*e-mail: [email protected]
1. Introduction
The powder metallurgy process is replacing traditional metal forming operations because of its low relative energy consumption, high material utilization, and low capital cost1. Also the uniformity in reinforcement distribution
can be achieved by the powder metallurgy process to produce porous structures and this improves structural properties and also reproducibility2,3. Among all composite
materials, metal matrix materials are widely used in various applications in which Aluminum based Metal Matrix Composites (MMCs) are widely used in structural applications in the aerospace and automotive industries due to their high strength-to-weight ratio4. Furthermore
Aluminium Metal Matrix Composites are mostly used for producing porous parts like bearings because of its porous structure and it is suitable to serve as self-lubricated bearings5. Nowadays AMCs are synthesized with various
reinforcements such as graphite, SiC, Al2O3, TiC, VC, AlN, B4C, Si3N4, TiB2, AlB2 and MgB2[6-16]. Even though Titanium
dioxide (TiO2) possesses high hardness and modulus with superior corrosion resistance and wear resistance, it is not concentrated much by the recent researchers17. Al-TiO
2
composite system is one of the interesting material systems, and it has been produced by vortex casting and squeeze casting process and its properties are reported18. Also
Somaye Alamolhoda et al. produced TiAl/Al2O3 composite from Al-TiO2 powder mixtures using high-energy planetary ball mill through mechanical activation mechanism19. It
is proved that the addition of hard ceramic reinforcement particles increases wear resistance and hardness. However, the composites containing hard ceramic particles lack a solid lubricant, such as graphite20. Aluminium alloy–graphite
particulate composites (Al/Gr MMCs) exhibit improvement in mechanical properties, low friction and wear, reduced temperature rise at the wearing contact surface, excellent anti-seizure effects, improved machinability, low thermal expansion and high damping capacity because of graphite reinforcement21. Hybrid aluminium matrix composites
are produced with the addition of solid lubricant particles such as graphite along with hard ceramic particles to improve the tribological and self-lubricating properties of the composites22. The main drawback of the powder
metallurgy process is porosity in components after sintering. To decrease the porosity, many secondary processes are carried out to powder metallurgy components, among which powder forging is particularly suitable because of its cost and material saving advantages as well as the high production rates and property enhancement23. Narayanasamy et al.24
deined the term workability as the capacity of a material to withstand the induced internal stresses of forming before the splitting of material occurs. They also reported that, the workability of a material purely depends on the amount of ductile fracture presented in the material24. The workability
behavior for various ferrous and non- ferrous alloys and composites (Al-3.5%Al2O3, Al–5%SiC, Al-Fe, Fe-4%TiC and Fe-0.35C) have been studied by various researchers and reported under plane stress, uni-axial stress and tri-axial
Workability Studies on Al+2.5%TiO
2+Gr Powder Metallurgy
Composites During Cold Upsetting
Manickam Ravichandrana, Abdullah Naveen Saita*, Veeramani Anandakrishnanb
aDepartment of Mechanical Engineering, Chendhuran College of Engineering and Technology, Pudukkottai - 622507, India
bDepartment of Production Engineering, National Institute of Technology,
Tiruchirappalli - 620015, India
Received: December 20, 2013; Revised: November 17, 2014
Al+2.5%TiO2+Gr composites were synthesized through powder metallurgy technique and their workability behavior has been studied under tri-axial stress state condition. The powders were compacted using suitable punch and die in 400 kN hydraulic press and sintered at a temperature of about 590 °C for a period of 3 hours in an electric mufle furnace. The sintered preforms were characterized by XRD and SEM analysis. Then the preforms were subjected to incremental compressive loading of 10 kN until the cracks found at the free surface. The true axial stress (sz), true hoop stress (sө), true hydrostatic stress (sm) true effective stress (seff), formability stress index (β) and stress ratio parameters [(sz/seff), (sm/seff), (sө/seff)] were calculated for all the preforms and these are correlated with the true
axial strain (ez). It is inferred that, the addition of TiO2 and Gr to the Al matrix material increases the stress ratio parameters and formability stress index (β). A hardness test was also conducted for sintered and cold forged preforms and results are reported.
stress state conditions during cold as well as hot forging process25-30.
