outubro de 2014
Vânia Andreia Guimarães Loureiro
UMinho|20
14
Vânia Andr
eia Guimarães Lour
eir
o
Validação do plano HACCP no refeitório,
cafetarias e cozinha do Hospital de Braga.
Implementação de possíveis ações corretivas
V alidação do plano HA CCP no refeitório, cafe tarias e cozinha do Hospit al de Braga. Implement ação de possíveis ações corre tiv
Dissertação de Mestrado
Mestrado Integrado em Engenharia Biológica
Ramo em Tecnologia Química Alimentar
Trabalho efetuado sob a orientação da
Professora Doutora Joana Azeredo
outubro de 2014
Vânia Andreia Guimarães Loureiro
Validação do plano HACCP no refeitório,
cafetarias e cozinha do Hospital de Braga.
Implementação de possíveis ações corretivas
iii Terminada esta etapa da minha vida é, com enorme agrado, que reconheço todos aqueles que tiveram um papel essencial para a minha formação universitária e pessoal.
À nobre academia que é Universidade do Minho.
À doutora Joana Azeredo minha orientadora de mestrado: agradeço a disponibilidade, a paciência e a cooperação demonstrada.
À Doutora Eduarda Martins, agradeço os ensinamentos transmitidos, a confiança, a disponibilidade e companhia nestes meses de estágio.
À Doutora Vanda e ao Doutor Carvalho agradeço a cooperação, simpatia e oportunidade de me integrar na equipa, foi um privilégio trabalhar convosco.
À minha querida colega de estágio Ana Silva, pela amizade que me concedeu.
Aos meus colegas e amigos da academia, pela companhia e ajuda nas horas menos boas.
Porque o êxito académico e as vitórias pessoais dependem sempre de um alicerce emocional sólido, é indeclinável reconhecer os familiares e amigos que me acompanharam ao longo de toda a minha vida, dando especial destaque:
À minha Mãe, por viver e dedicar a sua vida aos filhos. Pelas palavras que transmite na hora certa, pelos risos, vitórias e derrotas que passamos juntas. Obrigado por seres uma Mãe tão querida e me entregares uma vida maravilhosa.
Aos meus irmãos Lu e Rafa pela paciência demonstrada e pelo amor que sentem por mim. Foram uma fonte inesgotável de energia e determinação.
À minha Avó Teresa que, apesar de não estar fisicamente presente, sei que esta orgulhosa de mim e feliz por ver o realizar de um grande sonho.
Ao Alberto pelo amor, carinho, amizade e acima de tudo pela paciência. Estiveste sempre a meu lado nos bons e maus momentos, amparando-me e dando força para nunca desistir. Por último, mas não menos importante, à minha melhor amiga Engenheira Rafaela Araújo, minha irmã de coração. Porque me acompanhou desde o primeiro ano de escolaridade até à data, crescemos juntas assim como cresceu a nossa amizade.
v essencial garantir que os alimentos servidos no sector da restauração são seguros, visto que se os fatores de risco envolvidos não forem controlados, pode tornar-se um problema de saúde pública. O sistema HACCP é uma ferramenta fundamental para garantir os critérios de segurança alimentar.
O presente trabalho teve como objetivo validar o sistema HACCP (PCC’s e PPRO’s) numa empresa de restauração coletiva, a Gertal, no sentido de demonstrar que o sistema em questão permite obter produtos alimentares seguros.
O presente estudo foi realizado na Unidade Hospital de Braga, onde o consumidor final pode variar entre colaboradores saudáveis até doentes internados com grande debilidade física. Assim sendo é muito importante garantir a qualidade e segurança dos produtos alimentares. Para validar o sistema, validando vários PCC’s/PPRO’s abrangidos no plano de validação da empresa, foi realizado um estudo microbiológico sentido de verificar se os alimentos derivados de cada etapa/processo estavam seguros para o seu consumo final. No decurso do trabalho aqui apresentado, realizaram-se 30 análises microbiológicas a alimentos superfícies e utensílios, das quais 29 estavam conformes e uma delas não-conforme. No caso da análise em que os critérios não estavam em conformidade implementaram-se as medidas corretivas e realizou-se uma nova análise, obtendo-se resultados positivos. Neste sentido validou-se o sistema HACCP da empresa. Os procedimentos de segurança alimentar estabelecidos pela Gertal garantem a segurança dos produtos alimentares servidos no Hospital de Braga.
vii the food served in the restaurant sector is safe, since if the risk factors involved are not con-trolled, that can become a public health problem. The HACCP system is a fundamental tool to ensure food safety criteria.
The objective of this study was to validate the HACCP (PPRO's and CCP's) system in a cater-ing company, the Gertal, to demonstrate that the system in question allows for secure food production.
The study was conducted in the Hospital Unit of Braga, where the final consumer can be either healthy collaborators or hospitalized patients with major physical weaknesses. Thus, it is very important to guarantee the quality and safety of food products.
To validate the system, by validating the various CCP’s / PPRO's included in the company’s validation plan, a microbiological study was carried out in order to verify whether the food produced in each stage/process was safe for final consumption.
During the work presented here, there were 30 microbiological analyses on food, surfaces and utensils, from which 29 were compliant and one was non-compliant. In this case, where the quality criteria were not verified, corrective actions were implemented and a new analysis was performed, obtaining positive results. Thus, the HACCP system was validated. The safety procedures established by the Gertal company ensure the safety of the food products served in the Braga Hospital.
ix
Índice de Figuras ... ix
Índice de Abreviaturas ... x
1. Introdução ... 1
1.1 Segurança alimentar ... 2
1.2 Segurança alimentar na restauração ... 2
1.3 Perigos ... 4
1.4 Sistema HACCP ... 6
1.5 Tecnologia de conservação dos alimentos ... 8
1.6 COOK CHILL ... 9
1.7 Normalização e Legislação ... 10
1.8Plano Monitorização, Verificação e Validação ... 11
1.9 Avaliação da Qualidade Microbiológica ... 12
1.10 Critérios Microbiológicos ... 16
1.11 Temperaturas de Segurança ... 18
1.12 Temperaturas de Armazenagem ... 19
1.13 Apresentação do Local de Realização do Trabalho... 20
1.14 Objetivos ... 20
2. Metodologia ... 23
3. Apresentação e Discussão de Resultados ... 26
3.1 Lavagem e Desinfeção (PCC1) ... 26 3.2 Confeção (PCC2) ... 30 3.3 Manutenção a quente (PCC3) ... 31 3.4 Arrefecimento lento (PCC4) ... 32 3.5 Fritura (PCC 6) ... 36 3.6 Dispensadores/ Vending (PCC7) ... 37 3.7 Arrefecimento rápido (PCC8) ... 39 3.8 Regeneração/Reaquecimento (PCC9) ... 41
3.9 Influência dos processos de confeção e reaquecimento na qualidade microbiológica dos ali-mentos ... 43
3.10 Transporte (PCC10) ... 45
x
3.14 Utensílios... 50
3. Conclusão ... 53
Bibliografia ... 55
xi Tabela 2 - Condições para ocorrência de perigos Biológicos
Tabela 3 - critérios microbiológicos publicados pelo INSA Tabela 4 - Grupos de alimentos prontos a comer
Tabela 5 - Planificação das recolhas
Tabela 6 - Contaminação microbiológica de uma alface pronta a comer recolhida numa linha de self
Tabela 7 - Contaminação microbiológica em alface desinfetada com DSF e SAF Tabela 8 - Contaminação microbiológica em pá de porco confecionada
Tabela 9 - Contaminação microbiológica em Jardineira recolhida depois de 2h de exposição num banho-maria
Tabela 10 - Contaminação microbiológica numa pá de porco submetida a arrefecimento lento
Tabela 11 - Contaminação microbiológica de novilho estufado obtido após arrefecimento lento
Tabela 12 - Contaminação microbiológica em pá de porco submetida a arrefecimento lento Tabela 13 - Contaminação microbiológica em bico de pato misto e em rolo de cenoura expostos numa máquina de venda automática
Tabela 14 - Contaminação microbiológica em carne de porco fatiada regenerada depois de 5 dias de arrefecimento
Tabela 15 - Contaminação microbiológica na regeneração de fogonero com arroz e couve-de-bruxelas num carro de reaquecimento
Tabela 16 - Contaminação microbiológica de badejo com arroz após transporte para unidade recetora
Tabela 17 - Resultados obtidos de uma pastosa no fim do empratamento Tabela 18 - Contaminação microbiológica em maçã de 4ªgama
xii Tabela 20 - Contaminação microbiológica em tabua de corte de vegetais e confecionados após desinfeção
Tabela 21 - Contaminação microbiológica em 5 pratos e 5 copos após higienização Tabela 22 - Contaminação microbiológica em container de banho-maria
xiii e desinfeção, depois da lavagem com água da rede pública e depois da desinfeção.
