Single-Crystal SrTiO
3Fiber Grown by Laser Heated Pedestal
Growth Method: Influence of Ceramic Feed Rod Preparation in
Fiber Quality
D. Reyes Ardila, M.R.B. Andreeta, S.L. Cuffini, A.C. Hernandes,
J.P. Andreeta, Y.P. Mascarenhas
Grupo de Crescimento de Cristais, Instituto de Física de São Carlos,
Universidade de São Paulo,
C.P. 369, 13560-970 São Carlos - SP, Brazil; e-mail: [email protected]
Received: February 2, 1998; Revised: June 25, 1998
The rapidly spreading use of optical fiber as a transmission medium has created an interest in fiber-compatible optical devices and methods for growing them, such as the Laser Heated Pedestal Growth (LHPG). This paper reports on the influence of the ceramic feed rod treatment on fiber quality and optimization of ceramic pedestal processing that allows improvements to be made on the final quality in a simple manner. Using the LHPG technique, transparent crack-free colorless single crystal fibers of SrTiO3 (0.50 mm in diameter and 30-40 mm in length) were grown directly
from green-body feed rods, without using external oxygen atmosphere.
Keywords:laser heated pedestal growth, SrTiO3, crystal growth
1. Introduction
Due to the increasing use of optical fibers in telecom-munication networks, there is a need for fiber geometry that is compatible with optical devices. The development of a faster process to obtain high quality single crystal fibers from ceramic pedestal rods is therefore considered desi-rable. The SrTiO3 compound was used to study different stages in this process systematically.
Pure SrTiO3 is colorless, transparent in the visible region, and is an insulator (band gap: 3.2 eV) when it contains stoichiometric amounts of oxygen. It presents some interest-ing chromic behavior, which is thermally activated and de-pends markedly on the annealing temperature and on the quenching rate1,2. The oxygen vacancies produce a wide range of colors, from yellow or light brown3 to blue-violet or black4-7. This effect is called the thermochromism of SrTiO3 and it can be completely reversed by reheating in an oxygen atmosphere or cooling slowly to room temperature from any temperature above 850 °C1,2. Furthermore, even very small amounts of oxygen vacancies can produce these color changes. In fact, in
yellow or light brown samples, it was very difficult to detect changes of the oxygen vacancies by usual thermogravimet-ric analysis because the weight loss is too small4. It is important to note that the effect of oxygen vacancies was not negligible, since they caused large modifications in the sam-ple’s properties, mainly in their electronic transport and opti-cal absorption2,7,8.
SrTiO2.98 or SrTiO3-x with x = 0.28, 0.17 and 0.08 presented a dark blue-violet colored, n-type metallic con-ductivity5,6. Further studies demonstrated that conductivity and optical absorption exhibited a proportional relation-ship; from a general point of view, the bluish colored samples indicate metallic conductivity and optical absor-ption in the infrared range2,5,6, while the slightly reduced ones showed absorption in the visible range and, usually, lower values of conductivity2,7.
A surprisingly wide variety of crystal growth techniques that have been used for SrTiO3 were reviewed by K. Nassau and A.E. Miller9. The solution growth has proved to produce much more perfect crystals than the Verneuil growth10, howe-ver, neither the solution growth technique nor the other melt-growth techniques reached the point where SrTiO3 crystals can be grown with stoichiometric amounts of oxygen under reasonably controlled conditions. Currently, only the Verneuil product is available commercially9.
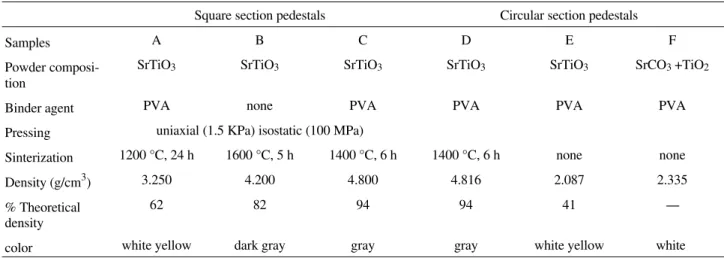
Table 1, which summarizes the growth conditions of the most important techniques, shows that the titanate single crystals presented dark colors in most cases, indicating that it is necessary to use an oxygen atmosphere to obtain colorless crystals.