In the present study, Al matrix composites with 2.5 weight percentage of TiO2 and 2 & 4 weight percentage of graphite was synthesized through powder metallurgy route. The SEM and XRD analyses were carried out for the sintered powder metallurgy preforms. The as-sintered pure Aluminium, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr, and Al+2.5%TiO2+4%Gr compacts were cold upset forged to study the forming behavior. The various stresses like true axial stress (sz), true hoop stress (sө) and true hydrostatic stress (sm) induced during cold upsetting have been correlated with true axial strain (ez). The formability stress
index (β) and stress ratio parameters (sz/seff), (sm/seff) and (sө/seff) were also correlated with the true axial strain (ez).
2. Experimental Details
2.1. Materials
Atomized aluminium (Al) powder of particle size less than 325 μm and the purity 99.7% supplied by Kemphasol, Mumbai, India was used as matrix material. The rutile grade of titanium dioxide (TiO2) powder with an average particle size of 0.334 mm and purity 99.0% and graphite powders of size less than 10 mm supplied by the Acechemie (India) was used as reinforcements for the present work. The morphology of the as received Al powder particles is presented in Figure 1.
2.2. Blending, compaction and sintering
Al and TiO2 powders are accurately weighed and blended in ball mill to yield the different composites namely, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr, and Al+2.5%TiO2+4%Gr. The blending was carried out with balls and powders weight ratio of 5:1 and the speed of the drum was 100 rpm31 for a period of 10 hours32. XRD analysis
for Al+2.5%TiO2+2%Gr composite powders were carried out using PANalytical X’Pert X-ray diffractometer CuKα target, (λ=1.5418 Å). The powder mixtures were compacted into cylindrical billets of diameter 24 mm and the height 12 mm using hydraulic press of 400 kN capacity. Graphite mixed with lubricant oil was used as lubricant during compaction process. An indigenously developed ceramic coating was applied on the free surfaces of the compacts to avoid oxidation of the Aluminium matrix composites and dried under room temperature for a period of 12 hours24.
The ceramic coated compacts were sintered in an electric mufle furnace in the temperature range of (590±10) °C for a period of 3 hours and cooled to room temperature in the furnace. The SEM analysis was carried out for the sintered preforms using Quanta 250 FEG and XRD analysis was conducted by XPERT-PRO diiffractometer.
2.3. Cold upsetting
The sintered preforms were cleaned and measurements such as initial height (Ho), diameter (Do) and mass (m) were taken. The cold upsetting was carried out between two lat high speed steel dies with graphite lubricant at both of die contact surfaces, to ensure minimum friction. The incremental compressive load was applied on the cold
upset specimen in steps of 10 kN, until ine cracks appeared on its free surface. Figure (2-4) shows the preforms before and after deformation. After each interval of loading dimensional changes in the specimen such as height after deformation (HD), top contact diameter (DTC), bottom contact diameter (DBC), bulged diameter (DB) and density
Figure 1. SEM images of as received Aluminium powders.
Figure 2. Photograph showing upset preform before deformation.
Figure 3. Photograph showing circumferential cracks in cold upset Al+2.5%TiO2 P/M preform.
of the preform (ρf) were measured. Archimedes principle
was used to ind the actual densities of the preforms after each step of deformation. The measured values were used to calculate the true axial stresses (sz), true hoop stress (sө), true hydrostatic stress (sm), true effective stress (seff), formability stress index (β) and true axial strain (ez). These
workability parameters under tri-axial stress state conditions are calculated by using following expressions24,25.
The true hoop strain (eθ) can be determined by the following expression,
2 2
2
2 3
B C
O
D D
D θ= +
e (1)
Do, initial dia ; DB, bulge dia ; Dc, average surface contact dia The true hydrostatic stress (sm) is given by,
2 3
z
m θ
+
= s s
s (2)
The true hoop stress (sө) can be expressed by,
(1 2 ) (2 ) z
θ= + α+ α
s s (3)
Where α is Poisson’s ratio
The true effective stress (seff) is calculated by,
2 2 2 2
2
2 (
(2 1)
z z z
eff R z
R
θ θ θ θ
+ − + +
=
−
s s s s s s s
s s (4)
Where R is Relative Density of the preforms The formability index (β) is given by,
3 m
eff
β =
s
s (5)
Hardness tests have been conducted for sintered and cold forged pure Al, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr and Al+2.5%TiO2+4%Gr powder metallurgy preforms in Rockwell hardness testing machine, with a load of 100 kg using 1/16 inch ball indenter. The mean values of at least ive measurements conducted on different areas of each preforms was considered.