Figura 2 - Contaminação microbiológica em quatro tipos de alimentos em situação de arrefecimento lento.
Figura 3 - Contaminação microbiológica de uma pá de porco após confeção, arrefecimento lento e reaquecimento.
xiv HACCP - Hazard Analysis and Critical Control Point
DL – Decreto- Lei
DSA - Divisão de Segurança Alimentar PCC - Ponto Crítico de Controlo
PPRO - Programa de pré-requisitos operacionais PAC - Plano de Ações Corretivas
RDP - Registo Diário do Plano de autocontrolo HST - Higiene e Segurança no Trabalho
NP - Norma Portuguesa
ISO - Internacional Organization for Standardization T - temperatura
o
C - Graus Celsius
UFC – Unidades formadoras colónias M - Máximo
m - Mínimo
UFC - Unidades formadoras de colónias g - grama
ppm - Parte Por Milhão min - Minutos
1
1. Introdução
A preocupação com a segurança alimentar tem vindo a evoluir ao longo do tempo, acompanhando o progresso sócio-cultural e económico da população. Traduzindo-se na alteração dos hábitos alimentares e no tipo de alimento que os consumidores procuram. De entre as causas desta evolução destacam-se:
Aumento da população nos meios urbanos;
A distância e, consequente, tempo médio de deslocação entre a residência e o local de trabalho ou escola;
Aumento da carga horária de trabalho ou escolar
O aumento da percentagem de mulheres no mercado de trabalho;
O aumento do poder de compra;
As preocupações dietéticas
Estas alterações potenciam o crescimento do sector da restauração e, simultaneamente, exigem a evolução das técnicas de preparação, confeção, conservação e transporte, de modo a possibilitar às empresas de restauração e
catering a oferta de alimentos que, para além da qualidade e segurança
microbiológica, devem apresentar qualidade sensorial, higio-sanitária, nutritiva, funcional e de conveniência [1][2].
Atualmente, já não se pode considerar apenas a restauração tradicional sem referir a diferença entre os vários tipos de restauração coletiva. A restauração coletiva constitui toda a atividade que integra a preparação, armazenamento e/ou entrega ou serviço de alimentos a um grande número de pessoas [38].
Os estabelecimentos de restauração coletiva podem ser públicos ou privados, podem ter uma finalidade social, como, por exemplo, as cantinas, ou comercial, como os restaurantes, pastelarias e cafetarias.
2
1.1 Segurança alimentar
A segurança alimentar tornou-se um dos assuntos mais preocupantes e com maior impacto na opinião pública. Cada vez mais, os consumidores esperam ter garantias de que os alimentos que ingerem são seguros.
Segundo o Regulamento (CE) n.o 852/2004, segurança alimentar é definida como o conjunto de medidas e condições necessárias para controlar os perigos e assegurar que os géneros alimentícios são próprios para consumo humano. O mesmo regulamento estabelece que todos os operadores de empresas do sector alimentar, ao longo da cadeia de produção, devem garantir que a segurança dos géneros alimentícios não é comprometida [43].
Sendo assim uma boa parte da responsabilidade de manter a segurança alimentar cabe ao manipulador, este deve respeitar as boas práticas de higiene baseadas nos princípios HACCP, no intuito de evitar as infeções alimentares [1][2].
1.2 Segurança alimentar na restauração
Cada vez mais o cliente é exigente juntamente com os requisitos legais exigidos no exercício da atividade e obriga a maior atenção por parte da empresas do sector na área da segurança alimentar durante as etapas de preparação, confeção, transporte e armazenamento. Alguns microrganismos contribuem de forma benéfica no processamento, na segurança e na qualidade de determinados produtos alimentares, por outro lado existem muitos outros microrganismos que causam efeitos indesejáveis nos produtos alimentícios. As doenças de origem alimentar podem ser agudas ou crónicas, envolvendo não só o aparelho digestivo, mas também os sistemas nervoso, urinário, entre outras. Estas doenças preocupam a população mundial, pois quando os alimentos não são manipulados em segurança a saúde do consumidor é colocada em risco. As doenças de origem alimentar compõem um grupo de doenças que se definem por “qualquer entidade nosológica de natureza infeciosa ou toxica que seja causada pelo consumo de alimentos ou água”[5]. Em geral são provocadas por microrganismos patogénicos. Estima-se que por ano cerca de 30% da população dos países desenvolvidos sofra deste tipo de doenças [3][4][5].
3
Os sintomas mais frequentes deste tipo de doenças são vómitos, diarreia, dores abdominais e desidratação. Os sintomas dependem da causa da doença e por norma aparecem entre 24 e 72h, após a ingestão do alimento contaminado. Visto estes sintomas serem idênticos a outras doenças de origem não alimentar podem levar a disgnósticos errados, e consequentemente a graves problemas de saúde e até à morte [3].
Na restauração os serviços alimentares abrangem muitas etapas e cada uma delas está associada a determinados fatores de risco. Os fatores mais frequentemente identificados são o binómio tempo/temperatura; as preparações com demasiada antecedência; o reaquecimento inadequado; a temperatura inadequada durante a manutenção a quente; a permanência doa alimentos à temperatura ambiente por várias horas; descongelação inadequada. Além destes fatores existem ainda outros que contribuem para a contaminação como [1][2][6][7]:
Falhas no processo de controlo;
Ingredientes contaminados;
Fatores relacionados com a manipulação dos alimentos;
Contaminação cruzada;
Más condições higio-sanitárias;
Falhas no processo de controlo;
A melhor forma para evitar ou minimizar os riscos de contaminação passa pela adoção de medidas tais como, boas práticas de higiene e fabrico, medidas de autocontrolo e formação dos colaboradores [1].
É fundamental que existam Sistemas de Gestão de Segurança Alimentar (SGSA) que garantam o controlo de todas as etapas numa empresa de restauração. Este sistema deve incluir como base o sistema de segurança alimentar Hazard Analysis of Critical
Control Point, baseado na análise de perigos e controlo de pontos críticos
reconhecendo os perigos específicos e as medidas preventivas, bem como corretivas [8].
4
1.3 Perigos
Segundo o Codex Alimentarius “Perigo – agente biológico, químico ou físico presente no alimento ou condição do alimento com potencial para causar efeitos adversos à saúde” [9].
Os perigos podem ser categorizados de acordo com a sua natureza. Destacam-se então as três categorias: perigos biológicos, químicos e físicos [9].
Perigos físicos
Os perigos físicos podem ter uma origem diversa. As próprias matérias-primas constituem uma das principais origens de perigos físicos nos alimentos [1][9][10]. As matérias-primas de origem vegetal podem arrastar consigo materiais da natureza diversa como materiais oriundos de solos (poeiras e pedras) e até materiais provenientes da atividade de colheita como caules, sementes e folhas [1].
Durante a atividade da embalagem podem-se contaminar alimentos com madeira (ex. caixas de hortofrutícolas), objetos metálicos como grampos para fechar embalagens de cartão, fios usados para cozer sacos de papel e até plásticos (ex: sacos de polietileno usado no acondicionamento de matérias primas) [1][9][10].
Tabela 1 – Exemplos de perigos físicos nos alimentos livro dos perigos [10]
Material Origens Principais
Vidro
Garrafas, jarras, lâmpadas, janelas, utensílios, proteção
de mediadores Madeira Paletes, caixas, utensílios
Pedras Campo, material de construção Metal Equipamentos, campo,
arame, operadores Isolamento/Revestimento Material de construção
Ossos Processamento inadequado Objeto de uso pessoal Operadores
5
Perigos Químicos
Os perigos químicos abrangem uma vasta gama de substâncias químicas indesejáveis, que podem sobrevir da cadeia alimentar e consequentemente tornar-se um perigo para a saúde do consumidor. Geralmente, estes perigos estão relacionados com contaminações graves e diferindo-se dos perigos biológicos são os responsáveis por problemas de saúde que não se manifestam de forma aguda. Deste conjunto destacam-se [1][9][10]:
Aditivos alimentares – se usados em concentrações indevidas;
Pesticidas químicos – (ex.: os fungicidas, herbicidas,…);
Medicamentos veterinários – (ex.: antibióticos, promotores de crescimento,…);
Metais pesados – (ex.: chumbo e mercúrio);
Toxinas naturais – (ex.: toxinas associadas a mariscos e cogumelos);
Alérgenos – (ex.: glúten e lactose);
Químicos criados nos processos de confeção;
Químicos introduzidos nos alimentos – (ex.: produtos de limpeza);
Perigos Biológicos
Entre os três principais perigos, este destaca-se por suportar um maior risco relativamente à inocuidade dos alimentos [9]. Nesta categoria enquadram-se as bactérias, os vírus, os parasitas patogénicos e as toxinas microbianas que geralmente estão associadas à manipulação dos alimentos por parte dos operadores e à transmissão por alimentos crus utilizados como matéria-prima [10].
