Filipa Goulão Mira Barros
Licenciada em Ciências da Engenharia Civil
OTIMIZAÇÃO DE SECÇÕES DE AÇO
CONSTITUÍDAS POR CHAPAS
SOLDADAS UTILIZANDO ALGORITMOS
GENÉTICOS
Dissertação para obtenção do Grau de Mestre em Engenharia Civil
Orientador: João Rocha de Almeida, Prof. Doutor,
Faculdade de Ciências e Tecnologia da Universidade Nova de Lisboa
Júri:
Presidente: Prof. Doutor Rodrigo Gonçalves, FCT-UNL Arguente: Prof. Doutor João Botelho Cardoso, FCT-UNL
"Copyright" Filipa Goulão Mira Barros, FCT/UNL e UNL
Agradecimentos
A realização deste trabalho, que conclui a minha formação académica, contou com a colaboração de algumas pessoas que, direta ou indiretamente, tornaram possível a sua concretização. Assim, começo por exprimir o meu agradecimento e reconhecimento aos autores que contribuiram com maior relevância.
Em primeiro lugar, ao Prof. Doutor João Rocha de Almeida, orientador da disser-tação, sem o qual não teria sido possível, dado que foi o seu conhecimento e experiência que fomentou o meu interesse pelos temas abordado. Gostaria ainda de expressar o meu agradecimento, por toda a ajuda prestada, pelo apoio e disponibilidade constan-tes, pelos conhecimentos transmitidos, pelo incentivo e pela valiosa contribuição que levou à realização deste trabalho.
Ao Prof. Doutor Mário Franca e ao Prof. Doutor João Cardoso pelo esclarecimento de dúvidas e pela ajuda prestada.
Resumo
Esta dissertação apresenta uma metodologia para otimização paramétrica de secções de vigas de aço constituídas por chapas soldadas cumprindo os requisitos de segurança propostos pelo Eurocódigo 3 no que se refere à resistência ao momento fletor, ao esforço transverso e à encurvadura lateral utilizando Algoritmos Genéticos.
Os Algoritmos Genéticos são métodos de optimização inspirados na teoria de seleção natural de Charles Darwin, introduzidos por John Holland e popularizados por David Goldberg. Para aplicação desta técnica utilizou-se o toolbox de Algoritmos Genéticos do programa MATLABR
, através do qual se obteve a área da secção transversal mí-nima tendo em consideração as restrições das variáveis de projeto e a norma em vigor (Eurocódigo 3).
Procurou-se, através deste trabalho, desenvolver uma ferramenta computacional para aplicação em problemas de engenharia civil nomeadamente no domínio da otimi-zação estrutural, pretendendo-se, assim, estimular a pesquisa neste tópico.
Concluiu-se que os Algoritmos Genéticos são uma técnica bastante robusta, que proporciona resultados adequados e eficientes. As desvantagens encontradas nesta téc-nica são a sua grande dependência em relação à amostra inicial da população, o seu custo computacional e a necessidade de ajustar criteriozamente alguns parâmetros para obter bons resultados.
Palavras chave:
Abstract
Optimization of welded steel plates sections using genetic algorithms
This dissertation presents a methodplogy for parametric optimization of steel beams sections made of welded plates complying with the safety requirements proposed by Eurocode 3, relative to resistence to bending moment, shear and lateral buckling, using Genetic Algorithms.
Genetic Algorithms are optimization methods inspired by the theory of natural selection by Charles Darwin, introduced by John Holland and popularized by David Goldberg. For the application of this technique, use was made it the Genetic Algo-rithms toolbox of the MATLABR
, through which the minimum cross-sectional area was obtained, taking into account the constraints of the design variables and the current design standard (Eurocode 3).
It was sought, through this work, to develop a computational tool to be applied in civil engineering problems, namely in the domain of structural optimization, intending to stimulate further research on this topic.
It was concluded that genetic algorithms are a very robust technique that provides adequate and efficient results. The disadvantages found on this technique are its highly dependency on the initial sample of the population, its computational cost and the need to tune criteriously some parameters in order to get good results..
Keywords:
Índice de Matérias
Índice de Matérias ix
Índice de Figuras xiii
Índice de Quadros xvii
Lista de abreviaturas, siglas e símbolos xxi
1 Introdução 1
1.1 Motivação e Enquadramento . . . 1
1.2 Objetivos . . . 3
1.3 Organização da Dissertação . . . 4
2 Conceitos Gerais 5 2.1 Introdução . . . 5
2.2 Caracterização Mecânica do Aço . . . 5
2.3 Caracterização Geométrica . . . 6
2.4 Classificação de Secções . . . 7
3 Dimensionamento de Elementos em Estruturas Metálicas 13 3.1 Introdução . . . 13
3.2 Resistência das Secções Transversais . . . 13
3.2.1 Dimensionamento à Flexão . . . 13
3.2.2 Dimensionamento ao Esforço Transverso . . . 14
3.2.3 Combinação de Flexão com Esforço Transverso . . . 15
3.3 Flexão de Elementos Não Restringidos Lateralmente . . . 15
3.3.1 Encurvadura Lateral . . . 15
Índice de Matérias
3.3.2.1 Método Geral . . . 20
4 Otimização Estrutural 23 4.1 Introdução . . . 23
4.2 Definição Geral . . . 23
4.3 Formulação do Problema de Projeto Ótimo . . . 25
4.4 Algoritmos Genéticos . . . 28
4.4.1 Codificação das Variáveis de Projeto . . . 29
4.4.2 Inicialização e avaliação do desempenho . . . 30
4.4.3 Seleção . . . 30
4.4.3.1 Método da roleta . . . 31
4.4.3.2 Método do torneio . . . 32
4.4.3.3 Método estocástico uniforme . . . 33
4.4.4 Cruzamento . . . 33
4.4.4.1 Cruzamento de um ponto . . . 34
4.4.4.2 Cruzamento de dois pontos . . . 34
4.4.4.3 Cruzamento Uniforme . . . 35
4.4.5 Mutação . . . 35
4.4.6 Elitismo . . . 36
4.4.7 Otimização com restrições . . . 36
5 Descrição do Problema de Otimização 39 5.1 Introdução . . . 39
5.2 Formulação . . . 39
5.2.1 Função Objetivo . . . 39
5.2.2 Restrições . . . 41
5.2.3 Limitações das variáveis . . . 41
5.3 Aplicação . . . 42
5.3.1 Representaçao e Codificação . . . 42
5.3.2 Operadores Genéticos . . . 44
6 Testes de Parâmetros 45 6.1 Introdução . . . 45
6.2 Teste 1 - Tamanho da População . . . 46
6.3 Teste 2 - Mutação . . . 49
7 Apresentação e Análise de Resultados 53 7.1 Introdução . . . 53
7.2 Modelo A - Viga Simplesmente Apoiada Sujeita a Carregamento Distri-buído . . . 53
7.3 Modelo B - Viga Simplesmente Apoiada Sujeita a Carga Concentrada . 63 7.4 Modelo C - Viga Encastrada Sujeita a Carregamento Distribuído . . . . 73
7.5 Modelo D - Viga Encastrada Sujeita a Carga Concentrada . . . 83
8 Conclusões e Sugestões para Desenvolvimentos Futuros 95
Índice de Matérias
8.1 Considerações finais e conclusões . . . 95 8.2 Sugestões para futuros desenvolvimentos . . . 96
9 Bibliografia 97
A Resultados do estudo com secções comerciais 101
B Resultados do estudo paramétrico 109
C Otimização em MATLABR
Índice de Figuras
1.1 Estatística sobre o consumo de aço em Portugal (ECCS, 2010). . . 1
1.2 Aplicações de estruturas metálicas em Portugal. . . 2
2.1 Perfis laminados a quente (Simões, 2007). . . 7
2.2 Secções enformadas a frio (Simões, 2007). . . 7
2.3 Comportamento de secções à flexão (Simões, 2007). . . 8
3.1 Encurvadura lateral de vigas (Simões, 2007). . . 16
3.2 Secções simétricas em relação ao eixo de menor inércia (Simões, 2007). . . 16
4.1 Processo iterativo: a) na atividade de projeto; b) na otimização estrutural. (Cardoso e Coelho, 2011). . . 24
4.2 Algoritmo genético simples (adaptado de Cardoso e Coelho, 2011). . . 29
4.3 Esquema de seleção pelo método da roleta. . . 32
4.4 Esquema de seleção pelo método do torneio. . . 33
4.5 Esquema de seleção pelo método estocástico uniforme. . . 33
4.6 Exemplos de aplicação do operador cruzamento de um ponto. . . 34
