Design and control of chemical
compositions for high-performance
austempered ductile iron
Male, born in 1965, Ph.D, Professor. Research interests: forming techniques and process control of metal materials, research and development of austempered ductile iron.
E-mail: [email protected]
Received: 2011-10-13; Accepted: 2012-03-30 *Gong Wenbang
*Gong Wenbang1, Chen Guodong1, Luo Li1, Hao Jing2 and Zhang Zhonghe3
(1. Wuhan Textile University, Wuhan 430073, China; 2. Department of Metallurgy, University of Leoben, Austria; 3. Shenyang
Blower Works Group Corporation, Shenyang 110869, China)
T
he excellent performance of austempered ductile iron (ADI) comes from high quality ductile iron raw casting and the properly selected heat treatment. The chemical compositions are the key to producing high quality ductile iron castings, and also associated with the creation of heat treatment plan, therefore is an essential factor to make ADI castings obtain good overall performance. Based on experimental research and production practice, the suitable chemical compositions have been designed in order to obtain high performance, and the control points of the chemical compositions have also been offered for production process.1 Impact of chemical compositions on
ADI castings
High performance ADI castings require good graphite spheroidization (or nodularity) in the rough casting, less carbide and phosphorus eutectic, less casting defects, and highly compact casting structure. The proper chemical compositions in ADI castings are the prerequisite for obtaining good mechanical properties. Domestic and foreign manufacturers emphasis more and more on the chemical compositions of
Abstract: This paper presents the effects of chemical compositions of austempered ductile iron (ADI) on casting
quality, heat treatment process parameters and mechanical properties of inal products. Through experiment and
production practice, the impacts of carbon equivalent on ADI and its mechanical properties have been studied. Proper content ranges for carbon and silicon have been obtained to avoid ADI casting shrinkage and graphite
loatation, as well as to achieve the optimal mechanical properties. According to the impact of silicon content on austenite phase transformation, the existing form of carbon in ADI has been analyzed, and also the formula and diagram showing the relationship between austenitizing temperature and carbon content in austenite have been
deduced. The chemical composition range for high performance ADI and its control points have been recommended, to serve as a reference for production process.
Key words: austempered ductile iron; chemical composition; composition control
CLC numbers: TG143.5 Document code: A Article ID: 1672-6421(2012)02-143-05
ADI, such as that shown in the ADI standard in United States, which did not demand specially for the chemical compositions before 2006, but added into the specification for the ADI castings in the revised version in 2006 (ASTM897/A897M-06) [1].
According to experimental research and production practice [2,3], the chemical compositions have the following effects on the as-cast quality of ADI castings:
The appropriate amount of carbon will be beneficial to obtain the globular graphite with a number of nodules, small nodule diameter and good roundness, and also reduce carbides and casting defects. The graphite loatation is relatively easy to occur when the carbon equivalent is too high; or the porosity and carbides are relatively easy to form when the carbon equivalent is too low. So general range of carbon content should be from 3.4wt.% to 3.8wt.%.
Silicon can strongly promote the graphitization, eliminate carbides and reduce shrinkage, but too high of it will increase low-temperature brittleness of casting. Thus, silicon content should not exceed 2.8wt.%.
Manganese is an anti-graphite element, and can promote the formation of pearlite and carbides. Manganese and manganese compounds can easily segregate at the grain boundaries, reducing casting toughness. Therefore, manganese content of equal to or less than 0.4wt.% is better.
solidifies between graphite and austenite solidification shell at the last stage, increasing the tendency to produce heat cracking and shrinkage in castings. In addition, MgS is easily generated during the spheroidizing process, which will consume magnesium in the nodulizer, reducing the effects of spheroidization and promoting slag and other casting defects.
For heavy section ADI castings, the improvement can usually be achieved by adding a small amount of copper, nickel, molybdenum and other alloying elements to increase the hardenability, grain refinement and uniformity of the casting sections. However, if added excessively, these elements will easily segregate at the grain boundaries, forming alloy carbides and leading to an increase in shrinkage tendency and a reduction in casting toughness. Therefore, in order to obtain full ausferrite microstructure throughout the entire sections of an ADI casting with section thickness over 40 mm during the austempering process, the general control of alloying elements content is 0.4wt.% to 0.8wt.%Cu, 0.5wt.% to 1.0wt.%Ni, 0.15wt.% to 0.35wt.%Mo.