• Bactérias – São as maiores responsáveis pelas intoxicações alimentares. Encontram-se na maioria dos alimentos, no entanto aquando uma manipulação incorreta destes alimentos o número de bactérias aumentam significativamente gerando um risco maior de se obter um alimento perigoso.
• Fungos – Bolores e leveduras estão incluídos nesta categoria. Existem fungos benéficos e até uteis na produção de determinados alimentos. No entanto existem outros que produzem micotoxinas, prejudicial ao homem.
6
• Vírus – Podem ser transmitidos ao homem pelos alimentos, água ou até outras vias. Apenas são transportados, pois são incapazes de se reproduzirem e sobreviverem por grandes períodos de tempo em alimentos. Exemplos disso são: vírus da hepatite A, Norwalk, rotavírus, astrovírus, adenovírus entéricos.
• Parasitas – Podem incluir o homem no seu ciclo de vida. As infestações parasitárias estão associadas, principalmente a produtos mal cozidos ou alimentos prontos para consumo contaminados. Exemplos: Anisakis simplex, Cryptosporidium
parvum, Giardia lamblia.
Tabela 2 – Condições para ocorrência de perigos Biológicos [10]
Perigos Parâmetros Tmin Tmáx pHMin pHMáx awMin NaClMáx (oC) (oC) (%) Baccillus cereus 5 55 4.9 8.8 0.93 10 Campylobacter jejuni 32 45 4.9 9.0 0.98 2 Clostridium Botulinum 10 50 4.6 8.5 0.93 10 Tipo A e B proteolítico Clostridium Botulinum 3 45 4.6 8.5 0.97 5 Tipo E não proteolítico
Costridium perfringens
12 50 5.5 9.0 0.943 7
Escherichia coli
7 46 4.4 9.0 0.95 6.5
1.4 Sistema HACCP
O sistema HACCP - Hazards Analysis and Critical Control Points, (Análise de Perigos e
Pontos Críticos de Controlo) - baseia-se na identificação dos perigos relacionados com a segurança alimentar para ao consumidor que podem ocorrer ao longo da cadeia de
7
transformação de produtos. O sistema HACCP tem um carácter sistemático, baseia-se em fundamentos científicos e permite identificar perigos específicos e as medidas para o seu controlo a fim de garantir a segurança dos alimentos. A partir deste sistema é possível estabelecer sistemas de controlo baseados na prevenção, e não apenas na análise do produto final [9].
O estabelecimento de uma classificação do perigo quanto à sua severidade é importante no estabelecimento de um sistema HACCP [10][2]. Análise de perigos deve levar em conta a severidade da sua frequência e a frequência dos perigos no sentido de, numa primeira análise determinar aqueles que são significativos [11].
O sistema de pré requisitos deve ser implementado antes do sistema HACCP, tal como as Boas Práticas de Higiene e as exigências apropriadas em matéria de segurança dos alimentos, bem como a formação. Este plano de pré-requisitos deve estar bem estabelecido, operacional e verificado de modo a facilitar a implementação do sistema HACCP [2].
Princípios HACCP
O sistema HACCP é aplicável em qualquer fase da cadeia alimentar e assenta em sete princípios [2][11]:
1. Identificação e análise dos perigos e suas medidas preventivas;
2. Determinação dos pontos críticos de controlo (PCC’s) – para evitar ou elimi-nar um risco, ou reduzi-lo a níveis aceitáveis;
3. Estabelecimento dos limites críticos para cada PCC – estabelecer pontos que separem a aceitabilidade da não aceitabilidade, no sentido de aumentar a prevenção;
4. Estabelecimento dos procedimentos de monitorização dos PCC’s – estabele-cer processos de vigilância em pontos críticos;
5. Estabelecimento de medidas de ação corretiva a serem tomadas quando Um PCC se encontra fora do limite de controlo;
8
6. Estabelecimento de sistemas de verificação validação e revisão – estabelecer processos, de verificação frequente, no sentido de avaliar se as medidas refe-ridas nos princípios de 1 a 5 funcionam com sucesso;
7. Criar um sistema de arquivo para todos os controlos efetuados – elaborar documentos e registar de forma adequada (dependendo da dimensão da empresa e dos processos em questão), a fim de demonstrar a aplicação eficaz das medidas anteriores.
1.5 Tecnologia de conservação dos alimentos
Desde cedo o Homem procurou formas de aumentar o tempo de conservação dos ali-mentos. A necessidade de se abastecer por mais tempo com os alimentos provindos da caça e pesca incitaram o Homem a buscar formas de diminuir a deterioração. Os alimentos cozinhados e até os processados industrialmente também iniciavam um processo de deterioração logo após concluídos. Estas alterações na qualidade dos ali-mentos resultam das seguintes causas [32][36]:
Desenvolvimento e atividade bacteriana, leveduras e fungos do próprio alimento ou vindos do meio ambiente ou do manipulador;
Atividade de enzimas libertadas do alimento ou de eventuais microrga-nismos;
Luz;
Oxigénio;
Temperatura e humidade do próprio alimento, seja natural, cozinhado ou processado;
Insetos, roedores e outros parasitas;
Condições climáticas, fundamentalmente, calor e humidade;
Tempo demorado até ao início do processo de conservação;
Qualquer alimento sofre por fenómenos deteriorantes. Durante a evolução dos recur-sos tecnológicos a indústria de alimentos demonstrou ser um ramo lucrativo, que
9
aproveitava o fornecimento de alimentos mas também o desenvolvimento de novos produtos para atender a necessidades de algumas classes sociais. A economia e ren-dimento das produções, a conservação dos alimentos, a diversificação dos produtos, a disponibilidade das colheitas e a nutrição são as principais razões pelas quais os ali-mentos são industrializados [32][36].
Hoje em dia existem diversificadas técnicas de conservação de alimentos como con-servação por calor e frio, controlo de humidade, defumação, aditivos, por adição de solutos, por fermentação e irradiação [32][36].
1.6 COOK CHILL
A necessidade de alimentar um grande grupo de pessoas de um modo mais rápido e eficaz levou à criação de sistemas de produção de alimentos capazes de ir ao encontro dessas novas realidades [32]. Assim, a produção de alimentos em grandes escalas sur-giu inicialmente com produtos desidratados (frutos secos e carnes) e alimentos cura-dos (carnes e peixes salgacura-dos). Posteriormente, com a introdução cura-dos sistemas de re-frigeração, o sector de alimentos confecionados e congelados começou também a crescer. Na década de 60 do século passado, a utilidade dos alimentos confecionados e refrigerados foi reconhecido pelo sector da restauração pela evidência que os alimen-tos refrigerados também resistiam à contaminação microbiológica (embora por perío-dos de tempo menores que os alimentos congelaperío-dos) e em simultâneo mantinham as suas características organoléticas (cor, sabor e textura). Esta perceção influenciou o aumento de produção de alimentos confecionados e refrigerados em restauração. Mais recentemente, com experiências de novos utilizadores, começou-se a adotar uma abordagem mais sistemática e racional, o cook chill [23][36].
Hoje em dia as indústrias alimentares estão a recorrer cada vez mais ao sistema cook
chill, pois permite-lhes produzir grandes quantidades de alimentos e trazer vantagem a
nível económico, diminuindo o desperdício de alimentos. O sistema cook chill consiste num sistema de produção de refeições onde existe uma descontinuidade entre o mo-mento da produção e o momo-mento de consumo, por meio de um processo de
arrefeci-10
mento rápido de alimentos. Este processo permite que os alimentos sejam preserva-dos a temperaturas mínimas durante vários dias [23][32].
Existem vários referenciais para definir a velocidade de arrefecimento recomendado. O referencial mais utilizado sugere um período de pré arrefecimento de 30 min, seguido de um arrefecimento de 90 min para levar os alimentos de uma temperatura de aproximadamente 70 °C até aos 3 °C [23]. Nestes casos os alimentos passam a ser armazenados a temperaturas compreendidas entre os 0 e os 3 °C por um período de cinco dias, contando com o dia da produção. Para isso necessitamos de células de arrefecimento rápido, ou abatedores [23].
É necessário ter uma maior atenção às condições de arrefecimento, pois o alimento não deve permanecer a temperaturas consideradas de risco (10-63 °C) diminuindo significativamente o crescimento microbiológico [23].
