REDEMAT - Rede Temática em Engenharia de Materiais
UFOP – CETEC – UEMG
Pós-graduação em Engenharia de Materiais
DISSERTAÇÃO DE MESTRADO
“Investigação das Características dos Minérios de Ferro da
CVRD que Influenciam seu Comportamento na Moagem”
Magno Rodrigues Ribeiro
Orientador: Prof. Dr. Cláudio Batista Vieira
Co-Orientador: Prof. Dr. José Aurélio Medeiros da Luz
Co-Orientador: Dr. Camilo Carlos da Silva
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia de Materiais da Rede Temática em Engenharia de Materiais, como parte integrante dos requisitos para obtenção do título de Mestre em Engenharia dos Materiais. Área de concentração: Processos de Fabricação.
Catalogação: [email protected]
R484i Ribeiro, Magno Rodrigues.
Investigação das características dos minérios de ferro da CVRD que influenciam seu comportamento na moagem [manuscrito] / Magno Rodrigues Ribeiro. – 2004.
xviii, 111 f. : il. color., graf., tabs.
Orientador: Prof. Dr. Cláudio Batista Vieira. Co-orientador: Prof. Dr. José Aurélio Medeiros da Luz. Co-orientador: Dr. Camilo Carlos da Silva.
Dissertação (Mestrado) - Universidade Federal de Ouro Preto. Rede Temática em Engenharia de Materiais.
Área de concentração: Processos de fabricação.
1. Moagem - Teses. 2. Minérios de ferro - Teses. I. Universidade Federal de Ouro Preto. II. Título.
“Só sabemos com exatidão quando sabemos pouco; à medida que vamos adquirindo conhecimentos, instala-se a dúvida.”
Dedicatória
Agradecimentos
À Companhia Vale do Rio Doce e à Redemat pelo apoio para a realização deste trabalho.
Ao Dr. Camilo Carlos Silva, pelas discussões, pelo incentivo e pela colaboração.
Ao Professor Dr. Cláudio Batista Vieira pela orientação, apoio, entusiasmo e estímulo.
Às pessoas que me apoiaram em discussões, revisões e ajuda, especialmente, Paulo Antônio de Souza Júnior, Dr. José Aurélio Medeiros da Luz e Dr. Fernando Leopoldo von Krüger.
Aos colegas do laboratório da CVRD e da Metramin, pelo comprometimento, esforço, atendimento, e companheirismo.
Aos colegas de trabalho pelo apoio, em especial, para Carlos Eduardo Almeida da Silva, Rita Virgínia Gabriel da Silva e Marcos Antonio Medeiros Goossens.
Sumário
Dedicatória ... v
Agradecimentos... vi
Lista de Tabelas... ix
Lista de Figuras ... xi
Lista de Figuras ... xi
Lista de Quadros...xiii
Lista de Quadros...xiii
Resumo ... xv
Abstract ...xvii
1. INTRODUÇÃO ... 1
2. OBJETIVOS... 4
3. REVISÃO BIBLIOGRÁFICA... 5
3.1. Cominuição ... 5
3.2. Mecanismos de fratura... 6
3.3. Leis da Cominuição ... 8
3.4. O balanço populacional... 11
3.5. Modelos fundamentais ... 13
3.6. O ensaio de moabilidade da CVRD ... 13
3.7. A relação entre moabilidade e microestrutura ... 16
3.8. Os ensaios de moabilidade do Midland Research Center e da Samarco Mineração ... 19
3.9. A Lei de Rittinger e a prática industrial... 21
4. MATERIAIS E MÉTODOS ... 22
4.1. Seleção dos tipos de minérios a serem estudados... 22
4.2. Planejamento estatístico dos experimentos... 23
4.3. Caracterização dos minérios ... 25
4.3.1. Análise química via fluorescência de raios-X... 25
4.3.2. Análise da distribuição granulométrica via peneiramento a úmido e espalhamento de laser... 26
4.3.3. Medição dos parâmetros de porosimetria via BET – adsorção de N2... 26
4.3.5. Determinação da densidade real... 27
4.3.6. Determinação da superfície específica no permeâmetro Fisher... 27
4.4. Moagem dos minérios em bancada... 29
5. RESULTADOS E DISCUSSÃO ... 30
5.1. Análise química dos minérios... 30
5.2. Caracterização mineralógica e microestrutural... 30
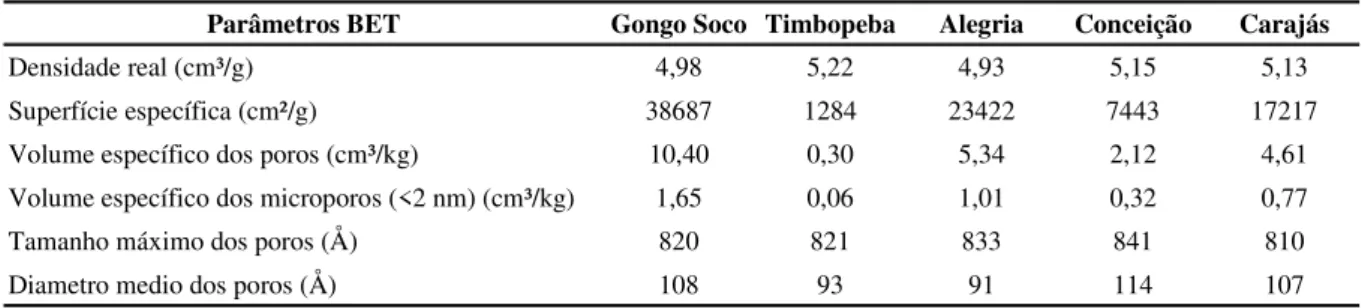
5.3. Avaliação dos parâmetros de porosidade e de superfície específica via método de adsorção por nitrogênio (BET) ... 33
5.4. Resultados de energia e correção dos mesmos ... 34
5.5. Resultados dos ensaios de moabilidade em escala de bancada... 36
6. DESENVOLVIMENTO DOS MODELOS ... 41
6.1. Escolha da variável resposta ... 41
6.2. Escolha das variáveis independentes ... 43
6.3. Obtenção de modelos por regressão linear múltipla ... 45
6.4. Análise dos resultados utilizando o modelamento de misturas proposto ... 49
6.5. Modelo para a moabilidade conforme a superfície específica... 50
6.5.1. Modelo Linear... 50
6.5.2. Modelo Quadrático... 52
6.5.3. Modelo Cúbico Especial... 55
6.5.4. Comparação entre os três modelos... 57
6.6. Modelo para a moabilidade conforme a granulometria menor que 45 µm... 60
6.7. Avaliação do uso de média ponderada como forma de cálculo do índice de moabilidade de misturas de minérios ... 65
7. CONCLUSÕES... 70
8. SUGESTÕES DE TRABALHOS FUTUROS... 72
9. REFERÊNCIAS BIBLIOGRÁFICAS... 73
APÊNDICE A – Lista de variáveis utilizadas... 81
APÊNDICE B – Banco de dados ... 82
APÊNDICE C – Fotomicrografias obtidas por microscopia óptica de luz refletida... 88
APÊNDICE D – Gráficos de superfície específica versus energia para cada mistura... 93
APÊNDICE E – Gráficos de granulometria (% passante em 45 µm) versus logaritmo neperiano da energia para cada mistura... 97
Lista de Tabelas
Tabela 1 - Planejamento dos experimentos gerado com as proporções dos componentes
das misturas... 25
Tabela 2 - Análise química dos minérios selecionados (% em massa)... 30
Tabela 3 - Distribuição (%) por classes de tamanho de cristal e de seu tamanho médio harmônico (mm)... 31
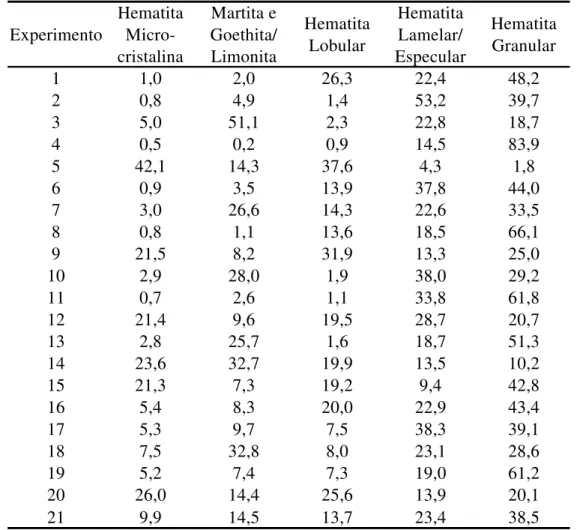
Tabela 4 - Análise morfológica em microscopia óptica dos minérios selecionados (% em massa). ... 33
Tabela 5 - Resultados de medição de porosidade dos minérios pelo método BET. ... 34
Tabela 6 - Energias medidas [kWh/t] após ajustes usando a equação (2)... 36
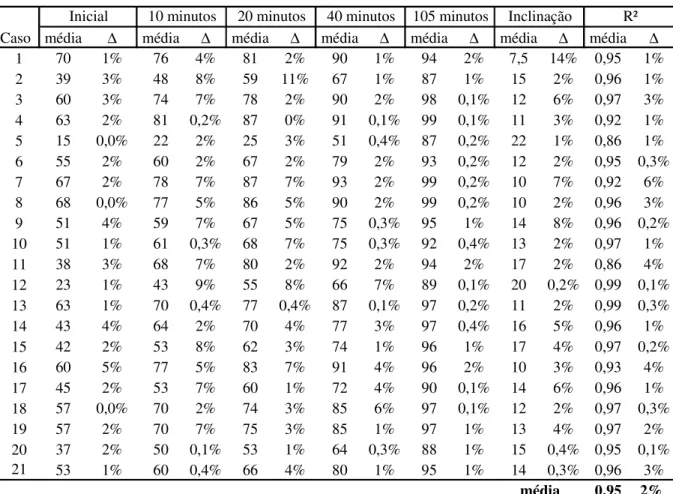
Tabela 7 - Resultados de superfície específica medida pelo permeâmetro Fisher, para diversos tempos de moagem, e índices de moabilidade [m².10-1.W-1.h-1] (inclinações) calculados. ... 37
Tabela 8 - Resultados obtidos do percentual menor que 45 µm, para diversos tempos de moagem, e índices de moabilidade [t. kW-1.h-1] (inclinações) calculados... 38
Tabela 9 - Resultados de superfície específica [cm²/g] e inclinações [m².10-1.W-1.h-1] calculadas, para diversos tempos de moagem, sendo a superfície específica calculada pela equação (7), utilizando o tamanho médio harmônico das partículas e a densidade real dos minérios... 39
Tabela 10 - Matriz de correlações entre variáveis que representam a moabilidade... 43
Tabela 11 - Correlações entre as variáveis ligadas à morfologia... 45
Tabela 12 - Correlações entre as variáveis químicas ... 45
Tabela 13 - Correlações entre as variáveis ligadas à porosidade. ... 45
Tabela 14 - Teores (%) calculados e utilizados no presente estudo de cada grupo de morfologias. ... 49
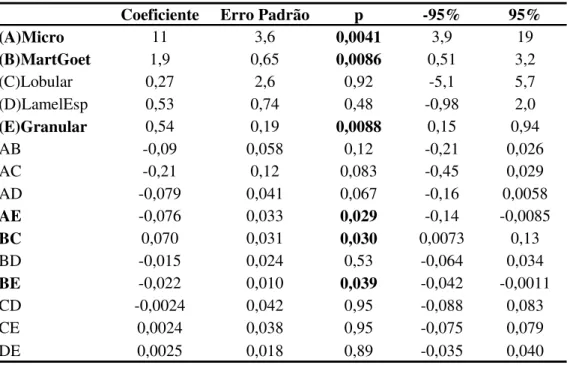