4.7 Exemplos de aplicação do operador cruzamento de dois pontos. . . 34
4.8 Exemplos de aplicação do operador cruzamento uniforme. . . 35
5.1 Configuração das vigas modelo: (a) Modelo A, (b) Modelo B, (c) Modelo C e (d) Modelo D. . . 40
5.2 Convenção de eixos e definição geométrica da secção (adaptado de CEN, 2005). . . 40
5.3 Analogia: Problema x Algoritmos genéticos. . . 42
5.4 Representação de exemplo de cromossoma de uma viga (b = 100, d = 50, tf = 3 etw = 3). . . 44
6.1 Configuração da viga teste. . . 45
Índice de Figuras
6.3 Resultados do teste 1. . . 49 6.4 Resultados do Teste 2. . . 50
7.1 Resultados de convergência do Modelo A com vão de 5 m, sujeito a carre-gamento distribuído de 5 kN/m. . . 54 7.2 Resultados de convergência do Modelo A com vão de 10 m, sujeito a
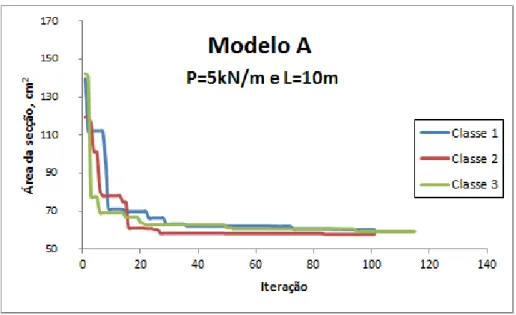
carre-gamento distribuído de 5 kN/m. . . 54 7.3 Resultados de convergência do Modelo A com vão de 15 m, sujeito a
carre-gamento distribuído de 5 kN/m. . . 55 7.4 Resultados de convergência do Modelo A com vão de 5 m, sujeito a
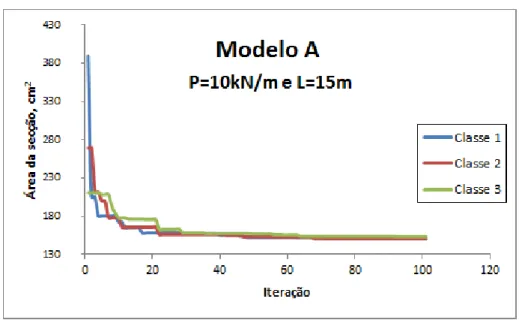
carre-gamento distribuído de 10 kN/m. . . 55 7.5 Resultados de convergência do Modelo A com vão de 10 m, sujeito a
carre-gamento distribuído de 10 kN/m. . . 56 7.6 Resultados de convergência do Modelo A com vão de 15 m, sujeito a
carre-gamento distribuído de 10 kN/m. . . 56 7.7 Resultados de convergência do Modelo A com vão de 5 m, sujeito a
carre-gamento distribuído de 20 kN/m. . . 57 7.8 Resultados de convergência do Modelo A com vão de 10 m, sujeito a
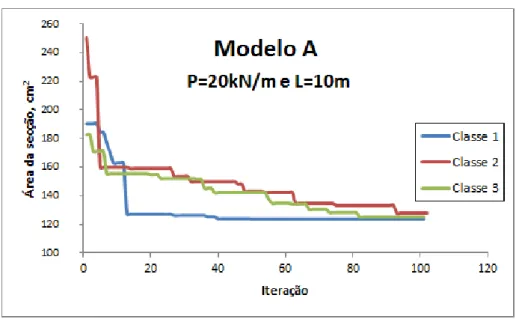
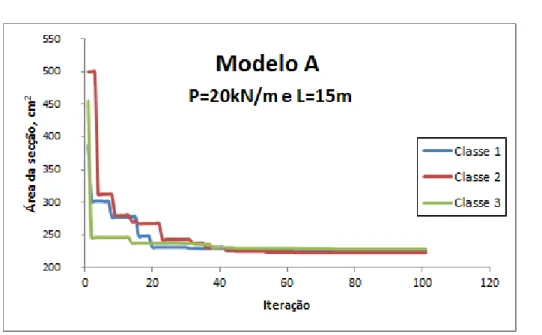
carre-gamento distribuído de 20 kN/m. . . 57 7.9 Resultados de convergência do Modelo A com vão de 15 m, sujeito a
carre-gamento distribuído de 20 kN/m. . . 58 7.10 Resultados de convergência do Modelo B com vão de 5 m, sujeito a uma
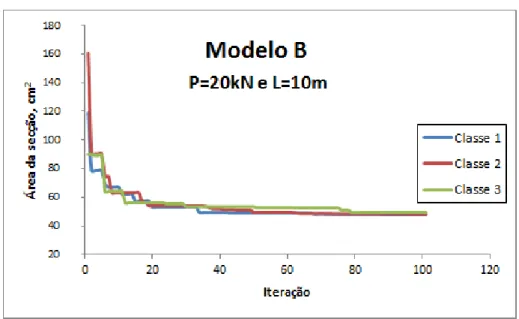
carga concentrada a meio vão de 5 kN. . . 64 7.11 Resultados de convergência do Modelo B com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 5 kN. . . 64 7.12 Resultados de convergência do Modelo B com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 5 kN. . . 65 7.13 Resultados de convergência do Modelo B com vão de 5 m, sujeito a uma
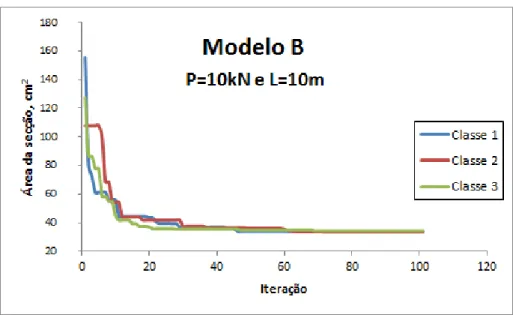
carga concentrada a meio vão de 10 kN. . . 65 7.14 Resultados de convergência do Modelo B com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 10 kN. . . 66 7.15 Resultados de convergência do Modelo B com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 10 kN. . . 66 7.16 Resultados de convergência do Modelo B com vão de 5 m, sujeito a uma
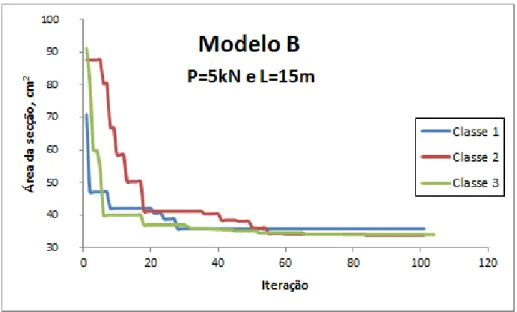
carga concentrada a meio vão de 20 kN. . . 67 7.17 Resultados de convergência do Modelo B com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 20 kN. . . 67 7.18 Resultados de convergência do Modelo B com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 20 kN. . . 68 7.19 Resultados de convergência do Modelo C com vão de 5 m, sujeito a
carre-gamento distribuído de 5 kN/m. . . 74 7.20 Resultados de convergência do Modelo C com vão de 10 m, sujeito a
carre-gamento distribuído de 5 kN/m. . . 74 7.21 Resultados de convergência do Modelo C com vão de 15 m, sujeito a
carre-gamento distribuído de 5 kN/m. . . 75
Índice de Figuras
7.22 Resultados de convergência do Modelo C com vão de 5 m, sujeito a carre-gamento distribuído de 10 kN/m. . . 75 7.23 Resultados de convergência do Modelo C com vão de 10 m, sujeito a
carre-gamento distribuído de 10 kN/m. . . 76 7.24 Resultados de convergência do Modelo C com vão de 15 m, sujeito a
carre-gamento distribuído de 10 kN/m. . . 76 7.25 Resultados de convergência do Modelo C com vão de 5 m, sujeito a
carre-gamento distribuído de 20 kN/m. . . 77 7.26 Resultados de convergência do Modelo C com vão de 10 m, sujeito a
carre-gamento distribuído de 20 kN/m. . . 77 7.27 Resultados de convergência do Modelo C com vão de 15 m, sujeito a
carre-gamento distribuído de 20 kN/m. . . 78 7.28 Resultados de convergência do Modelo D com vão de 5 m, sujeito a uma
carga concentrada a meio vão de 5 kN. . . 84 7.29 Resultados de convergência do Modelo D com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 5 kN. . . 84 7.30 Resultados de convergência do Modelo D com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 5 kN. . . 85 7.31 Resultados de convergência do Modelo D com vão de 5 m, sujeito a uma
carga concentrada a meio vão de 10 kN. . . 85 7.32 Resultados de convergência do Modelo D com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 10 kN. . . 86 7.33 Resultados de convergência do Modelo D com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 10 kN. . . 86 7.34 Resultados de convergência do Modelo D com vão de 5 m, sujeito a uma
carga concentrada a meio vão de 20 kN. . . 87 7.35 Resultados de convergência do Modelo D com vão de 10 m, sujeito a uma
carga concentrada a meio vão de 20 kN. . . 87 7.36 Resultados de convergência do Modelo D com vão de 15 m, sujeito a uma
carga concentrada a meio vão de 20 kN. . . 88
Índice de Quadros
2.1 Valores nominais da tensão de cedência fy e da tensão última à tracção fu
para aços estruturais laminados (CEN, 2005). . . 6
2.2 Relações máximas comprimento-espessura de elementos internos (CEN, 2005). 9 2.3 Relações máximas comprimento-espessura de banzos em consola (CEN, 2005). 10 2.4 Relações máximas comprimento-espessura em cantoneiras e secções tubula-res (CEN, 2005). . . 11
3.1 Coeficientes C1, C2 e C3 para vigas com cargas transversais (CEN, 1992). . 18
3.2 Tensões tangenciais em secções correntes. . . 18
3.3 Constante de empenamento em secções correntes (Simões, 2007). . . 19
3.4 Valores recomendados dos fatores de imperfeição para as curvas de encur-vadura lateral (CEN, 2005) . . . 21
3.5 Curvas de encurvadura lateral recomendadas para secções transversais (Caso geral) (CEN, 2005) . . . 21
4.1 Exemplo de população . . . 32
6.1 Teste 1. . . 46
6.2 Teste 1A - Tamanho de população: 10. . . 47
6.3 Teste 1B - Tamanho de população: 100. . . 47
6.4 Teste 1C - Tamanho de população: 1000. . . 48
6.5 Teste 1D - Tamanho de população: 10000. . . 48
6.6 Teste 2. . . 49
6.7 Teste 2A - Probabilidade de mutação: 0,05. . . 50
6.8 Teste 2B - Probabilidade de mutação: 0,01. . . 51
6.9 Teste 2C - Probabilidade de mutação: 0,001. . . 51
6.10 Teste 2D - Probabilidade de mutação: 0,0001. . . 52
Índice de Quadros
7.2 Comparação de resultados ótimos obtidos por AG com a secção comercial ótima - Modelo A com vão de 10 m e carregamento distribuído de 5 kN/m. 59 7.3 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 15 m e carregamento distribuído de 5 kN/m. 60 7.4 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 5 m e carregamento distribuído de 10 kN/m. 60 7.5 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 10 m e carregamento distribuído de 10 kN/m. 61 7.6 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 15 m e carregamento distribuído de 10 kN/m. 61 7.7 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 5 m e carregamento distribuído de 20 kN/m. 62 7.8 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo A com vão de 10 m e carregamento distribuído de 20 kN/m. 62 7.9 Comparação de resultados ótimos obtios por AG com a secção comercial