This paper reports on a systematical study of the influ-ence of the feed rod characteristics (geometry, thermal treatments, and density) on the quality of final crystal fiber. Thus, we have found ceramic processing conditions that permit the growth of stoichiometric SrTiO3 single crystal fiber without using external oxygen atmosphere.
2. Experimental Procedure
A. Ceramic pedestal preparation
Several ceramic pedestals were prepared under diffe-rent conditions in order to compare their performance as ceramic feed and seed rods for fiber growth.
A-1. Synthesis
SrTiO3 powder was prepared from a solid state reaction of high purity SrCO3 (99.999%, Merck) with TiO2 (99.999%, Merck). Appropriate molar ratios were mixed and ground in an agate mortar and then calcinated several
times at 1000 °C for 12 h. The cooling rate of the furnace was not controlled. The solid state reaction product was measured in each calcination step using X-ray diffraction analysis. This process was repeated until the SrTiO3 pure phase was reached. The average particle size of the final powder was around 0.30 µm.
A-2. Square Section Pedestals
SrTiO3 powder was uniaxially pressed into cylindrical pellets under 1.5 KPa and then isostatically pressed at 100 MPa. In some cases, polyvinyl alcohol (PVAl) was added to the powder, as a binder, in order to improve its compact-ness (see Table 2). The pressed pellets were sintered at different temperatures. Density data were obtained using the Archimedes method.
The ceramic pellets were polished and cut into 700-800
µm square section rods using a diamond inner hollow saw (Microslice 4 Malvern). In the last step of pedestal prepa-ration, the larger rods (3 cm in length) were annealed in an oxygen atmosphere at 1000 °C to release them from stress and to avoid oxygen vacancies. These pedestals were used as feed and seed rods in the crystal growth process. A-3. Circular section pedestals
The circular rods were obtained by the extrusion pro-cess. This process consists of shaping an object by pushing a material through an opening of predefined shape. A wet mixture of powder and binder was used to carry out the extrusion into rods through a stainless-steel die with a 1 mm diameter orifice. The size and shape of our extrusion11 machine allows us to obtain circular rods of 1 mm in diameter and more than 10 cm in length. The extruded green-rods were air-dried to avoid shrinkage. Table 2
Table 1. Titanates crystal growth conditions with conventionally methods.
Rod powder preparation Growth parameters
Methods Syntesis of
starting materials Rod dimensions(diameter- mm) Sinterizationconditions Rate (mm/min) Atmosphere Single-crystalcolor Verneuil
flame-fusion growth10*
oxygen colorless
Flux growth10* air brown/light
brown Radio-frequency
induction6*
1200 °C, 3 days vacuum/air dark blue-violet
Floating zone growth5*
1000 °C 10 h in
air 10 1300 °C, 3 h 0.16 air black
Floating zone growth Ba 1-XSrxTiO321
1000 °C 10 h
in air 5-10 none 0.016-0.033 oxigen yellow
LHPG BaTiO320 1-2 1400 °C, 6 h
oxigen 5-15 air blue
shows the conditions and powder composition used in the preparation process. The pedestals from batch D (see Table 2) were sintered at 1400 °C for 6 h, while the ones from batch E and F were not thermally treated either to remove the binder or to improve densification. Materials with the same characteristics were used as feed and seed rods in the fiber growing process.
B. Laser Heated Pedestal Growth (LHPG) method
The LHPG method has been shown to be a powerful method for rapidly growing small diameter single crystals, particularly oxides of high melting temperature, for both properties studies and fiber devices12,13.
