GABRIEL VAZ DE OLIVEIRA BOMTEMPO
ANÁLISE DA RUGOSIDADE EM AMOSTRAS FABRICADAS POR MANUFATURA ADITIVA METÁLICA E TIPOS DE ROSCAS PARA APLICAÇÕES EM IMPLANTODONTIA
UNIVERSIDADE FEDERAL DE UBERLÂNDIA FACULDADE DE ENGENHARIA MECÂNICA
GABRIEL VAZ DE OLIVEIRA BOMTEMPO
ANÁLISE DA RUGOSIDADE EM AMOSTRAS FABRICADAS POR MANUFATURA ADITIVA METÁLICA E TIPOS DE ROSCAS PARA APLICAÇÕES EM IMPLANTODONTIA
Trabalho de Conclusão de Curso apresentado à Faculdade de Engenharia Mecânica como requisito parcial para a obtenção do título de Bacharel em Engenharia Mecânica.
Área de concentração: Materiais e Processo de Fabricação.
Orientador: Prof. Dr. Alexandre Zuquete Guarato
GABRIEL VAZ DE OLIVEIRA BOMTEMPO
ANÁLISE DA RUGOSIDADE EM AMOSTRAS FABRICADAS POR MANUFATURA ADITIVA METÁLICA E TIPOS DE ROSCAS PARA APLICAÇÕES EM IMPLANTODONTIA
Trabalho de Conclusão de Curso Engenharia Mecânica pela Faculdade de Engenharia Mecânica da Universidade Federal de Uberlândia
Área de concentração: Materiais e Processo de Fabricação.
Banca Examinadora:
Prof. Dr. Alexandre Zuquete Guarato – FEMEC – UFU - Orientador
Prof. Dr. Arthur Heleno Pontes Antunes
Ms. José Eduardo Silveira Leal
AGRADECIMENTOS
Agradeço este trabalho à minha família, ao meu pai José Hermógenes, minha mãe Claudia Vaz e minha irmã Anna Paula por todo o suporte fornecido durante toda esta dura jornada.
Também agradeço minha namorada, Marina Celestino Soares, por todo o carinho e compreensão oferecido nos momentos complicados que tivemos. O seu “vai dar certo” me auxiliou, e muito, a superar os diversos obstáculos enfrentados. Te amo muito.
Aos meus queridos amigos, que tenhamos mais muitos momentos divertidos e desafiadores para contar aos nossos filhos e netos para que os mesmos possam se inspirar e auxiliar a nossa nação a sempre crescer com carinho e compaixão ao próximo.
Ao meu orientador Alexandre, muito obrigado pela paciência em me auxiliar em todos os erros e acertos que este projeto teve. Sem a sua ajuda, este trabalho não poderia ter sido concretizado. Agradecimentos especiais para Guilherme Lorenzoni do departamento de artes e design da PUC – Rio pela disponibilização da impressora 3D.
BOMTEMPO, G. V. O. Análise da Rugosidade em Amostras Fabricadas por Manufatura Aditiva Metálica e Tipos de Roscas para Aplicações em Implantodontia. 2018. 48f. Trabalho de Conclusão de Curso. Universidade Federal de Uberlândia. Uberlândia
RESUMO
Neste trabalho foi realizada uma revisão de literatura, além de uma análise da rugosidade em amostras obtidas por manufatura aditiva tipo sinterização seletiva à laser em pós metálicos com o intuito de melhorar a utilização em implantes dentários. É investigado também a possibilidade de adicionar fármacos nestas superfícies impressas em 3D a fim de que os mesmos sejam liberados gradativamente para acelerar o pós operatório. Dentro dos objetivos do trabalho está a determinação dos diversos tipos de parâmetros de rugosidade, observando a influência de cada variante com a finalidade de escolher os melhores parâmetros para a aplicação em implantodontia. Além disso, os instrumentos para medição de rugosidade são analisados levando em conta suas vantagens e desvantagens inerentes. Em seguida, é feita uma análise de viabilidade da utilização de impressoras 3D para a fabricação de implantes dentários. Por fim, são apresentadas as conclusões referentes aos testes experimentais bem como as perspectivas futuras juntamente com os principais tipos de rosca, além de maneiras de liberação dos fármacos.
BOMTEMPO, G. V. O. Analysis of the Roughness of Samples of Dental Implants made from a 3D Printer for Drugs Deposition. 2018. 48p. Final Paper. Universidade Federal de Uberlândia. Uberlândia
ABSTRACT
On this work , a review was conducted in the literature, besides an analysis in samples obtained by additive manufacturing of the type laser sintering in metal powders looking forward to the use in dental implants. Is also investigated the possibility of implementing medicines on thoses surfaces printed by a 3D Printer aiming the gradual release of the drugs on the patient’s system to accelerate the post operative. Within the objectives of this study is the determination of the different types of roughness parameters, looking for the influence of each variant with the objective of choosing the best parameters for application in implantology. Besides that, the measuring instruments rougness are analyzed taking into account the advantages and disadvantages. Then, a viability analysis is made about using the printers 3D for the fabrication of the dental implants. Lastly, the conclusions are presented the experimental tests as well as future persepctives with the main types of threads besides ways of realeasing the drugs.