ótima - Modelo A com vão de 15 m e carregamento distribuído de 20 kN/m. 63 7.10 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 5 m e carga concentrada a meio vão de 5 kN. 69 7.11 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 10 m e carga concentrada a meio vão de 5 kN. 69 7.12 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 15 m e carga concentrada a meio vão de 5 kN. 70 7.13 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 5 m e carga concentrada a meio vão de 10 kN. 70 7.14 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 10 m e carga concentrada a meio vão de 10 kN. 71 7.15 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 15 m e carga concentrada a meio vão de 10 kN. 71 7.16 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 5 m e carga concentrada a meio vão de 20 kN. 72 7.17 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 10 m e carga concentrada a meio vão de 20 kN. 72 7.18 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo B com vão de 15 m e carga concentrada a meio vão de 20 kN. 73 7.19 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 5 m e carregamento distribuído de 5 kN/m. 79 7.20 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 10 m e carregamento distribuído de 5 kN/m. 79 7.21 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 15 m e carregamento distribuído de 5 kN/m. 80 7.22 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 5 m e carregamento distribuído de 10 kN/m. 80 7.23 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 10 m e carregamento distribuído de 10 kN/m. 81
Índice de Quadros
7.24 Comparação de resultados ótimos obtidos por AG com a secção comercial ótima - Modelo C com vão de 15 m e carregamento distribuído de 10 kN/m. 81 7.25 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 5 m e carregamento distribuído de 20 kN/m. 82 7.26 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 10 m e carregamento distribuído de 20 kN/m. 82 7.27 Comparação de resultados ótimos obtidos por AG com a secção comercial
ótima - Modelo C com vão de 15 m e carregamento distribuído de 20 kN/m. 83 7.28 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 5 m e carga concentrada a meio vão de 5 kN. 89 7.29 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 10 m e carga concentrada a meio vão de 5 kN. 89 7.30 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 15 m e carga concentrada a meio vão de 5 kN. 90 7.31 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 5 m e carga concentrada a meio vão de 10 kN. 90 7.32 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 10 m e carga concentrada a meio vão de 10 kN. 91 7.33 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 15 m e carga concentrada a meio vão de 10 kN. 91 7.34 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 5 m e carga concentrada a meio vão de 20 kN. 92 7.35 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 10 m e carga concentrada a meio vão de 20 kN. 92 7.36 Comparação de resultados ótimos pelos AG com a secção ótima comercial
para o Modelo D com vão de 15 m e carga concentrada a meio vão de 20 kN. 93
A.1 Resultados da secções comerciais ótimas de classe 1 para o Modelo A. . . . 101 A.2 Resultados da secções comerciais ótimas de classe 2 para o Modelo A. . . . 102 A.3 Resultados da secções comerciais ótimas de classe 3 para o Modelo A. . . . 102 A.4 Resultados da secções comerciais ótimas de classe 1 para o Modelo B. . . . 103 A.5 Resultados da secções comerciais ótimas de classe 2 para o Modelo B. . . . 103 A.6 Resultados da secções comerciais ótimas de classe 3 para o Modelo B. . . . 104 A.7 Resultados da secções comerciais ótimas de classe 1 para o Modelo C. . . . 104 A.8 Resultados da secções comerciais ótimas de classe 2 para o Modelo C. . . . 105 A.9 Resultados da secções comerciais ótimas de classe 3 para o Modelo C. . . . 105 A.10 Resultados da secções comerciais ótimas de classe 1 para o Modelo D. . . . 106 A.11 Resultados da secções comerciais ótimas de classe 2 para o Modelo D. . . . 106 A.12 Resultados da secções comerciais ótimas de classe 3 para o Modelo D. . . . 107
Índice de Quadros
B.6 Resultados da otimização de secções de classe 3 pelos AG para o Modelo B. 114 B.7 Resultados da otimização de secções de classe 1 pelos AG para o Modelo C. 115 B.8 Resultados da otimização de secções de classe 2 pelos AG para o Modelo C. 116 B.9 Resultados da otimização de secções de classe 3 pelos AG para o Modelo C. 117 B.10 Resultados da otimização de secções de classe 1 pelos AG para o Modelo D. 118 B.11 Resultados da otimização de secções de classe 2 pelos AG para o Modelo D. 119 B.12 Resultados da otimização de secções de classe 3 pelos AG para o Modelo D. 120
Lista de abreviaturas, siglas e símbolos
Abreviaturas
EC3 Eurocódigo 3
EC3-1-1 Eurocódigo 3 Parte 1-1
EC3-1-3 Eurocódigo 3 Parte 1-3
EC3-1-5 Eurocódigo 3 Parte 1-5
Siglas
CEN Comité Europeu de Normalização
UNL Universidade Nova de Lisboa
Letras Latinas Maiúsculas
A área da secção transversal de um elemento
Am área limitada pela linha média numa secção fechada de paredes finas
Av área resistente ao esforço transverso
Aw área da alma
C centro de corte
C1 coeficiente dependente da forma do diagrama de momentos e condições de apoio
C2 coeficiente dependente da forma do diagrama de momentos e condições de apoio
C3 coeficiente dependente da forma do diagrama de momentos e condições de apoio
E módulo de elasticidade
Lista de abreviaturas, siglas e símbolos
Ip momento polar de inércia
IT constante de torção de St. Venant
IW constante de empenamento
Iy momento de inércia de em relação ao eixoy−y
Iz momento de inércia de em relação ao eixo z−z
L comprimento do elemento M momento fletor
Mb,Rd valor de cálculo do momento fletor resistente à encurvadura lateral
Mcr momento crítico elástico de encurvadura
Mc,Rd valor de cálculo do momento fletor resistente em relação a um eixo
principal da secção transversal
MEd valor de cálculo do momento fletor atuante
Mel momento de flexão elástico da secção
Mpl momento de flexão plástico da secção
My,c,Rd valor de cálculo do momento fletor resistente em relação ao eixoy−y
My,V,Rd valor de cálculo do momento plástico resistente em relação ao eixo y−y,
reduzido pela interação com o esforço transverso
N esforço axial P carga concentrada
R raio de uma secção circular maciça Re raio exterior de uma secção circular oca
Ri raio interior de uma secção circular oca
VEd valor de cálculo do esforço transverso actuante
Vc,Rd valor de cálculo do esforço transverso resistente
Vpl,Rd valor de cálculo do esforço transverso plástico resistente
Wef f,min módulo de flexão mínimo da secção transversal efetiva
Wel,min módulo de flexão elástico mínimo da secção transversal
Wpl módulo de flexão plástico da secção transversal
Wy módulo de flexão em relação ao eixo y−y
Lista de abreviaturas, siglas e símbolos
Letras Latinas Minúsculas
a designação de uma curva de dimensionamento à encurvadura
b largura da secção transversal; designação de uma curva de dimensionamento à encurvadura
c comprimento útil de uma parte de uma secção; designação de uma curva de dimensionamento à encurvadura; restrição
d designação de uma curva de dimensionamento à encurvadura f função objetivo
fu tensão de rotura à tração
fy tensão de cedência
h altura da secção transversal
hi altura de uma parte de uma secção
hw altura da alma
kw fator de comprimento efetivo dependente da restrição ao empenamento
kz fator de comprimento efetivo dependente da restrição à flexão em torno do
eixo z−z
r raio de concordância
s coordenada ao longo do contorno de uma secção fechada de paredes finas
t espessura nominal do elemento tf espessura do banzo
ti espessura de uma parte i da secção
tw espessura da alma
y eixo da secção paralelo aos banzos (eixo de maior inércia) z eixo da secção perpendicular aos banzos (eixo de menor inércia)