2 Impact of chemical compositions on
ADI heat treatment parameters
2.1 ADI's phase transformation feature point
calculation and discussion of existing
form of carbon
Due to high content of silicon in ADI, the phase-change laws in Fe-C (graphite) binary system are no longer suitable, and instead, the Fe-C-Si ternary system should be applied. With the increment of the amount of silicon, carbon contents of eutectic point C' and eutectoid point S' as well as maximum solubility of carbon in austenite at the eutectic temperature point E' will reduce, and the corresponding temperatures will rise. The calculated values and the silicon content in ADI have the following relationships:
At C' point: carbon content CC’ (wt.%) = 4.26 - 0.317Siwt.%,
temperature TC’ (℃) = 1,154 - 6.5Siwt.%;
At S' point: carbon content CS’ (wt.%) = 0.68 - 0.015Siwt.%,
temperature TS’ (℃) = 738-40Siwt.%;
At E' point: carbon content CE’ (wt.%) = 2.08 - 0.217Siwt.%,
temperature TE’ (℃) = 1,154 + 2.5Siwt.%;
The relationships between silicon and carbon contents on the eutectic point and the carbon solubility in austenite can be obtained, as shown in Fig. 1. In the figure, C0'C3' is
eutectic composition line, and E0'E3' is the line of the highest
carbon solubility in austenite. It can be seen from the igure that carbon content of ADI at eutectic point and maximum carbon solubility in austenite decrease with the increase of silicon content. Carbon content of ADI consists of two parts: free graphite (mainly spherical graphite) between the C0'C3'
line and the E0'E3' line, and combination carbon in the matrix
(mainly austenite) below the E0'E3' line.
Because the E0'E3' line is maximum solubility of carbon in
austenite, actual carbon content in austenite is below this line, while free graphite is more than the value between these two lines.
Silicon content in high performance ADI castings is generally 2.3wt.% to 2.7wt.%, and carbon content is generally 3.4wt.% to 3.8wt.%. By calculation, the available eutectic carbon content should be 3.404wt.% to 3.531wt.%, and the largest soluble amount of carbon in austenite should be 1.494wt.% to 1.581wt.%. The measurements show that the actual amount of soluble carbon in austenite of ADI is generally 0.7wt.% to 1.0wt.% during heat treatment.
ADI’s composition range is mostly above the C0'C3'
line where hypereutectic cast iron lies in the region, so its solidification process will produce primary graphite and increase the total amount of free graphite.
2.2 Impact of silicon content on austenitizing
heating temperature and carbon content
in austenite
According to the three-dimensional vertical section of Fe-C-Si ternary phase diagram[4,5], the following relationship can be deduced:
(1) where h is the impact coefficient of the austenitizing temperature on the carbon content of austenite (wt.%·℃-1), which can be deduced by geometrical similarity principle:
(wt.%) (2) (℃) (3)
where TA is the austenitizing heating temperature (℃), CA is
the austenite carbon content (wt.%) at TA.
According to ADI's silicon content, CS', TS' and h can
be determined. If the austenitizing heating temperature TA is determined, carbon content CA in austenite at such a
temperature can be calculated from the formula (2). When the carbon content CA in austenite is determined, the required
Fig. 1: Existing form of carbon in ADI
CS’
CS’
TS’
TS’
CE’-CS’
TE’-TS’
wt. wt. wt.
Fig. 2: Relationship among silicon content in ADI, austenitizing temperature and carbon solubility in austenite
austenitizing temperature TA can also be calculated from the
formula (3). Figure 2 shows the relationship among silicon content in ADI, the austenitizing temperature and the carbon solubility in austenite according to the formulas (1)-(3).
When the silicon content in ADI is 2.3wt.% to 2.7wt.%,
and the heat treatment temperature of austenitizing should be 840 ℃ to 930 ℃. It can be seen from Fig. 2 that the range of carbon content in austenite should be from 0.62wt.% to 0.93wt.%. CA will increase by about 0.028wt.%. when TA is
raised by 10 ℃, and equivalently, an increase of 0.1wt.% for CA requires the increase of TA by about 36 ℃.
2.3 Proper chemical composition and heat
treatment process for a reasonable
argument, to obtain the high-performance
of ADI
In order to produce high performance ADI, beside proper chemical compositions, suitable heat treatment process parameters are also required. For high performance ADI, the chemical compositions are the basis for sucessful heat treatment process. After the access to high quality ductile iron rough castings, the heat treatment parameters directly determine the final mechanical properties of the ADI. For example, with the same chemical compositions (wt.%) of 3.70C, 2.59Si, 0.25Mn, 0.73Cu, 0.55Ni, 0.30Mo, 0.012S, and 0.020P, by applying different heat treatment processes, different mechanical properties can be obtained, as shown in Table 1.