1.7 Normalização e Legislação
A área alimentar é fortemente regulamentada. A melhoria da segurança alimentar sempre foi um objetivo da ação da União Europeia, sendo que as primeiras regras sobre segurança dos alimentos datam dos seus primórdios. Contudo, com as crises alimentares da década de 90 verificou-se a necessidade de substituir a legislação, até então adotada, por uma abordagem mais simples e mais abrangente. De modo a ir de encontro a estas preocupações, tem sido publicado um conjunto de legislação europeia relativa à segurança alimentar, da qual se destaca o Regulamento (CE) n.o 178/2002, de 28 de Janeiro, que para além de criar a Autoridade Europeia para a Segurança dos Alimentos (EFSA), determina os princípios e normas gerais da legislação alimentar e estabelece procedimentos em matéria de segurança dos géneros alimentícios e os Regulamentos (CE) n.o852/2004 e n.o 853/2004, ambos de 29 de Abril, relativos à higiene dos géneros alimentícios e à higiene dos géneros alimentícios de origem animal, respetivamente. Em Portugal, a publicação destes Regulamentos é complementada pelo Decreto-Lei n.o 113/2006, de 12 de Junho. Para além das normas e regulamentos, ainda existem outros documentos que procuram melhorar a segurança alimentar, que são designados por Códigos de Boas Práticas (referidos no Regulamento 852). Estes códigos são o levantamento dos pontos críticos e a indicação
11
do procedimento a seguir, no sentido de garantir a segurança em cada atividade da cadeia alimentar [13].
A norma NP EN ISO 22000:2005 é relativa ao sistema de Gestão de Segurança Alimentar, foi a primeira norma internacional/europeia sobre a segurança alimentar e foi publicada em 2005, tendo o IPQ, enquanto organismo Nacional de Organização, editado a versão em língua portuguesa (NP EN ISO 22000:2005). Nos anexos desta norma é referida a correspondência que existe entre os seus requisitos e os da NP EN ISO 9001:2000 e os princípios do HACCP. A aplicação desta norma e a certificação do sistema de gestão implementado por um Organismo de certificação, preferencialmente acreditado no âmbito do SPQ, pela Organismo nacional de Acreditação – IPAC [13][15][16].
1.8 Plano Monitorização, Verificação e Validação
Um registo de monitorização é uma evidência documental de que os PCC’s estão a ser monitorizados. O 4o princípio do sistema HACCP consiste exatamente em monitorizar os PCC’s [17]. Um dos princípios do sistema de Segurança Alimentar HACCP, visto anteriormente, definido pela NP EN ISO 22000 e pelo Codex Alimentarius é o princípio 6, que inclui a verificação e a validação do Plano HACCP [15]. Relativamente ao Plano de Verificação, cabe em geral, ao responsável da Unidade ou a um substituto designado a verificação dos registos. Geralmente a frequência deve ser diária/semanal, ou trimestral em caso de auditorias internas feitas pelos técnicos da DSA. A validação é fundamental para garantir a Segurança Alimentar e obter evidências de que o plano está a funcionar eficazmente. A validação deve garantir que toda a informação na base do plano e do programa é correta e que a unidade deve seguir as normas em concordância com a política de Segurança Alimentar. Esta ação permite avaliar se o plano de HACCP e os PPR operacionais estabelecidos para um produto ou processo controla de forma correta ou reduz para um nível aceitável, os perigos na vertente da segurança alimentar [19].
As análises laboratoriais são a forma de validação da eficácia das medidas de biossegurança e dos planos HACCP/sistemas de segurança alimentar. Todos os sistemas HACCP devem contemplar um plano de análises a efetuar, quer para a
12
validação, quer para a verificação e monitorização dos PCC. Para realizar os planos analíticos de cada empresa é importante o recurso a laboratórios que ofereçam garantias da qualidade, capacidade técnica para apoio à tradução dos resultados [18].
1.9 Avaliação da Qualidade Microbiológica
As análises microbiológicas envolvem a deteção/contagem de microrganismos que podem ser indicadores como os microrganismos a 30 oC, as leveduras e bolores a 25 o
C, ou patogénicos (Listeria monocytogenes e Salmonella spp., Clostridium perfringens,
Staphylococcus aureus e Bacillis cereus, Escherichia coli).
Os microrganismos a 30 °C, bolores e leveduras a 25 °C permitem-nos avaliar condições de higiene, a deterioração do produto, tempo e temperatura de conservação e eficácia de tratamentos. Os principais géneros e espécies bacterianas responsáveis pelas doenças de origem alimentar são:
Salmonella
A salmonelose é uma das causas mais frequentes de doenças alimentares, sendo a
Salmonella typhimurium um dos ofensores típicos alimentares, bem como a Salmone-lla enteritidis, encontrada em ovos.
Alguns investigadores referem que o aumento dos problemas com salmonelas deve-se a diversos fatores, entre os quais o aumento da quantidade de alimentos preparados, a utilização de métodos incorretos de armazenamento dos alimentos, o crescente há-bito de consumo de alimentos crus ou incorretamente cozinhados, o incremento do comércio internacional dos alimentos e ainda a diminuição das resistências do homem às infeções devido ao aumento dos níveis de higiene [34].
As doenças causadas são febre tifoide causada por Salmonella typhi, as febres entéricas por Salmonella paratyphi (A, B, C) e as enterocolites, causadas pelas demais
Salmonellas [26]. Estas últimas determinam-se por sintomas que incluem diarreias,
febre, dores abdominais e vómitos, durando em média em média doze a trinta e seis horas. [27].
Segundo a OMS, a salmonelose constitui um dos mais comuns problemas de saúde pública e representa um custo significativo em muitos países. Milhões de casos
13
humanos são reportados anualmente no mundo, originando milhares de mortos todos os anos (WHO, 2005). Num estudo efetuado em 2007 pela Autoridade Europeia para a Segurança Alimentar (EFSA), a salmonelose, ocupa o segundo lugar enquanto infeção zoonótica, com cerca de 151.995 casos humanos confirmados, tendo sido notificados em Portugal, de acordo com o mesmo relatório, 482 casos confirmados. O relatório de Doenças de Declaração Obrigatória 2003-2007 da Direção Geral de Saúde refere que em Portugal, no ano de 2007 foram notificados 43 casos de febre tifoide e paratifoide e 461 casos de outras salmoneloses [47].
A diminuição do risco baseia-se na implementação de medidas preventivas em três grandes linhas de atuação que passa pelo controlo de Salmonelas nos alimentos para animais prevenindo-se a introdução de bactérias nos animais; pelo aumento da higiene durante o abate e posteriormente no processamento da carne; pela preparação final do alimento e educação da indústria e do consumidor na implementação de medidas efetivas de higiene. Na realidade, a incidência de salmonelose tem vindo a diminuir na União Europeia com uma tendência significativa, sendo as principais fontes de infeção a carne fresca de aves de capoeira e carne de porco. No que se refere aos ovos, alguns estados membros comunicaram 0.8% de amostras positivas [48].
Escherichia
O género Escherichia pertence à família Enterobacteriaceae, são bacilos Gram-negativos, não esporulados, capazes de fermentar glicose com produção de ácido e gás, anaeróbios facultativos. A espécie mais comum encontrada no trato gastrointestinal é Escherichia coli [26]. A infeção por E.coli está coligada às más práticas de higiene, a sua transmissão é fecal-oral e pelas mãos de manipuladores. Os alimentos suscetíveis à infeção são carnes, hortaliças, leite e água não tratada [26]. Segundo a EFSA (2009), de entre as estirpes de E.coli responsáveis por toxinfeções ali-mentares responsáveis destaca-se a E.coli verotoxigénica (VTEC) que é caracterizada pela produção de verocitotoxinas. No caso dos humanos são casos esporádicos. Os sintomas associados podem ir de uma ligeira diarreia a uma diarreia sanguinolenta, normalmente acompanhada de cólicas abdominais, geralmente sem febre, sendo que em alguns casos, a infeção pode provocar insuficiência renal aguda, anemia e
diminui-14
ção de plaquetas [48]. O consumo de alimentos ou água contaminada pode ser um veículo de transmissão desta bactéria, podendo a infeção transmitir-se também por contacto direto com pessoas ou animais. Como os ruminantes são reservatórios destas estirpes, muitas das infeções humanas têm sido associadas à ingestão de carne ou leite destas espécies [49][50].
Em 2007, de acordo com o relatório da EFSA (2009), ocorreram um total de 2905 casos humanos infetados com VTEC. Estes dados, reportados por 22 Estados Membro repre-sentam uma diminuição de 13.5% relativamente ao ano de 2006 (3357 casos) [48].
Clostridium perfringens
Bacilos Gram-positivos, anaeróbio estrito, esporulado, apresenta cápsula e é imóvel, tem aptidão para se multiplicar a temperaturas alta.
O género Clostridium spp. é composto por várias espécies e cada uma delas é caracterizada por ter um conjunto de fatores de virulência distinto. Dentro dessas espécies destaca-se o grupo dos clostrídios sulfito redutores que se caracterizam por reduzir o sulfito a sulfureto de hidrogénio a 46 °C. A sua determinação na análise de alimentos dá indicação simples e rápida da potencial presença de Clostridium
perfringens nos alimentos [51].
A infeção causada por esta espécie bacteriana acontece quando existe ingestão de alimentos contendo múltiplas células viáveis de C. perfringens, que esporulam no intestino delgado, libertando a enterotoxina.
