UNESP
Faculdade de Engenharia do Campus de Guaratinguetá
Guaratinguetá
RAFAEL BARATA ZICMAN CORONA
APLICAÇÃO DO LEAN SIX SIGMA NA LINHA DE PRODUÇÃO DE TURBINAS INDUSTRIAIS A VAPOR
Trabalho de Graduação apresentado ao Conselho de Curso de Graduação em Engenharia Mecânica da Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, como parte dos requisitos para obtenção do diploma de Graduação em Engenharia Mecânica.
Orientador: Prof. Dr. Messias Borges Silva
C822ac
Corona, Rafael Barata Zicman
Aplicação do Lean Six Sigma na linha de produção de Turbinas Industriais a Vapor / Rafael Barata Zicman Corona – Guaratinguetá : [s.n], 2011.
101 f : il.
Bibliografia: f. 84
Trabalho de Graduação em Engenharia Mecânica – Universidade Estadual Paulista, Faculdade de Engenharia de Guaratinguetá, 2011.
Orientador: Prof. Dr. Messias Borges Silva
1. Logística 2. Turbinas a vapor I. Título
DADOS CURRICULARES
RAFAEL BARATA ZICMAN CORONA
NASCIMENTO 29.09.1988 – SÃO PAULO / SP
FILIAÇÃO Sergio Corona Junior Olga Barata Zicman Corona
2006/2011 Curso de Graduação em Engenharia Mecânica
AGRADECIMENTOS
Em primeiro lugar agradeço a Deus, por sempre ter me iluminado, abençoado e protegido ao longo de minha vida.
À minha família, que é o meu maior exemplo e porto seguro, e sempre me apoiou, lutou, acreditou e me deu condições e formação para que chegasse até aqui com muito caráter e respeito em meus atos.
À minha namorada Ligia que sempre está do meu lado nos momentos cruciais de minha vida, tornando o meu dia-a-dia melhor e por ser, sem dúvida, a melhor companheira para todas as horas.
A todos da república Ama-Zonas, que me recepcionaram, auxiliaram e acompanharam ao longo destes cinco anos de graduação, proporcionando-me vivências, aprendizados e amizades que levarei para toda a minha vida.
Aos importantes amigos da faculdade, que fizeram e farão parte da minha história, contribuindo cada um à sua maneira na minha formação acadêmica e principalmente pessoal.
Ao meu orientador, o Profº Dr. Messias Borges Silva, que sempre me incentivou e se mostrou prestativo e paciente ao longo da execução do presente trabalho, dando todo o suporte para o desenvolvimento do mesmo.
A todos os funcionários do Campus de Guaratinguetá, em especial ao corpo docente, pela dedicação, presteza e principalmente pela vontade de ajudar.
A todos os colegas da empresa na qual estagio, que colaboraram e me incentivaram para a execução do presente trabalho.
Enfim, àqueles que não foram mencionados, mas que tiveram com certeza uma parcela de colaboração na elaboração deste trabalho e na minha vida.
“Só se pode alcançar um grande êxito quando nos mantemos fiéis a nós mesmos”
CORONA, R. B. Z. Aplicação do Lean Six Sigma na linha de produção de turbinas industriais a vapor. 2011. 101 f. Trabalho de Graduação (Graduação em Engenharia Mecânica) – Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2011.
RESUMO
O presente trabalho tem como objetivo avaliar a implementação da metodologia Lean Six
Sigma no processo de fabricação de palhetas para turbinas industriais a vapor, visando
melhorias de produtividade, qualidade e eficiência operacional do processo. Para tal, foram aplicadas diversas ferramentas, tais como: VSM, Diagrama Spaghetti, Diagrama Causa e Efeito, Pareto, DMAIC, Benchmarking e Cartas de Controle, buscando a proposição de melhorias para o processo em questão, bem como a criação de indicadores de qualidade e capacidade do mesmo. Foram obtidos valores expressivos na redução de desperdícios ao longo do processo, obtendo-se uma redução de 42% no lead time e 83,41% em transporte,
bem como foram introduzidos conceitos do Lean Thinking, tais como produção puxada e
fluxo contínuo de material. Paralelamente, foi possível calcular a capacidade do processo, bem como o nível sigma de qualidade do mesmo, além de avaliar e propor possíveis melhorias.
PALAVRAS-CHAVE: Lean Six Sigma. Turbina a vapor. Fabricação de palhetas.
CORONA, R. B. Z. Perform Lean Six Sigma Analysis into the Steam Turbines Blades Manufacturing Process 2011. 101 f. Academic Work (Graduation in Mechanical Engineer) Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2011.
ABSTRACT
This work evaluates the implementation of Lean Six Sigma into the Steam Turbine’s Blades
Manufacturing Process, aiming to improve productivity, quality and operational efficiency.
Therefore, several tools have been applied, such as VSM, Spaghetti Diagram, Ishikawa,
Pareto, DMAIC, Benchmarking and Control Charts, seeking to propose process
improvements, as well as Quality Indicators creation. It was obtained a significant waste
reduction throughout the process, achieving a lead time reduction of 42% and 83,41% in
transport. Also, were introduced the Lean Thinking concepts, such as pull production and
Continuous material flow. At the same time, it was possible to calculate the process capability
and the sigma level, evaluating and proposing some improvements.
LISTA DE FIGURAS
Figura 1 - Ilustração da estratégia Lean ... 22
Figura 2 - Esquema da “Casa Lean” ... 23
Figura 3 - Ilustração de linha de produção sem Heijunka ... 24
Figura 4 - Ilustração de linha de produção com Heijunka ... 24
Figura 5 - Ilustração comparativa entre Melhoria aliada a padronização e Melhoria sem padronização ... 25
Figura 6 - Fluxo Intermitente x Fluxo Contínuo ... 26
Figura 7- Ilustração representativa de produção puxada ... 27
Figura 8 - Ilustração para o sistema KANBAN ... 29
Figura 9 - Ilustração da separação homem/ máquina ... 30
Figura 10 - Ilustração representativa de Poka-Yoke ... 30
Figura 11 – Ilustração indicando os benefícios da manufatura enxuta ... 31
Figura 12 - Exemplo de transporte na linha de produção ... 32
Figura 13 – Ilustração para superprocessamento ... 33
Figura 14 – Exemplo prático de superprodução ... 33
Figura 15 – Exemplo prático de movimentação ... 34
Figura 16 – Exemplo prático de espera. ... 34
Figura 17 – Exemplo prático de defeito ... 35
Figura 18 – Exemplo prático de estoque ... 35
Figura 19 – Esquema exemplificando fluxo de valor ... 36
Figura 20 – Ilustração do mapeamento da cadeia de valor ... 37
Figura 21 – Etapas iniciais do mapeamento do fluxo do valor ... 38
Figura 22 – Ilustração representando o tempo de ciclo na linha de produção ... 39
Figura 23 – Ilustração representando o tempo de agregação de valor na linha de produção ... 39
Figura 24 – Ilustração representando o Lead Time na linha de produção ... 40
Figura 25 – Mentalidade Six Sigma (Redução de custos através da melhora da qualidade) ... 41
Figura 26 - Ciclo DMAIC ... 42
Figura 28 – Defeitos x Escala Sigma ... 43
Figura 29 – Análise estatística do processo ... 44
Figura 30 – Representação de Cp ... 45
Figura 31 – Ilustração para o Diagrama de Pareto ... 47
Figura 32 – Ilustração para o Diagrama de Causa e Efeito ... 47
Figura 33 – Ilustração para Diagrama de Dispersão ... 48
Figura 34 – Ilustração para Gráfico de Controle Lean Six Sigma ... 48
Figura 35 – Objetivos do Lean Six Sigma ... 49
Figura 36 – Ilustração de uma turbina a vapor ... 50
Figura 37 – Ciclo básico de funcionamento de uma turbina a vapor ... 50
Figura 38 – Componentes de uma turbina a vapor ... 51
Figura 39 – Representação de um rotor para turbina a vapor ... 52
Figura 40 – Representação do palhetamento de rotores de turbinas a vapor ... 52
Figura 41 – Representação da fixação das palhetas no eixo principal do rotor ... 53
Figura 42 – Diferentes tipos de pé de palheta ... 53
Figura 43 – Estágios de palhetas em um rotor de turbina a vapor ... 54
Figura 44 – Fluxograma do processo de fabricação de palhetas ... 57
Figura 45 – Ilustração da matéria-prima cortada/ serrada em blanks ... 58
Figura 46 – Ilustração do blank após ser estampado ... 58
Figura 47 – Ilustração do blank após a etapa de furo de centro ... 58
Figura 48 – Processo de usinagem de palhetas ... 59
Figura 49 – Mesa Retificadora utilizada no processo ... 60
Figura 50 – Layout atual da célula de fabricação de palhetas ... 61
Figura 51 – Layout da fábrica indicando serra, furadeira e partícula magnética ... 61