3. Results and Discussions
3.1. SEM analysis of sintered powder metallurgy
preforms
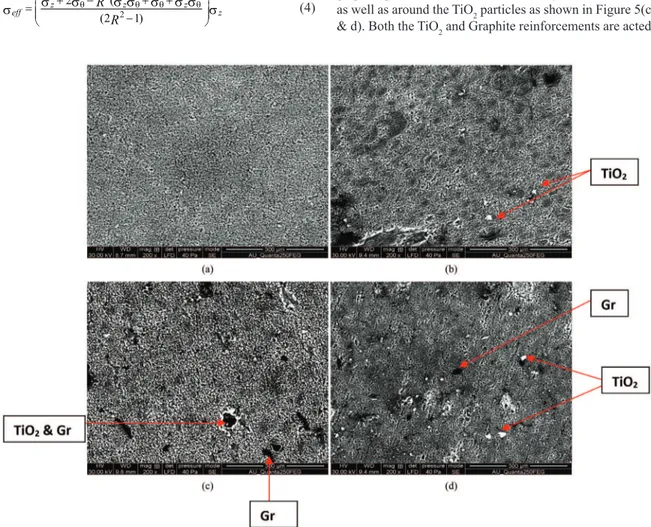
Figure 5(a-d) illustrates the SEM image of pure A l , A l + 2 . 5 % T i O2, A l + 2 . 5 % T i O2+ 2 % G r a n d Al+2.5%TiO2+4%Gr powder metallurgy sintered preforms. As can be seen, ine grain boundaries are formed in all composite preforms during sintering and pores also observed. From Figure 5(b-d), it can be observed that, the TiO2 particles are embedded within the Al matrix. The graphite particles also distributed evenly in the Al matrix as well as around the TiO2 particles as shown in Figure 5(c & d). Both the TiO2 and Graphite reinforcements are acted
as a pore closing agent and contributed to the decrease in porosity. It is very important that all particles should be homogeneously distributed in the mixture in order to obtain a good microstructure2. Here the selection of ball milling
parameters such as milling speed, milling time and ball to powder ratio are contributed to produce the compacts with uniform distribution of reinforcements.
3.2. XRD analysis
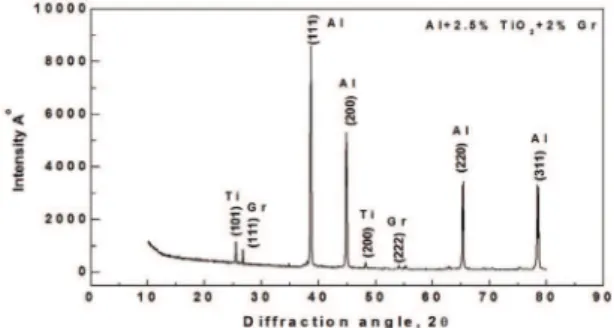
The XRD pattern of Al+2.5%TiO2+2%Gr milled composite powders is presented in Figure 6. The XRD results confirmed the presence of TiO2 and graphite particles in Aluminium matrix (JCPDS No. 80-1501). Figure 7 shows the XRD patterns of Pure Al, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr and Al+2.5%TiO2+4%Gr powder metallurgy preforms sintered at 590 °C. The peaks of Al, TiO2 (87-0920) and Gr (75-2078) were observed for the pure Al, Al+2.5%TiO2 composite and hybrid composite preforms. The Al peaks in (111), (200), (220) & (311) plane, TiO2 peaks in (101) & (200) plane and graphite peaks in (111) & (222) plane were observed. From the XRD pattern it is also observed that the peak broadening of Al increases with the
Figure 6. XRD pattern of milled Al+2.5%TiO2+2%Gr composite powders.
Figure 7. XRD patterns of sintered P/M preforms.
Figure 8. True axial stress (σz) versus True axial strain (εz).
addition of TiO2 and Gr reinforcements. Also the increased peak broadening was observed for sintered preforms. The reason could be, during sintering the Al matrix becomes solid solution structure. Also it has been observed from the XRD patterns, no intermetallic compounds were formed in as-milled and as-sintered conditions.