za distância entre o ponto de aplicação da carga e o centro de gravidade de uma
secção
zg distância entre o ponto de aplicação de uma carga e o centro de corte da
secção
zj parâmetro de assimetria da secção em relação ao eixo y
Lista de abreviaturas, siglas e símbolos
Letras Gregas Maiúsculas
ΦLT valor para determinar o coeficiente de redução χLT
Ψ relação entre tensões ou entre extensões
Letras Gregas Minúsculas
α coeficiente de dilatação térmica linear; razão entre o comprimento da zona comprimida e o comprimento total de um elemento da secção (banzo ou alma)
αLT factor de imperfeição relativo à encurvadura lateral
χLT factor de redução para a encurvadura lateral
ǫ coeficiente dependente da tensão fy
γM i coeficiente parcial de segurança
η coeficiente para calcular a área de corte
λLT coeficiente de esbelteza normalizada relativo à encurvadura lateral
ρ massa volúmica; factor de redução dependente do esforço transverso
σ tensão normal
τEd valor de cálculo da tensão tangencial atuante
Capítulo 1
Introdução
1.1 Motivação e Enquadramento
Nos últimos anos, tem vindo a manifestar-se em Portugal um progressivo aumento da construção metálica, o que reflete o aumento de competitividade deste tipo de solução estrutural em diversas áreas da indústria da construção (Figura 1.1). Como exemplos de construções metálicas referem-se as pontes, os edifícios industriais e de escritórios, os parques de estacionamento, as coberturas de recintos desportivos e, mais recentemente, as torres eólicas. Na Figura 1.2 apresentam-se algumas aplicações de estruturas metálicas realizadas em Portugal. Os prazos cada vez mais curtos, o aumento das preocupações com o impacto ambiental das construções e o custo da mão-de-obra são alguns dos fatores que fazem prever a continuidade desta tendência (Simões, 2007).
Figura 1.1: Estatística sobre o consumo de aço em Portugal (ECCS, 2010).
Capítulo 1. Introdução
Figura 1.2: Aplicações de estruturas metálicas em Portugal.
como material estrutural possibilitou a Arquitetos e Engenheiros adotar soluções cada vez mais arrojadas, com estruturas mais esbeltas, eficientes e com grande qualidade estética. Em geral, as estruturas metálicas permitem maior rapidez de montagem, o que se traduz na redução do tempo de construção. A capacidade de alteração/remodelação das estruturas reticuladas durante a sua vida útil e a possibilidade de reciclagem dos seus elementos são também fatores que conferem uma grande vantagem ao uso do aço. Em contrapartida, as suas desvantagens devem-se ao facto de este material ter, em geral, problemas de corrosão e fraca resistência ao fogo, necessitando de proteção adequada. A nível económico, tem ainda como desvantagem o seu custo elevado e a necessidade de mão de obra especializada.
O principal objetivo do Projetista de estruturas deve ser sempre a obtenção da solução mais vantajosa para cada problema, o que significa, na generalidade dos casos, determinar a solução mais económica. O problema básico de um projeto de estruturas tem pois como finalidade atingir a construção menos dispendiosa que satisfaça os requi-sitos de dimensionamento. Uma das condições necessárias para o menor custo de uma estrutura é o peso do material ser o menor possível, o que está geralmente associado à máxima eficiência estrutural.
O projeto de estruturas com perfis de aço obriga a cumprir uma série de condi-ções estabelecidas nas normas técnicas de cada país. Estas indicacondi-ções garantem que o dimensionamento de estruturas com estes perfis é adequado e que as estruturas não deverão ter problemas de resistência durante a sua vida útil. O procedimento tradi-cional para o dimensionamento de estruturas metálicas, em geral, não conduz a uma única solução pois, usualmente, dimensiona-se a secção analisando várias configurações
1.2. Objetivos
teste e selecionam-se perfis catalogados existentes no mercado com base na intuição e experiência do projetista. Em cada configuração teste, as dimensões da secção são modificadas a fim de satisfazer as restrições especificadas nas normas e obter um perfil com o menor peso possível. Outra abordagem possível é fazer o processo inverso, isto é, conhecendo as características e as ações a que a estrutura está sujeita, calcular as dimensões geométricas do perfil de forma a que este satisfaça a norma. Esta situa-ção leva a que, por vezes, seja necessário criar perfis com dimensões diferentes das normalizadas, utilizando chapas de aço unidas por cordões de soldadura.
Em comparação com os perfis laminados, os perfis de chapas soldadas têm a desvan-tagem de requerer um controle muito rigoroso das soldaduras. Portanto, seria preferível produzir perfis laminados, não apenas com as dimensões dos existentes nos catálogos dos fornecedores mas de qualquer outra dimensão, se solicitado pelo cliente, evitando o processo de soldadura. Nesta hipótese, o projetista definiria as dimensões do perfil ne-cessárias para cumprir rigorosamente as normas de dimensionamento da sua estrutura, isto é, o perfil ideal e, se este não correspondesse a um dos existentes em catálogo, não se produziria um perfil de chapas soldadas mas sim, um perfil laminado de dimensões especiais.
Este cenário não é utópico e pode ser realizado na prática, pois o fabrico dos perfis laminados é feito passando o lingote de aço através de um trem de laminagem. Nesse trem, a posição dos rolos verticais e horizontais determina a geometria final do perfil. Por conseguinte, basta alterar a posição dos ditos rolos para variar a geometria do perfil. Apesar da produção deste tipo de perfis especiais não requerer mais do que a alteração da posição dos rolos, este procedimento implica um significativo custo adicional se o volume de material a ser produzido não for suficientemente elevado pois as operações a realizar alteram o ritmo do trem de fabrico. Consequentemente, continua a recorrer-se a chapas soldadas para obter secções não normalizadas.
Neste trabalho, apresenta-se um esquema de otimização paramétrica de secções de vigas de alma cheia de banzos iguais, constituidas por chapas soldadas, sujeitas a cargas distribuídas ou cargas concentradas. A otimização da secção transversal é realizada utilizando os algoritmos genéticos (Genetic Algorithms) de acordo com as disposições do Eurocódigo 3 (EC3) (CEN, 2005). São realizados diversos estudos paramétricos para obter as dimensões da secção (largura e espessura dos banzos e altura e espessura da alma), variando o comprimento do vão e a intensidade de carga.
1.2 Objetivos
O objetivo principal desta dissertação consiste em efetuar a otimização paramétrica de secções de aço constituídas por chapas soldadas cumprindo os requisitos de segurança propostos pelo Eurocódigo 3 Parte 1-1 (EC3-1-1) (CEN, 2005) no que se refere à resistência ao momento fletor, ao esforço transverso e à encurvadura lateral.
ob-Capítulo 1. Introdução
jetivo do trabalho estudar separadamente cada modelo sujeito a uma ação concentrada e a uma ação distribuída variando o seu valor. No que diz respeito ao tipo de otimiza-ção recorre-se aos algoritmos genéticos, apresentando-se e comentando-se os resultados obtidos. Finalmente, procede-se ainda ao desenvolvimento de uma folha de cálculo que permite verifivar todas as restrições consideradas e avaliar qual delas é condicionante.
1.3 Organização da Dissertação
Este trabalho encontra-se organizado em oito capítulos, cujos conteúdos se indicam de seguida:
• Capítulo 1 - Introdução. Neste capítulo apresenta-se uma breve introdução ao tema em estudo e descreve-se sucintamente o trabalho desenvolvido.
