiológicos levados a cabo nos últimos anos, verifica-se uma relação positiva entre a presença de alumínio na água de abastecimento e a doença de Alzheimer, pelo que esta hipótese não poderá ser totalmente rejeitada, no entanto, nenhum estudo é conclusivo quanto a uma relação causal entre estes dois fatores. Tal deve-se ao facto de haver muitas possíveis fontes de alumínio a que a população poderá estar exposta (World Health Organization (WHO), 2010).
Tabela 2 - Valores de referência de concentração de alumínio dissolvido para águas de abastecimento
País/Organização Natureza do limite Valor Referência
FAO/OMS Ingestão semanal
tolerável (provisório) 1 mg/kg·sem. Krewski et al., 2007
OMS Orientação para água de abastecimento
0,1 mg/L (grandes instalações e 0,2
mg/L (pequenas instalações
Krewski et al., 2007; Water Quality Association, 2014; World Health Organization
(WHO), 2010)
UE Diretiva para água de
abastecimento 0,2 mg/L Krewski et al., 2007
EUA
Regulação secundária de para água de
abastecimento*
0,05 – 0,2 mg/L Krewski et al., 2007; Water Quality Association, 2014
Austrália
Orientação para água de abastecimento
(estética)
0,2 mg/L Krewski et al., 2007
Canadá Orientação para água
de abastecimento 0,1 – 0,2 mg/L
Krewski et al., 2007; Water Quality Association, 2014
Em estudos realizados em várias regiões do globo foi possível apurar alguns valores para a concentração de alumínio em águas de abastecimento (World Health Organization (WHO), 2010):
• Na região oeste da Alemanha verificou-se uma média de 0,01 mg/L, enquanto os níveis de 2,7% do abastecimento público na região ultrapassam os 0,2 mg/L
• Em Ontario, Canadá, a média de 75% do abastecimento está abaixo dos 0,1 mg/L, variando entre 0,04 e 0,85 mg/L. Mais recentemente, verificou-se que águas provenientes de fontes de água superficial e que usam sais de alumínio no tratamento têm uma média de 0,101 mg/L de alumínio solúvel na rede de abastecimento.
• No Reino Unido, as concentrações de 0,7% da água (553 amostras) continham mais de 0,2 mg/L
• Nos Estados Unidos da América, num estudo em 186 redes de abastecimento verificou-se uma concentração entre 0,03 e 0,1 mg/L. Para instalações que utilizam sulfato de alumínio como coagulante verificou-se uma média de 0,1 mg/L com um máximo de 2,7 mg/L.
• Num outro estudo realizado nos Estados Unidos da América, a concentração de alumínio provenientes de instalações que utilizam sulfato de alumínio variaram entre 0,01 e 1,3 mg/L, com uma média de 0,16 mg/L.
3.2.
Decantação primária assistida
3.2.1.
Principais características
A decantação primária assistida (DPA), também conhecida por CAPS (Chemically Assisted Primary Sedimentation) ou CEPT (Chemically Enhanced Primary Treatment) consiste na adição de químicos (sais metálicos e/ou polímeros na forma de polieletrólitos orgânicos) (De Feo et al., 2008), promovendo a coagulação, floculação e sedimentação de sólidos suspensos e dissolvidos no decantador primário (Neupane et al., 2008).
A DPA aumenta a eficiência de remoção no tratamento primário, pode reduzir o volume total de lamas numa ETAR e remove fósforo e metais pesados (Figueiredo et al., 2005; Metcalf & Eddy, 2003; Neupane et al., 2008; Poon & Chu, 1999). Chagnon & Harleman (2005) refere que o aumento de carga hidráulica na DPA poderá chegar ao dobro em relação ao tratamento primário convencional. Figueiredo et al. (2005), concluiu que é possível aumentar a carga hidráulica em 65% em relação à decantação primária convencional (DPC).
Segundo Chagnon & Harleman (2005) e Poon & Chu (1999), a DPA é quase tão eficiente como o tratamento secundário de uma ETAR. Poon & Chu (1999) acrescenta que, em alguns casos específicos, a DPA pode até mesmo dispensar o tratamento secundário.
