Sistema Phased Array Vitor Alcácer
Texto
Imagem
![Figura 2.1 - Representação esquemática do princípio de interação das ondas entre dois pontos (adaptado de [28])](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/25.892.296.641.104.411/figura-representação-esquemática-princípio-interação-ondas-pontos-adaptado.webp)
![Figura 2.10 - Princípio de funcionamento de controlo dos sinais de uma sonda P.A. (adaptado de [28])](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/35.892.240.693.335.560/figura-princípio-funcionamento-controlo-dos-sinais-sonda-adaptado.webp)
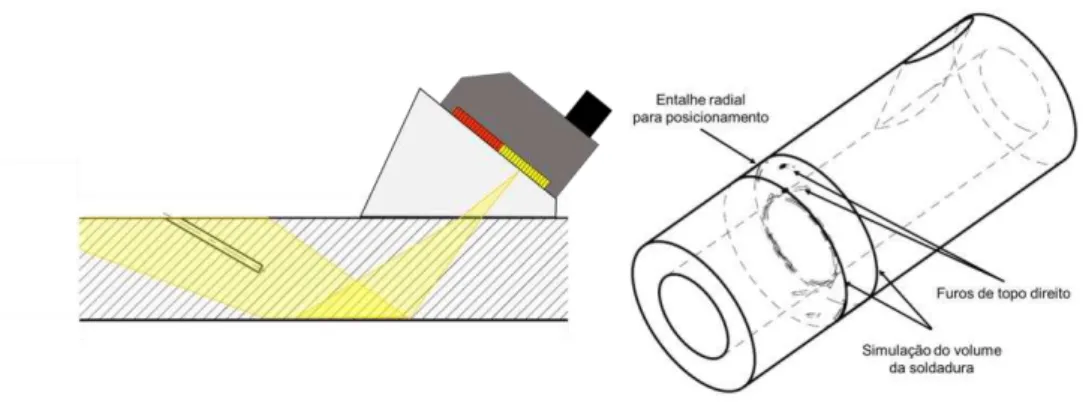
![Figura 2.19 - Princípios da lei focal, dimensionamento e macrografia de fissuras sob tensão (adaptado de [29])](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/40.892.221.634.126.382/figura-princípios-focal-dimensionamento-macrografia-fissuras-tensão-adaptado.webp)
![Figura 2.21 - Exemplo de tempo de atraso na inspeção de três furos lateriais (extraído de [29])](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/41.892.286.659.598.881/figura-exemplo-tempo-atraso-inspeção-três-lateriais-extraído.webp)
![Figura 2.23 - Representação esquemática de calços P.A. de curvatura (adaptado de [28])](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/43.892.233.700.102.399/figura-representação-esquemática-de-calços-p-curvatura-adaptado.webp)
![Figura 2.28 - Exemplo de calibração de uma sonda P.A. em modo setorial [26].](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/48.892.191.658.363.716/figura-exemplo-de-calibração-uma-sonda-modo-setorial.webp)


![Figura 3.10 - Processo de fabrico de entalhes no mockup OD4 com 22,5 [mm] de espessura](https://thumb-eu.123doks.com/thumbv2/123dok_br/18811998.410206/67.892.300.639.739.1020/figura-processo-fabrico-entalhes-mockup-od-com-espessura.webp)
Documentos relacionados
Ferreira 97 PC31 Biodiesel produc6on through esterifica6on using ionic liquids as catalysts Arevik Tadevosyan, Fernanda Fontana Roman, Ana Queiroz, António Ribeiro, Paulo Brito 98
Outra possível razão pode estar conectada com o fato de a gramática do Maxacali não disponibilizar uma posposição específica de Caso dativo para marcar argumentos externos de
relativos ao tema. Constatou-se, a partir desses estudos que o BPM é uma excelente abordagem para a gestão de organizações, e que a definição de um subconjunto de processos chave, bem
na gestão das bacias hidrográficas e na cooperação transfronteiriça na garantia de recursos e infra- estruturas de armazenamento e distribuição de água para.. satisfazer
Para as demais épocas de semeadura do Crambe na Bacia do Alto Paraguai – MT encontra- se áreas correspondentes às três classes de aptidão, sendo que para semeadura no decêndio 10
Nota: O segmento Outros reúne os segmentos de Atividades Imobiliárias, Serviços de Manutenção e Outros Serviços O segmento Profissionais é composto por:
A não solicitação das condições especiais para realização da Prova Escrita, conforme estabelecido neste Edital, eximirá o IGECS – Instituto de Gestão de Cidades bem como
Este trabalho alcançou o objetivo de propor um projeto de aproveitamento de água de chuva no bloco da Faculdade de Arquitetura, Engenharia e Tecnologia e Instituto de Ciências Exatas