• Capítulo 2 - Conceitos gerais. Neste capítulo expõem-se as propriedades me-cânicas do aço, a caracterização geométrica das secções e a classificação dessas secções de acordo com o Eurocódigo 3.
• Capítulo 3 - Dimensionamento de elementos em estruturas metálicas. Neste capítulo são abordados os conceitos teóricos bem como as regras de cálculo re-gulamentares , segundo o Eurocódigo 3, relativas à verificação da resistência das secções transversais dos elementos metálicos.
• Capítulo 4 - Otimização Estrutural. Neste capítulo apresenta-se uma síntese sobre a otimização estrutural, e os principais métodos de otimização existentes. Estes métodos são citados e classificados segundo diferentes critérios e explica-se com maior detalhe os algoritmos genéticos.
• Capítulo 5 - Apresentação do problema. Neste capítulos são apresentadas as principais características do problema em estudo e é apresentada a aplicação dos algoritmos genéticos a esse problema.
• Capítulo 6 - Testes de parâmetros. Neste capítulo são feitos estudos para ave-riguar a influência do tamanho da população e da probabilidade de mutação na otimização alcançada comparando os resultado obtidos com a solução óptima de um problema estudado.
• Capítulo 7 - Apresentação e análise de resultados. Com base nos fundamentos teóricos expostos nos capítulos anteriores, neste capítulo são apresentados os casos de estudo efectuados no âmbito da dissertação, expondo as análises realizadas aos resultados e a respectiva discussão.
• Capítulo 8 - Conclusões e sugestões para desenvolvimentos futuros. Neste último capítulo pretende-se expor, resumidamente, as principais conclusões obtidas a partir da realização desta dissertação e apresentar algumas sugestões para desen-volvimento futuro, de forma a dar continuidade ao tema.
Capítulo 2
Conceitos Gerais
2.1 Introdução
O presente Capítulo tem como objetivo expor as propriedades mecânicas do aço, a caracterização geométrica das secções consideradas e a classificação dessas secções de acordo com o EC3.
2.2 Caracterização Mecânica do Aço
O aço é uma liga metálica cujos principais componentes são o ferro e o carbono. Este material distingue-se do ferro fundido, que também é uma liga ferro-carbónica, pois a percentagem de carbono varia entre 0,1% e 2% enquanto que no ferro fundido varia entre 2,3% e 6%. Para além destes dois componentes existem outros, uns considerados como impurezas resultantes do processo de fabrico (tais como o manganês, o silício, o fósforo, o enxofre, entre outros), outros adicionados em percentagens bem defini-das para melhorar algumas propriedades, como por exemplo a resistência à corrosão (Simões, 2007).
No processo de fabrico do aço existem dois processos distintos para a obtenção do material:
• Laminagem a quente: neste processo, os lingotes são colocados em fornos, e de-pois passam pelo trem de laminagem, a uma temperatura de 1000◦ C, de forma
a se obter a forma pretendida; é usado, geralmente, para perfis normalizados e chapas de maiores dimensões;
• Enformagem a frio: a forma é obtida à temperatura ambiente, por laminagem ou por extrusão; usa-se este processo em peças de pequenas dimensões e espessura, como por exemplo chapas de revestimento, chapas quinadas, pequenos perfis e pequenos tubos.
Capítulo 2. Conceitos Gerais
tração fu dos aços mais correntes, definidos segundo a norma EN-10025-2 e tomados,
em geral, como valores característicos, são indicados no Quadro 2.1.
Quadro 2.1: Valores nominais da tensão de cedência fy e da tensão última à tracção
fu para aços estruturais laminados (CEN, 2005).
Espessura nominal do elemento t [mm] Classe t < 40 mm 40 mm < t < 80 mm de aço fy [N/mm2] fu [N/mm2] fy [N/mm2] fu [N/mm2]
EN 10025-2
S 235 235 360 215 360
S 275 275 430 255 410
S 355 355 510 335 470
S 450 440 550 410 550
Os aços que estejam em conformidade com as classes definidas na secção 3 do EC3-1-1 (CEN, 2005), como os indicados no Quadro 2.1, são assumidos como materiais dúcteis, logo podem ser utilizados em estruturas metálicas analisadas e/ou dimensio-nadas através de métodos plásticos.
Para os aços estruturais correntes devem ainda ser consideradas as seguintes pro-priedades complementares:
• módulo de elasticidade: E = 210 000 N/mm2; • módulo de distorção: G≈81 000 N/mm2;
• coeficiente de Poisson: ν =0,3;
• coeficiente de dilatação térmica linear: α=12×10−6 /◦C (até 100◦ C);
• massa volúmica: ρ=7 850 kg/m3.
Os aços dos perfis enformados a frio, em geral, apresentam tensões limite de elas-ticidade superiores às do aço base. Os valores nominais da tensão de cedência fy e da
tensão de rotura à traçãofu, para os aços enformados a frio, são especificados na Parte
1-3 do Eurocódigo 3 (EC3-1-3) (CEN, 2006a).
2.3 Caracterização Geométrica
Em geral, os perfis mais utilizados em elementos resistentes principais são obtidos por laminagem a quente (Figura 2.1) ou por soldadura de placas, quando se pretende obter secções não comerciais ou peças de secção variável. A escolha da geometria da secção dos perfis depende do tipo de esforços atuantes, da facilidade de montagem, dos processos de ligação ou ainda de condicionantes estéticos e de durabilidade.
Os perfis metálicos enformados a frio são fabricados a partir de chapas muito finas com espessura uniforme, geralmente com proteção anti-corrosão prévia, permitindo obter secções com formas muito variadas, com boas propriedades mecânicas e reduzidos
2.4. Classificação de Secções
Figura 2.1: Perfis laminados a quente (Simões, 2007).
gastos de material. O aço destes perfis é menos dúctil e, como tal, não deve ser utilizado em estruturas em que a fadiga seja relevante; em geral são utilizados em elementos secundários ou em estruturas de pequeno porte. Na Figura 2.2 representam-se algumas secções metálicas enformadas a frio.
Figura 2.2: Secções enformadas a frio (Simões, 2007).
2.4 Classificação de Secções
A classificação de secções transversais dos elementos estruturais tem como objetivo identificar em que medida a sua resistência e a sua capacidade de rotação são limitadas pela ocorrência de encurvadura local.
De acordo com o EC3-1-1 (CEN, 2005), consoante a sua capacidade de rotação e capacidade de formar rótulas plásticas, são definidas quatro classes de secções trans-versais, da seguinte forma:
• as secções transversais de Classe 1 são aquelas em que se pode formar uma rótula plástica, com a capacidade de rotação necessária para uma análise plástica, sem redução da sua resistência;
• as secções transversais de Classe 2 são aquelas em que é possível atingir o mo-mento plástico, mas cuja capacidade de rotação é limitada pela encurvadura local;
Capítulo 2. Conceitos Gerais
• as secções transversais de Classe 4 são aquelas em que ocorre a encurvadura local antes de se atingir a tensão de cedência numa ou mais partes da secção transversal.
Na Figura 2.3 está ilustrado o comportamento à flexão de secções das classe 1 a 4 onde Mel representa o momento elástico (momento para o qual a tensão máxima na
secção iguala a tensão de cedência) eMpl o momento plástico da secção (momento para
o qual todos os pontos da secção atingem a cedência).
Figura 2.3: Comportamento de secções à flexão (Simões, 2007).
A classificação de uma secção é efetuada com base na relação entre o comprimento e a espessura (c/t) dos elementos total ou parcialmente comprimidos (alma e banzo), dependendo ainda dos esforços atuantes (esforço axial e/ou momento fletor) e da classe do aço, segundo os procedimentos contidos na cláusula 5.5 do EC3-1-1 (CEN, 2005). Os valores limite das relações c/t dos elementos comprimidos, para a maioria das secções correntes, são indicados nos Quadros 2.2, 2.3 e 2.4, os quais reproduzem o Quadro 5.2 da cláusula 5.5 do EC3-1-1. Nestes quadros, as diversas colunas referem-se aos diversos tipos de esforços atuantes no elemento em causa (alma ou banzo); a classe do aço é tida em conta através do parâmetro ǫ =p
235/fy, sendo fy a tensão de cedência.
Na cláusula 5.5 do EC3-1-1 (CEN, 2005) são ainda previstas algumas excepções ao procedimento geral descrito no parágrafo anterior, como por exemplo: i) uma secção com a alma de classe 3 e os banzos de classe 1 ou 2, pode ser classificada como uma secção de classe 2, se for adotada uma área efetiva reduzida para a alma, avaliada de acordo com a cláusula 6.2.2.4 do EC3-1-1 (CEN, 2005); ii) quando no cálculo da secção se considera que a alma contribui apenas para a resistência ao esforço transverso, a secção pode ser classificada apenas em função da classe dos banzos (aplicável apenas a secções de classe 2, 3 ou 4).