Figura 52– Layout da célula de fabricação de palhetas com o fluxo de material indicado ... 63
Figura 53 – Layout da fábrica indicando o fluxo de material ... 63
Figura 54 – Estoques intermediários no processo ... 66
Figura 55 – Cotas funcionais da palheta ... 68
Figura 56 – Novo layout proposto ... 70
Figura 58 – Comunicação visual implantada ... 72
Figura 59 – Diagrama de causa-e-efeito ... 75
Figura 60 – Ilustração do desvio entre o contra-ponto e a placa de fixação ... 78
LISTA DE TABELAS
Tabela 1 – Valores de Cp, Nível de Qualidade e PPM. ... 46
Tabela 2 – Distâncias percorridas para fabricação de palhetas ... 64
Tabela 3 – Tempos de espera ao longo do processo produtivo ... 65
Tabela 4 – Quantidade de peças em estoque intermediário ... 66
Tabela 5 – Especificações para as variáveis a serem estudadas ... 69
Tabela 6 – Distâncias percorridas para fabricação de palhetas no layout proposto ... 71
Tabela 7 – Benefício anual para o projeto ... 73
Tabela 8 – Valores obtidos para Cp das variáveis estudadas por estágio ... 74
LISTA DE GRÁFICOS
Gráfico 1 – Comparação entre TT x Tc ... 67
LISTA DE ABREVIATURAS E SIGLAS
CEP – Controle Estatístico de Processo CNC – Controle Numérico Computacional Cp – Capacidade
JIT - Just in Time LT – Lead Time
PPM – Partes por Milhão TC – Tempo de Ciclo
TPM – Total Productive Maintenance TT – Takt Time
SUMÁRIO
1 INTRODUÇÃO ... 19
1.1 Contextualização ... 19
1.2 Objetivo ... 19
1.3 Justificativa ... 20
1.4 Estrutura ... 20
2 FUNDAMENTAÇÃO TEÓRICA ... 21
2.1 Histórico ... 21
2.2 Manufatura Enxuta ... 22
2.2.1 Os oito desperdícios ... 31
2.2.2 Mapeamento do fluxo de valor ... 36
2.2.3 Métricas Lean ... 39
2.3 Six Sigma ... 40
2.3.1 Estudo de Capacidade ... 44
2.3.2 Ferramentas da Qualidade ... 46
2.4 Turbinas a vapor ... 49
2.4.1 Rotores ... 51
2.4.2 Palhetamento de rotores ... 52
3 DESENVOLVIMENTO ... 55
3.1 Estudo de caso ... 55
3.1.1 Célula de Fabricação de Palhetas ... 55
3.1.2 Processo produtivo atual ... 56
3.2 Método... 62
3.2.1 Primeira fase (Lean Manufacturing) ... 62
3.2.2 Segunda Fase (Six Sigma) ... 68
3.2.3 Proposição de melhorias e estimativa de ganhos ... 69
3.3 Resultados e Proposição de melhorias ... 70
4 CONCLUSÕES ... 81
4.1 Verificação dos objetivos ... 81
4.2 Sugestões para atividades futuras ... 81
5 REFERÊNCIAS BIBLIOGRÁFICAS ... 83
APÊNDICE A – VSM ESTADO ATUAL ... 86
1 INTRODUÇÃO
1.1 Contextualização
Com a crescente demanda de energia pelas áreas urbanas e pelo pólo industrial mundial, a geração de energia é uma das grandes preocupações da engenharia, uma vez que a indústria busca constantemente a autonomia energética e a diminuição de custos com energia de maneira sustentável. Dentro deste cenário, as turbinas a vapor representam uma solução viável e vantajosa para a geração de energia elétrica.
Deste modo, com o setor de energia aquecido e cada vez mais competitivo, existe uma maior exigência do mercado em obter produtos de melhor qualidade, a preços e prazos de entrega cadê vez menores. A fim de atender tais requisitos, os fornecedores de turbinas industriais a vapor necessitam alinhar alguns conceitos de seu planejamento estratégico com a sua realidade fabril, mantendo-se competitivos a fim de conquistar um maior market share.
Visando atender as necessidades do mercado, foi necessário utilizar a filosofia Lean
Six Sigma para estudar e analisar o processo de maneira mais aprofundada, utilizando
ferramentas específicas, a fim de comparar as necessidades do mercado, em termos de capacidade produtiva, quantitativa e qualitativa, com a realidade fabril, identificando os pontos críticos do processo em termos de desperdício e variabilidade.
1.2 Objetivo
O presente trabalho tem como objetivo principal a utilização de conceitos e ferramentas do Lean Six Sigma na linha de produção de palhetas para turbinas industriais a
vapor, almejando melhorias de produtividade, qualidade e eficiência operacional do processo.
Objetivos específicos:
- Efetuar estudos de movimentação e tempos;
1.3 Justificativa
Nunca, anteriormente, havia sido feito um estudo detalhado do processo, comparando métricas estratégicas da empresa com a realidade fabril, a fim de mensurar a capacidade quantitativa e qualitativa da linha de produção.
Além disso, a empresa tem a meta de reduzir custos visando se manter competitiva no mercado. Deste modo, fica nítida a importância da utilização de ferramentas como o Lean Six
Sigma para atingir tais objetivos.
O trabalho é também de grande valia do ponto de vista acadêmico, uma vez que aplica, de maneira prática, os princípios, filosofias e ferramentas do Lean Six Sigma no
cenário da indústria de bens de consumo.
1.4 Estrutura
O primeiro capítulo do presente trabalho aborda de maneira sucinta os objetivos e justificativas do mesmo.
O segundo capítulo, por sua vez, é dedicado à apresentação e fundamentação de conceitos teóricos sobre a filosofia Lean Six Sigma, bem como sobre Turbinas Industriais a
Vapor, servindo como base para o entendimento do estudo de caso.
No terceiro capítulo encontra-se descrito o estudo de caso realizado no “gargalo” produtivo da fábrica (centro de usinagem de palhetas), apresentando passo a passo toda a metodologia utilizada, os estudos e análise realizados, além dos resultados obtidos.
2 FUNDAMENTAÇÃO TEÓRICA
2.1 Histórico
No cenário globalizado atual, a competitividade nos diversos setores da indústria está se tornando cada vez mais acirrada, havendo, por parte do mercado, uma demanda contínua por redução de custos e prazos, sempre com qualidade aliada a flexibilidade e variedade.
Segundo Maximiano (1995), as empresas, para manter e conquistar mais market share
perante o mercado, desde os primórdios da Revolução Industrial, vem buscando obter a melhor relação custo/ preço de venda. O preço de venda é ditado pelo mercado, porém as margens de lucro variam de empresa para empresa, dependendo dos níveis de custo intrínsecos à cadeia produtiva da mesma. A partir deste raciocínio, para maximizar os lucros mantendo o preço de venda competitivo, as empresas se concentram na redução dos custos das operações industriais, através da geração de valor e do combate aos desperdícios.
Segundo Maximiano (1995), o Japão após a Segunda Guerra Mundial, com a sua economia devastada, não possuía recursos para investir na tradicional produção em massa que, até então, era o sistema produtivo que prevalecia nas grandes montadoras norte-americanas (Ford e General Motors) da época. Além deste aspecto financeiro, na conjuntura
da época, o mercado interno japonês era pequeno e exigia uma grande variedade de veículos (grandes e luxuosos para as autoridades, pequenos e populares para as cidades pequenas e com trânsito pesado, além de caminhões para a agricultura e indústria).
Portanto, diante do cenário sócio-econômico do Japão na época, com inúmeros fatores inibidores à adoção da tradicional técnica de produção em massa dos norte-americanos, iniciou-se a busca incessante por uma metodologia que se adequasse a realidade do país naquele momento. Para tal, o engenheiro japonês Eiji Toyoda, realizou uma viagem de três meses em Detroit, nos Estados Unidos, a fim de adquirir conhecimento e vivenciar a indústria automobilística norte-americana da época, notável pelo seu sistema de produção em massa.
técnicas de Produção ou Manufatura Enxuta, que atualmente se disseminam mundialmente através do termo Lean Manufacturing.
2.2 Manufatura Enxuta
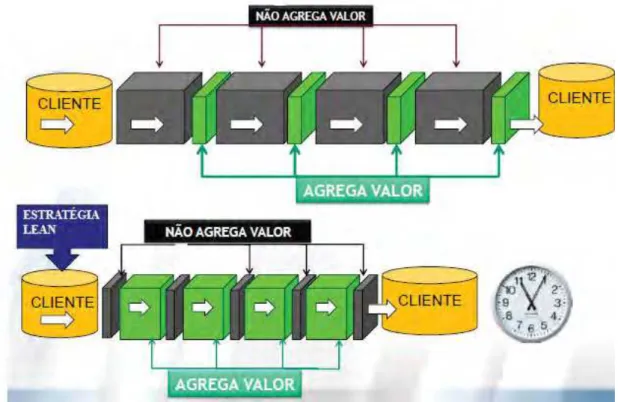
Segundo Ohno (1997), a Produção Enxuta consiste na observação da linha do tempo entre o pedido do cliente e a entrega do produto final, e redução deste tempo através da eliminação de atividades desnecessárias, as quais ele chamou de “atividades que não agregam valor”, conforme apresentado na Figura 1:
Figura 1 - Ilustração da estratégia Lean
Fonte: Ótima Estratégia e Gestão (2010)
aumentando a eficiência de produção, através da eliminação de todo tipo de desperdício existente na cadeia produtiva.