Embora a DPA tenha sido utilizada pela primeira vez em França, por volta de 1840, o seu uso foi abandonado com o aparecimento dos reatores biológicos e a sua utilização apenas foi recuperada nos anos 60 (Riffat, 2013). Nos últimos 20 anos a DPA tem vindo a ser cada vez mais influente com o desenvolvimento de coagulantes e floculantes mais eficazes, requisitos de tratamento cada vez mais exigentes e a necessidade de tratamentos com menores custos energéticos, principalmente nos países em desenvolvimento (De Feo et al., 2008).
Na Tabela 3 são apresentados alguns valores de referência quanto à remoção de CBO5,
CQO, Pt e SST com a operação de DPA, fazendo-se uma comparação com a DPC, efetuando-se ainda uma estimativa do acréscimo médio de remoção entre os dois métodos de tratamento. Decorrente da falta de dados relativamente à eficiência de remoção de CQO em DPC, efetuou-se uma estimativa baefetuou-seada na CBO5 removida na DPC e na diferença na remoção entre a CQO
Tabela 3 - Eficiências de remoção de CBO5, CQO, Pt e SST em decantação primária convencional e
assistida
Tipo de decantação
Eficiência de remoção (%)
Referências
CBO5 CQO Pt SST
DPC
30 – 40 - - 50 – 70 (Qasim, 1994) 1
25 – 40 - 5 – 10 50 – 70 (De Feo et al., 2012) 1
25 – 40 - - 50 – 70 (Metcalf & Eddy, 2003) 1
DPA
- 76 – 79 91 – 95 90 – 92 (Ødegaard, 1998) 3
50 – 66 55 – 75 82 – 87 80 – 95 (Figueiredo et al., 2005) 2
55 – 80 - 65 – 95 70 – 90 (Poon & Chu, 1999) 1
40 – 80 30 – 70 65 – 95 60 – 90 (De Feo et al., 2012) 2
Acréscimo médio
de eficiência 22 - 35 24 - 35 71 - 83 22 - 25 -
1 Valores teóricos
2 Valores obtidos à escala real
3 Valores obtidos à escala laboratorial, através de jar-test
A amplitude entre os valores de eficiência mínima e máxima de remoção para os diferentes autores deve-se à influência de fatores específicos de cada zona como por exemplo os químicos utilizados e as suas doses, as características da água residual bruta (ARB), o modo de operação, a configuração da ETAR, etc. Como tal, é efetuada uma revisão da influência que estas variáveis poderão ter sobre a DPA, fazendo-se também uma breve observação da possível implementação da mesma, bem como os efeitos subsequentes nos órgãos da ETAR.
3.2.2.
Características da água residual bruta
Como já foi referido, o desempenho da DPA depende muito das características da água residual, nomeadamente SST, turvação, CBO, CQO, distribuição das dimensões das partículas, septicidade, etc (Riffat, 2013).
As dimensões das partículas é um dos fatores fulcrais que determinam a velocidade de sedimentação das mesmas em água residual, segundo a lei de Stokes. Evidencia-se assim a vantagem da utilização de químicos, que promovem a agregação de partículas de menores dimensões. Como consequência são formados flocos de dimensões superiores, com velocidade de sedimentação superior (Metcalf & Eddy, 2003; Neupane et al., 2008).
Tabela 4 - Fração da CQO correspondente a vários intervalos de dimensões de partículas. (Ødegaard, 1998)
Dimensões das partículas (µm) < 0,08 0,08 - 1,0 1 - 100 > 100
% CQO 25% 15% 25% 35%
No entanto, Ødegaard (1998) afirma ainda que estas frações podem variar, explicando que a tipologia da rede de drenagem é um fator significativo para a distribuição do tamanho das partículas na água residual. O estado de corrosão, inclinação e comprimento da rede têm influência na predominância de processos biológicos aeróbios/anaeróbios nos regimes hidráulicos turbulentos/laminares.
Por exemplo, para uma rede de drenagem inserida num perfil plano, a bombagem da água residual é frequente. Neste caso, as tubagens estão quase sempre cheias, o que favorece tanto a criação de biofilme nas paredes (que adsorve e hidrolisa matéria particulada), como cria condições favoráveis à predominância de processos biológicos anaeróbios. Ultimamente, é esperado que a matéria orgânica afluente à ETAR seja mais solúvel, facilmente biodegradável (ácidos orgânicos), enquanto o teor de matéria orgânica dificilmente biodegradável e partículas coloidais é reduzida (Ødegaard, 1998).
