A maleinsavanhidriddel ojtott "A" és "B" nagy sűrűségű HDPE-g-MA polimer keverék Gibbs szabad energiája.
Bevezetés
Mindezek alapján dolgozatom célja a legelterjedtebb kőolaj- és biopolimer alapú csomagolások feltérképezése és keverésük hatásának elemzése az újrahasznosításban. Célom a kőolaj alapú polimerek és biológiailag lebomló polimerek keverékeinek összetételének és folyamatparamétereinek hatásának vizsgálata a keverék szerkezetére és a lebomlási folyamatokra.
![1. ábra Biopolimer termelés a világ műanyagtermeléséhez viszonyítva [22]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/12.892.120.730.464.735/ábra-biopolimer-termelés-világ-műanyagtermeléséhez-viszonyítva.webp)
Szakirodalmi áttekintés
Kőolaj- és bioalapú csomagolóanyagok
A biomassza biológiai eredetű anyag (pl. növények, mikroorganizmusok, állatok), de nem számít geológiai képződménybe ágyazott és/vagy megkövesedett (megkövesedett) anyagnak. 2019-ben az előállított biopolimerek tömegének (2,1 millió tonna) 22,5%-át kemény (pl. palack) és 31,4%-át rugalmas (pl. fólia) csomagolás gyártására használták fel.
![3. ábra Biopolimerek felhasználási területei a világon 2019-ben [14]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/15.892.188.747.369.845/ábra-biopolimerek-felhasználási-területei-világon-ben.webp)
Polimerek újrahasznosítási eljárásai
- Mechanikai újrahasznosítás folyamata
- Műanyag hulladékkezelési statisztikák
A méretcsökkentés érdekében a hulladékot általában aprítják, hogy lehetővé tegyék a további hulladékkezelési folyamatokat (pl. mosás, szétválasztás, újragranulálás). A végfelhasználói műanyaghulladék általában különféle szerves és szervetlen szennyeződéseket tartalmaz (pl. olajok, zsírok, ragasztók), amelyeket a további hulladékkezelési folyamatok előtt el kell távolítani a polimerek felületéről.
![5. ábra A mechanikai újrahasznosítás folyamata visszagyűjtött HDPE palackok esetén [40]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/18.892.90.764.109.475/ábra-mechanikai-újrahasznosítás-folyamata-visszagyűjtött-hdpe-palackok-esetén.webp)
Biológiailag lebontható polimerek komposztálása
- A komposztálás folyamata
- A komposztálást befolyásoló tényezők
- Biológiailag lebontható polimerek lebomlása a komposztban
- A komposztálással kapcsolatos szabványok
A komposztálás közbeni lebomlás késleltethető vagy akár meg is akadályozható a biológiailag lebomló és kőolaj alapú polimer keverékekben található nem lebomló komponenssel. Jelenleg számos nemzeti szabvány létezik (pl. AS 5810 ausztrál szabvány [76], francia NF T51-800 [77]) a biológiailag lebomló polimerek otthoni komposztálhatóságára vonatkozóan, amelyek főként az EN 13432 szabványon alapulnak.
![7. ábra Politejsav biológiai lebomlása komposztban, 60 °C-on [70]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/25.892.216.718.298.565/ábra-politejsav-biológiai-lebomlása-komposztban-c-on.webp)
Polimer keverékek általános jellemzése
- Polimer keverékek termodinamikája
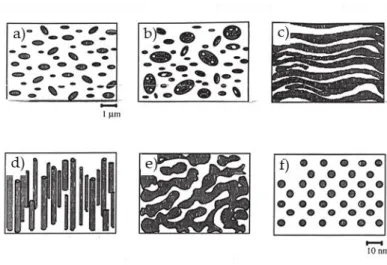
- Polimer keverékek szerkezetének változása
- Polimer keverékek tulajdonságai
- Polimer keverékek kompatibilizálási lehetőségei
Az "A" fázis folytonossága megszakad, és ismét tengeri sziget típusú szerkezet alakul ki, de most az "A" komponens a diszpergált fázis, a "B" komponens pedig a mátrix [98]. Elméletük szerint, ha két polimer, „A” és „B” össze van állítva, és az „A” olvadási hőmérséklete (TmA) alacsonyabb, mint a „B”-é (TmB), az „A” polimer először olvadt állapotba kerül az extrudercsiga mentén, és egy folytonos szerkezetet alkot, amelyben a „B” szilárd fázis beágyazódik.