The LHPG equipment used in this investigation con-sisted of a power source (CO2 100 W laser), an optical layout and a growth chamber. To minimize the temperature oscillations in the molten zone, an additional control sys-tem was applied, in which a photodetector signal propor-tional to the intensity of the light coming from the melting zone was used to feed back the CO2 laser power. The growing fiber and the melting zone were observed through a monocular microscope14.
Pulling and feeding rates were between 0.15-0.60 mm/min and 0.05-0.60 mm/min respectively, using square section rods (length: 30 mm, cross section size: 0.8-1.0 mm). When using extruded circular section rods (length: 30-50 mm cross section diameter: 1.0 mm), the same pa-rameters used were between 0.30-0.50 mm/min and 0.10-0.20 mm/min, respectively. Additional details can be found in Ref. 14.
C. Ceramic pedestals and fibers characterization
Powder diffraction data were collected using a Rigaku-Denki diffractometer with Cu Κα radiation supplied by a rotating anode source. X-ray Laue reflection was used to analyze the single-crystal fibers. Their crystallographic parameters were obtained using a CAD-4 four-circle
auto-matic diffractometer (Enraf Nonius). The microstructure was analyzed with a digital scanning electron microscope (Zeiss DSM 960). The conventional two-probe method was used to measure fiber resistivity.
3. Results and Discussion
Fiber growth, using square section pedestals, presented low stability of the melting zone shape, mainly with the lower density feed rods. Table 2 indicates that the batch A pedestals presented the lowest density. Pedestal densifica-tion improved when sinterizadensifica-tion was carried out at higher temperatures. Thus, the pedestals from batch B and C were denser and presented a grain growth, when compared to A, as shown in Fig. 1.
The fiber growth process, using rods from batch A, showed a considerable variation in diameter. Fibers show-ing a more regular diameter were obtained, with very low diameter variations, by increasing pedestal densification (batch B and C). However, they presented inclusions and cracks.
Typically, fibers grown from batch A were yellowish, while those grown from batch B and C were black and brown, respectively. Therefore, fiber color was directly related to the pedestal thermal treatment and, since stoichiometric SrTiO3 is colorless, it can be concluded that higher sintering temperatures yield darker fibers, and that all are oxygen deficient. The best results, when using square section pedestals, were obtained only by re-pulling primary fibers. Although the final fibers grown with this procedure were single-crystals with a regular diameter, they presented a yellowish color15.
The use of square section pedestals presented some disadvantages, mainly due to the mismatch between the fiber cross section and the laser beam geometries (square and circular, respectively). This mismatch does not allow the laser beam to melt the pedestal efficiently, leaving the square corners solid and affecting fiber growth. The
circu-Table 2. Preparation and macroscopic characteristics of SrTiO3 ceramic pedestals.
Square section pedestals Circular section pedestals
Samples A B C D E F
Powder composi-tion
SrTiO3 SrTiO3 SrTiO3 SrTiO3 SrTiO3 SrCO3 +TiO2
Binder agent PVA none PVA PVA PVA PVA
Pressing uniaxial (1.5 KPa) isostatic (100 MPa)
Sinterization 1200 °C, 24 h 1600 °C, 5 h 1400 °C, 6 h 1400 °C, 6 h none none
Density (g/cm3) 3.250 4.200 4.800 4.816 2.087 2.335
% Theoretical density
62 82 94 94 41
lar section pedestals prepared by the extrusion process allow matching up of the feed rod geometry with the laser beam. It is important to note that a variety of green-body defects can appear during the extrusion process. These defects includes: lamination, surface and edge tearing, bridge and core cracking, column splitting, segregation and preferred orientation of particles11. However, the quality of the extruded bodies is highly influenced by several factors and depends mainly on each material. Table 2 shows in detail the different circular section pedestal conditions in which the bodies were prepared. In the sintering process, the pedestals from batch D presented the best densification and reached the same density values as isopressed rods (batch C). Moreover, an analysis of their microstructure showed similar grain sizes, as shown in Fig. 1b. Note that the green-rod densities from batch E to F were almost the same and were used as green extruded rods without any temperature treatment to burn out the binder or for the sintering process. Moreover, the binder burnout stage du-ring the crystal growth process did not cause any problems. Typically, during the growth, a dark band appeared imme-diately below the molten zone, showing the residual carbon
compound caused by combustion of the organic binder. Figure 2, the SEM microphotographs of pedestals from batch E (SrTiO3) and batch F (SrCO3 - TiO2), show a different distribution of grain size, indicating an evident mixture of two phases in Fig. 2b. In the latter, the large crystals with regular shapes correspond to TiO2 while the smaller ones, with poorly defined shapes, correspond to SrCO3. The degree of densification in both cases was very low.
