SOCIEDADE EDUCACIONAL DE SANTA CATARINA
INSTITUTO SUPERIOR DE TECNOLOGIA
CURSO DE TECNOLOGIA EM MECÂNICA
METODOLOGIA PARA IMPLANTAÇÃO DE UM
SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO
COM CAPACIDADE FINITA EM EMPRESAS
PRESTADORAS DE SERVIÇOS
Izabel Cristina Zattar
Orientador Carlos Mauricio Sacchelli, M.Eng.
IZABEL CRISTINA ZATTAR
METODOLOGIA PARA IMPLANTAÇÃO DE UM
SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO COM
CAPACIDADE FINITA EM EMPRESAS
PRESTADORAS DE SERVIÇOS
Trabalho de conclusão de curso submetida ao Instituto Superior de Tecnologia como parte dos requisitos para a obtenção do grau de Tecnóloga em Mecânica (ênfase em manufatura), sob a orientação do professor Carlos Maurício Sacchelli, M. Eng.
METODOLOGIA PARA IMPLANTAÇÃO DE UM SISTEMA DE
PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA EM
EMPRESAS PRESTADORAS DE SERVIÇOS
Izabel Cristina Zattar
Este trabalho de conclusão de curso foi julgado adequado para obtenção do título de Tecnólogo em Mecânica, e aprovada em sua forma final pelo Departamento de Mecânica do Instituto Superior de Tecnologia.
Joinville, 27 de junho de 2002.
Carlos Maurício Sacchelli, M.Eng. Prof. Orientador
Carlos Maurício Sacchelli, M.Eng. Coordenador do Curso
Banca Examinadora:
Carlos Maurício Sacchelli, M.Eng Presidente da Banca
João Carlos Espíndola Ferreira, PhD Membro da Banca
DEDICATÓRIA
AGRADECIMENTOS
Resumo do trabalho apresentado ao IST como parte dos requisitos necessários para a obtenção do grau de Tecnólogo em Mecânica.
METODOLOGIA PARA IMPLANTAÇÃO DE UM
SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO COM
CAPACIDADE FINITA EM EMPRESAS
PRESTADORAS DE SERVIÇOS
Izabel Cristina Zattar
agosto de 2003Orientador: Carlos Maurício Sacchelli, M.Eng. Área de Concentração: planejamento da produção
Palavras-chave: capacidade finita, planejamento fino da produção, serviços Número de Páginas: 116
Abstract of Work presented to IST as a partial fulfillment of the requirements for the degree of Technology in Mechanics.
METHODOLOGY OF IMPLANTATION OF A SYSTEM
WITH FINITE CAPACITY SCHEDULE TO ASSIST IN
THE PROGRAMMING OF THE PRODUCTION IN A
JOB COMPANY
Izabel Cristina Zattar
agosto de 2003Advisor: Carlos Maurício Sacchelli, M.Eng. Área of concentracion: production planning
Keywords: Finite capacity schedule, production planning, heat treatment. Number of pages: 116
SUMÁRIO
INTRODUÇÃO ... 1
1 A PARTICIPAÇÃO DO SETOR DE SERVIÇOS NA ECONOMIA BRASILEIRA .... 4
1.2 FATORES DE COMPETITIVIDADE NA ÁREA DE MANUFATURA DE BENS OU SERVIÇOS ... 5
2 SISTEMAS DE PRODUÇÃO ... 8
2.1 FUNÇÕES DO SISTEMA DE PRODUÇÃO... 8
2.1.1 Função de Produção ... 9
2.2 PLANEJAMENTO E CONTROLE DA PRODUÇÃO ... 10
2.2.1 Níveis hierárquicos do Planejamento e Controle da Produção... 11
2.3 CLASSIFICAÇÃO DOS SISTEMAS DE PRODUÇÃO ... 13
2.4 FATORES DE DECISÃO NO PLANEJAMENTO E CONTROLE DA PRODUÇÃO 16 2.4.1 Carregamento ... 17
2.4.2 Seqüenciamento... 17
2.4.3 Regras de seqüenciamento... 18
2.4.4 Programação ... 20
2.4.4.1 Programação para frente e para trás. ... 20
2.4.4.2 Programação empurrada e puxada... 21
3 O AMBIENTE DE SERVIÇOS ... 22
3.1 CLASSIFICAÇÃO DE FORNECEDORES DE SERVIÇOS ... 22
3.2 CLASSIFICAÇÃO DOS PROCESSOS EM OPERAÇÕES DE SERVIÇOS ... 25
3.3 A EVOLUÇÃO DO SETOR DE SERVIÇOS ... 25
4 A EVOLUÇÃO DOS SISTEMAS DE PRODUÇÃO ... 29
4.1 SISTEMAS MRP - MATERIAL REQUERIMENTS PLANNING... 30
4.2 SISTEMAS MRP II - MATERIAL REQUIREMENTS PLANNING... 32
4.2.1 Módulos do MRP II... 33
4.3 SISTEMAS COM CAPACIDADE FINITA – FCS... 34
4.4 PLANEJAMENTO E PROGRAMAÇÃO AVANÇADOS - APS ... 35
4.4.1 Classificação dos Sistemas APS... 35
5 METODOLOGIA PARA IMPLANTAÇÃO DE UM SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA EM EMPRESAS PRESTADORAS DE SERVIÇOS ... 36
5.1 PROGRAMAÇÃO EM CAPACIDADE FINITA ... 36
5.2 METODOLOGIA DE IMPLANTAÇÃO ... 37
5.3 PRIMEIRA FASE DA IMPLANTAÇÃO ... 37
5.4 SEGUNDA FASE DA IMPLANTAÇÃO ... 39
5.5 ETAPA 01 – FORMAÇÃO DA EQUIPE DE TRABALHO ... 41
5.6 ETAPA 02 – COMPROMETIMENTO DOS ENVOLVIDOS... 42
5.7 ETAPA 03 - NIVELAMENTO DA EQUIPE DE TRABALHO... 42
5.8 ETAPA 04 - LEVANTAMENTO DAS CARACTERISTICAS ATUAIS DO PCP... 42
5.9 ETAPA 05 - LEVANTAMENTO DOS PROBLEMAS ATUAIS DO PCP ... 43
5.10 ETAPA 06 - BRAINSTORMING... 44
5.11 ETAPA 7 - ESCOLHA DO SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA ... 44
5.11.1 Classificação dos Sistemas segundo o Método de Solução do Problema ... 45
5.11.3 Classificação dos Sistemas segundo o Suporte às Funções do Planejamento da
Produção ... 46
5.12 ETAPA 08 – FORMA DE INTEGRAÇÃO DO SISTEMA DE PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA AO SISTEMA DE GESTÃO EXISTENTE... 47
5.13 ETAPAS 09 E 10 - INSERÇÃO DAS VARIAVEIS DO PROCESSO E REGRAS DE SEQÜÊNCIAMENTO ... 48
5.14 ETAPA 11 - FASE DE TESTES... 48
5.15 ETAPA 12 - IMPLANTAÇÃO DO SISTEMA ... 48
6 ESTUDO DE CASO ... 50
6.1 SOCIESC SERVIÇOS INDUSTRIAIS - SSI ... 50
6.2 ETAPA 01 – FORMAÇÃO DA EQUIPE DE TRABALHO ... 52
6.3 ETAPA 02 – COMPROMETIMENTO DOS ENVOLVIDOS... 53
6.4 ETAPA 03 – NIVELAMENTO DA EQUIPE DE TRABALHO ... 53
6.5 ETAPA 04 – LEVANTAMENTO DAS CARACTERISTICAS ATUAIS DO PCP .... 53
6.4.1 Funcionários ... 56
6.6 ETAPA 05 – LEVANTAMENTO DOS PROBLEMAS ATUAIS DO PCP... 57
6.7 ETAPA 06 – BRAINSTORMING ... 66
6.8 ETAPA 07 – ESCOLHA DO SISTEMA ... 67
6.8.1 Regras Padrões ... 70
6.9 ETAPA 08 - FORMA DE INTEGRAÇÃO DO SOFTWARE ... 72
6.10 ETAPA 09 - INSERINDO DADOS NO SISTEMA... 72
6.10.2 Estados de Calendário ... 76
6.10.3 Cadastro de Produtos ... 77
6.11 ETAPA 10 – REGRAS DE SEQÜENCIAMENTO E VARIAVEIS DO PROCESSO 80 6.11.1 Atributos ... 80
6.12 ETAPA 11 – FASE DE TESTES ... 82
6.12.1 Ordens de Serviço... 82
6.12.2 Gerando a Programação ... 84
6.13 ETAPA 12 – IMPLANTAÇÃO DO SISTEMA ... 85
CONCLUSÃO... 86
ANEXO 1 – FLUXOGRAMAS DE PROCESSOS... 88
LISTA DE FIGURAS
FIGURA 2.1 – AS TRÊS FUNÇÕES BÁSICAS DE UM SISTEMA DE PRODUÇÃO
(TUBINO, 2000)... 8
FIGURA 2.2 – FUNÇÃO DE PRODUÇÃO (AZEVEDO, 2000) ... 9
FIGURA 2.3 – FLUXO DE INFORMAÇÕES DO PCP (TUBINO, 2000) ... 11
FIGURA 2.4 – VISÃO GERAL DOS NÍVEIS HIERÁRQUICOS DO PCP (TUBINO, 2000)... 12
FIGURA 2.5 – EQUILÍBRIO ENTRE ATIVIDADES DE PCP X PRAZOS DE PLANEJAMENTO (SLACK,1997) ... 13
FIGURA 2.6 – VOLUME DE PRODUÇÃO X PROCESSO (AZEVEDO, 2000)... 14
FIGURA 2.7 – DIFERENÇAS ENTRE PRODUTO BEM E PRODUTO SERVIÇO (FITZSIMMONS, 2001)... 16
FIGURA 2.8 – DECISÕES NO SEQÜENCIAMENTO DE PROCESSOS REPETITIVOS EM LOTE ... 18
FIGURA 2.9 PRODUÇÃO EMPURRADA X PRODUÇÃO PUXADA (AZEVEDO, 2001)... 21
FIGURA 3.1 CLASSIFICAÇÕES DE TIPOS DE FORNECEDORES DE SERVIÇOS (DAVIS, AQUILANO E CHASE, 2001)... 23
FIGURA 3.2 GRAU DE CONTATO CLIENTE/FORNECEDOR DE SERVIÇOS (DAVIS, AQUILANO E CHASE ,2001)... 24
