Köszönöm a BME Anyagtudományi és Technológiai Tanszék munkatársainak tanulmányaim során nyújtott észrevételeiket, támogatásukat, javaslataikat, építő szakmai kritikáikat.
Jelölésjegyzék
Bevezetés
Közös jellemzőjük azonban, hogy nagy sebességgel juttatják a megolvadt fémet a formaüregbe, és ellensúlyozzák az olvadék megszilárdulása során fellépő térfogatváltozást, azaz. összehúzódás, fordított nyomással. A turbulens ömledékáramlás, különösen bontatlan szerszámzsebek feltöltésekor, bordametszéspontokban vagy keresztmetszeti változások környezetében (függetlenül a vákuumos légtelenítéstől), anyagfolytonossági károsodást okozhat a megszilárdulás során [15].
Szakirodalmi összefoglaló
A nyomásos öntés folyamata
A szellőzőcsatornák formája jellemzően keskeny, nagy felületű csatorna, ahol a szerszám szabályozott hűtésének köszönhetően az olvadék végül megszilárdul ("lefagy"). Az öntés minőségét a gyártási folyamat egészének, egymást követő lépéseinek minősége határozza meg, és az öntés minősége nem lesz jobb, mint az egymásra épülő folyamatok leggyengébb láncszeme...”, Dr. Dr. részidézete Jónás Pál Könnyűfémöntés ismerete [9] című könyvéből.
![3.2. ábra: Példa a nyomásos öntvénycsokorra és részeire [118]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497351.294245/9.892.156.746.115.356/ábra-példa-nyomásos-öntvénycsokorra-részeire.webp)
