Renato Alexandre Machado Alves
Desenvolvimento de um Fluxo de Materiais
Puxado num Sistema Produtivo em
Job Shop
Dissertação de Mestrado
Mestrado em Engenharia Industrial
Trabalho efetuado sob a orientação do
Professor Rui Manuel de Sá Pereira de Lima
DECLARAÇÃO
Nome: Renato Alexandre Machado Alves
Endereço eletrónico: renatoamalves@gmail.com Telefone: +351 918 897 319 Bilhete de Identidade/Cartão do Cidadão: 14614881
Título da dissertação: Desenvolvimento de um Fluxo de Materiais Puxado num Sistema Produtivo em Job Shop.
Orientador: Professor Rui Manuel de Sá Pereira de Lima
Ano de conclusão: 2017
Mestrado em Engenharia Industrial
É AUTORIZADA A REPRODUÇÃO INTEGRAL DESTA DISSERTAÇÃO APENAS PARA EFEITOS DE INVESTIGAÇÃO, MEDIANTE DECLARAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE COMPROMETE.
Universidade do Minho, _____/_____/_________
Dedicado à memória do meu avô
Alberto de Sá Machado
A
GRADECIMENTOS
A realização deste projeto seria de todo impossível sem o auxílio de certos intervenientes e entidades que através do seu apoio providenciaram todas as condições para que este trabalho fosse executado da melhor maneira possível. As próximas palavras de agradecimento são para essas pessoas sendo que é impossível transpor para umas simples linhas toda a importância do seu contributo.
Em primeiro lugar, ao meu orientador académico, Professor Rui Manuel de Sá Pereira de Lima, por ter abraçado este projeto e por toda a orientação e conselhos vitais na definição do rumo deste trabalho, assim como a sua total disponibilidade em acompanhar o seu desenvolvimento.
À instituição Leica- Aparelhos óticos de precisão, S.A. pela oportunidade de desenvolver o meu projeto no seu seio e por me ter acolhido muito bem desde o primeiro dia e me ter fornecido sempre as melhores condições e ferramentas para que pudesse desempenhar as minhas funções com a maior qualidade possível.
Ao meu supervisor e chefe de secção, Eng.º. Bruno Afonso, que sempre se mostrou disponível e interessado no trabalho que estava a ser realizado, pelo atendimento com a máxima prontidão possível de todos os pedidos e todas as horas despendidas em reuniões de esclarecimento de dúvidas e sugestões relativas ao projeto.
Aos meus colegas do Planeamento e da Engenharia, que sempre se mostraram extremamente disponíveis em esclarecer todas e quaisquer dúvidas, em especial à Ana Costa por todo o tempo despendido no acompanhamento do projeto, sugestões e paciência que sem dúvida foram cruciais em todo o processo.
A todos os colaboradores da Leica, pelo modo como me receberam e pela abertura demonstrada em contribuir no sucesso do projeto.
À Adriana por todo o apoio, paciência e compreensão no decorrer de todo este período.
Por último mas não menos importante, quero agradecer eternamente às pessoas mais importantes da minha vida, os meus pais e os meus avós, pela pessoa que sou hoje e por tudo o que consegui alcançar até agora sabendo com enorme orgulho que as minhas vitórias são as vossas também.
R
ESUMO
A presente Dissertação surge no âmbito do Mestrado em Engenharia Industrial – ramo gestão industrial da Universidade do Minho e foi desenvolvida em contexto prático industrial na empresa Leica – Aparelhos óticos de precisão, S.A., pertencente ao grupo Leica Camera AG.
O desenvolvimento deste projeto emerge da necessidade da secção Mecânica em melhorar a performance de entrega face ao cliente, secção Montagem. Esta melhoria deve explorar as potencialidades de um armazém de saída da secção Mecânica e melhorar o seu processo de gestão produtiva. Nesse sentido, este trabalho teve como principal foco a melhoria da gestão do armazém de saída de produtos e o desenvolvimento de um sistema de produção puxado promovendo-se a normalização e standardização do processo.
Aliando-se uma análise crítica inicial do problema a uma revisão de literatura incidente na temática a desenvolver, foram definidos os principais planos de ação. Tendo este projeto um carácter transversal e integrado a todas as fases do processo da secção Mecânica, desde a sua conceção até à entrega, adotou-se uma estratégia de atuação de jusante para montante do processo onde primeiramente adotou-se criou um sistema informático de gestão do armazém de saída de produtos onde se integraram indicadores de desempenho para controlo da performance de entrega tais como o On time in Full e a percentagem de referências em atraso. Posteriormente, de forma a abordar a gestão do fluxo produtivo, foi desenvolvido um sistema produtivo puxado adaptado ao processo praticado na Mecânica, onde se integraram conceitos de fracionamento de lotes e se definiram novos métodos de dimensionamento do lote inicial. Os resultados do trabalho desenvolvido ao longo do projeto mostraram essencialmente uma melhoria sobre os indicadores cumprimento de entrega ao cliente (OTIF) de 30% para 70% e de capacidade de criação de stock intermédio sobre a amostra experimentada de 10% para 60%. Com esta nova abordagem não só se criaram métodos de controlo e normalização da produção, anteriormente inexistentes, como se aumentou o nível de desempenho de entrega de produtos ao cliente ao criarem-se buffers de entrega e segurança no armazém de produto acabado.
Palavras-Chave: Sistema Puxado, Dimensionamento de lotes, Fluxo produtivo, Fracionamento de lotes,
A
BSTRACT
The following dissertation comes up as part of the Master’s degree in Industrial Engineering – industrial management branch at University of Minho and was developed in a practical industrial environment at Leica – Aparelhos óticos de precisão, S.A, which is part of the group Leica Camera AG.
The development of this project arises of the Mecânica (Mechanical) section need to improve the delivering performance towards its client, Montagem (Assembling) section, exploiting the potentialities of its finished goods warehouse and improving the production management. In this sense, this work had main focus on the improvement of the warehouse management and the development of a pull production system promoting also norms for the standardization of the process.
Allying an initial analytical analysis with a literature review on the subject, action plans were then defined. Having this project such a transversal feature and being integrated in all process stages, since the conception until the delivering of the product, a strategy of procedure from the process downstream to upstream was adopted where firstly was created an information system to manage the finished goods warehouse where it was integrated key performance indicators to control the delivering performance such as On time in Full and delayed parts percentage. Thenceforth, to approach the production flow management was developed a pull production system adapted to the Mecânica’s process constraints, where lot splitting concepts were applied and new methods of lot sizing were defined.
The results achieved with this work showed essentially an improvement on some indicators such as delivery performance (OTIF) from 30% to 70% and buffers creation capacity from 10% to 60% on the tested sample. With the new approach not only were conceived new methods of production control and normalization erstwhile non-existent but also the delivering performance level towards client was raised with the creation of delivering and safety buffers in the finished product warehouse.
