_____________________________ *)
Corresponding author: [email protected]
doi: 10.2298/SOS1502131I
UDK
546.261; 622.785
Effect of Sintering Temperature and Boron Carbide Content on
the Wear Behavior of Hot Pressed Diamond Cutting Segments
S. Islak
1,*),
H. Çelik
21
Kastamonu University, Faculty of Engineering and Architecture, Department of
Materials Science and Nanotechnology Engineering, 37000, Kastamonu, Turkey
2Firat University, Faculty of Technology, Department of Metallurgy and Materials
Engineering, 23100, Elazig, Turkey
Abstract:
The aim of this study was to investigate the effect of sintering temperature and boron carbide content on wear behavior of diamond cutting segments. For this purpose, the segments contained 2, 5 and 10 wt.% B4C were prepared by hot pressing process carried out
under a pressure of 35 MPa, at 600, 650 and 700 °C for 3 minutes. The transverse rupture strength (TRS) of the segments was assessed using a three-point bending test. Ankara andesite stone was cut to examine the wear behavior of segments with boron carbide. Microstructure, surfaces of wear and fracture of segments were determined by scanning electron microscopy (SEM-EDS), and X-ray diffraction (XRD) analysis. As a result, the wear rate decreased significantly in the 0-5 wt.% B4C contents, while it increased in the 5-10 wt.% B4C contents.
With increase in sintering temperature, the wear rate decreased due to the hard matrix. Keywords: Diamond cutting segments, B4C, sintering temperature, wear, TRS
1. Introduction
2. Materials and Experimental Studies
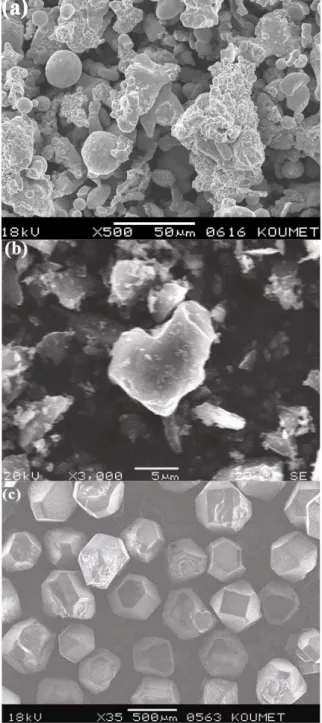
The raw materials used in experiments were bronze powder (85 wt.% Cu + 15 wt.% Sn, purity 99.9%, grain size 45-50 µm), boron carbide powder (79 wt.% B + 21 wt.% C, purity 99.5%, grain size 20 µm), and synthetic diamond grain (grain size 40/50 US mesh). Boron carbide grains were added to the bronze at the amount of 2, 5 and 10 wt.% percents. The amount of diamond was selected as concentrations of 30. Fig. 1 illustrates the SEM micrographs of bronze powder, boron carbide powder, and the diamond grain. As illustrated in the SEM micrographs, bronze powder has an irregular shape, boron carbide powder has a variable structure and is sharp-edged, and diamond grains have a cubic octahedral structure.
Bronze, boron carbide powders and diamond grain were homogeneously mixed by the adding paraffin wax in a mixer. The powder mixtures prepared were directly hot pressed in graphite moulds for 3 min at 600, 650 and 700 °C with an applied pressure of 35 MPa on an automatic hot pressing machine. The circular diamond saw blade used in the present tests had a diameter of 300 mm and a steel core of thickness 1.8 mm, 21 pieces of diamond impregnated segments (size 40 x 7 x 3.2 mm) were brazed to the periphery of circular steel core with a standard narrow radial slot. Fig. 2 illustrates the completed circular diamond cutting tool.
Fig. 2. The completed diamond cutting tool.
The relative density, hardness and transverse rupture strength of the segment matrix were determined. The relative densities of segments were measured by Archimedes’ principle. Hardness measurements were performed using a Brinell scale with a ball diameter of 2.5 mm and a load of 62.5 kg. The three-point bending tests were performed to determine the transverse rupture strength (TRS) of the segments. The size of the hot-pressed segment for the three-point bending test was 40 x 7 x 3.2 mm.