FIGURA 3.3 MATRIZ DE PRODUTO X PROCESSOS (SLACK, 1997) ... 25
FIGURA 4.1 – A EVOLUÇÃO DOS SISTEMAS DE PRODUÇÃO ACOMPANHA A EVOLUÇÃO DO MERCADO (SANTOS, 1997) ... 29
FIGURA 4.2 – ABRANGÊNCIA DO MRP E MRP II (GIANESE, CORREA E CAON, 2001)... 32
FIGURA 4.3 – ESTRUTURA HIERÁRQUICA DOS SISTEMAS MRP II (GIANESE, CORREA E CAON, 2001) ... 33
FIGURA 5.1 - 1˚ FASE DE IMPLANTAÇÃO DE UM SISTEMA COM CAPACIDADE FINITA PARA PROGRAMAÇÃO DA PRODUÇÃO ... 38
FIGURA 5.2 - 2˚ FASE DE IMPLANTAÇÃO DE UM SISTEMA COM CAPACIDADE FINITA PARA PROGRAMAÇÃO DA PRODUÇÃO ... 40
FIGURA 6.1 – FUNCIONÁRIOS X TURNOS DE TRABALHO ... 57
FIGURA 6.2 – FLUXOGRAMA DE ALIVIO DE TENSÕES... 64
FIGURA 6.3 – TELA DE APRESENTAÇÃO DO SOFTWARE PREACTOR ... 67
FIGURA 6.4 – TELA DE DADOS DE RECURSOS... 73
FIGURA 6.5 – TELA DE RESTRIÇÕES SECUNDÁRIAS ... 74
FIGURA 6.6 – VALOR MÁXIMO DE RESTRIÇÃO SECUNDARIA X POSTO OPERATIVO ... 75
FIGURA 6.7 – TELA DE GRUPOS DE RECURSOS ... 75
FIGURA 6.8 – TELA DE SELEÇÃO DE POSTOS OPERATIVOS X GRUPOS DE RECURSOS ... 76
FIGURA 6.9 – TELA DE ESTADOS DE CALENDÁRIO ... 76
FIGURA 6.10 – TURNOS DE TRABALHO POR POSTO OPERATIVO ... 77
FIGURA 6.11 – TELA DE CADASTRO DE PRODUTOS (PROCESSOS) ... 78
FIGURA 6.12 – TELA DE OPERAÇÕES POR PROCESSO ... 79
FIGURA 6.13 – TELA DE RECURSOS REQUERIDOS POR PROCESSO ... 79
FIGURA 6.14 – TELA DO EDITOR DE ATRIBUTOS... 80
FIGURA 6.16 – TELA DE CRITÉRIO DA SEQÜÊNCIA PREFERIDA... 81 FIGURA 6.17 – TELA DE EDIÇÃO DE ORDENS DE SERVIÇO ... 82 FIGURA 6.18 – TELA DE EDIÇÃO DE ORDENS (OPERAÇÃO DE PREPARAÇÃO)
LISTA DE TABELAS
INTRODUÇÃO
Com a mudança do perfil dos mercados consumidores, que nas últimas décadas vem cada vez mais exigindo produtos novos e com isto tornando os lançamentos cada vez mais freqüentes, as empresas buscam, cada vez mais, trabalhar de forma flexível, com foco no cliente.
A necessidade de flexibilidade, menores prazos e qualidade, atingem todas as áreas envolvidas direta ou indiretamente com a produção, seja esta produção de bens ou de serviços.
Como conseqüência, a área de administração da produção – AP - também se modernizou. Segundo Davis, Aquilano e Chaise (2001, p.36), “... esta modernização começou a ser notada no início dos anos 60, quando estudiosos começaram a escrever textos específicos para a administração da produção. Atualmente, a AP é reconhecida como uma área crítica e não mais subordinada às áreas de finanças e marketing”. Entre os principais desafios enfrentados hoje em dia pelos executivos de AP, estão, entre outros:
• Reduzir o tempo de desenvolvimento de manufatura de bens e serviços;
• Obter e sustentar alta qualidade;
• Controlar custos;
• Integrar novas tecnologias e sistemas de controle de processos;
• Trabalhar efetivamente com fornecedores e estar aberto para tratar com clientes. Para auxiliar a AP nestas questões, várias ferramentas, denominadas sistemas de informação, vem sendo desenvolvidas, especialmente nos últimos 15 anos. Segundo Corrêa, Gianesi e Caon (2001, p.21), “...chamamos genericamente sistemas de administração da produção, os sistemas de informação para apoio à tomada de decisões, táticas e operacionais, referentes as seguintes questões logísticas básicas”:
• O que produzir e comprar?
• Quanto produzir e comprar?
• Quando produzir e comprar?
• Com que recurso produzir?”
japonesa e os sistemas de capacidade finita – FCS - que se utilizam fundamentalmente das técnicas de simulação em computador.
Porém em um ambiente de serviços, encontramos sérias restrições quanto ao uso de algumas das filosofias citadas. Conforme Santos (1997, p.37), “... o JIT está embasado em preceitos que são a produção com o mínimo de estoques, a eliminação de desperdícios (não agregam valor ao produto), a manutenção de um fluxo contínuo de produção e a busca do aperfeiçoamento contínuo. A aplicação de sistemas JIT, mais especificamente da técnica
kanban, é voltada para um ambiente de manufatura repetitiva, não se adequando ao ambiente de produtos sob encomenda ou serviços”..., uma vez que a rapidez da colocação de um pedido ou de determinadas etapas do processo, inviabiliza a troca de cartões de controle, que são a base do sistema. Já Pires (1995, p.197), “... mostra que a atuação dos sistemas MRP II na programação da produção tende a ser problemática devido ao uso de capacidades infinitas para os recursos produtivos, desconhecendo as restrições do processo ou do posto de trabalho, o que não permite um real aproveitamento da capacidade produtiva, além de mascarar os resultados obtidos”.
Para contornar este problema de macrovisão dos sistemas MRP II, surge a programação da produção com capacidade finita – FCS - e posteriormente os softwares
advanced planning systems – APS - baseados na lógica de simulação. Estes softwares seqüenciadores têm por finalidade integrar o conceito de planejamento fino e o controle da produção à filosofia de trabalho de um sistema MRP II.
Este trabalho aborda, o estudo de um software com capacidade finita em um setor de serviços. O principal enfoque estará nas diferenças e características próprias de programação e seqüenciamento da produção em um setor de serviços e nas dificuldades encontradas para mensurar o processo, uma vez que o mesmo é bastante diferenciado devido às suas características produtivas, em relação ao setor mecânico ou têxtil nos quais normalmente encontramos mais estudos abordando o planejamento fino da produção.
competitividade em um ambiente de manufatura de bens ou serviços. O capítulo II trata dos sistemas de produção, seus tipos, funções, características, enfatizando as diferenças da programação e seqüenciamento da produção entre um ambiente de serviços e o de produção de bens. O capítulo III discorre sobre o ambiente de serviços, suas classificações de fornecedores e processos, citando brevemente a evolução do setor de serviços e suas principais razões. O capítulo IV aborda a evolução dos softwares de gerenciamento da produção. No capítulo V, é apresentada a metodologia sugerida para a implantação para um sistema de programação da produção com capacidade finita em empresas prestadoras de serviços. A seguir no capítulo VI é apresentado o ambiente de estudo de caso. São relatadas as dificuldades atuais do chão de fábrica, quais são os fatores de restrição ao uso dos postos operativos, as principais variáveis a serem utilizadas, os resultados obtidos e as dificuldades encontradas. Finalmente no capítulo VII encontram-se as conclusões do trabalho e sugestões.
1 A PARTICIPAÇÃO DO SETOR DE SERVIÇOS NA ECONOMIA BRASILEIRA
Este trabalho discorre especificamente sobre um estudo de caso na área de serviços, o que exige algumas definições e caracterizações da mesma.