A classificação de uma secção, segundo o EC3-1-1 (CEN, 2005), é efetuada com base no diagrama de tensões normais correspondente à sua capacidade máxima (plás-tica em secções de classe 1 ou 2 ou elás(plás-tica em secções de classe 3 ou 4), relativa aos esforços atuantes. Este procedimento, de aplicação simples no caso de secções subme-tidas a compressão ou a momento fletor, atuando isoladamente, apresenta uma maior complexidade no caso de secções submetidas a flexão composta. Na flexão composta
2.4. Classificação de Secções
existe uma infinidade de pares de valores M −N capazes de levar a secção ao seu limite, a menos que exista uma relação entre o momento fletor e o esforço axial (flexão composta resultante de um esforço axial excêntrico). Por conseguinte, não existe uma forma única de estimar os parâmetros α ouΨ, necessários para definir os limites entre as classes. Tendo em conta esta dificuldade adicional, na classificação de secções sub-metidas a flexão composta, recorre-se por vezes a procedimentos simplificados, como sejam:
• considerar a secção submetida a compressão pura, pois corresponde à situação mais desfavorável (procedimento por vezes demasiado conservativo);
• estimar a posição do eixo neutro com base nos esforços atuantes.
Capítulo 2. Conceitos Gerais
Quadro 2.3: Relações máximas comprimento-espessura de banzos em consola (CEN, 2005).
2.4. Classificação de Secções
Capítulo 3
Dimensionamento de Elementos em
Estruturas Metálicas
3.1 Introdução
Um dos principais objetivos da engenharia de estruturas é assegurar um nível de segu-rança adequado em relação a determinados cenários de rotura.
Neste capítulo são abordados conceitos teóricos básicos, bem como regras de cálculo regulamentares, segundo o EC3-1-1 (CEN, 2005), relativas à verificação da resistência das secções transversais dos elementos metálicos, quando submetidas a diversos tipos de esforços, que no caso em estudo serão: flexão e esforço transverso, atuando isolada-mente ou combinados. Adicionalisolada-mente são referidos aspetos teóricos e regulamentares envolvidos na verificação da segurança relativamente à ocorrência de fenómenos de ins-tabilidade dos elementos, particularmente no que respeita a verificação da encurvadura lateral em elementos sujeitos a flexão.
3.2 Resistência das Secções Transversais
3.2.1
Dimensionamento à Flexão
Segundo a cláusula 6.2.5 do EC3-1-1 (CEN, 2005), o valor de cálculo do momento fletor atuante MEd em cada secção transversal deve satisfazer a condição:
MEd
Mc,Rd ≤
1.0, (3.1)
sendoMc,Rdo momento de cálculo resistente. O momento de cálculo resistente, segundo
um dos eixos principais da inércia da secção, é determinado através das seguintes expressões:
• Secções de Classe 1 ou 2
Mc,Rd=
Wplfy
γM0
Capítulo 3. Dimensionamento de Elementos em Estruturas Metálicas
• Secções de Classe 3
Mc,Rd =
Wel,minfy
γM0
; (3.3)
• Secções de Classe 4
Mc,Rd =
Wef f,minfy
γM0
, (3.4)
sendo Wpl o módulo plástico de flexão, Wel,min o módulo elástico de flexão mínimo,
Wef f,min o módulo elástico de flexão mínimo da secção efetiva reduzida,fy a tensão de
cedência do aço e γM0 um fator parcial de segurança, definido de acordo com EC3-1-1 (CEN, 2005) e respetivo Anexo Nacional; segundo esse anexo, γM0=1.0.
3.2.2
Dimensionamento ao Esforço Transverso
Segundo a cláusula 6.2.6 do EC3-1-1 (CEN, 2005), o valor de cálculo do esforço trans-verso atuante VEd em cada secção transversal deve satisfazer a seguinte condição:
VEd
Vc,Rd ≤
1.0, (3.5)
em que Vc,Rd é o valor de cálculo da resistência ao esforço transverso.
Considerando um dimensionamento plástico, o valor de cálculo da resistência ao esforço transverso Vc,Rd é dado pelo valor da resistência plástica Vc,Rd, avaliada através
da seguinte expressão:
Vpl,Rd =
Av fy/
√ 3
γM0
, (3.6)
em que Av é a área de corte, que pode ser calculada, segundo a cláusula 6.2.6(3) (CEN,
2005), para secções soldadas em I com carga paralela à alma, pela seguinte expressão:
Av =η
X
(hwtw), (3.7)
sendo hw a altura da alma,tw a espessura da alma eηum parâmetro definido na parte
1-5 do EC3 (CEN, 2006b), que conservativamente pode ser considerado 1.0.
Considerando um dimensionamento elástico, a verificação da resistência ao esforço transverso é efectuada pelo seguinte critério:
τEd
fy/
√ 3γM0
≤1.0, (3.8)
sendoτEda tensão tangencial máxima, geralmente obtida, no caso de secções em I, pela
seguinte expressão: τEd=VEd/Aw, em queVEdé o valor de cálculo do esforço transverso
e Aw=hw tw é a área da alma (sendo hw a altura da alma e tw a sua espessura).
3.3. Flexão de Elementos Não Restringidos Lateralmente
Além disso, no caso de almas sem reforços intermédios, a verificação da resistência à encurvadura por esforço transverso poderá ser desprezada se a seguinte condição for satisfeita:
hw
tw ≤
72ǫ
η, (3.9)
em que hw e tw representam a altura e a espessura da alma, respetivamente, η é um
parâmetro definido na Parte 1-5 do EC3 (CEN, 2006b), que conservativamente pode ser considerado igual a 1.0 e ǫ é dado pela relação p
235/fy.
3.2.3
Combinação de Flexão com Esforço Transverso
Em geral, quando uma secção é submetida a momento fletor e a esforço transverso, o momento plástico resistente deve ser reduzido devido à presença do esforço transverso. No entanto, para valores baixos do esforço transverso esta redução é pouco significativa podendo admitir-se que, nestes casos, não é necessário reduzir o momento plástico resistente. Assim, o EC3-1-1, na cláusula 6.2.8 (CEN, 2005), estabelece os seguintes critérios de interação entre o momento fletor e o esforço transverso:
• Quando VEd < 50% do valor de cálculo da resistência plástica ao esforço
trans-verso, Vpl,Rd, não é necessário reduzir o valor de cálculo do momento fletor
re-sistente, Mc,Rd, exceto quando a resistência é condicionada pela encurvadura da
alma por esforço transverso;
• Quando VEd > 50% do valor de cálculo da resistência plástica ao esforço
trans-verso, Vpl,Rd, o valor do momento fletor resistente deve ser avaliado com uma
tensão de cedência reduzida dada por (1−ρ)fy ao longo da área de corte da
secção, sendo ρ= (2VEd/Vpl,Rd−1)2.
Em secções em I com banzos iguais, submetidas a flexão em torno do eixo principal y (eixo de maior inércia), o momento resistente reduzidoMy,V,Rd pode ser obtido por:
My,V,Rd =
Wpl,y −
ρA2
w
4tw
fy
γM0
, mas My,V,Rd ≤My,c,Rd, (3.10)
em que Aw=hw tw é a área da alma (sendo hw a altura da alma e tw a sua espessura)
e My,c,Rd é o momento plástico resistente em torno de y.
3.3 Flexão de Elementos Não Restringidos
Lateralmente
3.3.1
Encurvadura Lateral
Capítulo 3. Dimensionamento de Elementos em Estruturas Metálicas
A encurvadura lateral consiste na deformação lateral da parte comprimida de uma secção, no caso das secções em I, banzo comprimido, de um elemento sujeito à flexão em torno do eixoy. Nestas condições, a parte comprimida comporta-se como um elemento linear comprimido, continuamente restringido pela parte tracionada, que à partida não tem qualquer tendência para se deslocar lateralmente. Como se pode verificar na Figura 3.1, onde se ilustra este fenómeno numa viga em consola, a deformação é devida à flexão lateral e à torção.
Figura 3.1: Encurvadura lateral de vigas (Simões, 2007).
A resistência de uma viga à encurvadura lateral depende fundamentalmente do momento crítico, que é o momento máximo que uma viga, em condições ideais, pode suportar sem encurvar lateralmente.
3.3.1.1 Momento Crítico
Segundo Clark e Hill (1960) e Galéa (1981), o momento crítico pode ser estimado através da expressão 3.11 para elementos submetidos a flexão em torno do eixo de maior inércia, constituídos por secções simétricas em relação ao eixo de menor inércia (eixo z), como as ilustradas na Figura 3.2, com diversas condições de apoio e diversos tipos de carregamento.
Figura 3.2: Secções simétricas em relação ao eixo de menor inércia (Simões, 2007).