Tabela 15 - Coeficientes do modelo linear para previsão da moabilidade conforme superfície específica... 51
Tabela 16 - Coeficientes do modelo quadrático para previsão da moabilidade conforme superfície específica... 53
Tabela 17 - Coeficientes do modelo cúbico especial para a moabilidade conforme superfície específica... 55
Tabela 18 - Análise de variância para os modelos de moabilidade conforme superfície específica... 57
Tabela 19 - Comparação da previsão da moabilidade [m².10-1.W-1.h-1] conforme a superfície específica pelos modelos linear, quadrático e cúbico especial. ... 57
Tabela 21 - Coeficientes do modelo linear para a moabilidade conforme a granulometria... 61
Tabela 22 - Valores previstos para 20% de cada morfologia... 61
Tabela 23 - Limites de validade dos modelos (% de cada morfologia). ... 62
Tabela 24 - Comparação entre a média ponderada e o resultado de índice de moabilidade padrão CVRD... 67
Tabela 25 - Modelo quadrático de previsão do índice de moabilidade em função dos minérios estudados... 67
Tabela 26 - Banco de dados – parte 1. ... 82
Tabela 27 - Banco de dados – parte 2. ... 83
Tabela 28 - Banco de dados – parte 3. ... 84
Tabela 29 - Banco de dados – parte 4. ... 85
Tabela 30 - Banco de dados – parte 5. ... 86
Tabela 31 - Banco de dados – parte 6. ... 87
Tabela 32 - Distribuições granulométricas dos experimentos 1 e 2... 101
Tabela 33 - Distribuições granulométricas dos experimentos 3 e 4... 101
Tabela 34 - Distribuições granulométricas dos experimentos 5 e 6... 102
Tabela 35 - Distribuições granulométricas dos experimentos 7 e 8... 102
Tabela 36 - Distribuições granulométricas dos experimentos 9 e 10... 103
Tabela 37 - Distribuições granulométricas dos experimentos 11 e 12... 103
Tabela 38 - Distribuições granulométricas dos experimentos 13 e 14... 104
Tabela 39 - Distribuições granulométricas dos experimentos 15 e 16... 104
Tabela 40 - Distribuições granulométricas dos experimentos 17 e 18... 105
Tabela 41 - Distribuições granulométricas dos experimentos 19 e 20... 105
Tabela 42 - Distribuições granulométricas dos experimentos 21 e 22... 106
Tabela 43 - Distribuições granulométricas dos experimentos 23 e 24... 106
Tabela 44 - Distribuições granulométricas dos experimentos 25 e 26... 107
Tabela 45 - Distribuições granulométricas dos experimentos 27 e 28... 107
Tabela 46 - Distribuições granulométricas dos experimentos 29 e 30... 108
Tabela 47 - Distribuições granulométricas dos experimentos 31 e 32... 108
Tabela 48 - Distribuições granulométricas dos experimentos 33 e 34... 109
Tabela 49 - Distribuições granulométricas dos experimentos 35 e 36... 109
Tabela 50 - Distribuições granulométricas dos experimentos 37 e 38... 110
Tabela 51 - Distribuições granulométricas dos experimentos 39 e 40... 110
Lista de Figuras
Figura 1 - Fluxograma típico de moagem de uma usina de pelotização da CVRD. ... 2 Figura 2 - Mecanismos de fratura, energia aplicada e distribuição dos fragmentos
resultantes, adaptada de Kelly e Spottiswood (1982)... 8 Figura 3 - Relação entre a energia consumida e o tamanho da partícula do produto (Hukki,
1961, apud BERALDO, 1987, p.12, adaptada por Conti et al., 2001). ... 11
Figura 4 - Desenho esquemático do moinho usado para o ensaio de moabilidade
(Conti et al., 2001). ... 14
Figura 5 - Fotografia do moinho usado para o ensaio de moabilidade. ... 14 Figura 6 - Exemplo de gráfico para previsão de consumo de energia de moagem
(DONDA, 1998, p. 112)... 20 Figura 7 - Fluxograma das atividades experimentais desenvolvidas neste trabalho... 22 Figura 8 - Comparação entre o índice de moabilidade padrão e a moabilidade
represen-tada pela inclinação da reta superfície versus energia. Cada caso representa
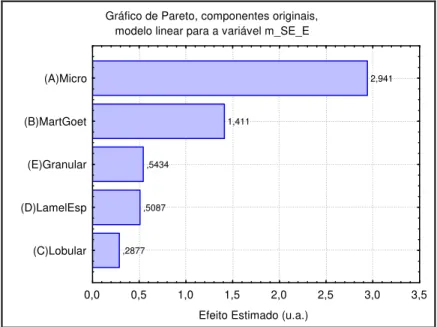
um experimento realizado em duplicata. Cada ponto representa a média de um par de resultados e as incertezas foram representadas pela metade da diferença entre o maior e o menor valor do par de resultados ... 41 Figura 9 - Importância dos efeitos das variáveis e interações no modelo linear de previsão
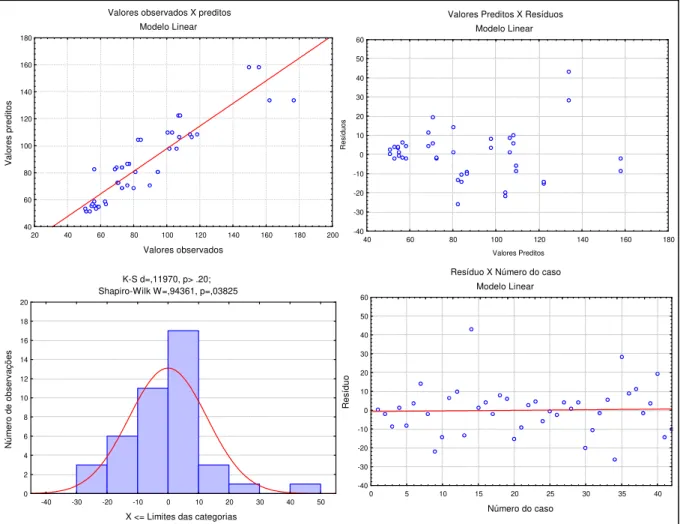
da moabilidade conforme superfície específica ... 51 Figura 10 - Verificação do modelo linear de previsão da moabilidade conforme superfície
específica. ... 52 Figura 11 - Importância dos efeitos das variáveis e interações no modelo quadrático de
previsão da moabilidade conforme superfície específica... 54 Figura 12 - Verificação do modelo quadrático de previsão da moabilidade conforme
superfície específica. ... 54 Figura 13 - Importância dos efeitos das variáveis e interações no modelo cúbico especial
de previsão da moabilidade conforme superfície específica. ... 56 Figura 14 - Verificação do modelo cúbico especial para a moabilidade conforme
superfície específica. ... 56 Figura 15 - Variação da superfície específica em função da energia de moagem e da
quantidade de hematita lobular... 59 Figura 16 - Variação da superfície específica em função da energia de moagem e da
quantidade de hematita microcristalina... 59 Figura 17 - Extrapolação do modelo linear para comparação das morfologias. ... 60 Figura 18 - Verificação do modelo linear de previsão da moabilidade conforme
Figura 20 - Variação do %<45 µm com a energia de moagem e o % de hematita
microcristalina. ... 64
Figura 21 -Gráficos de verificação do modelo de média ponderada para previsão da moabilidade. ... 68
Figura 22 - Gráfico de Pareto para comparação dos coeficientes dos minérios e suas interações (modelo quadrático) sobre o índice de moabilidade. ... 68
Figura 23 - Gráficos de verificação do modelo quadrático para previsão do índice de moabilidade em função dos minérios... 69
Figura 24 - Fotomicrografias do minério de Gongo Soco (aumento 200 X). ... 88
Figura 25 - Fotomicrografias do minério de Timbopeba (aumento 200 X)... 89
Figura 26 - Fotomicrografias do minério de Alegria (aumento 200 X). ... 90
Figura 27 - Fotomicrografias do minério de Conceição (aumento 200 X). ... 91
Figura 28 - Fotomicrografias do minério de Carajás (aumento 200 X). ... 92
Figura 29 - Gráficos de superfície específica versus energia para as misturas de números 1 a 5. ... 93
Figura 30 - Gráficos de superfície específica versus energia para as misturas de números 6 a 10. ... 94
Figura 31 - Gráficos de superfície específica versus energia para as misturas de números 11 a 15. ... 95
Figura 32 - Gráficos de superfície específica versus energia para as misturas de números 16 a 21. ... 96
Figura 33 - Gráficos de granulometria (passante em 45 µm) versus logaritmo neperiano da energia para as misturas de números 1 a 5. ... 97
Figura 34 - Gráficos de granulometria (passante em 45 µm) versus logaritmo neperiano da energia para as misturas de números 6 a 10. ... 98