Ao se caracterizar o setor de prestação de serviços no Brasil, notamos que, em sua maior parte é formado por pequenas e micro empresas - MPES, que possuem além de características próprias, uma grande participação no mercado de trabalho. Devido a isto, torna-se relevante a apresentação de alguns dados estatísticos sobre a participação das MPES na nossa economia, o que por si mostrará a importância de um trabalho voltado a atender esta fatia do mercado produtivo. Os dados abaixo foram retirados do site do Ministério do Desenvolvimento - MDIC, e contém informações atualizadas sobre a situação da pequena e micro empresa no país.
• As empresas com até 99 empregados representam cerca de 52,8% da força de trabalho;
• No período de 1990 a 1999 foram constituídas no Brasil 4,9 milhões de empresas, das quais 55% eram microempresas;
• A taxa de mortalidade das microempresas e empresas de pequeno porte chega até 61% do total de empresas no 1º ano de atividade;
• Em 1998, 64% das empresas tributadas optaram pelo SIMPLES - Sistema Integrado de Pagamento de Impostos e Contribuições das Microempresas e das Empresas de Pequeno Porte. Do total de empresas que integram o SIMPLES, 92% eram microempresas, enquanto 8% eram empresas de pequeno porte, respondendo cada uma por 48% e 52% da receita bruta total, respectivamente;
• Em 2001, das 147.165 empresas cadastradas no SIASG - Sistema Integrado de Administração de Serviços Gerais, que registra a movimentação do cadastro de fornecedores, de preços e do catálogo de materiais e serviços, 26,21% são microempresas, e 26,84% são pequenas empresas;
• Nos contratos de prestação de serviço em vigor até o ano 2000, 30% são firmados em micro e pequenas empresas, sendo 9% com micro e 21% com pequenas empresas;
Este crescimento fez com que, como em outras as áreas da economia, o setor de serviços não ficasse imune às novas exigências do mercado consumidor, e com isto, vem ao longo dos últimos anos implantando tecnologias e efetuando mudanças de modo a tornar-se mais produtivo e competitivo.
1.2 FATORES DE COMPETITIVIDADE NA ÁREA DE MANUFATURA DE BENS OU SERVIÇOS
Em todas as áreas da manufatura, seja de bens ou de serviços, “...a chave para o desenvolvimento de uma estratégia de produção efetiva está em compreender como criar valor agregado através da prioridade ou das prioridades competitivas...”, Davis, Aquilano e Chase (2001, p.43).
Já em uma empresa de serviços, o papel da produção é fundamental para conquistar ou garantir a competitividade, devido à inseparabilidade entre produto e processo, o que torna sua capacidade produtiva o grande diferencial entre seus concorrentes. Também é preciso levar em conta que empresas diferentes possuem diferentes níveis de padronização para produtos e serviços. Estas diferenças fazem com que haja uma grande diversificação de processos, desde os processos intermitentes até os contínuos e, com isto, uma capacidade de flexibilização maior ou menor.
“A prestação de serviços apresenta várias peculiaridades em relação à produção industrial, os insumos são de difícil padronização, a exigência de mão de obra de obra é grande e sua produção intangível, não podendo ser estocada ou transformada...”, Russomano (1995, p.130). Outro aspecto que merece destaque é que o prestador de serviços precisa construir capacidade antes da demanda.
Tabela 1.1 – Diferenças entre bens e serviços (Davis, Aquilano e Chaise, 2001)
Bens Serviços Tangíveis
Podem ser estocados
Nenhuma interação entre o cliente e processo
Intangíveis
Não podem ser estocados
Interação direta entre cliente e processo
Segundo Tubino e de Paula (2000), outro aspecto característico da área de prestação de serviços, “...é o fato de que a contratação de mais recursos é normalmente inviável. A substituição de um recurso por outro na execução de uma determinada tarefa, pode não ser aconselhável. Assim o que normalmente se busca é uma programação ou seqüenciamento de ordens que permita eliminar a sobrecarga de trabalho dos recursos utilizados e atender os prazos contratuais acordados. A questão dos prazos contratuais é importantíssima neste segmento de indústria, pois o prazo de entrega é condição determinante no fechamento do negócio”. Isto faz com que entre todos os aspectos, o de maior influência seja o fluxo de informações, uma vez que os prazos contratuais dependem delas. Corrêa, Gianesi e Caon (2001, p.35), “...dizem que as estas informações devem abordar o atual estado de determinado pedido e também orientações logísticas”. A Tabela 1.2 traz um resumo dos relacionamentos entre as sete principais funções a cargo dos sistemas de administração da produção e seis aspectos de desempenho competitivo que estão dentro do escopo dos sistemas de operações produtivas nas organizações, e em seguida são apresentadas as funções principais na forma de legenda, (Corrêa, Gianesi e Caon, 2001).
Tabela 1.2 – Relação entre funções dos sistemas de administração da produção e aspectos competitivos (Corrêa, Gianesi e Caon, 2001)
Custo Velocidade Confiabilidade Flexibilidade Qualidade Serviços 1
Legenda:
1. Planejar as necessidades futuras da capacidade produtiva da organização. 2. Planejar os materiais comprados.
3. Planejar os níveis adequados de estoques de matérias-primas, semi-acabados e produtos finais, nos pontos certos.
4. Programar atividades de produção para garantir que os recursos produtivos envolvidos estejam sendo utilizados, em cada momento, nas atividades certas e prioritárias.
5. Ser capaz de saber e de informar corretamente a respeito da situação corrente dos recursos.
6. Ser capaz de prometer os menores prazos possíveis aos clientes e depois fazer cumpri-los.
7. Ser capaz de reagir eficazmente.
2 SISTEMAS DE PRODUÇÃO
2.1 FUNÇÕES DO SISTEMA DE PRODUÇÃO
Em uma organização, para atingir os objetivos pré-determinados, é preciso que “... os sistemas produtivos exerçam uma série de funções operacionais, que vão desde o projeto de produtos, até o controle dos estoques recrutamento e treinamento de funcionários, aplicação dos recursos financeiros, distribuição dos produtos, etc...”, Tubino (2000, p.17).
Ainda é importante se fazer notar que: “...todas as atividades desenvolvidas por uma empresa visando atender seus objetivos de curto, médio e longo prazo, se inter-relacionam...”, Martins e Laugeni (2001, p.5).
Tendo como base estas duas afirmações, é fato dizer que, quando reunimos todos os recursos que são destinados à produção de bens e/ou serviços, a fim de alcançar objetivos determinados, temos o que é denominado de funções do sistema de produção.
De uma forma geral, estas funções podem ser agrupadas em três funções básicas: finanças, produção e marketing, conforme mostra a Figura 2.1, (Tubino, 2000).
SISTEMA DE PRODUÇÃO
FINANÇAS MARKETING PRODUÇÃO
Figura 2.1 – As três funções básicas de um sistema de produção (Tubino, 2000)
2.1.1 Função de Produção
Conforme Tubino (2000, p.18), “...a função produção consiste em todas as atividades que diretamente estão relacionadas com a produção de bens ou serviços.” A função de produção não compreende apenas as operações de fabricação e montagem de bens, mas também as atividades de armazenamento, movimentação, e outras desde que voltadas para a área de serviços. Consiste também, em adicionar valor aos bens ou serviços durante o processo de transformação.
A Figura 2.2 representa a função de produção e alguns de seus objetivos básicos, (Azevedo, 2000) .
Figura 2.2 – Função de produção (Azevedo, 2000)
Os inputs são as entradas necessárias para que o processo de transformação seja executado, podem ser:
• Materiais;
• Mão de obra;
• Máquinas;
• Instalações;
• Energia;
Os processos de transformação são formados por todas as operações nas quais os inputs serão transformados em bens ou serviços. Já no manual do SENAI – CTAI, Centro de tecnologia e informática, (1998, p. 05), encontramos outra definição de função produção, que ratifica a anterior, “...são os processos de produzir bens econômicos, incluindo bens tangíveis ou intangíveis, partindo-se dos fatores de produção, criando desta forma utilidades pelo incremento do valor agregado”. Conclui-se com isto, que a função de produção consiste em agregar valor aos bens ou serviços.
2.2 PLANEJAMENTO E CONTROLE DA PRODUÇÃO
Antes de começarmos a discorrer sobre o planejamento e controle da produção, é conveniente fazermos uma diferenciação entre a atividade planejamento e a atividade de controle, embora na prática, nem sempre esta divisão esteja clara. Segundo Slack (1997, p.320), “...plano é o conjunto de intenções, controle é o conjunto de ações que visam o direcionamento do plano”. Vamos neste trabalho enfatizar a função de planejamento, embora muitas vezes a função de controle da produção seja abordada de forma indireta, devido ao fato de trabalharem de forma complementar. Já para Tubino (2000, p.23), “...em um sistema produtivo, após serem definidas suas metas e estratégias, faz-se necessário formular planos para atendê-las. Como um departamento de apoio o – PCP – Planejamento e Controle da Produção, é responsável pela coordenação e aplicação dos recursos produtivos de forma a atender da melhor forma possível aos planos estabelecidos em níveis estratégico, tático e operacional”.
Para que o setor de PCP possa ser eficaz em suas tarefas, é necessário que ele administre informações vindas de várias áreas da fábrica, o que nem sempre é uma tarefa fácil, conciliar os interesses de todos os setores, além disto, a interpretação dos dados advindos de fontes diversas, pode gerar dúvidas se não houver uma padronização dos mesmos.