Segundo Shingo (1996), a manufatura enxuta é uma filosofia operacional baseada nas práticas do Sistema Toyota, especificando o valor a partir da ótica do cliente, alinhando as atividades que agregam valor em um fluxo contínuo, mantendo sempre a maneira mais eficaz de trabalho.
Na Figura 2 é apresentado um esquema didático demonstrando os princípios e objetivos da filosofia de manufatura enxuta (Lean Manufacturing).
Figura 2 - Esquema da “Casa Lean”
Fonte: Ótima Estratégia e Gestão (2010)
Segundo Marchwinski (2003), a filosofia Lean apresenta a estabilidade como pilar de
identificação das perdas ao longo da cadeia de valor deve ser conduzido em condições estáveis, caso contrário o que se verifica não é solução de problemas de forma sistemática, mas sim a prática de “apagar incêndio”.
Um patamar acima se encontra o Heijunka, que significa produzir as mesmas
quantidades de produto e os vários tipos de produtos da demanda de um período específico de tempo. Em outras palavras, seria o nivelamento da produção em termos de volume e variedade dos produtos, através da programação de uma seqüência de montagem capaz de atender uma demanda por diferentes produtos, objetivando reduzir estoques, diminuir o tamanho dos lotes, combinando a produção de itens diferentes para garantir um fluxo contínuo e manter constante a necessidade de mão-de-obra, máquinas e materiais, evitando desbalanceamento entre processos (ociosidade e sobre-carga), conforme apresentado nas Figuras 3 e 4:
Figura 3 - Ilustração de linha de produção sem Heijunka
Fonte: Adaptado de Ótima Estratégia e Gestão (2010)
Figura 4 - Ilustração de linha de produção com Heijunka
Além do Heijunka, é notável a importância da padronização das operações dentro da
manufatura enxuta, através da criação e determinação de atividades, proporcionando um método efetivo e organizado de produzir sem perdas, focando em um padrão orientado para o processo e centrada nos movimentos humanos.
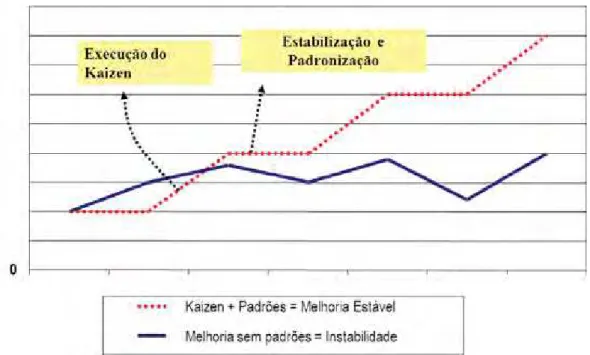
Por fim, chegamos ao último princípio do segundo patamar da filosofia Lean, onde encontramos o KAIZEN (traduzindo para o português: mudar para melhor ou melhoria
contínua). Nesta filosofia, são abordadas diversas técnicas que envolvem a manutenção de máquinas, controle de tempos na produção, controle de qualidade de produtos, sugestões de funcionários, atendimento ao cliente entre outras atividades.
Segundo Lean Institute (2011), os principais conceitos envolvidos na filosofia
KAIZEN são: atacar os problemas nas suas causas-raízes, estudando e implementando
melhorias, sempre com o conceito de padronização em mente. Somente com a padronização é possível implementar melhorias consistentes, permanentes e efetivas, gerando resultados previsíveis e ganhos sustentáveis, favorecendo o princípio de melhoria contínua, conforme apresentado ilustrativamente na Figura 5.
Figura 5 - Ilustração comparativa entre Melhoria aliada a padronização e Melhoria sem padronização
Para suportar as necessidades do cliente de maneira mais palpável, são utilizados os conceitos de Just in Time e Jidoka. O Just in Time (JIT) faz referência a idéia de que cada
processo deve ser suprido com os itens certos, no momento certo, na quantidade certa e no local certo, colocando em prática a lógica da produção puxada pelo cliente. Tal conceito visa, sobretudo, identificar, localizar e eliminar as perdas, garantindo um fluxo contínuo de produção.
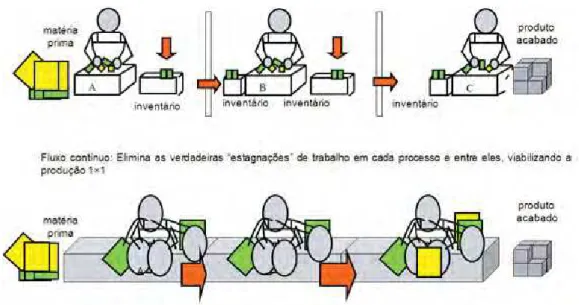
Para a implementação do JIT na cadeia produtiva, deve-se buscar ao máximo a obtenção de um fluxo contínuo, resultado da extinção das interrupções no fluxo de materiais através da eliminação das perdas (principalmente dos estoques) ao longo do processo de fabricação, conforme Figura 6:
Figura 6 - Fluxo Intermitente x Fluxo Contínuo
Fonte: Adaptado de Ótima Estratégia e Gestão (2010)
Segundo Rother & Shook (1999), o fluxo contínuo significa produzir uma peça de cada vez, com cada item sendo passado imediatamente de um estágio do processo para o seguinte sem nenhuma parada entre eles.
sincronizar o ritmo de produção com a demanda do seu cliente, seja ele externo ou interno, através do estudo de takt time.
Segundo Rother & Shook (1999), o takt time é a freqüência com que uma peça ou
produto deve ser produzida, baseada no ritmo de vendas, para atender a demanda dos clientes. Tal conceito permite a identificação dos processos críticos, permitindo uma maior concentração de esforços nos mesmos, sempre focando em fornecer respostas rápidas para os problemas encontrados.
O takt time pode ser calculado conforme a Equação (1):
Takt time = Tempo de trabalho disponível por turno (1) Demanda do cliente por turno
O grande diferencial da manufatura enxuta é a filosofia de produção puxada, onde a ordem de produção é gerada a partir da demanda do cliente. Na definição de produção puxada, as etapas do processo só produzem se houver consumo do cliente, e a definição de qual peça, quando e quanto fazer é dada pela quantidade de produtos no estoque. Em outras palavras, o cliente é quem dita o ritmo de fabricação.
Figura 7- Ilustração representativa de produção puxada
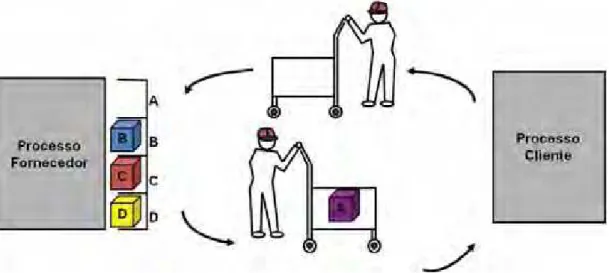
Para viabilizar a produção puxada e o JIT da manufatura enxuta, a ferramenta mais importante é denominada KANBAN, que em japonês significa registro visível/ etiqueta. Tal
ferramenta é usada como uma sinalização ou meio de comunicação entre cliente e fornecedor, almejando, por meio de etiquetas e quadros, o controle visual do fluxo ao longo da cadeia de valor, favorecendo a manutenção do fluxo contínuo de produção, a eliminação das perdas e a reposição baseada no consumo/demanda.
Desta maneira, o processo cliente deve retirar do processo fornecedor os itens de sua necessidade apenas nas quantidades e no tempo necessário. Esta primeira etapa é o ponto chave do sistema KANBAN que, diferentemente dos sistemas tradicionais (empurrados),
funciona puxando a produção através da utilização de cartões KANBAN. Do ponto de vista do
processo fornecedor, este deve produzir seus itens apenas nas quantidades requisitadas pelos processos subseqüentes (clientes), limitando assim a os estoques em processo nos postos de trabalho à quantidade necessária, evitando a superprodução, nivelando os ritmos de produção e garantindo uma reposição uniforme dos itens, nos momentos e quantidades necessárias.
Segundo Ohno (1997), para o sucesso da implementação do sistema KANBAN, se deve
possibilitar que o mesmo seja adaptável e versátil a pequenas flutuações de demanda.