Os sintomas são: dores abdominais agudas, diarreia, náuseas e febre no período entre oito a doze horas. Os surtos por C. perfrigens geralmente são causados pelo consumo de alimentos preparados em grandes quantidades e consumidos horas após, pois a multiplicação do microrganismo está paralelamente ligada à temperatura inadequada, como em estufas e em temperatura ambiente. Os maiores causadores desta infeção são alimentos a base de carne bovina e frango [26]. Os incidentes de intoxicação alimentar por Clostridium perfringens dão-se com mais frequência em instituições tais como hospitais, escolas ou residências universitárias, onde são preparadas refeições em larga escala [52].
15
Bacillus cereus
São bacilos Gram-positivos, aeróbios, produtores de esporos. O solo é o seu reservatório natural por isso os principais alimentos envolvidos são os vegetais crus e cozidos. Esta espécie pode causar gastroenterite de formas distintas como: síndrome diarreica e a síndrome emética a duração da primeira doença é de doze a vinte e quatro horas e os sintomas são diarreias intensas e dores abdominais. Relativamente à síndrome emética os sintomas são vómitos, náuseas e mal-estar e em alguns casos, diarreia com seis a vinte e quatro horas de duração [26]. No entanto, esta bactéria para além de provocar intoxicação alimentar, pode dar lugar a uma infeção veiculada através dos alimentos, onde o período de incubação é mais longo do que o período latente da intoxicação [52]. Está frequentemente ligado à contaminação de cereais, como o arroz, e outros alimentos [34].
Staphylococcus aureus
São cocos Gram-positivos, anaeróbios facultativos e não produzem esporos. Pode dar origem a doenças por produção de toxinas ou invasão direta e destruição do tecido. Os alimentos mais frequentemente implicados em intoxicações por Staphylococcus
au-reus são os produtos de pastelaria com creme ou recheio, recheios de carne, saladas e
queijos [53]. A presença de S. aureus nos géneros alimentícios resulta essencialmente da contaminação após o processamento térmico, pelos manipuladores portadores do microrganismo, pelos biofilmes nas superfícies ou quando matérias-primas contami-nadas são armazecontami-nadas em contacto ou nas proximidades de alimentos já processados ou de superfícies de trabalho [51].
A presença de valores elevados de Staphylococcus coagulase positiva num determina-do alimento, é indicativa de higienização inadequada, controlo de temperaturas incor-reto, e da potencial presença de enterotoxina de Staphylococcus aureus, sendo indica-dor de segurança e inocuidade do alimento [54].
Esta bactéria habita com frequência a nasofaringe do ser humano, a partir da qual pode facilmente contaminar as mãos do homem e penetrar no alimento, causando a
16
intoxicação alimentar estafilocócica ou transferência de microrganismos através de contaminação cruzada [28].
1.10 Critérios Microbiológicos
A vigilância microbiológica dos alimentos prontos a comer corresponde a uma área de grande interesse na Saúde Pública e tem como objetivo assegurar a salubridade dos alimentos e prevenir as doenças de origem alimentar [4]. Na criação de um critério deve ter-se em atenção os microrganismos patogénicos e as suas toxinas, os microrganismos indicadores e o tipo de amostra colhida, bem como o momento da amostragem. Assim, deve recorrer-se a critérios microbiológicos preestabelecidos [4]. A tabela 3 resume os Valores Guia para a avaliação da qualidade microbiológica de alimentos prontos a comer.
Os dados obtidos pelo INSA permitem agrupar os alimentos prontos a comer em três grupos diferentes, de acordo com o tipo de ingredientes que os compõem (tabela 4), bem como o tratamento térmico/procedimento que lhe é aplicado [4]. Com base na contagem de microrganismos aeróbios mesófilos, microrganismos indicadores e a presença ou o número de determinados microrganismos patogénicos foram estabelecidos quatro níveis de qualidade microbiológica [4]:
Satisfatório – o resultado analítico indica uma boa qualidade microbiológica;
Aceitável – o produto encontra-se dentro dos limites estabelecidos;
Não Satisfatório – os resultados indicam que o produto não satisfaz um ou mais valores estabelecidos;
Inaceitável / Potencialmente perigoso – O resultado analítico indica a presença de microrganismos patogénicos ou toxinas que podem constituir risco para a saúde. Neste caso os resultados devem ser comunicados de imediato à unidade onde foi detetado para, caso possível, corrigirem a situação.
17
Tabela 3 – critérios microbiológicos publicados pelo INSA [4]
18
Tabela 4 - Grupos de alimentos prontos a comer [4]
1.11
Temperaturas de Segurança
A confeção é um dos métodos mais seguros para a segurança alimentar na restauração. A etapa de cozedura é um PCC óbvio para o qual os limites críticos de temperatura e de tempo podem ser estipulados, monitorizados e corrigidos [42]. A literatura científica sugere que se deve confecionar os alimentos de modo a que atinjam no seu centro térmico 70 °C durante pelo menos 2 min ou que atinjam no seu centro térmico 75 °C, requisitos suficientes eliminar bactérias como a Salmonella,
Campylobacter, e L. monocytogenes [30][31]. O binómio tempo-temperatura utilizado
deve ser validado, para garantir a destruição das bactérias patogénicas e esses pratos deverão ser consumidos num período máximo de 30 min após confeção, ou serem mantidos a temperaturas acima dos 63 °C [30].
19
A manutenção a quente é uma medida temporária pelo que deve ser aplicada no menor intervalo de tempo possível. Os alimentos devem ser mantidos a temperaturas superiores a 63 °C em banhos marias ou estufas [31][30][42]. O incumprimento destes limites térmicos irá facilitar o crescimento e produção de toxinas de bactérias como S.
aureus, C. perfringens e B. cereus. Segundo a literatura, os alimentos
pré-confecionados que não são servidos a temperaturas de refrigeração, devem ser reaquecidos a temperaturas acima dos 70 °C, imediatamente após serem retirados do frio. Os pratos nunca devem ser reaquecidos mais do que uma vez e devem ser servidos num período máximo de 30 min. O reaquecimento destruirá a maioria das bactérias, mas as toxinas preformadas podem resistir [30].
Os alimentos preparados em cook chill deverão ser arrefecidos, utilizando equipamentos apropriados. Os equipamentos de arrefecimento ou congelação, deverão ser capazes de reduzir a temperatura no centro térmico (interior) dos alimentos para ≤10 °C, temperaturas consideradas perigosas [23][30]. A incapacidade de atingir essa temperatura num período de 2h permitirá a multiplicação de bactérias como a Sallmonella e o S. aureus [30].
1.12 Temperaturas de Armazenagem
Os alimentos como o pescado, carnes, produtos lácteos e alimentos confecionados, que não são para consumo imediato, deverão ser armazenados a temperaturas entre – 1 °C e 5 °C, em frigoríficos ou câmaras [30]. Bactérias como a L. monocytogenes e Y.
entercolitica que podem estar presentes numa reduzida percentagem de frigoríficos de
restaurantes, desenvolver-se-ão e multiplicar-se-ão se essas temperaturas não forem observadas [30][31].
No caso de congelação os alimentos perecíveis deverão ser mantidos a temperaturas de 18 °C negativos (ou inferiores). A congelação e a armazenagem em congelador podem ser consideradas um PCC, pois a congelação também evita o crescimento, multiplicação e produção de toxinas por contaminantes bacteriológicos [31].
20
1.13 Apresentação do Local de Realização do
Trabalho
GERTAL – Companhia Geral de Restaurantes e Alimentação, S.A.
A Gertal é uma empresa que atua no ramo da restauração coletiva e alimentação, com destaque na área da segurança, qualidade e ambiente. A Gertal está presente em diversos segmentos do mercado, tais como indústrias, hospitais, lares, creches, instituições sociais e universidades. Uma das unidades em que a Gertal atua é no Hospital de Braga. A unidade abriu portas em Maio de 2011 e veio substituir o antigo Hospital de São Marcos. Tem uma área de construção de 140.000 m2, possuindo uma capacidade de internamento de 705 camas. Atualmente, no Hospital de Braga são servidas cerca de 2827 refeições por dia [22]. Os serviços prestados pela Gertal passam pelo fornecimento pontual de refeições, até à gestão por inteiro de refeitórios e cafetarias. Todo o processo desde a aquisição das matérias-primas, passando pela gestão de stocks, recursos humanos, planificação de ementas (por nutricionistas/dietistas), até ao empratamento da refeição é da responsabilidade da empresa. Atualmente presta serviço por todo o País e tem ainda as subdireções Norte e Sul, cada uma com a sua equipa particular [21].
Na Gertal a qualidade é parte integrante do modelo de negócio. Os serviços são suportados nos mais altos padrões de qualidade. A Gertal detém as seguintes certificações [21]:
- NP EN ISO 9001:2008, ISO 14001:2004, OHSAS 18001:2007;
- NP EN ISSO 22000:2005 – relativa ao “Sistema de Gestão de Segurança Alimentar”.