Figura 35 - Gráficos de granulometria (passante em 45 µm) versus logaritmo neperiano da energia para as misturas de números 11 a 15. ... 99
Lista de Quadros
Quadro 1 - Classificação dos minérios quanto ao percentual de partículas policristalinas (SILVA, 2003). ... 16 Quadro 2 - Principais tipos texturais de cristais de óxidos e óxido-hidróxidos de ferro... 18 Quadro 3 - Parâmetros dos ensaios e energias calculadas para os diferentes tempos de
Resumo
A principal fonte de material utilizado nas pelotizações é a parcela das jazidas de minério de ferro cujo tamanho é naturalmente inferior a 6 mm e também dos finos gerados na lavra, no processamento de concentração, na classificação, no manuseio e no transporte do minério. Na pelotização, a moagem do minério se torna necessária para adequar sua superfície específica e distribuição granulométrica às exigências da produção de pelotas. A moagem é responsável por grande parte do consumo de energia de uma usina de pelotização e em alguns casos determina sua capacidade de produção. Informações sobre como os minérios afetam a moagem podem ser utilizadas para aumento de capacidade, redução de custos; verificação rotineira de anomalias de processo de moagem, como variações na distribuição granulométrica ou na taxa de alimentação dos moinhos; mapeamento das minas conforme a moabilidade para efeito de planejamento plurianual; aprimoramento da metodologia de previsão de comportamento na moagem de diferentes pilhas de minérios. Dessa forma, o principal objetivo deste trabalho foi estudar características de minérios de ferro utilizados no complexo de pelotização da Companhia Vale do Rio Doce (CVRD) em Vitória que influenciam seu comportamento na moagem.
Realizou-se o trabalho em três etapas: caracterização física, química, e microestrutural de minérios e suas misturas; escolha de misturas de minérios segundo uma metodologia estatística de planejamento de experimentos apropriada para misturas; ensaio padrão de moagem em quatro tempos; correlação das características investigadas com os resultados dos ensaios e elaboração dos modelos estatísticos de previsão da moabilidade.
Abstract
The main source of raw material to pelletizing plants is the fraction of iron ore naturally smaller than 6 mm and also the fines generated in the mines or in the beneficiation, classification, handling or transportation of the ore. In pelletizing plants, grinding is necessary to suit their specific surface area and size distribution to the pellet production requirements. Grinding is responsible for a big share of the energy consumption in a pelletizing plant and, in some cases, it determines the palnt capacity. Information concerning how the different ores affect their grinding behavior can be utilized to increase capacity and decrease production costs; routine check of daily process anomalies such as size distribution variations or feed rate to the balling mills; mapping of the mines sections concearning grindability in order to elaborate a multiannual production plan; improvement of the methodology of grinding behavior prediction for different iron ore piles. Thus, the main objective of this work was to study characteristics of the iron ores supplied to the pelletizing plants complex of Companhia Vale do Rio Doce (CVRD) located in Vitoria, which have influence on their grinding process parameters.
The study was carried out in three parts: physical, chemical, mineralogical and microstructural characterization of iron ores and blends; standard batch tests to estimate the grinding behavior according to a mixture design (simplex-lattice) and correlation of investigated characteristics with batch tests results.
It was observed that the Rittinger’s Law could be applied to the different studied iron ore mixtures, and to the morphologies typically used in pelletizing plants in Vitoria. Many different ways to express grindability were studied, as the correlations between them. It was proved the effectiveness of standard grindability index. It was studied the use of weighted average to calculate the grindability index of a mixture. It was found a linear relation between specific surface area measured by Fisher and estimated by size distribution measured by laser scattering.
1. INTRODUÇÃO
A Companhia Vale do Rio Doce (CVRD) é a maior mineradora diversificada das Américas, maior prestadora de serviços de logística do Brasil e maior geradora de divisas do País (CVRD, 2004). É também a maior produtora e exportadora de minério de ferro do mundo. Possui dois sistemas principais de produção e logística constituídos por mina-ferrovia-porto. O Sistema Norte compreende a mina de ferro de Carajás, no Sul do Pará, a Estrada de Ferro Carajás e o Porto de Ponta da Madeira, em São Luís, no Maranhão. O Sistema Sul é constituído essencialmente pelas minas de Cauê, Conceição, Alegria, Timbopeba e Gongo Soco, localizadas em Minas Gerais, e pela ferrovia Vitória-Minas, que leva o minério da região das minas até o complexo portuário da Ponta de Tubarão em Vitória, Espírito Santo.
O Departamento de Pelotização (DIPE) é uma unidade da Diretoria Executiva de Ferrosos da CVRD e tem por objetivo o aproveitamento de partículas finas e ultrafinas geradas nas operações de extração e beneficiamento de minério de ferro. Um grande complexo industrial, constituído por sete usinas de pelotização, está instalado na Ponta de Tubarão. Sob a responsabilidade desse Departamento estão também uma usina localizada em Ouro Preto, Minas Gerais e outra em São Luís, no Maranhão. As nove usinas apresentam capacidade anual de produção de 35 milhões de toneladas de pelotas.
O principal material utilizado nas pelotizações provém da parcela das jazidas de minério de ferro cujo tamanho é naturalmente inferior a 6 mm e também dos finos gerados na lavra, no processamento de concentração, na classificação, no manuseio e no transporte do minério.
Na pelotização, a moagem do minério se torna necessária para adequar as características de superfície específica e distribuição granulométrica dos finos de minérios de ferro às exigências para a produção de pelotas. A moagem é uma das etapas que mais consomem energia em uma usina de pelotização. Os moinhos são equipamentos de alto custo e seu correto dimensionamento consiste, principalmente, em determinar a quantidade de energia que os minérios vão demandar para atingir um determinado tamanho.
Nas sete usinas do complexo de Tubarão, há 16 moinhos de bolas para realização da moagem. A maioria desses moinhos tem 5,2 m de diâmetro e 10,4 m de comprimento, trabalhando com uma potência média de 4,0 MW. Trata-se de moagem a úmido, em circuito padrão, fechado com hidrociclones, conforme mostra a Figura 1.