Í
NDICE
Agradecimentos ... v
Resumo... vii
Abstract... ix
Lista de Figuras ... xv
Lista de Tabelas ... xvii
Lista de Abreviaturas, Siglas e Acrónimos ... xviii
1 Introdução ... 1 1.1 Enquadramento ... 1 1.2 Objetivos da Investigação ... 2 1.3 Metodologia de Investigação ... 2 1.4 Estrutura da Dissertação ... 3 2 Revisão de Literatura ... 5
2.1 Planeamento e Controlo de Produção ... 5
2.1.1 Definição de Planeamento e Controlo da Produção (PCP) ... 5
2.1.2 Atividades do PCP ... 6
2.2 Dimensionamento e Sequenciamento de Lotes ... 8
2.2.1 Dimensionamento de lotes (Lot Sizing ) ... 8
2.2.2 Lot Splitting ... 10
2.2.3 Sequenciamento de trabalho ... 12
2.3 Lean Manufacturing ... 14
2.3.1 Conceito e princípios da filosofia Lean ... 14
2.3.2 Just in Time... 16
2.3.3 Sistema Puxado (Pull) ... 17
2.3.4 Kanban ... 18
2.3.5 Standard Work e Melhoria Contínua ... 22
2.4 Sistemas de Informação ... 24
3 Caracterização do Contexto de Estudo ... 31
3.1 A Empresa: Leica- Aparelhos Óticos de Precisão, S. A. ... 31
3.2 Processo Produtivo Geral ... 32
3.3 Secção - Mecânica ... 34
3.4 Características do Processo Mecânica ... 37
3.4.1 Nomenclatura de códigos e referências ... 38
3.4.2 Meios de armazenamento e transporte de materiais ... 40
3.4.3 Armazéns ... 41
3.4.4 Frequência produtiva dos produtos ... 43
4 Apresentação do Problema e Análise do Estado Inicial ... 45
4.1 Problemática Existente ... 45
4.2 Gestão de Armazém e Otimização de Entregas ... 46
4.3 Controlo do Fluxo Produtivo ... 51
5 Desenvolvimento da Ferramenta para Gestão de Armazém ... 55
5.1 Método de gestão utilizado e oportunidades de melhoria ... 55
5.2 Descrição e Estrutura da Base de Dados ... 57
5.2.1 Diagrama Use Case ... 57
5.2.2 DFD – Diagrama de Fluxo de Dados ... 60
5.3 Definição dos Indicadores de Desempenho ... 63
5.3.1 Indicadores adaptados ... 63
5.3.2 Indicadores desenvolvidos ... 64
5.3.3 Indicadores de informação ... 65
5.4 Apresentação da Interface ... 66
6 Desenvolvimento de um Sistema Produtivo Puxado ... 71
6.1 Indicadores do Estado Inicial ... 71
6.1.1 On Time in Full ... 72
6.1.2 Percentagem de Referências em Atraso ... 72
6.2.1 Capacidade de mudança de trabalho dos grupos produtivos ... 74
6.2.2 Definição de classes para fracionamento do lote ... 76
6.3 Dimensionamento do Sistema Puxado ... 77
6.3.1 Adaptação ao sistema Kanban ... 78
6.3.2 Integração com o lot splitting e dimensionamento do sistema ... 83
6.3.3 Stock de segurança e ponto de reaprovisionamento (ROP) ... 86
6.3.4 Parametrização de lotes e stock de segurança e integração com o sistema SAP ... 88
6.4 Implementação da Metodologia ... 89
6.4.1 Definição da amostra de teste ... 89
6.4.2 Características das referências em teste ... 91
6.4.3 Metodologia de abordagem ... 92
6.4.4 Dificuldades encontradas ... 98
7 Análise de Resultados ... 99
7.1 Indicadores gerais ... 99
7.1.1 On time in full ... 99
7.1.2 Criação de buffers de entrega no armazém 0018 ... 101
7.2 Análise Individual da Amostra ... 102
7.2.1 Berlin (421-028.950-005 e 421-028.950-010) ... 102 7.2.2 M 1.4/35 (421-036.550-003 e 421-036.550-005) ... 103 7.2.3 Summaron (421-029.605-014) ... 104 7.2.4 Geovid II (434-475.212-010 e 434-475.213-010) ... 105 7.2.5 M10 (420-300.128-010, 420-300.200-040 e 420-300.570-007) ... 106 7.3 Considerações Gerais ... 107
8 Conclusões e Orientação Futura ... 109
8.1 Conclusões ... 109
8.2 Orientação Futura e Melhoria Contínua ... 110
8.2.1 Integração da aquisição de matéria-prima ... 111
8.2.3 Metodologia SMED ... 112
9 Referências Bibliográficas ... 113
Anexo I – Layout da Secção Mecânica ... 117
Anexo II – Exemplo de uma Ordem de Produção ... 118
Anexo III – Tabela Resumo de Movimentos do Armazém 0018 ... 119
Anexo IV – Imagens do Ficheiro GA18 ... 120
Anexo V – Tabela dos Tempos de Espera Produtivos ... 124
Anexo VI – Tabela das Capacidades de cada Centro de Trabalho ... 125
Anexo VII – Gestão Produtiva (Semana I) ... 128
L
ISTA DE
F
IGURAS
Figura 1 - Elementos de Modelação de sistemas PCP - retirado de Wiendahl et al. (2005)... 7
Figura 2 - Custos associados ao tamanho de lote ... 10
Figura 3 - Job shop sem LS vs. Job Shop com LS – retirado de Chan et al. (2004) ... 11
Figura 4 - Fluxo de trabalho numa job shop – retirado de Baker & Trietsch (2009) ... 13
Figura 5 - Os 5 Princípios Lean ... 16
Figura 6 - Sistema Geral JIT - retirado de Hirano (2009) ... 16
Figura 7 - Esquematização Sistema Pull ... 18
Figura 8 - Esquematização Fluxo Kanban – retirado de Carmo-Silva (2006) ... 20
Figura 9 - Ciclos SDCA e PDCA para melhoria contínua do desempenho – retirado de Pinto (2008) ... 24
Figura 10 - Sistema de Informação - adaptado de Cashmore & Lyall (1991) ... 25
Figura 11 - Os 3 Tipos de Medição de Performance – retirado de Parmenter (2007)... 28
Figura 12 - Áreas de desempenho de uma organização – adaptado de Gunasekaran et al.(2001) ... 30
Figura 13 - Instalação Fabril da Leica ... 32
Figura 14 - Processo Produtivo Geral ... 33
Figura 15 - Secção Mecânica ... 34
Figura 16 - Linha de Anodização Manual da Galvânica ... 36
Figura 17 - Grupo de trabalho manual PBR ... 37
Figura 18 - Código de Referência ... 38
Figura 19 - Exemplo de Códigos numa OP ... 39
Figura 20 - Tipos de Armazenamento de Material Utilizado ... 41
Figura 21 - Armazém 0018 ... 42
Figura 22 - Histórico de Entregas 421-036.550-003 ... 47
Figura 23 - Histórico de Entregas 421-028.950-005 ... 47
Figura 24 - Gráfico de frequência de movimentos de saída por modelo ... 49
Figura 25 - Rácio S/E dos modelos de objetiva ... 50
Figura 26 - Rácio entre número de Saídas e número de Entradas das Principais Referências ... 51
Figura 27 - Fluxo de Movimentos da peça 421-128.950-005 ... 53
Figura 29 - Diagrama de Use Case do sistema GA18... 60
Figura 30 – DFD – Situação original ... 60
Figura 31 - DFD com a aplicação do GA18 ... 61
Figura 32 - GA18- Login ... 66
Figura 33 - GA18 - Dashboard Inicial ... 67
Figura 34 - GA18 - Registo de Movimentos de Entrada e Saída ... 68
Figura 35 - GA18 - Gestão de Referências ... 68
Figura 36 - GA18 - Gestão de Utilizadores ... 70
Figura 37 - Indicador inicial On Time in Full ... 72
Figura 38 - Indicador inicial PPRA ... 73
Figura 39 - Ciclo de reaprovisionamento considerado ... 80
Figura 40 - Percentagem de refugo média por grupo ... 82
Figura 41 - Sistema produtivo puxado adaptado à produção em classes ... 85
Figura 42 - Buffer, stock de segurança e ponto de reaprovisionamento ... 86
Figura 43 - Estante nova de entrada da Galvânica ... 96
Figura 44 - Implementação com sucesso de lot splitting numa referência ... 97
Figura 45 - Resultado do indicador On Time in Tull ... 100
Figura 46 - OTIF final do GA18 ... 101
Figura 47 - Resultado da criação de buffers no armazém 0018 ... 102
Figura 48 - Evolução de stock disponível das referências "Berlin" ... 103
Figura 49 - Evolução do stock disponível das referências M1.4 /50 ... 104
Figura 50 - Evolução do stock disponível da referência "Summaron" ... 105
Figura 51 - Resultado da evolução de stock nas referências "Geovid II" ... 106
L
ISTA DE
T
ABELAS
Tabela 1 - Estrutura de desempenho de uma organização - adaptado de Neely et al. (1995) ... 29
Tabela 2 - Códigos de Grupos e Equipamentos/Operações ... 39
Tabela 3 - Objetivas produzidas na Mecânica ... 48
Tabela 4 - Comparação da BD entre o ficheiro original e o GA18 ... 58
Tabela 5 - Características de capacidade das paletes ... 69
Tabela 6 - Capacidade de frequência de produção por grupo ... 75
Tabela 7 - Definição de classes de fracionamento de lotes ... 77
Tabela 8 - Estudo do fator de segurança ... 83
Tabela 9 - Parametrização de valores para definição SAP ... 88
Tabela 10 - Referências de estudo ... 90
Tabela 11 - Características das referências em estudo ... 91
Tabela 12 - Dados de cálculo Classe C ... 93
Tabela 13 - Dados de cálculo Classe B... 94
L
ISTA DE
A
BREVIATURAS
,
S
IGLAS E
A
CRÓNIMOS
BD – Base de Dados
CNC – Computer Numeric Control DFD – Diagrama de Fluxo de Dados EPEI – Every Part Every Interval ERP – Enterprise Resource Planning FIFO – First In First Out
JIT – Just-in-Time
KPI – Key Performance Indicator KTL – Kathodische TauchLackierung LCW – Leica Camera Wetzlar
MRP – Materials Requirements Planning OP – Ordem de Produção
OTIF – On time in full PBR – Pintura Baixo Relevo
PCP – Planeamento e Controlo da Produção ROP – Reorder Point
SMED – Single Minute Exchange of Die TPS – Toyota Production System UML – Unified Modelling Language VBA – Visual Basic for Applications
1 I
NTRODUÇÃO
A presente dissertação foi desenvolvida no âmbito da unidade curricular Dissertação, integrado no ciclo de estudos do 2º ano do Mestrado em Engenharia Industrial - ramo gestão industrial.