The wear behaviour of diamond cutting segments was tested by cutting a 500 x 150 x 30 mm andesite using a stone cutting machine. The amount of andesite cut during the cutting process was calculated by multiplying the cut length with the cut depth. The diameters of the circular diamond saw blades were measured before and after the cutting procedure using a digital caliper with a resolution of 10-2 mm. The wear rate (mm/m2) of each segment was calculated by dividing the radial wear (mm) of each segment with the amount of andesite cut (m2) [11, 12].
A scanning electron microscope (SEM) fitted with an energy dispersion X-ray spectroscopy (EDS), an X-ray diffractometer were used to investigate the fractured and wear surfaces, and identify the phase structures, and how the microstructure of segments changed based on the sintering temperature and boron carbide content.
3. Results and discussion
3.1. Microstructure
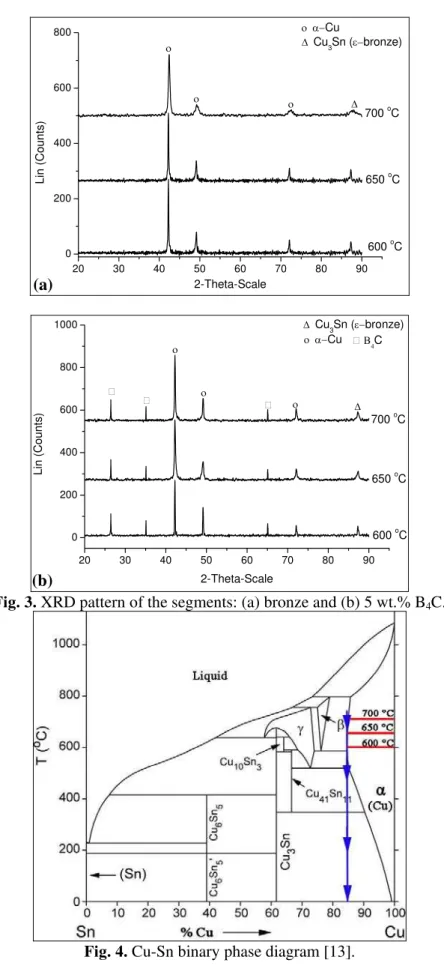
supported with the Cu-Sn binary phase diagram (Fig. 4).
20 30 40 50 60 70 80 90
0 200 400 600 800 Δ ο ο
Δ Cu3Sn (ε−bronze)
ο α−Cu
ο
700 oC
650 oC
L in ( C oun ts ) 2-Theta-Scale
600 oC
(a)
20 30 40 50 60 70 80 90
0 200 400 600 800 1000 ο
ο Δ
ο
700 oC
650 oC
600 oC
Β4C
ο α−Cu
Δ Cu3Sn (ε−bronze)
Lin (Counts)
2-Theta-Scale
(b)
Fig. 3. XRD pattern of the segments: (a) bronze and (b) 5 wt.% B4C.
Fig. 5 illustratess the SEM images of the microstructure of segments without boron carbide. As illustrated, the amount of pores in the segments sintered at 600 °C was more in comparison to that of 700 °C. The amount of pores decreased at a high sintering temperature, which lead to high speed solid-state diffusion [14]. The pores formed at the grain boundary.
Fig. 5. The SEM image of CuSn (no B4C added) segment, (a) 600 °C and (b) 700 °C.
Fig. 6 illustrates the SEM images of the segments produced by adding 2%, 5%, and 10% B4C in weight to bronze powder. The B4C grains were relatively homogeneously distributed throughout the microstructure, and surrounded by bronze. In micrographs, light grey areas indicate bronze matrix, and the dark grey and cornered shapes indicate the reinforcement component B4C. As illustrated in Fig. 6, as the sintering temperature and B4C addition increases, B4C grains spread towards the bronze grain boundaries, like a homogenous network. The XRD patterns illustrate that there was no chemical reaction between bronze and BB4C. The level of porosity increased together with the increased rate of boron carbide because
Fig. 6. SEM images of the segments containing boron carbide: (a) 2 wt.% B4C - 600 °C, (b) 5 wt.% B4C - 600 °C, (c) 10 wt.% B4C - 600 °C, (d) 2 wt.% B4C - 700 °C, (e) 5 wt.% B4C
- 700 °C and (f) 10 wt.% B4C - 700 °C.