Recursos Humanos
•
programa de treinamento Acompanhamentoda Produção
Programação da Produção
•
ordens de compra•
ordens de fabricação•
ordens de montagemPlanejamento Mestre da produção
Manutenção
•
plano de manutençãoCompras
•
entradas e saídas de materiaisEngenharia de Produto
•
lista de materiais•
desenhosEngenharia de Processo
•
roteiros de fabricação•
leadtimesMarketing
•
plano de vendas•
pedidos firmesFinanças
•
plano de investimentos•
Fluxo de caixaPlanejamento Estratégico da Produção
Figura 2.3 – Fluxo de informações do PCP (Tubino, 2000) Algumas das funções básicas do PCP segundo Russomano (1995, p.52), são:
• gestão de estoques;
• emissão de ordens de produção;
• programação das ordens de fabricação;
• acompanhamento da produção.
2.2.1 Níveis hierárquicos do Planejamento e Controle da Produção
As tarefas do PCP são divididas em três níveis hierárquicos, que trabalham tendo em mente o horizonte de programação. Estes níveis podem ser classificados como:
• plano de produção ou estratégicos (longo prazo);
• plano mestre de produção (médio prazo);
• programação da produção (curto prazo).
• Programação da Produção
• Administração de Estoques
• Seqüênciamento e Emissão de Ordens
Plano Mestre de
Produção
Plano de Produção
Curto Prazo Médio Prazo Longo Prazo
Ordens de Fabricação Ordens
de Compra
Ordens de Montagem
Figura 2.4 – Visão geral dos níveis hierárquicos do PCP (Tubino, 2000)
Existe ainda um quarto nível hierárquico que pode ser chamado de programação de curtíssimo prazo, que visa atender aos diversos problemas de programação de ultima hora, como quebra de máquinas, alteração de mix de produção, pedidos prioritários, atrasos de materiais e outros. A programação de curtíssimo prazo é muito utilizada na manufatura de serviços, onde a velocidade de entrada de novos pedidos no mix de produção, normalmente não é medida em dias ou semanas, mas sim em horas.
Planejamento e controle de longo prazo • Usa previsão de demanda agregada
• Determina recurso de forma agregada
• Objetivos estabelecidos em grande parte em termos financeiros
Planejamento e controle de médio prazo • Usa previsão de demanda desagregada
parcialmente
• Determina recursos e contingências
• Objetivos estabelecidos em termos financeiros como operacionais
Planejamento e controle de curto prazo • Usa previsão de demanda totalmente
desagregada ou demanda real
• Faz intervenções nos recursos para corrigir desvios
• Consideração de objetivos operacionais ad hoc (caso a caso)
Horizonte de Tempo Horas/dias
Dias/semanas/meses Meses/anos
Planejamento
Controle
Figura 2.5 – Equilíbrio entre atividades de PCP x prazos de planejamento (Slack,1997)
2.3 CLASSIFICAÇÃO DOS SISTEMAS DE PRODUÇÃO
Segundo Tubino (2000, p.27), “...existem inúmeras formas de classificar os sistemas de produção. A classificação dos sistemas de produção tem por finalidade facilitar o entendimento das características inerentes a cada sistema e sua relação com a complexidade das atividades de planejamento e controle desses sistemas”.
A seguir apresentamos algumas das formas de classificações usuais:
Atividade às quais pertencem
• primária;
• secundária;
• terciária.
Grau de padronização dos produtos
• produtos padronizados;
Por tamanho de lote
• pequenos lotes (até 500 unidades);
• médios lotes (501 a 5000 unidades);
• grandes lotes (acima de 5000 unidades). Por tipos de operações
• processos contínuos;
• processos discretos.
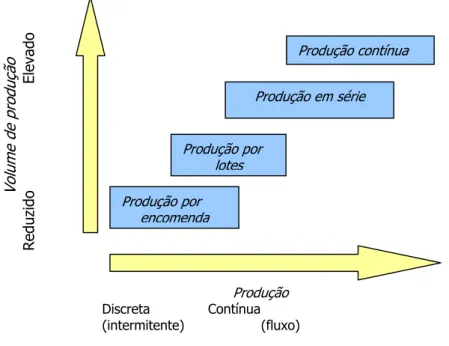
A Figura 2.6 representa uma classificação dos processos, relacionando o tipo de processo ao volume de produção. Quanto mais a produção tender a ter um fluxo contínuo, maior é o volume fabricado, de forma análoga, quando a produção tende a trabalhar sob encomenda, menor é o volume de produção atendido para um mesmo período a ser analisado, (Azevedo, 2000).
Produção contínua
Produção em série
Produção por lotes
Produção por encomenda
Volume de produçã
o
Reduzido
Elevado
Produção Discreta Contínua
(intermitente) (fluxo)
Figura 2.6 – Volume de Produção x Processo (Azevedo, 2000) Outra classificação interessante é:
• Jobbing – produzem produtos especiais, em uma quantidade única ou em lotes únicos. Eles podem ser produzidos novamente, mas não existe como prever quando um novo pedido poderá ser feito.
• Contínua - As máquinas e instalações são arranjadas em linhas, na mesma seqüência em que são usadas e existe um fluxo continuo de materiais entre elas.
A Tabela 2.1 relaciona os tipos de produção e algumas de suas principais características. É importante observar na tabela, que uma produção caracterizada como Job Shop vende competência como um valor agregado ao produto final, seja ele bem ou serviço, já a produção contínua vende produtos.
Tabela 2.1 - Tipos de produção x Principais características, (Correa e Gianesi, 1996). Job Shop Batch Contínua
Variedade de Produtos
Alta Muito Baixa
Tamanho do Pedido
Pequeno Muito Grande
Mudança do Produto
Alta Nenhuma
Taxa de introdução de novos produtos
Alta Muito Baixa
O que a empresa vende
Competência Produto
Flexibilidade do processo
Alta Inflexível
Volume de produção Baixo Muito Alto
Recurso principal Mão de Obra Equipamento Alteração da
capacidade
Incremental Degraus
Proximidade do cliente
Alta Baixa
Pela natureza do produto podem ser classificados em :
• manufatura de bens;
A natureza do produto produz algumas diferenças básicas quando o produto a ser manufaturado é um bem ou um serviço. As principais diferenças ocorrem ao se quantificar a produção, uma vez que bens são tangíveis e serviços intangíveis e também na forma de relacionamento entre cliente e fornecedor, pois notamos que na área de serviços entre contato é bem mais próximo. Estas diferenças podem ser notadas na Figura 2.7, (Fitzsimmons, 2001).
Figura 2.7 – Diferenças entre produto bem e produto serviço (Fitzsimmons, 2001) O produto é um bem
• tem caráter material, tangível
• há impessoalidade nas relações cliente fornecedor
• cada unidade produzida está bastante próxima do padrão
• pode ser estocado
• resulta na propriedade de algo
O produto é um serviço
• é intangível, imaterial
• por depender fortemente de pessoas há forte relação entre o prestador do serviço e cliente
• há uma variação entre um produto e outro
• não pode ser estocado
• não resulta em propriedade
O QUE SÃO BENS E O QUE SÃO SERVIÇOS
2.4 FATORES DE DECISÃO NO PLANEJAMENTO E CONTROLE DA PRODUÇÃO
Para que o PCP possa tomar as decisões que lhe são atribuídas, é necessário conciliar “...o fornecimento e a demanda em termos de volume, em termos de tempo e em termos de quantidade...”, Slack (1997, p.328). Para que isto ocorra, três fatores de decisão são essenciais:
• carregamento;
• seqüência;
• programação.
complementares para viabilizar o PCP de uma empresa.
2.4.1 Carregamento
“É a determinação do volume com o qual uma operação produtiva pode lidar...”, Slack (1997, p.328). Também pode ser considerado como a quantidade de trabalho que um posto operativo pode alocar. Existem duas classificações principais para considerar um carregamento:
Carregamento finito – o posto operativo pode alocar até um limite pré-estabelecido,
este limite é chamado de capacidade de trabalho e pode ser horas de trabalho, capacidade de produção de uma máquina, número de operadores ou quaisquer outras variáveis que sejam relevantes na operação em questão. A problemática envolvendo a programação com capacidade finita será abordada em um item à parte neste trabalho.
Carregamento infinito – não existe um limite pré-estabelecido para a alocação de
trabalhos. O posto operativo é acionado enquanto houver operações alocadas.
2.4.2 Seqüenciamento
“É a determinação da ordem em que as tarefas serão executadas. O seqüenciamento está vinculado ao tipo de produção, podendo ser classificado em:
• seqüenciamento nos processos contínuos;
• seqüenciamento nos processos repetitivos em massa;
seqüenciamento nos processos repetitivos em lote..., ”Slack (1997,p.330).
Seqüenciamento nos processos contínuos – “Como os processos contínuos se
Seqüenciamento nos processos repetitivos em massa – são empregados na
produção em grande escala de produtos altamente padronizados. “Geralmente exige produtos com demandas grandes e estáveis, poucas alterações de curto prazo, instalações especializadas e pouco flexíveis. É importante que o templo de ciclo entre postos operativos, balanceamento de linha, sejam aproximadamente iguais...”, (Tubino, p.149).