Table 1: Mechanical properties of ADI with different isothermal temperatures
Serial Isothermal quenching Tensile strength Elongation Hardness Impact energy number temperature, ℃ MPa % HBW J
1 270 1,580 2 438 56
2 290 1,490 3 421 80
3 310 1,260 6 385 109 4 330 1,150 8 348 111 5 360 1,060 11 293 124
3 Chemical compositions and
mechanical properties of ADI in test
and production
For export products, such as ADI air pick cylinder with a maximum section thickness of 65 mm, the requirements for overall mechanical properties are very high according to U.S. standards ADI900-9 (tensile strength Rm ≥ 900 MPa,
elongation A≥ 9%). The control principles of chemical compositions include: low content of manganese, phosphorus and sulfur; and addition of a small amount of copper, nickel, molybdenum alloying elements. Trial production used the pig iron with low manganese, phosphorus and sulfur, nodulizer FeSiMg8RE5 and inoculant FeSi75. The base charge materials were melted in a 500 kg intermediate frequency induction furnace. With rapid test on carbon and silicon contents of molten metal in the furnace, chemistry adjustment was made to the required range. The iron melt was pretreated with a homemade high-efficiency desulfurizer to reduce the sulfur (and phosphorus) content and to purify the molten iron. Heat
treatment was carried out in a box-type high-temperature heat treatment furnace for austenitizing heating and automatic temperature salt-bath tank for isothermal quenching. The workpieces transfer time from the austenitizing furnace to the salt-bath tank was controlled within 30 s, and the temperature of the quenching molten salt bath was maintained within 360 ± 5 ℃.
For the trial product, the test bars were taken from the handle of the air pick cylinder after the austempering process, and the test section was processed into the size of Ф12.7 mm × 57.15 mm. Figure 3 shows 26 groups of test results on the mechanical properties of high performance ADI and the corresponding carbon and silicon contents.
It can be seen that when the heat treatment is conducted at 360 ℃ austempering temperature for 2 h for workpieces with mean chemical compositions of 3.71wt.%C, 2.71wt.%Si, the average mechanical properties achieved are Rm =1,055 MPa
and A = 14.7%, which relect an increase of 17% and 63%, respectively, as comparison with the corresponding grades. The excellent mechanical properties are mainly due to the = 1.0 wt%
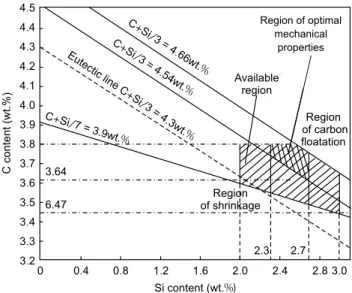
< 3.9wt.%, the castings were easy to produce shrinkage; and when (C + Si/3) > 4.66wt.%, the castings were easy to produce carbon floatation. Thus, carbon and silicon content of ADI must be controlled between these two lines, that is, within the region of single-stripe line in Fig. 4.
Based on the test results, ADI castings can achieve the optimal mechanical properties when carbon content is 3.64wt.% to 3.8wt.%, silicon content is 2.3wt.% to 2.7wt.% and (C + Si/3) is 4.54wt.% to 4.66wt.%, which is shown in Fig. 4 in the region of cross-stripe line.
Fig. 3: Carbon equivalent CE and mechanical properties of low alloy ADI
Mean chemical compositions (wt.%): 3.71C, 2.71Si, 0.18Mn, 0.026P, 0.013S, 0.77Cu, 0.79Ni, 0.23Mo
Heat treatment process: austenitizing ─ 900 ℃ × 2 h, austempering ─ 360 ℃ × 2 h
Fig. 4: The best C, Si contents of ADI to avoid shrinkage
and carbon loatation stable control of chemical compositions for the castings with
high carbon, high silicon, low manganese, low phosphorus, low sulfur, a small amount of copper, nickel and molybdenum; to the pre-treatment on the iron melt to produce high-quality rough castings with good spherical graphite, fine grains and dense microstructures; and to the strict control of heat treatment.
Carbon content of general ADI is 3.4wt.% to 3.8wt.%, and silicon content is 2wt.% to 3wt.%. From the production trials and practice, it was further known that when (C + Si/7)
Table 2: Recommended chemical compositions of high-performance ADI
Chemical compositions (wt.%)
C Si Mn P S Cu Ni Mo High toughness 3.5 - 3.8 2.4 - 2.7 ≤0.2 ≤0.035 ≤0.015
High strength 3.5 - 3.7 2.3 - 2.6 0.2-0.4 ≤0.04 ≤0.02
High toughness 3.5 - 3.8 2.4 - 2.7 ≤0.2 ≤0.035 ≤0.015 0.4 - 0.6 0.5 - 0.8 0.15 - 0.25 High strength 3.5 - 3.7 2.3 - 2.6 0.2-0.4 ≤0.04 ≤0.02 0.6 - 0.8 0.8 - 1.0 0.25 - 0.35 Unalloyed
Low alloy
4 Recommended ADI chemical
composition and control points
Based on experimental research and a large pool of test data from the production practice as well as the references of domestic and foreign literatures [6], the recommended chemical
compositions for different performance requirements of ADI are shown in Table 2.