O projeto de investigação aqui apresentado foi desenvolvido em contexto prático empresarial na Leica- Aparelhos óticos de precisão, S.A., multinacional com sede na Alemanha, que se dedica à produção de materiais óticos de luxo, como máquinas fotográficas, objetivas, binóculos e miras.
Neste capítulo será desenvolvida a introdução do projeto, iniciando-se por um enquadramento contextual da investigação, seguindo-se para a definição dos objetivos do projeto e descrição da metodologia de investigação, terminando com a apresentação da estrutura da dissertação.
1.1 Enquadramento
A produção tradicional em lotes, gerida usualmente com o apoio de sistemas MRP, caracteriza-se por transferir o lote de uma máquina (recurso) para a seguinte apenas quando todos os itens do lote estão finalizados. Assim, um item passa a maior parte do seu tempo no espaço fabril (“shop floor”) à espera para ser produzido, antes de passar à fase seguinte. Esta pausa provoca filas de espera, onde todo o lote tem de aguardar pela sua vez em cada recurso. Estes problemas são agravados quando estamos em presença de lotes de produção de grandes dimensões, embora lotes de grande dimensão possam ser necessários quando os tempos de setup das máquinas são grandes (Trietsch & Baker, 1993). Tomar as decisões certas no tamanho de lote irá afetar diretamente a performance do sistema e a sua produtividade, fatores que são vitais à empresa para conseguir competir no mercado. Posto isto, o desenvolvimento e a melhoria de procedimentos de forma a encontrar a melhor solução para a problemática do tamanho de lote é crucial (Karimi, Fatemi Ghomi, & Wilson, 2003). Recentemente, projetos de investigação têm estado mais focados nos efeitos do dimensionamento de lote no nível de serviço e atrasos de entregas planeadas (Altendorfer, 2015). Neste sentido, pode estudar-se o efeito da separação de lote (Lot Splitting) sobre o desempenho de sistemas produção. No entanto, a maioria da literatura dessas implementações dizem respeito a ambientes flow shop, sendo que os sistemas job shop não têm recebido tanto foco (Low, Hsu, & Huang, 2004).
1.2 Objetivos da Investigação
O principal objetivo desta Dissertação é a otimização da performancedo cumprimento de entregas da secção Mecânica face ao cliente Montagem e a redefinição do dimensionamento dos lotes, através do desenvolvimento de um sistema de produção puxado e da rentabilização do espaço físico do armazém de saída da Mecânica.
Como objetivos específicos ao desenvolvimento deste projeto tem-se: Criação de uma ferramenta para a gestão do armazém de saída;
Desenvolvimento de indicadores de desempenho para análise da performance de entregas; Definição de normas para melhorar a standardização do fluxo produtivo;
Desenvolvimento de um sistema produtivo puxado adaptado às exigências do processo; Criação de buffers de entrega e segurança no armazém de produto saída;
Controlo dos fluxos de informação e de materiais;
1.3 Metodologia de Investigação
A maioria dos manuais de investigação apresenta a investigação como um processo de várias fases que deve ser seguido de maneira a que se conclua com sucesso o projeto de investigação. O número preciso de fases varia, mas normalmente estão presentes a formulação do tema, a revisão de literatura, definição da abordagem e estratégias de investigação, recolha e análise de dados e, por fim, a escrita (Saunders, Lewis, & Thornhill, 2009).
A escolha do tema do projeto (tópico de investigação) é crucial para que se possa clarificar qual o objeto em estudo e qual a direção que se pretende orientar o estudo. No caso específico deste projeto, o tema foi proposto pela empresa onde ocorreu o desenvolvimento prático deste trabalho.
A definição do tópico de investigação permite-nos centrar nas temáticas mais relevantes relacionadas com o estudo a desenvolver, criando-se condições para uma análise e crítica à revisão de literatura existente de forma a compreender-se a importância e o propósito para o projeto de investigação. A pesquisa bibliográfica engloba, na sua maioria fontes secundárias, através de análise de artigos de revistas científicas assim como livros. Como fontes primárias analisaram-se dissertações e relatórios e, como fontes terciárias, essencialmente ferramentas de pesquisa para localizar as fontes secundárias e primárias.
A metodologia de investigação que mais se adequa a este projeto de investigação é uma metodologia Investigação-ação (Action Research). Esta metodologia difere de outras estratégias de investigação devido ao seu foco explícito na ação, particularmente promovendo alterações/mudanças dentro da organização. Além disso, o indivíduo responsável pela investigação está diretamente envolvido nesta ação de mudança/melhoria e subsequente aplicação prática de um conhecimento adquirido previamente. A vantagem de uma metodologia “Investigação-ação” é o foco na mudança/melhoria; o reconhecimento de que o tempo tem de ser dedicado ao diagnóstico, planeamento, ação e controlo; e o envolvimento de colaboradores (profissionais) ao longo de todo o processo (Saunders et al., 2009).
1.4 Estrutura da Dissertação
A presente Dissertação foi estruturada de forma lógica e sequencial de acordo com o progresso do trabalho desenvolvido no projeto. De uma forma geral encontra-se dividida em nove principais capítulos: (1) Introdução, (2) Revisão de Literatura, (3) Caracterização do ambiente prático, (4) Apresentação do problema e análise do estado inicial, (5) Desenvolvimento da ferramenta informática “GA18”, (6) Desenvolvimento de um sistema produtivo puxado, (7) Análise de Resultados, (8) Orientação futura e melhoria contínua e (9) Conclusões.
No capítulo introdutório é efetuado um enquadramento do projeto, definidos os objetivos e a metodologia de investigação assim como a descrição da estrutura da Dissertação.
No segundo capítulo procede-se à revisão de literatura afeta à temática desenvolvida abordando-se os temas de planeamento e controlo da produção, dimensionamento de lotes, Lean Manufacturing, sistemas de informação e indicadores de desempenho.
A escrita relativa ao desenvolvimento prático do projeto inicia-se no terceiro capítulo onde se caracteriza o ambiente produtivo, nomeadamente a empresa e a secção onde incide o projeto, assim como as características do seu processo produtivo, relevantes ao trabalho realizado.
Posteriormente, no quarto capítulo abordam-se os problemas existentes que levaram à necessidade de um estudo de soluções efetuado neste trabalho, efetuando-se uma análise ao estado encontrado no período inicial do projeto.
A proposta de soluções com vista à resolução dos problemas encontrados encontra-se nos capítulos cinco e seis, onde, respetivamente, se desenvolve uma ferramenta informática para gestão do armazém de saída da Mecânica e um sistema produtivo puxado.
No sétimo capítulo procede-se à análise de resultados do trabalho desenvolvido e da implementação das propostas de modo a retirarem-se conclusões sobre a viabilidade do projeto.
Conclui-se a Dissertação com os capítulos oito e nove, onde são apresentadas as propostas de trabalho futuro e de melhoria contínua respeitante ao âmbito do trabalho realizado assim como as conclusões gerais da dissertação.
2 R
EVISÃO DE
L
ITERATURA
A aplicação prática do conhecimento só é possível quando existe uma ou mais fontes teóricas do saber que servem de base fundamental para que a execução de uma determinada abordagem a um problema seja a mais orientada e eficiente possível. Face a este princípio, é oportuno em qualquer projeto de investigação, levar a cabo uma análise de literatura completa que sirva de apoio científico às diferentes tomadas de decisão durante o processo de investigação.
Neste capítulo pretende-se abordar os fundamentos teóricos relacionados com o desenvolvimento prático da presente dissertação. Sendo assim, a revisão de literatura irá centrar-se em cinco principais áreas do conhecimento ligadas à gestão da produção: planeamento e controlo da produção, dimensionamento e sequenciamento de lotes, Lean Manufacturing; sistemas de informação de apoio à gestão da produção e indicadores de desempenho.
