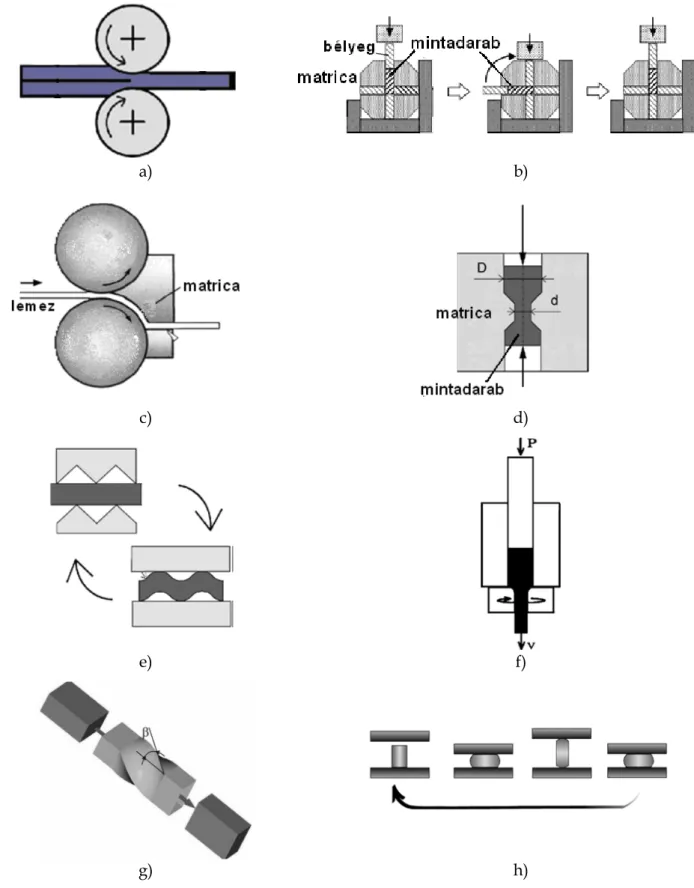
UD100 szimmetrikus alakú alkatrész szimbólum UD40, RD40, alakú rész szimbólum különböző forgási sebességgel ND40, TD40. Dolgozatomban a nano- és ultrafinom tömbszerkezetű anyagok előállítására alkalmazott hagyományos és intenzív műanyagöntési eljárásokat vizsgálom, ezen belül részletesebben az aszimmetrikus fonás egyik technikáját, a különböző sebességű fonást.
NANO- ÉS ULTRA-FINOMSZEMCSÉS ANYAGOK
A szemcsefinomítás és a szemcseméret hatása az 1950-es években vált ismertté a Hall-Petch összefüggés révén, amely a szemcseméret szilárdságnövelő hatását írja le (1.1) (1.1. ábra). Nagyobb szemcséknél több a diszlokáció, így a szemcsehatárokon nagyobb eséllyel blokkolódik a kellő mennyiség ahhoz, hogy a szomszédos krisztallitban is deformáció induljon meg (1.2. ábra).
NANO- ÉS ULTRA-FINOMSZEMCSÉS ANYAGOK TULAJDONSÁGAI
Az 5 μm-nél kisebb szemcseméretű fémek hagyományos technológiával vagy ipari körülmények között nem, vagy csak nagyon nehezen állíthatók elő [4]. Az NSz és UFSz anyagok esetében azonban paradox viselkedés volt megfigyelhető (1.3. ábra), amikor az ellenállási jellemzők is nőttek a szilárdság növekedésével.
INTENZÍV KÉPLÉKENY ALAKÍTÁS
Eltérő sebességű hengerlés
Alumínium- és acéllemezeken végzett vizsgálatok kimutatták, hogy a különböző sebességes esetek nagyobb fokú szemcsefinomulást [59][60] és egyenletesebb eloszlást [59][54] eredményeznek. Az AZ31 magnézium tulajdonságainak vizsgálatával Xia et al. [20] azt találta, hogy a különböző sebességű hengerlés és az azt követő hőkezelés növeli az ötvözet szívósságát.