A nyomásos öntés vákuumos kilevegőzése
Az első az, hogy egy adott termék hogyan felel meg az öntvényre vonatkozó követelményeknek (méretpontosság, mechanikai tulajdonságok, porozitás stb.). Az öntési részművelet három fázisra osztható (3.1. fejezet).
![3.3. ábra: A vákuumos kilevegőzésű vízszintes hidegkamrás nyomásos öntés vázlata [118]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497351.294245/11.892.207.684.540.789/ábra-vákuumos-kilevegőzésű-vízszintes-hidegkamrás-nyomásos-öntés-vázlata.webp)
A nyomásos öntés alumíniumötvözetei
- Az ötvözők hatása az öntészeti alumíniumokra
A másodlagos ötvöző elemek kisebb mennyiségben vannak jelen az ötvözetekben, mint a fő ötvözőelemek, így az alumíniumötvözet szilárdsági tulajdonságait nem tudják döntő mértékben megváltoztatni, viszont egyes fizikai tulajdonságokat erősítenek, másokat gyengítenek. Az eutektikus hőmérsékleten az alumínium intenzíven oldja a különféle ötvözőelemeket (Cu, Mg, Zn, Mn, Fe stb.), de szobahőmérsékleten szilárd állapotban csak néhány ötvözőelemet tartalmazó szilárd oldatot képez, és csak korlátozott mértékben oldódik [11].
Inhomogenitások az alumínium nyomásos öntvényekben
- Az öntészeti Al-Si ötvözetek inhomogenitásai
- Az oxidfilm hatása
- A vegyületfázisok hatása
- A gáz- és zsugorodási porozitások hatása