3.3. Flexão de Elementos Não Restringidos Lateralmente
Mcr =C1 π2EI
z
(kzL)2
s kz kw 2 IW Iz
+(kzL) 2GI
T
π2EI
z
+ (C2zg−C3zj)2−(C2zg−C3zj)
,
(3.11) em que:
• Iz é o momento de inércia da secção em relação ao eixoz (eixo de menor inércia);
• IT é a constante de torção uniforme;
• IW é a constante de empenamento;
• L é o comprimento entre secções da viga contraventadas lateralmente;
• E é o módulo de elasticidade;
• G é o módulo de distorção;
• C1, C2 e C3 são coeficientes dependentes da forma do diagrama de momentos fletores e das condições de apoio, obtidos a partir do Quadro 3.1 para algumas situações correntes;
• kz e kw são fatores de comprimento efetivo dependentes das condições de apoio
nas extremidades. O fatorkz refere-se a rotações nas secções extremas, em torno
do eixo de menor inérciaz ekw refere-se à restrição ao empenamento nas mesmas
secções. Estes fatores variam entre 0.5 (deformações impedidas) e 1.0 (deforma-ções livres), sendo iguais a 0.7 no caso de deforma(deforma-ções livres numa extremidade e impedidas na outra; como na maioria das situações práticas estas restrições são apenas parciais, conservativamente pode adoptar-se sempre kz =kw = 1.0;
• zg = (za−zs), em que za ezs são as coordenadas do ponto de aplicação da carga
e do centro de corte, em relação ao centro de gravidade da secção; estas quanti-dades tomam valores positivos se localizadas na parte comprimida e negativas se localizadas na parte tracionada;
• zj =zs− 0.5
R
a(y
2+z2) (z/I
y)dA
é um parâmetro que traduz o grau de assi-metria da secção em relação ao eixoy, sendo nulo em vigas de secção duplamente simétrica (como a secção em I ou H de banzos iguais) e tomando valores positi-vos quando o banzo com maior momento de inércia em torno de z for o banzo comprimido, na secção de momentos máximos.
Para as secções mais correntes, a constante de torção uniforme, IT, geralmente
designada apenas por constante de torção, e a constante de empenamento, IW, são
fornecidas pelos fabricantes, nas tabelas dos perfis. Em alternativa, podem ser obtidas através dos Quadros 3.2 e 3.3.
A simbologia indicada no Quadro 3.2 tem o seguinte significado: Ip = πR4/2 é
Capítulo 3. Dimensionamento de Elementos em Estruturas Metálicas
Quadro 3.1: Coeficientes C1, C2 eC3 para vigas com cargas transversais (CEN, 1992).
Quadro 3.2: Tensões tangenciais em secções correntes. Secção Constante de torção
Circular (maciça ou oca) IT =Ip
Fechada de paredes finas IT = 4
A2
m
H ds
t
Aberta de paredes finas IT ≈ 13Pni=1hit3i
maciças; para secções circulares ocas de raio interior Ri e raio exterior Re,Ip =π(R4e−
R4
i)/2; r é a distância ao centro de corte numa secção de contorno circular, Am é a
área limitada pela linha média numa secção fechada de paredes finas, t é a espessura num ponto de secção fechada de paredes finas, s é uma coordenada definidas ao longo do contorno de uma secção fechada de paredes finas; ti e hi representam a espessura e
a altura do rectângulo i, constituinte de uma secção aberta de paredes finas.
3.3. Flexão de Elementos Não Restringidos Lateralmente
Capítulo 3. Dimensionamento de Elementos em Estruturas Metálicas
3.3.2
Dimensionamento de Elementos Não Restringidos
Lateralmente
De acordo com 6.3.2.1 do EC3-1-1 (CEN, 2005), um elemento sem travamento lateral e solicitado à flexão em relação ao eixo principal de maior inércia deverá ser verificado em relação à encurvadura lateral através de:
ME,d
Mb,Rd ≤
1.0, (3.12)
em que:
ME,d é o valor máximo do momento fletor de cálculo;
Mb,Rd é o valor de cálculo do momento fletor resistente à encurvadura.
O valor de cálculo do momento resistente à encurvadura lateral de uma viga sem contraventamento lateral deverá ser considerado igual a:
Mb,Rd =χLTWy
fy
γM1
, (3.13)
em que:
Wy é o módulo de flexão adequado considerado do seguinte modo:
Wy =Wpl,y para as secções transversais das Classes 1 ou 2;
Wy =Wel,y para as secções transversais da Classe 3;
Wy =Wef f,y para as secções transversais da Classe 4;
χLT é o coeficiente de redução para a resistência à encurvadura lateral.
Para calcular o coeficiente de reduçãoχLT são propostas duas metodologias distintas
no EC3-1-1 (CEN, 2005), um método geral, mais conservativo, aplicável a qualquer tipo de secção e um método alternativo aplicável a secções laminadas ou secções soldadas equivalentes. É ainda apresentada uma metodologia simplificada para verificação da encurvadura lateral de elementos entre secções contraventadas, com base na esbelteza do banzo comprimido.
Apresenta-se seguidamente o método geral, por ser aquele que foi adotado neste trabalho.
3.3.2.1 Método Geral
De acordo com a cláusula 6.3.2.2 do EC3-1-1 (CEN, 2005), para elementos em flexão com secções transversais constantes, o valor de χLT deverá ser determinado a partir
de:
χLT =
1 ΦLT +
p
Φ2
LT −λ¯2LT
, mas χLT ≤1,0 (3.14)
em que:
3.3. Flexão de Elementos Não Restringidos Lateralmente
ΦLT = 0.5
1 +αLT λ¯LT −0.2
+ ¯λ2
LT
αLT é o fator de imperfeição correspondente à curva de encurvadura apropriada;
¯ λLT =
q
Wyfy
Mcr
Mcr é o momento crítico elástico para a encurvadura lateral.
Os valores recomendados de αLT são indicados no Quadro 3.4.
Quadro 3.4: Valores recomendados dos fatores de imperfeição para as curvas de encur-vadura lateral (CEN, 2005)
As curvas de encurvadura lateral a adotar para cada tipo de secção transversal são indicadas no Quadro 3.5.
Capítulo 4
Otimização Estrutural
4.1 Introdução
Este capítulo apresenta uma síntese sobre otimização estrutural, como esta tem evo-luído e os principais métodos de otimização existentes. Pretende-se deste modo elucidar o leitor sobre o método de otimização adotado neste trabalho e proporcionar uma per-ceção do enquadramento deste método em relação aos restantes métodos existentes.
4.2 Definição Geral
A otimização é um procedimento fundamental para qualquer problema que envolva uma tomada de decisão, pois implica uma escolha entre várias alternativas. Esta escolha é regida pela vontade de tomar a “melhor” decisão. Na otimização estrutural procura-se obter a estrutura que desempenha de forma mais eficiente a função pretendida.
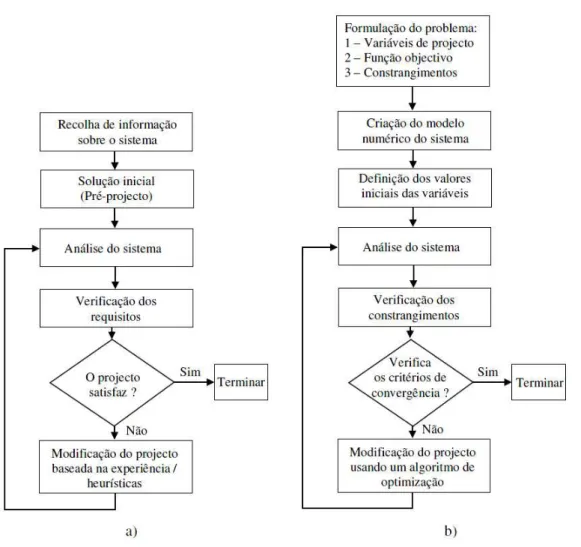
Um dos maiores desafios para os Engenheiros é conceber projetos eficientes e eco-nómicos sem comprometer a integridade da estrutura. O processo de dimensionamento convencional depende da intuição, experiência e habilidade do projetista. Esta presença de um elemento humano pode, por vezes, conduzir a resultados incorretos quando se procuram simplificar sistemas complexos. A Figura 4.1a) apresenta um fluxograma do dimensionamento convencional, que envolve, de uma forma geral, um processo itera-tivo, pois para desenvolver um projeto são analisadas e melhoradas várias soluções até chegar à solução final (Arora, 2004).
A atual necessidade de eficiência devido à crescente competitividade da sociedade forçou os engenheiros a demonstrar maior interesse por projetos económicos e eficientes. Os processos de otimização assistidos por computador podem ajudar os engenheiros nesse sentido. A Figura 4.1b) apresenta os passos inerentes a um processo de dimensi-onamento otimizado.
