DESENVOLVIMENTO DE BEBIDAS LÁCTEAS COM ADIÇÃO DE SORO DE SORO ÁCIDO: UMA ALTERNATIVA PARA A UTILIZAÇÃO DO PRODUTO. O subproduto ácido do soro resultante da precipitação ácida das proteínas do leite quando adicionado à cultura do leite é geralmente tratado como resíduo devido ao seu sabor ácido e alto teor de sal. Foram criadas três formulações de teste que substituíram o soro de leite doce reconstituído por soro de leite ácido em níveis de 50%, 40% e 30% na bebida de leite UHT com sabor de chocolate.
A partir desses resultados e da avaliação da sustentabilidade econômica, conclui-se que é possível substituir o soro de leite doce pelo soro de leite ácido na formulação de bebidas lácteas UHT sabor chocolate, uma opção possível também para outros portfólios de bebidas lácteas. FOTOGRAFIA 2 Butirômetro utilizado para quantificar o teor de gordura 24 FOTOGRAFIA 3 Termolactodensímetro utilizado para medir a densidade 25 FOTOGRAFIA 4 Estufa utilizada para quantificar o teor de matéria seca 25 QUADRO 2 Valores em reais (R$ ) de economia média na produção de cinco diferentes laticínios bebidas 32. Produtos de soro de leite, concentrados de proteína de soro de leite ou concentrado de proteína de soro de leite (WPC) e soro de leite desidratado são particularmente adequados para uso em produtos lácteos modernos.
O soro de leite ácido geralmente contém maior teor de minerais e menor teor de proteína do que o soro de leite doce, e seu uso na alimentação é mais limitado devido ao seu sabor azedo e alto teor de sal (SISO, 1996). Tais características fazem com que o soro azedo seja tratado apenas como resíduo, usado na alimentação animal ou até mesmo jogado no esgoto, muitas vezes sem o tratamento necessário. O potencial poluidor de cada litro de soro de leite produzido é bastante elevado, sendo necessários em média 60.000 mg de O2 por litro de soro de leite para neutralizar seu efeito (PARMIGIANI, 2010).
O presente trabalho visa utilizar o soro azedo que substitui parcialmente o soro doce utilizado na bebida láctea bebida láctea UHT sabor chocolate 1 litro para verificar as propriedades organolépticas do produto final, a percepção dos provadores da adição do mesmo na formulação e analisar os padrões físicos.
PROBLEMA 10
Além da poluição ambiental, o descarte do soro também é um desperdício de material protéico e outros nutrientes, pois retém cerca de 55% dos nutrientes do leite (SISO, 1996). São inúmeras as possibilidades de utilização do soro de leite na indústria de laticínios e a concepção desse uso pode ser adaptada às condições e interesses de cada indivíduo (FERREIRA, 1997). Tem havido uma tendência de substituição do leite pelo soro de leite na fabricação dos mais diversos produtos, tanto por questões econômicas quanto pelas vantagens qualitativas do uso do soro de leite, como melhoria de sabor e textura, emulsificação, estabilidade, dispersibilidade em seco no efeito antiaglomerante, no aumento do potencial nutritivo e na maior durabilidade (LAGRANGE; DALLAS, 1997).
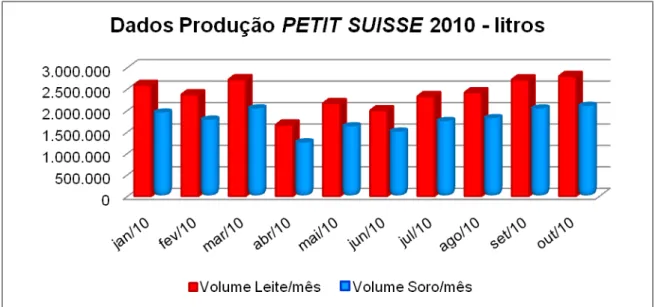
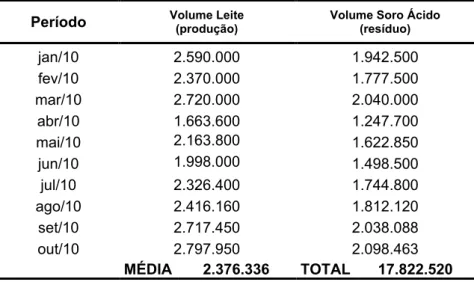
Considerando que o produto final é obtido a partir da mistura homogênea de Quark, creme doce e geleia de frutas, parece que o subproduto ácido do soro obtido durante o processo não é aproveitado e acaba sendo jogado fora. Os volumes de leite utilizados para a produção do Petit Suisse e os volumes de soro ácido obtidos são apresentados no Quadro 1.