1.14 Objetivos
O objetivo deste estudo é a validação das etapas definidas no plano HACCP da Gertal. Neste sentido foram feitas análises microbiológicas, avaliando em paralelo as condições de higiene durante a produção certificando que os produtos não apresentam qualquer risco para a saúde do consumidor. Visto o principal objetivo ser
21
autenticar o plano de validação da empresa recorreu-se a exames microbiológicos às seguintes etapas: PCC 1 Lavagem Desinfeção Dosagem do desinfetante Tempo de desin-feção PCC8 Arrefecimento rápido Temperatura do produto Tempo de arrefeci-mento PCC2 Confeção Estado de coze-dura/ confeção Tempo de confe-ção PCC9 Regeneração Tempo de regene-ração PCC3 Manutenção a quente Temperaturas de
estufas e centro térmico
PCC10 Transporte Tempo de Transpor-te PCC4 Arrefecimento lento e rápido Temperatura do produto Tempo de arre-fecimento PCC11 Empratamento Distribuição Tempo de Empra-tamento PCC6 Confeção % de compostos polares Temperatura do óleo de fritura PPRO7 Serviço Verificação da tem-peratura mesas das sala-das PCC7 Dispensadores / Vending Temperatura dos dispensadores / máqui-nas de vending PPRO11 Manutenção a quente nos termos de leite Atividade de higie-nização com remoção da torneira
• Validação dos onze PCC’s, também se pretende analisar superfícies como tábuas de corte e a loiça de doentes e da cafetaria, com a intenção de validar os processos de lavagem e desinfeção de utensílios;
• Validar o processo de lavagem das mãos, recorrendo a uma análise a mãos de um manipulador;
• Averiguar se o consumo de produtos de 4ªgama como a maçã se mantém seguros mesmo sem passarem por desinfeção;
• No caso da não conformidade de alguma das análises segue-se a implementação das ações corretivas.
22
NOTAS: Na etapa Desinfeção pretende-se a eficácia de um novo produto desinfetante, Sonaril DSF e comparar com a eficácia do produto já existente na unidade FOOD SAF. Na etapa Arrefecimento lento, o presente estudo pretende analisar a vida útil de alimentos submetidos ao método “cook chill”, através dos testes microbiológicas.
23
2. Metodologia
Para o estudo se tornar exequível foi seguida a seguinte linha metodológica. Com base no plano de validação do plano de HACCP da Gertal, foram selecionados os PCC’s e PPRO’s que seriam validados recorrendo a análises microbiológicas. Com auxílio das ementas da empresa seguiu-se a seleção das datas e o planeamento da recolha laboratorial. Aquando os dias das recolhas organizaram-se todas as condições impostas pelas normas da empresa, para que o trabalho fosse exequível. Por fim analisaram-se os boletins microbiológicos, avaliando a contaminação microbiológica de cada amostra. Implementaram-se as ações corretivas, em caso de não conformidade de resultados.
De acordo com o Plano de validação em vigor na Gertal (Anexo I), foi feito um levantamento das análises microbiológicas que seriam feitas desde Janeiro até ao mês de Setembro do ano 2014, no sentido de validar seguintes as etapas lavagem/desinfeção, confeção, manutenção a quente, arrefecimento lento e rápido, regeneração, transporte, empratamento/distribuição. Realizaram-se também análises a superfícies como tábuas de corte, containers de banho-maria, tampas e termos de leite e mão de manipuladores.
As análises microbiológicas foram realizadas por uma empresa externa acreditada, tendo em conta todas as etapas consideradas no plano de validação e analisando a variável considerada critica (como o exemplo do tempo/temperatura) a fim de validar cada processo, obtendo evidências experimentais.
Planificação das recolhas
Recolheram-se todas as análises devidamente acondicionadas em saco plástico esterilizado, segundo o método PE-DSQ-10/V10 (ISO 7218:2007), exceto no caso das amostras de produto de vending em que o acondicionamento foi feito na embalagem intacta de origem. Por sua vez, no caso dos utensílios, superfícies (como tábuas de corte) e manipuladores o método utilizado foi com o auxílio de uma zaragatoa “MRD-HLPS”, segundo o método ISO 18593:2004.
24
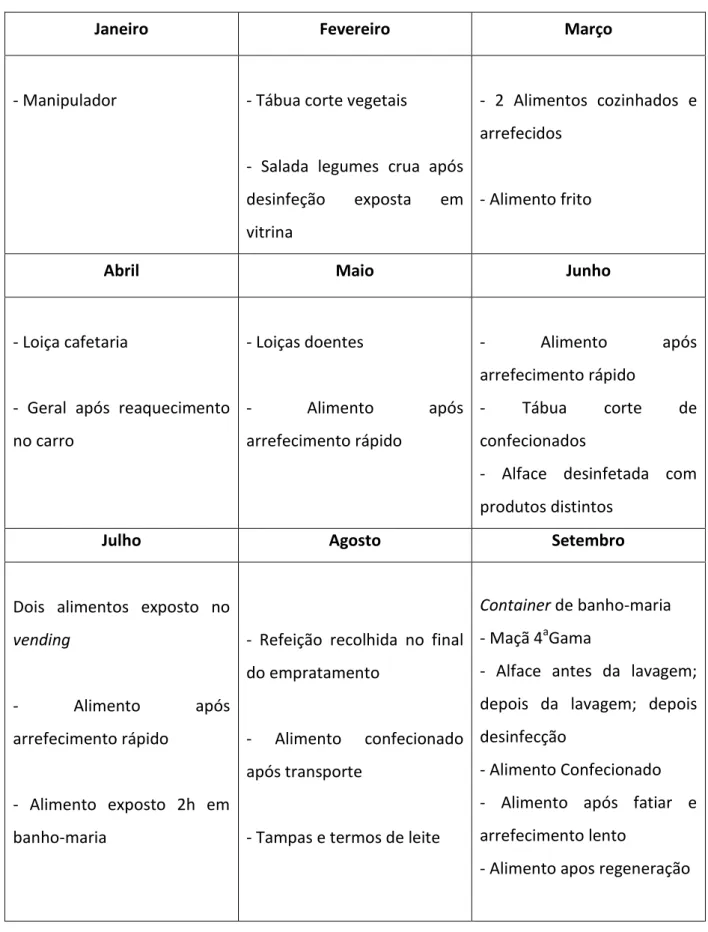
Tabela 5 – Planificação das recolhas
Janeiro Fevereiro Março
- Manipulador - Tábua corte vegetais
- Salada legumes crua após desinfeção exposta em vitrina
- 2 Alimentos cozinhados e arrefecidos
- Alimento frito
Abril Maio Junho
- Loiça cafetaria
- Geral após reaquecimento no carro - Loiças doentes - Alimento após arrefecimento rápido - Alimento após arrefecimento rápido - Tábua corte de confecionados
- Alface desinfetada com produtos distintos
Julho Agosto Setembro
Dois alimentos exposto no
vending
- Alimento após arrefecimento rápido
- Alimento exposto 2h em banho-maria
- Refeição recolhida no final do empratamento
- Alimento confecionado após transporte
- Tampas e termos de leite
Container de banho-maria
- Maçã 4aGama
- Alface antes da lavagem; depois da lavagem; depois desinfecção
- Alimento Confecionado - Alimento após fatiar e arrefecimento lento
- Alimento apos regeneração
As análises microbiológicas foram recolhidas e analisadas conforme as normas e ISO’s adotadas na empresa externa em questão.
25
Os parâmetros analisados são definidos pela empresa que realiza os testes laboratoriais e foram os mesmos em todas as análises, contabilizaram-se os microrganismos a 30 °C, leveduras a 25 °C, bolores a 25 °C, Enterobacteriaceae,
Escherichia coli, Clostridium perfringens, Bacillus cereus, Staphylococcus coagulase
positiva, Listeria monocytogenes. Além das contagens pesquisou-se a presença de
Listeria monocytogenes e Salmonella. No caso dos utensílios e superfícies só se
contabilizaram microrganismos a 30 °C, pesquisa de Coliformes e Escherichia coli.
Nota: As respetivas normas/métodos utilizados para a contabilização dos parâmetros estão referidos nos boletins analíticos e no REGULAMENTO (CE) N.o 1441/2007 [33].
26
3. Apresentação e Discussão de Resultados
No sentido de validar cada PCC presente no plano de validação foram recolhidas 31 amostras de cada alimento/utensílio. Cada amostra foi analisada por uma empresa exterior que mais tarde remeteu os boletins analíticos com as respetivas declarações de conformidade (quando os requisitos legais de qualidade microbiológica são cumpridos) ou não conformidade (quando algum parâmetro microbiológico ultrapassa o limite dos valores de referência) (Anexo II).
