Studies on the effect of vibration on hot
cracking and Grain size in AA7075
Aluminum alloy Welding
BALASUBRAMANIAN.K
Department of Mechatronics Engineering, Sri Krishna college of Engineering and Technology, Coimbatore-641 008, Tamilnadu, India.
KESAVAN.D Dr.V.BALUSAMY
Department of Metallurgical Engineering, PSG College of Technology, Coimbatore-641 004, Tamilnadu, India
Abstract
The aim of this present study is to investigate the vibration effect which is applied during Gas tungsten Arc welding (GTAW) welding in order to improve the quality of high strength Aluminum alloy weldment. An important metallurgical difficulty in arc welding of high strength aluminum alloys is formation of hot cracking. When Aluminum alloy is welded by GTAW process, weld fusion zone shows coarse columnar grains during weld metal solidification. This often leads to poor resistance to hot cracking. In this work, an attempt is made to reduce the hot cracking and to refine the fusion zone grains in welding of aluminum alloys through vibratory treatment. The material used for the investigation is AA7075 aluminum alloy, which is highly prone for hot cracking. Vibratory treatment was carried out in the frequency range of 100Hz to 2050Hz. Weldments made with and without vibratory treatment were compared using weld cracking tests and other characterization tests like micro structural analysis, hardness measurements. Test results show that by applying vibratory treatment, hot cracking can be largely controlled in arc welding.
Keywords: 7075 Al alloy, vibration, hot cracking, grain refinement, Arc welding
1. Introduction
The hot cracking in the weldment is the main problem in welding of high strength Aluminum alloys. Several theories have been proposed to explain the hot cracking behavior. Borland (2) combined and extended these theories in to a generalized theory and this theory explains how the liquid quantity and distribution during solidification affects the hot cracking tendency. The liquid quantity and distribution is influenced by grain size and shape. Hence, the formation of fine grained structure in the weld metal is one of the important methods to control hot cracking. Many methods used to control the grain structure in the weld metals have been reported in literature and discussed below.
The inoculation technique involves the addition of nucleating agents or inoculants to the liquid metal to be solidified. Yunjia et al (17) and Dvornak et al (5) studied the weld metal grain refined by adding Ti and Zr as inoculants.
Weld pool stirring involves applying an alternating magnetic field parallel to the welding electrode. Villafuerte and Kerr (14) proved that the Electromagnetic stirring was effective in enhancing the formation of equiaxed grain in some ferritic stainless steels.
Arc oscillation involves magnetically oscillating the arc column using a single or multiple magnetic probe or by mechanically vibrating the welding torch. Kou and Le (7) achieved grain refinement in an oscillated arc weld of commercial 6061 aluminum alloy. Sundaresan and Janakiram (11) achieved considerable refinement of the fusion zone grain structure in α-β titanium alloys welding using this technique.
Very few works have been reported relating the vibratory treatment on controlling grain structure and hot cracking. These are: Using torch vibration, Davies and Garland (4) produced grain refined weldment during autogeneous GTA welding of aluminum alloy containing 2.5%Mg and proved that the hot cracking resistant got improved. The Houldcroft test (6) was used to evaluate the hot cracking susceptibility of the welds. Yoshiki et al (16) gained refined crystal grains of magnesium by means of electromagnetic vibrations during solidification of pure magnesium. Equiaxed grains were formed when the electromagnetic vibrations had frequencies less than 1000Hz. Cui et al (3) used ultrasonic vibration to refine the 316L weld metal micro structure and found columnar dendritic micro structure decreased from 95% to 10%.
Benefits of vibration on grain refinement and mechanical properties such as Hardness, Yield strength, Ultimate Tensile Strength and Breaking Strength have been discussed by different authors (12, 13 and 15). Lu Qinghua et al (8) applied vibration during submerged arc multi pass welding for improving the quality of full welded valve and found significant reductions in the welding deformation and residual stress. Pučko (9) gained positive effect on impact strength by means of vibration during welding. The reason is vibration stabilizes the micro structure to become more resistant to heat affects that could minimize impact toughness. It was also found that the type of fracture turns more ductile with vibration during welding.
This work aims at forming fine grained structure in the weldment by applying vibration during the progress of welding. This paper reveals the effect of vibration on grain structure and hot cracking of GTA welded 7075 Aluminum alloys.