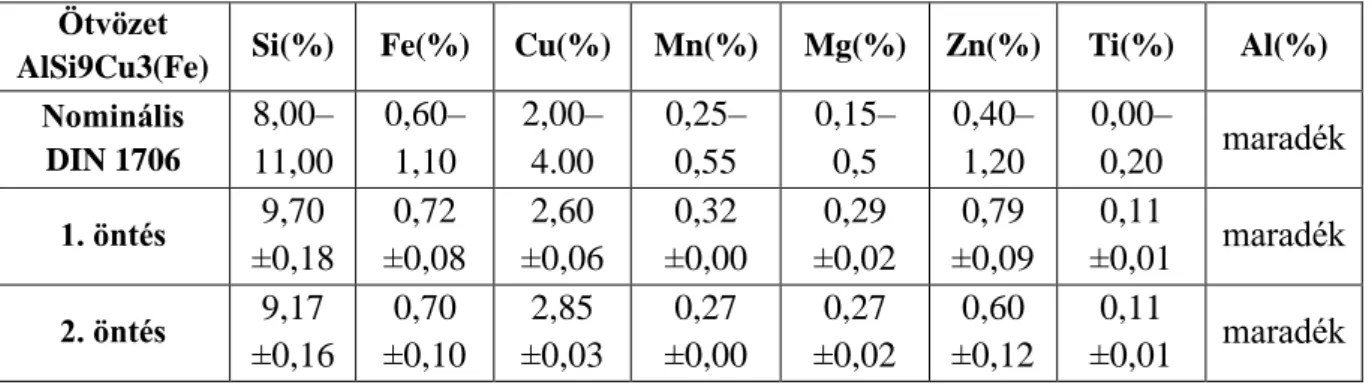
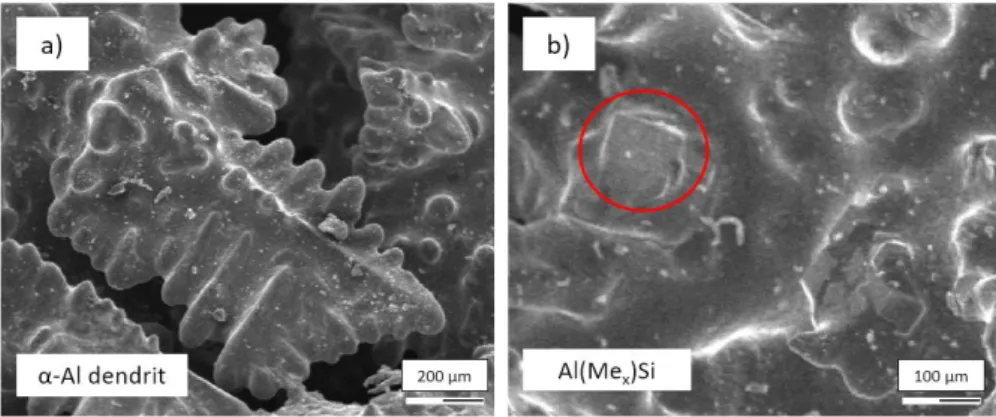
Alumínium bugák olvasztásakor az olvadék összetételét is ellenőrizni kell, és elengedhetetlen az ötvözetek standard tartományon belüli tartása. Az alumínium-fém (Me)-szilícium vegyület fázisokban a fémek (Me) fő forrása az alumíniumércből, a bauxitból származik, és nem lehet gazdaságosan eltávolítani sem az előállításból, sem az újrahasznosításból [53].
Öntvény anyagvizsgálati eljárások
- Az öntvények roncsolásmentes anyagvizsgálata
- Az öntvények roncsolásos anyagvizsgálata
A vizsgálat célja az anyag húzófeszültséggel szembeni viselkedésének vizsgálata, figyelembe véve az adott tárgy geometriáját. A maximális feszültség és a névleges feszültség aránya egy geometriai jellemző, amely az adott anyag folytonosságát vagy bevágását jellemzi.
![3.10. ábra: Töretfelületek szemléltetése: a) szívós töret, b) rideg töret [75]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497351.294245/29.892.180.735.337.543/ábra-töretfelületek-szemléltetése-szívós-töret-b-rideg-töret.webp)
A kutatómunka célkitűzései
Az öntvény próbatestek és előállításuk
- Az alapanyag és az olvadékkezelés
- Az öntési paraméterek és a vákuumos kilevegőzés
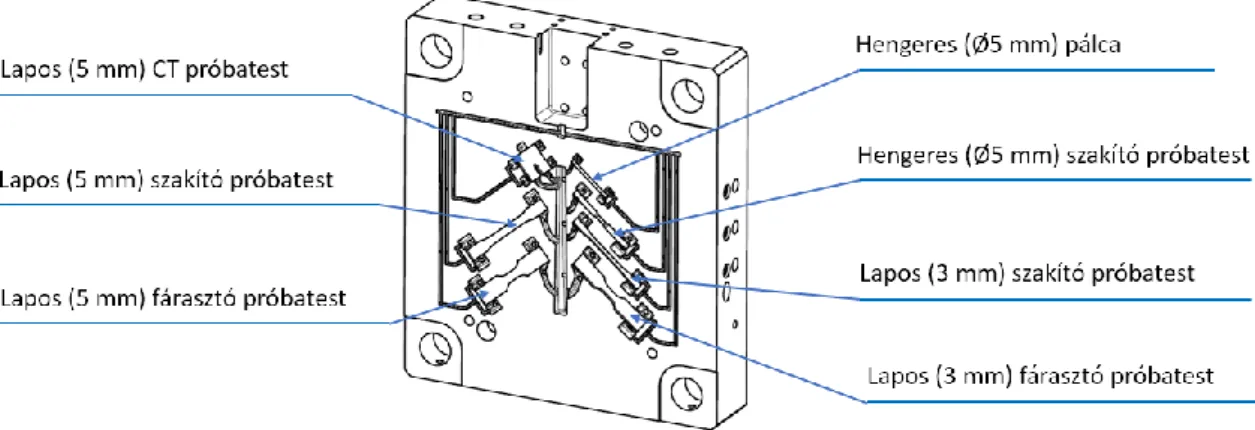
- A próbatest geometriák és a próbatestek felkészítése a vizsgálatokra
- A próbaöntések kísérleti terve (DoE)