2.1 Planeamento e Controlo de Produção
Em ambiente produtivo, o planeamento de produção baseia-se em decisões críticas como dimensionamento de lote (lot Sizing ) e o sequenciamento de múltiplos produtos em recursos com capacidade limitada. Estas decisões têm em consideração a determinação de quantidades de produção, os seus timings e o lançamento de cada ordem para se conseguir cumprir com as necessidades de entrega planeadas (Mohan, Gopalakrishnan, Marathe, & Rajan, 2012).
2.1.1 Definição de Planeamento e Controlo da Produção (PCP)
O Planeamento e controlo da produção (PCP) é uma atividade que considera o melhor uso dos recursos produtivos de maneira a satisfazer os objetivos de produção (satisfazer necessidades de produção e antecipar oportunidades de vendas) num determinado período denominado horizonte de planeamento (Karimi et al., 2003). Para Wiendahl et al. (2005), o sistema PCP é o mecanismo de controlo central da logística interna da empresa. A sua função é planear, iniciar e controlar a entrega do produto ao cliente, bem como monitorizar e, em caso de desvios inesperados, reajustar e replanear os processos da organização.
Segundo Vollmann et al. (2005), o planeamento de produção normalmente engloba três horizontes temporais diferentes no processo de tomada de decisão: curto, médio e longo prazo:
Planeamento a longo prazo: O foco está em antecipar as necessidades agregadas e envolver decisões estratégicas como a escolha de produtos, equipamentos e processos;
Planeamento a médio prazo: Abrange a tomada de decisão nas necessidades de planeamento de material (MRP) e estabelecer quantidades de produção e de dimensionamento de lote para o período de produção;
Planeamento a curto prazo: Envolve decisões do dia-a-dia relativas à programação de operações tais como sequenciamento de trabalhos ou controlo de operações.
2.1.2 Atividades do PCP
Os sistemas de Gestão da Produção são compostos pela informação, funções e ferramentas que permitem planear e controlar as atividades de produção de forma a satisfazer a procura.
Segundo Lima (2013), estas atividades incluem:
O planeamento da quantidade disponível de produtos finais por período durante um horizonte de planeamento;
A determinação de quantidades necessárias de materiais para entregar aqueles produtos; A determinação de necessidades de capacidade para processar as operações de produção; O lançamento de ordens de produção;
A definição da utilização detalhada de recursos para satisfazer as necessidades de produção. Monitorização de operações de produção e controlo de stocks;
Avaliação do desempenho do sistema e da eventual necessidade de alterações.
O objetivo do PCP é conseguir assim um planeamento operacional, temporal e quantitativo e controlar todas as operações que são necessárias à produção (Cichos & Aurich, 2016). Cichos & Aurich (2016) propõem a divisão do Planeamento e Controlo da Produção em planeamento da produção, planeamento de recursos e controlo produtivo.
Wiendahl et al. (2005) apresenta, ilustrando com a Figura 1, os seguintes elementos como sendo essenciais para a modelação de sistemas PCP: objetivos; processos; atividades (referidas pelos autores com o termo inglês “function”); objetos; responsabilidades; ferramentas.
Figura 1 - Elementos de Modelação de sistemas PCP - retirado de Wiendahl et al. (2005).
Os objetivos são essenciais para alinhar com o modelo PCP, as técnicas e as medidas de desempenho a utilizar no sistema. Entre esses objetivos podem referir-se os seguintes: redução de stock; redução de trabalhos em curso de fabrico; redução do tempo de percurso; aumento da utilização dos recursos; aumento da fiabilidade do escalonamento; aumento do nível de cumprimento de prazos de entrega; aumento do nível de serviço ao cliente.
Os processos correspondem a uma ordem lógica e cronológica de processamento das atividades de planeamento e controlo de produção. As atividades (“function”) de PCP incluem a definição de objetivos, realização de previsões, tomada de decisões, e acompanhamento do andamento de ordens até à entrega ao cliente.
Os objetos de modelação são os artigos adquiridos, processados e entregues aos clientes; os recursos utilizados para processamento das atividades da empresa; os processos do PCP que indicam a forma lógica de execução das atividades; e as ordens de encomenda dos clientes, de produção da empresa e de compra a fornecedores.
A atribuição de responsabilidades, definindo os elementos da empresa responsáveis por cada atividade, permite obter o comprometimento com o planeamento, execução e sucesso de cada atividade, esclarecendo a forma de obtenção de informação sobre o estado de cada atividade.
As ferramentas são atividades semiautomáticas que aceleram o processamento das atividades PCP, uniformizam a sua execução e contribuem para o aumento do desempenho das mesmas. Entre algumas destas ferramentas podem-se incluir as seguintes: algoritmos de MRP; algoritmos de previsão; avisos automáticos; sistemas apoiados por computador (Lima, 2013) (Wiendahl, Cieminski, & Wiendahl, 2005).
2.2 Dimensionamento e Sequenciamento de Lotes
Sistemas produtivos job shop implicam, devido às mudanças de trabalho das máquinas, a produção em lotes e, consequentemente, a espera desses lotes até haver vaga à sua operação em determinado centro de trabalho. A necessidade de dimensionamento é real e bem presente no quotidiano da secção. Neste subcapítulo abordar-se-á a temática do dimensionamento de lotes e da fase posterior, onde podem ser usadas técnicas de sequenciamento de trabalhos para priorizar os lotes numa fila de espera.
2.2.1 Dimensionamento de lotes (Lot Sizing )
Determinar tamanhos de lote em ambientes de produção é uma das tarefas chave do planeamento e controlo de produção. Tamanhos de lote devem ser determinados sempre que mais do que um produto está para ser produzido num determinado recurso que necessite de um tempo de setup. De maneira a evitar constantes setups, um certo número de produtos similares são agrupados em algo vulgarmente denominado como “lote”.
Um lote pode assim ser definido como o número de itens produzidos num sistema de produção sem interrupções relacionadas com o processo de outros produtos (Schmidt, Münzberg, & Nyhuis, 2015). A complexidade de problemas de dimensionamento de lote depende das variáveis a ter em conta. Segundo Karimi et al. (2003), as seguintes condições afetam a classificação, modelação e a dificuldade das decisões relativas ao tamanho de lote:
Horizonte de Planeamento – Sendo o intervalo de tempo em que o planeamento diretor de produção se estende no futuro, este horizonte caracteriza-se por ter uma implicação temporal na gestão da produção;
Número de níveis – Sistemas de produção podem ser do nível único ou multinível (árvore de produto). Embora nos sistemas de nível único a produção de cada artigo é independente dos restantes, no caso multinível existem relações de dependência entre os artigos, onde a produção de certo grupo ou subgrupo apenas é possível na presença de componentes para consumo; Variedade de Produtos – O número de produtos finais afetos a um sistema produtivo influencia
fortemente a complexidade de problemas de dimensionamento de lote, sendo muito maior nos casos onde se produz mais que um produto final diferente;
Capacidade e Restrições de Recursos – Recursos ou capacidade num sistema produtivo refere-se a mão-de-obra, equipamentos, máquinas, orçamento, etc. Quando existem restrições
explícitas nestes recursos, por norma, o sistema traduz-se numa maior inflexibilidade na gestão do planeamento;
Deterioração de artigos – Nos casos onde os produtos são perecíveis, acrescenta restrições ao tempo de armazenamento;
Procura – É considerada como uma variável chave na modelação do problema. A procura pode ser estática, se o seu valor não alterar com o tempo, dinâmica, quando se altera com o tempo, determinística, se for conhecida previamente, e, por fim, se não são conhecidos os seus valores exatos e a procura é influenciada por algumas variáveis aleatórias, é denominada probabilística; Estrutura de Setup – Normalmente, a mudança de produção de dois artigos envolve tempo e
custo de setup. Se o sistema se caracterizar por ter setups complexos e dispendiosos, naturalmente será melhor evitar ao máximo o número de setups a realizar.
De uma forma geral, o tamanho de lote é dimensionado para minimizar custos. Convencionalmente, estes custos estão focados principalmente no setup das máquinas e em inventários (Schmidt et al., 2015).
O custo de setup das máquinas, frequentemente referidos como “custos de mudança de trabalho” ou “custos de pré-produção”, surgem quando uma máquina tem que ser restabelecida entre dois lotes. É uma despesa presente em cada mudança de lote e portanto, aumenta quando os tamanhos de lote são reduzidos. Quanto aos custos relacionados com inventários, eles aumentam com o tamanho de lote dado que o número de peças produzidas que não poderão ser imediatamente consumidas ou vendidas também aumenta.
Na Figura 2 estão descritos os custos a considerar nas mudanças de trabalho segundo Schmidt et al. (2015).