Por outro lado, se o perfil for acidentado, a rede terá maior declive e a água residual fluirá mais rapidamente. Com isto, a superfície livre nas tubagens será maior e a turbulência criada facilita o arejamento da água, favorecendo a predominância de processos aeróbios. Ultimamente, é esperado que o teor de matéria orgânica dificilmente biodegradável e partículas coloidais seja superior. Conclui-se que a DPA terá maior vantagem neste caso do que no caso acima descrito (Ødegaard, 1998).
Para uma rede muito extensa, o tempo de transporte possibilita uma maior degradação da matéria suspensa. A perda de carga associada ao comprimento faz acrescer a necessidade de estações elevatórias. O tempo de transporte e o regime turbulento associado à bombagem provoca um maior fracionamento das partículas. Consequentemente, é esperada uma predominância de partículas com menores dimensões (Neupane et al., 2008).
3.2.3.
Modo de Operação
3.2.3.1.
Introdução
O modo de operação em relação à adição de reagentes na DPA tem o mesmo princípio de uma coagulação-floculação-decantação no tratamento de água para abastecimento, apesar de se dar ao longo de uma linha de tratamento totalmente distinta, como é possível observar na figura 8.
Figura 8 - Esquema do modo de operação da DPA numa ETAR convencional (Adaptado de
De Feo et al., 2008)
3.2.3.2.
Coagulação
Odegaard (1998), baseando-se na teoria da coagulação em águas de abastecimento, afirma que a reação dos sais de ferro com a água é muito rápida e que, por esse motivo é necessária uma mistura rápida e intensa.
No entanto, Neupane et al. (2008) desenvolveu ensaios laboratoriais que provam não haver variação significativa na remoção de SNS, turvação e fósforo total para gradientes entre os 100 e os 770 s-1 na etapa de mistura rápida. O mesmo autor ainda verificou não haver aumento
significativo no desempenho da operação para tempos de mistura superiores a 60 segundos.
3.2.3.3.
Floculação
Relativamente à mistura lenta, ou floculação, vários autores afirmam não haver diferença significativa de remoção para além dos 10 minutos de mistura com adição de polímeros, enquanto sem essa adição é recomendado um tempo mínimo de 20 minutos, para um gradiente constante de 42 s-1 (50 r.p.m) (Neupane et al., 2008; D. Parker et al., 2000; Riffat, 2013).
Com recurso ao Jar-test, Neupane et al. (2008) demonstrou que uma floculação com gradiente decrescente (de G = 42 s-1 (50 r.p.m.) para G = 32 s-1 (40 r.p.m.) para G = 22 s-1 (30 r.p.m.)) é
3.2.3.4.
Decantação
Na operação de decantação, com uma adição constante de 5 mg/L de Fe3+ para todos os
ensaios, Neupane et al. (2008) verificou que, com a adição de floculante (0,2 mg/L), aos 5 minutos de floculação, há um acréscimo na remoção de SNS em 12% em relação ao não doseamento de polímero. Aos 20 minutos esta diferença é reduzida para 1%, não havendo um acréscimo de remoção com o aumento do tempo de decantação, tanto com o uso de polímero como sem o seu uso.
3.2.4.
Implementação em ETAR
A DPA é relativamente fácil de implementar e pode servir, em muitos casos, na reabilitação de uma ETAR convencional (figura 8) sem alterações significativas das infraestruturas existentes, nem alteração da linha de tratamento (Chagnon & Harleman, 2005; De Feo et al., 2012; Sarparastzadeh et al., 2007).
Quando implementada de raiz numa ETAR, face as elevadas remoções que promove, a DPA permite a redução das dimensões das unidades subsequentes, podendo assim reduzir os custos de capital fixo (Chagnon & Harleman, 2005; Figueiredo et al., 2005). Segundo Chagnon & Harleman (2005), os custos de capital fixo de uma ETAR com DPA podem ser reduzidos em aproximadamente 25% relativamente a uma ETAR com DPC, na medida em que é possível reduzir significativamente as dimensões dos decantadores primários e do reator biológico. Os custos de operação poderão também ser reduzidos para metade relativamente a uma ETAR com DPC, sendo que apesar do custo acrescido com coagulante, é também possível reduzir consideravelmente os custos com o arejamento bem como com a deposição de lamas, como será mais detalhadamente referido no próximo capítulo.