LISTA DE FIGURAS
Figura 1 - Implantes Odontológicos feitos a partir de Titânio (Hospital Jório da Escóssia, 2018) ... 19
Figura 2 - Surgimento da impressora 3D com Chuck Hull, Califórnia, 1984 (UT-Austin/Reprodução, 2014) ... 20
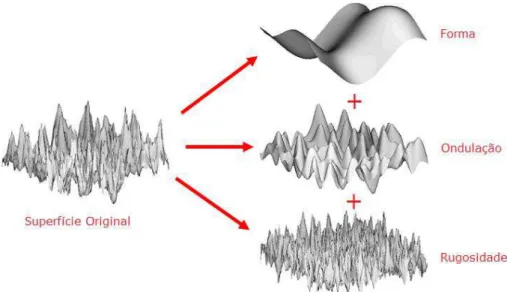
Figura 3 - Elementos da superfície (Adaptado de JOSSO et al, 2002) ... 22
Figura 4: Gráfico Capacidade de carga x Rugosidade (SILVA; RIBEIRO; DIAS; SOUZA, 2006) ... 23
Figura 5 - Rugosímetro auxiliado pela Sapata (MAIA; CORRADI, 2017) ... 23
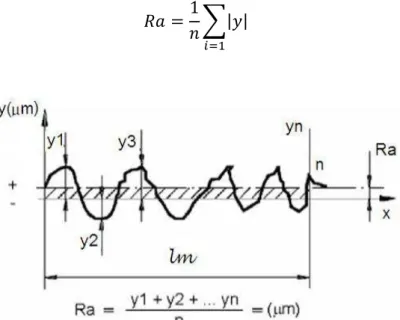
Figura 6 - Gráfico representativo do Parâmetro Ra (BORTOLIN et al., 2017) ... 24
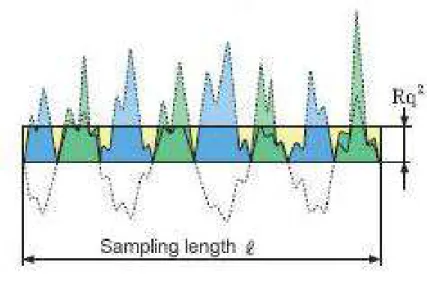
Figura 7 - Gráfico do parâmetro Rq (OLYMPUS CORPORATION, 2017) ... 26
Figura 8 - Gráfico do parâmetro Rmax (BRUNETTI, 2008) ... 27
Figura 9 - Gráfico do parâmetro Rz (DROSZCZAK, 2015) ... 27
Figura 10 - Gráfico do parâmetro Rt (NETO, 2015) ... 29
Figura 11 - Gráficos relacionados a Skewness positivo e negativo (OLYMPUS CORPORATION, 2017) 29 Figura 12 - Gráfico de Kurtosis maiores e menores que 3 (OLYMPUS CORPORATION, 2017) ... 30
Figura 13 - Gráfico mostrando os outros parâmetros de amplitude da rugosidade (Modificado de FILHO 2009) ... 31
Figura 14 - Gráfico da Largura Média (FILHO, 2009) ... 31
Figura 15 - Representação da rugosidade (ABNT, 1984) ... 32
Figura 16 - Perfilômetro Mecânico Mitutoyo (MITUTOYO, 2015) ... 33
Figura 17 - Figura de uma impressora 3D atual (Eduardo Anizelli/Reprodução, 2013) ... 35
Figura 18 - Impressora EOSint 280 (EOS, 2018) ... 36
Figura 19 - Representação da estrutura do sistema reservatório (FIALHO; CUNHA JÚNIOR, 2007) .... 37
Figura 20 - Representação da estrutura do sistema matricial (FIALHO; CUNHA JÚNIOR 2007) ... 37
Figura 21 - Amostra utilizada na medição (SANTOS, 2018) ... 39
Figura 22 - Foto da amostra ( SANTOS, 2018) ... 39
Figura 23 - Rosca Triangular, Quadrada, Trapeizoidal e Arredpmdada, respectivamente (Adaptado de PELLIZER, 2009) ... 43
Figura 24 - Liberação do fármaco de maneira convencional e controlada (KUMAR, 2000) ... 44
Figura 25 - Horizontal na Posição 1 (Adaptado de SANTOS, 2018) ... 50
Figura 26 - Horizontal na Posição 2 (Adaptado de SANTOS, 2018) ... 50
Figura 27 - Horizontal na Posição 3 (Adaptado de SANTOS, 2018) ... 51
Figura 28 - Horizontal na Posição 4 (Adaptado de SANTOS, 2018) ... 51
Figura 29 - Horizontal na Posição 5 (Adaptado de SANTOS, 2018) ... 52
Figura 30 - Vertical na Posição 6 (Adaptado de SANTOS, 2018) ... 52
Figura 31 - Vertical na Posição 7 (Adaptado de SANTOS, 2018) ... 53
Figura 32 - Vertical na Posição 8 (Adaptado de SANTOS, 2018) ... 53
Figura 33 - Vertical na Posição 9 (Adaptado de SANTOS, 2018) ... 54
LISTA DE TABELAS
Tabela 1 - Aplicações típicas de Rugosidade Ra (AGOSTINHO; OSWALDO; DOS SANTOS; LIRANI,
(2001) – Modificado pelo Autor (2018) ... 25
Tabela 2 - Tabela para a determinação do cutoff de acordo com distâncias entre sulcos (Modificado de FILHO (2009) ... 28
Tabela 3 - Tabela para a determinação do Cutoff a partir da rugosidade (Modificado de FILHO (2009) ... 28
Tabela 4 - Valores Horizontais (Adaptado de SANTOS, 2018) ... 40
Tabela 5 - Valores Verticais (Adaptado de SANTOS, 2018) ... 40
Tabela 6 - Valores do Desvio Horizontal (Adaptado de SANTOS, 2018) ... 41
Tabela 7 - Medições obtidas (Adaptado de SANTOS, 2018) ... 41
Tabela 8 - Medições do Desvio Vertical (Adaptado de SANTOS, 2018) ... 41
Tabela 9 - Medições obtidas (Adaptado de SANTOS, 2018) ... 42
LISTA DE SÍMBOLOS
Ra: Rugosidade Média ou Aritmética
Sa: Parâmetro análogo ao Ra em 3D
n: Espaço de Amostragem
y: Picos e vales do Espaço de Amostragem Rq: Desvio Médio Quadrático
Rmax: Rugosidade Máxima
Rz: Rugosidade Média
Lm: Comprimento parcial de Amostragem
Lt: Comprimento total de Amostragem
Zn: Maior pico do Espaço de Amostragem
Rt: Rugosidade Total
Rsk: Skewness Rku: Kurtosis
Rp: Altura máxima vista no pico da amostra
SUMÁRIO
CAPÍTULO I - INTRODUÇÃO ... 18
1.1CONTEXTUALIZAÇÃO ... 18
1.2OBJETIVOS ... 21
CAPÍTULO II – REVISÃO BIBLIOGRÁFICA ... 22
2.1PARÂMETROS DA RUGOSIDADE ... 22
2.2PARÂMETRO DE AMPLITUDE ... 24
2.2.1RUGOSIDADE ARITMÉTICA OU MÉDIA -RA ... 24
2.2.2DESVIO MÉDIO QUADRÁTICO –RQ ... 26
2.2.3RUGOSIDADE MÁXIMA –RMAX ... 26
2.2.4RUGOSIDADE MÉDIA -RZ ... 27
2.2.5RUGOSIDADE TOTAL –RT ... 28
2.2.7KURTOSIS (RKU) ... 30
2.2.7OUTROS PARÂMETROS DE AMPLITUDE ... 30
2.3PARÂMETROS DE ESPAÇAMENTO... 31
2.3.1LARGURA MÉDIA -RSM ... 31
2.4REPRESENTAÇÃO DA RUGOSIDADE ... 32
2.5EQUIPAMENTOS UTILIZADOS PARA A MEDIÇÃO DA RUGOSIDADE DAS SUPERFÍCIES ... 32
2.5.1PERFILÔMETRO DE CONTATO MECÂNICO ... 32
2.5.2PERFILÔMETRO ÓTICO ... 33
2.5.3RUGOSÍMETRO COM APALPADOR ... 34
2.6 TECNOLOGIAS DE MANUFATURA ADITIVA ... 34
2.7 UTILIZAÇÃO DE FÁRMACOS ... 36
2.7.1LIBERAÇÃO DO FÁRMACO POR RESERVATÓRIO ... 36
2.7.2LIBERAÇÃO DO FÁRMACO POR MATRICIAL ... 37
CAPÍTULO III – MEDIÇÕES E ANÁLISE DOS RESULTADOS ... 39
CAPÍTULO IV - CONCLUSÕES ... 46
REFERÊNCIAS BIBLIOGRÁFICAS ... 47
CAPÍTULO
I
INTRODUÇÃO
1.1 Contextualização
A ossointegração é a unisão entre o osso e a superfície do implante, muitas das vezes, de titânio. Seu surgimento ocorreu em 1965, quando o Professor Per-Ingvar Branemark, juntamente com um grupo de pesquisadores da Universidade de Gotemburgo (Suécia), iniciaram estudos sobre procedimentos cirúrgicos que pudessem auxiliar as deficiências físicas dos seres humanos. Branemark observou a microcirculação sanguínea em tíbias de coelhos com o auxílio de uma câmara de observação de titânio quando chegou a conclusão de que o metal e o osso integravam-se com uma baixa taixa de rejeição. Deste modo, foi desenvolvida uma tese para a utilização desta liga em maxilares e mandíbulas humanas para um longo período de tempo. Desde então, esta técnica vem sendo aperfeiçoada, chegando em outras ligas com efeitos semelhantes, além do melhoramento das já utilizadas, como o projeto do implante a fim de que situações complicadas, como baixa densidade óssea, possam ser evitadas.