Capítulo 4. Otimização Estrutural
Figura 4.1: Processo iterativo: a) na atividade de projeto; b) na otimização estrutural. (Cardoso e Coelho, 2011).
uma ponte suspensa ou uma ponte em arco, adicionar ou eliminar certos componen-tes da estrutura, e assim por diante. Quando se trata de conceção pormenorizada, o processo de dimensionamento convencional tem algumas desvantagens. Estas incluem o tratamento de restrições complexas (por exemplo, limites de frequências de vibra-ção), bem como introdução de dados numerosos (por exemplo, quando a estrutura é submetida a múltiplas condições de carga). Nestes casos, seria difícil para o projetista decidir se deve aumentar ou diminuir o tamanho de um elemento estrutural particular para satisfazer as restrições. Além disso, o dimensionamento convencional pode levar a projetos economicamente inviáveis e prolongar-se por tempo excessivo. O processo de dimensionamento ótimo obriga o projetista a identificar um conjunto de variáveis de projeto, uma função objetivo a ser otimizada e as funções de restrição para o sistema. Esta formulação rigorosa do problema de projeto ajuda o projetista a obter uma me-lhor compreensão do problema. Em todo o caso uma formulação matemática adequada do problema de dimensionamento é a chave para a obtenção de boas soluções (Arora, 2004).
4.3. Formulação do Problema de Projeto Ótimo
4.3 Formulação do Problema de Projeto Ótimo
O processo de identificar a função objetivo, as variáveis de projeto e as restrições para um determinado problema é conhecido como modelação. A construção de um modelo apropriado é o primeiro passo - por vezes, o passo mais importante - no processo da otimização. Se o modelo for demasiado simplista, não vai fornecer informações úteis para o problema prático, mas se for muito complexo, pode tornar-se demasiado difícil de resolver (Nocedal e Wright, 1999).
Matematicamente falando, otimização é a minimização ou maximização de uma função sujeita a restrições sobre as suas variáveis. É utilizada a seguinte notação:
xé o vetor das variáveis de projeto, também designadas de incógnitas ou parâmetros;
f é a função objetivo, uma função das variáveis x que se pretende maximizar ou minimizar;
g é o vetor das restrições de desigualdade que as incógnitas devem satisfazer, vetor esse que é função das variáveis x;
h é o vetor de restrições de igualdade que as incógnitas devem satisfazer,vetor esse que é função das variáveis x.
O problema de otimização pode então ser escrito da seguinte forma:
min f(x) sujeito a
gj(x)≤0, j ∈1, . . . , m,
hk(x) = 0, k∈1, . . . , p,
xl
i ≤xi ≤xui, i∈1, . . . , n.
(4.1)
onde x= (x1, x2, . . . , xn)é o vetor dasn variáveis de projeto, f(x)é a função objetivo,
gj(x) são as m restrições de desigualdade, hk(x) são as p restrições de igualdade, xli e
xu
i são os limites inferior e superior das variáveis de projeto xi, respetivamente.
A solução do problema (4.1) é o vetor x∗ que minimiza o valor da função objetivo
f, respeitando as restriçõesgj ≤0 ehk = 0. Esta solução é designada solução óptima.
Em casos particulares pode existir mais do que uma solução ótima. As soluções que apenas respeitam as restrições gj ≤ 0 e hk = 0 designam-se soluções admissíveis,
sendo o domínio por elas definido designado por região admissível. As soluções que não respeitam a totalidade das restrições são soluções inadmissíveis. Se o problema de otimização que se pretende resolver for corretamente formulado, admite-se que a sua solução coincide com a solução ótima do programa matemático (4.1).
Os problemas de maximização são também contemplados pela formulação (4.1) desde que se atenda à seguinte equivalência:
Maximizar f(x) ⇔ Minimizar −f(x). (4.2)
As restrições de desigualdade do tipo gj ≥0podem também ser convertidas em
restri-ções do tipo gj ≤0 por intermédio de uma multiplicação por(−1):
Capítulo 4. Otimização Estrutural
Os problemas de otimização podem ser classificados como lineares ou não lineares. Os problemas de programação linear tratam somente funções objetivo e restrições li-neares. Quando o conjunto de restrições e/ou a função objetivo são não lineares, o problema de otimização é denominado problema de otimização não linear. Os proble-mas também podem ser classificados de acordo com a presença ou não de restrições. Os problemas de otimização não restritos otimizam uma função objetivo que não está sujeita a nenhuma limitação enquanto os problemas de otimização restritos implicam a otimização de uma função objetivo com determinadas limitações.
O método mais comum para resolver problemas de programação linear é o método simplex, proposto por Dantzig (Dantzig, 1963; Castillo et al., 2002). A programação linear pode também ser resolvida pelo método do ponto exterior, que é equivalente ao método simplex dual (Lemke, 1954) e ao método do ponto interior (Karmarkar, 1984). Os métodos de programação não linear podem ser classificados de forma geral como métodos diretos ou métodos indiretos. Os métodos diretos começam com uma solu-ção que representa uma estimativa inicial do ponto ótimo e, por meio de um processo iterativo, as soluções subsequentes vão sendo melhoradas até que as condições de otima-lidade sejam satisfeitas. Os métodos indiretos, também designados métodos analíticos, são caracterizados pela aplicação de técnicas de minimização analíticas que, em geral, envolvem a resolução de um sistema de equações cujas soluções satisfazem as condições de otimalidade (Cardoso e Coelho, 2011).
Os problemas de programação não linear não restringidos podem ser resolvidos por métodos diretos, como, por exemplo:
• Métodos de pesquisa aleatória (random search methods), por exemplo, método do salto aleatório (random jump method), método do passo aleatório (random walk method) e método do passo aleatório com exploração de direção (random walk metthod with direction exploitation) (Rao, 1996)
• Método univariado (univariate method) (Rao, 1996)
• Método de pesquisa em grelha (Grid search method) (Rao, 1996)
• Método de pesquisa simplex (Spendley et al., 1962; Nelder e Mead, 1965)
• Métodos de pesquisa padrão (pattern search methods), por exemplo, Método de Powell (Powell, 1964) e Método de Hooke-Jeeves (Hooke e Jeeves, 1961)
• Método de Rosenbrock (Rosenbrock, 1960)
Os problemas de programação não linear podem também ser resolvidos por diversos métodos de pesquisa de gradiente, os quais envolvem o cálculo das derivadas da função objetivo relativamente às variáveis de projeto. Exemplos desses métodos são:
• Método do maior declive (steepest descent method) ou método de Cauchy (Cau-chy, 1847; Rao, 1996)
• Método Fletcher-Reeves ou método do gradiente conjugado (conjugate gradient method) (Hestenes e Stiefel, 1952)
4.3. Formulação do Problema de Projeto Ótimo
• Método de Newton (Rao, 1996)
• Método de Marquardt (Marquardt, 1963)
• Métodos Quasi-Newton, por exemplo, Método de Davidon-Fletcher-Powell (Da-vidon, 1959; Fletcher e Powell, 1963) e método de Broyden-Fletcher-Goldfarb-Shanno (Broyden, 1970; Fletcher, 1970; Goldfarb, 1970; Broyden-Fletcher-Goldfarb-Shanno, 1970)
Entre os métodos de pesquisa de gradiente, os métodos Quasi-Newton são os mais utilizados.
Os problemas de programação não linear restritos podem também ser resolvidos utilizando os seguintes métodos, baseados em pesquisa de gradiente:
• Métodos duais (Castillo et al., 2002)
• Métodos de penalidade (Castillo et al., 2002)
• Métodos Lagrangeanos aumentados (augmented Lagrangian methods) (Bazaraa et al., 1993)
• Métodos das direcções admissíveis (feasible direction methods) (Bazaraa et al., 1993)
• Método de programação quadrática sequencial (sequential quadratic method) (Nocedal, 1999)
Outro método, muito desenvolvido, nas últimas décadas, coniste na adoção de técni-cas meta-heurístitécni-cas. Estas técnitécni-cas definem-se como um processo iterativo de geração de soluções, que utiliza uma ou mais heurísticas subordinadas, combinando diferen-tes conceitos de pesquisa e exploração do espaço de soluções. Esta evolução facilitou a resolução de problemas de otimização que anteriormente eram difíceis ou mesmo impos-síveis de resolver. Algumas das técnicas de otimização meta-heurística mais conhecidas e mais utilizadas são os seguintes:
• Algoritmos genéticos (genetic algorithms) (Holland, 1975; Goldberg, 1989)
• Computação evolutiva (Fogel, 2000)
• Estratégias evolutivas (Schwefel e Rudolph, 1995)
• Evolução diferencial (Storn e Price, 1997; Price et al., 2005)
• Otimização da colónia de formigas (ant colony optimization) (Dorigo e Stützle, 2004)
• Pesquisa tabu (tabu search) (Glover, 1989; Glover, 1990; Glover e Laguna, 1997)