Kőolaj alapú és biológiailag lebontható polimer keverékek
- Poli(etilén-tereftalát)/politejsav keverékek
- Polietilén/politejsav keverékek
- Kompatibilizált poli(etilén-tereftalát)/politejsav és polietilén/politejsav
Bár az LLDPE nyúlása nagyobb, mint a PLA, megfigyelhető, hogy a szakadási nyúlás az LLDPE arányának növekedésével csökkent. Ezzel szemben Lu et al. [84] azt találta, hogy a szakadási nyúlás enyhén, de fokozatosan nőtt a HDPE arány növekedésével.
![16. ábra Különböző tömegarányú PET/PLA és rPET/PLA keverékek SEM felvételei [149]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/39.892.210.732.559.827/ábra-különböző-tömegarányú-pet-pla-rpet-keverékek-felvételei.webp)
Szakirodalom értékelése, a PhD értekezés célja
Végül további célom a kőolaj alapú polimerek és biológiailag lebomló polimerek kompatibilizált és nem kompatibilizált keverékeinek alkalmazási területeinek feltárása. Kőolaj alapú polimerek és biológiailag lebontható polimerek különböző két- és háromkomponensű keverékei biológiai lebonthatóságának (komposztálhatóságának) vizsgálata.
Felhasznált anyagok, alkalmazott berendezések
Felhasznált alapanyagok
Mintakészítés
PET/PLA 140 °C 6 óra Száraz keverékek száradási paraméterei kompaundálás előtt és kész keverékek fröccsöntés és fóliagyártás előtt. A különböző tömegarányú kompozit keverékekből lapfóliát készítettem Labtech Scientific LTE 25-30/C típusú egycsigás extruderrel és Labtech Scientific LCR 300 típusú síkfólia gyártósorral.
Vizsgálati módszerek
A mérések során meghatároztam a húzórugalmassági modulust, a szakítószilárdságot, a szakítószilárdságot, a szakítószilárdságnak megfelelő nyúlást és a szakítószilárdságot. Meghatároztam a kompatibilizált PET/PLA keverékek Charpy-féle ütési hajlítószilárdságát (11) különböző tömegarányok mellett Ceast Resil Impactor Junior impaktorral, 2 J-es kalapáccsal.