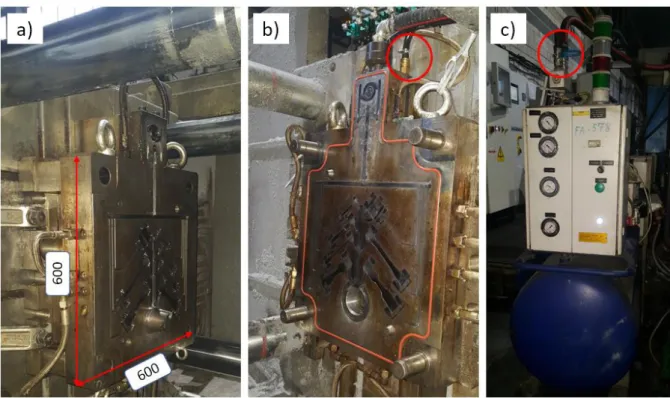
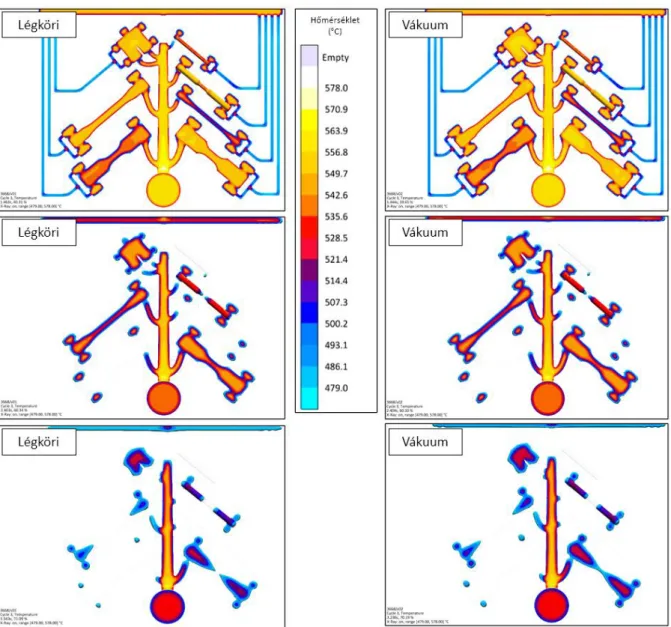
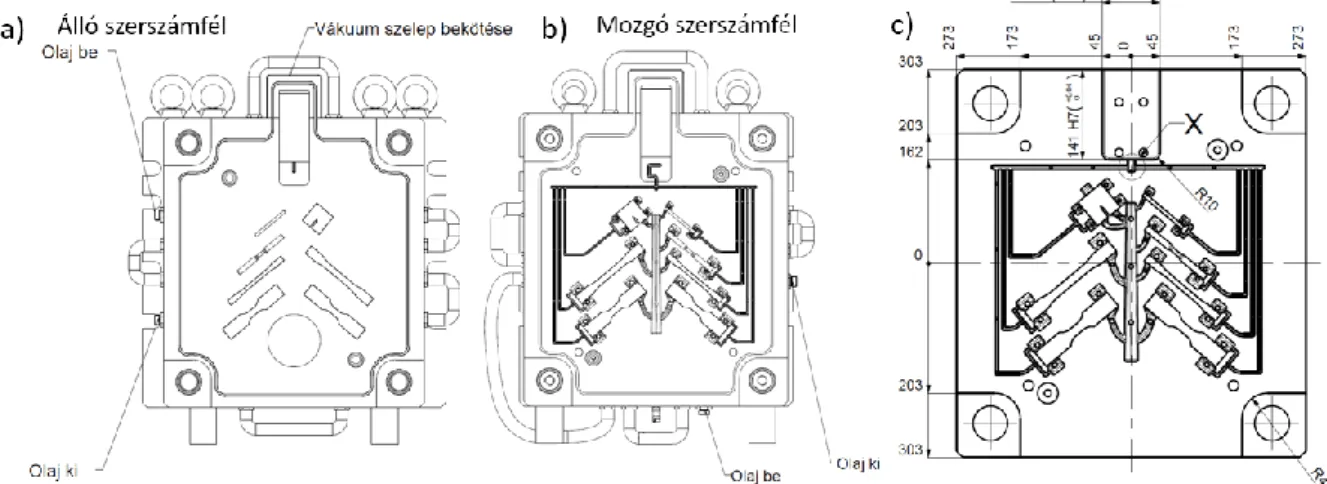
5.1.a. a képrészletben az álló szerszámfelet mutatom be az olajhűtőfolyadék hűtőkörök bemeneti és kimeneti csatlakozásával, 5.1.b. a képrészletben a mozgó szerszámfél az olajhűtős hűtőkörök be- és kimenetével, az 5.1.c.. ábra mutatja a mozgó szerszámfél jellemző méreteit. A képen a szerszám mozgó (5.3.a ábra) és álló (5.3.b ábra) részei, a vákuumkészülék (5.3.c ábra), valamint a vákuumszelepet és a vákuumkészüléket összekötő tömlő csatlakozási pontjai (piros körökkel jelölve) láthatók. A tartály egy váltószelepblokkon (5.3.c ábra) és egy 25 mm átmérőjű rugalmas tömlőn keresztül csatlakozik az öntőszerszám tetejére erősített vákuumszelephez.
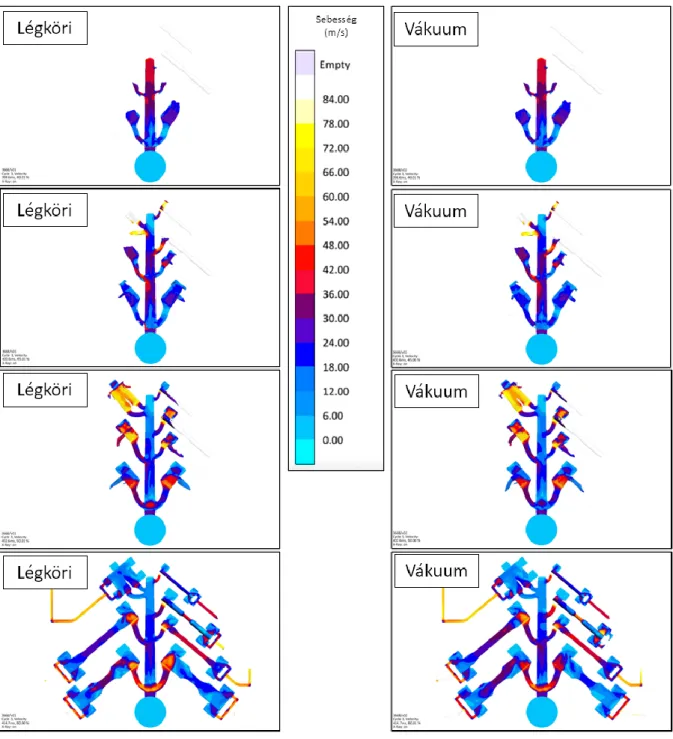
A mért nyomásértéket a váltószelepblokkon lévő golyóscsappal (5.3.c ábrán piros gyűrűvel jelölve) a szelep nyitásának változtatásával tudtam módosítani. A kitöltési szimulációból látható, hogy az egyes fészkekben lévő kivágásokat az olvadék különböző időpontokban éri el, de a vákuumszellőztetésnek nincs hatása az egyes fészkek időbeni kitöltésére. Megfigyelhető azonban, hogy az adott hűtési viszonyok között az egyes képek jobb alsó sarkában látható fészek (5 mm-es kifáradási próbatest) végül lefagy.