3.3. Stress analysis on powder metallurgy
preforms
The true axial stress (sz) versus true axial strain (ez) curve of pure Al, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr and Al+2.5%TiO2+4%Gr powder metallurgy compacts are presented in Figure 8. The true axial stress (sz) increases for any given true axial strain (ez) while increasing the reinforcement contents (TiO2 & Gr) in the compacts. The addition of 2.5 weight percentage of TiO2 in the pure Al matrix shows the increase in true axial stress (sz), also the
addition of 2% and 4% of Graphite to the Al+2.5%TiO2 composite further increases the axial applied load for the same level of true axial strain (εz). The increase in true
axial stress (sz) is because of addition of both TiO2 and
graphite reinforcements in Al matrix and it also contributes to the decrease in porosity. Narayanasamy et al. studied the workability behavior of Al-SiC composites and reported that, the SiC particulates obstruct the motion of dislocations and hence the stress required for further plastic deformation increases and the same author reported that ine graphite particles are contributed for the pore closing in powder metallurgy steel preforms33,34. In the present study both
TiO2 and graphite reinforcement contributed for the pore closing and it increases the true axial stress (sz). The same behavior also observed for the graph drawn between the other stresses like true hoop stress (sө) and true hydrostatic stress (sm) with true axial strain (ez) as shown in Figure 9
& 10. Addition of 2.5 weight percentage of TiO2 to the Al matrix and addition of 2 & 4 weight percentage of graphite to the Al+2.5%TiO2 composite increases true hoop stress (sө) and true hydrostatic stress (sm) under tri-axial stress state conditions. Also higher true axial strain (better deformation) was observed for the pure Aluminium preforms with the lower applied stress, however for Al+2.5%TiO2 composite and Al+2.5%TiO2+2%Gr & Al+2.5%TiO2+4%Gr hybrid composite preforms shows lower true axial strain (ez) with
the higher applied stress because of obstacles created by the reinforcements for dislocation during plastic deformation.
3.4. Workability behavior of P/M Al-TiO2
composite preform
Figure 11 illustrates the graph between the formability stress index (β) and true axial strain (ez) for the pure Al, Al+2.5%TiO2, Al+2.5%TiO2+2%Gr and Al+2.5%TiO2+4%Gr powder metallurgy preforms. It has been observed from the graph that, the formability stress index (β) increases with increase in true axial strain (ez) for all the preforms tested. Further the addition of 2.5 weight percentage of TiO2 to the Al matrix and 2 & 4 weight percentage of graphite to the Al+2.5%TiO2 composite increases the formability stress index (β). The reason for the increase in formability stress index (β) is due to the increase in relative density and true hydrostatic stress (sm) during cold upsetting of sintered composite preforms. These results are well agreed with indings of 4%TiC-Steel composites tested under tri-axial stress state condition29.
Figure 12-14 shows the graph between the stress ratio parameters [(sz/seff), (sm/seff) & (sө/seff)] and the true axial
Figure 10. True hydrostatic stress (σm) versus True axial strain (εz).
Figure 11. Formability stress index (β) versus True axial strain (εz).
Figure 12. Stress ratio parameter (σz/σeff) versus True axial strain (εz).
strain (ez) for all the preforms and it has been observed that
the stress ratio parameter also increases with increase in true axial strain (ez). The increase in weight percentage of reinforcements also increases the stress ratio parameters. The reason for the increase in all the stress ratio parameters could be the amount of porosity. The presence of pores in pure Aluminium preform was bigger and more than the composite preforms. The decrease in porosity of composite preforms increases the stress ratio parameters [(sz/seff), (sm/seff) & (sө/seff)]. The similar kind of trend was observed for all the three stress ratio parameters drawn against true axial strain (ez).