![10. táblázat A szakítóvizsgálatok során alkalmazott paraméterek a különböző keverékek esetén [175, 181]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/59.892.134.803.555.980/táblázat-szakítóvizsgálatok-során-alkalmazott-paraméterek-különböző-keverékek-esetén.webp)
Kísérleti és fejlesztési eredmények
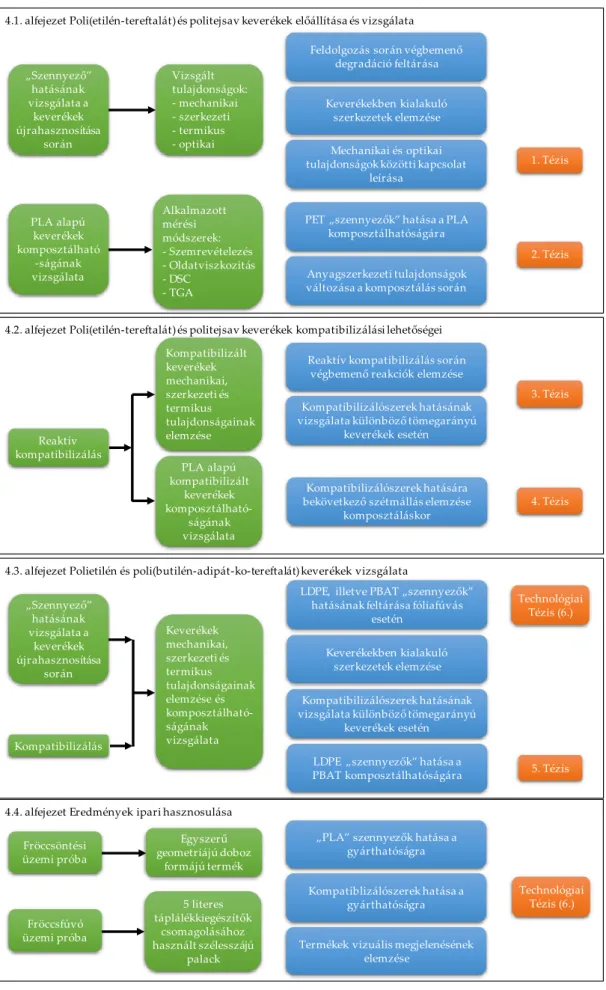
Poli(etilén-tereftalát) és politejsav keverékek előállítása és vizsgálata
- PET por szemcseméret eloszlásának meghatározása
- Alapanyagok ömledékviszkozitása a feldolgozási hőmérsékleteken
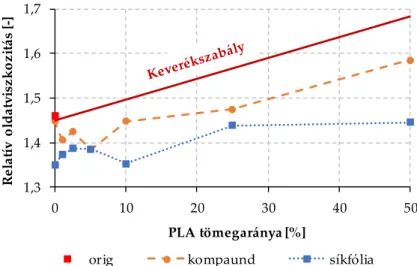
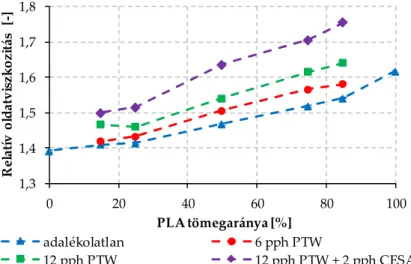
- Alapanyagok és keverékek oldatviszkozitásának vizsgálata
- Mechanikai tulajdonságok vizsgálata
- Anyagszerkezettani és termikus vizsgálatok
- Komposztálási vizsgálatok
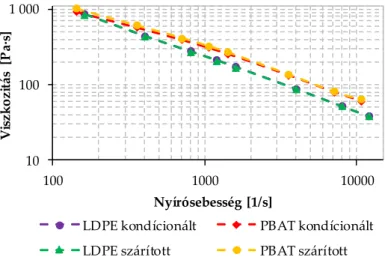
Bemutatom a mérések során kapott eredményeket és azok értékelését a PET/PLA és PLA/PET porkeverékek mechanikai, szerkezeti és optikai tulajdonságairól. Az is megfigyelhető, hogy a PLA/PET porkeverékek feldolgozási hőmérsékletén, 210 °C-on a PLA viszkozitása a várakozásoknak megfelelően egy nagyságrenddel nagyobb, mint 275 °C-on. A 37. ábra a különböző tömegarányú PET/PLA és PLA/PET porkeverékekből készült fóliák hosszirányú (a) és keresztirányú (b) megnyúlását mutatja.
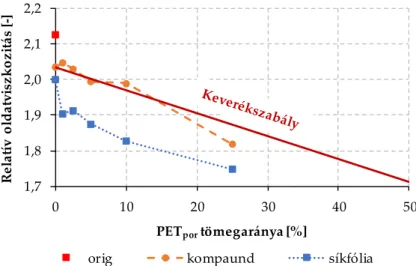
A különböző tömegarányú PET/PLA keverékek mDSC görbéiről leolvasható PET és PLA jellemzőit: üvegesedési hőmérséklet (Tg), hidegkristályosodási csúcshőmérséklet (Tcc) és kristályolvadási csúcshőmérséklet (Tm) a 15. ábra mutatja. ), a hidegkristályosodási csúcshőmérséklet (T cc) és a kristályolvadási csúcshőmérséklet (Tm) a 16. ábrán látható. A különböző tömegarányú PET/PLA és PLA/PET porkeverékek hosszirányú (a) és keresztirányú (b) szakítószilárdsági modulusát a 45. ábra mutatja.