Figure 3 shows the first-grown fiber drawn using the feed rods from batches D, E and F. Although all the fibers grown in highly stable conditions displayed a regular di-ameter, observation shows that the fiber from batch D presented inclusions and cracks with low crystal quality. The fibers from batches E and F, on the other hand, were totally free of these types of defects. The most surprising result was obtained using the feed rods from batch F, where a crack-free, transparent and colorless fiber was obtained in the first pulling process. The fiber was about 0.50 mm in diameter and 30 mm in length.
Figure 2. SEM microphotographs of the grain distribution in circular
section pedestals (a) from batch E (SrTiO3) and (b) from batch F (SrCO3
- TiO2).
Figure 1. SEM microphotographs of the grain growth of square section
The inclusion of CO2 gas presented no problem during growth. Furthermore, the thermal dissociation of CO2 at high temperatures (2300 K - 3400 K) produced a local oxidation atmosphere with high reactivity owing to the O atom formation during dissociation16. Thus, the decompo-sition of SrCO3 in batch F produced a local pressure of CO2 and the dissociation of CO2, at melting temperature, caused a local oxidation atmosphere. Loss of oxygen was thus depressed and transparent-colorless fibers (batch F) were obtained.
Figure 4 shows that the microstructure of the molten zone of the feed rod from batch F exhibited grain sizes similar to those of the densest isopressed rods from batch C (see Fig. 1b). Although the microstructure in the same region of the rod from batch D displayed higher densifica-tion, the final quality of crystal fiber was inferior. For this reason, we found in this case that it is needless to carry out a previous sintering process since it does not improve growth conditions but worsens the quality of crystal fiber. The batch F fibers were crushed, ground and analyzed by X-ray powder diffraction. The X-ray diffraction pattern did not reveal the presence of any segregated phase, from which it can be concluded that the starting materials (SrCO3 - TiO2) underwent a complete reaction that resulted in pure SrTiO3. Figure 5 shows a Laue photograph of this single crystal fiber, with the X-ray beam in a direction perpen-dicular to the growth axis. The preferential growth orienta-tion was [110] with cubic crystal lattice, a = 3.905(1) Å.
As mentioned before, the batch F fibers were transpa-rent and colorless, so that they must contain stoichiometric amounts of oxygen. Although the other fibers, from batch E, were also crack-free they were yellowish, revealing the
Figure 3. Photographs of the fibers drawn directly from the circular section pedestals, using ceramic feed rods from batch D, E and F, whose diameter
sizes were around 0.70 mm, 0.60 mm and 0.50 mm, respectively.
Figure 4. SEM microphotographs of the molten zone obtained, using feed
presence of oxygen vacancies. This observation was con-firmed by resistivity measurements, as shown in Fig. 6. The transparent and colorless fibers (curve a) presented higher resistivities in the whole temperature range and a room-temperature band gap of 3.2 eV. These results are in very good agreement with the published data of pure SrTiO3 when it contains stoichiometric amounts of oxygen. Curve b, in the same figure, shows a decrease in resistivity values in the same temperature range with respect to the latter fibers, indicating the presence of oxygen vacancies. It was observed that the loss of oxygen produced decreased resis-tivity and a change in the color of the samples. Several authors have reported resistivities of around 1-20 Ω cm7,17 at room temperature in samples with slightly reduced, and values of around 10-1-10-3Ω cm5,6,18 for samples with more reduced strontium titanate. In every case, after thermal treatment in the oxygen atmosphere, the yellow, blue or dark blue samples became colorless, and their resistivities were above 109 Ω cm. The samples showed semiconductor to metallic-like behavior, depending on their levels of reduction.