Control points of chemical compositions for high-performance ADI are as follows:
(1) Strictly control the raw material composition; choose pig iron or scrap steel with low content of manganese, phosphorus and sulfur; do not use the furnace charge with chromium, vanadium, titanium, antimony and other alloying elements exceeding the allowed range of compositions in ADI; and use the nodulizer with low-magnesium and ferrosilicon inoculant
with silicon content higher than 75%.
(2) Minimize the oxidation losses of alloying elements in charge during the melting process. Considering the actual loss rate of alloying elements for on-site smelting equipment, precisely calculate the charge ratio, and strictly control the amount of added alloying elements to stabilize the required chemical composition.
(3) Perform rapid test of the carbon and silicon contents of ADI performance requirement
Region of optimal mechanical
properties
(%)
%
º
original iron melt in furnace. Adjust the iron melt compositions according to the deviation values from the analysis in failure to meet the content requirements; re-test the content after the adjustment and then increase the temperature to reach the required level.
(4) Pre-treat the molten iron to reduce sulfur (phosphorus) content in iron melt, and purify iron melt. Carry out the molten iron pre-treatment directly within the iron melt ladle by adding 0.5wt.% to 0.8wt.% of desulfurization purifying agent at the bottom. Transfer the iron melt into smelting furnace to increase the temperature after the desulfurization, and then perform inoculation and spheroidization in the ladle. The advantage of this method is that the desulfurization results are obvious, the iron chemical contents can be controlled to S ≤ 0.015wt.%, P
≤ 0.03wt.%, and the gas and dross can be reduced in the iron melt. Besides, the temperature reduction of iron melt after pre-treatment is low (< 50 ℃), so that there is low energy loss, and no special desulphurization equipment is needed in this method.
Composite desulfurizer is self-prepared at low cost consisting of Na2CO3, CaO, CaF2, CaCO3, and FeO powder,
etc.
5 Conclusions
(1) ADI's performance depends on high quality ductile iron raw castings and suitable heat treatment process. Chemical compositions are the key to the production of high quality ductile iron castings, and it is also related to the design of the heat treatment process parameters.
(2) According to the impact of silicon content on the austenite phase transformation, the form of carbon in ADI has been analyzed, and the calculation formulas and diagrams
of the relationship between austenite carbon content and austenitizing temperature have been deduced. Using these formulas, the austenitizing heating temperature of ADI heat treatment can be determined based on the chemical compositions.
(3) Based on experiment and production practice, the relationship between ADI carbon equivalent and mechanical properties has been derived, and the carbon and silicon contents ranges have also been established to avoid shrinkage and carbon floatation to achieve the optimal mechanical properties.
(4) In order to obtain high quality ADI parts, it is critical to strictly control the chemical compositions and pre-treat the iron melt for sulfur content reduction and melt purification. The high performance ADI chemical compositions recommended in this paper can be used as a reference for production process.
References
[1] Chen Chengjia. Development of Austempered Ductile Iron. In: Proceedings of the International Academic Symposium on Austempered Ductile Iron (ADI), Wuhan, China, 2004, 9: 23-32. (in Chinese)
[2] Wei Bingqing, Liang Ji, Wu Dehai. Bainite Ductile Iron. Beijing: China Machine Press, June 2001. (in Chinese)
[3] Gong Wenbang, Yu Jing, Xiang Gangyu, et al. Study and Production on Increasing Ductility of Austempered Ductile Iron. Foundry, 2004, 53(6): 447-451. (in Chinese)
[4] Chinese Mechanical Engineering Society. Foundry Handbook. Beijing: China Machine Press, January 2006: 11- 16. (in Chinese)
[5] Chinese Mechanical Engineering Society. Heat Treatment Manual. Beijing: China Machine Press, November 2005: 3-8. (in Chinese)
[6] ASTM. Standard Specification for Austempered Ductile Iron Castings A897/A897M-06. ASTM, 2006.
This work was financially supported by the key project for Science and Technology of Hubei Provincial
Department of Education (No. D20101606) & the Scientiic and Technological Project of China Textile Industry