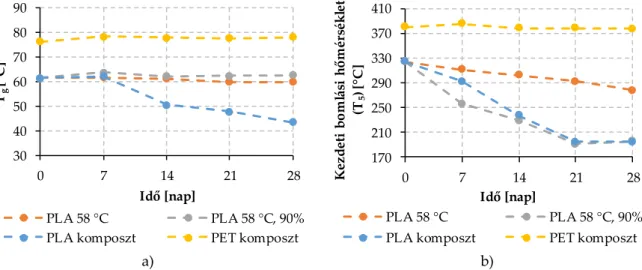
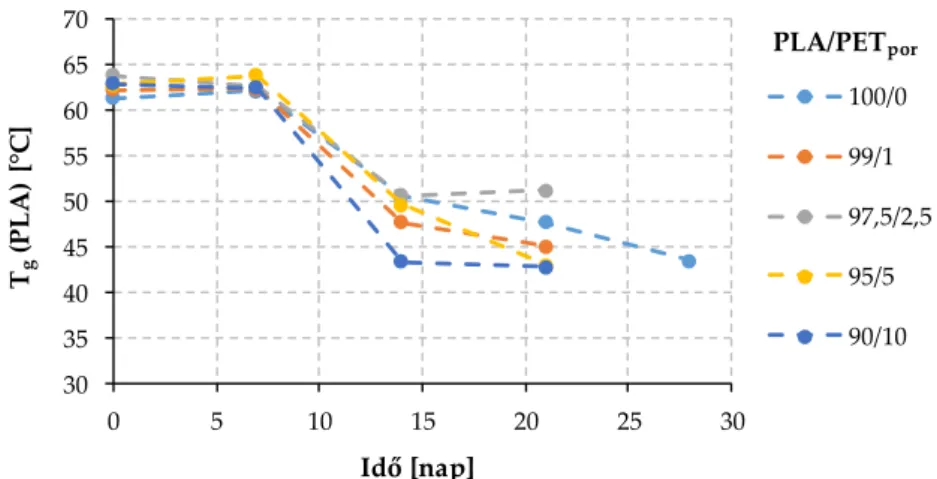
A különböző tömegarányú PLA/PET porkeverékekből készült filmek biológiai lebonthatósági vizsgálata előtt feltártam a tiszta PLA és PET viselkedését a komposztban, hogy jobban megértsem a keverékek lebomlási folyamatát.
Poli(etilén-tereftalát) és politejsav keverékek kompatibilizálási
- Kompatibilizálatlan és kompatibilizált keverékek oldatviszkozitásának
- Mechanikai tulajdonságok vizsgálata
- Anyagszerkezettani és termikus tulajdonságok vizsgálata
- Komposztálási vizsgálatok
A szakítóvizsgálat eredményei azt mutatták, hogy a 85/15 tömegarányú PET/PLA keverék adalékolatlan keverékekben a nyak után törik, míg minden más összetételben a minták törékenyen törnek. A nem kompatibilizált és kompatibilizált PET/PLA keverékek törésének fajlagos munkáját (a törési görbe alatti terület elosztva a minta keresztmetszeti területével) a 64. ábra mutatja. Azonban még a 15/85 tömegarányú PET/PLA keverékek esetében is a törés fajlagos munkája p2 PTW12 és p2SA együtthasonlítása esetén is megtízszereződött tívek. a) b).
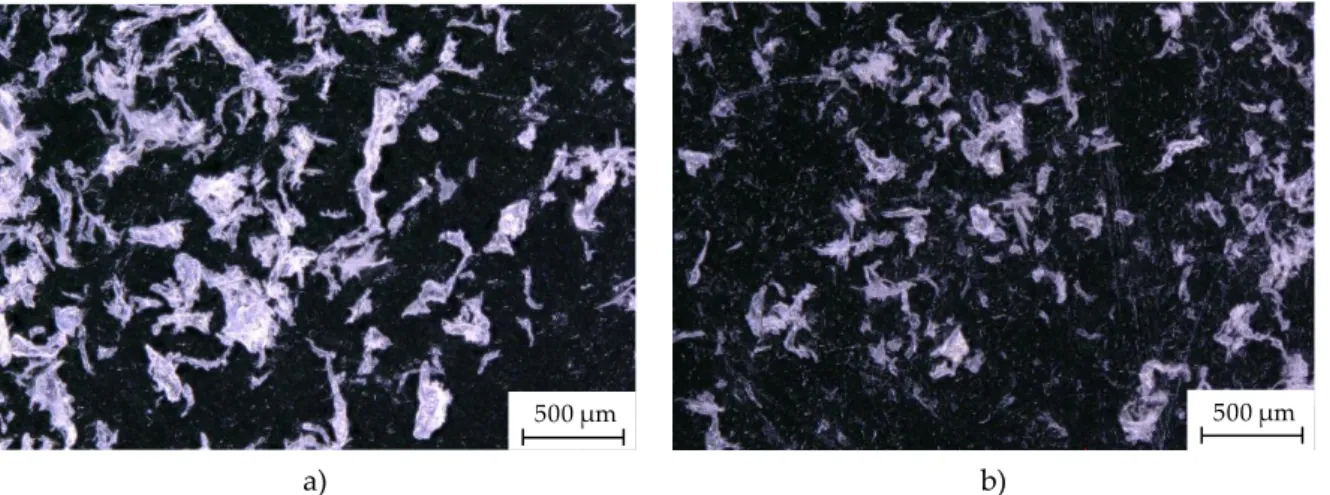
A szakadási nyúlás a PTW hozzáadásával és a mennyiség növekedésével nőtt, de eltérő mértékben a különböző tömegarányú keverékeknél. Az adalékolt 85/15 és 75/25 tömegarányú PET/PLA keverékekben a diszpergált PLA fázis mellett megjelent egy második diszpergált fázis is, amelyet nagy valószínűséggel PTW alkot. A PET/PLA keverékek DSC-vel és mDSC-vel végzett vizsgálatából szerzett tapasztalatok alapján elemeztem az mDSC-vel kompatibilizált PET/PLA keverékek tulajdonságait.
A különböző tömegarányú adalékolatlan és adalékolt keverékek mDSC-görbéiből leolvasható PET és PLA jellemzőit: üvegesedési hőmérséklet (Tg), hidegkristályosodási csúcshőmérséklet (Tcc) és kristályolvadási csúcshőmérséklet (Tm) a 21. ábra Inkompatibilis és inkompatibilis filmekhez nem kompatibilis PET esetén a TLA inkompatibilis és inkompatibilis. becsült 72. ábra.
Polietilén és poli(butilén-adipát-ko-tereftalát) keverékek vizsgálata