JUSTIFICATIVA 12
OBJETIVOS 12
Objetivo Geral 12
Objetivos Específicos 13
BEBIDAS LÁCTEAS 14
MATÉRIAS PRIMAS PARA FABRICAÇÃO DE BEBIDAS LÁCTEAS 15
SORO DE LEITE 16
Propriedades do soro de leite 16
PROCESSO DE FABRICAÇÃO DE BEBIDAS LÁCTEAS 17
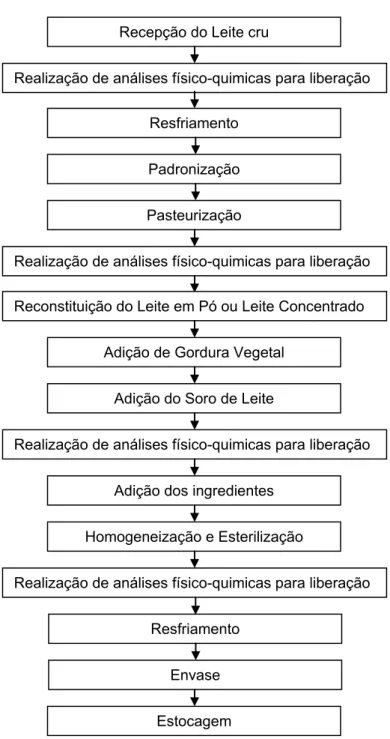
Junto com o leite in natura exposto no ponto anterior, utiliza-se uma porcentagem de leite reconstituído. Estes são preparados em silos de armazenamento usando um triplo liquidificador quando o leite está em pó, ou simplesmente um misturador quando se trata de concentrado integral. Após o descarregamento do leite in natura, ele é resfriado a uma temperatura de 3 – 5°C e armazenado em silos de estocagem.
Este creme será submetido à homogeneização, resfriado e adicionado ao restante do volume de leite da formulação em tanques de preparo. Antes de ser utilizado na formulação, o soro é aquecido a 80°C por 15 segundos, resfriado novamente a 5°C e conferidas suas propriedades físicas. Estes são adicionados antes do tratamento térmico para garantir a destruição de possíveis microorganismos que possam estar presentes.
A redução dos glóbulos de gordura e o aumento de sua adsorção nas micelas de caseína resulta em aumento da viscosidade do produto final (CHR HANSEN, 2002). O produto final é embalado em embalagens de papelão (SIG Combibloc), esterilizadas com água oxigenada e jatos de ar estéril.
MATÉRIASPRIMAS E PROCESSAMENTO 20
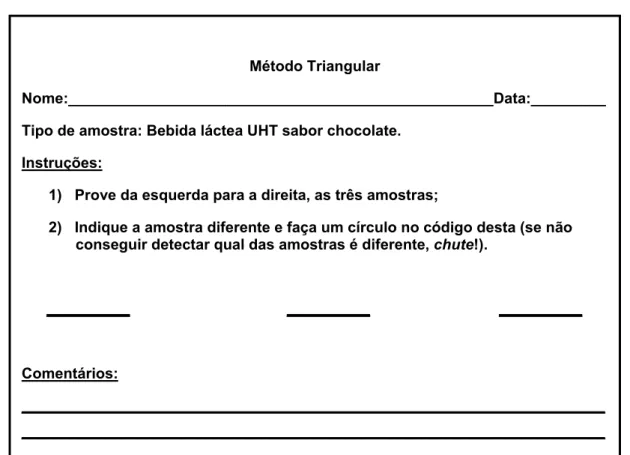
AVALIAÇÃO SENSORIAL 21
AVALIAÇÃO FÍSICOQUÍMICA E MICROBIOLÓGICA 22
- pH 23
- Matéria Gorda 23
- Densidade 24
- Extrato Seco Total 25
- Aeróbios Mesófilos 26
- Teste de Estufa 27
Um medidor de pH calibrado usando soluções tampão de 4,00 e 7,00 com um desvio máximo de 0,01 foi usado para realizar esta análise. O método baseia-se na separação e quantificação da gordura por tratamento da amostra com ácido sulfúrico e álcool isoamílico. Em seguida, foi adicionado 1 ml de álcool isoamílico, o butirômetro foi tampado, agitado, centrifugado por 8 minutos e colocado em banho-maria a 65 °C para leitura em balança pelo método butirométrico.