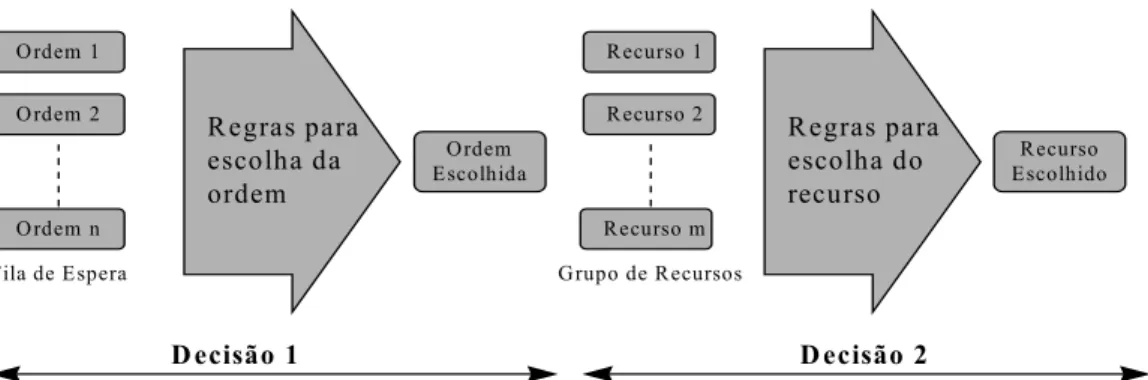
Seqüenciamento nos processos repetitivos em lote – “caracterizam-se por um
volume médio de itens padronizados em lotes. A questão do seqüenciamento em processos repetitivos em lotes pode ser analisada sob dois aspectos: a escolha da ordem a ser processada dentre uma lista de ordens (decisão 1) e a escolha do recurso a ser usado dentre uma lista de recursos disponíveis (decisão 2)...”, (Tubino, p.149).
A Figura 2.8 representa as decisões no seqüenciamento de processos produtivos em lotes, onde as escolhas podem ser feitas a partir da prioridade da ordem ou através da disponibilidade de determinado recurso operativo, (Tubino, 2000).
Figura 2.8 – Decisões no seqüenciamento de processos repetitivos em lote
O rdem 1
O rdem 2
O rdem n
Fila de E spera
R egras para escolha da ordem
O rdem E scolhida
R egras para escolha do recurso
R ecurso 1
R ecurso 2
R ecurso m
G rupo de R ecursos
R ecurso E scolhido
D ecisão 1 D ecisão 2
2.4.3 Regras de seqüenciamento
As regras de seqüenciamento podem ser classificadas segundo várias óticas, Tubino (2000, p.156) as classifica da seguinte maneira:
• Regras estáticas e regras dinâmicas;
• Regras locais versus regras globais;
Regras estáticas – não alteram as prioridades quando ocorrem mudanças nos
sistema produtivo;
Regras dinâmicas – acompanham as mudanças no sistema produtivo, alterando as
prioridades;
Regras locais – consideram apenas a situação na fila de trabalho de um recurso;
Regras globais – consideram as informações dos outros recursos, principalmente o antecessor e o sucessor para a definição de prioridades;
Regras de prioridades simples – baseiam-se em uma característica especifica do
trabalho a ser executado;
Regras com índices ponderados – adotam pesos para diferentes regras simples,
formando um índice composto que define as prioridades;
Regras heurísticas sofisticadas – incorporam informações não associadas ao
trabalho específico, como a possibilidade de carregar antecipadamente o recurso, rotas alternativas, gargalos e outros. A tabela 2.2 apresenta as regras de seqüenciamento mais empregadas na prática.
Tabela 2.2 – Regras de seqüenciamento (TUBINO, 2000) Sigla Especificação Definição
PEPS Primeira que entra primeira que sai
Os lotes serão processados de acordo com sua chegada no recurso
MTP Menor tempo de processamento
Os lotes serão processados de acordo com as menores tempos de processamento no recurso
MDE Menor data de entrega
Os lotes serão processados de acordo com as menores datas de entrega
IPI Índice de prioridade Os lotes serão processados de acordo com o valor da prioridade atribuída ao cliente ou ao produto
ICR Índice crítico Os lotes serão processados de acordo com o menor valor de:(data de entrega – data atual)/ tempo de processamento IFO Índice de folga
Os lotes serão processados de acordo com o menor valor de: data de entrega – Σ tempo de processamento restante números de operações restantes
2.4.4 Programação
Após determinar a seqüência em que os trabalhos serão efetuados, algumas operações necessitam de um cronograma de atividades mais detalhado, a esta necessidade dá-se o nome de programação.
Programações “...são declarações de volume e horários (ou datas) familiares em muitos ambientes. Ao contrário do que se possa pensar, a atividade de programação é uma das atividades mais complexas no gerenciamento da produção...”, Slack (1997, p.331). Os programadores precisam lidar com diferentes recursos ao mesmo tempo: postos operativos, operadores, tempo, processos diversos e outros variáveis.
Existem várias formas de gerar uma programação, a seguir serão citadas algumas das principais.
2.4.4.1 Programação para frente e para trás.
• A programação para frente inicia o trabalho tão logo ele chegue (ou seja, emitida a ordem de fabricação);
• A programação para trás inicia o trabalho no último momento possível sem que incorra em atraso;
A Tabela 2.3 mostra as vantagens das programações para frente e para trás, nota-se que a programação para frente é mais flexível, porem a mão de obra fica menos ociosa na programação para frente.
Tabela 2.3 Vantagens programação para frente x programação para trás (SLACK,1997) Vantagens da programação para
frente
Vantagens da programação para trás
Alta utilização do pessoal – os trabalhadores Sempre começam a trabalhar para manter-se Ocupados
Custos mais baixos com materiais – os Materiais não são usados até que eles tenham que ser, retardando assim o agregar valor até o último momento
Flexível – as folgas de tempo no sistema permitem que trabalhos inesperados sejam programados
Menos exposto a risco no caso de mudança de programação pelo consumidor
2.4.4.2 Programação empurrada e puxada
• Programação empurrada – cada centro de trabalho empurra a ordem de produção sem levar em consideração a situação do centro de trabalho seguinte; quando não é bem coordenada gera tempo ocioso, estoque e filas de espera.
• Programação puxada – o primeiro centro de trabalho é o “consumidor”, que “puxa” o trabalho a partir do fornecedor. Somente após uma requisição de serviço é que o trabalho irá ser programado para entrar na produção.
A Figura 2.9 mostra de forma esquemática a diferença entre as produções empurrada e puxada. Na produção puxada, a interação entre fornecedor e cliente é muito maior, uma vez que o cliente é quem vai ajudar a determinar o início de uma ordem de fabricação ao fechar o pedido, Azevedo,2001.
3 O AMBIENTE DE SERVIÇOS
Recentemente, os gerentes têm reconhecido a importância da manufatura e dos serviços e da necessidade de integrá-los. Visto isto, é importante que este trabalho caracterize da melhor forma possível o ambiente de serviços, os tipos de fornecedores, os tipos de processos mais empregados e outras características que forem relevantes para a compreensão deste setor da manufatura tão pouco estudado sob a ótica do pcp.
Várias são as definições de serviços encontradas na literatura, algumas são apresentadas a seguir, Ftizsimmons (2001).
• Qualquer atividade ou benefício que uma parte possa oferecer a outra, que seja essencialmente intangível e não resulte na propriedade de qualquer coisa. Sua produção pode ou não estar vinculada a um produto físico;
• Uma ação, um desempenho, um evento social, ou uma atividade ou produção que é consumida onde é produzida;
• Trabalhos executados por uma pessoa em benefício de outra;
• Os serviços se caracterizam pela interface, ou seja, o local onde o cliente e o prestador de serviços interagem.
Nenhuma destas definições será completa, sem se caracterizar a que tipo de fornecedor de serviços à mesma se refere.
3.1 CLASSIFICAÇÃO DE FORNECEDORES DE SERVIÇOS
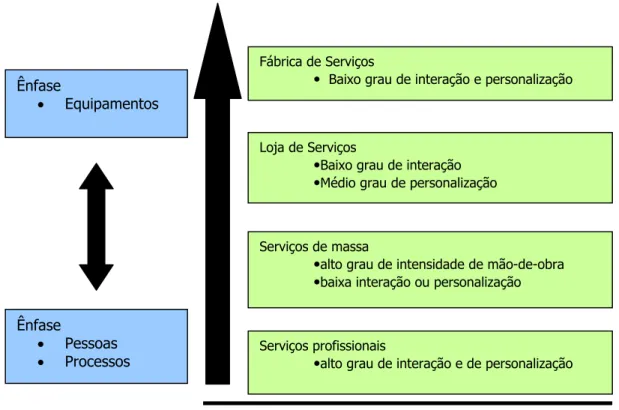
Existem várias classificações de tipos de fornecedores de serviços, segundo Davis, Aquilano e Chase (2001, p.70), os quatro principais tipos são:
• Fábrica de serviços: caracterizada por um baixo grau de intensidade de mão de obra e baixo grau de interação com o cliente e de adaptação a ele;
• Loja de serviços: tem o mesmo baixo grau de intensidade de mão de obra, mas um nível mais alto de interação com o cliente e adaptação a ele;
• Serviços de massa: possuem um alto grau de intensidade de mão de obra, mas com um grau relativamente baixo de interação com o cliente;
A Figura 3.1. mostra os tipos de serviços e suas principais ênfases. Fica evidente que quanto maior a ênfase nas pessoas e processos, maior será o grau de personalização e interação da produção, Davis, Aquilano e Chase (2001).