2. Experimental Procedure
2.1 Material
The material used for the investigation is AA7075 aluminum alloy. The chemical composition of 7075 Aluminum alloy is shown in table.1.
Table 1 – Chemical composition of 7075 Aluminum alloy investigated
---Composition, %---
Base metal Zn Mg Mn Fe Si Cu Ni Sn Al
7075 4.48 2.54 0.07 0.17 0.18 1.06 0.027 0.01 Bal
2.2 Houldcroft test
For assessing the resistance against hot cracking, Houldcroft cracking test was used. This is a self restraint test with the advantages of simplicity in design and use, economy in time and use, directly measurable value of crack susceptibility and true hot cracking (10).
Fig.1. Houldcroft cracking test specimen
The specimen used for the present work is of size 150mm x 100mm x 4mm. The specimen contains grooves cut to different depths, as shown fig.1.
100mm
In this test, a bead-on-plate is made autogenously from high restraint end to low restraint end as shown in fig.1. During welding, longitudinal crack is initiated from high restraint end and propagate along the centerline of the weld. A series of slot cut to different depths on either side of the weld line provides gradual reduction of thermal strains along the length of the specimen. The crack length is used as the index of hot cracking susceptibility of the materials. Crack sensitivity is calculated as percentage of crack length with respect to the total weld length.
Crack length
Crack sensitivity= --- x 100 Specimen length
2.3 Controlled welding
Welding was done by GTAW process. The main parameters used to weld the specimens are:
Welding current - 160Amps
Travel speed - 4.2mm/s
Electrode - EWTh-2, 3mm diameter
Shielding gas - Argon
Polarity - DCEN
2.4 Vibration treatment
The vibration generator cum analyzer used in this work consists of a piezo electric transducer capable of producing mechanical vibration in the frequency range of 100Hz to 3000Hz. The transducer is made to transmit the vibratory energy to the weld plate through a welding fixture. The welding fixture and the specimen holding arrangement is designed such that the energy loss during transmission from transducer to the weld plate is kept to the lowest value. The arrangement of this vibratory treatment unit is schematically shown in figure.2.
Fig.2. Experimental set up
2.5 Characterization tests
The extend of grain refinement due to vibratory treatment is determined through micro structural analysis and hardness survey. The welded specimen, after sectioning and polishing, were etched with a solution containing 15ml HCl, 10ml HF and 90ml water, cleaned with water, cleaned with concentrated HNO3 and rinsed with
water again. Micro structural analysis was conducted on the etched specimens, mainly to compare the grain size of specimen welded with different vibration frequencies. For hardness survey, Vickers hardness test was conducted by applying a load of 250g.
3. Results and Discussion
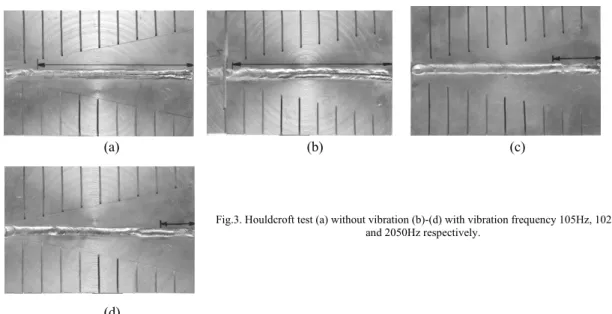
(a) (b) (c)
Fig.3. Houldcroft test (a) without vibration (b)-(d) with vibration frequency 105Hz, 1025Hz and 2050Hz respectively.
(d)
The cracking sensitivity factor defines percent of crack length with respect to total weld length, is related to the vibration frequency as shown in figure 4.
82 87
27
20
0 20 40 60 80 100
0 105 1025 2050
Crack sensitivity, AA7075
Fig.4. Results of the Houldcroft test for various frequency
The cracking sensitivity is around 82% at no vibration, it decreases to around 20% at a frequency of 2050Hz. The specimen welded for 105Hz frequency experiences high cracking sensitivity which is equal to 87%.
Figure 5 shows micrographs of specimen welded. Fig.5.(a) and 5(b) shows the metallographs of weld under non vibrated conditions and vibrated in the frequency range of 105Hz respectively. Specimens show grains with large size. Fig.5.(c) and (d) shows the metallographs of weld under vibrated condition in the frequency range of 1025Hz and 2050Hz respectively. Here, Specimens show grains with small size. Hence, fine grained structure formed in the weld metal region by applying vibration during welding process.