Deste modo, as condições ótimas para se obter o maior benefício desta tecnologia é em ETAR equipadas com decantador primário e com digestor anaeróbio com aproveitamento de biogás, já que a presença de sais metálicos pode potenciar a fixação de sulfitos, promovendo uma produção energética mais eficiente na cogeração (De Feo et al., 2012).
Esta tecnologia também trás vantagens para ETAR com grandes variações na carga orgânica e no caudal afluente, sendo possível adequar a dose de químicos às necessidades de remoção e de caudal. Um exemplo deste cenário são as ETAR que se situam perto de zonas costeiras (De Feo et al., 2012; Figueiredo et al., 2005; Ødegaard, 1998).
3.2.5.
Efeitos da aplicação da DPA em ETAR
3.2.5.1.
Introdução
Neste capítulo serão abordados os efeitos que a DPA tem sobre os processos a jusante da decantação primária, nomeadamente no tratamento secundário, na qualidade das lamas e numa eventual digestão anaeróbia.
Para além dos vários autores consultados, considerou-se pertinente referenciar um caso de estudo desenvolvido por De Feo et al. (2012) pelo facto deste estudo abordar os efeitos da DPA em todos os processos que serão abordados neste capítulo com valores obtidos à escala real. Neste caso de estudo é efetuada a aplicação da DPA na ETAR de Avellino, em Itália, com 140,000 hab. eq., fazendo-se uma comparação entre três cenários distintos de funcionamento: Não intervenção ou recurso a decantação primária convencional (A); Decantação primária assistida (B); Decantação primária assistida com tratamento e deposição separativa de lamas primárias e secundárias (C).
A linha de tratamento da fase líquida tem a seguinte sequência: grade de barras, desarenador, decantador primário, reator biológico anóxico seguido de aeróbio, decantador secundário, filtração biológica submersa e desinfeção.
A linha de tratamento da fase sólida tem a sequência seguinte: espessador gravítico, digestor anaeróbio com aproveitamento de biogás, acondicionamento químico e desidratação com centrífuga e filtro de banda.
Convencionalmente, as lamas primárias e secundárias são misturadas a montante do espessador gravítico (cenários A e B).
O efeito que a DPA tem sobre o tratamento biológico tem em conta apenas os cenários A e B, visto que o cenário C apenas tem em conta a forma como o tratamento das lamas é gerido. Pela realização de jar-test foi selecionado, para a realização da DPA, o coagulante Ecofloc CP à concentração 40 mg/L e polieletrólito aniónico à concentração de 0.1 mg/L, tendo sido esta a solução que conseguiu maior remoção de CQO (41,1%).
Os dados para a realização deste caso de estudo foram obtidos ao longo de 8 meses, com um período de 6 horas por dia (nas horas de maior afluência de caudal e carga orgânica).
A análise económica do caso de estudo permitiu concluir que o custo de tratamento da água residual é de 0.082 €/m3, 0.072 €/m3 e 0.069 €/m3 para os cenários A, B e C, respetivamente.
3.2.5.2.
Efeitos no tratamento secundário (biológico)
irá conduzir sempre a um decréscimo na necessidade de oxigénio. Consequentemente, os gastos energéticos com os compressores também baixam (De Feo et al., 2012).
Frações mais pequenas de partículas biodegradam-se mais rapidamente que frações de maiores dimensões (Ødegaard, 1998). De Feo et al. (2012) acrescenta que uma grande percentagem da CQO, associada a partículas supracoloidais (25%, segundo a tabela 4), é caracterizada por ter uma biodegradabilidade lenta. Este resultado sugere que a eliminação destas partículas antes do tratamento biológico promove uma maior eficiência do mesmo, sendo possível obter maiores remoções num menor período de tempo.
No caso de estudo desenvolvido por De Feo et al. (2012) foi possível estimar um decréscimo no consumo energético de cerca de 24% entre os cenários A (DPC) e B (DPA).