A imersão de um densímetro de massa constante, o termolactodensímetro, causa o deslocamento de uma quantidade de amostras igual em massa ao densímetro utilizado e proporcional em volume à densidade da amostra. Para a análise de densidade foi utilizado um termolactodensímetro com escala modificada para produtos aromatizados, ou seja, as amostras foram submetidas a uma temperatura de 15ºC. Para a realização das análises foi utilizado um tubo de ensaio de vidro de 250 ml, com média de 200 ml do produto homogeneizado e imediatamente após a imersão do termolactodensímetro, o resultado foi lido na escala do aparelho.
A análise do Extrato Seco Total (EST) foi realizada em estufa a 105ºC por 3 horas ou até peso constante, amostras de 5 g foram acondicionadas e colocadas dentro da estufa. Após esse procedimento, uma nova pesagem é realizada para calcular a diferença de umidade. As amostras foram submetidas ao teste de estufa por 7 dias (pré-incubação) e enviadas ao laboratório de microbiologia para realização da análise de mesófilos aeróbicos viáveis capazes de causar alterações em produtos lácteos.
A assepsia da embalagem foi realizada com algodão embebido em solução de álcool 70ºGL dentro de capela de fluxo laminar para evitar o contato com o meio externo. A amostra homogeneizada é aberta com auxílio de tesoura estéril, retira-se pequena quantidade do licor lácteo e, pela técnica de inoculação de superfície, semeia-se na placa de Petri contendo o meio de cultura ágar BHI, preparado conforme Instrução Normativa 62/2003. Baseia-se na incubação das amostras em estufa a 36+ 1ºC por sete dias para posterior verificação da ocorrência de alterações nas propriedades do produto.
Essa análise é realizada incubando as amostras, em sua embalagem original, em estufa regulada a 36+ 1ºC, por sete dias. Se for observada uma alteração perceptível, interrompa o ensaio e relate-o como "produto alterado após incubação a 36+ 1°C por sete dias". Em nosso teste, o produto durou sete dias, verificando diariamente se havia alguma alteração de embalagem e sensorial.
ANÁLISE SENSORIAL 28
ANÁLISES FÍSICOQUÍMICAS 28
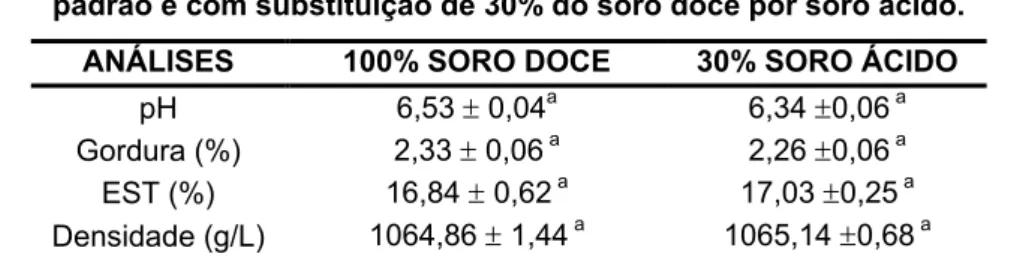
Como pode ser observado, as amostras formuladas com adição de soro de leite azedo e soro de leite doce (teste) e apenas com adição de soro de leite doce (padrão) obtiveram resultados sem diferença significativa (α=5%) entre elas com relação ao físico análises. Na análise de pH houve diferença entre as amostras, mas esse desvio pode ser corrigido com o uso de um estabilizador de pH. Os resultados de acidez da amostra de teste apresentaram uma média inferior com um desvio padrão maior em comparação com a amostra de produção normal.
Este fato mostrou uma maior variação entre os resultados encontrados devido ao menor pH da matéria-prima utilizada. As análises de EST e densidade resultaram em maior média e menor desvio padrão para o produto de soro ácido devido ao alto teor de sal, o produto manteve-se mais constante para a nova formulação. Para análise de gordura, a média foi menor para a amostra de soro ácido e houve o mesmo desvio padrão para ambas as amostras.
Tal problema requer apenas uma correção na padronização do percentual de gordura no preparo de bebidas lácteas. Os dados foram expressos como média e erro padrão da média e analisados estatisticamente pela análise de variância (ANOVA) OneWay, seguida do teste Post Hoc de Tukey.