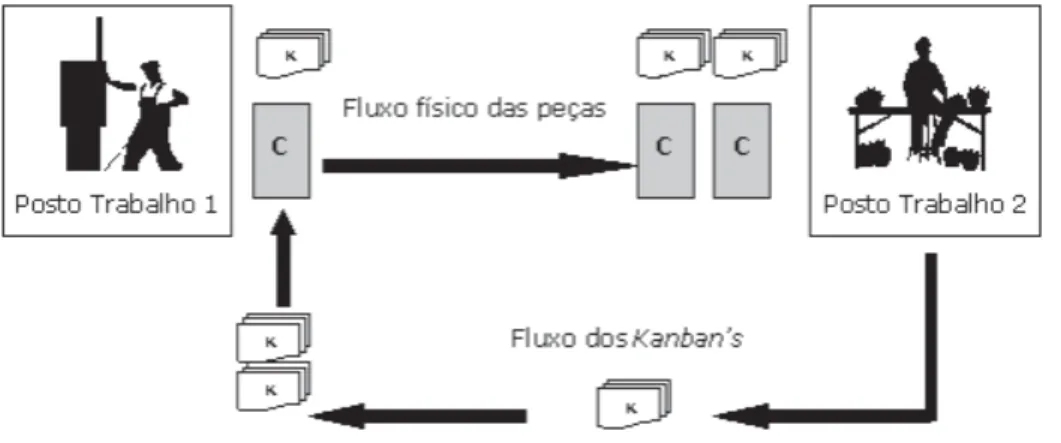
Na Figura 8, é ilustrado de maneira sucinta o sistema em questão. Cada vez que o processo cliente (posto de trabalho 2) utiliza uma caixa (C) de peças, o cartão KANBAN (K) é
retirado da mesma e é re-enviado para processo fornecedor (posto de trabalho 1). Desta forma, o cartão constitui, para o posto de trabalho 1, uma ordem de produção de mais uma caixa de peças. Ao término da fabricação de uma caixa de peças, a mesma é identificada com um novo cartão KANBAN e é encaminhada para o posto de trabalho 2 mantendo, deste modo,
Figura 8 - Ilustração para o sistema KANBAN
Fonte: http://www.dge.ubi.pt/lourenco/gprod/textos/materiais%20JIT/Kanban.pdf
Por fim, para completar o entendimento sobre a filosofia de manufatura enxuta, deve ser abordado o conceito de Jidoka, que em português quer dizer autonomia. Portanto, o Jidoka
objetiva impedir a geração e propagação de defeitos e eliminar qualquer anormalidade no processamento e fluxo de produção, facultando ao operador ou à máquina a autonomia de paralisar o processamento sempre que for detectada qualquer anormalidade. Desta maneira, quando a máquina interrompe o processamento ou o operador pára a linha de produção, imediatamente o problema torna-se visível ao próprio operador, aos seus colegas e a sua supervisão, desencadeando um esforço conjunto para identificar a causa fundamental e eliminá-la, evitando a reincidência do mesmo e consequentemente reduzindo as paradas da linha.
Segundo Womack & Jones (1998), para uma implementação bem sucedida do Jidoka,
Figur
Outra importante ferr dispositivos a prova de erro processos de fabricação e/ou
Yokes, conforme apresentado n
Figu
Segundo Cusumano (1 se perpetuem ao longo da ferramentas, bem como a que peças.
ra 9 - Ilustração da separação homem/ máquina
Fonte: Ótima Estratégia e Gestão (2010)
ramenta para a implementação do Jidoka é
os, destinados a evitar/ prevenir a ocorrência na utilização de produtos, comumente conheci na Figura 10:
ra 10 - Ilustração representativa de Poka-Yoke
Fonte: Ótima Estratégia e Gestão (2010)
1994), a utilização de Poka-Yokes, além de prev
linha de produção, ajuda a evitar o desgas ebra de máquinas/ ferramentas e, consequentem
a utilização de de defeitos em idos como
Poka-venir que defeitos ste excessivo de
Por fim, com todos implementados, são inúmeros cliente no que diz respeito a qu
Figura 11
Tais benefícios não se que focam na redução de de categorias), na agregação de v contínua.
2.2.1 Os oito desperdícios
Para que se entendam enxuta, é importante ser trab (1998) e Shingo (1996), des
s os pilares da manufatura enxuta bem os benefícios, todos focados nas necessidades e ualidade, custo e prazo, conforme apresentado n
1 – Ilustração indicando os benefícios da manufatura enxu
Fonte: Nascimento (2010)
eriam possíveis se não fosse as diversas ferrame esperdícios (identificando e classificando os m valor (mapeando o processo e o seu fluxo de valo
s
os tipos de desperdícios abordados na filosofi balhado o significado da palavra desperdício. perdício é um elemento que não agrega valo
estabelecidos e e expectativas do na Figura 11:
uta
entas da filosofia mesmos em oito or) e na melhoria
serviço, adicionando somente custo e tempo ao mesmo, e deve ser tratado como um sintoma dos problemas existentes na cadeia produtiva, e não como causa-raíz dos mesmos. Os desperdícios são classificados conforme apresentado abaixo:
1. Transporte (movimento do produto que não agrega valor ao mesmo):
Segundo Slack, Chambers & Johston (2002), o transporte é uma atividade que não agrega valor ao produto, e como tal, deve ser encarado como desperdício que deve ser minimizado. Para tal, é de suma importância a otimização dos lay outs, implantando células de produção; a
racionalização do fluxo de materiais, bem como uma cadeia logística que vise e zele pela minimização do esforço em transporte de materiais. A Figura 12 exemplifica praticamente a perda por transporte.
Figura 12 - Exemplo de transporte na linha de produção
Fonte: Nascimento (2010)
2. Superprocessamento (esforço que não agrega valor do ponto de vista do cliente):
produto/serviço e dos métodos de fabricação a serem empregados, é extremamente recomendável como forma racional de otimizar o processamento.
Figura 13 – Ilustração para superprocessamento
Fonte: Ótima Estratégia e Gestão (2010)
3. Superprodução (produzir mais do que o cliente necessita no momento)
Existem dois tipos de desperdícios por superprodução: por quantidade (produzir além do necessário) e por antecipação (produzir antes do necessário). Segundo Ohno (1998), a principal problemática da superprodução é que a mesma tem a característica de esconder as outras perdas. A fim de reduzir a superprodução, deve-se buscar a redução de tamanho dos lotes e aplicação de um dos pilares da manufatura enxuta, o Just in Time. A Figura 14
exemplifica o desperdício de superprodução.
Figura 14 – Exemplo prático de superprodução
Fonte: Nascimento. (2010)
4. Movimentação:
apresentado na Figura 15. Este tipo de perda pode ser eliminado através do estudo de tempos e movimentos.
Figura 15 – Exemplo prático de movimentação
Fonte: Nascimento. (2010)
5. Espera:
Segundo Slack, Chambers & Johnston (2002), a perda por espera caracteriza-se por um intervalo de tempo no qual nenhum processo ou operação é executado pelo operador ou pelas máquinas, conforme apresentado na Figura 16. Para reduzir a espera, algumas medidas podem ser tomadas, tais como: sincronizar fluxo entre vários estágios (KANBAN), Implantar Células
de produção, Racionalização das etapas de carga/descarga, Manutenção Total Produtiva (TPM), entre outros.
Figura 16 – Exemplo prático de espera.
Fonte: Nascimento (2010)
6. Defeitos:
secundárias, tais como: retrabalho e sucata. Slack, Chambers & Johston (2002) afirma que o desperdício de qualidade nas empresas é, normalmente, bastante significativo nas empresas, mesmo que as medidas reais de qualidade sejam limitadas. A Figura 17 exemplifica um caso de perda por defeito.
Figura 17 – Exemplo prático de defeito
Fonte: Nascimento (2010)
7. Inventário/ Estoque:
Perda por estoque ocorre quando existe capital investido parado, no caso matéria-prima, material em processo e/ou produto acabado, evitando o fluxo contínuo da linha de produção, conforme apresentado na Figura 18.
Segundo Slack, Chambers & Johnston (2002), os estoques existem porque o fornecimento e a demanda não se encontram em harmonia um com o outro, existindo uma diferença de ritmo entre fornecimento e demanda dos recursos.
Para a redução dos níveis de estoque, deve haver uma preocupação exacerbada em redução de tamanho dos lotes e dos lead times, bem como a utilização da produção puxada.
Figura 18 – Exemplo prático de estoque
8. Conhecimento do oper
Muniz, Lourenção & Ferr operador como oitava forma d A filosofia de manufatura mesmo, aproveitando o seu k
opine em possíveis melhorias
2.2.2 Mapeamento do flu
Shingo (1996) define o (agregando valor ou não) nec lançamento, do pedido à ent apresentado na Figura 19:
Figur
Para analisar a cadeia fluxo do valor, que consiste etapas envolvidas nos fluxos desde o pedido até a entrega. D como um todo, facilitando a
rador
reira (2004), apresentam a não utilização do c de desperdício.
enxuta zela pela valorização do operador e das
know-how e expertise sobre o processo, fazen
e seja multifuncional na cadeia produtiva.
uxo de valor
o conceito de cadeia ou fluxo do valor como o c cessárias para que o produto ou serviço passe d
trega e da matéria-prima às mãos do cliente
ra 19 – Esquema exemplificando fluxo de valor
Fonte: Ótima Estratégia e Gestão (2010)
a de valor existe uma técnica conhecida como em esquematizar de maneira de fácil interpr de material e informação, necessárias para aten Desta maneira, fica possível ter uma noção do fl a identificação de pontos críticos do processo
conhecimento do
s experiências do ndo com que ele
onjunto de ações da concepção ao final, conforme
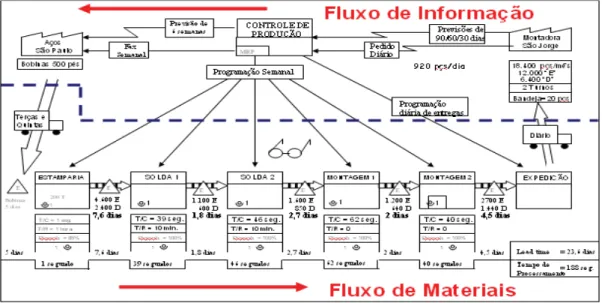
desperdícios e suas fontes, facilitando assim a visualização, discussão e tomada de decisão sobre o processo. Além disso, a ferramenta é muito útil, pois aproxima conceitos e técnicas enxutas, ajudando a evitar a implementação de ferramentas isoladas, forma uma base para o plano de implantação da Mentalidade Enxuta e apresenta a relação entre o fluxo de informação e o fluxo de material, conforme apresentado na Figura 20.