3.2.5.3.
Efeitos nas lamas
Um dos efeitos mais evidentes nas lamas que advêm da utilização de coagulantes na decantação primária é a produção excessiva de lamas, que chegam a ser entre 1,5 a 2,0 vezes superior em relação ao tratamento primário convencional (Xu et al., 2009).
No caso de estudo desenvolvido por De Feo et al. (2012) foi possível verificar um aumento de produção de lamas primárias de 43,3%, passando de uma produção de 8.710,5 m3 para 12.515,4
m3. Contudo, verificou-se também um decréscimo na produção de lamas biológicas de 30,1%,
devido a uma redução na razão F/M. Analisando a totalidade das lamas (primárias e biológicas), foi possível verificar uma produção de lamas ligeiramente inferior no caso em que se recorre à DPA (menos 0,0009 m3 lama / m3 de água residual).
É espectável que a concentração de metais pesados nas lamas seja mais alta quando se recorre à DPA devido à boa capacidade que os agentes coagulantes têm para remover estes compostos da água (Ferrari Gualberto, 2009).
Poon & Chu (1999) estudaram as características qualitativas das lamas com recurso a cloreto férrico e polímero em DPA analisando os parâmetros: teor de sólidos, Sludge Volume Index (SVI), Capilary Suction Time (CST), Centrifugal settleability index (CSI) e alguns metais pesados. Os seus resultados apresentam-se segundo a Tabela 5.
Pela sua análise, é possível verificar que o teor de sólidos é superior para a lama em que se adicionou coagulante e floculante, o que era esperado, visto que as adições destes químicos promovem a remoção de SST da água residual pela agregação das partículas. É possível verificar também que a lama produzida com a adição de cloreto férrico tem um valor de CST e CSI tanto mais baixo quanto maior a eficiência de remoção de sólidos. Os parâmetros CST e CSI têm ambos uma relação direta com a filterabilidade da lama, i.e., quanto menores os valores de CST e CSI, mais fácil será a desidratação da lama (Poon & Chu, 1999).
Tabela 5 - Características qualitativas das lamas em DPA (Poon & Chu, 1999)
10 ppm de FeCl3 + 0,1
ppm de polímero 2,28 49,5 108,9 50,67 4,60 3,85 1,05 30 ppm de FeCl3 + 0,5
ppm de polímero 2,64 37,3 123,5 42,83 4,95 4,15 1,25
O parâmetro SVI permite verificar as propriedades de espessamento da lama. É considerado que, para valores abaixo dos 100 mg/g, a lama tem uma boa sedimentabilidade e que, para valores acima dos 100mg/g poderá ocorrer problemas, como bulking nos órgãos mais a jusante. Na Tabela 5, verifica-se que o SVI tem tendência a aumentar com o aumento da dose de cloreto férrico e polímero. Este resultado pode ser justificado pelo facto de a adição de polímero formar pontes entre partículas, provocando assim o aumento do volume da lama (Poon & Chu, 1999). Tal como referido por Ferrari Gualberto (2009), é verificável na Tabela 5 que o teor de metais pesados presentes nas lamas aumenta com adição de coagulantes.
No caso de estudo desenvolvido por De Feo et al. (2012) é considerada a hipótese de ser feito um tratamento separativo das lamas primárias e biológicas. Com esta medida verifica-se haver algumas vantagens, nomeadamente porque as lamas secundárias têm características que as tornam aptas para a sua utilização na agricultura e por as lamas primárias terem melhores características físicas em relação a uma mistura das lamas primárias e secundárias, pois as primeiras permitem um espessamento e desidratação mais eficientes.
3.2.5.4.
Efeitos na digestão anaeróbia
A digestão anaeróbia de lamas pode ser afetada pela adição de coagulantes metálicos. Estes efeitos são, geralmente, a redução da eliminação dos sólidos voláteis e a diminuição da produção de biogás, verificando-se também uma diminuição do tempo de retenção hidráulico no digestor decorrente do aumento da afluência de lamas ao mesmo (Ferrari Gualberto, 2009).