- Alapanyagok ömledékviszkozitása a feldolgozási hőmérsékleten
- Mechanikai vizsgálatok
- Anyagszerkezettani vizsgálatok
- Komposztálási vizsgálatok
Az LDPE/PBAT és PBAT/LDPE keverékek szakítószilárdsága hosszirányú (a) és keresztirányú (b) irányban eltérő tömegarányokkal, valamint hosszirányú (c) és keresztirányú (d) irányban szakadási nyúlással. A nem kompatibilizált és kompatibilizált 90/10 tömegarányú LDPE/PBAT és PBAT/LDPE keverékek szakítószilárdságait és szakadási nyúlásait a 78. ábra mutatja. A trendek alapján úgy tűnik, hogy az LDPE alapú keverékek közül a FUSA volt a leghatékonyabb kompatibilizátor, míg a bkompatibilizátorban a PTWBAT a leghatékonyabb.
A kondicionált LDPE/PBAT és a különböző tömegarányú szárított PBAT/LDPE keverékekből készült fóliák optikai tulajdonságait az ábra mutatja. 79. Kondicionált LDPE/PBAT és szárított PBAT/LDPE keverékekből készült filmek optikai tulajdonságai különböző tömegarányokkal: áteresztőképesség (a) és opacitás (b). Másrészt az LDPE mátrix keverékek esetében az alkalmazott kompatibilizátorok kis mértékben növelték az átlátszatlanságot a referencia keverékhez képest.
Ezzel szemben a PBAT alapú minták 42 nap alatt teljesen lebomlanak, függetlenül az LDPE „szennyeződések” mennyiségétől, ami a keverékekben a PBAT és PLA fázisok lebomlását jelzi. Különböző tömegarányú, nem kompatibilizált és kompatibilizált PBAT/LDPE filmek TGA vizsgálata során a kezdeti 5%-os tömegveszteségnek megfelelő bomlási hőmérsékletet (T5) elemeztem.
Eredmények ipari hasznosulása
A fröccsöntési eljárás során először azt vizsgáltam, hogy a PET-ben jelenlévő PLA "szennyezőanyag" hogyan befolyásolja a gyárthatóságot. A fröccsöntött próbadarabok szakítóvizsgálata és a fröccsöntési műveleti próba során arra a következtetésre jutottam, hogy még 10 tömegszázalékos PLA-tartalom sem biztos, hogy problémát okoz. A fröccsöntés során azt tapasztaltam, hogy a 10 tömeg% PLA-t tartalmazó keverékből fröccsönthető előforma, de a keverék túl törékeny a fújáshoz, fújás közben felrobbanna a formában (88. ábra).