Figura 20 – Ilustração do mapeamento da cadeia de valor
Fonte: Ótima Estratégia e Gestão (2010)
Segundo Shingo (1996), a identificação e análise da cadeia de valor mostra que ocorrem três tipos de atividades ao longo do processo:
- atividades que agregam valor: atividade que transforma ou conforma o material ou informação, é desejada pelo cliente e é realizada corretamente de primeira.
- atividades que não agregam valor, porém são necessárias: atividades que não criam valor, porém não podem ser eliminadas com base na tecnologia ou pensamento vigente. Tais tarefas se tornam necessárias devido a normas, regulamentos, etc. além de serem oriundas de uma falta de robustez do processo.
Portanto, o foco inicial valor e não são necessárias, para as atividades que não agr melhoria contínua, afim de, m Segundo Rother & Sh da coleta de informações no consumidor até o fornecedor, processo no fluxo de materia necessárias para o mapeament 21.
Figura 21
É notável que as setas idéias sobre o estado futuro mapeado.
Por fim, com o “es implementações das medidas p
l deve ser a eliminação imediata das atividades q buscando mitigá-las e, se possível eliminá-las. regam valor e são necessárias, é necessário um mesmo que a longo prazo, eliminá-las do processo
ook (1999), o primeiro passo é desenhar o esta o chão de fábrica, seguindo “a trilha da prod
desenhando, cuidadosamente, uma representaçã al e informação. Esta fase permite que se obte
to do estado futuro pretendido, conforme aprese
– Etapas iniciais do mapeamento do fluxo do valor
Fonte: Adaptado Rother & Shook (1999)
entre o estado atual e futuro tem duplo sentido, o serão identificadas enquanto o estado atua
tado futuro” do fluxo do valor, deve-se in para atingir o estado desejado.
que não agregam . Por outro lado, estudo visando a o.
ado atual, através dução”, desde o ão visual de cada
nha informações entado na Figura
indicando que as al estiver sendo
2.2.3 Métricas Lean
Dentro da filosofia de manufatura enxuta, existem algumas métricas relevantes que devem ser abordadas para um melhor entendimento e análise do fluxo produtivo, conforme apresentado abaixo:
- Tempo de ciclo: segundo Rother & Shook (1999), é a freqüência com que uma peça ou produto é realmente completada em um processo, conforme exemplificado na Figura 22
Figura 22 – Ilustração representando o tempo de ciclo na linha de produção
Fonte: Rother & Shook (1999)
- Tempo de agregação de valor: segundo Rother & Shook (1999), é o tempo dos elementos de trabalho que efetivamente transformam o produto de uma maneira que o cliente está disposto a pagar, conforme exemplificado na Figura 23.
Figura 23 – Ilustração representando o tempo de agregação de valor na linha de produção
- Lead time: segundo Rother & Shook (1999), é o tempo que uma peça leva para mover-se ao longo ao longo de todo um processo ou fluxo de valor, desde o seu começo até o fim, conforme exemplificado na Figura 24.
Figura 24 – Ilustração representando o Lead Time na linha de produção
Fonte: Rother & Shook (1999)
- Tempo de troca: Tempo do processo de mudança da produção de um produto para outro em uma máquina. O tempo de troca é medido pelo tempo decorrido entre a última peça no ciclo recém-terminado e a primeira peça boa após a troca.
(http://www.lean.org.br/).
2.3 Six Sigma
Conforme abordado anteriormente, a filosofia de manufatura enxuta tem como foco principal a satisfação do cliente. Dentro deste mesmo princípio, em 1987 na Motorola, surgiu um programa focado na melhoria da qualidade, objetivando o defeito zero.
A partir de então o Six Sigma passou a ser utilizado e aplicado com muito sucesso em
uma grande variedade de indústrias e funções, a fim de melhorar a perfomance de produtos, processos e serviços.
Segundo Rotondaro (2002), a metodologia Six Sigma é uma maneira diferenciada de
Sigma são: melhorar a satisfa
Melhorias nesses três pilares favorecendo a conquista de no mercado, fornecendo um difer os benefícios oriundos da imp
Figura 25 – Mentalidad
Fonte: Adaptado d
A fim de atingir esta custos, a metodologia aprese implementar as respectivas a consiste em um ciclo para aux a espinha dorsal da filosofia S
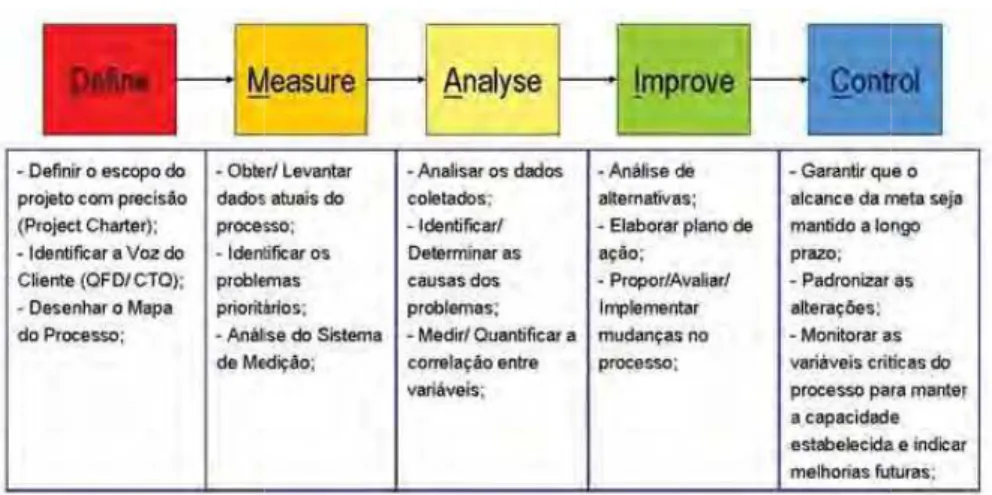
- Define: indentificar a
a qualidade, bem como as opo
ação do cliente, reduzir os tempos de ciclo e red normalmente representam redução de custos p ovos clientes e mercados, construindo uma imag rencial competitivo para o mercado. Na Figura 2 plementação do Six Sigma
de Six Sigma (Redução de custos através da melhora da qu
de The Book of Knowledge - General Eletric (Riding, 199
melhora na qualidade impactando diretament nta uma sistemática para analisar os problema ações de melhoria. Tal sistemática, conhecida xiliar o desenvolvimento de projetos de melhoria
Six Sigma. Segundo Psydek, 2003, temos:
as necessidades do cliente e definir as característ ortunidades de melhoria e os objetivos/ metas.
duzir os defeitos. para os negócios, gem bem vista no 25 são mostrados
ualidade)
98)
te na redução de as encontrados e a como DMAIC, a e é considerada
- Measure: nesta fase o processo atual é estabelecido através da definição e medição
de desempenho das variáveis críticas do mesmo. Além disto, é nesta fase em que é validado o sistema de medição das variáveis em questão.
- Analyse: na fase de análise as causas fundamentais responsáveis pela geração de
defeitos. Para tal, são realizadas análises de capacidade do processo, no que diz respeito às variáveis críticas do mesmo.
- Improve: é nesta fase que são elaborados os planos de ação para implementar e
confirmar a solução para o problema, havendo a necessidade de intervir no processo, modificando e padronizando-o, visando o cumprimento das metas e objetivos pré-estabelecidos na fase de Define.
- Control: esta fase é dedicada a assegurar que as condições estabelecidas para o novo
processo são de caráter efetivo. Para tal, é necessária a utilização de ferramentas de controle estatístico, comparando os resultados obtidos com os objetivos traçados e com as especificações do cliente.
As Figura 26 e 27 ilustram o ciclo DMAIC e as suas funções:
Figura 26 - Ciclo DMAIC
Fonte: http
Deste modo, aplicando processo, aumentando a confia
Figura 27 – Sistemática DMAIC
p://br.kaizen.com/artigos-e-livros/artigos/dmaic.html
o-se a sistemática DMAIC, é possível reduzir a abilidade do mesmo, conforme apresentado na F
Figura 28 – Defeitos x Escala Sigma
Fonte: Balestrassi. (2010)
A Figura 28 exemplifica o objetivo da metodologia Six Sigma ao utilizar a sistemática
DMAIC. Com a implementação de melhorias efetivas no processo, haverá uma diminuição considerável na quantidade de peças com defeito, aumentando assim o índice Sigma do processo, podendo atingir, em longo prazo, o sexto sigma o que significa, em outras palavras, possuir um índice de 3,4 ppm (3,4 peças defeituosas em cada 1.000.000 de peças fabricadas).