MONOTON ALAKVÁLTOZÁS
SZÁMÍTÁSI MÓDSZEREK
Lee et al. [56] számítási módszerrel vizsgálta a különböző sebességű hengerlés során bekövetkező textúra- és alakváltozást. Különbségek meghatározása a többlépcsős hengerlés négy különböző alakítási útja között különböző sebességgel, a keletkező mikroszerkezet és mechanikai anyagtulajdonságok szempontjából, Al 7075 alumíniumötvözet esetében.
SZÁMÍTÓGÉPES SZIMULÁCIÓK
HENGERLÉSI KÍSÉRLETEK
SZAKÍTÓVIZSGÁLAT
MIKROSZERKEZETI VIZSGÁLATOK
CÉLKITŰZÉS
KOMBINÁLT EULER-LAGRANGE MÓDSZER
SEBESSÉGMEZŐ VÉGESELEM ANALÍZISBŐL
A következő két ábrán a KEL módszerrel simítás nélkül számított L sebességgradiens (4.3. ábra) és simítási síkkal (4.4. ábra) számított komponensei láthatók. Ez azt jelentette, hogy a számított függvényeket (sebességmező, alakváltozási sebesség stb.) levágtam a deformációs zóna előtt és után, figyelmen kívül hagyva az áramlásra merőleges élek közelében kapott eredményeket.
KÉPLÉKENY ALAKÍTÓ ELJÁRÁSOK VIZSGÁLATA KEL MÓDSZERREL
Anyagáramlás szűkülő csatornában
Szimmetrikus sík hengerlés
Eltérő sebességű sík hengerlés
ÖSSZEFOGLALÁS
CÉLKITŰZÉS
A NEM-MONOTONITÁS MÉRTÉKÉNEK MEGHATÁROZÁSA
A monotónia elemzéséhez meg kell vizsgálni, hogy egy kiválasztott anyag pont és az alakváltozási sebesség fő irányainak helyzete hogyan változik a folyamat során. Ezt követően meg kell vizsgálni, hogy az alakváltozási sebesség fő irányai ugyanabban az anyagpontban hogyan változnak. Ha helyzetük a folyamat során eltérő mértékben változik, akkor a folyamat vagy a folyamat bizonyos szakasza nem monoton.
A nem-monotonitás vizsgálatához az első mennyiségen kívül tudni kell, hogy a nyúlási sebesség tenzor fő irányai hogyan változnak az alakítás során. Guo Zhong-heng és munkatársai egy általánosan alkalmazható számítási eljárást definiálnak a jobb és bal oldali feszültségtenzorok (U és .V), valamint a D alakváltozási tenzor fő irányának forgásának kiszámítására. Másrészt a µ2 értéke kifejezi az anyagszálak helyzetét és a fő alakváltozási irányokat egymáshoz képest.
Ha a µ2 értéke nulla, akkor az anyag fő irányainak és rostjainak egymáshoz viszonyított helyzete megegyezik a kezdeti pillanattal (t=0). Például forgatás vagy redukció esetén a deformációs zóna előtti vagy utáni rövid szakasz, ahol az alakváltozás lényegében még nem kezdődött el, vagy már befejeződött, de β értéke nem nulla.
A SZÁMÍTÁS KIEGÉSZÍTÉSE SZAKADÓ FELÜLETEKRE
Ezt egy módosított fokozat - MNM - (az angol nyelvű publikációkban módosított non-monotonitási fok - MDNM) bevezetésével oldottam meg, ahol a β-függvény normalizált értékét integráltam deq-vel. A sebesség normálkomponense a törésfelület mindkét oldalán azonos, v+n =v−n , míg a tangenciális sebesség v+t-ről v−t -re változik. Tegyük fel, hogy az A+f és A−f síkok által határolt δ szélességű tartományban a vn sebesség normálkomponense állandó, míg az érintő irányú sebesség egyenletesen változik v+t-ről v−t-re.
ÖSSZEFOGLALÁS
A számítási módszer gyakorlati alkalmazása során sok esetben az anyagpont pályája és az alakváltozási sebesség tenzor fő irányainak változása nem számítható analitikusan.