Injektálási eljárási tesztet is végeztem egy 12 pph PTW-vel és 2 pph CESA-val kompatibilis 85/15 tömegarányú PET/PLA keveréken, mivel ez a keverék rendelkezett a legkedvezőbb mechanikai tulajdonságokkal a szakítás előtti teszt és az injektálási folyamat teszt során. A teljesítményteszt során azt tapasztaltam, hogy az újramelegített előforma rugalmasabban viselkedett, mint a tiszta PET előforma fújás előtt, ami a kompatibilizálóként használt PTW lágy szegmenseinek köszönhető. Ezzel szemben a kompatibilizált keverék esetében az előforma matt fehér, a fröccsöntött palack pedig gyöngyházfehér volt.
A kondicionált LDPE/PBAT és szárított PBAT/LDPE keverékek fóliafúvatása során célom volt, hogy 25 µm névleges vastagságú fóliákat készítsek. Az LDPE/PBAT és PBAT/LDPE keverékek esetében is azt tapasztaltam, hogy 10% "szennyezőanyag-tartalomig" a szennyező anyagoknak nincs hatása a tönkremenetelre, a varrat mindegyik keveréknél megmaradt, a próbatest máshol eltört.

Összefoglalás
Tézisek
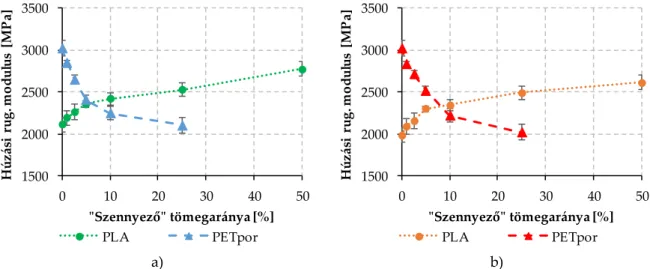
Az általam kidolgozott mérési módszerrel megmutattam, hogy nem elegyedő PET/PLA és PLA/PET porkeverékekből készült síkfóliák esetén a szakítószilárdság és a rugalmassági modulus roncsolásmentes optikai mérésekből származtatható. Ennek az az oka, hogy mind a fényáteresztő képességet, mind a szakítószilárdságot, mind a szakítószilárdsági modulust a diszpergált fázis és a diszpergált szemcsék mérete közötti kapcsolat határozza meg. Megmutattam, hogy a 200 µm vastag PLA alapú fóliák a komposztálás végén még 10 tömeg%-os PET por „szennyezettség” esetén is 100%-ban mállottnak tekinthetők a keverékekben lévő PLA fázis lebomlása miatt.
Megmutattam, hogy ez a kristályos frakció növekedése az összetételtől függ: a PET por arányának növekedése gátolja a rendezett részek képződését és a kialakult rendezett részek finomodását, amit az olvadási hőmérséklet csökkenése mutat [196, 197]. Ez azzal magyarázható, hogy az E-BA-GMA és az SA-GMA együttes alkalmazása hatékonyabban gátolja a repedés terjedését PET/PLA keverékekben. Kimutattam, hogy a komposztálás során a nem elegyedő PLA/PET keverékekhez adott kompatibilizátor (E-BA-GMA) és az epoxi alapú oligomer típusú multifunkcionális oligomer molekulalánc adalékok, amelyek növelik a lánchosszt (SA-GMA), hatással vannak a bomlási folyamat jellegére.
Ennek az az oka, hogy a kompatibilizálószer és a lánchosszabbító adalék hatására hosszabb láncok képződtek a keverékben, és kémiai kötések képződtek a PLA és PET fázisok között, mivel az E-BA-GMA-ban lévő epoxigyűrű és a lánchosszabbító adalék a karboxil (–COOH) és a PLA [1,6] (9]OH) és hidroxil végcsoportjaival is reakcióba léphet. Megmutattam, hogy LDPE vagy PBAT alapú keverékekből 10 tömeg%-os "szennyezőanyag-tartalommal" is lehet 20-30 µm vastag fúvott fóliát előállítani, mert 10 tömeg%.