Deve-se ter em mente que além da liga utilizada, a morfologia do contato entre o osso e o implante é um grande fator para o sucesso proposto na ossointegração. Assim, estudos foram feitos com o objetivo de avaliar o efeito da rugosidade dos implantes juntamente com a superfície a ser implantado (SOSKOLNE et al., 2002). Constatou-se que implantes com superfícies rugosas possuem um melhor adesão entre implante – superfície do que implantes com superfície lisa devido à melhor proliferação celular.
utilizadas devidos às suas características ideais, como biocompatibilidade e propriedades mecânicas, para serem aplicadas como materiais restauradores.
Figura 1 - Implantes Odontológicos feitos a partir de Titânio (Hospital Jório da Escóssia, 2018)
No século XX, após um grande avanço na medicina e nos fármacos, a expectativa de vida chegou aos 65 anos (década de 1990), sendo que cerca de 50 anos atrás era de apenas 45 anos (WHO, 1997). Assim, foi observado que, historicamente, a quantidade de reportagens e estudos relacionados à medicamentos e saúde publicados em jornais ou revistas conhecidas do Brasil aumentou de 26 para 250 entre os anos 70 e 90 (NASCIMENTO, 2003). Deste modo, a criação de novos fármacos, juntamente com uma promoção comercial adequada, proporcionaram uma saída frente as diversas doenças, levando uma melhoria na qualidade de vida geral. A seguir, será comentado sobre as amostras que vão ser utilizadas para a parte prática do trabalho.
Na construção das amostras para o estudo da rugosidade a fim de que a deposição de fármacos seja ideal, é feito o corte de pequenas peças para um posterior lixamento e polimento. Por fim, é feito um ataque químico com um reagente mais indicado para cada liga (ácido fluorídrico é um dos mais utilizados para as ligas de Titânio, por exemplo). Assim, é feita a identificação da microestrutura para um posterior estudo. Neste trabalho, foi observado a utilização de um impressora 3D para substituir este processo a fim de que seja possível um ganho no tempo de produção e pesquisa.
componentes de plástico de uma maneira mais rápida que a tradicional, que levava cerca de 6 a 8 semanas.
Figura 2 - Surgimento da impressora 3D com Chuck Hull, Califórnia, 1984 (UT-Austin/Reprodução, 2014)
A fim de que possa ser caracterizada a superfície, vários parâmetros podem ser estudados para a quantificação da topografia. Deve-se ter em mente que os parâmeros tridimensionais (3D) não são incluídos na ISO, contudo, são amplamentes utilizados e conhecidos na literatura (STOUT; DONG, 1993).
Além disso, alterações feitas na macrogeometria do implante podem auxiliar no seu sucesso, pois afeta a estabilidade entre implante e a matriz óssea do paciente. Na literatura é sugerido que é utilizado um torque superior em implantes cônicos do que em cilíndricos devido às diferenças entre os mesmos, como no formato da rosca, geometria do implante e da área de superfície (JAVED; ROMANOS, 2010). Deste modo, deve-se levar em consideração a geometria mais adequado em cada situação sugerida, pois características como o padrão e o passo de rosca podem significar uma melhor, ou não, da integração óssea. Também é verificado que o controle do torque utilizando um torquímetro pré-calibrado auxilia na estabilidade primária óssea, sendo que valores maiores que 35 N/cm2 podem ser aceitáveis.
Diversos estudos foram feitos com o intuito de aperfeiçoar a colocação dos implantes dentários, entre eles, vale citar Wennerberg e Albrektsson (2009) com as obsevações feitas sobre a superfície dos implantes odontológicos feitos de titânio. Após a análise de 1184 publicações relacionadas ao assunto, os pesquisadores identificaram que a superfície topográfica dos implantes influenciava na ossointegração dos mesmos na matriz óssea. Superfícies lisas (Sa < 0,5 µm) ou com baixas rugosidades (Sa = 0,5 a 1 µm) mostraram uma
resultados são obtidos com rugosidades medianas (Sa > 1 a 2 µm) do que com rugosidades altas
(Sa > 2µm). Por fim, constatou-se que, além da rugosidade, outras variantes também
influenciam na integração óssea do paciente, como a necessidade de uma padronização na caracterização da superfície dos implantes.
1.2 Objetivos
O presente trabalho tem como objetivo realizar uma revisão de literatura sobre a caracterização da superfície de amostras utilizadas em implantes odontológicos feitos a partir de uma impressora 3D para a deposição de fármacos. Por serem integrados ao osso, esses implantes ofertam um excelente suporte para os dentes artificias. As próteses utilizadas não interferem no cotidiano do paciente, conferindo uma maior confiança durante a fala e a alimentação.
CAPÍTULO II
REVISÃO BIBLIOGRÁFICA
2.1 Parâmetros da Rugosidade
Este capítulo aborda os métodos de caracterização de superfícies. A metodologia das análises e dos cálculos apresentados parte de estudos feitos a partir de diversos materiais divulgados em materiais técnicos e científicos.
Todas as topografias das superfícies são compostas por três elementos: forma, ondulação e rugosidade (Figura 3). A forma é o componente na qual o olho humano observa, como o formato da peça (ondular, esférica, plana, entre outras). Com o auxílio de ferramentas para aumento dos filtros, é possível observar as ondulações compostas por picos e vales, representando, assim, a rugosidade da peça.
O acabamento superficial feito em uma peça tem grande importância no seu funcionamento, pois ela influência na resistência à corrosão, à cargas mecânicas, coeficiente de atrito, fadiga, rugosidade, entre outros (Fig. 4). Como exemplos, podemos verificar que rolamentos necessitam de uma pequena rugosidade (processo de polimento) para reduzir o atrito, desgaste e temperatura de operação. Já em válvulas, uma grande rugosidade (retífica normal) é essencial para evitar vazamentos, realizando um papel de vedação.
Figura 4: Gráfico Capacidade de carga x Rugosidade (SILVA; RIBEIRO; DIAS; SOUZA, 2006)
A definição de rugosidade reside no conjunto de desvios microgeométricos definido com os pequenos vales e picos presente nas superfícies. O perfil de rugosidade pode ser obtido a partir da separação do desvio de forma e da textura secundária do perfil efetivo feito com o auxílio de filtros. Estes filtros podem ser mecânicos, como a sapata (Fig. 5) utilizada em alguns intrumentos de medição, ou matemáticos, equações (2RC e Gauss são os exemplos mais comumente utilizados) onde o resultado é ajustado a fim de que seja possível remover o desvio de forma e ondulações secundárias.