3.5. Hardness of the powder metallurgy preforms
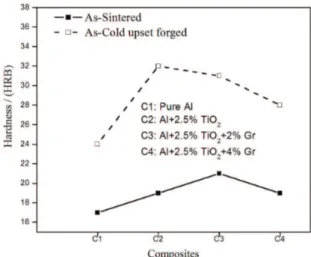
Figure 15 shows the hardness of sintered and cold forged preforms. The hardness increases with the addition of 2.5 weight percentage of TiO2 to the soft aluminium matrix. The brittle phase of TiO2 contributed to the increase in hardness value. Zhangwei Wang et al. reported for Al-SiC composites that, the addition of Al-SiC particles also increases the hardness of the composite34. The addition
of 2 weight percentage of graphite to the Al+2.5%TiO2 composite increases the hardness. However, addition of 4 weight percentage of graphite decreases the hardness value of the composite. The hardness decreases with increasing graphite content, because of soft nature of graphite35. Also
the increased amount of graphite particles together with the increased tendency of crack initiation an propagation at the graphite-metal interface are the responsible for the decrease in hardness36. The lower hardness values were obtained
for sintered specimens and higher values are observed for the cold forged specimens, since the pores are closed and occupied by the reinforcements during cold upset forging. The maximum hardness values were obtained for the cold forged preforms containing 2.5 weight percentages of TiO2 particles. The pore closing mechanism and presence of hard phase in the composite contributed to the increase in hardness after cold upsetting.
4. Conclusions
• Al+2.5%TiO2+Gr hybrid composite was synthesized
through powder metallurgy technique and its workability behavior was studied during cold upsetting test under tri-axial stress condition. • The sintered preforms were characterized by SEM
and XRD analyses and it reveals that the uniform distribution of reinforcements (TiO2 & Gr). The true axial stress (sz), true hoop stress (sө) and true hydrostatic stress (sm) increases with the addition of
TiO2 and Gr particles in pure Al matrix during cold upsetting.
• The formability stress index (β) increases with the addition of 2.5 weight percentage of TiO2 and 2 & 4 weight percentage of Gr reinforcements in pure Al matrix during cold upsetting.
• The stress ratio parameters [(sz/seff), (sθ/seff) & (sm/seff)] also increases with the addition of TiO2 and increase in weight percentage of graphite. It is also found to be higher for the preform containing 2.5 weight percentage of TiO2 and 4 weight percentages of graphite and lower for the pure Al preform. • The addition of 2.5 weight percentage of TiO2
increases the hardness of the preforms and addition of 4 weight percentage of graphite to the Al+2.5%TiO2 composite decreases the hardness.
Figure 14. Stress ratio parameter (σm/σeff) versus True axial strain (εz).
Figure 15. Hardness of as-sintered and as-cold forged Aluminium P/M preforms.
References
1. Wang J and Danninger H. Dry sliding wear behavior of molybdenum alloyed sintered steels. Wear. 1998; 222(1):49-56. http://dx.doi.org/10.1016/S0043-1648(98)00279-8.
2. Torralba JM, Costa CE and Velasco F. P/M aluminum matrix composites: an overview. Journal of Materials
Processing Technology. 2003; 133(1-2):203-206. http://dx.doi. org/10.1016/S0924-0136(02)00234-0.
3. Dewidar MM, Yoon H-C and Lim JK. Mechanical
4. Ahamed H and Senthilkumar V. Consolidation behavior of mechanically alloyed aluminum based nanocomposites reinforced with nanoscale Y2O3/Al2O3 particles. Materials Characterization. 2011; 62(12):1235-1249. http://dx.doi. org/10.1016/j.matchar.2011.10.011.
5. Hayajneh MT, Hassan AM and Mayyas AT Mohammed T. Artificial neural network modeling of the drilling process of self-lubricated aluminum/alumina/graphite hybrid composites synthesized by powder metallurgy technique. Journal of Alloys and Compounds. 2009; 478(1-2):559-565. http://dx.doi. org/10.1016/j.jallcom.2008.11.155.
6. Mahdavi S and Akhlaghi F. Effect of the graphite content on the tribological behavior of Al/Gr and Al/30SiC/Gr composites processed by In Situ Powder Metallurgy (IPM) method. Tribology Letters. 2011; 44(1):1-12. http://dx.doi.org/10.1007/ s11249-011-9818-2.
7. Hassani A, Bagherpour E and Qods F. Influence of pores on workability of porous Al/SiC composites fabricated through powder metallurgy + mechanical alloying. Journal of Alloys and Compounds. 2014; 591:132-142. http://dx.doi. org/10.1016/j.jallcom.2013.12.205.