3.1 Lavagem e Desinfeção (PCC1)
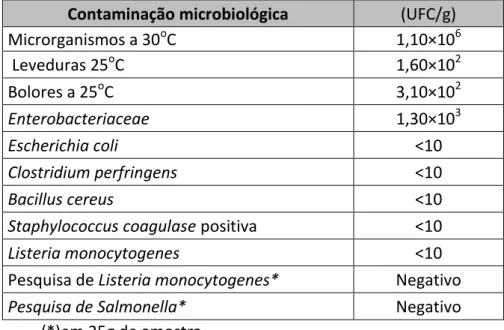
Recolheu-se uma salada de alface crua após desinfeção. A alface foi recolhida na linha de self da vitrina de saladas a uma temperatura de 14,2 °C num saco plástico esterilizado. Em conjugação com a análise à alface validou-se o PPRO7 – Serviço – com o recurso à temperatura da mesa de saladas. Os resultados estão representados na tabela 6.
Tabela 6 – Contaminação microbiológica de uma alface pronta a comer recolhida numa linha de self
Contaminação microbiológica (UFC/g) Microrganismos a 30oC 1,10×106 Leveduras 25oC 1,60×102 Bolores a 25oC 3,10×102 Enterobacteriaceae 1,30×103 Escherichia coli <10 Clostridium perfringens <10 Bacillus cereus <10
Staphylococcus coagulase positiva <10
Listeria monocytogenes <10
Pesquisa de Listeria monocytogenes* Negativo
Pesquisa de Salmonella* Negativo
27
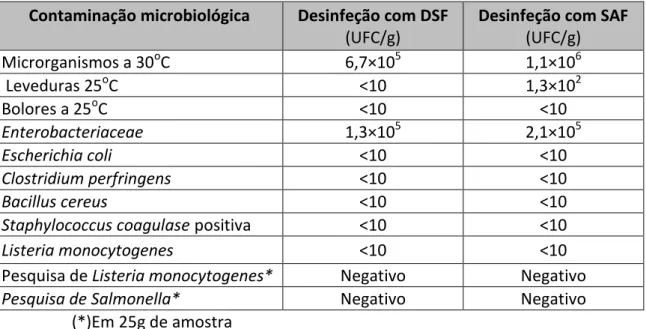
Esta salada encontrava-se a temperaturas acima do permitido (14,2 °C) pelas normas da Gertal (IT-4 Anexo V), no entanto os resultados expostos no boletim analítico ostentavam resultados aceitáveis (nível 2) de acordo com os valores guia publicados pelo INSA para alimentos do grupo 3 (alface e tomate por exemplo). A bibliografia refere que os alimentos não devem permanecer mais que 2h a temperaturas consideradas perigosas [33][31]. A alface foi transportada desde a cozinha (piso -1) até ao piso da linha de self (piso 0). Durante o transporte a salada não estava acondicionada em frio, logo a temperatura da alface pode ter subido neste intervalo de tempo. No entanto a amostra foi recolhida às 11h15min, logo após o início da exposição na vitrina das saladas, o que pode explicar esta temperatura superior. Um dos objetivos deste trabalho era validar o processo de desinfeção com um novo produto, Sonaril DSF (contendo dicloroisocianurato de sódio), comparando com a eficácia do produto preexistente na unidade, FOOD SAF (contendo hipoclorito de sódio). No que diz respeito às concentrações, no produto Sonaril DSF, a concentração indicada pelo fornecedor é 100mL de DSF em 20L de água. Relativamente ao produto FOOD SAF a concentração utilizada é 4 pastilhas (peso: 1,08g cada) em 20L de água. Nesse sentido recolheram-se duas novas amostras, uma alface crua desinfetada com o produto FOOD SAF e outra alface desinfetada pelo produto Sonaril DSF. Os resultados da tabela 7 comparam os parâmetros obtidos, através da desinfeção por produtos distintos. Os resultados apresentados estão em conformidade com os critérios publicados pelo INSA representados na tabela 3, para alimentos do grupo 3 [4]. Os valores obtidos suportam o 2o nível numa escala de 4 níveis. No entanto, podemos verificar que relativamente aos microrganismos a 30 °C, às leveduras a 25 °C e às
Enterobacteriaceae o produto DSF foi mais eficaz. Estes resultados podem explicar-se
porque aquando uma concentração de 100ml de DSF em 20L de água obtém-se 90ppm de Cloro. Relativamente ao FOOD SAF, com 4 pastilhas em 20L de água obtém-se apenas 48ppm de Cloro (informações na ficha técnica no Anexo III). Os resultados mais eficazes do novo produto explicam-se porque se obtém uma solução mais clorada. No entanto ambos reduzem os microrganismos até critérios aceitáveis.
28
Tabela 7 - Contaminação microbiológica em alface desinfetada com DSF e SAF
Contaminação microbiológica Desinfeção com DSF
(UFC/g)
Desinfeção com SAF
(UFC/g) Microrganismos a 30oC 6,7×105 1,1×106 Leveduras 25oC <10 1,3×102 Bolores a 25oC <10 <10 Enterobacteriaceae 1,3×105 2,1×105 Escherichia coli <10 <10 Clostridium perfringens <10 <10 Bacillus cereus <10 <10
Staphylococcus coagulase positiva <10 <10
Listeria monocytogenes <10 <10
Pesquisa de Listeria monocytogenes* Negativo Negativo
Pesquisa de Salmonella* Negativo Negativo
(*)Em 25g de amostra
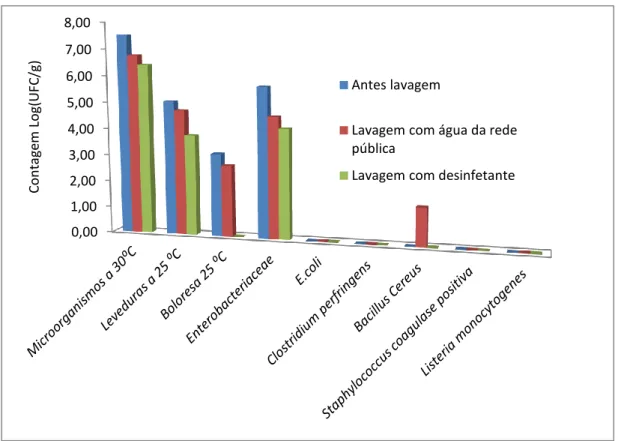
De acordo com o plano validação (Anexo I), fez-se uma análise à alface antes da lavagem, depois da lavagem com água da rede pública e outra depois da desinfeção com o novo produto Sonaril DSF, de modo a validar o processo por completo e de acordo com a norma relativa à preparação e desinfeção de saladas (N-DSA-9). Na etapa da desinfeção usou-se uma porção de 300mL de Sonaril DSF em60L de água. Em paralelo, analisou-se os resultados para um tempo de desinfeção de apenas 10min. Na figura 1 podemos observar os resultados. Como se pode verificar na figura 1 existe uma diferença entre a contagem de microrganismos a 30 °C na alface antes da lavagem com água da rede pública e na alface depois de lavada. Com a pré-lavagem pretendia-se eliminar as porções de terra, poeiras e insetos. As contagens de microrganismos totais a 30°C têm por objetivo determinar a carga microbiológica aeróbia, mesófila e viável no produto a analisar. Neste tipo de ensaio determina-se a presença de bactérias, bolores e leveduras, englobando em simultâneo agentes responsáveis por alterações dos alimentos e microrganismos patogénicos - esta microbiota exige as mesmas condições de crescimento do que a maioria das espécies patogénicas. Esta determinação tem um significado importante em microbiologia alimentar por ser o melhor método de avaliar as características microbiológicas gerais dos alimentos.
29
Figura 1 - Comparação da contaminação microbiológica de alface antes da lavagem, após lavagem com água da rede pública e após desinfeção.
É possível verificar na figura 1 a presença de microrganismos a 30 oC, leveduras e bolo-res a 25 °C elevadas. Isto pode explicar-se pelas folhas largas entrarem facilmente em contanto com o solo e com a água de irrigação [39]. Além da microbiota não patogéni-ca, o solo é também um reservatório de microbiota patogénipatogéni-ca, de entre a qual, E. coli,
Bacillus cereus, Clostridium botulinum, Clostridium perfringens e Listeria monocytoge-nes [39]. As contagens de Escherichia coli, têm por objetivo evidenciar uma possível
contaminação fecal, daí ser referido como critério de higiene no Regulamento (CE) n.o 2073/2005 para produtos e hortícolas pré-cortados prontos para consumo. E. coli é comensal do intestino do Homem e dos animais de sangue quente. Devido a este facto considera-se um bom índice de contaminação fecal [39][40]. Com a lavagem de água da rede pública verificou-se uma descida na contagem de microrganismos, no entanto nota-se uma ligeira subida na contagem de Bacillus cereus. Esta situação pode ter ocorrido devido a alguma falha no processo de manipulação, ou algum tipo de conta-minação cruzada. 0,00 1,00 2,00 3,00 4,00 5,00 6,00 7,00 8,00 Con ta ge m Lo g(U FC /g) Antes lavagem
Lavagem com água da rede pública
30
Na etapa de desinfeção a alface permaneceu mergulhada na solução clorada durante 10 min, o que originou uma queda significativa na contagem dos microrganismos. A presença de E. coli pode ser indicadora da presença de Salmonella, no entanto as con-tagens de E.coli diminuiu significativamente com a etapa de desinfeção para níveis quase nulos. A presença de Salmonella e Listeria monocytogenes é negativa.