Água
Para espessador
Moinho de Bolas
Hidrociclone Bomba Minério proveniente das pilhas de homogeneização Água 450 cm²/g 1850 cm²/g Água Para espessador
Moinho de Bolas
Hidrociclone Bomba Minério proveniente das pilhas de homogeneização Água 450 cm²/g 1850 cm²/g 500
Diâmetro dos hidrociclones (mm)
6 Número de hidrociclones
4 Potência (MW)
250 Alimentação (t/h)
10,4 Comprimento dos moinhos (m)
5,2 Diâmetro dos moinhos (m)
500 Diâmetro dos hidrociclones (mm)
6 Número de hidrociclones
4 Potência (MW)
250 Alimentação (t/h)
10,4 Comprimento dos moinhos (m)
5,2 Diâmetro dos moinhos (m)
Figura 1 – Fluxograma típico de moagem de uma usina de pelotização da CVRD.
Os minérios utilizados em Vitória são provenientes das minas do Quadrilátero Ferrífero e, em menor escala, da Serra dos Carajás. Eles são dispostos em pilhas de homogeneização com capacidade para abastecer as usinas por aproximadamente quatro dias. No passado, a escolha dos minérios para formar cada pilha levava em consideração a disponibilidade das minas, a qualidade química dos minérios e das pelotas que se desejava produzir. Isso levava a grandes flutuações na capacidade produtiva das usinas, em função da produtividade da moagem, porque a resistência à moagem dos minérios variava .
pelotização e passou a utilizar mais esse critério para formação das pilhas, bem como controle e planejamento.
Uma crítica que se faz atualmente ao uso do índice de moabilidade é que mudanças de características intrínsecas dos minérios, que afetam a produtividade das usinas de pelotização, não são retratadas no índice. Variações acentuadas do minério em função de mudanças de frente de lavra se refletem no desempenho da moagem, mas não no índice, pois este é histórico, ou seja, é medido nos minérios processados no passado. Quando se trata de minério proveniente de uma mina pouco homogênea, onde a composição mineralógica e morfológica dos minérios se altera ao longo do tempo, a atualização do índice deve ser bastante freqüente, o que nem sempre ocorre.
A CVRD encontra-se num momento em que todas suas minas estão sendo detalhadamente mapeadas segundo diversos parâmetros, incluindo-se parâmetros mineralógicos e morfológicos dos seus produtos. Este trabalho pretende aumentar o conhecimento da influência desses parâmetros sobre o comportamento da moagem.
Espera-se que, no futuro, um conhecimento completo dos minérios que alimentam as usinas de pelotização permita:
i. mapear as minas conforme a moabilidade para efeito de planejamento plurianual de lavra;
ii. aprimorar a metodologia de previsão de comportamento na moagem de cada tipo de minérios;
iii. verificar anomalias rotineiras no processo de moagem, como variações na distribuição granulométrica ou na taxa de alimentação dos moinhos;
iv. aumentar a capacidade e reduzir o custo da moagem.
2. OBJETIVOS
O principal objetivo deste trabalho é investigar características de minérios de ferro utilizados no complexo de pelotização da CVRD em Vitória que influenciam seu comportamento na moagem.
Enumeram-se os seguintes objetivos específicos deste trabalho:
i. avaliação da aplicação da Lei de Rittinger para moagem fina;
ii. determinação e comparação (em escala de laboratório) de diferentes índices de previsão da moabilidade;
iii. desenvolvimento de modelos de previsão dos índices de moabilidade de minérios e de suas misturas, em função das suas características intrínsecas;
3. REVISÃO BIBLIOGRÁFICA
3.1. Cominuição
No campo de beneficiamento de minérios, a operação de fragmentação consiste em um conjunto de técnicas que têm por finalidade reduzir um sólido de determinado tamanho em elementos de tamanho menor. Define-se cominuição como sendo o processo de redução de tamanho por processos mecânicos. A operação de fragmentação compreende diversos estágios que se aplicam ao minério, desde a mina, até sua adequação ao processo industrial subseqüente.
Os principais objetivos de se reduzir o tamanho das partículas são:
i. permitir a geração de partículas em tamanho adequado às etapas posteriores de processo;
ii. liberar os minerais de interesse econômico dos minerais de ganga;
iii. aumentar a superfície específica das partículas, facilitando o acesso de agentes químicos, (por exemplo, processos de lixiviação), ou agentes físicos (por exemplo, calor nos processos pirometalúrgicos);
Na operação das usinas de pelotização, a distribuição granulométrica adequada dos minérios moídos é determinada de modo empírico. Como a maior parte das partículas de um produto moído pelotizável está abaixo da faixa usual das peneiras de laboratório, a medição da distribuição granulométrica nas frações de interesse não é feita por peneiramento. Quando uma planta possui muitos moinhos, os medidores de tamanho de partículas em tempo real se tornam especialmente caros por poderem ser utilizados em apenas dois ou três fluxos, no máximo, devendo ser adquiridos vários medidores para atender a toda a planta.
Como exemplos de medidores em tempo real, citam-se o PSM-400 (THERMO GAMMA-METRICS, 2004), fundamentado em atenuação de seis diferentes freqüências ultra-sônicas e
O tempo de resposta da análise granulométrica é fator crítico para que se possa atuar no controle de processo de moagem. Quando não se dispõe dos citados equipamentos de medição e para evitar uma quantidade excessiva de trabalho e tempo, usualmente, determina-se apenas a fração menor que 45 µm.
Nota-se que, à medida que um sólido é pulverizado, a sua área superficial aumenta, para uma mesma massa. A determinação do valor da superfície específica é, portanto, um critério bastante adequado para medir o grau de cominuição de um determinado material. Entretanto, também nesse caso devem ser levados em conta problemas experimentais (SCHNEIDER; NEUMANN, 2002). Os métodos usuais são aqueles em que se mede diretamente a permeabilidade1 da amostra, preparada de acordo com procedimento padrão.
De acordo com Malghan e Mular (1982), os processos mais usuais para medida indireta da área de superfície são permeametria Blaine, permeametria Fisher e adsorção de gases, como, por exemplo, N2, utilizado na técnica conhecida como BET (PENA, 2002). Uma comparação
entre os diferentes métodos de medição, particularmente quando os processos de adsorção de gás são usados, mostra consideráveis diferenças entre os valores medidos. Entretanto, em operação prática, está provado que as medições de permeabilidade podem ser padronizadas até que a reprodutibilidade dessas medições seja suficiente para permitir o controle do processo industrial que delas depende (MALGHAN; MULAR, 1982).
3.2. Mecanismos de fratura
A quebra de partículas minerais se dá pela formação de novas superfícies através de aplicação de forças maiores que as forças de coesão ao longo das superfícies das partículas. Portanto, o resultado do processo de quebra é uma distribuição de fragmentos menores. A distribuição característica de tamanhos do produto de fragmentação depende não só da natureza das forças de coesão interna das partículas como também da forma de energia e da intensidade com que ela foi aplicada sobre a partícula.
Dentre as diversas formas de energia que poderiam ser transformadas em energia de fragmentação, incluem-se as energias térmica, elétrica, acústica e mecânica. Alguns pesquisadores têm estudado a aplicação de outras formas de energia ao minério anterior à sua moagem, na tentativa de se reduzir o custo global da operação. Essa energia faz com que haja redução da coesão interna. Como exemplos, recentes, citam-se:
i. Nielsen e Malvik (1999): uso de explosivos para geração de trincas no material;
ii. Kingman, Vorster e Rowson (2000): aplicação de micro-ondas para geração de tensões internas no material;
iii. Améen (2000): desintegração elétrica por aplicação de alta tensão para enfraquecer a ligação entre os cristais.
A história de esforços aos quais o material foi submetido afeta sua facilidade de ser moído. Observa-se, por exemplo, na prática da CVRD, que o circuito de moagem onde o minério passa por uma prensa de rolos antes dos moinhos apresenta produtividade superior aos circuitos onde isso não ocorre.
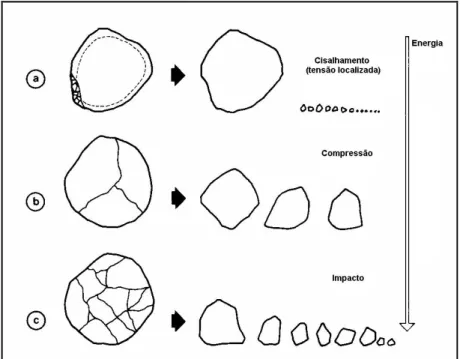
Existem três tipos principais de mecanismos de quebra, em ordem crescente de intensidade de energia aplicada: abrasão, compressão e impacto.
Na abrasão por cisalhamento, a fratura ocorre quando as forças aplicadas são insuficientes para provocar fraturas ao longo de toda a partícula. Prevalece uma concentração de esforços, na área periférica que provoca o aparecimento de pequenas fraturas. A distribuição resultante desse processo de quebra é aquela em que partículas muito menores em tamanho convivem com partículas de tamanho próximo ao original. Esse tipo de distribuição granulométrica é observado freqüentemente nos produtos de moagem autógena (sem o uso de corpos moedores).
Em moinhos de bolas, verifica-se a compressão das partículas entre corpos moedores ou entre as partículas maiores.