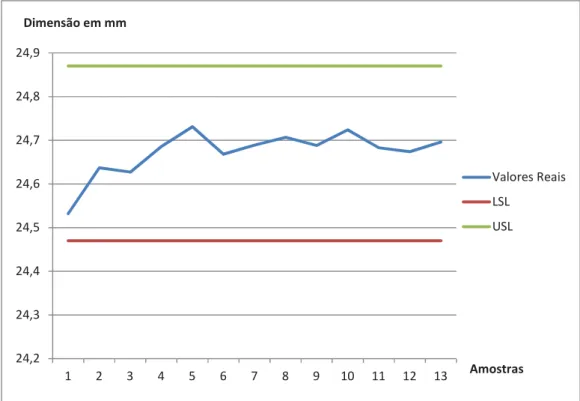
Além de avaliar a quantidade de peças defeituosas, é também de suma importância analisar o processo estatisticamente, a fim de obter estudos de estabilidade, de forma, de dispersão e de centralização do mesmo. Desta maneira é possível avaliar a efetividade das medidas tomadas, bem como apontar perspectivas e tendências para o processo, além de favorecer uma visualização mais ampla do mesmo. A Figura 29 apresenta um exemplo de análise estatística do processo, onde LSL representa Lower Specified Limit (Limite de
Tolerância Inferior) e USL represente Upper Specified Limit (Limite de Tolerância Superior).
Figura 29 – Análise estatística do processo
Fonte: Balestrassi. (2010)
2.3.1 Estudo de Capacidade
considerando a ausência de causas especiais, conforme apresentado na Equação 2 e na Figura 30:
Cp = USL – LSL (2), 6s
Vale ressaltar que na Equação 2, USL = Upper Specified Limit (Limite de Tolerância
Superior), LSL = Lower Specified Limit (Limite de Tolerância Inferior) e s= Desvio Padrão.
Figura 30 – Representação de Cp
Fonte: http://www.epr.unifei.edu.br/PFG/producao2002/trabalhos/Ana%20e%20Giselle.PDF
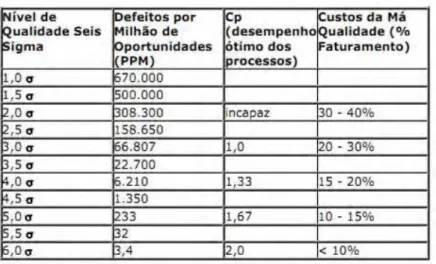
Segundo Bastos (2001), Cp é de suma importância, uma vez que esta variável é um indicador primordial para o acompanhamento e controle do processo produtivo por meio da identificação de diferentes fontes de variabilidade do mesmo, auxiliando a resolver os problemas de melhoria de eficiência e de eficácia.
Conforme QS 9000 (1997), um processo que possua seja representado por uma distribuição normal com Cp>1, o mesmo pode ser considerado capaz, enquanto que para Cp<1, deve ser considerado não capaz.
Tabela 1 – Valores de Cp, Nível de Qualidade e PPM.
Fonte: Adaptada de Breyfogle (2003, p. 1090-1091)
2.3.2 Ferramentas da Qualidade
De acordo com Montgomery (1996), as ferramentas da qualidade são um conjunto de ferramentas estatísticas de uso consagrado para melhoria da qualidade de produtos, serviços e processos. Tal conjunto de ferramentas é de suma importância no gerenciamento da qualidade e da produtividade, através da solução eficaz de problemas.
As ferramentas da qualidade estão presentes abaixo, conforme se segue: - Apresentação em histogramas ou ramo-e-folhas
- Lista de Verificação - Gráfico de Pareto
- Diagrama de causa-e-efeito
- Diagrama de concentração de defeito - Diagrama de Dispersão
- Gráfico de Controle
informações sobre o desempenho de um processo, bem como de acompanhar defeitos em itens ou processos.
Gráfico de Pareto: é uma distribuição de freqüência de dados, organizados por categoria, conforme apresentado na Figura 31. Segundo Montgomery (1996), o Gráfico de Pareto não identifica automaticamente os defeitos mais importantes, mas apenas aqueles que ocorrem mais freqüentemente.
Figura 31 – Ilustração para o Diagrama de Pareto
Fonte: Adaptado de http://www.google.com
Diagrama de Causa e Efeito: segundo Montgomery (1996), quando um problema ou defeito é identificado para estudo posterior, devemos começar a analisar as causas potenciais do mesmo e, para tal, é utilizado o Diagrama de Causa e Efeito, conforme apresentado na Figura 32:
Figura 32 – Ilustração para o Diagrama de Causa e Efeito
Diagrama de Dispersão: o diagrama mostra o que acontece com uma variável quando a outra muda, para testar possíveis relações de causa e efeito.
Figura 33 – Ilustração para Diagrama de Dispersão
Fonte: Adaptada de http://tecspace.com.br/paginas/aula/gq/As_7_ferramentas_da_Qualidade.pdf
Gráficos de Controle: é utilizado para avaliar a variabilidade do processo, distinguindo as suas variações.
Figura 34 – Ilustração para Gráfico de Controle Lean Six Sigma
Ϯϰ͕Ϯ Ϯϰ͕ϯ Ϯϰ͕ϰ Ϯϰ͕ϱ Ϯϰ͕ϲ Ϯϰ͕ϳ Ϯϰ͕ϴ Ϯϰ͕ϵ
ϭ Ϯ ϯ ϰ ϱ ϲ ϳ ϴ ϵ ϭϬ ϭϭ ϭϮ ϭϯ ŵŽƐƚƌĂƐ
sĂůŽƌĞƐZĞĂŝƐ >^>
Enfim, a implementação do Lean Manufacturing e do Six Sigma em diversas
corporações (Motorola, General Eletric, Toyota, entre outras) obtiveram tanto sucesso, que a partir de 1999 com a ITT Industries e, posteriormente, em 2001 com a Caterpillar, houve a
fusão das duas filosofias, originando o Lean Six Sigma.
Segundo Campos (2005), o Lean Six Sigma combina a estratégia baseada em
velocidade e conjunto de soluções, inerentes ao Lean Manufacturing, com o processo cultural,
organizacional e as ferramentas analíticas do Six Sigma. Tal integração é ideal, uma vez que
ambos focam seus esforços na satisfação do cliente, além de que são filosofias complementares, uma vez que o Six Sigma habilita a estabilidade do processo para que o
mesmo se torne Lean ou enxuto. Desta forma, aplicando o Lean Manufacturing juntamente
com o Six Sigma, é possível obter uma maior integração entre qualidade e produtividade,
gerando deste modo resultados mais rápidos e expressivos, conforme apresentado na Figura 35.
Figura 35 – Objetivos do Lean Six Sigma
Fonte: Adaptada de http://www.siqueiracampos.com/pdf/Potencializando_os_ganhos.pdf
2.4 Turbinas a vapor
para acionar um gerador síncrono trifásico com o objetivo de converter a energia mecânica em energia elétrica. A Figura 36 ilustra uma turbina a vapor.
Figura 36 – Ilustração de uma turbina a vapor
Fonte: Bressan (2008)
Uma das grandes vantagens de se utilizar uma turbina a vapor para geração de energia consiste no fato do vapor ser uma fonte de energia provinda do recurso natural em maior abundância no mundo: a água. Além disso, do ponto de vista ambiental, ao contrário do óleo ou do gás, o vapor não produz resíduos ao ser utilizado para geração de energia. A Figura 37 ilustra o ciclo de funcionamento de uma turbina a vapor.
Figura 37 – Ciclo básico de funcionamento de uma turbina a vapor
Por ser um equipamento de grande complexidade técnica, é de grande importância para o entendimento do desenvolvimento do presente trabalho, abordar, mesmo de maneira ilustrativa, os componentes de uma turbina a vapor, conforme apresentado na Figura 38.
Figura 38 – Componentes de uma turbina a vapor
Fonte: Bressan (2008)
Para um melhor entendimento do presente trabalho, é interessante uma explicação mais específica sobre rotor de turbina, conforme apresentado no próximo tópico.
2.4.1 Rotores
inicialmente se concentrava no vapor agora pode ser armazenada e/ou utilizada. A Figura 39 ilustra de maneira didática o rotor da turbina.
Figura 39 – Representação de um rotor para turbina a vapor
Fonte: Bressan (2008)
2.4.2 Palhetamento de rotores
As palhetas móveis são peças com a finalidade de converter a energia do vapor em movimento do rotor. O vapor em alta pressão e temperatura tem sua energia convertida em energia cinética através de um canal injetor. Ao passar por esse canal em alta velocidade, o vapor é encaminhado para as palhetas (pás) da turbina. Uma força de impulsão é criada nas lâminas das palhetas devido à pressão do vapor sobre as mesmas, ocasionando a rotação do eixo. Na Figura 40 é apresentado de maneira ilustrativa o palhetamento de rotores.