Tab. I EDS analysis of regions identified in the SEM images illustrated in Fig. 6
Chemical Composition (wt.%) Regions
B C Cu Sn
1 79.18 19.80 0.00 1.02
2 0.00 0.00 85.89 14.11
3.2. Density and hardness
Tab. II illustrates the effect of sintering temperatures and boron carbide on densities of segments. When boron carbide was introduced to the CuSn, it decreased the sintered density. This was due to the fact that the density of boron carbide was lower than that of bronze. The density of B4C was 2.52 g/cm3, while the density of bronze was 8.68 g/cm3. Relative density also decreased as the amount of added boron carbide increased. This was due to the fact that the increased rate of added boron carbide had an adverse effect on sinterability. Another reason was the fact that there was a great difference in the melting points of the bronze and the boron carbide, and boron carbide may have an inhibiting effect in the rearrangement of the grains during sintering [16]. At higher sintering temperatures, a denser structure was formed due to higher diffusion rates [17]. The difference between theoretical and sintered densities decreased with the increase in sintering temperature (Tab. II).
Tab. II The effect of sintering temperature and B4C content on the densities of the segment matrix.
Sintered density (g/cm3) Relative density (%) Sintering temperature (°C) Sintering temperature (°C) Segments Theoretical density (g/cm3)
600 650 700 600 650 700
CuSn 8.68 8.59 8.60 8.61 98.96 99.07 99.19
CuSn - 2 wt.% B4C 8.56 7.58 7.73 7.96 88.55 90.30 93.02 CuSn - 5 wt.% B4C 8.37 7.20 7.34 7.55 86.02 87.69 90.16 CuSn - 10 wt.% B4C 8.07 6.50 6.68 6.93 80.55 82.78 85.77
As temperature increased, the two adjacent grains formed a good bond by diffusion in a solid-state bonding process, the relative and sintered densities of the segments increased [18]. The highest compression for boron carbide added segments was obtained for the CuSn-2 % B4C segment and at 700 °C sintering temperature, with a relative density of approximately 93.02 %.
600 650 700
20 40 60 80 100 120 140 Har d ne ss (HB)
Sintering temperature (oC)
0 wt.% B4C
2 wt.% B4C
5 wt.% B4C
10 wt.% B4C
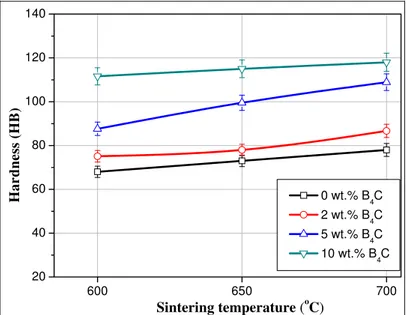
Fig. 7. The effect of sintering temperature and B4C on the hardness of segment matrix.
different measurements for each segment. Hardness of the segments increased with increasing BB4C content. The increase in the hardness of segments by adding B4C can be attributed to the
dispersion strengthening effect [19, 20]. The matrix hardness increased with the increase in sintering temperature. This was due to the same reason of the good bonding between the grains of the composites at a high sintering temperature [21].
3.3. Transverse rupture strength (TRS)
Fig. 8 illustrates the effect of sintering temperature and boron carbide content on the TRS. The TRS of the segments decreased together with the increase in the amount of boron carbide. This situation can be explained as the increase of boron carbide grains lead to the increase of the total area of the weakly bonded interface, which results in the decrease of the TRS [22]. Furthermore, the level of porosity affects the TRS [23]. With increasing of the sintering temperature, the TRS values of segments increased. This was due to good bonding between the bronze and B4C/diamond grains in case of high temperature [24].