O mecanismo de choque ou impacto ocorre quando as forças de fragmentação são aplicadas de forma rápida e em intensidade muito superior à resistência das partículas submetidas à fragmentação. A distribuição granulométrica resultante é rica em partículas de tamanho inferior ao tamanho da partícula original. No interior dos moinhos de bolas observa-se esse mecanismo nas áreas de impacto dos corpos moedores sobre as partículas de minério.
A Figura 2 mostra, esquematicamente, os tipos de mecanismos de fratura de partículas e energia aplicada juntamente com a distribuição granulométrica dos produtos da quebra.
Figura 2 - Mecanismos de fratura, energia aplicada e distribuição dos fragmentos resultantes, adaptada de Kelly e Spottiswood (1982).
3.3. Leis da Cominuição
p.10) e de Hukki (apud LOWRISON, 1974, p.54), são freqüentemente citadas na literatura
(LYNCH, 1977).
Em 1857, Rittinger (apud AUSTIN; KLIMPEL, 1964), lançou a chamada Primeira Lei da
Cominuição ou Lei de Rittinger que diz que o trabalho necessário para realizar a fragmentação de uma partícula é proporcional à superfície nova nela gerada.
Em 1883, Kick, (apud NAPIER-MUNN et al., 1996, p.11) lançou a chamada Segunda Lei da
Cominuição ou Lei de Kick, que diz que a energia por unidade de massa é constante para reduções de tamanho similares.
Uma das formas atualmente mais amplamente aceita para definir a energia necessária para fragmentar um material foi proposta em 1952 por Fred Bond (apud FIGUEIRA; ALMEIDA;
PEREIRA NETO, 1995, p.112), através da, assim chamada, Terceira Lei da Cominuição, que diz que a energia consumida para reduzir o tamanho de um material é inversamente proporcional à raiz quadrada do tamanho. Ele definiu como tamanho, a abertura da peneira pela qual passam 80% do material na alimentação e no produto do moinho (BOND, apud
FIGUEIRA; ALMEIDA; PEREIRA NETO, 1995, p.112).
Bond (apud NAPIER-MUNN et al., 1996, p.13) propôs o uso de um índice conhecido como
Wi (Work Index, ou índice de trabalho), que é definido como o trabalho necessário para
reduzir uma massa de uma tonelada curta (907 kg) de um dado material, de tamanho inicial infinito, até um tamanho final menor que 100 µm. O Wi é, portanto, uma característica do material. Dessa forma, pode-se calcular a energia necessária para a redução de tamanho, dentro de uma determinada faixa de aplicação, de um material cujo Wi seja previamente conhecido, de um tamanho inicial qualquer a um tamanho final qualquer pela equação:
− =
F 1 P 1 Wi 10
W (1)
Sendo: W = energia específica [kWh/t] (t = tonelada curta = 907kg) P = tamanho do produto [mm]
Observa-se que as leis energéticas teóricas da fragmentação, e mais especificamente a Lei de Bond, modificada por um produto de oito fatores de natureza mecânico operacional, referenciados por Rowland e Kjos (1997), são largamente utilizadas no dimensionamento real de máquinas de fragmentação.
O assunto da simplificação do teste de Bond ainda é alvo de pesquisa, como visto em Berry e Bruce (1966), Magdalinovic (1989a), Levin (1989) e Nematollahi (1994). King, Tavares e Middlemiss (1997) propõem um método para se avaliar a energia necessária à fratura dos minérios através de fraturas sucessivas e medição de energia em células de carga de alta precisão. A energia medida por eles obteve boa correlação com os valores de Wi dos minérios estudados.
Entretanto, as leis da cominuição foram sempre questionadas por serem fundamentadas em estudos empíricos, elaborados em laboratório, muitas vezes, não descrevendo de forma completa o processo em escala industrial (AUSTIN; KLIMPEL; LUCKIE, 1984, p.46).
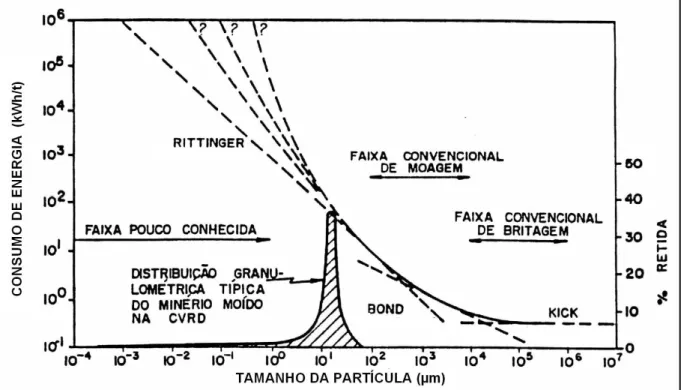
Em 1961, Hukki (apud LYNCH, 1977, p.16) verificou que as três teorias da cominuição são
aplicáveis, de acordo com os intervalos de tamanho considerados, o que é visto na Figura 3, adaptada por Conti et al. (2001). Observa-se que a Lei de Rittinger se aplica melhor que a Lei
de Bond para menores tamanhos de partículas. Encontra-se na mesma figura, a curva granulométrica típica do produto moído no DIPE, indicando um tamanho médio granulométrico da ordem de 0,020 mm, ou seja, fora da faixa convencional de moagem e próximo da faixa onde melhor se aplica a Lei de Rittinger.
Figura 3 - Relação entre a energia consumida e o tamanho da partícula do produto (Hukki, 1961 apud
BERALDO, 1987, p.12, adaptada por Conti et al., 2001).
3.4. O balanço populacional
Os chamados balanços populacionais procuram descrever o que acontece numa moagem através de balanços de massas para as partículas que entram e saem de cada classe de tamanho. Man (1999), Austin e Klimpel (1964) fazem referência ao início desse tipo de abordagem por diversos autores, a partir de 1948.
O modelo do balanço populacional de partículas baseia-se nos seguintes conceitos, conforme Beraldo (1987):
i. velocidade específica de quebra ou função seleção: é a velocidade com que as partículas contidas em um intervalo de tamanho são fragmentadas e passam para o intervalo inferior de tamanho;
iii. função classificação ou coeficiente de difusão: representa o movimento diferencial das partículas para dentro ou para fora de um sistema contínuo de moagem, sendo dependente do tamanho das partículas;
iv. tempo de residência ou tempo de permanência: essa variável diz respeito ao fato das partículas não possuírem exatamente a mesma velocidade ao longo do moinho, havendo sempre mistura no sentido axial.
No caso de moinhos de laboratório, para testes em batelada, apenas os dois primeiros conceitos são considerados.
Chaves e Peres (1999, p. 596) dividem os diversos modelos em dois grupos. “No modelo matricial, a cominuição é considerada uma sucessão de eventos de quebra, a alimentação de cada evento sendo o produto do evento precedente [...]. No modelo cinético, a cominuição é considerada um processo contínuo”.
Cada vez mais estudados e aplicados, os modelos populacionais ainda recebem críticas. A principal delas é a dificuldade de serem obtidos os dados experimentais. Os exemplos a seguir ilustram essas discussões ocorridas nos últimos anos e servem como consulta para posterior aprofundamento no conhecimento dos balanços populacionais aplicados a moagem.
i. Kelly e Spottiswood (1990) defendem o uso da função quebra;
ii. Soares e Araújo (1992) obtêm bons resultados de simulação de moagem de minério de ferro, com procedimento e programa de computador próprio;
iii. Rajamani e Guo (1992) criticam a presunção de cinéticas lineares de moagem quando aplicadas para todos os casos e lançam dúvidas sobre o papel dos hidrociclones e do transporte de massa no interior do moinho sobre o comportamento desses modelos; iv. Chandrasekaran (1992), Kheifets e Lin (1998) propõem melhorias na função seleção;
v. Herbst (1997) afirma que o balanço populacional é o melhor meio de se prever o comportamento da moagem;
3.5. Modelos fundamentais
Um modelo fundamental utiliza as leis da física para gerar a relação entre as condições detalhadas de uma máquina e as conseqüências nos parâmetros de processo. Em moinhos de bolas, isso significa modelar o fluxo de cada bola e partícula, bem como o processo de quebra de cada partícula. Esse tipo de modelo envolve um número enorme de elementos e só pode ser obtido com o uso de computadores extremamente potentes e requerem um elevado tempo de processamento.
Mishra e Rajamani (1990) foram os primeiros a desenvolver um modelo fundamental para um moinho de bolas. Eles descrevem as condições físicas dentro do moinho de bolas usando o método de modelagem por elementos discretos, cuja sigla em inglês é DEM (Discrete
Element Modelling). Esse primeiro trabalho considerou o moinho como um círculo e as bolas
como discos. Outros autores têm contribuído para o desenvolvimento dessa área, mas ainda não se tem notícia de publicação de trabalho conclusivo de aplicação prática de um modelo em três dimensões.
Radziszewski (1999) descreve uma utilização conjunta de balanço populacional e simulação utilizando DEM para um moinho de laboratório. Como exemplos de aplicação dessa técnica citam-se Agrawala et al. (1997), Misra e Cheung (1999), Bwalya, Moys e Hinde (2001),
Dong e Moys (2002).