Serviços profissionais
•alto grau de interação e de personalização Ênfase
• Pessoas • Processos Ênfase
• Equipamentos
Fábrica de Serviços
• Baixo grau de interação e personalização
Loja de Serviços
•Baixo grau de interação •Médio grau de personalização
Serviços de massa
•alto grau de intensidade de mão-de-obra •baixa interação ou personalização
Número de clientes processados por dia em uma unidade típica
Figura 3.1 Classificações de tipos de fornecedores de serviços (Davis, Aquilano e Chase, 2001)
“Este tipo de classificação permite aos gerentes de serviços, algumas idéias que facilitaram o desenvolvimento de estratégias para suas respectivas organizações...”, Davis e Aquilano e Chase (2001, p.71).
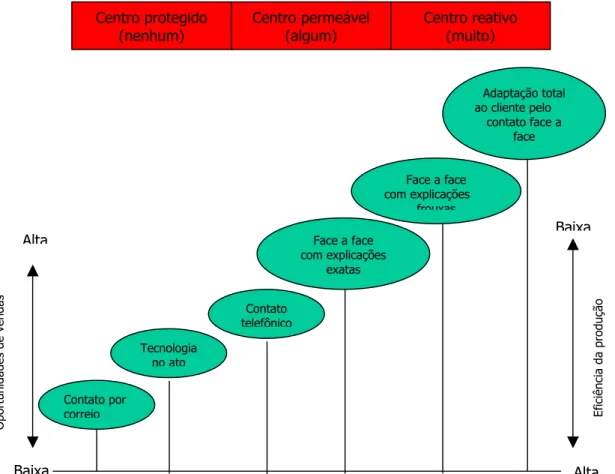
Baixa E ficiência d a p rod ução
Face a face com explicações
frouxas
Adaptação total ao cliente pelo
contato face a face
Face a face com explicações exatas Contato telefônico Tecnologia no ato Contato por correio Alta Centro reativo (muito) Centro permeável (algum) Centro protegido (nenhum) Baixa Alta Opo rtuni dades de v e ndas
Figura 3.2 Grau de contato cliente/fornecedor de serviços (Davis, Aquilano e Chase ,2001)
O uso desta matriz pode ser tanto estratégico como operacional. Operacionalmente podemos citar:
• necessidade de operadores;
• foco na operação;
• inovações tecnológicas;
Na área estratégica, Davis e Aquilano e Chase (2001, p.72) citam como usos:
• permitir integração sistemática de operações e estratégia de mercado;
• esclarecer exatamente que combinação de entrega de serviços a empresa esta realmente oferecendo;
• permitir a comparação com outras empresas na forma como os serviços específicos serão entregues;
• indicar mudanças evolucionárias ou de ciclo de vida que poderiam ser adequadas à medida que a empresa cresce;
3.2 CLASSIFICAÇÃO DOS PROCESSOS EM OPERAÇÕES DE SERVIÇOS
Assim como as operações de manufatura, cada tipo de fornecedor de serviços implica em diferentes processos, que visam a melhor organização da produção.
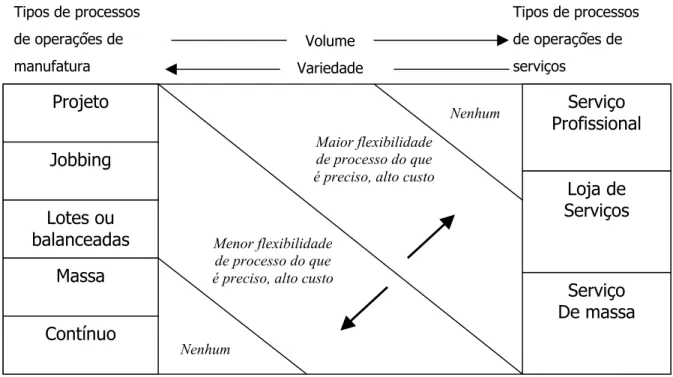
Levando em conta os tipos de fornecedores de serviços, temos a matriz de produto x processos, segundo Slack (1997, p.138), “... tanto nas operações de manufatura como nas de serviços, devido à sobreposição dos diferentes tipos de processos, as organizações freqüentemente podem escolher qual tipo de processo empregar”. Isto é melhor representado na Figura 3.3, que apresenta a matriz de produtos x processos, esta tem no seu desvio de sua diagonal, conseqüências para o custo e a flexibilidade, como apresentado, (Slack, 1997).
Nenhum
Volume
Variedade
Tipos de processos
de operações de
serviços Tipos de processos
de operações de
manufatura
Nenhum Maior flexibilidade
de processo do que é preciso, alto custo
Menor flexibilidade de processo do que é preciso, alto custo
Serviço De massa Loja de Serviços Serviço Profissional Contínuo Massa Lotes ou balanceadas Jobbing Projeto
Figura 3.3 Matriz de produto x processos (Slack, 1997)
3.3 A EVOLUÇÃO DO SETOR DE SERVIÇOS
Foram incorporadas praticamente todas as técnicas usadas pela engenharia industrial ao setor de serviços. Segundo um estudo elaborado por Erdmann, baseado em Ftizsimmons (1997), vários são os fatores responsáveis pelo crescimento do setor de serviços.
• as pessoas, no intuito de preservarem sua individualidade, criam necessidades específicas, buscando soluções personalizadas;
• o aumento da renda em sociedades mais ricas disponibiliza as condições financeiras para a transferência de atividades, antes realizadas pelos próprios indivíduos, para terceiros;
• prevalência do entendimento de que as organizações especializadas realizam a tarefa com maior habilidade (onda da terceirização);
• proliferação de bens sofisticados que demandam os correspondentes serviços para serem entendidos e usufruídos;
• geração de novas necessidades a partir dos serviços colocados à disposição, criando uma cultura do mandar fazer, do não fazer sozinho, da acomodação;
• existência uma superprodução de bens no mundo, em face de capacitação tecnológica adquirida pelo homem para tal;
• abertura das fronteiras comerciais tem permitido o acesso a tudo que está
disponível, especialmente bens, cuja transferência é mais fácil que a dos serviços, que (em muitos casos) são mais facilmente criados no local em que serão
comercializados; formaram-se muitos mercados intra-regionais, facilitando o intercâmbio entre países;
• a geração de novidades tem estimulado novas necessidades nos potenciais consumidores;
• o desenvolvimento tecnológico acelerado tem oferecido constantemente novos paradigmas;
• as sociedades ricas têm se mostrado ávidas por querer “aproveitar” intensamente tudo o que o mundo oferece;
• os bens, em alguns casos, se apresentam “muito iguais” pois as tecnologias de produto se transferem com muita rapidez de uma parte a outra;
• a industrialização de países emergentes barateou e disponibilizou grandes quantidades de produtos;
• as sociedades do bem-estar e as camadas consumidoras dos países em desenvolvimento têm acesso a uma variedade bastante grande de produtos para consumo, satisfazendo-se materialmente;
• o ser humano tem entre suas necessidades fundamentais o reconhecimento e a estima, depois de garantida a sua sobrevivência em níveis de estabilidade;
• é da natureza do ser humano viver socialmente, porém mantendo o reconhecimento da sua individualidade;
• há um evidente aumento da complexidade da vida moderna decorrente da ampliação dos horizontes/fronteiras de conhecimento, da multiplicidade de relações impostas ao cidadão, das comunicações, das obrigações sociais;
• verifica-se uma perda de importância das religiões, notadamente em algumas sociedades julgadas modernas, quebrando alguns referenciais de comportamento (o significado do trabalho pode ter perdido significado, fazendo emergir o valor do prazer e da futilidade);
• instituíram-se e difundiram-se, graças a eficiência do marketing, alguns costumes padronizados, rompendo a cultura e a individualidade dos povos e países, implicando na quebra de tradições (alguns serviços feitos pelas pessoas e pelas famílias foram “repassados”, obedecendo a um costume transmitido de outras culturas)
Todas estas novas necessidades do cliente, mercado consumidor, fazem com que a indústria fornecedora de serviços tenha novos desafios:
• ser competitiva;
• lucrativa;
• confiável nos prazos;
• flexível;
• tenha qualidade.
Para alcançar novos patamares de qualidade, flexibilidade, modernização, as empresas necessitam investir em novas tecnologias. Conforme Quins e Bailey in Davis e Aquilano e Chase (2001, p.83) as diferentes razões pelas quais uma empresa poderia querer investir em tecnologia são:
• evitar perdas catastróficas;
• criar maior flexibilidade e adaptabilidade;
• melhorar a resposta a novos produtos;
• melhorar a qualidade dos serviços;
• elevar a qualidade de vida;
• elevar a previsibilidade das operações.
4 A EVOLUÇÃO DOS SISTEMAS DE PRODUÇÃO
Para se adequar ao novo perfil do mercado consumidor os sistemas de administração da produção vêm evoluindo nas últimas décadas, a Figura 4.1, (Santos, 1997) mostra que a evolução destes sistemas esta intimamente ligada à diminuição do ciclo de vida do produto.