Figura 2 - Custos associados ao tamanho de lote
Além dos custos de inventário e de setup previamente referidos, a escolha do tamanho de lote tem impacto em outros fatores como o desempenho logístico da organização. Como se pode comprovar com a Lei de Little, a produção em lotes possui uma grande correlação com o tempo de atravessamento do sistema. Com lotes de maior dimensão, mais unidades têm de ser processadas numa ordem de produção o que leva a um maior conteúdo de trabalho. Lotes mais reduzidos, por contraste, proporcionam conteúdos e cargas de trabalho mais reduzidos, diminuindo o valor do work in progress (Schmidt et al., 2015).
2.2.2 Lot Splitting
Segundo Low et al. (2004), o fracionamento de lotes (lot splitting/ lot streaming) é um conceito onde um grande lote de produção é dividido em lotes de menores dimensões, ou “sublotes”, para que as suas operações nos centros de trabalho possam ser sobrepostas e o progresso acelerado. Segundo este método, os “sublotes” são transportados de uma estação para a outra sem terem que esperar pelo resto do lote inicial. Em outras palavras, duas operações precedentes de um mesmo produto podem ser executadas simultaneamente, o que reduz lead times de entrega e o work in process de um processo (Low et al., 2004).
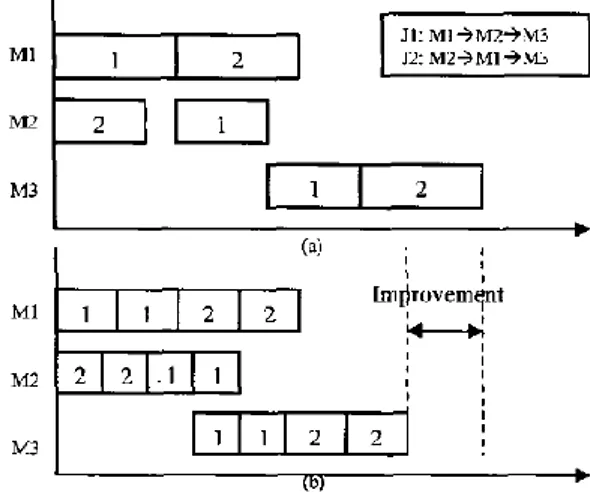
Esta metodologia é menos complexa quando aplicada em flow shops comparativamente a job shops, contudo, a aplicação de lot splitting a este tipo de sistemas de produção é extremamente útil em qualquer contexto de produção atual (Chan, Wong, & Chan, 2004). Na Figura 3 está apresentado o esquema apresentado por Chan et al. (2004), que representa em forma de diagrama de gantt a melhoria resultante
de uma aplicação hipotética desta metodologia a um contexto produtivo job shop. Mais se conclui que se o objetivo é minimizar o tempo de atravessamento, os ganhos são bem significativos.
Figura 3 - Job shop sem LS vs. Job Shop com LS – retirado de Chan et al. (2004)
Segundo Chan et al. (2004), a prática de fracionamento de lotes ocorre geralmente numa das seguintes quatro abordagens:
1. Sublotes do mesmo tamanho sem períodos de processamento inativos entre eles na mesma máquina/centro de trabalho;
2. Sublotes do mesmo tamanho com períodos de processamento inativos entre eles na mesma máquina/centro de trabalho;
3. Sublotes de tamanhos variados sem períodos de processamento inativos entre eles na mesma máquina/centro de trabalho;
4. Sublotes de tamanhos variados com períodos de processamento inativos entre eles na mesma máquina/centro de trabalho.
Na área de estudo de fracionamento de lotes são tidos em conta principalmente dois fatores:
1. O quão possível é melhorar o tempo de atravessamento, ou um outro qualquer indicador de atraso, ao se dividir cada lote em vários sublotes;
2. Quantos sublotes são necessários para se conseguir esta melhoria.
Nos casos onde não existe tempos de setup, é sempre ótimo considerar o máximo número de sublotes possível. No entanto, o problema do tempo de atravessamento do processo é muito mais complicado de resolver porque cada sublote é um trabalho separado dos restantes (Dauzère-pérès & Lasserre, 1997). Num estudo realizado por Low et al. (2004) concluiu-se que o fracionamento em lotes da mesma dimensão garante um maior benefício temporal (menor tempo de atravessamento) do que sublotes de
diferentes dimensões além de que não é adequado ter uma grande diferença de tamanho entre os sublotes.
2.2.3 Sequenciamento de trabalho
Os problemas de dimensionamento de lotes e sequenciamento da produção, embora bastante relacionados, são frequentemente tratados separadamente na literatura. Ao conjugar-se o dimensionamento de lote com técnicas lot splitting, surge a necessidade de um sequenciamento dos trabalhos a realizar nas máquinas e centros de trabalho seguintes. Segundo Na & Park (2007), na maioria dos sistemas produtivos job shop, o processo de planeamento de produção é otimizado ao separar-se o período inteiro de produção em fases mais pequenas de forma a reduzir o problema a uma dimensão mais “tratável”, definindo-se por grupo de trabalho específico com limitações a nível de capacidade, a sequência de trabalhos a realizar. Este facto potencia uma maior eficiência do sistema produtivo, principalmente no cumprimento das entregas planeadas e do nível de serviço (Na & Park, 2014). O sequenciamento determina assim, qual o próximo artigo a ser produzido de uma fila de espera. Para isso, atribui-se a cada produto ou conjunto de produtos um nível de prioridade com base num critério previamente definido. O trabalho a ser executado com maior valor índice de prioridade é considerado o mais urgente e, por isso, produzido primeiro (Lödding, 2013).
O maior impacto que advém do sequenciamento de produção é a fiabilidade quanto às entregas programadas. Esta relação funciona no entanto no duplo sentido, ou seja, um sequenciamento aleatório diminui os índices de capacidade de entrega ao cliente enquanto a aplicação de regras pode aumentar o desempenho de entrega final bem como compensar desvios de produção face ao planeado (Baker & Trietsch, 2009). Existem centenas de modelos criados ao longo dos tempos por autores para enfrentar esta problemática, no entanto, foram selecionadas quatro principais regras de sequenciamento a partir do trabalho Lödding (2013) e Baker & Trietsch (2009), que têm como principal objetivo aumentar os índices de performance da fiabilidade de entrega ao cliente e minimizar ao máximo as referências em atraso.
1. FIFO (First in First Out )
Ao aplicar a regra FIFO, os trabalhos são feitos na sequência que chegam à estação de trabalho. Esta regra evita permuta de trabalhos e é portanto considerada como uma sequência natural. As principais vantagens do FIFO resumem-se a uma garantia de variância mínima no tempo de
atravessamento dos produtos o que facilita na gestão dos tempos de produção pois assegura uma estimativa mais acertada e, além disso, é o método de sequenciamento mais fácil de gerir e de implementar.
2. EDD ( Earliest Due Date)
Na regra EDD a prioridade é dada pela execução das ordens mais urgentes em termos de prazo de entrega.
3. SPT ( Short Processing Time)
Nesta regra, o trabalho com maior prioridade é definido pelo menor tempo de processamento total. É classificada em ordem crescente de tempo. A sua utilização visa reduzir o tamanho das filas e o aumento do fluxo.
4. Least Slack
A prioridade é dada pela menor folga entre a data de entrega e o tempo total de processamento entre as tarefas que estão à espera. É classificada por prazo de entrega e visa reduzir atrasos.
O problema clássico de programação de job shops difere do problema das linhas de produção num aspeto importante: o fluxo dos materiais não é unidirecional. Cada entidade apresenta uma sequência própria de máquinas a visitar. Apesar que cada entidade possa ter um número qualquer de operações, a formulação mais comum assume que todas as entidades têm m operações, uma em cada máquina. Não é conceptualmente mais difícil lidar com o caso geral em que uma entidade pode requerer mais do que uma vez o processamento na mesma máquina. A Figura 4, proposta por Baker & Trietsch (2009) representa todas as possibilidades que uma máquina numa job shop pode ter em termos de fluxo. Cada máquina pode ser a primeira, a última ou ter qualquer outra ordem na sequência de operações requeridas para o processamento de uma entidade (Baker & Trietsch, 2009).