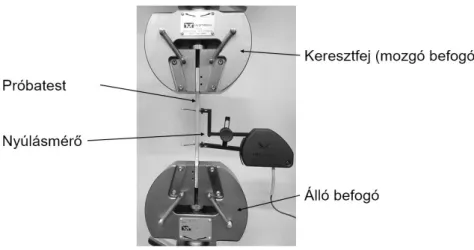
A dolgozatban vizsgált minták, mind a szakítópróba, mind a kifáradási vizsgálati minta 5 mm vastagságúak voltak (5.9.b és c ábra).
A vákuumos kilevegőzés hatása a próbatestek mechanikai tulajdonságaira
A vákuumos kilevegőzés hatása az öntvények porozitásra
A röntgengép Yxlon MU2000 típusú, 0,2 mm-es felbontású egység, a kiértékelés az öntvények röntgeneredményeinek minősítésére használt ASTM E505 [59] szabvány alapján történt. A vizsgálatot az ASTM E505 alumíniumöntvényekre vonatkozó röntgenvizsgálati szabvány alapján, 5 mm-es próbadarab vastagságon végeztem, és az eredményeket négy szempont szerint értékeltem: A) porozitás, B) hidegfolyás, C) zsugorodás és D) idegen zárványok. Röntgenfelvételek a mintákról a megadott nyomásszinteken: a) 70 mbar nyomáson, b) 90 mbar nyomáson, c) 170 mbar nyomáson és d) légköri nyomáson légtelenítve.
Az illesztett görbe lefutása a 80 mbar nyomásérték körül jelentősen megváltozik, a korábbi lineáris összefüggés ezen a szakaszon meredekebbé válik. Gondolatkísérlet szintjén nulla légköri nyomáson a porozitás értéke nem lenne nulla, mert a porozitás az olvadék oldott gáztartalmától is függ, amit a vákuumszellőztetés nem befolyásol. Az öntőszerszám feltöltésének és megszilárdulásának szimulációs eredményei arra engedtek következtetni, hogy a próbatestek tokmányában zsugorodási üregek jelenhetnek meg.
A számtani egyenlet alapján kijelentem, hogy az ép darabok átlagos porozitásának eredménye megbízható érték a darabok jellemzésére, mert a fejek nagyobb porozitásától függetlenül arányuk állandó.
A porozitás hatása az öntvények mechanikai tulajdonságaira
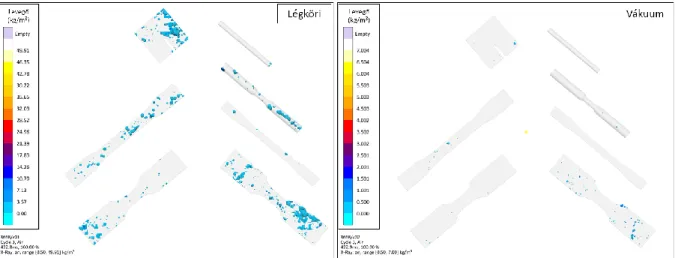
A vákuumos légtelenítés minden légtelenített nyomásszintnél (az adott szerszámgeometrián és az adott öntési paramétereken túl) közel azonos porozitást adott a vizsgálati mintáknak (a porozitás számítása számtani átlaggal). A standard paraméterek értékének növekedését a szemcseszerkezet (méret, forma) változása, a fázisok megváltozott alakja, valamint az öregedés során kialakuló kiváló kompozit fázisok okozhatják. Az α-Al (a 6.5. ábrán világosszürke területek) az ötvözet vizsgálati hőmérsékletén (vagyis szobahőmérsékleten) ~0,1 % szilíciumot képes feloldott állapotban tartani, ez egy alumíniumban gazdag fázis.
Ennek ismeretében a vizsgált standard paraméterek javulását egyértelműen a vákuumos légtelenítéssel kapott porozitás mértékének csökkenésével magyarázom. A húzógép adatfeldolgozója a valódi feszültség valódi alakváltozási görbéje alatti terület integrálásával is képes kiszámítani a törés fajlagos munkáját (a fenti megközelítésnél pontosabban). A légköri nyomáson mért fajlagos törési munka alapján kiszámítottam az egyes nyomásszinteken elért százalékos növekedést, amelyet a 6.7.
A táblázatból leolvasható, hogy 170 mbar-on 31%-kal, 90 mbar-on és 64-en 32%-kal nőtt a betontörési munka átlagértéke.