ANÁLISES MICROBIOLÓGICAS 30
CALCULO DE REDUÇÃO DE CUSTO OBTIDO 30
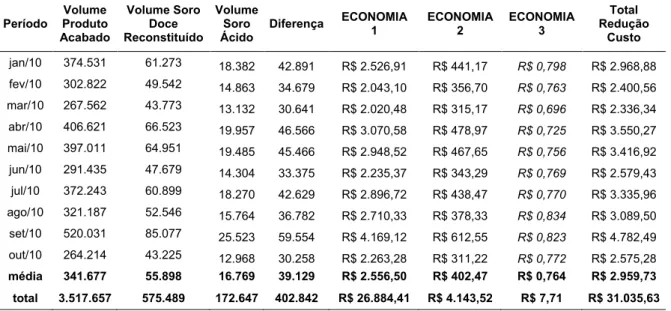
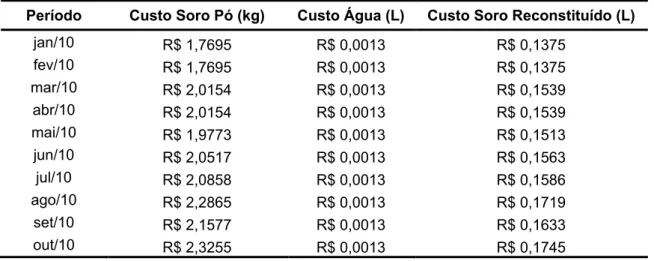
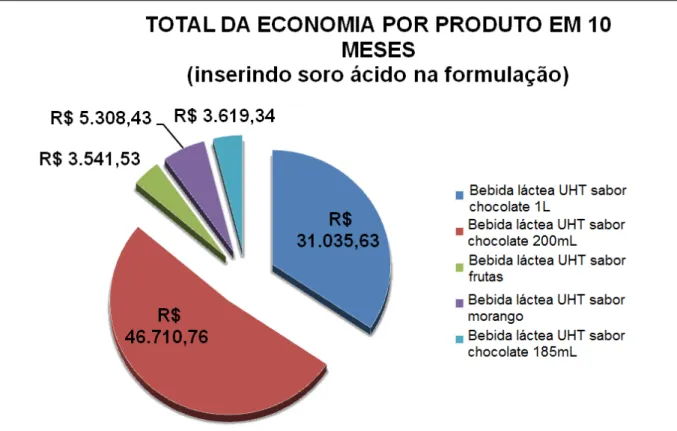
Para o cálculo da economia 1, levamos em consideração o custo do soro de leite em pó adquirido como matéria-prima para a produção da bebida láctea sabor chocolate UHT, mais o custo médio da água com base em 1 kg de soro de leite em pó para 15 L de água, resultando em soro doce reconstituído conforme tabela 7. O valor calculado por litro de soro reconstituído apresentado na tabela foi multiplicado pelo volume de soro doce reconstituído que não foi mais utilizado com a adição de soro azedo. No cálculo da economia 2, foi considerada a economia com o transporte do soro azedo, onde R$ 0,024/L é o custo de retirar o soro azedo obtido na produção do Petit Suisse e encaminhá-lo para a alimentação animal.
Bebida Láctea UHT Morango 185mL, Bebida Láctea UHT Chocolate 185mL, Bebida Láctea UHT Chocolate 200mL e Bebida Láctea UHT Frutas 200mL com economia de R no mesmo período de dez meses. Se em dez meses poderia haver uma economia média de R, como mostra o gráfico acima, em um ano o uso de soro de leite ácido na formulação de cinco diferentes bebidas lácteas gera uma economia de R. Enquanto os testes de substituição com 30% de soro de leite ácido. na bebida bebida láctea UHT sabor chocolate 1 litro não apresentou alteração significativa no aspecto sensorial, obtiveram resultados físico-químicos e microbiológicos dentro dos padrões e, também, que existem outros produtos onde o soro ácido pode ser aplicado, como como como bebida láctea UHT com sabor a morango 185 ml, bebida láctea UHT com sabor a chocolate 185 ml, bebida láctea UHT 200 ml com sabor a chocolate e bebida láctea UHT 200 ml com sabor a fruta, pode ser considerada positiva e a possível utilização de produtos ácidos de soro de leite pode ser considerada positiva também é mencionado no soro de leite.
Assim, fica clara a viabilidade do uso do soro de leite ácido na formulação de bebidas lácteas UHT. Proteínas do soro: composição, propriedades nutricionais, aplicações no esporte e benefícios para a saúde humana. Elaboração de iogurte sabor morango à base de leite em pó, soro de leite e concentrado protéico de soro de leite (WPC - 35%) e bebida.