2.3 Lean Manufacturing
Quando Henry Ford introduziu as técnicas de produção em massa para o fabrico de automóveis, no início do séc. XX, alterou os paradigmas de fabrico artesanal para o fabrico em série. A ênfase mudou das pequenas oficinas com pessoas altamente especializadas para grandes áreas de trabalho com equipamento especializado e de elevado custo. A avaliação de desempenho passou a concentrar-se na utilização dos recursos, e os processos de organização e layouts passaram a orientar-se pelos princípios da produção em massa (ou série). À medida que a complexidade destes processos aumentou, associado a uma maior oferta de produtos, foram desenvolvidos complexos sistemas de gestão. Invariavelmente, estes levaram a acumulação de stocks e ao aumento dos tempos de processo (lead time). O tempo para converter materiais em produtos finais aumentou e consequentemente o tempo de resposta a pedidos e reclamações dos clientes também aumentou levando ao desenvolvimento de complexos e burocráticos processos de controlo e ao aumento de custos e ineficiência operacional.
Por outro lado, as expectativas dos clientes cresceram rapidamente. Atualmente, o mercado exige entregas rápidas e reduzidos lead times, maior personalização dos produtos e serviços, melhor qualidade e a baixos preços. A indústria japonesa, em parte liderada pela Toyota e seus fornecedores, foi redesenhando as regras da gestão industrial para responder às novas expectativas e aos desafios colocados por um mercado em constante mudança (Pinto, 2008; Womack, Jones, & Roos, 1990).
2.3.1 Conceito e princípios da filosofia Lean
Embora a palavra Lean seja traduzida à letra como “magro/magra”, em contexto de gestão industrial significa uma produção “ajustada” às necessidades da organização.
O Lean possui uma longa história de desenvolvimento e evolução, no entanto, muito do pensamento que deu origem a esta filosofia foi elaborada principalmente pela Toyota Motor Company nos primeiros anos pós 2ª guerra mundial no seu Toyota Production System (TPS).
O Sistema de produção da Toyota (TPS), ou Lean, evoluiu durante largos anos como parte da estratégia da empresa em reformar e melhorar as suas operações face à situação em que o país se encontrava nos anos seguintes à guerra. O foco do TPS é o desenvolvimento de processos capazes de gerar os outputs desejados da forma mais suave, flexível e tranquila possível, utilizando a menor quantidade de recursos (Eaton, 2013).
Para Dennis (2007), a produção Lean significa fazer mais com menos – menos tempo, menos espaço, menos esforço humano, menos maquinaria, menos materiais – fornecendo aos clientes o que eles desejam.
A Produção Lean é uma filosofia orientada à maximização do valor através da contínua redução do desperdício. Esse desperdício denomina-se no vocabulário japonês como Muda.
Muda define-se como toda e qualquer atividade realizada dentro da empresa que o cliente não está disposto a pagar, ou seja, são ações que não acrescentam valor ao produto (Dennis, 2007).
De uma forma simplista, a filosofia Lean separa todas as atividades em dois tipos: as que são de valor acrescentado e aquelas que não o são, face às expectativas do cliente (Eaton, 2011).
Segundo J. P. Pinto (2008), num processo típico, o desperdício pode representar até 95% do tempo total. Tradicionalmente, as empresas orientam o seu esforço de aumentos de produtividade para a componente que acrescenta valor (5%), ignorando o enorme potencial de ganho que pode ser obtido se atenção for orientada para as atividades que não acrescentam valor.
Taiichi Ohno (1988) afirma que o primeiro passo para a implementação do TPS é a correta identificação do desperdício e categoriza as 7 principais fontes do Muda:
Excesso de Produção Esperas Transportes Movimentações Stocks Defeitos Sobreprocessamento
Eliminando estes desperdícios, é possível melhorar a eficiência operacional em grande escala criando-se muito mais valor ao produto e à organização. Para isso, deve-se fazer apenas a quantidade necessária, libertando assim, recursos extras (Ohno, 1988).
Womack & Jones (2003) definem o Lean como um “antídoto” para o desperdício, uma vez que visa a sua eliminação através de cinco princípios básicos, ilustrados na Figura 5.
Figura 5 - Os 5 Princípios Lean
2.3.2 Just in Time
Um dos pilares do sistema de produção da Toyota é o Just-in-Time (JIT) (Ohno, 1988) . O JIT é um sistema de produção orientado ao mercado que assenta na base de servir as necessidades do cliente (Hirano, 2009). É uma filosofia de gestão aplicada na produção que envolve assegurar os itens indicados na qualidade e quantidade desejada no sítio e na altura certa (Cheng & Podolsky, 1996).
A APICS (The Association for Operations Management) esclarece que o Just-in-Time é uma filosofia de produção dado que é uma forma de abordar, entender e conduzir as atividades produtivas numa organização. O objetivo do JIT é eliminar desperdício, melhorar a qualidade, minimizar lead times, reduzir custos e aumentar a produtividade (S. P. Singh, 2014). Na Figura 6, proposta por Hirano (1996), está representada a visão geral do sistema produtivo JIT bem como as ferramentas e as filosofias que engloba.
Figura 6 - Sistema Geral JIT - retirado de Hirano (2009)
Pode parecer à primeira vista, que o sistema JIT apresenta-se como algo simples, mas, quando se aprofunda na especificidade do seu trabalho, acaba por se revelar extremamente complicado e cheio de aspetos impossíveis de serem bem percebidos até serem experimentados em ambiente produtivo. Hirano (2009) apresenta 11 tipos de melhorias que devem ser realizadas para que se consiga alcançar a tão desejada produção Just-in-Time:
1. Fluxo Contínuo
2. Tratamento Multiprocesso 3. Kanban (Sistema Puxado) 4. Redução da Mão-de obra 5. Controlo Visual
6. Nivelamento da Produção 7. Mudanças de Trabalho 8. Garantia de Qualidade 9. Standardização de Operações 10. Jidoka (Automação Humana) 11. Manutenção e Segurança
O caminho para se alcançar o JIT, embora demorado e carente de persistência, é alcançado pela correta inter-relação destes 11 fatores, representados na Figura 6, que, percorrendo diversos passos, é uma sequência lógica para a implementação do Just-in-Time em qualquer organização.
2.3.3 Sistema Puxado (Pull)
Segundo Ohno (1988), para trabalhar em Just-in-Time, uma organização tem de laborar segundo o paradigma Pull, onde todo o processo inerente à produção é puxado pela procura imposta pelo mercado. Um processo dentro da organização só é desencadeado se, anteriormente, outro lhe permitir.
Num sistema Push, o modelo tradicional, as ordens de fabrico são despoletadas pela organização da empresa, segundo um estudo de mercado ou previsão efetuada. Ou seja, não existem garantias que a produção irá ser escoada pelos consumidores. Este tipo de gestão resulta normalmente no aumento de stocks, custos e tempo.
Por outro lado, a adoção do sistema Pull, permite organizar todo o processo de abastecimento, interno ou até mesmo toda a cadeia de abastecimento, e de produção conforme os níveis de produção exigidos. Esses níveis de produção são alavancados pelas encomendas recebidas, deixando desta forma as leis da oferta e da procura definirem quais os níveis de produção a efetuar (Courtois, 2007).
Sistema Pull basicamente significa que ninguém a montante na linha de produção deve produzir um bem ou serviço sem que a ordem seja pedida a jusante. Dado que é a linha montagem de final que conhece de forma mais precisa as quantidades e os timings necessários, irá então ao processo
precedente retirar a quantidade necessária para realizar determinado trabalho. O trabalho precedente irá por sua vez produzir novamente as peças retiradas do seu stock retirando itens ao centro de trabalho precedente em relação a si (Monden, 2012). Esta relação prolonga-se até à fase mais inicial do processo e está esquematizada na Figura 7.
Figura 7 - Esquematização Sistema Pull
A adoção deste paradigma de produção requer condições específicas que nem sempre são encontradas pelas organizações que pretendem adotar esta metodologia. O funcionamento de um sistema de produção puxado exige uma maior responsabilidade de planeamento e controlo das ações produtivas assim como a criação de condições de processo que permitam a sua implementação de forma fluída. Pode-se aumentar esta fluidez recorrendo a métodos que garantam a qualidade dos produtos, manutenção preventiva para reduzir a variância do processo e aumentar a capacidade, tempos de mudança de trabalho nos equipamentos reduzidos e, mais importante que tudo, uma consciência e motivação uniformizada e orientada para os valores Lean promovendo-se o trabalho colaborativo e o espírito de equipa.
2.3.4 Kanban
O Kanban é um sistema de informação que controla harmoniosamente o funcionamento do sistema puxado. Este sistema consegue solucionar impasses relativos à implementação de um paradigma Pull ao fornecer a informação necessária aos intervenientes sobre quando, quanto e o que produzir (Monden, 2012). O Kanban é assim utilizado para movimentar e autorizar o fluxo de materiais e informação. A ideia Kanban é inspirada nos supermercados onde os clientes consomem: (1) o que necessitam, (2) no timing pretendido, (3) na quantidade necessária. O gestor do supermercado gere assim um
determinado nível de inventário nas prateleiras (Ohno, 1988). Este conceito foi estendido por Taiichi Ohno na Toyota por volta de 1953 para:
(1) Reduzir inventários e tempos de ciclo;
(2) Aumentar a velocidade do fluxo de informação; (3) Melhorar a produtividade.