Figura 4.1 – A evolução dos sistemas de produção acompanha a evolução do mercado (Santos, 1997)
O antecessor do MRP – Material Requeriments Planning - foi uma técnica chamada de sistema de solicitação trimestral, que foi detalhada por George Plossl e Oliver Wight em 1967. Durante o período do final da segunda guerra mundial e meados de 1950, muitas indústrias estavam capacitadas de desenvolver planos de produção baseados somente na carteira de pedidos firmes de clientes. Nesta época a economia americana explodia devido à escassez deixada pela guerra. O estouro da demanda produzia uma grande quantidade de pedidos pendentes, e às vezes era comum 12 a 18 meses de pedidos colocados. Esta situação cômoda fez com as indústrias trabalhassem tendo por base trimestres, por isto o sistema foi assim denominado. Os pedidos pendentes serviam como previsão da demanda, que por serem muitos, não precisavam ser previstos, apenas estudados trimestralmente e serem colocados na produção.
produção para estoques. Três elementos básicos são então necessários para um sistema de controle da produção efetivo:
• A previsão da demanda, expressa em unidades de capacidade de produção;
• Um plano de produção ou orçamento preliminar;
• Procedimentos de controle para decidir com que velocidade repor os estoques nos níveis orçados, quando erros de demanda ocorrerem, ocasionando excessos ou falta dos mesmos.
No início de 1960 o campo do planejamento da produção e controle dos estoques está pronto para o MRP. As técnicas e a documentação eram conhecidas e os computadores avançavam permitindo o acesso randômico aos discos. A primeira empresa que desenvolveu um sistema de MRP em lotes (batch) foi a American Bosch Company em 1959. Em 1961 – 1962 o primeiro sistema de replanejamento seletivo foi desenhado na empresa J. I. Case sob a direção do então diretor de produção, Dr. Joseph A. Orlicky.
Em 1965 G. R. Gedye declarou que os objetivos da empresa na procura do lucro deveriam ser:
• Usar da melhor forma possível para minimizar o tempo perdido;
• Obter uma ótima liberação de pedidos aos clientes e honrar as promessas, e
• Manter o trabalho em processo e os estoques acabados no mínimo consistentes com os objetivos dos dois itens anteriores.
Nas décadas posteriores, surgem evoluções até a chegada do MRP. O sistema foi discutido em reuniões locais, regionais e até nacionais nos Estados Unidos, e os artigos se tornam freqüentes a partir de 1970. Até que surge o MRP II – Manufacturing Resource Planning - e atualmente o ERP – Enterprise Resources Planning - , porém todos têm dentro de si, os módulos MRP e CRP (módulo de planejamento da capacidade).
4.1 SISTEMAS MRP - MATERIAL REQUERIMENTS PLANNING
já tem seus pedidos de material executados. Vários são os benefícios de um sistema MRP em uma empresa:
• Permite que o gerente da produção tenha uma boa idéia de sua carteira de pedidos;
• Ajuda a planejar a capacidade de produção;
• Permite alteração nas datas de pedidos;
• Permite alteração nas quantidades.
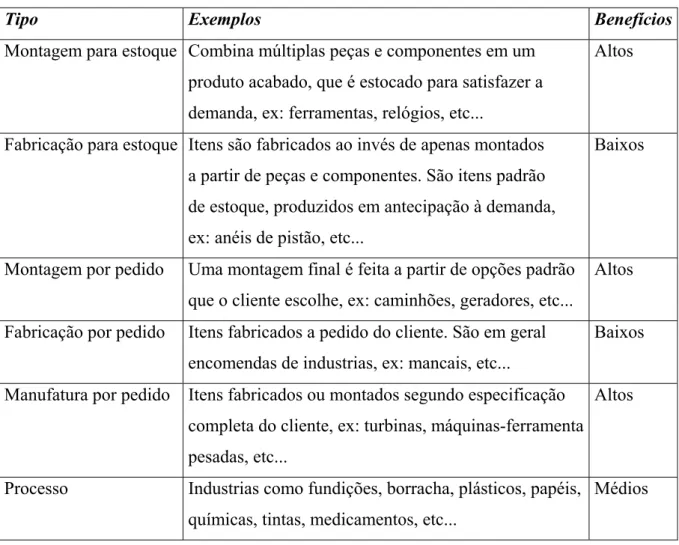
De um modo geral, vem-se observando que os sistemas MRP são mais utilizados em indústrias que trabalham por lote e são particularmente úteis em manufaturas com operações de montagem. Quando mais níveis de montagem a produção exigir, tanto mais útil será o sistema. A Tabela 4.1 relaciona as diversas aplicações na industria e quais os benefícios esperados, Davis, Aquilano e Chase (2001).
Tabela 4.1 Diversas aplicações na industria de um sistema MRP x benefícios esperados (Davis, Aquilano e Chase 2001)
Tipo Exemplos Benefícios
Montagem para estoque Combina múltiplas peças e componentes em um produto acabado, que é estocado para satisfazer a demanda, ex: ferramentas, relógios, etc...
Altos
Fabricação para estoque Itens são fabricados ao invés de apenas montados a partir de peças e componentes. São itens padrão de estoque, produzidos em antecipação à demanda, ex: anéis de pistão, etc...
Baixos
Montagem por pedido Uma montagem final é feita a partir de opções padrão que o cliente escolhe, ex: caminhões, geradores, etc...
Altos
Fabricação por pedido Itens fabricados a pedido do cliente. São em geral encomendas de industrias, ex: mancais, etc...
Baixos
Manufatura por pedido Itens fabricados ou montados segundo especificação completa do cliente, ex: turbinas, máquinas-ferramenta pesadas, etc...
Altos
Processo Industrias como fundições, borracha, plásticos, papéis, químicas, tintas, medicamentos, etc...
Apesar das vantagens apresentadas “... os sistemas MRP não fizeram incursões significativas nas operações de serviços. Entretanto versões modificadas de MRP são usadas em operações de serviços onde um produto real é fabricado como parte do processo,” Davis, Aquilano e Chase (p.517, 2001).
Apesar do MRP comumente funcionar bem em vários setores produtivos, existem problemas conceituais no sistema que o impede de atender manufaturas mais complexas ou com maior necessidade de flexibilização. Entre estes problemas podemos citar:
• Lead time estático, o lead time é considerado fixo em todas as operações;
• Planejamento com capacidade infinita, não há reconhecimento de sobrecargas nos postos operativos;
• Exigência de precisão.
4.2 SISTEMAS MRP II - MATERIAL REQUIREMENTS PLANNING
Desenvolvido na década de 70 o sistema MRP II – Material Requirements Planning
– foi uma evolução dos já então conhecidos sistemas MRP. Os sistemas MRP II tem como principal objetivo agregar ao modelo básico do MRP novas funções que permitam maior integração com outras áreas funcionais da empresa. Conforme Côrrea, Gianesi e Caon (2001, p.138), “... o sistema MRP II diferencia-se do MRP pelo tipo de decisão de planejamento que orienta; enquanto o MRP orienta as decisões de o que, quanto e quando produzir e comprar, o MRP II engloba também as decisões referentes a como produzir, ou seja, com quais recursos”, a Figura 4.2 (Gianese, Correa e Caon, 2001), ilustra a abrangência de apoio à decisão de cada um dos sistemas.
Produzir e Comprar
M
R
P
M
R
P
II
COMO
(recursos produtivos)
O QUE
QUANTO
QUANDO
Sistema de
apoio às decisões
de:
4.2.1 Módulos do MRP II
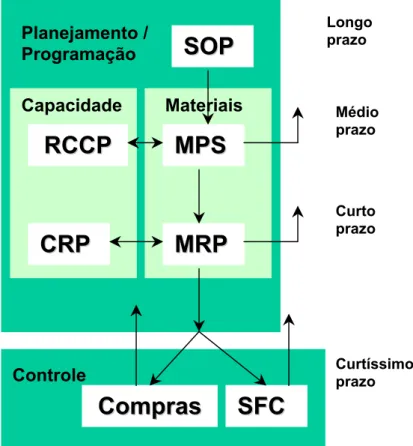
Os MRP II são sistemas hierárquicos de administração da produção, onde os planos a longo prazo são sucessivamente detalhados até chegar ao nível de planejamento de componentes e máquinas. A Figura 4.3, (Gianese, Correa e Caon, 2001), demonstra como os níveis mais altos lidam com horizontes de planejamento maiores, enquanto os níveis mais baixos consideram os períodos de planejamento e replanejamento mais curtos, além de conseguirem lidar com informações desagregadas.
Longo prazo
C
C
o
o
m
m
p
p
r
r
a
a
s
s
S
S
F
F
C
C
M
M
R
R
P
P
C
C
R
R
P
P
M
M
P
P
S
S
R
R
C
C
C
C
P
P
S
S
O
O
P
P
Controle Materiais Capacidade Planejamento / Programação Médio prazo Curto prazo Curtíssimo prazo
Figura 4.3 – Estrutura hierárquica dos sistemas MRP II (Gianese, Correa e Caon, 2001) Partindo das informações de demanda e previsão de vendas, o módulo do plano mestre de produção – MPS – permite o planejamento das quantidades de itens de demanda independente a serem produzidos e níveis de estoque a serem mantidos. Nesta primeira etapa o plano é checado quanto a sua validade em termos de capacidade de produção pelo RCCP –
partir do resultado do MRP e dos dados sobre os centros produtivos e suas capacidades produtivas, roteiros de produção dos itens e sobre o consumo de recursos por operação, calcula as necessidades da capacidade produtiva período a período, de forma detalhada, permitindo verificar a ociosidade ou excesso de demanda nos postos operativos. Já o módulo de controle do chão de fabrica (SFC) encarrega-se a partir de um plano viável de produção, de descrever o seqüenciamento dos itens nas máquinas, seguindo prioridades pré-definidas.