3.2 Confeção (PCC2)
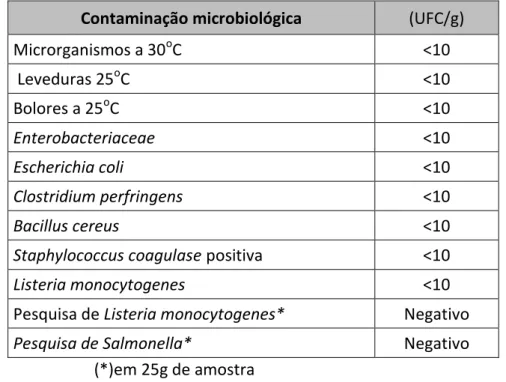
Para validar a etapa da confeção realizou-se a recolha de uma carne de porco antes de ser fatiada. A carne de porco permanecia a uma temperatura de 88 °C no centro térmico. A temperatura mais adequada para a etapa da confeção é superior a 75 °C seguindo as normas da empresa. Os resultados da contaminação microbiológica podem ser observados na tabela 8.
Tabela 8 – Contaminação microbiológica em pá de porco confecionada
Contaminação microbiológica (UFC/g) Microrganismos a 30oC <10 Leveduras 25oC <10 Bolores a 25oC <10 Enterobacteriaceae <10 Escherichia coli <10 Clostridium perfringens <10 Bacillus cereus <10
Staphylococcus coagulase positiva <10
Listeria monocytogenes <10
Pesquisa de Listeria monocytogenes* Negativo
Pesquisa de Salmonella* Negativo
(*)Em 25g de amostra
A literatura científica sugere que se devem confecionar os alimentos de modo a que atinjam no seu centro térmico (interior) 70 °C durante 2 min, ou que atinjam pelo menos 75 °C, condições que são suficientes para que sejam eliminadas bactérias como a Salmonella spp., Campylobacter spp., L. monocytogenes e Y. enterocolitica,
31
Staphylococcus aureus [42]. No intuito de prevenir as intoxicações alimentares por Clostridium perfringens os alimentos devem ser cozinhados a temperaturas superiores
a 75 °C, assegurando a destruição de células vegetativas [54]. As boas práticas de manipulação e higiene pessoal são requisitos fundamentais para prevenir a contaminação de alimentos por C. perfringens. Neste caso, a temperatura atingida no centro térmico foi 88 °C. Como se pode observar os resultados para todos os parâmetros estão a um nível satisfatório de acordo com a tabela 3, o que demonstra que os microrganismos foram destruídos a altas temperaturas. A etapa de confeção foi validada.
3.3 Manutenção a quente (PCC3)
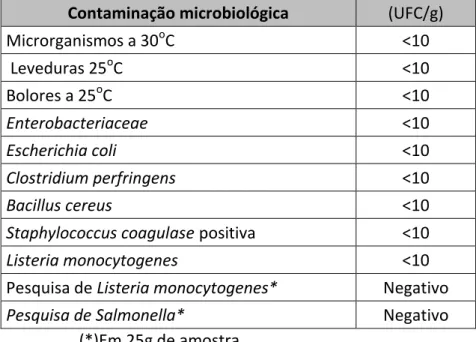
Na etapa manutenção a quente, recolheu-se uma amostra de um prato de jardineira para validar a temperatura dos banhos-maria/ou estufas e a temperatura do centro térmico do produto, bem como tempo de exposição. A jardineira encontrava-se em exposição à 2h num banho-maria na linha de self service. Aquando a recolha a temperatura no centro térmico do alimento era 76,4 °C e o banho-maria encontrava-se a 87 °C. O tempo limite de exposição numa linha de self três horas, desde que a temperatura no centro térmico seja igual ou superior a 65 °C (N-DSA-22, Anexo VI). Podemos observar os resultados dos parâmetros microbiológicos na tabela 9. Microrganismos como Clostridium perfringens e Bacillus cereus, podem causar problemas graves quando mantidos a temperaturas incorretas. Na etapa de manutenção a quente, os alimentos devem ser colocados no banho-maria, ou noutro equipamento adequado, quando a temperatura se situar nos 63 °C e ser mantidos a essa temperatura ou superior. Neste caso específico a temperatura no centro térmico encontrava-se acima dos 63 °C como sugere a bibliografia [42]. No entanto a empresa obriga a que os alimentos se mantenham acima dos 65 °C (N-DSA-22) e este requisito foi cumprido.
32
Tabela 9 - Contaminação microbiológica em Jardineira recolhida depois de 2h de exposição num banho-maria
Contaminação microbiológica (UFC/g) Microrganismos a 30oC <10 Leveduras 25oC <10 Bolores a 25oC <10 Enterobacteriaceae <10 Escherichia coli <10 Clostridium perfringens <10 Bacillus cereus <10
Staphylococcus coagulase positiva <10
Listeria monocytogenes <10
Pesquisa de Listeria monocytogenes* Negativo
Pesquisa de Salmonella* Negativo
(*)em 25g de amostra
O incumprimento deste limite crítico de temperatura poderia facilitar o crescimento e produção de toxinas de bactérias como Staphylococcus aureus, Clostridium perfringens e Bacillus cereus [42]. Além disso a presença de L. monocytogenes e Salmonella é negativa. Este procedimento pode assim ser validado.
3.4 Arrefecimento lento (PCC4)
A mesma pá de porco utilizada para a validação da etapa de confeção atravessou por um processo de arrefecimento lento e foi fatiada. Em seguida retirou-se outra amostra dessa carne já arrefecida e fatiada e foi enviada para análise. Os resultados estão apresentados na tabela 10.
Ao analisar os resultados podemos verificar que a contagem de Enterobactericeae é 2,1×103 e ultrapassa o limite máximo de 100 UFC/g [4]. Assim o resultado do boletim analítico é “não satisfatório”. A etapa de arrefecimento lento atravessa uma série de condicionantes, que poderão ter levado à contaminação por Enterobacteriaceae.
33
Tabela 10- Contaminação microbiológica numa pá de porco submetida a arrefecimento lento
Contaminação microbiológica (UFC/g) Microrganismos a 30oC 4,9×103 Leveduras 25oC 1,5×102 Bolores a 25oC <10 Enterobacteriaceae 2,1×103 Escherichia coli <10 Clostridium perfringens <10 Bacillus cereus <10
Staphylococcus coagulase positiva <10
Listeria monocytogenes <10
Pesquisa de Listeria monocytogenes* Negativo
Pesquisa de Salmonella* Negativo
(*)em 25g de amostra
A deteção de membros da família Enterobacteriacea, pode indicar a ocorrência de alguma falha nos programas de qualidade, no processo térmico ou sanitização [37]. Condições que permitam a contaminação e a permanência de enterobactérias totais e coliformes no produto também possibilitam uma eventual contaminação por patógenos como Salmonella [37]. No entanto a carne de porco depois de confecionada mantinha níveis seguros de microrganismos e o tempo limite de arrefecimento (2h) foram cumpridos. Este facto leva a crer que a contaminação possa ter sido causada por falhas de nas práticas de higiene, pela exposição do alimento a temperaturas de risco, ou até por contaminações de superfícies ou utensílios. Quanto à pesquisa de
Salmonella e Listeria monocytogenes obtiveram-se testes negativos, indicando a sua
ausência. Para avaliar esta não conformidade seguiu-se a análise de causas e a implementação de ações corretivas (documento em Anexo IV).
Análise de causas
As causas que possivelmente poderão ter influenciado na não conformidade dos parâmetros são as seguintes:
![Tabela 1 – Exemplos de perigos físicos nos alimentos livro dos perigos [10]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17680124.826394/19.892.176.715.793.1120/tabela-exemplos-perigos-físicos-nos-alimentos-livro-perigos.webp)
![Tabela 2 – Condições para ocorrência de perigos Biológicos [10]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17680124.826394/21.892.131.761.457.903/tabela-condições-para-ocorrência-de-perigos-biológicos.webp)
![Tabela 3 – critérios microbiológicos publicados pelo INSA [4]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17680124.826394/32.892.132.776.181.938/tabela-critérios-microbiológicos-publicados-pelo-insa.webp)
![Tabela 4 - Grupos de alimentos prontos a comer [4]](https://thumb-eu.123doks.com/thumbv2/123dok_br/17680124.826394/33.892.128.783.135.723/tabela-grupos-de-alimentos-prontos-a-comer.webp)