3.6. O ensaio de moabilidade da CVRD
A CVRD utiliza na pelotização diferentes minérios, com diferentes origens e características. Visando aumentar a previsibilidade do comportamento da moagem das plantas de pelotização, foram caracterizados os diferentes minérios quanto à sua resistência a moagem, através de um ensaio de bancada, desenvolvido com base na Lei de Rittinger (MOURÃO; STEGMILLER, 1990).
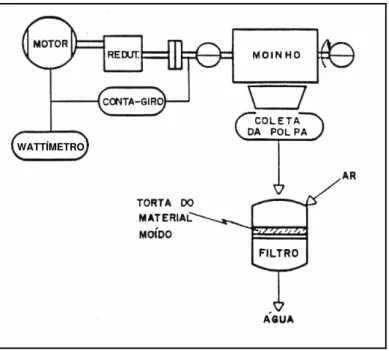
medida ao final do ensaio. São fixados o nível de enchimento, a velocidade, o tempo de duração e a porcentagem de sólidos. A superfície específica do minério é medida antes e após a moagem. O índice de moabilidade é o resultado da divisão da superfície específica gerada pela energia consumida e é expresso na unidade cm²/(gWh).
WATTÍMETRO
Figura 4 - Desenho esquemático do moinho usado para o ensaio de moabilidade (Conti et al., 2001).
Os índices de moabilidade, mostrados por Conti et al. (2001), apresentaram uma faixa de
variação de 1,3 a 4,2 cm²/(gWh), ou seja, o minério de maior moabilidade apresentou um índice três vezes maior que o minério de menor moabilidade. Alguns minérios apresentam índices de moabilidade que não são constantes de uma avaliação para a outra ou apresentam considerável desvio padrão. Isso indica que, apesar do minério atender às especificações químicas e granulométricas, há variação de alguma característica intrínseca que afeta a moabilidade.
Nas pilhas da CVRD são usados diferentes tipos de minério em conjunto. Para prever o comportamento dessas misturas, utiliza-se a média ponderada dos índices de moabilidades de cada minério individual. Essa média se mostrou compatível com os resultados da moagem em bancada e foi comprovada em escala industrial sua aplicação (MOURÃO et al., 1992).
No moinho de teste da CVRD são utilizadas bolas de um só tamanho, o que ocasiona a mínima área superficial específica (área total das bolas dividida pela sua massa total). O ideal seria se utilizar uma distribuição de tamanhos de bolas, de forma a se obter uma área específica semelhante à das bolas do moinho industrial. Contudo, considerando a dificuldade experimental para se controlar a cada ensaio o número de bolas em cada tamanho e para a reposição das bolas desgastadas por outras de igual diâmetro nominal, optou-se pela carga bolas de um só tamanho. O efeito dessa diferença de distribuição de tamanhos de bolas é reduzir a eficiência da moagem em laboratório, por causa da menor área das bolas em contato com as partículas de minério. Menacho e Concha (1985) mostraram que diferenças na distribuição dos tamanhos das bolas afetam a função seleção, mas não a função quebra.2 pois a
Como a redução da eficiência de moagem causada pela menor superfície específica da carga de bolas de igual tamanho se aplica a todos os minérios testados no moinho, acredita-se que não haja prejuízo para as avaliações que se fazem das moabilidades relativas dos minérios.
3.7. A relação entre moabilidade e microestrutura
Numa primeira tentativa de entender o que afeta a moabilidade, a CVRD procurou correlacionar essa propriedade com as características microscópicas (MOURÃO; STEGMILLER, 1990). A característica que apresentou maior correlação com a moabilidade foi a freqüência de partículas policristalinas (que apresentam mais de um cristal) presentes no minério. Segundo esse critério, os minérios foram agrupados em quatro classes, conforme mostra o Quadro 1.
A maior resistência à moagem, apresentada por minérios de menor freqüência de partículas policristalinas, é atribuída ao mecanismo de quebra dos cristais, enquanto nos minérios mais policristalinos ocorre “destacamento” de cristais (SILVA, 2003).
Grupo
Índice de moabilidade
(cm2.g-1.W-1.h-1) Partículas policristalinas
1 1,16 a 1,25 Abaixo de 30 %
2 1,44 a 1,98 De 30 a 50 %
3 2,16 a 2,62 De 50 a 70 %
4 > 3,08 Acima de 70 %
Quadro 1 - Classificação dos minérios quanto ao percentual de partículas policristalinas (SILVA, 2003).
Silva (2003) utilizou a metodologia de ensaio descontínuo de moagem em laboratório para levantamento dos parâmetros das funções quebra e seleção de dois tipos de minérios. Os resultados mostraram que as partículas monocristalinas aumentam com o tempo de moagem, à medida que o tamanho diminui. Ele mostrou que, embora a função seleção tivesse valores semelhantes para os dois minérios, a função quebra era bastante diferente. No caso, o que apresentou maior facilidade de gerar partículas mais finas foi o minério de maior índice de moabilidade. Uma afirmação importante de Silva (2003) é que a carga circulante (underflow
dos hidrociclones) teria uma proporção maior das partículas do material de menor moabilidade, fato que foi observado experimentalmente por Fuerstenau e Venkataraman (1988).
mapeamento tipológico na Mina permitiu ao planejamento da lavra, melhor adequação dos tipos de minérios às diferentes campanhas de produção” (VIANA; TURRER; RABELO, 1990, p. 29). Atribuiu-se um aumento de 2,5% na produtividade, com melhores índices de recuperação metálica, ao melhor controle dos minérios alimentados à usina, em função das informações obtidas no referido estudo,.
Feitosa et al. (1997) afirmam que, por causa da complexidade e heterogeneidade das minas, é
essencial um completo conhecimento e caracterização tecnológica do minério, dos concentrados e das pelotas para atingir as metas de produção e qualidade do produto. Os autores mostram a influência do aumento da proporção de hematita especular no sentido de redução da taxa de alimentação da moagem secundária da Samarco Mineração, mas com efeito benéfico sobre a qualidade física das pelotas. Esse fato também é relatado por Costa et
al. (1998).
A CVRD tem aumentado seus esforços no sentido de entender a influência dos diferentes minérios nas usinas de pelotização (SILVA et al., 2003). Outro resultado importante nesse
sentido foi estabelecer um padrão de classificação dos minérios de acordo com a predominância de seus microconstituintes minerais e morfológicos (SILVA et al., 2003). O
TIPO CARACTERÍSTICAS FORMA E TEXTURA ESQUEMÁTICA ILUSTRAÇÃO
HEMATITA MICRO-CRISTALINA
♦ Cristais muito pequenos,
<10µm.
♦ Textura porosa.
♦ Contatos pouco desenvolvidos.
MAGNETITA
♦ Cristais euédricos, isolados ou
em agregados.
♦ Cristais compactos.
MARTITA
♦ Hematita com hábito de
magnetita.
♦ Oxidação segundo os planos
cristalográficos da magnetita.
♦ Geralmente porosa.
HEMATITA LOBULAR
(OU
RECRISTA-LIZADA )
♦ Formatos irregulares
inequidimensionais.
♦ Contatos irregulares,
geralmente imbricados.
HEMATITA GRANULAR
♦ Formatos regulares
equidimensionais.
♦ Contatos retilíneos e junções
tríplices.
♦ Cristais compactos.
♦ Comprimento do cristal menor
que o dobro da largura.
HEMATITA LAMELAR
(OU TABULAR)
♦ Hábito tabular; cristais
compactos inequidimensionais.
♦ Contatos retilíneos.
♦ Chamada especular quando a
largura do cristal é cinco ou mais vezes menor que o comprimento.
ÓXIDO-HIDRÓXIDOS
DE FERRO (
GOETHITA-LIMONITA)
♦ Material amorfo ou
microcristalino.
♦ Estrutura coloforme, hábito
botrioidal.
♦ Textura porosa.
Quadro 2 - Principais tipos texturais de cristais de óxidos e óxido-hidróxidos de ferro.3
3.8. Os ensaios de moabilidade do Midland Research Center e da Samarco Mineração
Bond (1985) descreve como, no início do Século XX, eram classificados os minérios quanto à moabilidade. Os minérios eram moídos em diferentes intervalos de tempo até se obter uma determinada faixa de tamanho. Os moinhos de laboratório utilizados nesses ensaios eram padronizados quanto ao tamanho, carga de bolas e velocidade. Minérios desconhecidos eram comparados com minérios conhecidos para se calcular o tamanho necessário dos moinhos industriais capazes de obter uma determinada produtividade.
Bogren e Wakeman (1969, apud DONDA, 2003, p. 8), do atual Midland Research Center,
desenvolveram um método criterioso de se avaliar a moabilidade. É utilizado um moinho padronizado, dotado de medição de energia através de torquímetro. São fixadas as quantidades de bolas, água e minério. A moagem se dá em diferentes tempos; após cada tempo, medem-se a energia do ensaio, a superfície específica do minério e a sua distribuição granulométrica. Os resultados são analisados graficamente, verificando-se nas curvas obtidas qual a energia necessária para se atingir determinado objetivo, ou de superfície específica ou de percentual passante em uma determinada malha.