További megoldásra váró feladatok
Megmutattam azt is, hogy 2 tömeg% PLA-t tartalmazó PET-keverék fröccsöntésével palack állítható elő nem kompatibilizált tokban vagy 15 tömeg% PLA-t kompatibilizált tokban (12 pph E-BA-GMA + 2 pph SA-GMA). Ennek az az oka, hogy a nem elegyedő LDPE vagy PBAT alapú és nem kompatibilizált PET/PLA keverékekben képződő diszpergált részecskék mérete néhány tized µm-ről néhány µm-re nőtt a "szennyezési arány" növekedésével, míg a diszpergált részecskék mérete µm/ET-ben néhány µm/mµ-vel csökkenthető. egy kompatibilizátor.
Felhasznált források
A szakítóvizsgálat során kiderült, hogy a PLA arányának növekedésével a szakítószilárdság, a szakítószilárdság és a szakítószilárdsági modulus is csökken. A mechanikai tulajdonságok vizsgálata során megállapították, hogy a HDPE arányának növekedésével a szakítószilárdság csökkent, a szakadási nyúlás pedig nőtt. A mechanikai tulajdonságokat tekintve azt tapasztaltuk, hogy a szakítómodulus és a szakítószilárdság az LDPE tartalom növekedésével csökken, míg a szakadási nyúlás és az ütőszilárdság növekvő tendenciát mutat.
A mechanikai tulajdonságok tekintetében azt találták, hogy az ütőszilárdság nőtt az LLDPE hozzáadásával, ugyanakkor a szakadási nyúlás csökkent az LLDPE arányának növekedésével. A mechanikai tulajdonságokat tekintve nőtt a húzórugalmassági modulus, csökkent a szakadási nyúlás és az ütőszilárdság, a szakítószilárdság pedig nem változott a PLA arány növekedésével. A szakítóvizsgálat során azt találták, hogy a PLA arányának növekedésével a rugalmassági modulus nőtt, a szakadási nyúlás pedig csökkent.
A mechanikai vizsgálatok során kiderült, hogy a PLA arányának növekedésével a szakítószilárdság és a rugalmassági modulus nőtt, de a szakadási nyúlás csökkent. A kutatás során a SEM képek alapján megállapították, hogy az LDPE mátrixban a diszpergált PLA részecskék mérete a PLA arányának növekedésével nőtt. A SEM képeken azt figyelték meg, hogy az E-GMA arányának növekedésével a diszpergált szemcseméret csökkent, és a szemcseméret-eloszlás javult.
Teljes hőáram (mDSC) görbéi a különböző tömegarányú PET/PLA és PLA/PET porkeverékekből készült filmekhez.
![I/1. ábra INTAREMA TVEplus újrahasznosító extruder [206]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/148.892.175.678.223.443/i-ábra-intarema-tveplus-újrahasznosító-extruder.webp)
![8. ábra Az üveges átmeneti hőmérséklet (a), a kristályolvadási csúcshőmérséklet (b), a kristályos részarány és a szerkezet változása a hidrolízis során [71]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/26.892.98.766.189.608/átmeneti-hőmérséklet-kristályolvadási-csúcshőmérséklet-kristályos-részarány-változása-hidrolízis.webp)
![11. ábra A keverék szerkezetének változása az extrudercsiga mentén kétfázisú polimer keverék esetén [34, 83]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/32.892.212.650.119.423/keverék-szerkezetének-változása-extrudercsiga-mentén-kétfázisú-polimer-keverék.webp)
![18. ábra Az újrafeldolgozás hatása a húzási rugalmassági modulusra (a) és a szakadási nyúlásra (b) kereskedelmi forgalomban kapható PLA/HDPE keverék esetén [138]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/42.892.110.730.401.615/újrafeldolgozás-húzási-rugalmassági-modulusra-szakadási-nyúlásra-kereskedelmi-forgalomban.webp)
![22. ábra Különböző tömegarányú PLA/HDPE keverékek TGA (a) és dTG (b) görbéi [84]](https://thumb-eu.123doks.com/thumbv2/9dokorg/2497354.294246/46.892.113.736.112.381/ábra-különböző-tömegarányú-pla-hdpe-keverékek-tga-görbéi.webp)