8. Vedani M, D’Errico FD and Gariboldi E. Mechanical and fracture behaviour of aluminium-based discontinuously reinforced composites at hot working temperatures. Composites Science and Technology. 2006; 66(2):343-349. http://dx.doi. org/10.1016/j.compscitech.2005.04.045.
9. Nemati N, Khosroshahi R, Emamy M and Zolriasatein A.
Investigation of microstructure, hardness and wear properties of Al–4.5 wt.% Cu–TiC nanocomposites produced by mechanical milling. Materials & Design. 2011; 32(7):3718-3729. http:// dx.doi.org/10.1016/j.matdes.2011.03.056.
10. Ruiz-Navas EM, Fogagnolo JB, Velasco F, Ruiz-Prieto JM and Froyen L. One step production of aluminium matrix composite powders by mechanical alloying. Composites. Part A: Applied Science and Manufacturing. 2006; 37(11):2114-2120. http:// dx.doi.org/10.1016/j.compositesa.2005.11.016.
11. Abdoli H, Salahi E, Farnoush H and Pourazrang K. Evolutions
during synthesis of Al–AlN-nanostructured composite powder by mechanical alloying. Journal of Alloys and Compounds. 2008; 461(1–2):166-172. http://dx.doi.org/10.1016/j. jallcom.2007.07.054.
12. Varol T, Canakci A and Ozsahin S. Artificial neural network modeling to effect of reinforcement properties on the physical and mechanical properties of Al2024–B4C composites produced by powder metallurgy. Composites. Part B: Engineering. 2013; 54:224-233. http://dx.doi.org/10.1016/j. compositesb.2013.05.015.
13. Fogagnolo JB, Velasco F, Robert MH and Torralba JM. Effect of mechanical alloying on the morphology, microstructure and properties of aluminium matrix composite powders. Materials Science and Engineering A. 2003; 342(1-2):131-143. http:// dx.doi.org/10.1016/S0921-5093(02)00246-0.
14. Cook BA, Peters JS, Harringa JL and Russell AM. Enhanced wear resistance in AlMgB14–TiB2 composites. Wear. 2011; 271(5-6):640-646. http://dx.doi.org/10.1016/j. wear.2010.11.013.
15. Kubota M, Kaneko J and Sugamata M. Properties of
mechanically milled and spark plasma sintered Al–AlB2 and Al–MgB2 nano-composite materials. Materials Science and Engineering A. 2008; 475(1–2):96-100. http://dx.doi. org/10.1016/j.msea.2007.02.130.
16. Sivasankaran S, Sivaprasad K, Narayanasamy R and Iyer VK. Synthesis, structure and sinterability of 6061 AA100−x–x
wt.% TiO2 composites prepared by high-energy ball milling.
Journal of Alloys and Compounds. 2010; 491(1-2):712-721. http://dx.doi.org/10.1016/j.jallcom.2009.11.051.
17. Feng CF and Froyen L. Formation of Al3Ti and Al2O3 from an Al–TiO2 system for preparing in-situ aluminium matrix composites. Composites. Part A, Applied Science and Manufacturing. 2000; 31(4):385-390. http://dx.doi. org/10.1016/S1359-835X(99)00041-X.
18. Alamolhoda S, Heshmati-Manesh S and Ataie A. Mechano-thermal treatment of TiO2-Al powder mixture to prepare TiAl/ Al2O3composite. Metals and Materials International. 2011; 17(5):743-748. http://dx.doi.org/10.1007/s12540-011-1008-0.
19. Gui M and Kang SB. Aluminum hybrid composite coatings
containing SiC and graphite particles by plasma spraying. Materials Letters. 2001; 51(5):396-401. http://dx.doi. org/10.1016/S0167-577X(01)00327-5.
20. Akhlaghi F and Pelaseyyed SA. Characterization of aluminum/ graphite particulate composites synthesized using a novel method termed in-situ powder metallurgy. Materials Science and Engineering A. 2004; 385(1-2):258-266. http://dx.doi. org/10.1016/j.msea.2004.06.050.