A vákuumos kilevegőzés hatásának vizsgálatából következő tézisek
A vákuumos kilevegőzés hatása az öntvény próbatestek kifáradására
- Az öntvény próbatestek CT- és fárasztóvizsgálata
- Az öntvény próbatestek CT vizsgálati eredményei
- Az öntvény kéreg vizsgálata
- Az öntvény próbatestek fárasztóvizsgálati eredményei
- Az öntvények fárasztóvizsgálatából következtetett tézisek
Az eredmény önmagában egy minőségi megítélés, hogy egy adott termék mért össztérfogati porozitással szállítható-e vagy sem. Az egyes porozitásértékek az adott légtelenítéssel gyártott darabok átlagértékei, ahol a mért alsó és felső határt jelöltem. Az adott eljárás a 0‒50 μm-es mérettartományban általában nem veszi figyelembe a porozitást (ennek okáról a következő fejezetben részletesebben is kitérek).
A μm-ben kifejezett porozitások esetében (7.3.a ábra) nem mutattam ki az 50 μm-nél kisebb hibákat, ennek oka, hogy a CT-vizsgálatból rekonstruált 3D modell legkisebb építőelemének (voxelének) mérete 25 μm. A voxelben kifejezett porozitás értékeknél (7.3.b ábra) az előző elv alapján nem mutattam ki az eredményeket egy 8 voxelnél kisebb, azaz 2 voxel élhosszúságú kocka esetén. Az öntött kéreg az adott keresztmetszet legfinomabb szemcséjű része, a részen belül pedig a szemcsék a legnagyobbak (durvábbak).
Az eltérés oka, hogy a megjelenített terhelési szintet az adott átmérő és a terhelési erő egész értékre kerekített arányaként számítottuk ki.
A kisméretű hibák hatása a repedésterjedésre és a tönkremenetelre az öntvényekben
A kritikus hibaméret értelmezése, azonosítása
A diagram segítségével meghatároztuk a kritikus repedésméretet a természetes és mesterséges hibás próbatestek kifáradási vizsgálatainak eredményei alapján. Volumetrikusnak minősül a hiba, ha a hibaterület gyökérértéke kisebb, mint a megadott hibafelülettől mért távolság (h-val jelölve - 8.2.a ábra). Ha a hiba a felületen (8.2.b ábra) vagy az előző kritérium szerint az anyag belsejében van (8.2.a ábra), akkor a hibafelület a hiba vetülete a terhelés irányában. A hiba nagyságának értelmezése Murakami és látható törési területek szerint: a) nyílt hiba esetén mesterséges felületen, b).
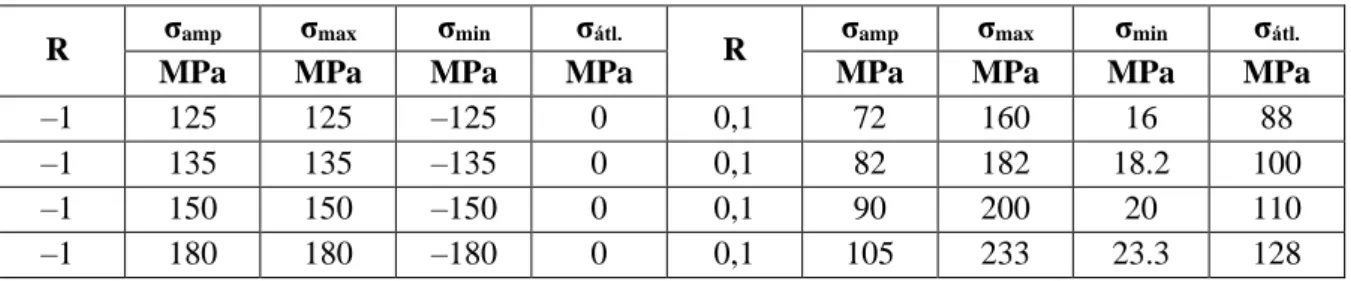
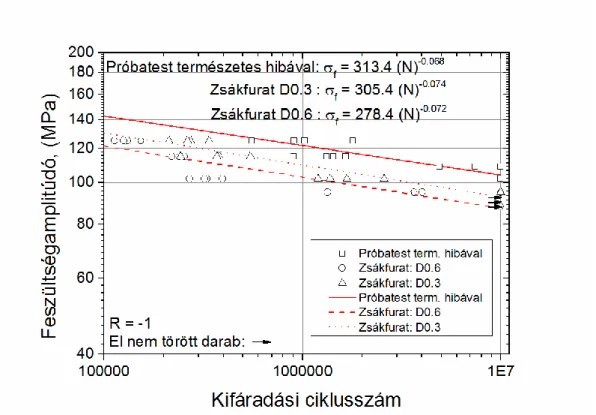
A természetes öntési hibákkal rendelkező daraboknál tudtam, hogy a tipikus hibahely 0,63±0,22 mm-rel a külső kéreg alatt van. A szakítószilárdsági tartományban R = ‒1 terhelési aszimmetria értéknél mintacsoportonként 4 terhelési szintet vizsgáltam, de az előzetes vizsgálatok alapján összesen 5 terhelési szintet határoztam meg. A csoportonkénti 4 terhelési szint, összesen 5 oka az volt, hogy a rovátkolatlan darabok nem fáradtak el 107 ciklus után, amikor 102 MPa terhelési amplitúdónál kifáradtak.