Existem 2 tipos de parâmetros, o de amplitude e de espaçamento, descritos na sequência.
2.2 Parâmetro de Amplitude
2.2.1 Rugosidade Aritmética ou Média - Ra
A Rugosidade Média é a média aritmética realizada dos valores absolutos analisados nas ordenadas de afastamento (Equação 1). Ela é utilizado como um controle da rugosidade durante uma linha de produção na qual processos de usinagem com sulcos bem orientados são feitos, como torneamento, fresagem, entre outros (Figura 6). Além disso, este parâmetro é utilizado na maioria dos equipamentos de medição. Contudo, picos e vales não são distinguidos, podendo ocultar alguns defeitos.
� = 1∑| |
�= (1)
Figura 6 - Gráfico representativo do Parâmetro Ra (BORTOLIN et al., 2017)
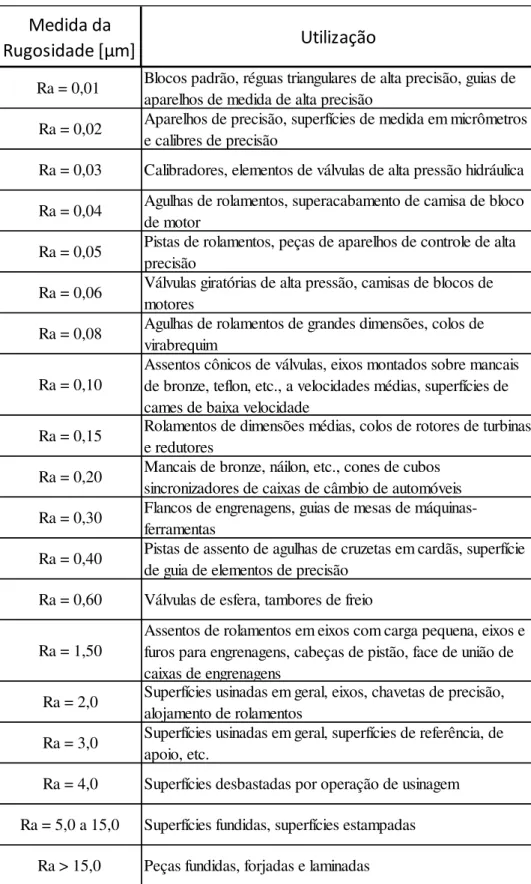
Tabela 1 - Aplicações típicas de Rugosidade Ra (AGOSTINHO; OSWALDO; DOS SANTOS; LIRANI, (2001) – Modificado pelo Autor (2018)
Medida da
Rugosidade [µm] Utilização
Ra = 0,01 Blocos padrão, réguas triangulares de alta precisão, guias de aparelhos de medida de alta precisão
Ra = 0,02 Aparelhos de precisão, superfícies de medida em micrômetros e calibres de precisão
Ra = 0,03 Calibradores, elementos de válvulas de alta pressão hidráulica
Ra = 0,04 Agulhas de rolamentos, superacabamento de camisa de bloco de motor
Ra = 0,05 Pistas de rolamentos, peças de aparelhos de controle de alta precisão
Ra = 0,06 Válvulas giratórias de alta pressão, camisas de blocos de motores
Ra = 0,08 Agulhas de rolamentos de grandes dimensões, colos de virabrequim
Ra = 0,10
Assentos cônicos de válvulas, eixos montados sobre mancais de bronze, teflon, etc., a velocidades médias, superfícies de cames de baixa velocidade
Ra = 0,15 Rolamentos de dimensões médias, colos de rotores de turbinas e redutores
Ra = 0,20 Mancais de bronze, náilon, etc., cones de cubos sincronizadores de caixas de câmbio de automóveis
Ra = 0,30 Flancos de engrenagens, guias de mesas de máquinas-ferramentas
Ra = 0,40 Pistas de assento de agulhas de cruzetas em cardãs, superfície de guia de elementos de precisão
Ra = 0,60 Válvulas de esfera, tambores de freio
Ra = 1,50
Assentos de rolamentos em eixos com carga pequena, eixos e furos para engrenagens, cabeças de pistão, face de união de caixas de engrenagens
Ra = 2,0 Superfícies usinadas em geral, eixos, chavetas de precisão, alojamento de rolamentos
Ra = 3,0 Superfícies usinadas em geral, superfícies de referência, de apoio, etc.
Ra = 4,0 Superfícies desbastadas por operação de usinagem
Ra = 5,0 a 15,0 Superfícies fundidas, superfícies estampadas
2.2.2 Desvio Médio Quadrático – Rq
Este parâmetro também é conhecido como RMS (Root Mean Square). É definido como sendo a raiz quadrada da média dos quadrados das ordenadas localizadas no perfil de rugosidade estudado que estão relacionados à linha média (Equação 2).
�� = √∑� ��
�= (2)
O Rq é utilizado em superfícies com riscos realizados durante a usinagem com um bom orientamento (torneamento, fresagem, entre outros), sendo que ele é mais utilizado na detecção de picos ou vales devido ao fato de elevar o quadrado o erro (Figura 7).
Figura 7 - Gráfico do parâmetro Rq (OLYMPUS CORPORATION, 2017)
2.2.3 Rugosidade Máxima – Rmax
Figura 8 - Gráfico do parâmetro Rmax (BRUNETTI, 2008)
2.2.4 Rugosidade Média - Rz
Este parâmetro é a média aritmética dos 5 valores da rugosidade parcial (Equação 3), sendo que é definido como rugosidade parcial (Zi) a soma dos valores absolutos dos pontos de
maior afastamento (acima e abaixo da linha média) que são observado no comprimento de amostragem (cutoff) (Figura 9).
� = + + 5 + +
(3)
Figura 9 - Gráfico do parâmetro Rz (DROSZCZAK, 2015)
Tabela 2 - Tabela para a determinação do cutoff de acordo com distâncias entre sulcos (Modificado de FILHO (2009)
Se o perfil é aperiódico, o cutoff será relacionado com o grau de rugosidade Rz que será avaliado (Tabela 3). Estes perfis são conseguidos a partir de métodos de usinagem como esmerilhamento, retificação, alargamento, entre outros.
Tabela 3 - Tabela para a determinação do Cutoff a partir da rugosidade (Modificado de FILHO (2009)
Este parâmetro é utilizado em pontos isolados que não tem influência na função que a peça tem. Sua obtenção é facilitada em equipamentos capazes de fornecer gráficos, contudo, é verificado que nem todos os equipamentos o fornecem.