No sistema Kanban, cartões que contêm informação acerca do trabalho a executar, a quantidade a movimentar e o tipo de Kanban revelaram-se cruciais na gestão da produção. Com o movimento dos cartões, a informação torna-se tangível e mais facilmente compreendida (Huang & Kusiak, 1996). O Kanban é uma ferramenta para alcançar o Just-in-Time. Para funcionar satisfatoriamente, a fluidez dos processos de processos de produção tem de ser garantida, assim como o nivelamento da produção e o trabalho standardizado (Ohno, 1988).
O objetivo chave do sistema Kanban é entregar materiais Just-in-Time aos centros de trabalho e passar a informação à fase anterior acerca de quando e quanto produzir(Huang & Kusiak, 1996).
Kanban significa “cartão” em japonês e o sistema tem este nome porque foi originado pelo uso de cartões para regular o padrão de fluxo de material durante o processo. É comandado pelas necessidades a jusante e desencadeia as produções a montante (Singh, Shek, & Meloche, 1990). Essas operações a montante são então iniciadas para reaprovisionar as peças que foram retiradas (Naufal et al., 2012). O Kanban é um sistema de produção de lotes pequenos. Cada lote é armazenado em recipientes uniformizados, contendo um número definido de peças. Para cada lote mínimo, existe um cartão Kanban correspondente. As peças dentro do recipiente, acompanhadas pelo seu cartão, são movimentadas através dos centros de trabalho, sofrendo as diversas operações do processo, até chegarem sob a forma de peça acabada à linha de montagem final (Pinto, 2010). A esquematização desta operação, presente na Figura 8, foi apresentada por Carmo-Silva (2016).
Figura 8 - Esquematização Fluxo Kanban – retirado de Carmo-Silva (2006)
Existem muitos tipos de cartões Kanban. Os mais comuns são os “Kanbans de produção” e os “Kanbans de transporte”. O cartão de produção acompanha os contentores enquanto eles estão a ser produzidos. Quando a produção de um contentor está terminada e acontece a procura dessa quantidade pelo centro de trabalho posterior ocorre (a procura é indicada por outro cartão, o cartão de transporte desse centro de trabalho), o cartão de produção é então retirado e substituído no contentor pelo cartão de transporte (N. Singh et al., 1990).
Yasuhiro Monden (2012) propõe um conjunto 5 regras para tornar o ambiente produtivo ideal à adoção do Kanban que fará a empresa muito mais próxima de atingir o JIT na sua organização produtiva:
1. Levantar materiais só com Kanbans e nas quantidades autorizadas 2. Acompanhar sempre cada contentor de materiais por um Kanban 3. Produzir apenas a quantidade presente no Kanban de produção 4. Não fornecer artigos defeituosos
5. Adaptar o número de Kanbans às variações da procura Diferentes formas de Kanbans
Após a conceção clássica do modelo onde a informação fluía com base em cartões, o sistema foi ganhando novos contornos e adaptações. Independentemente da forma como se faz chegar a informação aos intervenientes, no Kanban o fundamental é que seja transmitida de forma simples e visual, e que as suas regras sejam sempre respeitadas. De seguida são apresentadas diferentes formas que o sistema kanban se pode apresentar, propostas por Pinto (2009):
O cartão é a forma mais tradicional e a mais usada de apresentação do Kanban, uma vez que é uma maneira simples e barata de controlar a produção.
Marcas pintadas no chão
Esta forma de Kanban consiste em sinais visuais, como marcas pintadas no chão ou sinais visuais que dizem quando um item tem que ser reabastecido. São reservados espaços á armazenagem do produto, quando um produto é retirado o operador tem permissão para produzir. Assim que o local de armazenagem estiver preenchido a produção deve parar.
Sistema de duas caixas
Também conhecido como Kanbans fixos, são colocados pelo menos dois contentores para cada material necessário no bordo da linha, tendo fixado, em cada um deles, um Kanban do tipo cartão. O contentor é recolhido quando fica vazio e devolvido ao bordo da linha preenchido com o mesmo material, na quantidade indicada na etiqueta.
Indicação Luminosa
O operador aciona um comando luminoso no seu posto de trabalho cada vez que consome o produto. O sinal é transmitido até à célula de produção daquele artigo, onde está acesa uma luz para cada unidade a ser produzida. O operário da estação fornecedora, por sua vez, aperta um botão para cada unidade que produz, fazendo com que as luzes se vão apagando.
Kanban Eletrónico
A rápida mudança e desenvolvimento dos ambientes produtivos além de necessitarem de grandes níveis de adaptabilidade às circunstâncias, requerem também soluções flexíveis no controlo das ordens de materiais. O Kanban tradicional tem certas limitações que podem ser resolvidas ao ser implementado um sistema eletrónico onde o sinal é transmitido através de um sistema de informação adotado pela empresa (Maríková, 2008).
Modelo Gravitacional
Sempre que o stock de um artigo utilizado na submontagem chega ao fim, o operário coloca uma bola colorida numa calha, a qual rola por gravidade até à central de reabastecimento. De acordo com a cor da bola e com a calha usada, o operador do armazém sabe qual o material que deve ser entregue num determinado posto de trabalho
Dimensionamento do número de Kanbans
Para determinar o número de Kanbans, existem modelos matemáticos criados para aproximar o número de Kanbans às necessidades da organização.
Desde a formulação da equação original postulada por Yasuhiro Monden (S. P. Singh, 2014) que se têm criado inúmeras variações dessa fórmula mas todas contêm os mesmos elementos fundamentais demonstrados através da Equação 1 por Louis (2006):
Equação 1
𝐾 =((𝑃𝑟𝑜𝑐𝑢𝑟𝑎 𝐷𝑖á𝑟𝑖𝑎) × (𝑇𝑒𝑚𝑝𝑜 𝑑𝑒 𝑅𝑒𝑎𝑝𝑟𝑜𝑣𝑖𝑠𝑖𝑜𝑛𝑎𝑚𝑒𝑛𝑡𝑜)) + 𝐹𝑎𝑡𝑜𝑟 𝑑𝑒 𝑆𝑒𝑔𝑢𝑟𝑎𝑛ç𝑎) 𝑇𝑎𝑚𝑎𝑛ℎ𝑜 𝑆𝑡𝑎𝑛𝑑𝑎𝑟𝑑 𝑑𝑜 𝐶𝑜𝑛𝑡𝑒𝑛𝑡𝑜𝑟
Em que:
K – Número de Kanbans (contentores) a serem produzidos;
A procura diária, independente do tipo de procura existente na organização, é a quantidade que em média que o cliente final irá consumir por dia de produto final.
O tempo de reaprovisionamento e o fator de segurança são normalmente expressos em dias ou em frações de dia. O dimensionamento do lote do Kanban é a parte superior da fórmula (Louis, 2006). Embora existam inúmeras maneiras variadas de se proceder a este cálculo,alguns autores afirmam que a forma de determinar o número de Kanbans não é o mais importante. O importante é saber-se como melhorar o sistema de produção de forma a encontrar o número mínimo de Kanbans. Para isso, podem ser tidos em conta fatores como: a diminuição dos tempos de produção, a diminuição dos tempos de setup, a redução dos stocks de segurança, a redução das avarias das máquinas e a redução do número de peças não conformes. O melhor sistema Kanban é aquele que melhor se adapta às circunstâncias do ambiente produtivo.
2.3.5 Standard Work e Melhoria Contínua
O pensamento Lean, devido à sua ampla constituição de temáticas e teorias, pode-se subdividir em filosofias intrínsecas à sua política. Uma das áreas mais importantes do Lean é a constante procura pela melhoria contínua de um processo ou organização. O termo original em japonês é Kaizen, que resulta da junção de duas palavras “Kai” que significa mudança e “Zen” que significa melhor, ou seja, “mudar
para melhor”. A filosofia Kaizen advoga que na vida, seja pessoal, social ou profissional, deve existir sempre um esforço para realizar melhorias constantes (Imai, 2012).