Végül a harmadik csoport darabjai közül (Ø0,6) csak ezen a 95 MPa-os terhelési szinten volt az első fáradtság nélküli, azaz megmaradt darab.
Az öntvények repedésterjedéssel szembeni ellenállása
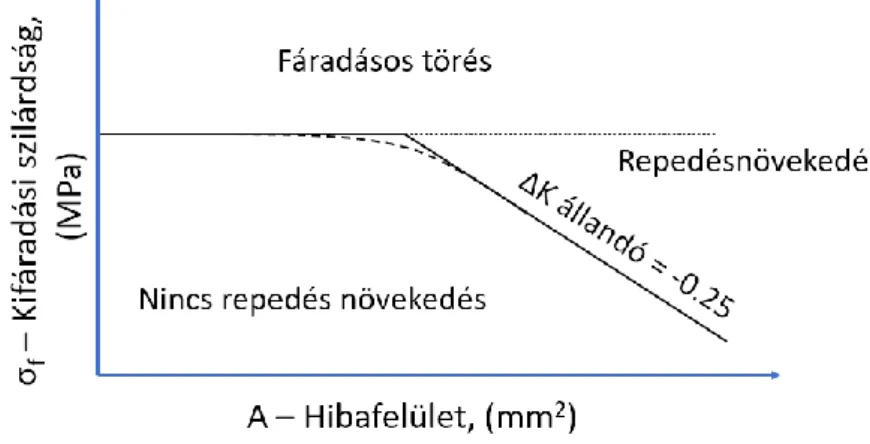
Célom az volt, hogy a kapott kísérleti eredmények alapján megfelelő módszert találjak a kritikus feszültségintenzitástényező változási küszöbérték közvetett meghatározására. A könyökpont itt azt jelenti, hogy a repedés megnő, vagy a kifáradási szilárdság értéke csökken az ennél nagyobb hibánál. A kapott hiba nagyságát helyesen behelyettesítve a (15) egyenletbe, a kritikus feszültségintenzitási tényező változásának küszöbértéke 1,8 𝑀𝑃𝑎√𝑚. A kapott érték teljes mértékben megfelel a szakirodalomban az 1,80 𝑀𝑃𝑎√𝑚 alumíniumöntvényekre vonatkozó értéknek.
Így a vizsgálatok eredményeit összegezve, KT megközelítést alkalmazva, az AlSi9Cu3(Fe) ötvözetből készült öntvénymintákon közvetett módon meg lehetett határozni a kritikus feszültségintenzitási tényező változásának küszöbét. Végül az anyagfolytonossági hibák számának csökkenése és a teljes porozitás vákuumszellőztetéssel történő csökkentése egyaránt pozitív hatással van a kifáradási szilárdság növekedésére, a kritikus feszültségintenzitási tényező változási küszöbére és a repedéssel szembeni ellenállásra. Törésmechanikai eljárással jellemeztem a természetes öntési hibákat és a mesterséges zsákfuratú darabok ún. kisebb hibáit.
Kutatásom egyik célja az volt, hogy indirekt módszert találjak a kritikus feszültségi szilárdsági tényező változásának küszöbértékének meghatározására, másrészt a szerkezeti anyag jellemzőinek meghatározására.