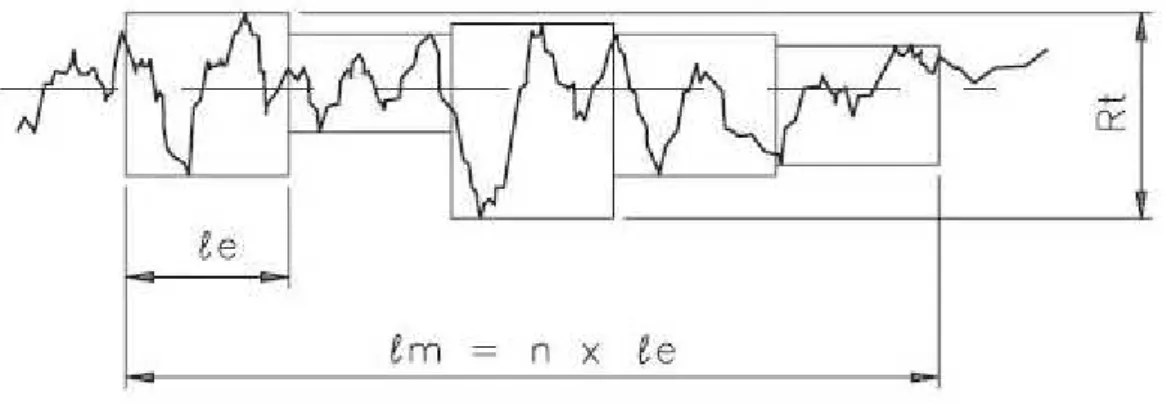
2.2.5 Rugosidade Total – Rt
A rugosidade total é calculada entre a distância vertical do pico mais alto e do vale mais profundo, independente do valor da rugosidade parcial (Figura 10). Sua vantagem reside no fato de que é mais preciso do que o Ry, devido ao fato de que este parâmetro considera apenas o comprimento de amostragem (Rt considera todo o comprimento de avaliação). Contudo, deve-se ficar atento ao fato de que a rigidez pode causar erros no resultado obtido.
Distância entre
Sulcos [mm] Cutoff [mm]
De 0,010 a 0,032 0,08 De 0,032 a 0,100 0,25 De 0,100 a 0,320 0,80 De 0,320 a 1,000 2,50 De 1,000 a 3,200 8,00
Rugosidade Rz
[µm]
Cutoff [mm]
Figura 10 - Gráfico do parâmetro Rt (NETO, 2015)
2.2.6 Skewness (Rsk)
O parâmetro conhecido como Skewness (Rsk) analisa a posição relativa do perfil de acordo com a linha média. Sua equação é dada abaixo:
�� = �� [1 1 ∫ � ] (4)
O Rsk é um parâmetro adimensional que é dependente do Rq (desvio médio quadrático). Caso seu valor seja aproximado de 0, pode-se dizer que a superfície possui picos e vales distribuídos de forma semelhante em todo o comprimento da amostra. Quando este valor é maior que 0, a superfície possui uma maior quantidade de picos do que de vales (Figura 11). De maneira semelhante, quando este valor é menor que 0, será percebido um maior número de vales.
Deve-se ter em mente que este parâmetro é altamente influenciado por picos ou vales isolados, pois quando a superfície possuir grandes picos, instrumentos, como a sapata, podem apresentar erros na medição, principalmente, se o espaço entre os picos for maior que o comprimento de contato.
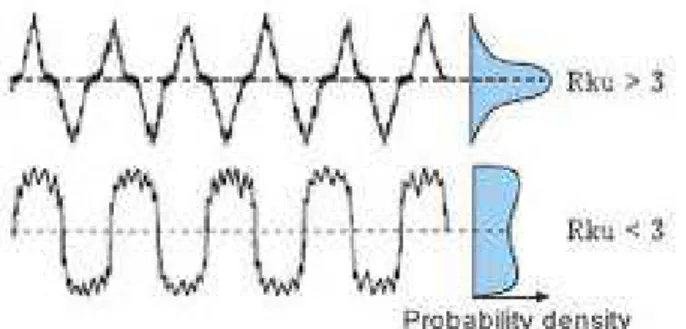
2.2.7 Kurtosis (Rku)
O Rsk deve ser associado com outros parâmetros a fim de que o perfil possa ser melhor caracterizado. Assim, é utilizado o Kurtosis (Rku) para tal. Este parâmetro de achatamento do perfil da superfície mede a convexidade da mesma (Equação 5).
� � = �� [1 1 ∫ � ]
(5)
Observando a equação, pode-se ver que também existe uma dependência com os valores de Rq. Assim sendo, caso o valor de Rku igual a 3, pode-se afirmar que os picos e os vales estam distribuídos de forma semelhante. Para valores Rku > 3, os picos e os vales vão ser mais agudos. Do contrário (Rku < 3), os picos e os vales vão ser mais profundos. Esta característica é melhor vista na figura abaixo:
Figura 12 - Gráfico de Kurtosis maiores e menores que 3 (OLYMPUS CORPORATION, 2017)
Os parâmetros abaixo (Figura 13) são utilizados para determinar a máxima altura dos picos (Rp) e máxima pronfudidade dos vales (Rv) das superfícies, sendo que ambos são observados a partir da linha média.
Rp – Altura máxima vista no pico da amostra Rv – Profundidade Máxima do vale da amostra
Figura 13 - Gráfico mostrando os outros parâmetros de amplitude da rugosidade (Modificado de FILHO 2009)
2.3 Parâmetros de Espaçamento
2.3.1 Largura Média - Rsm
A largura média é calculada a partir da média que vai de um pico até um vale (Figura 14).
�� = � + � + ⋯ + � (6)
2.4 Representação da Rugosidade
A rugosidade é representada a partir da norma ABNT NBR 8404 (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉNICAS, 1984) (Figura 15).
Figura 15 - Representação da rugosidade (ABNT, 1984)
Os parâmetros analisados no trabalho são Ra, Rq, Rt, Rz, Rmax, RSm, Rsk Rku, Rdq, devido
ao fato de que a peça será melhor definida com uma maior quantidade de váriaveis utilizadas. Contudo, será dado principal atenção a Rugosidade Média (Ra), pois este foi o parâmetro
utilizado no estudo feito por Wennerberg e Albrektsson (2009) citado no Objetivo deste trabalho.
2.5 Equipamentos Utilizados para a Medição da Rugosidade das Superfícies
Existem três intrumentos que melhor possibilitam o fornecimento de dados relacionados à superfície da peça. São eles: perfilômetros de contato mecânico, perfilômetro ótico e rugosímetros com apalpador.
2.5.1 Perfilômetro de Contato Mecânico
convertido a partir de um referencial (zero de escala) definido com o auxílio de um elemento mecânico apoiado na superfície. O sinal é amplificado e processado eletronicamente de uma unidade elétrica (Volts) para uma unidade de dimensão (µm) e, assim, é obtido o parâmeto desejado na rugosidade.
Figura 16 - Perfilômetro Mecânico Mitutoyo (MITUTOYO, 2015)
2.5.2 Perfilômetro Ótico
Os perfilômetros óticos são uma alternativa para os mecânicos, sendo que eles possuem suas vantagens e desvantagens. Sua principal vantagem reside no fato de que não existe o contato entre a peça e o instrumento, sua utilização é rápida, eficaz e possui uma melhor resolução. Dos métodos utilizados, os de maiores aplicabilidade são: sistemas de detecção de foco, microscopia de varredura a laser confocal e interferômetro de luz incoerente.
Os sistemas de detecção de foco usam feixes de luz com cerca de 1µm de diâmetro. Assim, é feita a leitura da peça a partir do movimento da superfície ou do feixe. Sua principal dificuldade reside no fato de que superfícies com declives superiores à 15 graus causam um espalhamento do feixe que dificulta a medição.