Donda (2003) desenvolveu uma metodologia de testes para uso na Samarco Mineração, em Mariana, Minas Gerais. São feitas moagens de laboratório em três tempos diferentes, sendo padronizadas a carga de bolas e minério, a velocidade do moinho, o percentual de sólidos, a distribuição de tamanhos das bolas. São medidas as superfícies específicas e granulometria passante em 45µm inicialmente e após cada moagem. Para previsão de potência do moinho de teste, é utilizada a equação (2), proposta por Rowland (apud DONDA, 2003, p. 10).
(
)
( ) − − = 0,3 p s 9−10Cs
2 1 , 0 1 * C * V 3 2 , 3 * 2,44 D -2,44 22 -51 sen * D * 3 , 6
kWb (2)
Onde:
kWb = potência [kW] por tonelada de bolas, no eixo-pinhão; D = diâmetro do moinho [m] interno ao revestimento; Vp = fração do volume do moinho ocupada pelas bolas;
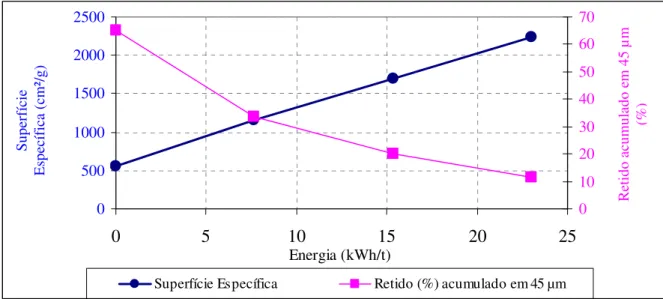
Os dados desses testes são representados em um gráfico onde o eixo das ordenadas representa a energia obtida pela equação (2) para cada tempo de moagem. O eixo das abscissas pode representar a superfície específica ou o percentual menor que 45 µm, conforme ilustra a Figura 6. A energia prevista, portanto, pelo ensaio, é aquela que, de acordo com o gráfico, permite obter os resultados desejados de superfície específica e granulometria. O ensaio já vem sendo utilizado há vários anos e mostra muito boa correlação com a prática industrial.
Figura 6 - Exemplo de gráfico para previsão de consumo de energia de moagem (DONDA, 1998, p. 112).
A unidade do coeficiente angular (da inclinação) da reta da Figura 6 é (cm²/g)/(kWh/t), que, resulta em [m².10-1.W-1.h-1]. Quando esse gráfico é obtido com dados de moinhos industriais, é costume se chamar a inclinação de “Eficiência de Moagem” (ZHENG; HARRIS; SOMASUNDARAN, 1997; RIBEIRO et al., 2002). Comparando-se essa unidade desse
índice com a do índice de moabilidade, vê-se que a diferença é apenas a divisão pela massa de minério expressa em toneladas. Como, no caso da moagem de laboratório do ensaio de moabilidade, a massa de minério é constante, basta dividir-se o índice de moabilidade por essa massa (9,56 x 10-3 t) para se chegar à mesma unidade.
0 500 1000 1500 2000 2500
0 5 10 15 20 25
Energia (kWh/t) 0 10 20 30 40 50 60 70
Superfície Específica Retido (%) acumulado em 45 µm
3.9. A Lei de Rittinger e a prática industrial
Casali et al. (2001) mostraram ser possível prever o comportamento de uma moagem, através
da média ponderada dos work indexes (Wi), sem considerar interação entre os componentes
(modelo linear). Por outro lado, Fuerstenau e Venkataraman (1988) observaram que numa moagem onde há presença de diferentes materiais, há uma tendência de que o material mais resistente fique mais grosso do que se fosse moído sozinho. Fuerstenau e Abouzeid (1991) observaram que, numa moagem onde há materiais finos misturados com grossos, a eficiência de moagem é maior do que se fossem moídos separadamente. Esses trabalhos indicam que que vale a pena investigar o efeito de interações entre diferentes tipos de minérios.
Guimarães (1999) e Casali et al. (2001) apontam para a possibilidade de se automatizar a
análise morfológica, através da aplicação computadorizada de algoritmos de análise de imagens. Isso aumenta a importância de se conhecer a influência de cada morfologia na moagem.
Donda (2003), Donda, Galinari e Rabelo (1999), Donda (1998), Mourão et al. (1992),
Mourão e Stegmiller (1990) mostraram a capacidade da Lei de Rittinger de prever a energia consumida nos moinhos em escala industrial. Analisando-se esses trabalhos conclui-se que, no caso dessas moagens, não é necessário fazer uso de modelos mais complexos de previsão do comportamento na moagem. Considerando a sólida base de dados nesses trabalhos, mostra-se que há correlação linear entre o moinho de laboratório e a moagem industrial. Portanto, parece razoável investigar as características intrínsecas dos minérios que influenciam os resultados de sua moagem em laboratório para que as conclusões sejam atribuídas aos moinhos industriais.
4. MATERIAIS E MÉTODOS
A Figura 7 apresenta o fluxograma das atividades experimentais desenvolvidas para a elaboração dos trabalhos de que tratam esta dissertação.
Figura 7 - Fluxograma das atividades experimentais desenvolvidas neste trabalho.
4.1. Seleção dos tipos de minérios a serem estudados
Existem diversas categorias tipológicas de minérios de ferro brasileiros contendo diferentes tipos de óxidos e óxido-hidróxidos de ferro, conforme mostrados no Quadro 2.
Seleção dos minérios de ferro a serem estudados (amostras do quadrilátero Ferrífero e da Serra dos Carajás)
Planejamento estatístico dos experimentos
Caracterização tecnológica dos minérios.
Caracterização mineralógica e morfológica (qualitativa e quantitativa); avaliação do tamanho dos cristais via microscopia óptica de luz refletida.
Avaliação dos parâmetros de porosidade e de superfície específica via método de adsorção de nitrogênio (BET).
Distribuição granulométrica via peneiramento e espalhamento de laser / cálculo teórico da superfície específica.
Ensaios de moagem em escala de bancada (tempos de 10, 20, 40 e 105 minutos)
Medição das energias aplicadas nas moagens
Análise da superfície específica
Análise da distribuição granulométrica
Análise dos resultados e elaboração dos modelos de previsão
Análise da Lei de Rittinger e cálculo dos Índices de Moabilidade Análise da superfície específica via permeâmetro Fisher.
Análise química via fluorescência de raios-X. Tipos de
Foram avaliados os principais minérios recebidos no Complexo de Pelotização da CVRD em Vitória entre os anos de 2000 e 2002. Procurou-se encontrar minérios que representassem as características mais marcantes, levando-se em consideração as características mineralógicas e microestruturais dos minérios de maior abrangência utilizados no sistema produtivo atual. Foram selecionados, portanto, cinco minérios de ferro para investigação:
i. Minério da Mina de Carajás (Pará): amostra que contém predominantemente
hematita microcristalina e lobular, com presença de goethita, tamanho de cristal muito pequeno (cerca de 9 µm), e elevados valores de micro-porosidade,
ii. Minério da Mina de Alegria (Minas Gerais): amostra que contém predominantemente
hematita martítica (martita), com hematita lamelar e granular, goethita e pouca magnetita, tamanho de cristal pequeno e altos valores de microporosidade;
iii. Minério da Mina de Gongo Soco (Minas Gerais): amostra que contém
predominantemente hematita granular, com hematita lobular e lamelar, tamanho de cristal pequeno e valores muito elevados de microporosidade;
iv. Minério da Mina de Conceição (Minas Gerais): amostra que contém
predominantemente hematita granular, tamanho de cristal médio e baixos valores de microporosidade;
v. Minério da Mina de Timbopeba (Minas Gerais): amostra que contém
predominantemente hematita lamelar e granular, tamanho de cristal grande (cerca de 51µm) e baixo valor de microporosidade.
Essas amostras utilizadas nesse estudo não são representativas das minas que as forneceram, portanto, não são produtos típicos. Foram amostras escolhidas por possuir, cada uma, uma determinada característica predominante bem diferente das demais amostras.
4.2. Planejamento estatístico dos experimentos
A característica principal de um planejamento de misturas é que a soma dos componentes é constante (BARROS NETO; SCARMINIO; BRUNS, 1995). Portanto, a quantidade de cada uma depende do somatório das quantidades das demais. Pode-se considerar, portanto, cada minério como uma mistura de morfologias, cuja soma é igual a 100%. No planejamento
componente no modelo. Foram considerados 5 diferentes minérios (q = 5) e duas proporções
(m = 2) entre os mesmos. O número de pontos em um experimento Simplex Lattice
(CORNELL, 1981) é dado por:
(
)
(
q 1)
! m! ! 1 m q N − − + = (3) onde:N = número de pontos experimentais; q = número de componentes;
m = proporção entre os componentes.