Figura 40 – Representação do palhetamento de rotores de turbinas a vapor
A fixação das palhetas no eixo principal do rotor depende da configuração do pé da palheta, conforme apresentado na Figura 41.
Figura 41 – Representação da fixação das palhetas no eixo principal do rotor
Fonte: Bressan (2008)
Os diferentes tipos de pés de palhetas referem-se ao tipo de esforço o qual a palheta será submetida. Palhetas maiores geram forças maiores e demandam pés com maior área de contato com o eixo. Para um melhor entendimento, segue ilustração na Figura 42.
Figura 42 – Diferentes tipos de pé de palheta
Fonte: Bressan (2008)
As palhetas de turbinas são quase sempre feitas em aço inoxidável ferrítico com 13% de cromo, uma vez que este material apresenta boa resistência mecânica em temperaturas elevadas, boa capacidade, de amortecimento de vibrações e boa resistência à erosão.
As palhetas de pequena altura dos estágios iniciais da turbina, que recebem vapor de alta pressão e alta temperatura, são normalmente obtidas por usinagem de barras laminadas a quente. Já as palhetas de maior altura dos estágios seguintes, que recebem vapor em pressão e temperaturas mais baixas, podem ser obtidas a partir de perfis laminado a frio.
Na Figura 43 ilustra os diferentes estágios de uma turbina a vapor.
Figura 43 – Estágios de palhetas em um rotor de turbina a vapor
Fonte: Bressan (2008)
Por fim, é nítida a importância de possuir rotores e palhetas bem especificados e manufaturados, uma vez que suas funções estão intimamente relacionadas com os parâmetros de eficiência mecânica e térmica da máquina e do ciclo de geração de energia através de vapor.
3 DESENVOLVIMENTO
3.1 Estudo de caso
O presente trabalho se desenvolveu a partir de um estudo de caso em uma empresa do setor de energia, mais especificamente na planta de fabricação de turbinas industriais a vapor.
Dentro da cadeia produtiva da empresa, foi selecionado, juntamente com a gerência e a diretoria, a célula de fabricação de palhetas para realização de um estudo detalhado do processo, abrangendo tempos, movimentação, produtividade e qualidade, a fim de utilizá-lo como um light house ou projeto piloto para a fábrica.
3.1.1 Célula de Fabricação de Palhetas
Primeiramente, é importante ressaltar que o processo de fabricação de palhetas não é realizado de maneira seriada, uma vez que, por ser um produto muito específico e de alta complexidade técnica, as suas especificações dimensionais variam de projeto para projeto, impossibilitando a sua produção em série. Todavia, apesar destas alterações dimensionais em cada projeto, o processo de fabricação é padronizado, e a seqüência produtiva é efetuada sempre da mesma maneira.
É importante também ser apresentado alguns dados mais específicos da célula em questão, no que diz respeito a disponibilidade, demanda e número de funcionários, conforme apresentado a seguir:
- Disponibilidade: 105 horas semanais - Número de funcionários: 7 operadores
3.1.2 Processo produtivo atual
O processo produtivo atual consiste na usinagem de tarugos de matéria-prima bruta (blanks) obtidos a partir do corte de barras de metais em dimensões pré-determinadas. Tais
blanks sofrem operações de estampagem e furação de centro, para então serem fixados em um
centro de usinagem, onde as palhetas tomam forma.
A primeira palheta é usinada e medida tridimensionalmente. Conforme o try-out seja
liberado, é iniciada a usinagem do lote completo de palhetas. As peças são então cortadas, rebarbadas e gravadas, conforme critério pré-definido, para que seja garantida sua rastreabilidade durante o processo; e polidas/tamboreadas para obtenção dos parâmetros de acabamento superficial determinados em projeto (rugosidade). Posteriormente, as palhetas são retificadas para ajustes dimensionais (conforme necessidade da montagem) e encaminhadas para a inspeção final.
Na inspeção final, é realizada medição tridimensional por amostragem (uma em cada cinco palhetas fabricadas), juntamente com a aferição dos níveis de rugosidade nas superfícies da palheta e, por fim, a realização de um ensaio de partícula magnética, visando a identificação de trincas. Em caso de aprovação, o lote é liberado para a montagem e, em caso reprovação em âmbito dimensional ou de rugosidade, as palhetas são enviadas para retrabalho na retífica ou polimento/tamboreamento, respectivamente.
Para um melhor enten mais detalhada do mesmo:
- Cortar/ Serrar em blanks: t
dimensões, pré-determinadas e
Figura 45 – I
- Clamping: tem por objetivo, facilitando a sua fixação no to
Figur
- Executar furo de centro: re garantindo o ponto de conta conforme mostrado na Figura
Figura 47
- Usinar: dar forma aos blank
Figura 48 mostra a palheta fix
ndimento do processo produtivo, segue abaixo
tem por objetivo cortar a matéria-prima em bl
em projeto, conforme exemplificado na Figura 4
Ilustração da matéria-prima cortada/ serrada em blanks
, através da estampagemo, criar vincos na super orno, conforme mostrado na Figura 46.
ra 46 – Ilustração do blank após ser estampado
ealizar o furo de centro raso, com o auxílio de ato do contra-ponto do torno para o process
47.
– Ilustração do blank após a etapa de furo de centro
ks, transformando-os em palhetas, através da us
xada no torno CNC utilizado no trabalho.
o uma descrição
anks de mesmas
45.
rfície dos blanks,
e uma furadeira, so de usinagem,
Figura 48 – Processo de usinagem de palhetas
- Cortar, rebarbar e gravar: após o processo de usinagem das palhetas, é necessário a retirada do sobremetal do pé da palheta, através da utilização de uma esmerilhadeira. Posteriormente, é necessário efetuar a rebarbação das arestas da palheta, bem como a gravação do número de identificação na mesma, a fim de garantir a sua rastreabilidade.
- Polir e tamborear: o polimento e o tamboreamento visam a obtenção de um melhor acabamento superficial da peça. Em uma primeira etapa, é realizado o polimento superficial das palhetas, através da utilização de uma lixadeira rotativa. Posteriormente, as palhetas são submetidas ao processo de tamboreamento onde, através do vibroacabamento de precisão utilizando insumos cerâmicos e abrasivos dentro de um tanque, as mesmas atingem os valores de rugosidade determinados em projeto.
Figura 49 – Mesa Retificadora utilizada no processo
- Inspecionar: etapa final do processo, onde, por amostragem, as variáveis dimensionais e de rugosidade das palhetas são aferidas na sala de metrologia (máquina tridimensional e rugosímetro, respectivamente). Além disso, é também realizado ensaio de partícula magnética, a fim de verificar a presença de trincas no material. Em caso de aprovação, as peças são liberadas para a montagem de rotores, caso contrário são encaminhadas para retrabalho.
3.1.3 Layout Atual
Figura 50
É importante ressalta equipamentos necessários par furo de centro e ensaio de part necessária uma locomoção p conforme apresentado na Figu
Figura 51 – Layou
0 – Layout atual da célula de fabricação de palhetas
ar que, conforme apresentado no layout da ra a realização dos processos de corte/ serra d tícula magnética, não estão presentes no interior para outras áreas da fábrica para a realizaçã ura 51:
ut da fábrica indicando serra, furadeira e partícula magnéti
a Figura 50, os de matéria-prima,
r da célula, sendo ão das mesmas,
3.2 Método
A fim de atender às necessidades demandadas pela gerência, foi necessário utilizar as metodologias Lean Manufacturing e Six Sigma, devido às suas ferramentas e métodos
facilitadores, indo de acordo com os objetivos pré-definidos no projeto.
As análises e estudos foram divididos em três fases, sendo a primeira relacionada às métricas do Lean Manufacturing, a segunda no que diz respeito ao Six Sigma, e uma terceira
para mensurar ganhos e propor melhorias.
3.2.1 Primeira fase (Lean Manufacturing)
3.2.1.1 Estudo de layout
A primeira etapa do trabalho foi a realização de um estudo de layout onde foi analisado o fluxo de material ao longo de todo o processo produtivo, desde o corte da matéria-prima até a sua liberação para a etapa de montagem de rotores.
As Figuras 52 e 53 apresentam de maneira didática o layout atual indicando todos os
Figura 52– Layout da c
Figura 53
célula de fabricação de palhetas com o fluxo de material in
3 – Layout da fábrica indicando o fluxo de material
Portanto, foi possível obter as distâncias percorridas em cada etapa do processo, conforme apresentado na Tabela 2:
Tabela 2 – Distâncias percorridas para fabricação de palhetas
Etapa Descrição Distância (m)
1 Da serra para clamping 43,9
2 Clamping para furo de centro 67,5
3 Furo de centro para aguardar
usinagem 67,5
4 Aguardandp usinagem para
Torno 6,5
5 Cortar, Rebarbar e Marcar 5
6 Polimento/ Tamboreamento 15
7 Tamboreamento para retífica 7
8 Retífica para metrologia 3,5
9 Metrologia para Partícula
Magnética 350
10 Partícula Magnética para
montagem 70
Total 635,9
É notável que o atual processo produtivo não respeita um fluxo contínuo de material, fazendo com que se tenha um grande desperdício em transporte e locomoção, uma vez que a distância percorrida ao longo do processo produtivo é de mais de 0,5 quilometros.