The advantages of the fiber growth procedure used in batch F must be emphasized, since the preparation process was greatly simplified. In this case, when the pedestal was pushed toward the molten zone, binder burnout (PVAl), decomposition, reaction of starting materials, sinterization of the compound and the growth of a stable single-crystal SrTiO3 fiber were carried out in one operation, thus reduc-ing the time and cost of preparation.
4. Conclusions
SrTiO3 single crystal fibers were successfully grown directly from green-body feed rods by LHPG. These crystal
fibers were transparent and colorless, and no external oxy-gen atmosphere was used during crystal growth or by high-temperature annealing after growth.
Dark-colored crystals grown by conventional growth techniques presented non-stoichiometry, which occurs due to feed-rod-oxygen loss during the synthesis and sinteriza-tion process. Furthermore, these methods present larger surface-to-volume ratio of melt than LHPG does. For this reason, the oxygen loss may be depressed during the LHPG process, which minimizes this effect.
Primary fibers, grown directly from feed rods, demons-trated a high dependence on the feed rod geometry. The growth was highly stable when using cylindrical section feed rods, as compared to what occurred when using the squared section rods. In the first case, the melting zone volume was maintained constant, which lead to regular diameter fibers. The laser beam diameter was adjusted to the feed rod geometry, thus avoiding the formation of corners and their periodic falls that produce very unstable growth.
Different preparation conditions of the cylindrical sec-tion feed rods showed that treating them at high tempera-tures worsened the quality of the final fiber, even though the feed rods presented a high density. The best quality fiber was grown directly from green-body feed rod, without any thermal treatment. Therefore, the sintering process of the Figure 6. Resistivity as a function of temperature of SrTiO3 fibers. Curve
a: SrTiO3 fibers from batch F (colorless). Curve b: SrTiO3 fibers from
batch E (yellow).
Figure 5. Laue photograph of an SrTiO3 single crystal fiber with the
feed rods did not improve any crystal growth conditions, as had been expected. Indeed, it is a known fact that most of materials were grown as high quality fibers when sintered feed rods were used19-21. Furthermore, there are few com-pounds that presented a behavior similar to that of SrTiO3 with respect to the influence of feed rod density on fiber quality, i.e. alumina22.
Additionally, it was demonstrated that the synthesis of the starting materials before the growth process by LHPG did not improve any of its conditions but, on the contrary, it lead to larger amounts of oxygen vacancies. It is possible that, if cooling had been carried out slowly from 1000 °C to 850 °C (the ‘‘freezing-in’’ temperature for the diffusion of oxygen in SrTiO3) during synthesis, the SrTiO3 powder would have been stoichiometric. Nevertheless, it seems better to bypass this previous synthesis stage.
A comparison of the different batches of feed rods (A to F) shows that grain size, size distribution and the green density did not significantly affect the quality of the crystal. In the case of batch F, the best conditions for growing the high quality stoichiometric SrTiO3 single crystal fibers were found to be by LHPG, using a faster and simpler procedure. It must be pointed out that the cylindrical ge-ometry of the feed rods and a local oxidation atmosphere due to a partial dissociation of CO2 are the most important contributions.
Acknowledgments
The financial support of CNPq, FAPESP and FINEP is gratefully acknowledged.The authors thank Prof. Dr. J.A. Eiras for putting his laboratory’s furnaces and electrical measurement equipment at their disposal, and G. Catarino and J.A. Lopez da Rocha for their technical assistance in the X-ray analysis. S.L. Cuffini thanks CNPq, M.R.B. Andreeta thanks FAPESP and D. Reyes Ardila thanks CAPES for the fellowship grants received from those insti-tutions.