600 650 700
150 200 250 300 350
TRS (MPa)
Sintering temperature (oC)
0 wt.% B4C
2 wt.% B4C
5 wt.% B4C
10 wt.% B4C
Fig. 8. The effect of sintering temperature and B4C on the TRS of segments.
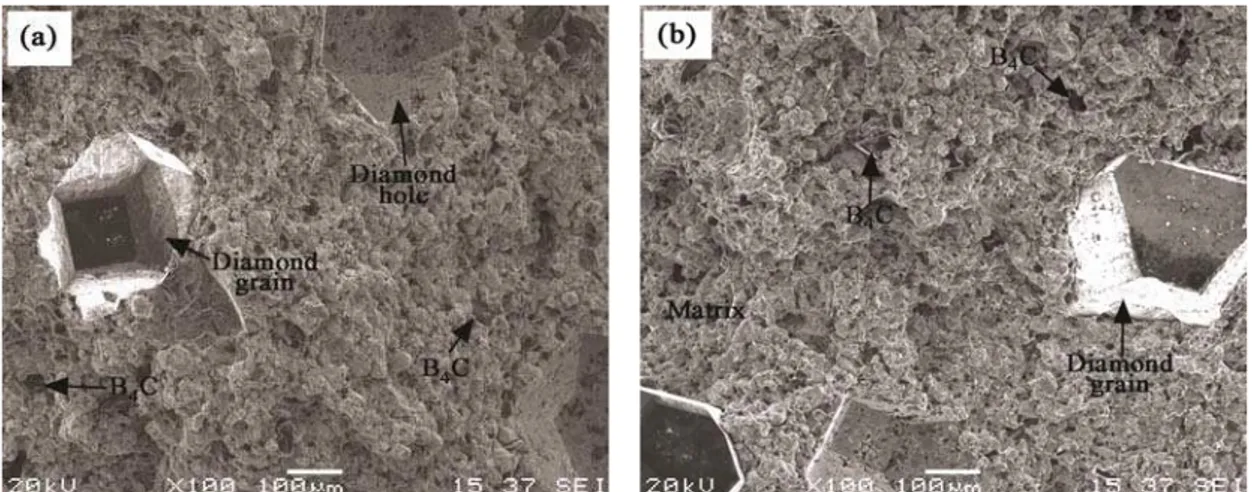
Fig. 9 illustrates the SEM images taken from the fracture surfaces of the segments containing 5wt.% BB
10
4C. There was weak bonding between matrix and diamond. B4C grains adversely affected the bonding of diamond-matrix by getting bronze and diamond. This situation proved the presence of B4C grains in the diamond holes. The weak bonding was due to insufficient sintering conditions. The quality of bonding between diamond and matrix can be improved by changing sintering conditions.
3.4. Wear behavior
Fig. 10 illustrates the wear rate of diamond cutting segments versus the sintering parameters. The wear rate decreased significantly in the 0-5wt.% B4C contents, while it increased in the 5-10wt.% B4C contents. The addition of B4C to bronze powder increased the strength by a dispersion hardening mechanism, lead to a decrease in the wear rate [25]. In this study, it is understood from wear rate values that the critical B4C content was 5%. When the boron carbide content was more than 5wt.%, the wear rate increased due to the insufficient sintering conditions, which lead to pull out boron carbide grains. These grains having abrasive property caused more wear of the matrix.
0 5
0,00 0,01 0,02 0,03 0,04 0,05 0,06
Wear rate
(m
m/
m
2 )
Boron carbide content (wt.%)
600 oC 650 oC 700 oC
2
Fig. 10. Effect of the sintering parameters on the wear rate of the segments.
SEM images of the worn surface of diamond cutting segments without B4C sintered at 600 and 700 °C are illustrated in Fig. 11. The micro ploughing grooves, the matrix tail, and the state of fractured diamond grains were formed in the segment. The SEM images clearly illustrate that a strong diamond-matrix bond occurred with increasing sintering temperature.