3.2.1.2 Estudo de tempos e Mapeamento do Fluxo de Valor
Conforme apresentado anteriormente no item 2.2.2, a filosofia Lean Manufacturing
possui algumas métricas relevantes para a análise e estudo do processo. Tais métricas estão relacionadas, sobretudo, aos tempos de processo, bem como à freqüência com que uma peça deve ser produzida, baseada no ritmo de vendas, para atender a demanda dos clientes (takt
time).
Portanto, primeiramente, foi necessário realizar um estudo no que diz respeito ao takt
time do processo, visando estipular uma meta ou referência para basear o estudo. Deste modo,
semanal do cliente imediato da célula de fabricação de palhetas, o setor de montagem de rotores, obtendo um valor de 250 palhetas por semana.
Com a demanda estipulada, com as métricas da célula (item 3.1.1) e baseado na Equação 1, foi possível estimar o takt time (TT) do processo, conforme se segue:
TT = 105 [h]/ 250 [palhetas] = 0,42 [h/palheta] = 25,2 [min/ palheta]
Com o TT pré-determinado, foi então necessário avaliar os tempos de processo. Para tal, foi utilizado o artifício de cronoanálise, onde através da cronometragem e acompanhamento do processo, em termos de tempo de ciclo, tempo de preparação, lead time e tempo de agregação de valor, foi possível mapear o fluxo do valor para uma palheta, conforme apresentado no Apêndice A.
Posteriormente, com o VSM traçado com todos os tempos e com o fluxo produtivo bem detalhado, foi necessário efetuar algumas análises, a fim de avaliar a capacidade produtiva do processo em termos temporais e quantitativos.
A primeira análise realizada foi baseada na taxa de agregação de valor, onde todos os tempos de agregação de valor do processo, no caso os tempos de operação, são quantificados e comparados com o Lead Time total (24 dias). Deste modo, foi obtida uma taxa de agregação de valor de 3,27%, onde o tempo de agregação de valor é de 9,63 horas, contra 294 horas de
lead time. Deste modo, fica nítido que existem muitos desperdícios e tempos de espera ao
longo da cadeia produtiva.
Posteriormente, foi realizado um estudo dos tempos de espera em cada etapa do processo, juntamente com a quantidade de estoque intermediário, conforme Tabela 3:
Tabela 3 – Tempos de espera ao longo do processo produtivo
Processo Espera (dias)
Serra 2 Clamping 0,9 Furo de Centro 1,81
Usinagem 0 Polimento 1,75 Tamboreamento 0
Metrologia Partícula Magnética
Total
Vale ressaltar que este valor ao produto, além de ger na Figura 54 e Tabela 4:
Figu
Tabela 4
Pa
Vale ressaltar que a intermediários são elevados, operação de serrar até a opera
0
2
8,46
es tempos de espera são tempos em que não rar um volume de estoque intermediário, confo
ura 54 – Estoques intermediários no processo
4 – Quantidade de peças em estoque intermediário
Posto Qtde. de palheta
Serra 126 Furo de Centro 63
Polimento 126 artícula Magnética 189
Total 504
atualmente os tempos de espera e volum uma vez que as palhetas são produzidas po ação de partícula magnética. Isto quer dizer que
há agregação de orme apresentado
as
mes de estoques or lotes, desde a
do lote só avançará para a pró mesma operação. Deste modo aumentando o lead time de en
Por fim, foi realizada
takt time, a fim de identific
apresentado no Gráfico 1:
É notável que os proce um tempo muito acima do tak
estudo mais aprofundado do efetivas focando na redução d
óxima etapa do processo, ao término da última p o, não é possível manter um fluxo contínuo na lin ntrega das palhetas para o setor de montagem de
uma comparação dos tempos de ciclo de cada car as operações críticas e o gargalo do pro
Gráfico 1 – Comparação entre TT x Tc
essos de usinagem, tamboreamento e retífica e
kt time para o processo. Portanto, para estes caso
processo de fabricação propriamente dito, bus os tempos de operação e de ciclo.
peça do lote nesta nha de produção,
rotores.
operação com o cesso, conforme
3.2.2 Segunda Fase (Six S
Com o estudo de tem equipe, foi então necessário avaliar o desempenho e capaci Logo, seguindo a meto fim de definir bem o escopo d então, propor melhorias, verifi Portanto, a primeira e estipuladas as cotas funcion montagem e do cliente, respe definidas como variáveis da an
A partir de então, com dados, oriundos dos relatório segundo momento, realizar verificando a sua estabilidade.
Sigma)
mpos realizado e o processo detalhado e enten iniciar a análise qualitativa das palhetas fabri idade do processo.
odologia do Six Sigma, foi aplicada a sistemátic
do estudo, mensurar e analisar os resultados obti icando a efetividade das mesmas.
etapa do estudo foi a fase de definição do proj nais de processo e do produto, baseado nas ectivamente. Na Figura 55 são apresentadas as
nálise:
Figura 55 – Cotas funcionais da palheta
m variáveis bem definidas, foi necessário real os tridimensionais emitidos pela metrologia, a
os cálculos estatísticos e mensurar capacida .
ndido por toda a icadas, a fim de
ca do DMAIC, a idos e, a partir de
jeto, onde foram necessidades de cotas funcionais
É importante ressaltar que diante de um sistema produtivo não seriado, com palhetas de diferentes dimensões, variando de projeto para projeto, dependendo das necessidades do cliente, foi necessário realizar todo o estudo baseado em um único projeto. Tal consideração foi necessária, uma vez que, desta forma, ficaria mais fácil avaliar a influência de alguns fatores externos na variabilidade das variáveis a serem estudadas.
Portanto, tomando como referência um determinado projeto, onde as palhetas eram do tipo NIB 32 (palhetas de maior freqüência de fabricação), foi estudado para os estágios 4, 6 e 8 da turbina em questão, as variáveis críticas das palhetas. As especificações para as variáveis estudadas estão presentes na Tabela 5:
Tabela 5 – Especificações para as variáveis a serem estudadas
EŽŵŝŶĂů h^> >^> Ϯϯ͕ϬϮŵŵ Ϭŵŵ Ϭ͕ϬϱϮŵŵ ϭϭ͕Ϭϳŵŵ Ϭŵŵ Ϭ͕ϬϱϬŵŵ Ϯϭ͕Ϯŵŵ Ϭŵŵ Ϭ͕ϭϯŵŵ ϭϭ͕Ϯŵŵ Ϭŵŵ Ϭ͕Ϭϰϯŵŵ
ϯϬ϶ Ϭ͕Ϯ϶ Ϭ͕Ϯ϶
Deste modo, com os dados em mãos e com o auxílio do software MINITAB 16®, foi possível efetuar os cálculos estatísticos do processo, utilizando os comandos Quality Tools e
Capability Six Packs, considerando a hipótese de que a distribuição obtida seria uma
distribuição normal (trata-se de um processo fabril) no MINITAB 16®. Através desta análise,
foi possível obter os gráficos de controle do processo, bem como um valor para Cp (Capacidade) do mesmo, conforme apresentado no item 3.3 e no Apêndice B.
3.2.3 Proposição de melhorias e estimativa de ganhos
Após a realização dos estudos Lean e Six Sigma, foi realizado um brainstorm com
Para estimar os ganhos turbina, o pagamento é real andamento do projeto sendo, n na entrega das carcaças, 20% n Portanto, reduzindo o haverá uma redução no lead eventos de pagamento referen porcentagem de 55% do valo juros SELIC (11,73% ao ano turbina. Considerando a quan então obter o valor de benefíci
3.3 Resultados e Proposi
No que diz respeito a resultados significativos, atra layout com um fluxo contínuo
Fica nítido que no nov fabricação das palhetas, conc produtiva. Além disto, é no
s do projeto, foi considerado que ao longo da fa lizado através de eventos de pagamento, de na grande maioria dos casos, 10% do preço tota no teste hidrostático da máquina e 35% na entre lead time de fabricação de palhetas, é possíve d time total da turbina, havendo assim, uma ntes ao teste hidrostático e entrega da máquina, or total da turbina. Considerando este valor ap
ou 0,031% ao dia), é possível estimar o benefíc ntidade média de projetos em carta dos últimos
io anual para projeto em questão.
ição de melhorias
ao conceito de manufatura enxuta, foi possíve vés de mudanças no layout, buscando a obten o de peças, conforme apresentado na Figura 56:
Figura 56 – Novo layout proposto
vo layout houve uma redução considerável de lo centrando todas as operações, com exceção da otável o fluxo contínuo do material ao long
abricação de uma e acordo com o
l da turbina pago ega da máquina. el considerar que
antecipação nos totalizando uma plicado a taxa de cio financeiro por anos, é possível
el a obtenção de nção de um novo
ocomoção para a a serra, na célula