CÉLKITŰZÉS
HAGYOMÁNYOS ALAKÍTÓ ELJÁRÁSOK
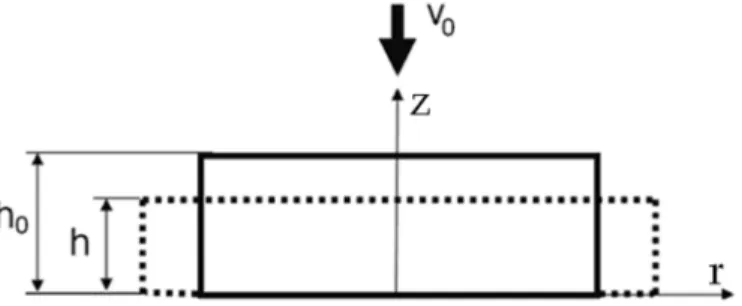
Súrlódás nélküli zömítés
Anyagáramlás szűkülő csatornában
Az alakváltozási folyamatot a keresztmetszet kilenc pontján vizsgáltam a kezdeti ø10 mm átmérőjű rúd ø4 mm átmérőjű többlépcsős húzása során (az egyes lépések átmérőit a 6.1. táblázat tartalmazza).
Sík hengerlés
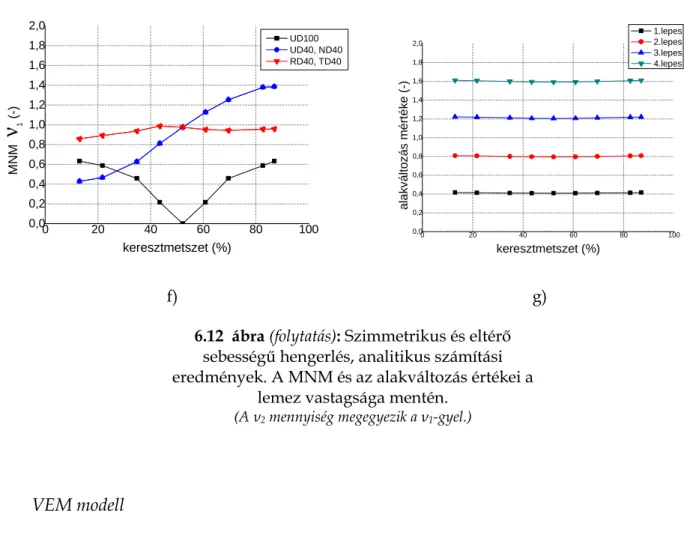
A fenti képletekben v0 a bemeneti sebesség, H0 és H1 a kezdeti és végső lemezvastagság, R a henger átmérője, m a Kudo súrlódási tényező, ξ1 és ξ2 pedig a hengerek szögsebessége. Az egyes lépésekhez tartozó deformációk és nem-monotonitás értékek, valamint a különböző sebességű hengerlés eredményei a 6.12. ábrán láthatók. 64. A szimmetrikus tekercsnek az UD100 jelet adtam, ahol az első két betű a formálási útra, a szám pedig a tekercsek százalékos sebességarányára utal.
INTENZÍV KÉPLÉKENY ALAKÍTÓ ELJÁRÁSOK
- Egyszerű nyírás
- Csavarás és zömítés
- Könyöksajtolás
- Eltérő sebességű síkhengerlés
Nyírási deformáció lép fel t-től t-ig, t a időpontban. az alakváltozási sebesség fő irányainak helyzete az ábrán látható módon változik, 90°-os elfordulás következik be. A deformáció két szakítófelületen (A1, A2) vagy két felület között (2. zóna) következik be, ahol az anyag körpályán halad. A számításokat a 6.2.3 fejezetben leírtak szerint végeztem, azzal a különbséggel, hogy a hengerek forgási sebessége 10, illetve 4 ford./perc volt.
Mind a négy képződési utat (UD, ND, RD, TD) megvizsgáltam, az egyes lépésekre vonatkozó deformációs és nem-monotonitási eredmények a 6.12. ábrán láthatók. A négy különböző esetet UD40-nek, ND40-nek, RD40-nek és TD40-nek jelöltem, ahol az első két betű a formázási útvonalra, a szám pedig a hengerek százalékos fordulatszám-arányára utal. Mind a négy alakítási utat megvizsgáltam, az alakváltozások és az MNM értékek mindegyik pályára a lemezvastagság mentén a 6.13. ábrán láthatók.