Por outro lado, De Feo et al. (2012) afirma haver um aumento na produção de biogás, descorrente do aumento de lamas afluentes ao digestor. No seu caso de estudo verificou-se um aumento na produção de biogás de 10,9% entre o cenário A (DPC) e B (DPA com mistura de lamas) e um decréscimo de 17,9% na produção entre o cenário A (DPC) e C (DPA com separação de lamas). De Feo et al. (2012) conclui assim que, o decréscimo na produção de biogás no cenário C deve-se à diminuição do fluxo de lamas ao digestor (que só recebe lamas primárias), no entanto, verifica-se uma maior produção de biogás por m3 de lama afluente ao
3.2.6.
Vantagens e desvantagens
Para sumarizar a informação que foi possível avaliar na bibliografia analisada, resumem-se na Tabela 6 as vantagens e desvantagens que decorrem da utilização da DPA numa ETAR.
Tabela 6 - Principais vantagens e desvantagens que decorrem da utilização da decantação primária assistida em ETAR
Vantagens Desvantagens Ref.
• Aumento da eficiência no tratamento primário, nomeadamente na remoção de sólidos suspensos, matéria orgânica e nutrientes.
• Tratamento primário poderá operar a mais do dobro da carga hidráulica em relação ao tratamento convencional mantendo uma capacidade de remoção acrescida
• Quando implementada de origem permite reduzir a dimensão das infraestruturas, reduzindo os de capital fixo até 25% de uma ETAR com DPC com capacidade de tratamento idêntica podendo reduzir os custos de operação até 50% à de uma ETAR convencional
• A implantação numa ETAR é uma boa solução para a reabilitação, visto que não é necessária uma grande intervenção a nível de estrutura
• Maior produção de biogás, devido ao maior teor de matéria orgânica nas lamas primária, controlo de odores, melhor desidratação, controlo de H2S
no gás do digestor
• Redução da carga orgânica afluente ao reator biológico e consequente redução da razão F/M, permitindo a redução do consumo de oxigénio que leva a uma poupança energética
• Melhoramento das características químicas das lamas biológicas que potenciam o seu uso na agricultura
• Melhoramento da qualidade do efluente devido à menor produção de sólidos não sedimentáveis
• Características físicas das lamas primárias permitem um melhor espessamento e desidratação
• Capacidade para remoção de metais pesados
• Produção de lamas primárias cerca de 1,5 – 2,0 vezes superior ao tratamento primário convencional
• Maior atenção e intervenção do operador
• Dependendo do caso, há possibilidade para haver dificuldades para os
microrganismos na remoção de azoto por via biológica pois devido à grande capacidade de remoção de CQO no tratamento primário é possível que haja deficiências de carbono
• Alteração do pH, que possibilita o distúrbio da atividade microbiológica no tratamento secundário
• Custos com os químicos
• Dependendo do caso e do modo de aplicação também poderá haver deficiências ao nível do fósforo, que sendo removido com facilidade por precipitação poderá ser limitante no tratamento secundário
(Chagnon & Harleman, 2005; De Feo
et al., 2008, 2012; Ferrari
Gualberto, 2009; Figueiredo et
al., 2005; D. Parker et al., 2000; D. S.
Parker, Barnard, Daigger, Tekippe, & Wahlberg, 2001; Poon &
Chu, 1999; Xu, Yan, Wang, & Li,
3.3.
Lamas de ETA
3.3.1.
Introdução
Identificam-se por LETA (lamas de ETA), todos os resíduos produzidos durante os processos de tratamento numa ETA (Ahmad et al., 2016). No código LER, as LETA encontram-se no subcapítulo 19 09 –“Resíduos do tratamento de água para o consumo humano ou de água para consumo industrial”, sendo considerados geralmente como resíduos industriais não perigosos. No entanto, em alguns casos específicos podem também ser considerados como perigosos.
3.3.2.