(c) Weldmetal (d) Weldmetal
Fig.5.Metallographs of welded specimen (a) Normal TIG welding (100X). From (b) – (d) Vibrated specimen of 105Hz, 1028Hz and 2043Hz respectively.
The Vickers hardness was measured on weldment at regular intervals distance. The average values were given in table.2.
Table.2. Hardness values-7075 Al alloy
Sl.No Frequency Hz
Weldments hardness VHN
1 0 103.3
2 105 104.2
3 1025 126.3
4 2050 131
The hardness at the weldment increases significantly with increase in the frequency of vibration.
4. Conclusion
In this work, the effect of vibration on hot cracking as well as grain structure has been investigated. It was found that:
The vibration condition applied during GTA welding of high strength Aluminum alloy 7075 has resulted in reduction of hot cracking at weld metal. Vibration at low frequency is found to increase the incident of hot cracking. On the other hand, the incident of hot cracking is reduced by applying vibration during GTAW process at higher frequency range.
The structural refinement of high strength Aluminum alloy 7075 was achieved by the application of vibration during GTAW process. As result, fine grains were found when the vibration has frequency in the range of above 2000Hz. On the other hand, the non vibrated specimen is found to be composed of coarse columnar grains.
The hardness values at the weldment increases with increase in the frequency of vibration. Higher frequency produced relatively good results.
5. References
[1] Balasubramanian,V.; Ravisankar,V,; Madhusudhan Reddy,G. (2007): Effect of pulsed current and post weld aging treatment on tensile properties of argon arc welded high strength aluminum alloy. Materials Science and Engineering A, 459, pp.19-34 [2] Borland,J.C. (1960): Generalized theory of super solidus cracking in welds (and castings). British Welding Journal, 7(8),
pp.508-512
[3] Cui,Y.; Xu,C.; Han.Q. (2007): Micro structure Improvement in Weld Metal Using Ultrasonic Vibrations. Journal of Advanced Engineering Materials, 9, pp 161-163.
[4] Davies,G.J.; Garland,J.G. (1975): Int. Metall. Rev. 20(196).pp.83
[5] Dvornak,M.J.; Frost,R.H.; Olson,D.L . (1989): The Weldability and Grain Refinement of Al-2.2Li-2.7Cu. Welding Journal, pp.327s
[6] Houldcroft,P.T. (1955): A simple cracking test for use with argon arc welding. Brit.Weld.J, 2, pp.471.
[7] Kou,S and Le,Y., 1986.,”Nucleation Mechanisms and Grain Refining of Weld Metal,” Welding Journal, December, pp.305s. [8] Lu Qinghua.; Chen Ligong.; Ni Chunzhen. (2007): Improving welded valve quality by vibratory weld conditioning. Materials
[9] Pučko,B.; Gliha,V. (2005): Charpy toughness of vibrated microstructures.Metallurgija, 44, pp 103-106. [10] Rogerson,J.H,; Cotterell,B.; Borland,J.C. (1963): Welding Journal, 42, pp 2645.
[11] Sundaresan,S,; Janakiram,G.D. (1999): Use of Magnetic arc oscillation for grain refinement of gas tungsten arc welds in α-β titanium alloys. Science and Technology of Welding and Joining, 4, pp.151.
[12] Tewari,S.P.; Anand Shanker. (1993): Effects of longitudinal vibration on hardness of the weldments. ISIJ international, 33, pp 1265-1269.
[13] Tewari,S.P. (1999): Effect of transverse oscillation on tensile properties of mild steel weldments. ISIJ international, 39 , pp 570-574.
[14] Villafuerte,J.C.; Kerr,H.W. (1990): Electromagnetic Stirring and Grain Refinement in Stainless Steel GTA Welds. Welding Journal, pp.1s.
[15] Weite,W. (2000): Influence of vibration frequency on solidification of weldments. Scripta Materialia, 42 , pp.661-665
[16] Yoshiki Mizutani,; Takuya Tamura,; Kenji Miwa. (2005): Microstructural refinement process of pure magnesium by electromagnetic vibrations. Materials Science and Engineering A, 413-414, pp 205-210.