References
1. Wild, R.L.; Rockar, E.M.; Smith, J.C. Phys. Rev. B,
v. 8, n. 8, p. 3828-3835, 1973.
2. Gandy, H.W. Phys. Rev., v. 113, n. 3, p. 795-800,
1959.
3. Howard, S.A.; Yau, J.K.; Anderson, H.U. J. Appl. Phys., v. 65, n. 4, p. 1492-1498, 1989.
4. Paladino, A.E.; Rubin, L.G.; Waugh, J.S. J. Phys. Chem. Solids, v. 26, p. 391-397, 1965.
5.Higuchi, M.; Aizawa, K.; Yamaya and Kodaira,, K. J. Solid State Chem., v. 92, p. 573-577, 1991.
6.Gong, W.; Yun, H.; Ning, Y.B.; Greedan, J.E.; Datars, W.R.; Stager, C.V. J. Solid State Chem., v. 90, p.
320-330, 1991.
7.Lee, C.; Yahia, J.; Brebner, J.L. Phys. Rev. B, v. 3 n. 8,
p. 2525-2533, 1971.
8.Yamada, H.; Miller, G.R. J. Solid State Chem., v. 6,
p. 169-177, 1973.
9.Nassau, K.; Miller, A.E. J. Crystal Growth, v. 91,
p. 373-381, 1988 and references therein.
10. Sheel, H.J.; Bednorz, J.G.; Dill, P. Ferroelectrics,
v. 13, p. 507, 1976.
11.Ceramic Processing Before Firing. Edited by Onoda
Jr., G.Y.; Hench, L.L. John Wiley and Sons, New York, 1978). Chapter 29, p, 391.
12. Haggerty, J.S.; Menashi, W.P.; Wenckus, J.F. Me-thods for Forming Refractory Fibers by Laser Energy,
U.S. Patent 3944640, March 16, 1976; Apparatus for Forming Refractory Fibers, U.S. Patent 4012213,
March 15, 1977.
13. Feigelson, R.S. Crystal Growth of Electronics Mate-rials, North-Holland, Amsterm, p. 127, 1985.
14. Profokiev, V.V.; Andreeta, J.P.; de Lima, C.J.; An-dreeta, M.R.B.; Hernandes, A.C.; Carvalho, J.F.; Kamshilin, A.A. Jääskeläinen, T. J. Crystal Growth,
vol. 137, p. 528-534, 1994.
15. Reyes Ardila, D.; Andreeta, M.R.B.; Cuffini, S.L.; Hernandes, A.C.; Andreeta, J.P.; Mascarenhas, Y.P.
Ferroelectrics, v. 186, p. 141-144, 1996.
16. Fujii, N.; Sagawai, S.; Sato, T.; Nosaka, Y.; Miyama, H. J. Phys. Chem., v. 93, p. 5474-5478, 1989.
17. Lee, C.; Destry, J.; Brebner, J.L. Phys. Rev. B, v. 11,
n. 6, p. 2299-2310, 1975.
18. Frederikse, H.P.R.; Thurber, W.R.; Hosler, W.R.
Phys. Rev. A, v. 134, p. 442-445, 1964.
19. Guo, Ruyan; Bhalla, A.S.; Sheen, Jyh; Ainger, F.W.; Erdei, S.; Subbarao, E.C.; Cross, L.E. J. Mater. Res.,
v. 10, n. 1, p. 18-25, 1995.
20. Saifi, M.; Dubois, B.; Vogel, E.M.; Thiel, F.A. J. Mater. Res., v. 1, n. 3, p. 452-456, 1986.
21. Wilde, J.P.; Jundt, D.H.; Galambos, L.; Hesselink, L.
J. Crystal Growth, v. 114, p. 500-506, 1991.