Composição
As propriedades da lama de ETA dependem da qualidade da água bruta, do tipo de tratamento aplicado e da qualidade e pureza dos químicos adicionados, nomeadamente o tipo de coagulante, se é utilizado carvão ativado em pó (CAP) e se são utilizados polímeros. Contudo, de modo geral a lama é uma formação de estruturas amorfas gelatinosas constituídas por hidróxidos metálicos precipitados (cap. 3.1.2), matéria orgânica e inorgânica suspensa e dissolvida, argilas, siltes, alguns microrganismos e algumas substâncias químicas (Ahmad et al., 2016; Dassanayake et al., 2015; Verlicchi & Masotti, 2000). A variação destes parâmetros numa ETA está muito relacionada com a variação da qualidade da água bruta, por exemplo, se uma ETA tratar água bruta proveniente de uma fonte subterrânea (que geralmente tem pouca variação na qualidade), a quantidade e a qualidade das lamas geradas variam muito pouco. Noutra perspetiva, uma ETA que faça o tratamento de água superficial tem por vezes alterações acentuadas tanto na quantidade como na qualidade das lamas produzidas (Ahmad et al., 2016). No caso de Portugal, cerca de dois terços (67%) de toda a água que é distribuída tem origem superficial (ERSAR, 2017).
Tabela 7 - Valores de referência da qualidade média das LETA e valores limite no DL 276, 2009
Parâmetro Faixa Valor limite (mg kg-1) Referência
pH 5,12 – 8,00 -
Dassanayake et al. (2015) (valores de referência) ;Decreto-Lei
nº 276 (2009) (valor limite) EC (dS m-1) 0,36 – 1,66 -
CEC (cmol kg-1) 13,6 – 56,5 -
Areia (%) 60,4 – 69,0 -
Silte (%) 17 – 23 -
Argila (%) 14 – 16,6 -
Carbono Total (g kg-1) 127 – 188 - Matéria orgânica (g kg-1) 63 -144 - N total (g kg-1) 4,0 – 4,8 - NH4-N (g kg-1) 0,022 – 0,263 - NH3-N (g kg-1) 0,035 – 0,298 - P total (g kg-1) 3,13 – 3,5 - Al total (g kg-1) 27 – 153 - Fe total (g kg-1) 4,87 – 37 - Ca total (g kg-1) 2,2 – 11,7 - Mg total (g kg-1) 2,4 – 7,9 - Mn total (g kg-1) 0,8 – 2,99 - Zn total (mg kg-1) 53,3 – 160 2500 Cu total (mg kg-1) 35 – 624 1000 Ni total (mg kg-1) 10,9 – 60 300 Pb total (mg kg-1) 2,5 -69 750 Cr total (mg kg-1) 19,1 – 81 1000
Cd total (mg kg-1) 0,12 20
Hg total (mg kg-1) 0,02 – 0,46 16 Cl-1 (mg kg-1) 15,89 – 16,41 - SO4-2 (mg kg-1) 8,57 – 9,73 -
3.3.3.
Quantificação da produção
A quantidade de lamas que uma ETA produz, entre outros fatores, está muito dependente da diferença entre a qualidade da água captada e da água tratada, bem como da quantidade de água que é necessário tratar para abastecer os consumidores.
Entre 2000 e 2005 a percentagem de água segura consumida pelos portugueses passou de 77% para 94%, tendo vindo a estabilizar entre os 98 e 99% até à atualidade (ERSAR, 2017). Em 2000, a quantidade de água tratada foi de 788.906 m3 e apesar de ter sofrido um decréscimo em 2008
e 2009, as tendências indicam para o aumento deste volume (PORDATA, 2017). No mesmo ano, estima-se que a produção de LETA em Portugal tivesse sido de 66.000 toneladas (Boaventura et al., 2000).
Diogo (2008) aponta para o problema da eutrofização como tendo um papel preponderante na qualidade das águas superficiais. No seu estudo, é possível verificar um aumento significativo de albufeiras classificadas como eutrofizadas entre 1995 e 2006, verificando-se que 65 albufeiras, num total de 94 de albufeiras estudadas, estão eutrofizadas. As principais causas para este fenómeno é o aumento da disponibilização de fósforo proveniente de fontes antropogénicas.
Como consequência desta tendência, os custos de tratamento de água nas ETA também aumentam pois estas são levadas a fazer o uso ainda mais intensivo de sais metálicos e polímeros. Estes processos formam também uma parte integral das lamas produzidas (Babatunde & Zhao, 2007).