Os microscópicos de varredura a laser confocal tem uma pequena abertura no detector a fim de que seja possível a eliminação dos dados fora do foco resultando em uma boa resolução vertical. Assim, superfícies com inclinação de até 30 graus podem ter sua rugosidade medida.
2.5.3 Rugosímetro com Apalpador
Atualmente, o rugosímetro com apalpador é o instrumento de medição mais comum na medição da rugosidade devido ao seu padrão de qualidade e sua facilidade na utilização. Eles podem ser separados em dois grandes grupos: equipamentos que oferecem apenas a leitura digital ou analógica do parâmetro medido e os dispositivos que permitem a impressão do perfil da superfície analisada. Nos anos 30 foram construídos os primeiros rugosímetros para a medição das superfícies (SHOUT, 1995). Com o desenvolvimento de novos materiais, foi necessário o melhoramento destes medidores a fim de que fosse possível a continuação das medições. Além disso, também foram desenvolvidas novas tecnologias de identificação e criação de superfícies, como a manufatura aditiva, tecnologia esta que será discutida no próximo capítulo.
2.6Tecnologias de Manufatura Aditiva
Uma nova tecnologia de impressão 3D foi desenvolvida pela Carbon3D Inc. ao realizar a criação de objetos em um meio líquido construídos camada por camada, apresentando um modo de criação utilizando uma impressora 3D (Informações fornecidas pela Carbon3D Inc.). Esta tecnologia permite que os produtos estejem prontos para uso logo após a fabricação, além de geometrias antes inatingíveis.
Antes da impressão, é feita a modelagem do objeto. Esta modelagem pode ser feita a partir de um software de concepção ou com uma digitalização em 3 dimensões, como o pacote CAD ou scanner 3D. Assim, um computador manda as informações para a impressora, que, geralmente, aquece a matéria-prima e desenvolve o modelo com várias finas camadas. A principal característica é a possibilidade em criar praticamente qualquer forma geométrica.
Figura 17 - Figura de uma impressora 3D atual (Eduardo Anizelli/Reprodução, 2013)
Normalmente, é utilizado na impressão 3D alguns tipos de plásticos ou metais durante a confecção das peças. Relacionado aos materiais metálicos empregues, podemos destacar a utilização do alumínio, titânio, ouro e o cobalto.
O alumínio é bastante utilizado em situações em que faz necessário geometrias complexas. É durável, resistente, ideal para situações em alta pressão e possui baixo peso. O titânio é extremamente leve e resistente à corrosão. Devido à sua biocompatibilidade, o mesmo é usado juntamente com a indústria médica na fabricação de implantes. Além disso, sua utilização é destacada em indútrias de alto desempenho, como a automobilística e a aeronáutica. O ouro é usado principalmente devido ao seu valor econômico. É observado em jóias e artigos de luxo na qual sua utilização dá um destaque especial à peça.
Por fim, o cobalto também é usado na indústria médica para a criação de próteses e coroas odontológicas devido à sua precisão e a aparência refinada. Também são aplicados em turbinas devido a resistência com altas temperaturas. Vale lembrar que diversas outras ligas são usadas em impressoras 3D, contudo, não tem tanto destaque quanto às citadas.
No caso dos implantes odontológicos, a utilização do titânio é amplamente feita devido às suas características, como a resistência a corrosão, baixa rejeição, durabilidade e, principalemente, a ósseointegração.
Figura 18 - Impressora EOSint 280 (EOS, 2018)
2.7Utilização de Fármacos
Historicamente, a utilização de fármacos de forma subcutânea é amplamente utilizada em operações médicas com o intuito de realizar uma administração contínua e localizada do medicamento. Para tal, utiliza-se uma matriz com fármacos dissolvidos de forma que a a concentração fornecida ao paciente possa ser controlada.
O resultado obtido em um pós-operatório em implantes dentários é difícil de prever. Alterações antes, durante ou após a operação podem gerar grandes impactos na ossointegração, fazendo com que seja necessário um planejamento bem estruturado a fim de que complicações possam ser evitadas.
São conhecidos dois grandes grupos de fármacos utilizados em operações bucais: Bactericidas e os bacteriostáticos. Enquanto o primeiro elimina os microorganismos, o segundo evita o desenvolvimento deles (HENRIQUE, 2016). Deve-se ter em mente que a utilização dos bactericidas deve ser letal para os organismos invasores e não ter nenhum efeito no hospedeiro. A liberação desta medicação pode ser feita a partir de um reservatório ou de maneira matricial.
2.7.1 Liberação do Fármaco por Reservatório
existe a possibilidade de criação de dispositivos com os mais variados tamanhos e formas (HENRIQUE, 2016).
Figura 19 - Representação da estrutura do sistema reservatório (FIALHO; CUNHA JÚNIOR, 2007)
Para a liberação do fármaco a partir do processo de difusão, é utilizada a penetração de um solvente (normalmente água). Deve-se ter em mente que quanto maior o tamanho das moléculas do fármaco ou menor o espaço entre as cadeis poliméricas, mais demorado será a difusão do mesmo.
2.7.2 Liberação do Fármaco por Matricial
No sistema matricial o fármaco fica dissolvido na matriz polimérica (Figura 19). Neste caso, o fármaco pode estar dissolvido na matriz (baixas concentrações do fármaco) ou disperso (fármaco esta acima de sua solubilidade na matriz). Um ou mais processos são capazes de administrar a liberação do fármaco, dependendo do polímero e das suas propriedades.
Em matrizes insolúveis, como as feitas com ceras ou polímeros insolúveis em água, a liberação do remédio é feita a partir do processo de difusão. Já em matrizes hidrofílicas, a liberação é feita a patir da difusão ou erosão (após o contato com o solvente, a camada fica com uma forma gelificada e o fármaco é liberado) (ANA, 2016).