4.3 SISTEMAS COM CAPACIDADE FINITA – FCS
De um modo geral os sistemas MRP II encontram dificuldades para lidar com ambientes produtivos que apresentem alto grau de complexidade e trabalhem com muitas variáveis ao mesmo tempo. Em busca de maior agilidade e liberdade os programadores de PCP vem utilizando cada vez mais os sistemas com capacidade finita, conhecidos como FCS, estes sistemas trabalham baseados em lógica de simulação o que permite que:
• Seja criado um modelo do sistema produtivo;
• Sejam obtidas as condições reais do sistema produtivo;
• Sejam modelados parâmetros para tomada de decisões.
Segundo Gianese, Correa e Caon, (2001, p.326) “ alguns dos principais motivos para o aumento considerável deste tipo de software são:”
• As limitações dos MRP II em gerar programações de produção viáveis para sistemas muito complexos;
• Os sistemas de MRP II não consideram características tecnológicas ou capacidade de produção como limitações para a programação;
• O recente desenvolvimento das técnicas de simulação e de novos algoritmos disponíveis;
4.4 PLANEJAMENTO E PROGRAMAÇÃO AVANÇADOS - APS
Dentro dos softwares de capacidade finita existe uma nova tendência que são os Softwares APS – Planejamento e Programação Avançados. Estes softwares são uma categoria mais avançada dos softwares FCS, com mais soluções de programação. Suas programações podem ser baseadas em algoritmos genéticos, programações lineares, regras heurísticas e outras.
4.4.1 Classificação dos Sistemas APS
“Os sistemas de planejamento e programação avançados podem ser classificados em duas categorias: sistemas centrados no planejamento ou sistemas centrados na programação,” Hess, www.straight.com.br, 2002.
• Os sistemas centrados no planejamento focam os objetivos à longo prazo;
5 METODOLOGIA PARA IMPLANTAÇÃO DE UM SISTEMA DE
PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA EM EMPRESAS
PRESTADORAS DE SERVIÇOS
5.1 PROGRAMAÇÃO EM CAPACIDADE FINITA
Programação com Capacidade Finita é o processo de criar uma seqüência de operações, relativas a um conjunto de ordens de produção, com um número limitado de recursos. Cada ordem é constituída de uma ou mais operações que devem ser executadas em uma seqüência específica, usando um conjunto de recursos (postos operacionais).
Uma seqüência ou programação de operações determina a hora de início e de término para cada operação e as distribui em seus respectivos recursos, de tal forma que sempre sejam evitados conflitos ou superposições. Além disso, as operações devem obedecer às restrições de seqüenciamento.
Conforme citado por Côrrea, Gianese e Caon (2001, p.388) “...os sistemas de programação da produção com capacidade finita tem vocação para tratar de problemas complexos de alocação e programação detalhada da produção, principalmente em sistemas produtivos com as seguintes características”:
• Cujo principal recurso limitante seja a capacidade produtiva;
• Que tenham roteiros complexos e não repetitivos;
• Que tenham as chamadas matrizes de setup (matrizes que relacionam o tempo de setup de uma operação com algum outro fator predominante, como peso, volume, etc...);
• Que necessitem de overlapping (sobreposição de ordens) e split (divisão de ordens);
• Que tenham os tempos como critério competitivo;
• Que tenham problemas complexos de alocação de recursos como diferentes combinações de recursos para a produção de um mesmo serviço.
obra ociosa e utilização de postos operativos) e melhorar o controle dos tempos envolvidos na operação. Deve-se partir para o estágio seguinte que é o estudo de implantação do sistema.
5.2 METODOLOGIA DE IMPLANTAÇÃO
Partindo da premissa que a empresa já possua um PCP estruturado e em funcionamento, a necessidade de um planejamento fino, próximo ao chão de fabrica, é mais facilmente detectada.
Segundo Côrrea, Gianese e Caon (2001, p.322), “...a programação da produção aborda o planejamento à curto prazo. Consiste em decidir quais atividades devem ser realizadas...”, este conjunto de decisões, conforme o tipo de sistema produtivo, pode ser dos mais complexos dentro da área de administração da produção”.
No intuito de atender a pequenas e médias empresas prestadoras de serviços, que já começaram a trabalhar com um sistema ordenado e não empírico de PCP, foi criada esta metodologia de implantação de um sistema de programação da produção com capacidade finita que tem como objetivo apresentar na forma de passos, quais os itens relevantes que devem ser observados antes e durante a implantação de um sistema desta natureza.
Como normalmente investimentos devem ser justificados e tendo em vista que nem sempre as empresas sabem exatamente com o que estão lidando ou nem sempre possuem expectativas realistas em relação ao que um sistema com capacidade finita pode ou não auxiliá-las, a implantação foi dividida em duas etapas que serão detalhadas brevemente a seguir.
5.3 PRIMEIRA FASE DA IMPLANTAÇÃO
capacidade produtiva, integração atual de sistemas, restrições, entre outras, devem ser elaboradas e documentadas para uso posterior. Finalmente a etapa 6 é a mais importante na primeira fase de implantação, uma discussão franca sobre as reais expectativas da empresa em relação ao novo sistema. Este procedimento é o fator determinante para se continuar ou não na solução proposta de implantação. É preciso que a equipe de trabalho e a direção elaborem um sistema conceitual, tendo em vista suas necessidades mais urgentes. Este sistema será utilizado na segunda fase da implantação, e será o fator de comparação para a escolha de um sistema real ofertado pelo mercado. A Figura 5.1 a seguir apresenta o fluxograma esquemático com as etapas a serem seguidos durante a primeira fase de implantação do sistema de programação da produção com capacidade finita em pequenas e médias empresas prestadoras de serviços.
O sistema irá atender às expectativas?
Sim
Segue para a Segunda Fase
Não Busca nova solução 03.Nivelamento da equipe de trabalho
06. Brainstorming
05. Levantamento dos Problemas atuais do PCP 04. Levantamento das Características atuais do PCP
02. Comprometimento dos Envolvidos 01.Formação da Equipe de trabalho
Início
5.4 SEGUNDA FASE DA IMPLANTAÇÃO
O início da segunda fase nos leva a realizar uma pesquisa de mercado em busca do sistema que melhor se adequa a necessidade da empresa, o que deve ser feito somente após a conclusão da primeira fase, pois nesta altura da implantação já serão conhecidas as dificuldades do PCP e suas expectativas de melhoria. Antes de iniciar a etapa seguinte é importante definir se o sistema com capacidade finita irá trabalhar em modo stand alone, ou seja, sem interface com um banco de dados, fazendo a programação de modo manual ou se esta interface será feita a fim de executar a programação de modo automático. O maior fator de decisão neste caso, é o número de ordens que a produção recebe por dia, o que varia bastante de uma manufatura de bens para uma manufatura de serviços.
Não
Sim
10.Regras de Seqüênciamento e inserção das variáveis do processo
Fim
Necessita Ajustes?
12.Implantação do sistema 11.Fase de Testes
09. Inserção de Dados de Fabricação do Processo 08. Forma de
integração do Software 07.Escolha do sistema
Início da 2° Fase
5.5 ETAPA 01 – FORMAÇÃO DA EQUIPE DE TRABALHO
Ao iniciar um trabalho de implantação de qualquer tipo de sistema é preciso levar em consideração que a equipe escolhida, além de ser comprovadamente a mais competente, também deverá possuir tempo disponível para a execução do projeto e para isto as outras tarefas deverão ser redirecionadas. Parece algo irrelevante de se citar em um fluxograma, mas equipes sobrecarregadas, mal definidas e sem um cronograma a seguir, tendem a deixar escapar detalhes relevantes ao processo.
Para a implantação da metodologia proposta sugere-se um profissional da área de PCP, um ou dois profissionais da área de processos da empresa onde será feita à implantação e um profissional da área de informática, preferencialmente sistemas.
Conforme Ballestero – Alvarez (2000, p. 38), alguns itens devem chamar a atenção na hora da formação da equipe:
• O pessoal mais capacidade deve estar sempre disponível para participar da implantação do sistema;
• Uma vez escolhidos, eles devem ser relevados de todas as outras atividades a eles atribuídas;
• Deve ser dado treinamento adequado frente às necessidades detectadas;
• É importante que no inicio os profissionais se familiarizem com cronogramas, objetivos, orçamentos, etc...
• Devem saber em detalhes quais suas atribuições dentro da equipe;
• Detalhar a forma que se espera que as tarefas se desenvolvam, os padrões e normas que devem ser obedecidos, o tipo de documentação que será aplicada e o tipo de controle que será exercido;
• Deve ser apresentada toda a documentação que até o momento exista, nada é confidencial para um participante da equipe;
• A montagem da equipe depende do tipo de atribuições que ela terá e não de preferências pessoais.