Não havendo dados disponíveis relativamente à evolução da produção de LETA em Portugal, é apenas possível especular que a quantidade de lamas produzidas por este setor pode ter sofrido um grande aumento nos últimos 17 anos. Devendo-se isto, em primeiro lugar, ao facto da qualidade da água abastecida ter melhorado significativamente entre 2000 e 2005 (ERSAR, 2017), o que invariavelmente aumenta o nível de exigência de eficiência das ETA. Em segundo lugar, verificou-se uma degradação das albufeiras nacionais entre 1995 e 2006 (Diogo, 2008). Estes dois fatores em paralelo obrigaram à reabilitação de muitas ETA. Como consequência destas reabilitações, também é natural que a produção de lamas tenha aumentado.
3.3.4.
Deposição e potenciais utilizações
No passado, a deposição de LETA era a descarga para águas superficiais sem qualquer tipo de tratamento, prática que ainda é feita por algumas empresas, apesar de já ser proibida por quase todos os regulamentos (Ahmad et al., 2016; Verlicchi & Masotti, 2000).
Em Portugal, apesar de ser expectável que a produção de lamas tenha aumentado significativamente nos últimos anos, a falta de clareza na legislação ou ausência dela, e o risco potencial de impactos adversos derivados de altos teores em alumínio e ferro, leva a que uma parte muito substancial das lamas produzidas sejam diretamente depositadas em aterro (Boaventura et al., 2000).
Em Itália, por exemplo, a situação é muito idêntica, sendo normal o destino final de LETA em aterros sanitários (com custos de 70€/tonelada) e só em casos pontuais são aproveitadas pela indústria cimenteira, esta opção constitui um custo de cerca de 50 milhões de euros por ano (Verlicchi & Masotti, 2000). No Reino Unido, devido à introdução da Environmental Protection Act, as LETA são agora consideradas como um resíduo industrial e consequentemente, têm que ser depositadas em aterros sanitários (Basibuyuk & Kalat, 2004).
destas lamas é de 110 €/tonelada, ou seja, cerca de €5,2 milhões por ano (Dassanayake et al., 2015).
Tabela 8 - Possíveis aplicações para as lamas de ETA
Utilização Descrição Vantagens Desvantagens Casos reais Referências
Agricultura
Aplicação em pastos, terrenos de cultivo,
florestas, parques públicos, viveiros de plantas, estradas, circuitos de golfe, relvados e jardins
domésticos.
• Lamas de amaciamento têm boa capacidade de remediação de solos ácidos (80 – 103% ECC) • As LETA podem, em alguns casos,
melhorar as características de agregação, estrutura, porosidade,
condutividade hidráulica e capacidade de retenção de água
• Lamas de coagulação ficam apenas pelos 10 -20% ECC, não
mostrando potencial de remediação de solos ácidos • Hidróxidos de alumínio/ferro presentes nas lamas favorecem a
fixação do fósforo, tornando este nutriente menos disponível para
as plantas, limitando o seu desenvolvimento • Riscos de acumulação de metais
e consequente lixiviação para os meios recetores
Nos E.U.A., França, Alemanha, Holanda, as
lamas produzidas no amaciamento da água são comumente utilizadas
na agricultura
Ahmad et al., 2016; Dassanayake et al., 2015; Verlicchi &
Masotti, 2000)
Indústria cimenteira
Aplicação como matéria-prima na produção de
cimento
• As LETA possuem características muito idênticas à matéria-prima convencionalmente utilizada para
produção de cimento (Al2O3,
Fe2O3, CaO e SiO2)
• Bom poder calorífico na sinterização
• Para percentagens de mistura de lama entre 4 e 7%, esta pode proporcionar melhorias na força
compressiva do cimento • Metais pesados são incorporados
no clínquer não se verificando lixiviados ao longo de 28 dias de
cura.
• Percentagem de mistura de lama relativamente baixa. Para razões
superiores a 10% começa a verificar-se um decréscimo na
qualidade do produto final • A presença de cloro, pode corroir
o aço das estruturas (apesar da presença de hidróxidos atenuar
este processo)
• A presença de fósforo e sulfato, para concentrações altas, podem
comprometer a qualidade do produto final
• Aumento do tempo de secagem
-
Chen et al., 2010; Pan et al., 2004; Yen et al., 2011; Babatunde et al., 2007; Godbold et