O desenvolvimento de melhoria contínua numa organização assenta na implementação de algumas práticas e ferramentas. De seguida será abordada uma das principais técnicas Kaizen: O Standard Work. Standard Work é usualmente definido como o desenvolvimento de normas que representam o melhor método de trabalhar num determinado momento. Desenvolver a uniformização de processos significa alcançar um estado de fluidez nos movimentos do trabalhador fazendo com que o trabalho seja concluído no menor período possível e com a qualidade desejada (Coimbra, 2013). Ao uniformizar (processos, materiais e equipamentos), a empresa estará a contribui para a redução dos desvios (variação ou oscilação dos processos) e a garantir a consistência das operações, produtos e serviços (Pinto, 2008). A Toyota afirma que o propósito da uniformização dos processos é a “base para o Kaizen (melhoria contínua)”. Se o trabalho não está standardizado e é executado de maneira diferente de cada vez que é feito, não há base para a evolução, ou seja, não existe nenhum ponto de referência que sirva de comparação. Desenvolver melhoria contínua numa organização sem antes uniformizar os processos seria como contruir castelos em areia movediça (Liker & Meier, 2006).
Liker & Meier (2006) enunciam três principais requisitos onde é necessário garantir estabilidade para que se possa avançar para a implementação da uniformização dos processos:
1. As tarefas têm de ser consistentes e não condicionais. Não é possível uniformizar a menos que haja apenas pequenas regras simples;
2. O processo e os equipamentos têm de ser de confiança e as paragens têm de ser mínimas; 3. A qualidade dos produtos tem de ser garantida. Estes têm de ser consistentes nos parâmetros
chave e apresentar taxas de defeito praticamente nulas.
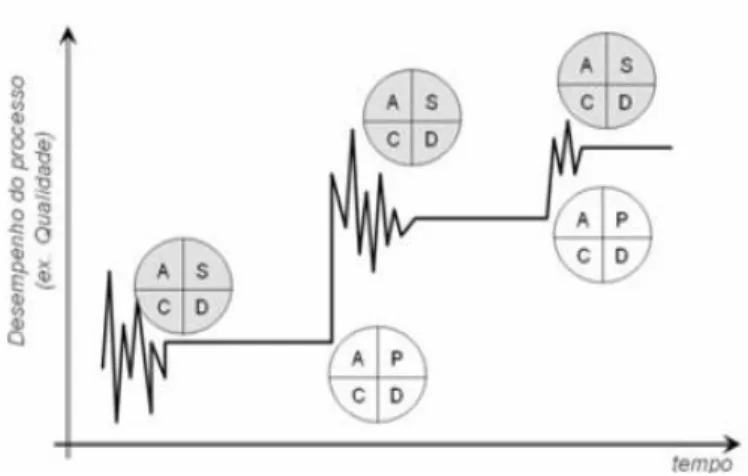
De forma a melhor perceber o processo de uniformização, podemos utilizar o ciclo de melhoria continua PDCA que terá de ser adaptado para a utilização neste processo. Neste caso, o P (Plan) dá lugar ao S (Standardize) criando o ciclo SDCA. Note-se que de pouco vale o ciclo PDCA sem o apoio do ciclo SDCA. Só através do ciclo SDCA é possível criar o “terreno firme” para que o próximo degrau da melhoria seja alcançado. Este processo está representado na Figura 9.
Figura 9 - Ciclos SDCA e PDCA para melhoria contínua do desempenho – retirado de Pinto (2008)
2.4 Sistemas de Informação
A informação é nos tempos que correm um ativo de enorme potencial dentro das organizações. Não existe nenhuma tomada de decisão consciente que não seja baseada em algum tipo de informação. Dessa forma, é crucial obter-se essa informação atempadamente e com valor.
Informação, tecnologias de informação e sistemas de informação são termos utilizados frequentemente e de entendimento universal. Contudo, antes de definir um sistema de informação é importante que o conceito informação esteja claro, pois a sua utilidade é extremamente importante na tomada de ações e decisões.
Segundo Galliers (1987), a informação é um conjunto de dados que, quando fornecido a tempo adequado, melhora o conhecimento da pessoa que o recebe ficando mais apta para tomar decisões e estabelecer qualquer atividade. (Galliers, 1987)
Um sistema de informação, para Buckingham, é um sistema que reúne, guarda, processa e faculta informação relevante para a organização, de modo que a informação seja acessível e útil para aqueles que a querem utilizar, incluindo gestores, funcionários e clientes, podendo envolver ou não a utilização de computadores (Buckingham et al., 1987).
Na realidade, são poucas as organizações que não utilizam computadores no seu sistema de informação, pelo que pode definir-se que a combinação destes computadores com os utilizadores gera a transformação dos dados em informação para uma gestão mais eficiente dos recursos, de modo a alcançar os objetivos, como ilustrado na Figura 10 (Mckeown, Patrick, & Leitch, 1992).
Figura 10 - Sistema de Informação - adaptado de Cashmore & Lyall (1991)
Em contexto empresarial, os sistemas de informação constituem uma importante ferramenta de trabalho para a tomada de decisão. Para a gestão empresarial o sistema de informação proporciona aos gestores a informação sobre a performance passada e presente na organização de uma forma integrada, oportuna e relevante para a tomada de decisão aos vários níveis de gestão, como por exemplo, a performance das vendas, a rotação do stock, os custos de produção, as margens, as necessidades financeiras, os encargos com os recursos humanos e a performance financeira.
Muitos gestores hoje em dia são inundados com informação irrelevante, abundante e dispersa de várias fontes de informação, pelo que muitas vezes possuem uma visão distorcida da realidade, tomando por isso decisões sem a eficácia desejada. A organização também por vezes cria muita informação que é necessário procurá-la, e nem sempre chega às horas desejadas, por isso mesmo a maior parte dos gestores têm dificuldade em reunir a informação necessária que os leve a melhorar a eficiência da organização e deste modo reduzir o insucesso.
Em suma, para a gestão, esta ferramenta constitui uma mais-valia para exercerem as suas funções com eficácia, tratando sempre a informação relevante e oportuna para a sua tomada de decisão (Rascão, 2004).
Nem todos os sistemas de informação usam os computadores e as redes de comunicação como tecnologias de informação, existindo ainda a tecnologia manual do lápis e do papel. As tecnologias de informação apenas agrupam o computador e o software para armazenamento da informação, processamento e fornecimento à gestão para a tomada de decisão (Alter, 1992).
Ward et al. (1990) apresenta os seguintes componentes de sistemas de informação:
Hardware – Sistemas de computação, computadores pessoais, estações de trabalho, impressoras, discos, etc;
Software – Sistemas operativos, monitores de teleprocessamento, sistema de gestão de base de dados;
Produto – Dados e Informações;
Organização – A forma como as pessoas se agrupam para executarem os procedimentos na recolha, seleção, tratamento, análise e produção de resultados;
Pessoas – Colaboradores da organização.
Para se ganhar vantagem competitiva com a industrialização da tecnologia, novas formas de organização e métodos modernos de gestão foram desenvolvidos. Sendo cada vez maior a competitividade entre as empresas, a gestão da informação com eficiência torna-se um fator de destaque e sucesso nas organizações. A informação, devido à sua importância, é cada vez mais vista como um recurso extremamente importante nas organizações, tão importante como o capital ou as pessoas, visto que sem informação não podem sobreviver. Muitas organizações públicas e privadas têm sistemas de informação que contribuem para a eficiência da gestão e para mais facilmente atingir os objetivos.
O uso dos sistemas de informação e das tecnologias de informação podem proporcionar à empresa diversas vantagens se forem bem aplicadas. Iniciar projetos com expectativas mais realistas, desenvolver melhores planos, trabalhar com mais eficiência de modo a realizar mais tranquilamente a implementação da estratégia do negócio, visto que a tecnologia permite processar mais rapidamente a informação, fazendo com que os gestores tenham acesso a mais e melhor informação são alguns exemplos da importância que estes dois termos podem trazer à empresa (Rascão, 2004).
Os sistemas de informação são utilizados pela organização como um instrumento de otimização da comunicação e processo de decisão das organizações, sendo estes dois problemas sérios de eficácia e eficiência nas empresas. Podem proporcionar qualidade a baixo custo ou alta qualidade a alto custo e/ou melhor serviço, proporcionando valor acrescentado aos clientes que é o principal objetivo das organizações, visto que sem informação não podem contactar com os clientes, relacionar-se com os fornecedores, saber algo sobre a concorrência, entre outros.
2.5 Indicadores de Desempenho (KPI’s)
A medição da performance de um processo é um tópico frequentemente discutido mas raramente definido. O seu conceito assume-se literalmente como o processo de quantificar ações, onde a medida do processo de quantificação e ação leva à melhoria do desempenho (Neely, Gregory, & Platts, 1995).