CAPÍTULO III
3 MEDIÇÕES E ANÁLISE DOS RESULTADOS
Para complementação dos estudos feitos foi realizado um estudo prático relacionado à medição do parâmetros citados. Ele foi executado pela estudante do curso de Engenharia Mecânica, Lara Santos auxiliada pelo estudante de pós-graduação Lucas Paiva Vieira, e cedidas para a finalização deste trabalho. A amostra plana de aço inox fabricada pela impressora 3D EOSint 280 possui 50 mm de comprimento por 35 mm de largura por 5 mm de altura. Foram feitas 10 medições, sendo 5 na posição horizontal e 5 na posição vertical com um Lc = 12,5 mm
e um Cutoff = 2,5 mm. Esta disposição é melhor observada na Figura 21 e Figura 22 abaixo:
Figura 21 - Amostra utilizada na medição (SANTOS, 2018)
Figura 22 - Foto da amostra ( SANTOS, 2018)
Os resultados obtidos de todas as medições estão dispostos abaixo. Para melhor identificação, os símbolos da tabela são codificados como:
• H2: Horizontal na posição 2 • H3: Horizontal na posição 3 • H4: Horizontal na posição 4 • H5: Horizontal na posição 5 • V6: Vertical na posição 6 • V7: Vertical na posição 7 • V8: Vertical na posição 8 • V9: Vertical na posição 9 • V10: Vertical na posição 10
Tabela 4 - Valores Horizontais (Adaptado de SANTOS, 2018)
Tabela 5 - Valores Verticais (Adaptado de SANTOS, 2018)
Com os valores obtidos, tem-se as tabelas 6 até 9 dispostas a seguir:
H1 H2 H3 H4 H5
Ra [μm] 4,2300 4,1900 4,3100 4,3000 4,8500 Rq [μm] 5,2100 5,0100 5,0500 5,3600 6,0100 Rt [μm] 34,4000 29,4000 28,5000 34,9000 42,9000 Rz [μm] 21,9000 20,9000 19,8000 23,0000 25,8000 Ry [μm] 28,2000 27,4000 24,7000 34,9000 35,3000 Rmax [μm] 28,2000 27,4000 24,7000 34,9000 35,3000 RSm [μm] 267,0000 270,0000 358,0000 240,0000 293,0000
Rsk -0,4200 -0,0097 -0,1620 -0,4130 0,2470 Rku 3,2600 2,8200 2,7200 4,1200 4,5300 Rdq [º] 11,5000 10,2000 10,4000 10,7000 12,0000
V6 V7 V8 V9 V10
Ra [μm] 4,7800 4,5300 4,6400 5,0200 5,0700 Rq [μm] 5,8900 5,5500 5,8200 6,8200 6,5000 Rt [μm] 43,5000 33,1000 44,0000 50,1000 52,5000 Rz [μm] 26,9000 25,5000 28,0000 30,0000 31,7000 Ry [μm] 40,9000 30,6000 40,5000 50,1000 48,3000 Rmax [μm] 40,9000 30,6000 40,5000 50,1000 48,3000 RSm [μm] 211,0000 218,0000 208,0000 248,0000 203,0000
Tabela 6 - Valores do Desvio Horizontal (Adaptado de SANTOS, 2018)
Tabela 7 - Medições obtidas (Adaptado de SANTOS, 2018)
Tabela 8 - Medições do Desvio Vertical (Adaptado de SANTOS, 2018)
H1 H2 H3 H4 H5
Ra [μm] 0,1460 0,1860 0,0660 0,0760 -0,4740 Rq [μm] 0,1180 0,3180 0,2780 -0,0320 -0,6820 Rt [μm] -0,3800 4,6200 5,5200 -0,8800 -8,8800 Rz [μm] 0,3800 1,3800 2,4800 -0,7200 -3,5200 Ry [μm] 1,9000 2,7000 5,4000 -4,8000 -5,2000 Rmax [μm] 1,9000 2,7000 5,4000 -4,8000 -5,2000 RSm [μm] 18,6000 15,6000 -72,4000 45,6000 -7,4000 Rsk 0,2685 -0,1418 0,0105 0,2615 -0,3985 Rku 0,2300 0,6700 0,7700 -0,6300 -1,0400 Rdq [º] -0,5400 0,7600 0,5600 0,2600 -1,0400
VARIÂNCIA HORIZONTAL Ra [μm] 0,0581
Rq [μm] 0,1317
Rt [μm] 26,3176
Rz [μm] 4,2216
Ry [μm] 18,0280
Rmax [μm] 18,0280
RSm [μm] 1593,0400
Rsk 0,0639
Rku 0,5146
Rdq [º] 0,4664
MÉDIA HORIZONTAL Ra [μm] 4,3760
Rq [μm] 5,3280
Rt [μm] 34,0200
Rz [μm] 22,2800
Ry [μm] 30,1000
Rmax [μm] 30,1000
RSm [μm] 285,6000
Rsk -0,1515
Rku 3,4900
Rdq [º] 10,9600
V6 V7 V8 V9 V10
Tabela 9 - Medições obtidas (Adaptado de SANTOS, 2018)
Com os dados obtidos, pode-se verificar que, para as medições horizontais e verticais, a Rugosidade Média, Largura Média, Skewness e Kurtosis assemelham-se bastante devido ao fato de que o processo de impressão da amostra não beneficia alguma das direções, deste modo, ele possui um comportamento semelhante ao isotrópico, ou seja, parecido em todas as direções. As demais variáveis possuem valores com grandezas distintas. Este acontecimento pode ser baseado em vários fatos, como os possíveis erros de medição ou obtenção dos dados.
Levando em conta a questão dos fármacos, vale levantar alguns pontos. Como este trabalho utilizou amostras planas para a realização dos testes, a geometria do implante não foi levada em consideração. Contudo, foi realizada uma revisão bibliográfica a fim de que este tema seja abordado. Existem diversos fatores que devem ser levados em consideração neste ponto, entre eles, vale citar a espessura, ângulo, passo e profundidade da rosca, entre outros.
Uma vez que a tensão é concentrada no local de contato com o osso (KOHN et al., 1992), existe uma grande influência do tipo da rosca utilizado. Atualmente, no comércio existem 4 tipos de rosca: triangular, quadrada, trapeizoidal e arredondada (Fig. 23). É recomendado que o topo de rosca seja arredondado, pois seria aliviado a concentração do tensões (ALBERKTSSON et al., 1993), além do fato de que quanto menor o passo, maior será a área de superfície de contato e mais fácil a inserção na cavidade bucal, melhorando a distribuição do estresse.
VARIÂNCIA VERTICAL
Ra [μm] 0,0440
Rq [μm] 0,2204
Rt [μm] 45,2944
Rz [μm] 4,8536
Ry [μm] 47,7376
Rmax [μm] 47,7376
RSm [μm] 254,6400
Rsk 0,0177
Rku 0,2665
Rdq [º] 1,5456
MÉDIA VERTICAL
Ra [μm] 4,8080
Rq [μm] 6,1160
Rt [μm] 44,6400
Rz [μm] 28,4200
Ry [μm] 42,0800
Rmax [μm] 42,0800
RSm [μm] 217,6000
Rsk -0,0877
Rku 4,0960
Figura 23 - Rosca Triangular, Quadrada, Trapeizoidal e Arredpmdada, respectivamente (Adaptado de PELLIZER, 2009)
Estudos realizados com 3 tipos de roscas (triangular, quadrada e trapezoidal) chegaram a conclusão de que a um torque reverso aliado à rosca quadrada geravam maior contato entre o osso e o implante (STEIGENGA et al., 2004). Além disso, também foi observado que os implantes com rosca, quando comparados aos sem rosca, aumentaram cerca de 30% o travamento do mesmo com o paciente, contribuindo para a estabilidade prolongada (HUANG et al.,2008).
Como conclusão relacionado aos implantes rosqueados, é disposto que não existe um desenho ideal para todas as situações, ou seja, cada contexto implica em um tipo diferente de rosca, objetivando uma maior facilidade na inserção, uma melhor distribuição de forças ou travamento. Para exemplificar, temos Tabela 10 abaixo:
Tabela 100 - Considerações dos Implantes Rosqueados (Adaptado de PELLIZZER, 2009)
Formato da
Rosca de InserçãoFacilidade Travamento do Implante Distribuição das Forças Triangular Ótima Regular Regular
Quadrada Regular Ótimo Ótima
Trapezoidal Boa Bom Boa
Como a questão atual é o formato da rosca, caso fosse possível realizar testes com um implante com um tipo de rosca desejado, o melhor seria o trapezoidal devido ao fato de ser o mais regular de todos, ou seja, é bom em todos os fatores que poderiam auxiliar o implante durante e depois da deposição na cavidade bucal do paciente.