No caso em estudo, são calculados 15 experimentos. Para ampliar a base de estudo, foram adicionados o ponto centróide global e outros pontos intermediários. Dessa forma, obteve-se um número total de experimentos igual a 21. A matriz de experimentos gerada é apresentada na Tabela 1. A ordem de realização dos experimentos foi gerada de forma aleatória, considerando também uma réplica para cada experimento, totalizando 42 experimentos.
Na análise dos experimentos são utilizados os seguintes modelos matemáticos (MONTGOMERY, 1991; CALADO; MONTGOMERY, 2003):
Linear
∑
= = q i i ix y 1
β
(4)Quadrático
∑
∑∑
< + = q j i j i ij i
ix xx
y
β
β
(5)Cúbico especial
∑
∑∑
∑ ∑∑
= < < <
+ + = q i q j
i i j k
k j i ijk j i ij i
ix xx xx x
y
1
β
β
β
(6)Os coeficientes βi representam as respostas esperadas para os componentes puros e o termo
∑
= q i i ix 1β
representa a porção linear da mistura. Quando houver uma curvatura aparecendo damistura não-linear entre os pares dos componentes, ou seja, interação entre eles, os
coeficientes βij serão diferentes de zero. Diz-se que a mistura é sinérgica quando o sinal que
Tabela 1 - Planejamento dos experimentos gerado com as proporções dos componentes das misturas.
Gongo Soco Timbopeba Alegria Conceição Carajás
1 1,0 0,0 0,0 0,0 0,0
2 0,0 1,0 0,0 0,0 0,0
3 0,0 0,0 1,0 0,0 0,0
4 0,0 0,0 0,0 1,0 0,0
5 0,0 0,0 0,0 0,0 1,0
6 0,5 0,5 0,0 0,0 0,0
7 0,5 0,0 0,5 0,0 0,0
8 0,5 0,0 0,0 0,5 0,0
9 0,5 0,0 0,0 0,0 0,5
10 0,0 0,5 0,5 0,0 0,0
11 0,0 0,5 0,0 0,5 0,0
12 0,0 0,5 0,0 0,0 0,5
13 0,0 0,0 0,5 0,5 0,0
14 0,0 0,0 0,5 0,0 0,5
15 0,0 0,0 0,0 0,5 0,5
16 0,6 0,1 0,1 0,1 0,1
17 0,1 0,6 0,1 0,1 0,1
18 0,1 0,1 0,6 0,1 0,1
19 0,1 0,1 0,1 0,6 0,1
20 0,1 0,1 0,1 0,1 0,6
21 0,2 0,2 0,2 0,2 0,2
4.3. Caracterização dos minérios
As amostras dos minérios recebidos das minas foram armazenadas na usina piloto do laboratório do DIPE, sendo identificadas pela mina de origem. Todos os minérios do estudo foram caracterizados utilizando-se fluorescência de raios-X, analisador a laser de granulometria e porosimetria BET. Os ensaios são descritos a seguir.
4.3.1. Análise química via fluorescência de raios-X
analisada, adicionando-se 4 g de tetra-borato de Lítio (Li2B4O7) como fundente e o
desmoldante Iodeto de Lítio (LiI). A pastilha é fundida e, na seqüência, é levada ao espectrômetro de raios-X para a análise, conforme procedimento padrão.
4.3.2. Análise da distribuição granulométrica via peneiramento a úmido e espalhamento de
laser
A análise da granulometria do minério foi realizada utilizando-se peneiramento a úmido em série de peneiras padronizadas e análise por espalhamento de laser no equipamento Microtrac, modelo SRA. O procedimento experimental adotado foi:
i. quarteamento das amostras;
ii. peneiramento a úmido e envio da fração abaixo de 1,0 mm para análise no Microtrac;
iii. pesagem de 1,00 g da amostra;
iv. três minutos de espera com a amostra num Becker com 20 mL de dispersante;
v. limpeza do equipamento com ácido fosfórico e octil-fenol;
vi. alinhamento dos feixes e apagamento da a memória do equipamento;
vii. homogeneização por 3 min da amostra no reservatório de água filtrada do Microtrac;
viii. inicio da análise, fazendo três medições de 50 segundos cada;
ix. interpolação dos três resultados para obtenção do resultado final.
Apesar de esse equipamento ter uma boa aceitação na literatura (MALGHAN; MULAR, 1982), o procedimento adotado ainda não é um padrão bem estabelecido na CVRD e os resultados devem ser analisados com reserva.
4.3.3. Medição dos parâmetros de porosimetria via BET – adsorção de N2
empilhamentos adsorvidos está em equilíbrio dinâmico com o vapor. É possível, portanto, a determinação do experimental do número de moléculas necessária para formar uma monocamada.
Para este trabalho, as análises de porosimetria por BET foram realizadas no equipamento
“High Speed Gas Sorption Analyser” NOVA 1000, da marca Quantachrome, pertencente ao
Laboratório do Núcleo de Valorização de Materiais Minerais da UFOP, Ouro Preto, MG.
4.3.4. Análise por microscopia óptica
A análise da morfologia dos minérios utilizados foi realizada no Centro de Desenvolvimento Mineral (CDM) da CVRD, localizado em Santa Luzia, MG.
As amostras foram divididas em quatro frações granulométricas (+105 m; -105 +74 m; -74 +45 m; –45 m). Utilizando-se microscópio ótico foram quantificadas as partículas mono e policristalinas das diferentes formas de hematita, os oxi-hidróxidos e os minerais translúcidos.
4.3.5. Determinação da densidade real
Para determinação da densidade utilizou-se um Multipicnômetro a gás, marca Quantachrome que utiliza o princípio de Arquimedes de deslocamento de fluido para determinar o volume. O volume do material é determinado através da medida da diferença de pressão quando uma quantidade de hélio sob pressão flui, de um volume conhecido de referência, em uma célula contendo a amostra. Utiliza-se o esse gás para penetrar em poros menores (1Å), dada sua pequena dimensão atômica.
4.3.6. Determinação da superfície específica no permeâmetro Fisher
de material. No aparelho, lê-se o diâmetro médio da partícula, numa escala de 0,2 a 50 µm. O procedimento de determinação da superfície específica no permeâmetro Fisher é o seguinte:
i. sempre que necessário, desagrega-se o material em peneira de 0,149 mm;
ii. com o valor da densidade real do material, pesa-se esse valor em gramas do mesmo;
iii. introduz-se o papel de filtro e a grelha no tubo de ensaio;
iv. coloca-se o tubo no pino e coloca-se a amostra dentro do mesmo;
v. coloca-se outro papel de filtro e outra grelha por cima da amostra;
vi. coloca-se o tubo no pino e abaixa-se a cremalheira até encostar no material de ensaio;
vii. aplica-se uma pressão via torquímetro e verifica-se o ponteiro indicador locado na
cremalheira; o mesmo deve coincidir com a linha base na carta de cálculo;
viii. retira-se o tubo do pino e coloca-se o tubo no local do ensaio;
ix. liga-se o aparelho e faz-se a leitura do diâmetro médio das partículas (Øm) na carta,
conforme coluna d’água;
x. calcula-se a superfície específica pela equação (7):
SE = (7)
Onde:
SE = superfície específica [cm²/g];
dr = densidade real [g/cm³];
Øm = diâmetro médio [mm].
O diâmetro médio do material maior que 2,00 mm é medido utilizando-se peneiras e com esse diâmetro calcula-se a superfície específica utilizando-se a equação (7). No Fisher é utilizado apenas o material menor que 2,00 mm para cálculo do diâmetro médio e da superfície específica, também fazendo uso da equação (7). Calculando-se a média ponderada das superfícies específicas, tendo como fatores de ponderação as massas das frações acima e abaixo de 2,00 mm, chega-se ao valor final da superfície específica do material.
60000
4.4. Moagem dos minérios em bancada
As amostras dos cinco minérios escolhidos para o estudo foram transportadas desde as minas de origem até o pátio da usina piloto do laboratório da CVRD, em Vitória-ES. As amostras foram armazenadas e identificadas segundo sua mina de origem. Foi então realizada a etapa de composição das misturas, conforme proporções definidas na Tabela 1. Procedeu-se com a homogeneização, quarteamento e pesagem das amostras, sem que tenha havido peneiramento.
A moagem das misturas ocorreu num moinho de 310 mm de comprimento e 312 mm de diâmetro, cujos detalhes poderão ser vistos no Quadro 3, Seção 5.4, página 35. O procedimento geral para a moagem de cada mistura é descrito a seguir:
i. funcionar o moinho em vazio para aquecimento;
ii. separar para uso 40,00 kg de bolas de 30mm de diâmetro e colocar no moinho;
iii. separar para uso a massa de 9,560 kg de minério, base seca;
iv. separar para uso 2,337 L de água, levando em consideração a água já contida na
amostra (umidade);
v. distribuir a carga, o minério e a água, de forma gradativa dentro do moinho;
vi. moer por 10 minutos, medidos no cronômetro;
vii. descarregar e lavar o moinho;
viii. secar o minério em estufa a 105 ºC;
ix. separar as amostras para análise de superfície específica e granulométrica;
x. repetir o procedimento com novas alíquotas das mesmas misturas de minérios, nos