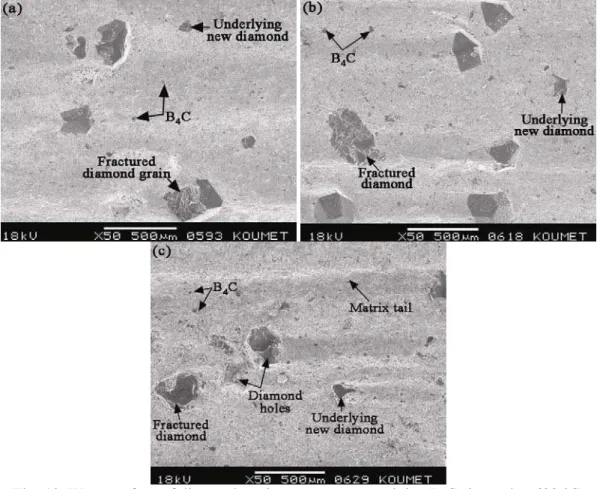
Fig. 12. Worn surface of diamond cutting segments containing B4C sintered at 600 °C: (a) 2 wt.% B4C; (b) 5 wt.% B4C; (c) 10 wt.% B4C.
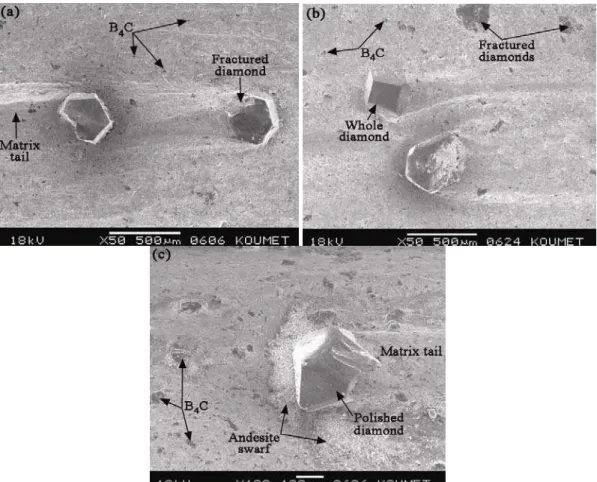
Under these circumstances the cutting tool becomes useless as a result of rapid wear. In general, the wear experienced by the matrix in diamond cutting tools is abrasive, erosion, and fatigue wear [28, 29]. The matrix is worn by the abrasive wear mechanism, and the diamond grains fulfill their cutting function. The matrix must wear at optimum level. As the swarfs of the natural stone being cut disperse from the cutting region, they form a crater-like structure around the diamond. This occurs as cavitation erosion wear during the cutting process (Fig. 13b). Fig. 13c illustrates the heap created by the swarf of the andesite stone around the diamond grain. These swarfs cause the cavitation erosion wear around the diamond as referred to above. Fig. 10 proves that the matrix is exposed to less wear when boron carbide is added to the bronze matrix. This can also be seen in the SEM images of wear surfaces illustrated in Figs. 12-13. The groove depth in boron carbide segments is less in comparison to the groove depth of segments with no boron carbide. This is due to the fact that the matrix is harder. SEM images illustrate that more diamonds fall out of their holes with the increase in the boron carbide rate. In particular, the diamond holding capability of the 10% B4C added matrix is significantly low due to insufficient sintering conditions; the amount of diamond that falls out is higher in such matrix segments.
Fig. 13. Worn surface of diamond cutting segments containing B4C sintered at 700 °C: (a) 2 wt.% B4C; (b) 5 wt.% B4C; (c) 10 wt.% B4C.
4. Conclusions
Listed below are the major conclusions of this study:
1. The segments containing B4C were successfully produced using a hot pressing method together with a three-minute sintering at 600, 650, and 700 °C, under a pressure of 35 MPa.
2. Boron carbide grains formed at the grain boundary of bronze, and were surrounded by bronze. The increase in the amount of boron carbide added increased the amount of pores. The amount of pores decreased at high sintering temperature which leads to high speed solid-state diffusion.
3. Relative density of segments decreased as the amount of added boron carbide increased. The highest densification for bronze/B4C segments was obtained in the bronze – 2 wt.% BB4C segment sintered at 700 °C, with a relative density of approximately 93.01%.