Além disso, de acordo aos estudos feitos antes da execução deste trabalho por Wennerberg e Albrektsson (2009), é observado que a superfície do material possui uma rugosidade bastante alta (Ra = 2 μm). Assim, a fim de que a rugosidade ideal seja obtida (maior
que 2 μm), seria necessário um trabalho extra no tratamento químico da peça para a adequação do parâmetro. Tem-se também que a utilização de um outro material na confecção da mesma poderia ser uma solução em mente.
Definido a questão da rosca, é voltado as atenções para a liberação do fármaco de maneira controlada. Deve-se ter em mente que o mesmo necessita de uma boa biocompatibilidade, uma grande disponibilidade do medicamento, não altere a forma ou os parâmetros mecânicos do implante e uma aceitação do paciente. Além disso, uma liberação lenta busca aumentar a eficácia local e a repetição da administração do medicamento, quando comparado com a liberação convencional (Figura 34) evitando que a doença possa afetar o paciente ao longo do período de recuperação (BLUCHER, 2007).
Figura 24 - Liberação do fármaco de maneira convencional e controlada. Adaptado de KUMAR (2000)
e da matriz enquanto a liberação da droga é controlada pela morfologia, porosidade e composição da membrana. (HUANG et al., 2003). Outro exemplo são os hidrogéis, redes macromoleculares de polímeros hidrofílicos que podem encolher ou expandir de volume ao contato com fluidos, pois a resistência à tração, biocompatibilidade alta permeabilidade e hidrofilia são características que fazem destes materiais uma boa opção (PARK, 1999).
CAPÍTULO IV
CONCLUSÕES
De acordo com os dados levantados e da revisão da literatura, foi observado que a utilização da manufatura aditiva para a criação de amostras de implantes odontológicos é algo bastante promissor. Além disso, foi demonstrado que a rugosidade encontrada a partir dos testes, uma média de aproximadamente 4,50 µm, deve passar por processos que possam aumentar a rugosidade até um nível que Wennerberg e Albrektsson analisaram como o ideal, cerca de 2,12 µm.
4 REFERÊNCIAS BIBLIOGRÁFICAS
AGOSTINHO, O.L.; RODRIGUES, A.C.L.; LIRANI, J. Tolerâncias, ajustes, desvios e análise de dimensões. Ed. Edgard Blucher, São Paulo, 1995.
ALBREKTSSON, T. On long-term maintenance of the osseointegrated response. Aust Prosthodont J. 7(Suppl):15-24, 1993
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. Especificações Geométricas do Produto (GPS) – Rugosidade: método do perfil – Termos, definições e parâmetros de rugosidade. 2002.
BLUCHER, A. G. V. Dispositivos para Liberação Lenta de Clorexidina para Prevenção de Periimplantite. Rio de Janeiro: Instituto Militar de Engenharia, 2007.
BRUNETTI, C. Efeito da Rugosidade de Atrito estático de Pisos Cerâmicos. Santos: Congresso Anual da ABM, 2008.
CROZARA, M. A. Estudo do consumo de medicamentos em hospital particular. São Paulo, 2001. 133 p. [Dissertação de Mestrado – Faculdade de Ciências Farmacêuticas – Universidade de São Paulo].
DUARTE, H. Descubra como surgiu a impressora 3D. Disponível em: <
http://www.techtudo.com.br/dicas-e-tutoriais/noticia/2014/04/descubra-como-surgiu-impressora-3d.html>. Acesso em: 30/11/2017.
FIALHO, S. L.; JÚNIOR, A. S. C. Sistemas de transporte de drogas para o segmento posterior do olho: bases fundamentais e aplicações. Arq. Bras. Oftalmol., São Paulo , v. 70, n. 1, p. 173-179, Feb. 2007
FILHO, F. M; FILHO, J. S. Apostila de Metrologia. Rio de Janeiro: 2009.
HENRIQUE, A. S. R. Sistemas Terapêuticos implantáveis de Liberação Prolongada de Fármacos. Universidade Lusófona de Humanidades e Tecnologias, 2014.
HUANG, K.L.; HSU, J.T.; FUH L.J.; TU M.G.; KO C.C.; SHRN Y.W. Bone stress and interfacial sliding analysis of implant designs on an immediately loaded maxillary implant: a non-linear finite element study. J. Dent. 36(6):409-17, 2008
JOSSO, B.; BURTON, D. R.; LALOR, M. J. Frequency normalised wavelet transform for surface roughness analysis and characterisation. Wear, v. 252, n. 5, p. 491-500, 2002.
KUMAR, M. N. V. R. A review of chitin and chitosan applications. Reative & Funcional Polymers, vol.46, 2000.
MACHADO, A. Avaliação da Rugosidade em Superfícies Complexas. Joinville, 2009. MAIA, R.; CORRADI, D. Topografia de Superfícies e Superfície de Contato. 2017. 42 Slides.
NASCIMENTO, M. C. Medicamentos: ameaça ou apoio à saúde?: vantagens e perigos do uso de produtos da indústria farmacêutica mais consumidos no Brasil: vitaminas, analgésicos, antibióticos e psicotrópicos. Rio de Janeiro: Vieira e Lent, 2003, 200p.
NETO, O. S. Rugosidade. Santa Catarina: Curso de Engenharia Mecânica, 2015.
OLYMPUS, C.. Parámetros (2D) de Rugosidad. Disponível em: <https://www.olympus-ims.com/es/knowledge/metrology/roughness/2d_parameter/>. Acesso em: 05 nov. 2018.
PARK, K. Biodegradable Hidrogels for Drug Delivery. Technomic Publishing Co. Inc., Lancaster, USA, 1999.
PELLIZZER, E. P. Geometria das Roscas dos Implantes: Revisão de Literatura. São Paulo: Universidade Federal de São Paulo, 2009.
SANTOS, L. C. P. Análise de rugosidade e energia superficial de amostra fabricada por manufatura aditiva visando aplicação em implantes dentários. 2018, 50 f. Trabalho de Conclusão de Curso - Universidade Federal de Uberlândia, Uberlândia.
SILVA, A.; RIBEIRO, C. T.; DIAS, J.; SOUZA, L. Desenho Técnico Moderno. Ed. LTC, 4ª ed., 475p. 2006.
STEIGENGA, J.; AL-SHAMMARI, K.; MISCH, C.; NOCITI, F.H.J.; WANG, H.L. Effects of implant thread geometry on percentage of osseointegration and resistance to reverse torque in the tibia of rabbits. J Periodontol. 75(9):1233-41, 2004.
ANEXO 1 – GRÁFICOS DAS MEDIÇÕES
Figura 25 - Horizontal na Posição 1 (Adaptado de SANTOS, 2018)
Figura 27 - Horizontal na Posição 3 (Adaptado de SANTOS, 2018)
Figura 29 - Horizontal na Posição 5 (Adaptado de SANTOS, 2018)
Figura 31 - Vertical na Posição 7 (Adaptado de SANTOS, 2018)
Figura 33 - Vertical na Posição 9 (Adaptado de SANTOS, 2018)