A nem-monotonitású υ1 tömeg eloszlása a keresztmetszet mentén a forgás és a szimmetrikus négylépcsős forgás eredményeként különböző sebességeknél a 6.2 táblázatban látható, külön összefoglalva.
DISZKUSSZIÓ
Ez a mennyiség kifejezi az anyagszálak helyzetét és a fő alakváltozási irányokat a kezdeti nyomatékhoz képest. Az eredményekből arra következtethetünk, hogy különböző sebességű hengerlésnél - a szimmetrikustól eltérően - a lemez középső részének alakváltozása jelentősen eltér a monotontól. Bár az alakváltozás mindkét esetben azonos, a υ1 értéke különböző sebességű hengerlésnél nagyobb volt, és a keresztmetszetben egyenletesebben oszlott el.
Ez egybevág a vizsgálati eredményekkel [54][56], amelyek szerint a különböző sebességű hengerlés az egész keresztmetszetben nyírószerkezetet hoz létre, ami szimmetrikus hengerléssel csak a födém felületén tapasztalható. Egy hengerlési lépést vizsgálva azt látjuk, hogy a υ1 eloszlása különböző sebességű hengerlés esetén nem szimmetrikus, nagyobb érték a gyorsabb hengerlés oldalán. A υ2 metrika esetében a különböző sebességű hengerek végeselemes elemzésénél - a könyöknyomáshoz hasonlóan - ciklikusság figyelhető meg a TD és ND pályák esetében, ellentétben az UD és RD pályákkal, ahol ez az érték lépésenként növeli a lépést. (6.13. ábra d) f) h) j) .
Megállapítást nyert, hogy szimmetrikus esetben a lemez felületéhez közelebbről finomabb szemcseszerkezet jön létre, mint középen, és eltérő sebességű hengerlés esetén a szemcseméret-eloszlás egyenletes a keresztmetszetben. . Ezt figyelembe véve elmondható, hogy a szemcseszerkezet finomításához az is szükséges, hogy az alakváltozás meghaladjon az adott anyagra jellemző küszöbértéket.
ÖSSZEFOGLALÁS
Ez alapján megállapítható, hogy ha a υ1 értéke meghaladja a törzs megközelítőleg 70%-ának értékét, akkor jelentős szemcsefinomulás várható. Elvégeztem a szimmetrikus és különböző sebességű hengerlés nem-monotonitás vizsgálatát, és megállapítottam, hogy a két hengerlési típus között jelentős különbség van. A különböző sebességű hengerlést a szimmetrikus hengerléshez képest erősebb nem-monotonitás jellemzi, a υ1 nem-monotonitás mértékének eloszlása a keresztmetszetben egyenletesebb.
Szimmetrikus hengerlési lépés esetén a υ1 nem monotonitás mértékének eloszlása a keresztmetszetben szimmetrikus, míg különböző sebességű hengerlés esetén aszimmetrikus. Megállapítottam, hogy a υ1 metrika eloszlása a keresztmetszetben aszimmetrikus az UD és ND utakra, míg szimmetrikus a RD és TD utakra.
CÉLKITŰZÉS
AZ AL 7075 ÖTVÖZET BEMUTATÁSA
Az ötvözet különböző hőkezelési körülmények között kerül forgalomba, amelyeket a gyártók a számjel végén jeleznek. A leggyakrabban használt jelölések az O, T6, T76 és T73, amelyek lágyított, mesterségesen öregített és mesterségesen túlöregített körülményekre utalnak a korrózióállóság növelése érdekében.
PRÓBATESTEK GYÁRTÁSA ELTÉRŐ SEBESSÉGŰ HENGERLÉSSEL
A formázás előtt minden darabot lágyító hőkezelésnek vetettünk alá, majd 2 óra 450 °C-os kemencében lehűtöttük. A klasszikus szimmetrikus hengerlés mellett különböző sebességek esetén a már említett négy különböző transzformációs utat (UD, ND, RD és TD) követtem, melyeket az 1.3.1. fejezetben ismertettem részletesebben. A szimmetrikus esetben a hengerek forgási sebessége 10 ford./perc volt, és különböző fordulatszámoknál a gyorsabb henger 10, a lassabb pedig 4 fordulattal forgott.