21. Altunpak Y, Ay M and Aslan S. Drilling of a hybrid Al/SiC/Gr metal matrix composites. International Journal of Advanced Manufacturing Technology. 2012; 60(5-8):513-517. http:// dx.doi.org/10.1007/s00170-011-3644-4.
22. Zhang XQ, Peng YH, Li MQ, Wu SC and Ruan XY. Study of workability limits of porous materials under different upsetting conditions by compressible rigid plastic finite element method. Journal of Materials Engineering and Performance. 2000; 9(2):164-169. http://dx.doi.org/10.1361/105994900770346114.
23. Narayanasamy R, Ramesh T and Pandey KS. Workability
studies on cold upsetting of Al–Al2O3 composite material. Materials & Design. 2006; 27(7):566-575. http://dx.doi. org/10.1016/j.matdes.2004.12.005.
24. Narayanasamy R, Anandakrishnan V and Pandey KS. Effect
of geometric work-hardening and matrix work-hardening on workability and densification of aluminium–3.5% alumina composite during cold upsetting. Materials & Design. 2008; 29(8):1582-1599. http://dx.doi.org/10.1016/j. matdes.2007.11.006.
25. Ramesh T, Prabhakar M and Narayanasamy R. Workability studies on Al–5%SiC powder metallurgy composite during cold upsetting. International Journal of Advanced Manufacturing Technology. 2009; 44(3-4):389-398. http://dx.doi.org/10.1007/ s00170-008-1880-z.
26. Narayanasamy R, Ramesh T and Pandey KS. Workability
studies on cold upsetting of Al–Al2O3 composite material. Materials & Design. 2006; 27(7):566-575. http://dx.doi. org/10.1016/j.matdes.2004.12.005.
27. Narayanasamy R, Ramesh T and Pandey KS. Some aspects on
workability of aluminium–iron powder metallurgy composite during cold upsetting. Materials Science and Engineering A. 2005; 391(1-2):418-426. http://dx.doi.org/10.1016/j. msea.2004.09.018.
28. Narayanasamy R, Senthilkumar V and Pandey KS. Some
aspects of workability studies on P/M sintered high strength 4% Titanium carbide composite steel preforms during cold upsetting. International Journal of Mechanics and Materials in Design. 2006; 3(1):39-57. http://dx.doi.org/10.1007/s10999-006-9012-0.
30. Narayanasamy R, Ramesh T and Prabhakar M. Effect of particle size of SiC in aluminium matrix on workability and strain hardening behaviour of P/M composite. Materials Science and Engineering A. 2009; 504(1-2):13-23. http://dx.doi. org/10.1016/j.msea.2008.11.037.
31. Randall M. Powder metallurgy science. 2nd ed. New Jersey: Metal Powder Industries; 1984, p. 174.
32. Son HT, Kim TS, Suryanarayana C and Chun BS. Homogeneous
dispersion of graphite in a 6061 aluminum alloy by ball milling. Materials Science and Engineering A. 2003; 348(1-2):163-169. http://dx.doi.org/10.1016/S0921-5093(02)00749-9.
33. Narayanasamy R, Anandakrishnan V and Pandey KS. Effect
of carbon content on workability of powder metallurgy steels. Materials Science and Engineering A. 2008; 494(1-2):337-342. http://dx.doi.org/10.1016/j.msea.2008.04.022.
34. Wang Z, Song M, Sun C, Xiao D and He Y. Effect of extrusion and particle volume fraction on the mechanical properties of SiC reinforced Al–Cu alloy composites. Materials Science and Engineering A. 2010; 527(24-25):6537-6542. http://dx.doi. org/10.1016/j.msea.2010.07.017.
35. Zhang M, Yang X, Liu Y, Cao Z, Cheng L and Pei Y. Effect of graphite content on wear property of graphite/Al2O3/ Mg-9Al-1Zn-0.8Ce composites. Transaction of Nonferrous Metals Society of China. 2010; 20(2):207-211. http://dx.doi. org/10.1016/S1003-6326(09)60122-9.

![Figure 12-14 shows the graph between the stress ratio parameters [(s z /s eff ), (s m /s eff ) & (s ө /s eff )] and the true axial](https://thumb-eu.123doks.com/thumbv2/123dok_br/18880458.422512/5.765.67.375.494.745/figure-shows-graph-stress-ratio-parameters-true-axial.webp)