4. Hardness of segments was increased as the sintering temperature and amount of boron carbide grains increased. The highest hardness value was 118 HB, obtained by adding 10 wt.% B4C.
5. The TRS of the segments decreased together with the increase in the amount of boron carbide, while it increased with increasing sintering temperature.
6. The wear rate decreased significantly in the 0-5 wt.% B4C contents, while it increased in the 5-10 wt.% B4C contents. With increase in sintering temperature, the wear rate decreased due to the hard matrix.
Acknowledgments
The research was supported by the Firat University Scientific Research Projects Unit (Project no: TEF.10.01).
5. References
1. J. Konstanty, Powder Metallurgy Diamond Tools, Elsevier Ltd, The Metal Powders Technology Series, 2005.
2. K. An, Powder Technol., 234 (2013) 117.
3. M. Zeren, Ş. Karagöz, Mater. Charac., 57 (2006) 111. 4. W. Tillmann, J. Refract. Metals Hard Mater., 18 (2000) 301.
5. M. Meszaros, K. Vadasdi, J. Refract. Metals Hard Mater., 14 (1996) 229.
6. L.J. Oliveira, G.S. Bobrovnitchii, M. Filgueira, J. Refract. Metals Hard Mater., 25 (2007) 328
7. H.O. Pierson, Handbook of Refractory Carbides and Nitrides, William Andrew Pub., Noyes, 1996.
8. M.T. Spohn, Minerals Review, 6 (1994) 113.
9. T. Jiang, Z. Jin, J. Yang, G. Qiao, J. Mater. Proc. Technol., 209 (2009) 561. 10. Q.C. Ma, G.J. Zhang, Y.M. Kan, Y.B. Xia, P.L. Wang, Ceram. Int., 36 (2010) 167. 11. X. Xu, Tribol. Lett., 10 (2001) 245.
12. S. Islak, Effect of sintering parameters on sawing performance of marble cutting tools with carbide, PhD thesis, Firat University, Turkey, 2012.
13. N. Saunders, A.P. Miodownik, Cu-Sn (Copper-Tin), Binary Alloy Phase Diagrams. 11 (1990) 278.
16. M. Rahimian, N. Ehsani, N. Parvin, H.R. Baharvandi, J. Mater. Proc. Technol., 209 (2009) 5387.
17. R.M. German, Sintering Theory and Practice, Wiley, New York, 1996.
18. W.M. Lima, F.J. Velasco, J. Abenojar, J.M. Torralba, J. Mater. Proc. Technol., 143-144 (2003) 698.
19. K.H. Min, S.P. Kang, D.G. Kim, Y.D. Kim, J. Alloys Comp., 400 (2005) 150. 20. K.H. Min, B.H. Lee, S.Y. Chang, Y.D. Kim, Mater. Lett., 61 (2007) 2544.
21. D. Dewidar, G.T. Abdel-Jaber, M. Bakrey, H. Badry, Int. J. Mech. Mechatron. Eng., 10 (2010) 25.
22. X. Jin, L. Wu, Y. Sun, L. Guo, Mater. Sci. Eng. A., 509 (2009) 63. 23. J. Dwan, Ind. Diamond Rev., 1 (2007) 33.
24. D. Kır, S. Islak, H. Çelik, E. Çelik, Sci. Sinter., 44 (2012) 235. 25. G.E. Dieter, Mechanical Metallurgy, 3rd ed. McGraw-Hill, 1976. 26. S.Y. Luo, Y.S. Liao, J. Mater. Proc. Technol., 51 (1995) 296. 27. D. Miller, A. Ball, Wear, 141 (1991) 311.
28. Y.S. Liao, S.Y. Luo, Wear, 157 (1992) 325.
29. X. Xu, Y. Yu, Surf. Coat. Technol., 198 (2005) 459.
Са р а
:
Ц
.
И
,
2, 5 10 wt.% B
4C
35 MPa,
600, 650 700 °C
3
.
(
)
ђ
.
К
А
.
М
,
ђ
(SEM-EDS),
(XRD).
И
0-5
wt.% B
4C,
5-10 wt.% B
4C.
,
.
К учн р чи: , B4C, ,