MECHANIKAI ÉS MIKROSZERKEZETI VIZSGÁLATOK
Szakítóvizsgálat
A próbatesteket a 7.1 ábra szerinti próbatestrészekből forgásirányban állítottuk elő úgy, hogy a munkadarab két vége és az az él, ahol az alakváltozás nem egyenletes, nem került bele a szakítópróbaba. 1 ahol b0, h0, l0 a minta kezdeti szélessége, vastagsága és hossza (7.1) A szakítóvizsgálati eredményeket a 7.4. táblázat és a 7.3. ábra foglalja össze, a 7.4. ábra pedig az anyag műszaki feszültség-nyúlás görbéit mutatja.
Mikroszerkezet vizsgálat röntgen vonalprofil analízissel
A képek a forgásirányra merőleges síkban, szimmetrikusan (UD100) készültek és a két legjobban eltérő viselkedésű minta, az UD40 és a TD40, amelyeket különböző sebességgel forgattunk. A szimmetrikusan hengerelt UD100-as alkatrészek, valamint az UD40-es és TD40-es, különböző sebességgel hengerelt alkatrészek transzmissziós elektronmikroszkópos felvételei világosak és sötétek. látómezővel. a) UD100, b) UD40, c) TD40. c/1) c/2).
DISZKUSSZIÓ
Négy különböző sebességű gördülési pálya közül az UD és ND pályák által előállított darabok maximális szakadási nyúlását mértem, ehhez képest az RD és TD pályáknál 25, illetve 48%-kal alacsonyabb értéket találtam. 9, 58 és 90%-os csökkenést tapasztaltam a fajlagos törésértékekben ND, RD és TD utakon az UD úthoz képest. Ebből arra következtethetünk, hogy a különböző sebességű hengerlés során a különböző pályák nem befolyásolják jelentősen a szilárdsági tulajdonságokat, viszont erősen befolyásolják az anyag képlékeny viselkedését.
Különböző sebességű hengerlés esetén lényegében azonos értékeket kaptam mind a diszlokációs sűrűségre, mind az átlagos krisztallitméretre az UD és ND pályákra. Az UD és ND útvonalhoz képest az átlagos krisztallitméret 20 és 25%-kal kisebb volt az RD és TD pályák esetében, míg a diszlokációs sűrűség 22 és 39%-kal kisebb volt. Megállapítható, hogy sem az elvégzett mechanikai, sem a mikroszerkezeti vizsgálatok eredményei nem mutattak szignifikáns különbséget az UD és ND versenypályák között különböző sebességeknél.
A diszlokációs szerkezetnek ez az élkaraktere erősebb a különböző sebességgel hengerelt darabokban, mint a szimmetrikusan hengerelt darabokban. Vizsgálataim a képlékeny alakításra korlátozódtak, ami azt mutatta, hogy a különböző sebességű hengerlés különböző alakítási pályái eltérő mikrostruktúrákat eredményeznek.
ÖSSZEFOGLALÁS
Matlock, Review of processing, microstructure and mechanical properties of ultrafine grained bcc steels, Materials Science and Engineering A. Lu, Equal channel angular pressing of magnesium alloy AZ91 and its effects on microstructure and mechanical properties, Materials Science and Engineering A. Valiev, Effect of ECAP route on microstructure and properties of pure Ti, Materials Science and Engineering A.
Horita, Microstructures and mechanical properties of pure copper heavily deformed by equal-channel angular pressing and high-pressure rolling, Materials Science and Engineering A. Choi, Mechanical properties and microstructure of ultra-fine-grained copper prepared by differential speed high-speed rolling, Materials Science and Engineering A. Matlock , Review of machining, microstructure and mechanical properties of ultrafine grained bcc steels, Review, Materials Science and Engineering A.
Langdon, The principles of grain refinement in straight-channel angular pressing, Materials Science and Engineering A. Sohn, Synthesis of ultra high strength Al-Mg-Si alloy sheets by differential speed rolling, Materials Science and Engineering A. Jeong, Grain refinement and texture development in AZ31 Mg- alloy sheet processed by differential speed rolling, Materials Science and Engineering B.
Langdon, Effect of Mg addition on the microstructure and mechanical properties of aluminum, Materials Science and Engineering A.