Összefoglalás, az eredmények ipari hasznosulása, tervek
A vákuumszellőztetéssel elért szilárdsági és alakváltozási paraméterek értékének növelése (adott alapanyag és geometria esetén) alapja a további kutatásoknak, a hőkezelési eljárások bővítésének, a szilárdság, illetve a szakadási nyúlás további növelése érdekében.

A kutatómunka eredményei tézispontokba foglalva
A vákuummal segített (80 ± 5 mbar) nyomáson öntött AlSi9Cu3(Fe) ötvözet vizsgálatával kimutattam, hogy az inhomogenitásból adódó fáradási repedések nem a felületből, hanem az öntött finomszemcsés kéreg alatti anyagfolytonossági hibákból származnak, a felülettől 0,63 ± 0 mm távolságra. Az AlSi9Cu3(Fe) ötvözet kifáradási porozitásának geometriai jellemzőinek jellemzésével, vákuum-rásegítéssel (80±5 mbar), nyomáson öntött kifáradási próbatestek, a porozitás gömbiségének (Ψ), alaktényezőjének (S) és nagyságának (Dv) jellemzésével megállapítottam, hogy az asszisztens geometriai jellemzőinek javulását eredményezte: 68%-kal, az alaktényező 55%-kal változott, a hibaméret 94%-kal, azaz javult. AlSi9Cu3(Fe) ötvözetből készült, vákuum-rásegített nyomásöntéssel készült próbaminták kifáradási vizsgálatával kimutattam, hogy a Kitagawa–.
Summary of the new scientific contributions
2nd thesis statement: In the case of AlSi9Cu3(Fe) alloy castings produced by vacuum assisted die casting, a linear relationship was established between the gas porosity and the strength and strain values of the samples, measured by the standard tensile test. The equations for the fitted straight lines are written by the equation 𝑦 = 𝑚𝑥 + 𝑏, where y is the relevant strength or strain values (Rp0.2, UTS, A), x is the porosity value, the values of m and b at 50% reliability are given in % reliability (R 50%) and the following % reliability (R 50%) table. I have been shown that the application of vacuum support did not affect the slope of the Wöhler curve, but increased the number of cycles to failure.
The number of cycles to failure of samples produced by vacuum assisted die casting increased by 20% for R = –1 load asymmetry and by 16% for R=0.1 load asymmetry at 50% reliability and at 90% confidence level. 5th diploma thesis: The geometric characteristics of the porosity of AlSi9Cu3(Fe) alloy samples produced by vacuum (80±5 mbar) pressure casting, which caused failure of the fatigued sample, were determined by their sphericity (Ψ), shape factor (S) and defect size (Dv). Vacuum assistance improved the geometric feature ranges: sphericity was reduced by 68%, form factor was reduced by 55%, and defect size by 94.
Thesis Statement 6: An examination of smooth and notched fatigue specimens produced by vacuum assisted die castings of AlSi9Cu3(Fe) alloy showed that Kitagawa–.
Hivatkozásjegyzék
A tézisekhez kapcsolódó saját publikációk
Mellékletek
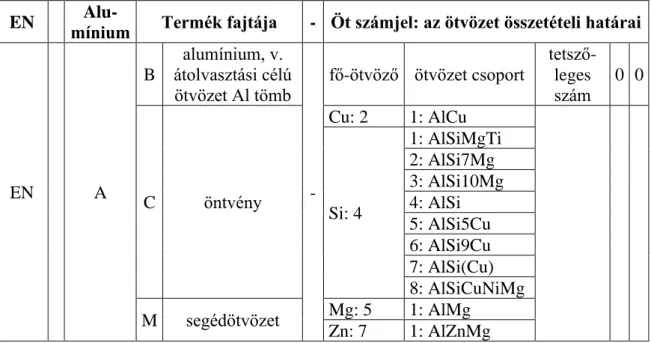
![3.1. táblázat: Az alumínium osztályozása a termék fajtája és az ötvözők alapján [28].](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497351.294245/14.892.106.791.868.1093/táblázat-alumínium-osztályozása-termék-fajtája-ötvözők-alapján.webp)
![3.15. ábra: A Kitagawa‒Takahashi diagram értelmezése a hibaméret (D v ) és a kifáradási szilárdság (σ f ) függvényében [100]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497351.294245/36.892.231.657.243.467/kitagawa-takahashi-diagram-értelmezése-hibaméret-kifáradási-szilárdság-függvényében.webp)